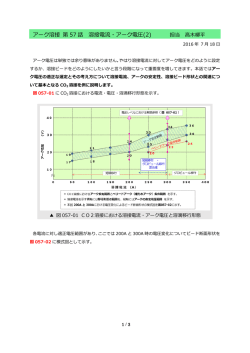
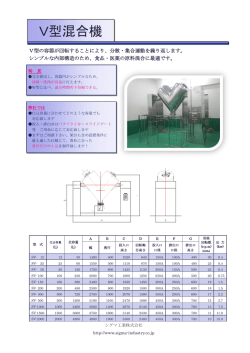
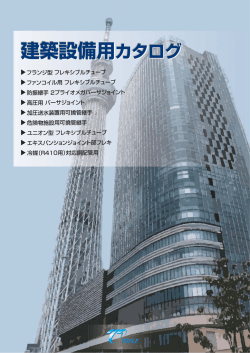
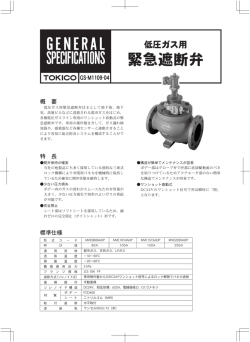
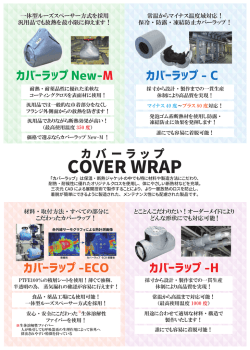
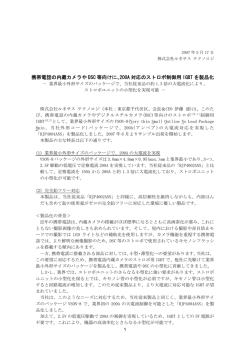
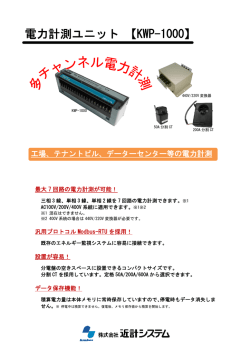
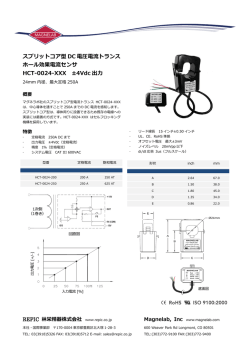
溶接機参考資料 ■ティグ溶接機 入力ケーブル (3m) 単相200V 単相100V アルゴンガス調整器 アルゴンガス ■電源設備容量と接続ケーブル STW160/190 ガスホース (3m) 設 備 容 ヒ ュ ー ズ 容 入 力 側 ケ ー ブ 母 材 側 ケ ー ブ 接 地 ケ ー ブ 母材 母材側ケーブル (3m) 7以上 (3以上) 40 (30) 3.5以上 14 3.5以上 ※エンジン発電機について 100V入力、200V入力共、定格入力 (kVA) 以上のエンジン発電 機をご使用ください。 手溶接ホルダー ■エンジンティグ トーチ端子 (−) リモート トーチスイッチ コンセント コンセント TIG接続端子 ガス入口 kVA A mm2 mm2 mm2 ( ) 内は100V電源の時 TIGトーチ (7.6m) 母材端子 (+) 量 量 ル ル ル TIG溶接機のワンポイント解説 TIG溶接は非消耗の電極と母材との間にアークを発生させ、 そのアーク 熱により母材を溶接接合するもので、 シールドガスとして一般的にアルゴンが 用いられています。 この為、 アルゴン溶接、 あるいはイナートガスアーク溶接とも呼ばれ、 アーク のような高温にさらされて TIG制御装置 も、 母材の性質を変えない アルゴンガス ことから優れた品質を保つ 溶接電源 ことができます。 ノズル またタングステン電極の 融点が3410℃で金属中も 直流 コレット または っとも高く、 アークのような高 交流 タングステン電極 (トリタン・純タン) 温にさらされても、消耗量 融点3410℃ 溶加棒 はわずかであるため、 余盛 アーク を必要としない共付溶接も 母材 楽にできる溶接法です。 手 溶 接 端 子 (−) (+) ガス入口 アルゴンガス 流量調整器 ア ル ゴ ン ガ ス リモートを使用する時は 本体の溶接切換器を リモートにしてください。 ガスホース トーチ スイッチ TIG溶接トーチ リモート (遠隔制御装置) 母材 ■半自動溶接機 ■ガウンジング溶接機 ガス調整器 炭酸ガス 入力側ケーブル ガスホース 入力側ケーブル ワイヤ送給装置 溶接用ワイヤ 〈コンプレッサ容量〉 ●エアー圧力:0.49∼0.69MP8 ●エアー流量:500∼750L/min リモコン 溶接電源 出力側ケーブル (−) 接地ケーブル 接地ケーブル 出力側ケーブル (+) 1.8m トーチ 制御ケーブル1.8m 母材 アース 出力側ケーブル 溶接用トーチ ■参考資料〈発電機と交流アーク溶接機の使用台数表〉※発電機でこれだけの交流溶接機が使えます。 30kVA 180A 2台 200A 2台 250A 2台 62 45kVA 200A 3台 250A 2台 300A 2台 75kVA 200A 5台 250A 4台 300A 3台 100kVA 200A 8台 250A 6台 300A 5台 125kVA 200A 9台 250A 8台 300A 6台 175kVA 200A 12台 250A 11台 300A 8台 300kVA 200A 22台 300A 14台 500A 8台 詳しくは、http://www.hsk-rental.co.jp/をご覧ください。
© Copyright 2026 Paperzz