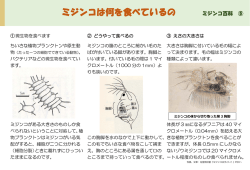
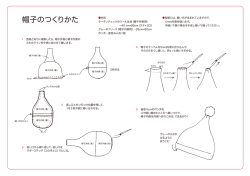
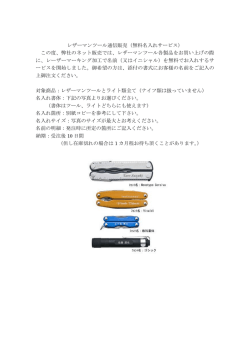
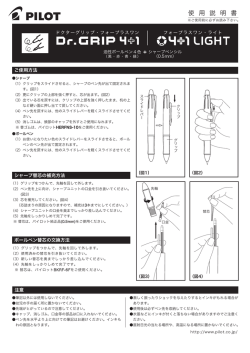
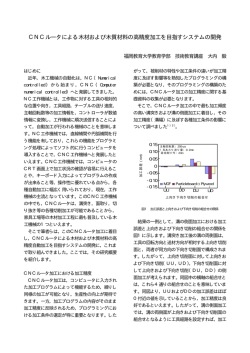
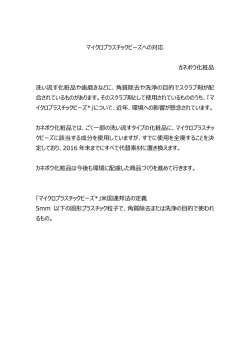
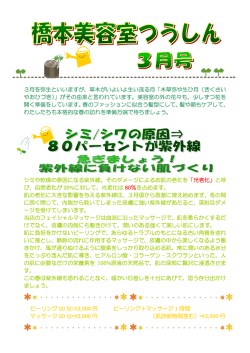
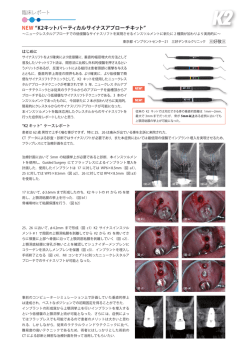
超高速・精密切削加工技術に関する研究 機械金属部機械研究室 永倉寛巳 近年,金型等の工業製品の生産において,製作期間の短縮,加工精度の向上およぴコス ト低減を達成するための有力な手段として超高速ミーリング技術が注目されてぃる.本研 究では,市販の直径3脚の(Ti,ADNコーティング超硬ボールエンドミルを使用して,各種 の加工条件で金型材料N航55(HRC4ωの超高速加工試験を行い,切削中の振動加速度や加工 面粗さを評価,工具,主軸系の切削安定性にっいて検討を行った.更に地球環境問題を考 慮し,超高速加工におけるドライ加工,ミスト加工の適応性にっいても検討した.その結 果,振動加速度が高くなる主軸回転数領域が明確となり,送り速度が0.08mm/刃以下の場 合は、 5000 350oomin、'の全ての主軸回転数の範囲で加工面粗さはRy3μm以下となるが, 送り速度が0.1mm/刃の場合は加工面粗さが3μmより大きくなる領域が現れ,特に工具突 き出し長さが30mmの場合はほぼ全ての主軸回転数の範囲で加工面粗さは3μmより大きく なる.エマルジョン切削液を使用した加工では熱衝撃により切り刃のチッピング,仞込み 境界部の欠損が顕著に現れる.ドライ加工,エアーブロー加工の場合はチッピングの発生 はほとんどなく,切削は安定して継続し,釖削長10oom時点の摩耗量は32 38μm程度で非 常に良好な加工特性を示すことが確認された 1.はじめに 2.実験方法 近年,工業製品の低価格化と製品開発サイクルの 短期化が進み,金型の製造コストの低減と短納期化 への要求が一段と強くなってきている.これらの対 応法のーつとして金型製造工程ヘの超高速加工の導 入があげられる.との加工法は,マシニングセンタ の主軸回転数,送り速度の高速化およぴ高速切削用 の新種の超硬工具の開発により可能となったもので あるが,小径工具による加工の高速化,加工精度お よび加工面粗さが向上する等の利点があり,金型や 精密機械部品の製造工程の短縮化,削減ヘの効果が 実験に用いた工作機械は碌々産業株式会社製の最 高主軸回転数360oomiがの高精度・高速小径微細加 工機MEGA-360である.実験に使用した工具は ホ'ールエンドミル ψ/ 30 触針 0.5 前加工溝 、、令5 期待されてぃる 深いキャビティを持つ金型の加工では,工具突き 出し長さを大きくとる必要があるが,そうした条件 下では小径工具の場合ビビリ振動が発生しやすくな る.本研究では,市販の直径3mmの(Ti,ADNコーテ イング超硬ボールエンドミルを使用して,金型材料 N航55(HRC4のの超高速加工試験を行い,切削中の振 動加速度,加工面粗さの評価,工具,主軸系の釖削 安定性について検討を行った.又近年は地球環境保 全の問題から切削油を極力使用しない加工方法が目 標とされてきているが,本研究では環境問題を考慮 して超高速加工におけるドライ加工,ミスト加工の 適応性についても検討した -67ー 0,5 ' 、壬一ーーー^ 図1 表1 実験項目 振動加速度 加工方法と表面粗さ測定法 実験項目と切削条件(1) 切削条件 主軸回転数 5000 350oomin、' 送り速度 0.02 0.1"m/刃 軸方向切込み 0.5mm 半径方向切込み0,5mm 加工面粗さ 工具突き出し長さ 15n卯、 30削n ダウンカット、 dry (Ti,AD Nコーティングを施した直径3mの2枚刃 超硬ボールエンドミルである.また実験に使用した 被削材はプラスチック金型用材料のNAK55 (HRC4ω で寸法は200×20OX釦mmである. 表面粗さRyを測定した. 2.2 ドライ加工,ミスト加工試験 近年は地球環境保全の問題から,切削油を極力使 用しない加工方法が目標されてきている.本研究で 2.1 振動加速度,加工面粗さ評価試験 前加工として,被削材に対して深さが0.5血で, 問隔が5.omのX軸に平行な溝を形成し,その溝に対 は環境問題を考慮し,超高速加工におけるドライ加 エ,ミスト加工の適応性について検討を行った 切削条件を表2に示す.図2に実験の状態を示す して図 1に示すように軸方向如込み量0.5mm,半径 方向切込み量0.5血を与えることによりX軸方向に直 線切削を行った.釖削条件を表1に示す.主軸回転 実験は表2に示す条件で平面ピッチ加工を行い, 定甸削距離ごとに株式会社キーエンス製のマイクロ スコープVH-6Ⅱ0により工具逃げ面の摩耗量の観察 数は10oomi"、'おきに5000 350oomin、'の範囲で,ま た送り量は0,02mm/刃おきに0.02mm/刃 0.1血/刃の 及ぴ測定を行った 範囲で段階的に増加させた.各切削条件における切 削距離は20脚とした.工具突き出し長さについては 15脚と30mの2条件について試験を行った 評価項目として,被削材に取り付けた振動加速度 3.結果およぴ考察 3.1 撮動加速度.加工面粗さ 図3,図4はそれぞれ工具突き出し長さが15mと 30mmの時の各々の切削条件における被削材のY軸方 計(株式会社共和電業製ASV-10GA)により切削中の 向の振動加速度の測定結果である.各々の主軸回転 被削材のY軸方向の振動加速度を計測,また表面粗 さ計(槻東京精密製サーフコム590A)を使用,触針 数においては送り速度(f)の増加に伴い切削中の 振動加速度は次第に上昇している.工具突き出し長 を図1に示すように工具の軸方向に対して約30゜傾 斜させ,加エエッジから0.5mmの位置の送り方向の さが30血の場合は工具突き出し長さが15血の場合に 比ベ,全般的に振動力U速度のレベノレが0.1 0.2G程 度上昇しているが,主軸回転数に関しては,両者ほ 表2 実験項目と釖削条件(2) 0.200 切削条件 実験項目 主軸回転数 送り速度 350oomin、' 0.160 0.1mm/刃 0.5mm 軸方向切込み 半径方向釖込み 0.5n血 工具突き出し長さ30mm ダウンカット 0.140 0.120 0.100 0.080 ・ー.一十0.02 0 (中)憾桜異楓坐 工具摩耗量 L=15Π仰 0.180 ・・゛・一十0.04 ・→〔-fo.06 0.040 一蝋一fo.08 0,020 dry, Air,ミスト,エマノレジョン ー^十0.1 0.000 5000 8000 11000140m 170002mo02300026000290003200035000 主軸回転数(rpm) 図3 振動加速度(工具突き出し長さ15mm) 0.200 L=30Π抑 0.180 0.160 ( 0.140 Cつ 0.120 搬 0.100 ー^fo.02 0.帖0 ・・゛ー・・+0.04 臘 0.060 、み,゛、', .詠ゞ・ ゛点互ゞー' 淡ξ戸'.二秀たE島三 ・・→←一+0,06 ・^十0.08 0.叫0 与弐、a,圭 十0.1 0.020 '*ン、・,ー ゞ ・延、 0.000 5W0 8000 110W 1400017000 200002300026000290003200035000 主軸回転数(rpm) 図2 実験の状態(ミスト加工) 図4 振動加速度(工具突き出し長さ30mm) -68- ぽおなじ回転数領域で振動加速度のピークがみられ, 5 ・^一十0.02 ・・美・・一十0.06 L=15mm 工具突き出し長さが15mの時は主軸回転数70oomin、. (233H2),20000 230oomin、'(667 767HZ) 340oomin、'(1133HZ)の領域で,また工具突き出し 20000 長さが30mmの時は 70oomin、'(233HZ) 25000血が(667 833HZ),340oomin、' a133HZ)の 領域で振動加速度が高く検出されてぃる.工作機械 の動剛性は工具,主軸系の固有振動数と密接な関係 をもっており,釖削中の振動は加工精度の低下,チ ツピングによる工具寿命低下の原因ともなるもので あり,切削の安定継続のためにはとうした振動加速 度が高くなる回転数領域はできるだけ避けて加工す ・・゛ー・+0.04 ー^fo.08 (E三主扣駅楓楽 4 , 3 2 0 5M0 8000 11000 14000 17000 200伽 23000 26000 29M0 32000 35MO 主軸回転数(rpm) 図5 加工面粗さ(工具突き出し長さ15血) るととが望まれる. 5 L=3仙間1 図5,図6はそれぞれ工具突き出し長さが15mmと 30mの時の加工面粗さRyの測定結果である. いずれの回転数においても,送り速度の増加に伴 い,加工面粗さは次第に上昇してぃる. 工具の突き出し長さが15脚と30mmいづれの場合も ・^十0.02 ・一美一+0.06 (E瓢)主扣罫楓剛 送り速度が0.02 0.08mm/刃の条件では回転数によ る粗さ変動は少なく,送り速度が0.02mm/刃の場合 はRyo.5 μ m,0.04mm/刃の場合はRyo.フ 0.9 μ m, 0.06mm/刃の場合はRyl.2 1.6μ m,0.08mm/刃の場 合はRy2 2.6μ.で全主軸回転数の範囲でほぼ一定 の値を示している.工具の突き出し長さによる影響 もほとんどみられない.送り速度が0.08mm/刃以下 の場合は全ての主軸回転数の範囲で加工面粗さは3 μm以下となっているが,送り速度が0.1mm/刃の場 ,・゛一十0.04 ・^、+0.08 .^ー 4 3 2 0 5000 8000 11000 14000 17000 20000 23卯 26000 29000 32000 35000 主軸回転数(rpm) 図6 加工面粗さ(工具突き出し長さ30mm) 350 300 (E三劇禦畿畔H 合は回転数による粗さの変動がやや大きくなり,加 工面粗さが3μmを越える領域が現れており,特に 工具突き出し長さが30血の場合はほぼ全ての主軸回 転数の範囲で加工面粗さは3μmより大きくなって いる.工具突き出し長さが30mmの場合は15000 170oomin、'主軸回転数では4 μmを越える粗さも現出 ー^dry ー^air 250 200 150 ・・心・ーエマルジョン 、^ミスト1 、^ミスト2 ^ミスト3 100 50 0 している. 80m 送り速度0.1mm/刃の条件では70oomiが領域では振 動加速度のピークに対応した粗さの増大もみられる が,全般的に振動加速度と加工面粗さの関係は明確 20om 40om 60om 80om 切削距敲(m) 10oom 図7 工具摩耗進行曲線 には三忍められない. ベ,ミスト1はミストポンプの作動時間 1回/3秒, 3.2 工具寿命 ミスト供給量5CC/時間,ミスト2は 1回/3秒, 1500/時間,ミスト 3 は 1 回/、1秒,1500,/時間) 図 7 は主軸回転数が350oomin、'(釖削速度 330m/min),送り速度0.1"m/刃(7m/血n),軸方向 切込み量0.5mm,半径方向釖込み量0.5mm,工具突き 出し長さ30血,ダウンカットの切削条件で平面ピッ チカΠ工をしたときのドライカΠ工,エアーブローカΠ工, エマノレジヨン(ジュラロン株式会社製S330α,20倍 希釈液)加工,ミスト(フジ交易株式会社製ブルー 加工時の工具摩耗の進行曲線である. エマルジョンの切削液を使用した場合は,切削長 20om時点で局部的に釖り刃の急熱,急冷による熱衝 撃が原因と考えられるチッピングが発生,40om時点 で切込み境界部に微小欠けが発生それが炊第に大き くなり,甸削長80om時点では切込み境界部に0.3mm -69- 、' (、 ドライ、 L=10ooln ミスト1 、 L=10oan エアーブロー、 L=10oan エマルジョン、 L=80αη ミスト 2、 L二10oan ミスト 3 、 L=10ooln 図8 工具逃げ面の摩耗観察写真 を越える欠損が発生した.ドライ加工,エアーブロライ加工,エアーブロー加工に比ベると切込み境界 一加工の場合は,両者摩耗の進行速度の点でほとん部の刃先の後退(へたり)がやや大きくなってぃる ど差がなく釖削長10oomまでは切削は安定して継続 3.3金型モデルの加工事例 し,切削長10oom時点の磨耗量は釖込み境界部で 以上の実験により得られた結果を基に,本実験で 32 38μm程度と僅小で,切り刃の状態はチッピンの結果が実際の加工に適用できるか否かを観察する グ等の発生はほとんどなく,まだ十分に切削を継続ために直径3mmの小径ボールエンドミルを使用し, できる状態であった.ミスト加工については,ミスコンロッド鍛造金型を加エモデノレとして三次元形状 トポンプの作動時間,時間あたりのミスト供給量を創成加工を試みた.加エサンプルを図9に示す.荒 変えた3条件について試験を行った.工具摩耗の進 行速度の点では3条件ともほとんど同様の傾向を示 し,いづれも切削長60omあたりで切込み境界部に刃 先の後退(へたり)が現れ始め,釖削長10oomでは X 1、ー ム,\,ノ'ノ︺ 'Y ノ、、、イ、﹂ ,'子 ーフ0- "烹 ドライ加工,エアーブロー加工の場合は切り込み境 界部の摩耗は僅小であるが,ミスト加工の場合はド 3美". エマノレジョン加工の場合,切り刃各部のチッピング, 切り込み境界部に発生した欠損が顕著に認められる t', 点の工具逃げ面の摩耗の状況を観察した写真である 、イ^メムJ 図8はそれぞれドライ加工,エアーブロー加工i エマルジョン加工,ミスト加工における試験終了時 /く,.゛ 供給量等更なる検討が必要である 1 された.今回の実験ではミストの効果が得られてい ないが,ミストについてはミスト供給方向,ミスト 、'一1 '4 ヲ 境界部の摩耗量は38 45μmとドライ加工,エヤー・ ブロー加工に比ベやや摩耗量が大きくなるのが観察 捻 ,、'.1戸 k=35000ゆm、', F=70001肌/min ダウン,エアープロー 図9 金型加エサンプル 葬 加工は等高線荒取り加工(XY周回切込みモード, Z 方向ピッチ0.5脚, XY方向ピッチ0.5mm),仕上げ加 工は等高線仕上げ加工(等高線十未仕上がり交互, Z方向ピッチ0.25mm, XY方向ピッチ0,25血ピッチ) である.荒加工は27分,仕上げ加工は12分で,荒, 仕上げを通して1本の工具で特に問題なく加工を完 確認された 了することができた なく,切り刃の状態は十分に切削を継続できる状態 でありエマルジョン釖削液を使用した場合に比ベ切 4.おわりに 削は安定して継続する 以上,市販の直径3mmの(Ti,ADNコーティング超 硬ボーノレエンドミノレを使用して,金型材料NAK55 (HRC4のの超高速加工試験を行い,切削中の振動加 速度や加工面粗さを評価,工具,主軸系の切削安定 性について検討を行った.更に地球環境問題を考慮 して超高速加工におけるドライ加工,ミスト加工の 実用性についても検討した結果,以下のことが判明 (4)ミスト加工についてはドライ加工,エアーブロ 一加工に比ベ切込み境界部の摩耗がやや大きく現れ た.ミストについてはミスト供給方向,ミスト供給 デルとして高速切削を行った結果荒,仕上げを通し した て1本の工具で問題なく加工を完了するととができ (1)切削中の振動加速度については,ある主軸回転 数領域で振動加速度のピークがみられ,工具突き出 し長さが15血の時は主軸回転数70oomin、'(233HZ) た , 20000 230oomin、'(667 767HZ) 340oomin、」 , a133H幻の領域で,また工具突き出し長さが 20000 30mmの時は 70oomin、'(233HZ) 250oomin、'(667 833HZ),340oomin、'(1133HZ)の 領域で振動加速度が高くなることが判明した (2)送り速度が0.08mm/刃以下の場合は,主軸回転 数による粗さの変動は少なく,全ての範囲で加工面 粗さは3μm以下となるが,送り速度が0.1脚/刃の , 場合は回転数による粗さの変動がやや大きくなり, 加工面粗さが3μmを越える領域が現れ,特に工具 突き出し長さが30脚の場合はほぼ全ての主軸回転数 ③エマルジョン切削液を使用した場合,熱亀裂(欠 損)が助長され釖削長80om時点で切込み境界部に 0.3mmを越える欠損が発生した.ドライ加工,エア ーブロー加工の場合は釖削長10oomの時点の摩耗量 は32 38μm程度でチッピング等の発生はほとんど 量等更なる検討が必要である (5)今回得られた結果が実際の加工に適用できるか 否かを検討するために,コンロッド用鍛造金型をモ 参考文献 D永倉寛巳:高速切削加工に関する研究,平成9年 度佐賀県工業技術センター研究報告書,P81 P89 2)福井雅彦:特集金型高速直彫り加工の現状と課 題,機械技術, V01.44,N08 a996) 18 3)嶽岡悦雄,宮口孝司:新潟における高速ミーリン グ研究の動向,機械と工具,4 (1998) 20 4)横山哲男,朝比奈奎一,町野欣一:金型製作にお けるエンドミル釖削の加工精度向上に関する研 究,昭和57年東京都立工業技術センター研究報告 5)藤井義也,岩部洋育:エンドミルによる輪郭加工 精度,精密機械41巻3号,P17 P24 の範囲で加工面粗さは3μmより大きくなることが ーフ1-
© Copyright 2026 Paperzz