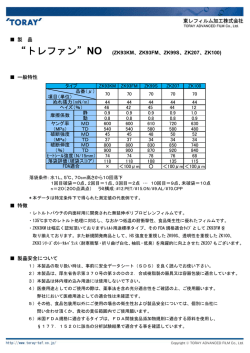
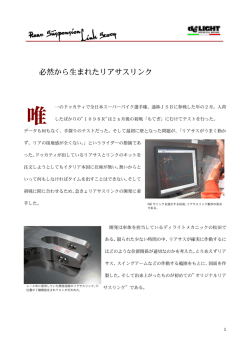
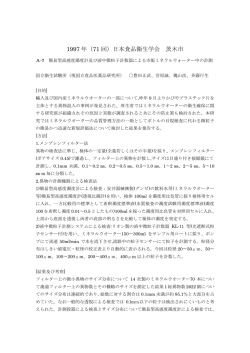
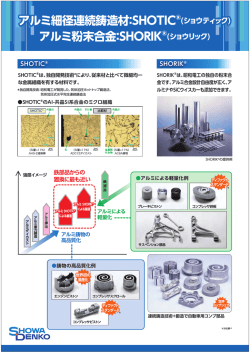
ガラス製マイクロリアクター流路の加工研究 筒口善央* 米澤保人* 奥谷潤* ガ ラ ス 製 マ イ ク ロ リ ア ク タ ー は 耐 薬 品 性 ,耐 熱 性 に 優 れ ,広 範 囲 な 応 用 が 期 待 で き る 。し か し ,ガ ラ ス は 主 に 湿 式 化 学 エ ッ チ ン グ に よ り 加 工 す る た め ,パ タ ー ン 幅 と 深 さ の 比 (ア ス ペ ク ト 比 )が 0.3 以 上 に で き ず ,マ イ ク ロ リ ア ク タ ー の 反 応 効 率 が 低 い 。 そ こ で , 本 研 究 で は 表 面 か ら の 紫 外 線 (UV)レ ー ザ 光 に よ る 直 接 加 工 と 裏 面 の ガ ラ ス 上 に 堆 積 し た 銅 膜 の レ ー ザ 光 吸 収 に よ る ガ ラ ス 除 去 に よ り , ア ス ペ ク ト 比 の 向 上 を 試 み た 。 そ の 結 果 , 厚 さ 1mm の ガ ラ ス に 対 し , 直 径 0.6mm の 貫 通 穴 が 加 工 で き た 。 ま た ,長 さ 10mm の 流 路 加 工 で は , 幅 が 約 40μm∼ 200μm に お い て , 10μm 以 下 の 精 度 で , ア ス ペ ク ト 比 0.4∼ 0.6 の 流 路 を 加 工 で き た 。 キーワード:ガラス,マイクロリアクター流路,紫外線レーザ Research on the Processing of Glass Micro Reactor Paths Yoshiteru DOGUCHI, Yasuto YONEZAWA and June OKUTANI Glass micro reactors have excellent chemical resistance and heat resistance, and they are expected to have a wide range of applications. However, since glass is mainly processed by wet chemical etching, the ratio of pattern width to depth (aspect ratio) cannot exceed 0.3, and the chemical reaction efficiency of the micro reactor is low. Therefore, in this research, the aspect ratio was improved by combining direct surface processing and optical absorption of the copper film deposited on the reverse side using an ultraviolet (UV) laser. As a result, in a 1mm-thick glass plate, a penetration hole with a diameter of 0.6mm could be made. Moreover, a path with a length of 10mm and a width of 40-200 micrometers was produced under the condition of an aspect ratio of 0.4-0.6 and a width accuracy below 10 micrometers. Key Words: glass, micro reactor pass, ultraviolet laser 1.緒 言 多くのマイクロリアクターは樹脂製でコストが低く, (Laser-Induced Backside Wet Etching)と 呼 ぶ 方 法 を 提 案 している 2) 。こ れ は ,エ キ シ マ レ ー ザ 光 照 射 で 誘 起 さ れ 使 い 捨 て 使 用 が 可 能 な 反 面 ,耐 薬 品 性 や 耐 熱 性 の 問 題 か る 色 素 溶 液 の 光 化 学 作 用 に よ っ て ,石 英 基 板 表 面 を 微 細 ら , 応 用 は 主 に 水 を 溶 媒 と し た DNA の 分 離 等 に 限 ら れ 加 工 す る レ ー ザ 間 接 励 起 加 工 法で あ る 。 こ れ に よ り , 石 て い る 。一 方 ,ガ ラ ス 製 マ イ ク ロ リ ア ク タ ー は 耐 薬 品 性 英 ガ ラ ス で 幅 7µm, 深 さ 420µm の 深 溝 加 工 や 1µm の 正 や 耐 熱 性 に 優 れ て い る が ,ガ ラ ス は 非 晶 質 ,硬 脆 性 材 料 方 格 子 状 の 微 細 加 工 を 実 現 し て お り ,ア ス ペ ク ト 比 が 大 であるため,物理的な加工が困難とされている。また, きく精度が高い。本研究では,エキシマレーザよりも 化 学 エ ッ チ ン グ に よ る 加 工 で は 数 μm の 加 工 に 数 時 間 と コ ス ト の 低 い 紫 外 線 ( UV ) レ ー ザ で あ る Nd:YAG の 第 非 常 に 長 い 時 間 を 要 す る だ け で な く ,等 方 的 に エ ッ チ ン 三 高 調 波 (波 長 : 355nm)を 用 い ,ガ ラ ス に 堆 積 し た 銅 グ さ れ る た め ,ア ス ペ ク ト 比 が 0.3 以 下 に な り ,マ イ ク 膜 の UV レ ー ザ 光 吸 収 に よ る ガ ラ ス 除 去 に よ り ,ア ス ペ ロリアクターとしては反応効率が悪い等の問題があっ クト比の向上を目指した。 た 。こ れ ら の 課 題 を 克 服 す る 方 法 と し て ,近 年 ,ガ ラ ス の 吸 収 波 長 域 の レ ー ザ 光 を 使 用 し た 加 工 1)や 感 光 性 ガ ラ 2.実験方法 ス を 使 用 し た 加 工 方 法 な ど が 提 案 さ れ て い る 。ま た ,独 2.1 加工試料 立 行 政 法 人 産 業 技 術 総 合 研 究 所 の 新 納 ら が LIBWE 法 加 工 試 料 は , 厚 さ 1mm の 耐 熱 ガ ラ ス で あ る パ イ レ ッ ク ス ガ ラ ス の 一 方 の 面 (裏 面 )に 銅 板 (板 厚 1mm)を * 電子情報部 密着させたものを用いた。 2.2 加工装置 半 導 体 励 起 の Nd:YAG レ ー ザ の 第 三 高 調 波 を 光 源 と す る レ ー ザ 加 工 機 ((株 )片 岡 製 作 所 製 KLY-QV10α) を 使 用 し た 。レ ー ザ ス ポ ッ ト の 直 径 は 30μm で パ ル ス 幅 は 40ns で あ る 。 レ ー ザ 加 工 条 件 は ,走 査 速 度 及 び 発 振 周 波 数 を 変 え , ガ ラ ス に ク ラ ッ ク の 発 生 し な い 条 件 を 用 い た 。発 振 周 波 数 20kHz,走 査 速 度 5mm/s,レ ー ザ 出 力 5.6W∼ 8W 最 大 1000 回 ま で 走 査 し て 加 工 を 行 っ た 。 図 1 2.3 ガラス・金属材料における吸収率の波長特性 加工方法 パイレックスガラス 図 1 示 す よ う に ,Nd:YAG レ ー ザ の 第 三 高 調 波 (波 長 : 355nm)の 吸 収 率 3) は 耐 熱 ガ ラ ス が 20% 程 度 で あ 銅板 る が , 金 属 は 吸 収 率 が 高 く , 特 に 銅 は 70% 近 い 吸 収 UVレーザ 率 が あ る 。そ の た め ,こ の 波 長 で の ガ ラ ス の 透 過 性 と 銅 の 吸 収 率 の 高 さ に 着 目 し ,表 面 か ら の レ ー ザ 光 に よ る直接加工及び図 2 に示す密着した銅板側からの加 銅板加工 工 法 を 試 み た 。後 者 の 加 工 方 法 は ,レ ー ザ 光 が ガ ラ ス 面 か ら 照 射 さ れ ,銅 は ガ ラ ス を 透 過 し た レ ー ザ 光 を 吸 収 ,気 化 し ,対 面 の ガ ラ ス 面 に 銅 膜 が 堆 積 す る 。以 降 堆積した銅 は ,堆 積 し た 銅 膜 の レ ー ザ 光 吸 収 に よ る ガ ラ ス 除 去 と , 銅板のレーザ光吸収による銅膜堆積を繰り返すこと により,ガラス加工を行うものである。 2.4 後処理 レ ー ザ 光 照 射 に よ る 加 工 で は ,表 面 か ら で も 裏 面 か 繰り返す ら で も ,加 工 後 に 加 工 面 周 辺 に 除 去 物 質 が 堆 積 し て い る 。 そ の た め , 5%フ ッ 酸 に よ る 2 分 間 の 超 音 波 洗 浄 で 除 去 し た (図 3)。 除去物質 (ガラス,堆積銅など) 3.ガラス加工 3.1 HF洗浄 レーザ光焦点位置の最適化 レーザ光焦点位置の最適化を図るため,焦点位置 f が 銅 板 表 面 を 原 点 (f=0)と し , ガ ラ ス 試 料 内 に 焦 点 が 図 2 加工方法 移 動 す る 方 向 (− )と 銅 基 板 内 に 焦 点 が 移 動 す る 方 向 (+ )に 変 化 さ せ ,レ ー ザ 出 力 6W で 調 べ た 。レ ー ザ 光 の 焦 点 位 置 f が 0.3 を 境 に し て 以 下 の 特 徴 が あ っ た 。 ① レ ー ザ 光 焦 点 位 置 f<0.3 の 場 合 主 に ガ ラ ス 試 料 表 面 が 加 工 さ れ た 。走 査 回 数 を 増 や す こ と で 溝 幅 と 深 さ が 大 き く な っ た 。し か し ,ク ラ ッ ク が 生 じ や す く ,溝 幅 が 一 定 に な ら な か っ た (図 4(a))。 (a)後 処 理 前 こ れ は ,ガ ラ ス 面 に お い て レ ー ザ 光 が 吸 収 さ れ た 際 に 図 3 (b)後 処 理 後 後処理前後のガラスの溝加工断面の 表面粗さ計測例 熱 が 深 さ 方 向 だ け で な く ,周 囲 に も 広 く 伝 導 し て 加 工 さ れ る た め ,回 数 を 重 ね る ご と に 溝 幅 と 深 さ が 大 き く なったためと考えられる。 ② レ ー ザ 光 焦 点 位 置 f>0.3 の 場 合 主 に ガ ラ ス 試 料 裏 面 が 加 工 さ れ た 。走 査 回 数 を 1∼ 1000 回 ま で 変 化 し て も 溝 幅 は 25μm と ほ ぼ 一 定 で ,幅 の 誤 差 は 5μm 以 下 で あ っ た (図 4(b))。 焦 点 位 置 で は (a) f<0.3 図 4 (b) f>0.3 レーザ光焦点位置 f による加工形態の光学顕微鏡像 溝 幅 を 変 え ら れ な か っ た が ,レ ー ザ 出 力 を 5.6W∼ 8W こ れ は ① と 異 な り ,堆 積 し た 銅 膜 で レ ー ザ 光 の 吸 収 が ザ 光 吸 収 が 小 さ く ,溝 幅 が 変 わ り に く か っ た た め と 考 えられる。 70 60 200 溝幅[μm] 起 こ り ,ガ ラ ス が 除 去 さ れ る た め ガ ラ ス 面 側 で の レ ー ■ 溝 幅 [μ m] 深 さ[μ m] 50 150 試料裏面加 工 (銅 板 側 ) 40 30 100 20 図 5(a)に 試 料 表 面 か ら の 焦 点 位 置 に よ る 溝 幅 と 加 50 工 深 さ の 変 化 を 示 す 。 図 5(b)に は , 溝 幅 と 深 さ か ら 10 試料表面加 工 求 め た ア ス ペ ク ト 比 の 変 化 を 示 し た 。 f<0.3 で は , f 0 -1.0 -0.8 -0.6 -0.4 -0.2 0.0 がガラス表面から裏面側に焦点位置を変えることで 0 0.2 0.4 0.6 0.8 1.0 1.2 焦 点 位 置 f[mm] ア ス ペ ク ト 比 が 向 上 し た が ,前 述 の 通 り 精 度 に 課 題 が (a)溝 幅 ,深 さ の レ ー ザ 光 焦 点 位 置 f 依 存 性 残 っ た 。 f>0.3 で は , 銅 の 内 部 か ら 表 面 に 焦 点 位 置 を 変えることで,アスペクト比が向上する傾向があり, 条件の最適化によりさらに改善する可能性があると 0.50 考えられる。 溝加工 表 1 に ガ ラ ス を 長 さ 10mm の 溝 加 工 し た 際 の 加 工 条 件 と 加 工 結 果 を 示 す 。ま た ,図 6 及 び 図 7 に 加 工 し た アスペクト比 3.2 0.45 試料裏面加 工 (銅 板 側 ) 0.40 0.35 0.30 断 面 及 び 溝 の 例 を 示 す 。溝 は ,幅 40μm,100μm, 200μm 0.25 に 対 し ,ア ス ペ ク ト 比 が そ れ ぞ れ 0.6,0.5,0.4 を 10μm 0.20 以 下 の 精 度 (±5μm)で 加 工 で き た 。レ ー ザ 加 工 し た 断 0.15 -1.0 -0.8 -0.6 -0.4 -0.2 0.0 試料表面加 工 面 形 状 (図 6)は レ ー ザ の ビ ー ム パ タ ー ン を 反 映 し て お 0.2 0.4 0.6 0.8 1.0 1.2 焦点位置f[mm] り ,ビ ー ム ホ モ ジ ナ イ ザ ー を 用 い る な ど し て ,レ ー ザ (b)ア ス ペ ク ト 比 の レ ー ザ 光 焦 点 位 置 f 依 存 性 分 布 の 均 一 性 を 改 善 す る こ と に よ り ,溝 の 断 面 積 を 大 図 5 き く で き る と 考 え ら れ る 。ま た ,図 8 に 示 す よ う な 貫 通線路も加工できた。 3.3 穴加工 表 2 に 示 す 条 件 で 穴 加 工 を 行 っ た 。穴 加 工 は 外 周 か ら 加 工 を 始 め ,直 径 100μm ま で 50μm ピ ッ チ で 同 心 円 溝幅,深さ,アスペクト比のレーザ光 焦 点 位 置 f 依 存 性 (走 査 回 数 1000 回 ) 表1 溝加工条件及び結果 条件 結果 発振周波数 走査速度 レーザ出力 焦点位置 走査回数 流路幅 5.6W 0.6mm 200 40μm 6.4W 0.7mm 500 100μm 20kHz 5mm/s 7.2W 0.8mm 500 200μm 0.8mm 1000 600μm∼800μm 8W 深さ 24μm 50μm 80μm 1mm 状にレーザ光を走査した。 図 10 に 示 す 直 径 1mm, 800μm, 600μm の 貫 通 穴 を 加工した。 表2 穴加工条件及び結果 条件 発振周波数 走査速度 レーザ出力 焦点位置 走査回数 20kHz 5mm/s 6.4W 0.7mm 100 結果 流路幅 深さ 600μm 1mm 800μm 深さ[μm] 250 ま で 変 化 さ せ る こ と で , 溝 幅 を 変 え た 。 (3.2 参 照 ) 3.4 模擬流路 図 10 に 示 す よ う な ,長 さ 60mm,幅 30μm,深 さ 約 100μm 12μm の 流 路 で 直 径 1mm の 2 つ の 井 戸 を つ な ぐ 模 擬 流 200μm 路を加工した。 4.結 言 ガ ラ ス 上 に 堆 積 し た 銅 膜 の UV レ ー ザ 光 吸 収 に よ る ガ (a)溝 幅 : 100μm (b)溝 幅 : 200μm 図 6 溝加工による溝断面の光学顕微鏡像の例 ラス除去により,ガラスに流路を加工し,次の結果が 得られた。 40μm (1)ア ス ペ ク ト 比 100μm 200μm 溝 の 流 路 で は , 幅 40μm, 100μm, 200μm に 対 し , ア ス ペ ク ト 比 が そ れ ぞ れ 0.6, 0.5, 0.4 で 加 工 で き た 。長 さ 10mm の 貫 通 線 路 で は ,幅 600μm∼ 800μm に 対 し , ア ス ペ ク ト 比 が 1.25∼ 1.67 で 加 工 で き た 。 厚 さ 1mm の 貫 通 穴 で は ,直 径 1mm,800μm,600μm に 対 し , ア ス ペ ク ト 比 が そ れ ぞ れ 1, 1.25, 1.67 で (a)溝 幅 :40μm (b)溝 幅:100μm (c)溝 幅:200μm 図 7 溝加工による流路の光学顕微鏡像の例 加工できた。 (2)精 度 長 さ 10mm の 溝 の 流 路 に お い て ,幅 40μm,100μm, 600∼800μm 200μm に 対 し ,10μm(±5μm)以 下 の 精 度 で 加 工 で き た。 (3)模 擬 流 路 模擬流路を本研究の方法のみを用いて加工できた。 図 8 貫通線路の光学顕微鏡像の例 ま た ,貫 通 流 路 も 加 工 で き た こ と か ら ,様 々 な 流 路 の加工が可能であることが示された。 今 後 ,ガ ラ ス 加 工 技 術 を 利 用 し た ガ ラ ス 流 路 加 工 に 800μm つ い て 更 な る 精 度 向 上 を 図 る と と も に ,ガ ラ ス 加 工 600μm 技術として,県内企業での活用を図りたい。 (a)直 径 : 800μm (b)直 径 : 600μm 図 9 貫通孔の光学顕微鏡像の例 参考文献 1) 近 藤 裕 己 , 古 宇 田 光 , 三 露 常 男 , 平 尾 一 之 . フ ェ ム ト 秒 光 パ ル ス に よ る ガ ラ ス 加 工 . 応 用 物 理 . 2000, vol. 作製した模擬流路例 69, no. 4, p. 411-414. 2) Wang,J.; Niino,H.; Yabe,A. Micromachining of quartz crystal with excimer lasers by laser-induced backside wet etching. Appl. Phys. 1999, vol. A68, p. 111. 3) 新 井 武 二 . は じ め て の レ ー ザ プ ロ セ ス . (株 )工 業 調 査 会 . 2004. 井戸径:1mm 流路幅:40μm 長さ:10mm 図 10 加工した模擬流路の光学顕微鏡像の例
© Copyright 2026 Paperzz