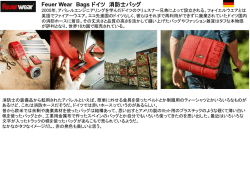
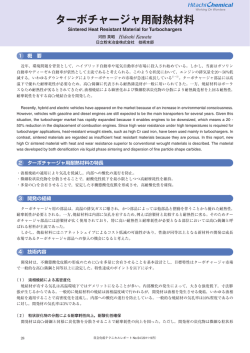
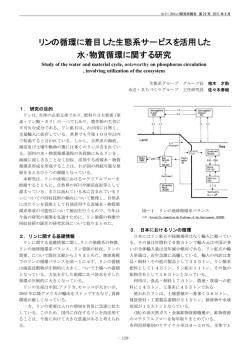
U.D.C. 621.43.066-412:678.026.2:546.73:546.815:539.538:536.49 Co, Pbフリー排気バルブシート材 Co,Pb-Free Exhaust Valve Seat Insert Material 河田 英昭* Hideaki Kawata 藤塚 裕樹* Hiroki Fujitsuka エンジンで使用されるバルブシートはバルブとの組み合わせによって燃焼室の気密 性を保つための部品である。バルブシートは高耐摩耗性およびバルブへの攻撃性が低 い特性が要求される。さらに排気側のバルブシートは耐熱性も要求されるため,これ までCo含有焼結鋼材が主に用いられてきた。 現在,環境問題は重要な課題である。従来バルブシートは被削性改善のためにPb を多く含んでいた。Pbの含有量は徐々に減りつつあるが,フリー化は達成されてい なかった。近年ではCoも一部の地域において規制上使用が制限され,かつ高価なこ とから,フリー化の要求が強まりつつある。このため,これまで高速度鋼をベースと したCo,Pbフリー排気バルブシート材を開発,採用してきた。しかし,最近では新た にグローバル化の観点からさらなる価格競争力の向上が望まれてきていた。このよう な背景から,新たにCo,Pbフリー排気バルブシート材の開発に着手した。この結果, 開発された排気バルブシート材はFe-3.5mass%Mo基材にFe-12Cr-1Mo-0.8V-1.5C,Fe35Mo-1.4Siの2種類の硬質粒子をそれぞれ15mass%,10mass%分散させることとした。 また,この材料は樹脂含浸の採用により良好な被削性を達成した。 Valve seat inseats(VSIs) are used in a valve train area of internal combustion engines. A function of the VSIs is to keep the combustion chamber pressure tight. Exhaust VSIs, which are used in higher temperature areas, require good performances in wear and, heat resistance. Also good machinability is an important property. Cobalt-containing sintered materials have mainly been applied for exhaust VSIs. They also contain more or less lead to improve their machinability. However, there are required, and there are cobalt environmental laws prohibiting lead. Unfortunately, cobalt is expensive. To solve these problems, a new exhaust VSI was developed on the assumptions of it being cobalt and lead free, of it having good wear resistance and machinability, and of it having a reduced cost. The new exhaust VSI is a material dispersed with two types of hard particles, Fe-Mo-Si and Fe-Cr-C, in the matrix of an Fe-3.5-mass% Mo at the ratios of 10 mass% and 15 mass% respectively, for good wear resistance. This material also has good machinability due to adopt ing resin impregnation. しかし,最近ではグローバル化の観点からさらなる価格競争 〔1〕 緒 言 力の向上が望まれてきている。 焼結合金は合金設計の自由度が高く,溶製材と比較して耐 一方で,省燃費の観点からエンジン燃焼領域のリーン化が 熱性や耐摩耗性などの各性能を付加しやすいため,バルブシ 年々進んできている 5)。それに伴いバルブシートの使用環境 ート材に多く用いられている。焼結材特有の合金設計は一例 は高温化,無潤滑化による高負荷化が一層進んできている6)。 として硬質粒子分散型があげられる。これは600∼1,400(Hv) この状況はバルブシート材のさらなる耐摩耗性の向上を必要 程度の硬質な相がマトリックス基材中に分散した組織を呈 とする。しかしながら,従来エンジンの負荷領域ではバルブ し,硬質相のピンニング効果によってバルブシートの耐摩耗 シートへの低価格化要求が強まりつつある。この相反する市 性を高めた材料である1),2)。 場要求に対応するためには,従来のように高価で高性能な1 排気側のバルブシートは使用環境が高温,高面圧および無 潤滑下と厳しい。このため材料は高温強度および潤滑性に優 れたCo含有材料が主に用いられてきた3)。しかしながら,Co は高価である。さらにCoは,バルブシートの被削性向上のため 材質を全エンジン機種に適用するより,それぞれのエンジン の負荷領域に応じた耐摩耗性の材料を適用し分ける方がVE (Value Engineering)の観点からも望ましい。 本報では,標準的な負荷領域のエンジンをターゲットに, に含有させることの多いPbと同様に,環境規制上使用が制限さ 低価格かつCo,Pbフリーを前提とした排気用バルブシート材 れる傾向にある。そのため高速度鋼ベースのCo,Pbフリー排 の開発について報告する。 気用バルブシート材料をこれまでに開発,採用してきた 4)。 * 日立粉末冶金 株式会社 技術開発センタ 日立化成テクニカルレポート No.44(2005-1) 31 強度はMo量3.5mass%程度まではMo量とともに上昇し,そ 〔2〕 実験結果および考察 れ以上のMo量5.0mass%で急激に低下する。これは粒界に析 実験には粒径150µm以下の水アトマイズ合金鉄粉もしくは 部分拡散合金鉄粉を用いた。添加した黒鉛粉末は平均粒子径 0.6∼0.8µmの天然黒鉛粉を用いた。成形潤滑剤はステアリン 出したMo炭化物の量が5.0mass%の時に急激に増加するため である8)。 以上の結果から,基材の最適Mo量は3.5mass%が良いと考 酸亜鉛を0.5mass%添加した。混合は1kg用V型混合機を用い, える。 1.8ks混合した。 2.2 硬質粒子の検討 各混合粉は圧力640MPaでφ20×φ40×10mmのリング形状 硬質粒子の添加量はバルブシート材の耐摩耗性に大きく影 に成形した。その後,分解アンモニア雰囲気中で,温度 響する要因である。硬質粒子の添加量はできるだけ多くする 1433K,時間3.6ksの条件で焼結した。 ことが望ましい。しかし,一般的に硬質粒子の添加量の増加 2.1 は強度を低下させる。 2.1.1 基材の検討 今回は耐摩耗性を重視した一次硬質粒子と,強度の低下が 基材の合金成分の影響 まず3種の基材を検討した。材料はCr酸化被膜生成により 少ない二次硬質粒子の2種類の硬質粒子を検討した。そして, 耐摩耗性を確保することをねらいとするFe-Cr系,Mo炭化物 これらを組み合わせて添加することにより硬質粒子の増量と による高温硬度確保をねらいとするFe-Mo系,およびNi,Mo 高強度を達成した。 による基材強化をねらいとするFe-Ni-Mo系の3種である。圧 検討にあたり,一次硬質粒子は従来の硬質粒子と同系統の 環強さ,高温硬さ,熱伝導率,耐摩耗性及び熱膨張率や高温 材質が良いと推測した。また,二次硬質粒子は従来の硬質粒 耐力から予測する耐脱落性から最適な基材を選定した7)。 子より基材との焼結性が良好な材質が良いと推測した。 Fe-Cr系は高温硬さが低く,単体摩耗試験における摩耗量 2.2.1 一次硬質粒子の検討 も多いことからバルブシートの基材としての特性を満足しな これまでのバルブシートにおける硬質粒子はトリバロイ い。Fe-Ni-Mo系は他の2材質と比べ,圧環強さが40%程度低 系,ステライト系のCo含有粉末あるいはFe-60mass%Mo,Fe- く,また,熱伝導率や耐脱落性等が低いことから適していな 60mass%Crに代表されるフェロアロイ粉末が一般的に使用さ い。 れている。しかし,フェロアロイはもろく,バルブシートと 以上の結果から,これらすべての目標特性を満足したFe2.1.2 しての使用中の割れ,脱落が問題化するケースがあることか ら検討の対象から除外した。 Mo系を基材に選定した。 高耐摩耗性な硬質粒子は一例としてトリバロイT-400があ 基材のMo含有量と高温硬さ,圧環強さの関係 Fe-Mo系基材の最適Mo量を検討した。まず,基材中のMo含 物を主とした硬質相を形成するCo基の硬質粒子である。ただ 有量を1.5∼5.0mass%に変化させた試料で評価した。 図1は高温硬さにおよぼすMo含有量の影響を示す。 500 げられる。これはCo-28Mo-9Cr-2.5Si合金であり,Moケイ化 し今回はCoフリーが開発目標であるため,Moケイ化物に着 1.5Mo 1000 2.1Mo 450 Fe-35Mo-1.4Si 3.5Mo 5.0Mo Fe-Co 350 800 硬さ (HV) 硬さ (HV) 400 600 300 400 250 200 200 200 273 373 473 573 673 トリバロイ T400 400 600 800 1000 温度(K) 773 温度(K) 図1 Mo含有量による高温硬さの変化 Mo量の増加に伴い室温時,高 図2 Fe-35Mo-1.4Si合金の高温硬さ 室温から873Kまでの範囲で,Fe- 温時とも硬さは向上する。従来材の基材であるFe-Co鋼に対して,Mo量は約 35Mo-1.4Si合金はトリバロイT400と同等の硬さを示す。 2.1mass%以上で同等の高温硬さが得られる。 Fig. 2 High temperature hardness of Fe-35Mo-1.4Si alloy. The high temperature hardness of Fe-35Mo-1.4Si alloy is equal to that of the Triballoy T400 from room temperature to 873K. Fig. 1 Change in high temperature hardness at various Mo amounts of steel The hardness at both room temperature and at high temperature increases as Mo content increases. The high temperature hardness of 2.1%Mo steel is equal to that of the Fe-Co steel, which is a matrix steel of the current material. これらの結果より,Mo量の増加に伴い室温時,高温時とも 目し,Coを含有しないFe-Mo-Si合金を検討した。 硬さは向上することがわかる。参考までに従来の排気バルブ このFe-Mo-Si合金の組成は,圧環強さ,熱伝導率,熱膨張 シート材の基材であるFe-6.5Co-1.5Ni-1.5Mo合金の値も図中 率,高温耐力への影響や硬質相とマトリックスとの固着性, にFe-Coとして示す。Mo量は約2.1mass%以上で従来材と同等 硬質相自身の高温硬さを調査した結果等からFe-35Mo-1.4Siへ の高温硬さが得られることがわかる。 決定した8)。図2はこのFe-35Mo-1.4Si合金硬質相とトリバロ 32 日立化成テクニカルレポート No.44(2005-1) イT-400硬質相との高温硬さを比較した結果である。この結 果からFe-35Mo-1.4Si硬質相はCoフリーながらトリバロイT400と同等の高温硬さを有することがわかる。 1400 5% Fe-Cr-C 15% Fe-Cr-C 25% Fe-Cr-C 二次硬質粒子の検討 二次硬質粒子は基材との焼結性が重要である。高速度鋼や ダイス鋼の粉末は基材である合金鉄粉との組成が近い。よっ て,これらは前述のケイ化物系やフェロアロイ系の硬質粒子より 焼結性が良好であり,強度の低下が少ないと考えられる。 また,これらの粉末は炭化物群による硬質相を形成する。よ 1200 圧環強さ (MPa) 2.2.2 って,これらの粉末は二次硬質粒子に適していると考えられる。 1000 800 600 400 そこで,二次硬質粒子の検討として,高速度鋼やダイス鋼 0 5 の粉末を分散させた試料を評価した。 10 15 20 25 Fe-Mo-Si合金添加量(mass%) その結果から,高速度鋼粉末やダイス鋼粉末は強度をほと んど低下させないことが確認できた。これらの中でも, SKD11は最も硬い硬質相を形成することから,二次硬質粒子 図4 圧環強さにおよぼす硬質粒子添加量の影響 圧環強さはFe-Mo- はSKD11(Fe-12Cr-1Mo-0.8V-1.5C)が良いと考える。 Si添加量の増加に伴ってほぼ直線的に低下する。また,Fe-Cr-Cの添加量の増 2.2.3 加に伴って圧環強さは低下する傾向が見られるものの,Fe-Mo-Siに比べるとあ 硬質粒子の添加量の検討 前項までの検討によって,一次硬質粒子はFe-35Mo-1.4Si, 二次硬質粒子はSKD11(Fe-12Cr-1Mo-0.8V-1.5C)とした。な お,以降はSKD11をFe-Cr-Cと呼ぶこととする。 硬質粒子の添加量は耐摩耗性,圧環強さへの影響を確認す まり影響しない。 Fig. 4 Effect of amount of additional hard particles for radial crushing strength. The radial crushing strength decreases linearly while the amount of additional Fe-Mo-Si alloy increases. The amount of additional Fe-Cr-C has little influence for radial crushing strength in contract. ることで決定した。Fe-Cr-Cは5∼25mass%の範囲で,Fe-MoSiは0∼20mass%の範囲で,それぞれの硬質粒子の添加量を 影響を示す。 圧環強さはFe-Mo-Si添加量の増加に伴ってほぼ直線的に低 下する。また,Fe-Cr-Cの添加量の増加に伴って圧環強さは 低下する傾向が見られるものの,Fe-Mo-Siに比べるとあまり バブルシート摩耗量(mm) 200 5% Fe-Cr-C 15% Fe-Cr-C 25% Fe-Cr-C 150 影響しないようである。 以上の結果より耐摩耗性,圧環強さの両者を考慮し,硬質 粒子の添加量は,Fe-Mo-Siが10mass%,Fe-Cr-Cが15mass% の組み合わせを選定した。 100 〔3〕 性能評価 50 3.1 0 0 5 10 15 20 25 実機耐久結果 実機による耐久評価の結果を図5に示す。本開発材の摩耗 量はCo,Pbを含有する現行材と同等である。使用したエンジ Fe-Mo-Si合金添加量(mass%) ンは1800cc直列4気筒DOHCで,耐久時間は200時間である。 図3 バルブシート摩耗におよぼす硬質粒子添加量の影響 Fe-Mo-Si 量の増加に伴い,バルブシート摩耗量は減少する傾向にある。また,バルブシ 100 ート摩耗量は二次硬質粒子であるFe-Cr-Cの添加量の増加に伴っても低減する ことがわかる。 摩耗量(µm) 80 Fig. 3 Effect of amount of additional hard particles for VSI wear resistance. Increasing additional Fe-Mo-Si alloy tends to decrease the VSI wear amount. Another tendency can be seen; the VSI wear amount decreases while the amount of additional Fe-Cr-C alloy as a secondary hard particle increases. Co,Pb含有材 60 開発材EH-21 バルブ 40 バルブシート 20 変化させた。基材はFe-3.5mass%Moを使用した。 図3はバルブシートの耐摩耗性におよぼす一次,二次硬質 0 1気筒 後側 前側 前側 気筒 後側 3気筒 前側 後側 4気筒 前側 後側 粒子の添加量の影響を示す。 Fe-Mo-Si量の増加に伴い,バルブシート摩耗量は減少する傾 図5 実機エンジンによる耐久試験結果 開発材の摩耗量は従来材であ 向にある。特に添加量10mass%以上で摩耗量は著しく低減して るCo,Pb含有材と同等であった。 いる。また,バルブシート摩耗量は二次硬質粒子であるFe- Fig. 5 Result of wear amount of developed material in engine durability test. The wear amount of the developed material was equal to that of Co, Pb containing current material, much less of wear resistance. Cr-Cの添加量の増加に伴っても低減することがわかる。特に 添加量15mass%以上で良好な耐摩耗性を示すことがわかる。 図4は圧環強さにおよぼす一次,二次硬質粒子の添加量の 日立化成テクニカルレポート No.44(2005-1) 33 写真1は本開発材の試験後の摩耗面状態を示す。摩耗面は 非常に軽微な塑性変形を伴うものの,硬質粒子の脱落や基材 の亀裂発生は認められない。よって定常の摩耗形態を呈して 被削性は樹脂含浸により大きく改善される。また,被削性 の水準はCo,Pbを含有する従来材より良好となる。 含浸している樹脂は含浸性に優れたアクリル系の樹脂であ る。この樹脂は約473Kで焼失するため,バルブシートとして おり良好と判断する。 使用した後にはほとんど残留しない。最終的には,焼失した 樹脂がバルブシートおよびエンジンの機能へ影響を与えない ことを確認した上で,樹脂含浸手法を本開発材に採用した。 〔4〕 結 言 Co,Pbフリー化した安価なガソリンエンジン用排気バルブ シート材を得るべく,種々の基材および硬質粒子を検討し, 以下の結論を得た。 1)Fe-Mo基材は良好な高温硬さ,圧環強さ,熱伝導率,耐脱 落性,耐摩耗性を示すことを確認し基材のMo量は3.5mass% 50µm とした。 写真1 耐久試験後の開発材摩耗面状態 摩耗面は定常な摩耗状態であ 2)一次硬質粒子材はMoケイ化物に着目し,従来のCo基硬質 る。 粒子と同等の高温硬さを有するCoフリーFe-35Mo-1.4Si合金 Photo. 1 Wear surface of developed material after test The wear surface after the test showed a steady wear pattern. を開発した。 3)硬質(相)として,Fe-35Mo-1.4SiおよびFe-12Cr-1Mo0.8V-1.5Cの2種類の硬質粒子を添加することにより良好な耐 3.2 被削性評価結果 摩耗性を確保することができた。なお硬質粒子の添加量は バルブシートの被削性は重要な要求特性の一つである。そ F e - 3 5 M o - 1 . 4 S i :1 0 m a s s % ,F e - 1 2 C r - 1 M o - 0 . 8 V - 1 . 5 C : のため,バルブシート材にはさまざまな被削性改善手法が従 15mass%の組み合せを選定した。 来から用いられてきた。本開発材では封孔処理の1手法であ 4)樹脂含浸の採用により,本開発材は現行材より良好な被 る樹脂含浸の適用を検討した。 削性を確保することができた。 焼結材料は一般鋼材と比べて難切削材とされる。難切削と なる原因の一つが焼結材特有の気孔の存在である。この気孔 参考文献 により,加工時の工具刃先は繰り返しの衝撃力が加わる断続 1)T. Nakata, T. Hayasaka, H. Endoh and O. Miyamoto : "Sintered 切削の状態となる。この衝撃力により工具のチッピング,摩 Materials with New Concept for Valve Seats - With and Without Cobalt", SAE Technical Paper 810237 耗が進みやすくなり,工具寿命は著しく低下する。 封孔処理は気孔の部分に低融点金属等を充填する処理であ る。気孔がなくなることで断続切削が防止され,工具の長寿 命化が達成できる。従来からの封孔処理にはPb含浸やCu溶浸 といった手法があったが,樹脂含浸はこれらと比較して,環 境面,コスト面に優れている手法である。樹脂含浸の被削性 改善効果を本開発材において確認した結果を図6に示す。 2)A.Fujiki, M. Kano : "New PM Valve Seat Insert Materials for High Performance Engines", SAE Technical Paper 920570 3)K. Suzuki, Y. Ikenoue, H. Endoh and M. Uchino : "New Sintered Valve Seats for Internal Combustion LPG Engines", Modern Developments in Powder Metallurgy(1988) Vol.18-21 4)H. Kawata, K. Hayashi, K. Ishii, K. Maki, A. Ehira and M. Toriumi : "The Development of a High Speed Steel Based Sintered Material for High Performance Exhaust Valve Seat Inserts", SAE Technical Paper 980328 5)大聖 泰弘 : "21世紀のくるま社会", 自動車技術,Vol.56 (2002) 逃げ面摩耗幅Vb(µm) 250 18-24 樹脂含浸無し 従来材 (Co,Pb含有材) 200 6)T. Takahashi, A. Kakiuchi, K. Satoh, K. Satoh and K. Tominaga : "Development of Exhaust Valve Seat Insert Material for High 150 Performance Engines", SAE 2002-32-1817 7)小 貢士ら : "Coフリー排気バルブシートの開発",2003年度自 100 樹脂含浸 動車技術会春季大会学術講演会前刷集,20035021 50 8)H. Fujitsuka, H. Kawata, M. Oyanagi, T. Miyazawa and A. Fujiki, : "The Development of a Cobalt-Free Exhaust Valve Seat Insert", 0 0 2 4 6 8 SAE 2004-01-0502 切削距離(km) 図6 開発材における樹脂含浸の被削性改善効果 樹脂含浸により工 具摩耗量が大きく低減でき,従来材以上の被削性を達成できている。 Fig. 6 Machinability improvement of resin impregnation with developed material The wear amount of the tool was decreased by resin impregnation. The developed material with resin impregnation shows superior machinability than that of the current material. 34 日立化成テクニカルレポート No.44(2005-1)
© Copyright 2026 Paperzz