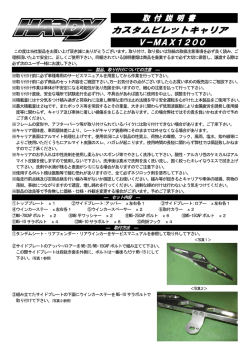
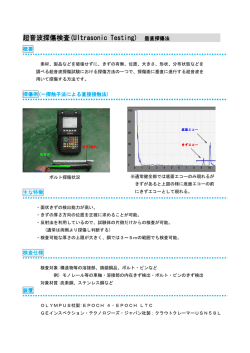
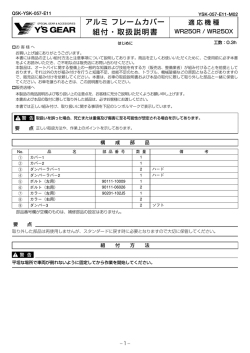
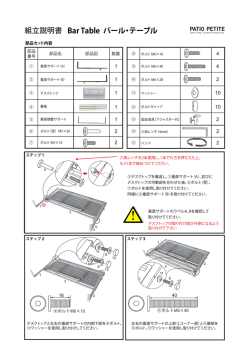
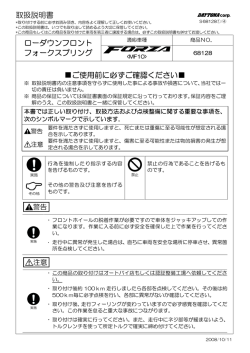
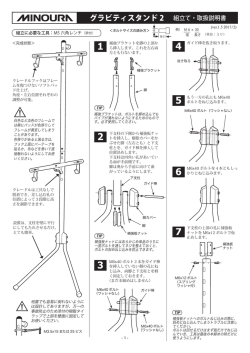
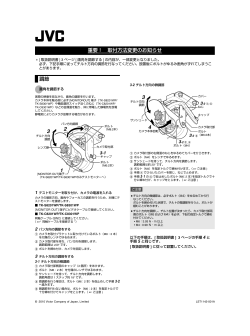
3 1 技術レポート鶴 : 護 金 聾 主 義 耐食性酸化被 ボルトナット 兜鯉 日本鋳鉄管協会技術専門委員会 委員長尾正三 地下埋設管路の継子部に用いられているボ ( 1 ) 電位差:金属組織の均一性、表面状態 ルトナット類が、管体がほとんど健全である の不均一性、応力分布、埋設 にもかかわらず、異常腐食を起し問題になる 環 境 の ー 均 一 、 異 種 金 属 galv- という事例が近年、各地の腐食性土壌中にお amc actlOn . いて育文見されるようになってきた。 ( 2 ) 電気抵抗:埋設環境の比抵抗 この現象は欧米においてもかなり前から気 この中、電位差が存在したとしても電気抵 付かれており、原因の究明、対策の研究など 抗が高ければ腐食反応は進行しない。すなわ が行われていた。またわが国においても同様 ち、埋設土壌の比抵抗が高い条件下では腐食 の研究がなされ、対策として一般的には酸化 しないが、塩分を多く含むような比抵抗の低 被膜史立里ボルトナットが市販されるようにな い土壌中では腐食が進む可能性があることに っている口ここでボルトナットの異常腐食の なり、今まで経験した腐食事故はすべて比抵 原因と防止対策の原理を説明し、今後の対策 抗の低い土壌中で発生している。(土壌の腐 の一助といたしたい。 食性判定方法) 2 . 過去のボルトナットの腐食につい 1.腐食の原理 土壌中に埋設された金属の腐食は電気化学 ての折究 米 国 の National Bureau of Standardsは 、 的反応に基づいて進行する。この電気化学的 そ の 刊 行 物 Circular 579(April 1 9 5 7 )にて次 反応が生ずるためには、発生原因としての電 の如く報告している。 位差と、環境としての電気抵抗の二者が不可 欠の要素になる。 地下埋設管路の継手に用いられた軟鋼およ び鋳鉄製のボルトは、腐食性の激しい土壌中 3 2 ダクタイル鋳鉄管 昭和 5 1 .1 0 第2 1号 るよりもはるかに短期間で腐食されることか て¥特にネジ切りした部分で腐食する場合が 多い。これらの損傷による取替えの費用は高 ら、通常の応力腐食および端部効果には腐食 くつくために、 NBSは 埋 設 試 験 場 に わ い て ボ の み な ら ず 、 管 体 と の 局 部 電 池 作 用 galvanic ルト試験片の埋設を開始した口 1924年にはシ actionが 大 き な 原 因 と 考 え 、 実 験 室 的 研 究 を ヱラダイジングボルト(漆亜鉛ボルト)、鉛メ 行い、次の結論に達している。 1 ) このようなガルパニックアクションをな ッ キ ボ ル ト 、 裸 鏑 ボ ル ト を 7カ所に、 1932年 にはマリアブル鋳鉄、高強度鋼、軟鋼ボルト くするためにはボルト材料として管体より を別の 4カ 所 に 、 さ ら に は 1939年 に は 木 炭 銑 も陰極的な材質を用いるべきである。 2 ) ただし、電位が異なる材質を組み合せて 鋳 鉄 、 軟 鋼 ボ ル ト が 他 の 14カ所に埋設された。 これらの試験場の土壌条件は強腐食性 Severely Corrosiveか ら 腐 食 性moderately Corrosive にまたカfっている。 用いた場合には、陽極的な材料に対して過 度の腐食を発生さす可能性がある。 3 ) し か し な が ら 、 上 記2 )の 傾 向 は そ の 材 質 こ の 試 験 は 約 10年 間 継 続 さ れ 、 得 ら れ た 結 の分極特性によって大いに変り、土壌中に 論は次の如くであった。ボルト材質によって 埋設された鉄管の場合は陰分極が大きいた 特に耐食性の差は認められなかった。シエラ め、これらのボルト材料が鉄管に対して陰 ダイジングボルト、次いで鉛メッキボルトが 極的になった場合には、管体との面積比が やや耐食的であった。土壌の腐食性が激しい 小なることもあって、管体には有害な腐食 場合はボルトの腐食は激しく、土壌が腐食性 は発生させない。 4 ) 管体に対して陰極的な材質としては州、 でない場合はボルトも腐食が少い。 Cuの如き合金があり、 次 い でNBSで は ボ ル ト が 管 体 が 損 傷 を 受 け 表一 1 l%Cu、 1%Cu1% N B Sによる各種ボルト材料の鋳鉄押輸との組合せ (試験片土中埋設試験結果一覧表) Galvanic current 平均 1%Cu鋳鉄 1%Ni1%Cu 2%Ni1%Cu P l a i n鋼 Cr-Ni-Cul i 岡 N i C u i l l 岡 高合金鋳鉄 Ni-Cu合金 最終 ボルトー押輪開 開路電位差 100日後 mA 1 .15 mA 1 .45 mV 115 1 .1 1 1 .28 120 0.70 1 .20 30 0.76 1 .10 50 1 .76 1 .85 160 2.09 1 .60 270 1 .09 1 .03 55 1 .32 1 .27 80 0.78 0.73 60 0. 47 0.54 40 1 .04 0.86 140 1 .35 1 .20 140 0. 47 1 .00 250 0.83 1 .28 230 2.06 1 .34 380 2.15 1 .60 400 368臼後: mV 130 ( -674mV) 150 組合せ % 5.6 10.3 260 ( -657) 245 3. 4 ~も 28.5 .4 81 25.6 64. 4 33.8 89.7 7.9 3.6 7.5 1 6. 4 7.7 47 (-661) 27 6.1 70 (-654) 130 4.8 180 (-506) 295 0.66 420 (-368) 445 。 c / o 4.9 115 (-661) 115 95 ( -670) 1 2 0 単独試片 組合せに 基づく喧 量減少率 ボルトの〉重量減 19.7 64.0 14.2 73.2 8.8 93.1 0.95 80.0 8.2 2.8 0.57 0.23 0.15 33 耐食性酸化被膜処理ボルトナット Ni、 2%Nil%Cuなどの低合金ボルト、 15 ボルトナットの異常腐食の原因が管体とボ %Ni6.6%Cu2.6%Crの高合金ボルト、 70% ル ト の 局 部 電 池 galvanicactionによるもので Ni30%Cuボ、ルトなどが挙げられ、いずれも あると仮定したうえで、管体に対して陰極的 大幅に腐食減量が低減している。 になるようにボルトナットに対策するため、 以上の如き NBSの研究に追随して多くの研 1 ) 合金化、 2 ) 表面処理、 3 ) 塗装 の 3方面から調査した。 究者がボルトナットの腐食防止対策の研究を 実験方法としては、これらの供試ボルトを 行っており、それらの集大成のーっとして、 米国の鋳鉄管のメカニカルジョイントの国家 単独および管体と組み合せた状態で、各種土 規格が次の知く改正されている。 壌中、水中に埋設し、それぞれの電位和よび galvanic電 流 の 経 時 変 化 お よ び 重 量 減 少 を 測 3. メカニカルジョイントボルトの米国 定 し た 。 図 - 1に埋設実験場の一例を示す。 また図 - 2に 埋 設 試 験 に お け る 管 体 お よ び 各 鏡格の改正 アメリカにおける銭?室失管のメカニカルジョ イントの国家規格は、 1953年 に ASA A 21 .11 種ボルトの電位変化の測定結果を示す。 図 -1 Mechanical Joint f o r Cast Iron Pressure 各撞ボルトナットの土壌埋設腐食試験 状況(砂土中、埋戻し前) Pipe and Fittings として規定されており、 この当時は、ボルトナットとしては高張力鋳 鉄 High strength Cast Iron* 、ルトと規定さ れ て い た に 過 ぎ な い 。 こ の 規 格 が1964年 に 改 正 さ れ て ASAA 21.11-1964 Rubber Gas ket Jointfor CastIronPressurePipeand Fittingsと名称、も変更されたが、この改正で はボルトナットの耐食性を向上さすために High strength Cast Ironの場合には 0.5%以上の Cu~同を合金すること、または High s trength Low a l l o ys t e e lの場合は Ni0.25%以上、 Cu 0.20%以上、 Ni+Cu十 Cr 1 .25%以 上 含 む こ この電位測定結果から見て分るように、管 とを規定し、管体や押輪に対してボルトナッ 体自体はその土壌との接触状況などに応ピで トが陰極的になるような処置を持っているこ かなり広範囲に電位がパラツイており、この とが示される。 バラツキ以上に電位が高くないとボルトナッ 4. 鋳 鉄 管 メ ー カ ー に お け る 研 究 ための耐食対策はかなり範囲が狭くなってい トは耐食的とはいい得ないことになり、その 表 - 2 各種ボルトの土壌中組合せ腐食試験結果 粘 砂 6ケ月 Plain DCI 1%Cu DCI 1年 6ヶ月 土 1年 山 6ヶ月 土 1年 o.820gr 1.690gr 2.170gr 3.170gr 2.250gr 2.819gr 0.790 1.625 2.320 4.151 2.970 3.850 1%Ni DCI 0.267 0.802 1 .320 2.519 1.170 2.125 3%Ni DCI 0.228 1.160 1.186 1.762 1.630 2.378 Znメッキ DCI 1 . 8 3 0 2.241 1.455 2.561 3.635 6.870 酸 化 被 膜 DCI 0 . 2 0 1 0.188 0.360 0.560 0. 470 0.729 マリアプル 0.850 0.966 2.009 2.560 2.150 3.215 3 4 ダクタイル鋳鉄管 昭和 5 1 .1 0 第2 1号 図-2 粘土中埋設 -900 -800 栂 脚 円 高 ロ ヰ 量 一 700 → F 寸k i ヨ 脚 -600 耕 議E 官 ム h ム ヱ -500 _..~ 制 膜 被 v u r酸 巾巳 4 0 0 3 0 0 るが、得られた結論を括めると次のようにな る。表 シ塗料、エポキシ粉体塗装などを検討した が、塗装がボルトの防食に非常に有効なこ 2参照。 1 ) 合 金 化 元 素 と し て は 銅 Cu、 ク ロ ム Cr、 とが示された口 ニッケルNi、 亜 鉛 Zn、 錫 Sn、 ア ン モ チ ン 耐久性のある防食塗装としてはタールエ Sb、 鉛 Pb、 カ ド ミ ウ ム Cd、 な ど を 調 査 検 ポキシ塗料、エポキシ粉体塗装が優れてい 討した結果、もっとも確実な効果を発揮す ることが示されたが、さらに有効な対策と 1 %以 上 の 添 加 で 略 々 陰 してジョイントにボルトナットをセットし 極的になる。 Cuはある時には効果が認めら て後、補修塗装をタール系塗料で行うこと れるが、その効果にはバラツキがあり、確 が、特にネジ部、ナットの防食に効果のあ 実とはいい得ない。その他の合金元素の効 ることが示された。 果は認められなかった口 以上の如き具体的な防食対策についての実 るのは Niであり、 2 ) 表面処理として亜鉛メッキ、シエラダイ 験と併行してボルトナットの異常腐食の原因 ジング、鉱?メッキ、クロマイジング、 Hiメ を追求したが、腐食は電気化学的な反応によ ッキ、酸化被膜知里などを検討した結果、 り発生するが、土壌中の鉄系金属の腐食では 電位的な経時変化、外観変化、重量減少の 陰極面積と陽極面積の比率によりその腐食速 面から調査した結果、クロマイジング、酸 度が定まり、この比率が大である時には陽極 化被膜処理がボルトナットの防食処理とし 部に激しい腐食が生じ、逆の場合はたとえ腐 てもっとも確実で、あることが認められた。 食が生じても、あまり極端な腐食は生じない。 3 ) 塗装としては黒ワニス塗装、鉛系防錆塗 メカニカルジョイントのボルトナットの土 料、ジンクリッチペイント、タールエポキ 壌腐食は、ちょうどこの面積比が大なる場合 3 5 耐食性酸化被膜処理ボルトナット に相当しており、なんらかの原因によってボ 装が剥ぎ取られ易く、そのため電位が低 ルトナットが鉄管や押輪に対して陽極となり、 くなる。 面積比率が極端に小さいため、この局部電池 このような理由に基づき、ボルトナットが や腐食電流がボルトナットに集中して流出す 管体の犠牲になって選択的に腐食されること るため、異常な腐食が生ずることが確認され が解明され、前述の欧米の研究の結論が確認 た。 された。 5. 酸 化 被 膜 処 理 ボ ル ト に つ い て このようにボルトナットが鉄管、押輪に対 ボルトナットが管体に対して陽極的になる して陽極(電位が低くなる)になる理由は次 原因の の事項が挙げられる。 ( 1 )ボ ル ト ナ ッ ト が ネ ジ 加 工 さ れ る た め 、 ネ 4 っとしてネジ加工を挙げたが、具体 的にその現象を説明すると次のようである。 ボルトナットは ジの部分の電位が低下する。 ( 2 )ボ ル ト ナ ッ ト の 加 工 、 取 扱 い 時 に 端 部 が 鋳造→焼鈍→タンブラー処理(焼鈍スケ ール除去)→ネジ切加工 傷付き易く、それらの部分の電位が低下 の如き工程で製造される口 する。 これらのそれぞれの段階で表面状態により、 ( 3 )鉄 管 、 押 輪 が 比 較 的 確 実 に 塗 装 さ れ て い るのに対して、ボルトナットの塗装は一 種々の電位分布が生ずるが、前三段のタンブ 般に非常に薄くしか塗装されず耐久性が ラ一党L 理までではあまり大きな電位差は発生 劣ること、およびジョイント施工時に塗 しなし~ 0 ( 図一一 3参照) し か る に ネ ジ 切 加 工 図 - 3 タンブラー処理(ネジ加工前)ボルトの電位分布測定結果 100 言電位分布測定位震と方向 5 0 -50 -100 139.5mm ( C ) 位置 することによって、ネジ部内電位が極端に低 方法が旋盤加工、転造加工のいずれの場合で 下し、 lOOmV以 上 も の 電 位 差 が 発 生 す る 場 合 も生じており加工方法によっては差はない。 もある。このネジ加工による電位低下は加工 ( 図 -4、 5参照) 図- 4 旋盤加工ボルトの霞位分布測定結果 100 5 0 50 100 │ l ネジ切リ部 139.5mm ( C ) 位置 3 6 昭和 5 1 .1 0 第2 1号 ダクタイル鋳鉄管 図 - 5 転造加工ボルトの電位分布測定結果 1 0 0 5 0 電 f 立 (mVs) ー ー ー . _ . _ . _ . ・ 『 、 ー一 -50 一 ー ・ ・ー.-.ー.- -100 一一ーオ ネジ切り部 1 3 9 . 5 m m ( C ) このように大きな電位差を生じたボルトを 位置 6に み ら れ る 知 く 、 表 面 処理してやると図 継手にセットして土中に埋設すると土壌条件 の電位は均一化され局部腐食の危険は解消す が電気伝導度が高く、腐食性が激しい場合に るとともに、ボルトナットの電位自体が高く は 、 電位の低いネジ加工部が集中的に腐食さ な り 、 鉄 管 に 対 し て 100mV以 上 貴 な 電 位 を 示 れることになる。 すようになるので、陰極的にボルトナットが l 以上の如き加工処理によって大きな電位差 防食される効果が得られ、先に述べた土中埋 を発生したボルトを加熱して表面を酸化被膜 設試験での結果を根拠づけている D 図 - 6 加熱酸化処理ボルトの電位分布測定結果 ( 7 5 0 ' Cー 1h r ) 1 0 0 電位 5 0 ー ー . 司 --一一一一 _ . ー ー ' ー ー 一 一 一 九 ー ー ' ー ・ 司 同 情 ・ ー ー ー 一一 、 九一・ー..---_ ¥ 一一・ mVs) -50 -100 ネジ切り告1 139.5mm ( C ) 位置 なお加熱温度を加工処理歪みを除去するに 均一は解消せず、電位の不均ーは歪み(また 十分で、ある 600Cほ ど で 長 時 間 処 理 を し た 時 の は応力)によって生ずるのではないことが示 0 ボルトの電位分布を図 7に 示 す が 、 こ の 間 される。 から歪みが除去されていても電位の大きな不 ゅピ 図 - 7 歪取り焼鈍後のボルトの電位分布測定結果 ¥¥ ¥ 叫/// 電位 50 刊/ 100 / (mVs) -50 ・ 、 、 -100 ' 〆 / 、 、 、 . ・ ー ー ・ 〆 4 ・ ー . / . . . . . . . / f 不ジ切 1 )部 ( C ) 139.5mm 位置 3 7 耐食性酸化被膜処理ボルトナット この加熱史民里の j 昆度としては、ボルトナッ 50 ト の 機 械 的 性 質 に 影 響 を 及 ぼ さ な い 範 囲 で7 ~8500C が最適で、ある。 このようにして得られた酸化被膜処理をし たボルトを 2 00mm持 鉄 管 と 組 み 合 せ て 土 壌 中 で 埋設腐食試験した結果を表 3に示す口 表 -3 2 0 0 m吋メカニカルジョイント鋳鉄管に組合せた酸化被膜処理ボルトナットの埋設 腐食試験結果 ボルト種類 酸化被膜 の有無 無 ボ jレ 酸 単 化 1 虫 被 埋 目 莫 言 受 付 無 ン ヨ 塗装 。 0 . 0 6 8 。 0 . 0 2 7 0 . 3 8 。 0 . 0 6 1 0 . 1 6 1 1 . 2 4 3 0 . 4 8 5 。 。 。 0 . 4 3 5 0 . 0 9 0 . 1 3 3 。 。 塗装 。 。 塗装 無 塗装 無 イ ン ト 管 体 無 シ イ ィ シ 酸膜 化付 中 皮 ※P 人工傷部 。 。 。 。 。 。 ネ 皮 ( g r ) 0 . 2 4 1 。 酸膜 化付 最大孔食深さ 腐食減 無 無 2 0 0併 DCI ニせ カ埋 Y レ設 体の種類 無 ト メ カ組 合 塗装の有無 組合せ管 無 。 。 N o .1 塗装 N o .2 塗装 N o .9 1 . 0 8 2 l .3 4 4 0 . 7 1 4 2 . 1 3 0 塗装 な し 2 . 3 1 0 No.10 0 . 5 9 0 塗装 な し 0 . 5 6 9 ( m m ) その他の部 分での孔食 。 。 。 。 。 。 。 。 P ※│ P P P P l .6 9 0 . 5 9 P 0 . 5 1 P 0. 48 0 . 1 6 。 P P 0 . 3 3 0 . 1 3 2 . 2 7 7 0 . 2 5 P 46 0. 0 . 2 1 0 . 0 2 0 . 0 5 P 0 . 1 0 0 ボルトの頭部に 3mm併のドリルにて孔を開け人工傷を付ける。 図 -8 2 0 0 m m件メカニカル鋳鉄管ーボルト ナット組合せ埋設試験状況 鉄管に組み合せてボルトナットが土中に埋 設した場合、次のような組み合せが考えられ る 。 鉄管が塗装され、ボルトが塗装されていな い場合 @鉄管が塗装され、ボルトも塗装されている 場合 機鉄管が塗装されていず¥ボルトは塗装され ている場合 @鉄管もボルトも塗装されている場合 これらの組合せで鉄管が塗装され、ボルト ナットが塗装されていない場合に異常な集中 腐食が生ずることが、乙の表から明瞭に示さ 3 8 昭和 5 1 .1 0 第2 1号 ダクタイル鋳鉄管 あり、この対策により塗料の固着問題は略々 れる。 酸化被膜処理したボルトナットは、いずれ 解消されたと考えられるので、接合時にボル の場合も防食効果を発揮しているが、この場 トナットの塗料を除去する作業は絶対に行わ 合でも、塗装の効果がはっきり示されている。 ないように指導いただくようお願いしたい。 従来、メカニカルジョイントを施工する場 さらにこのボルトナットの塗装を高級化し 合に、ボルトナットの塗装をガソリンで洗い 長期防食性能を保持せしめ、ボルトナットの 落したり、焼いて剥がしたりすることが一般 間着を防止する塗装としてエポキシ樹脂の粉 的に行われている 4 頃向があるが、これはこの 体塗装ボルトナットが開発され、一部で実用 実験結果からも分るように、ボルトナットの 化されている。 腐食を促進することにつながっており、厳に 6 .耐 食 性 ボ ル ト ナ ッ ト の 仕 様 化 禁止する必要がある。 なお、ボルトナットの塗装は、ネジ部で塗 上述の酸化被膜処理をした耐食性ボルトナ 料が固着してナットが離れにくいという傾向 ットが実用化され、東京都水道局、横浜市水 があるため、これを避けるためにできるだけ 道局の仕様として多数納入されている。 塗装を薄くする傾向もあったが、これは塗料 の耐久性を著しく損う原因でもあり、ボルト な お 日 本 鋳 鉄 管 協 会 に お い て も JCPAG 0 0 2“K型夕、、クタイル鋳鉄管"付属書 2 1 0 0 1、 1 ナットの塗装が防食のための一つの重要なポ K形 ダ ク タ イ ル 鋳 鉄 管 用 ボ ル ト ナ ッ ト に 、 こ イントとなっている。 の酸化被膜処理ボルトナットが取り入れられ これらの点を解決する処置として、現在行 るようになっており、今後は広く実用化され われている方法は、ボルトナットに支障のな る 気 運 に あ る 。 表 - 4に こ の 仕 様 書 改 訂 案 を い程度にまで厚くタール系の塗装を施し、そ 示す。 の後塗装を侵さない潤滑油を塗布するもので 表 4 呼び径 75~2600mm 水道用ダクタイル鋳鉄管用付属品 (A 形噂 K 形) 適 用 規 格 (JCPA G 1 0 0 1、 1 0 0 2 ) 2. 材 料 及 び 製 造 方 法 2 . 1 ボルト・ナットの材料及び製造方法は J I S G 5 5 0 2 (球状黒鉛鋳鉄品)の FCD 4 0又 は FCD4545あるいは、 J I S G5 7 0 2(黒心可鍛鋳鉄品)の FCMB I S G5 7 0 4 (パーライト可鍛 3 5又は J 鋳 鉄 品 ) の FCMP 4 5による。 2 . 2 ボルト・ナットはねり加工後、密着性の 3 . 2 塗装方法 3 . 2 . 1 ボルト・ナットは塗装前にさび、 そのほかの付着物を除去する。 3 . 2 . 2 ボルト・ナットの塗装は、加熱酸 化被膜生成処理後に行うものとし、 使用する塗料に適した温度で塗料 液中に浸したのち引きあげて、十 分に液滴を落した大気中で乾燥さ ある酸化被膜を生成させるため、温度 7 5 0C以上で適当な時間加熱保持する。 0 せる。 3 . 2 . 3 潤滑油は塗装後、ボルト・ナット 3. 塗 装 3 . 1 塗 料 に塗布する。 3.3 ~閏 f骨油 塗料は防食性に優れ、使用上有害な成 3 . 3 . 1 ボルト・ナットは固着を防止する 分を含まないもので、乾燥後は水に溶 ため塗料に悪影響を及ぼさない潤 けず寒暑によって異常をきたさないも のでなければならない口 ?骨油を用いなければならない。 4. 形 状 、 寸 法 及 び 許 容 差 3 9 耐食性酸化被膜処理ボルトナット 4.1 ボ ル ト ・ ナ ッ ト の 形 状 及 び 寸 法 は 付 図 (メートル並目ねじ)による。 による。 4.3 ボ ル ト ・ ナ ッ ト の 各 部 寸 法 の 許 容 差 は 4.2 ボルト・ナットのねじは、 JISB 0205 表 1による。 表 適用される 管の呼び径 ボルト のH乎び 7 5 許 A 単 位 :mm 差 , を 手 ? B C E M16 100~600 M20 M24 900~2600 M30 G 日 7 5 1 . +制限 しなし E 7 0 0・8 0 0 。 0 。 5 +3.0 。 。 。 F 適用される 管の呼び径 土1.0 。 +5.0 2 . 0 十5 . 0 2 . 0 十制限 1 . しない 2 . 0 5. 品 簡 100~600 7 0 0・8 0 0 900~2600 mm以 上 な け れ ば な ら な い 0 5 . 1 ボルト・ナットは JIS G 5502の FCD 40又は FCD 45あるいは JIS G 5702 の FC M B 35又 は J1S G 5704の 6. 試 験 方 法 6.1 ボ ル ト ・ ナ ッ ト は 組 合 せ た 状 態 で ボ ル トの頭部とナットを適当な方法でっか FCMP 45の規定に適合するもので、 み、引張試験で表 2の荷重まで引張る。 6 . 1の 試 験 を 行 っ た 場 合 表 2の 荷 重 に 6.2 材 料 の 引 張 試 験 、 っ ち 打 試 験 及 び 破 壊 耐え、永久変形を生じないものでなけ ればならない。 G 5502、 JIS G 5702又 は JIS G 5 704による D 6.3 塗 装 後 の 仕 上 が り 面 は 、 常 温 に お い て 表2 試験荷重 │ M 16 M 20 M 24 M30 試験荷重 ( k g ) 叩一山一山一明 ボルトの呼び 言式思~は JIS 3 %の 食 塩 水 に 6時間浸す。 6. 4 ボルト・ナットの酸化被膜試験はボル ト・ナットの中央部を軸線上に切断し た部分を用いて行い、顕微鏡又は拡大 鏡で調べる。 7. 検 査 5.2 ボルト・ナットの外面はなめらかで、 7.1 ボルト・ナットの検査は、外観、形状、 こぶ、きず、鋳ばり、鋳巣など有害な 寸法、機械試験、塗装後の仕上り面及 欠点がなく、組織が均一で、なければな び酸化被膜厚さ試験について行い、そ らない。きず、鋳巣などに対して加工 の 成 績 が 4及 び 5の 規 定 に 適 合 す れ ば しではならない。 合格とする。ただし、注文者が必要で 5.3 ボ ル ト ・ ナ ッ ト の 塗 装 後 の 仕 上 が り 面 は、あわ、ふくれ、はがれ、塗りだま り、塗り残し、異物の付着、著しい粘 着、その他欠点、がなく、表面はなめら かで寒暑によって異常を生じないもの ないと認めたときは試験の一部を省略 することができる。 7.2 外 観 、 形 状 、 寸 法 及 び 5.3の 塗 装 後 の 仕上り面の検査は一本ごとに行う。 7.3 機 械 試 験 及 び 6.3の 試 験 は 製 品 1, 000 本 でなければならない。なお、 6 .3の 試 6.4の試験は製品 2, 000 本、又はその端 験を行った場合、はがれ、さびを生ビ 数を 1組 と し 、 各 組 か ら そ れ ぞ れ 2本 るものであってはならない。 5. 4 ボルト・ナットの酸化被膜厚さは0 .03 の試料をとって行う。ただし、 l組 の 本数は注文者において増減することが ダクタイル鋳鉄管 4 0 で、きる。 8. 表 示 ボルトには、その頭部の適当な筒所に 製 造 業 者 の 略 号 及 び Sの記号を明示し なければならない。 昭和 5 1 .1 0 第2 1号
© Copyright 2026 Paperzz