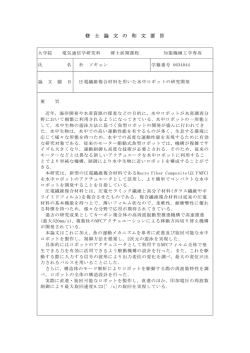
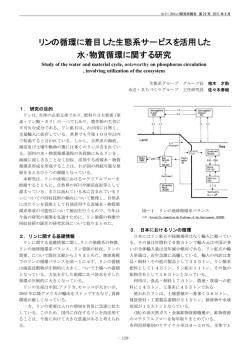
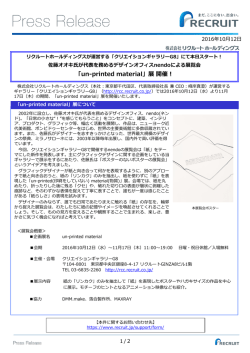
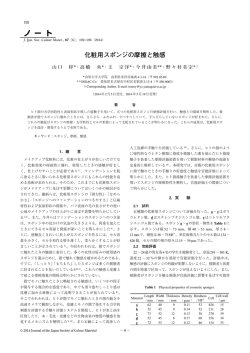
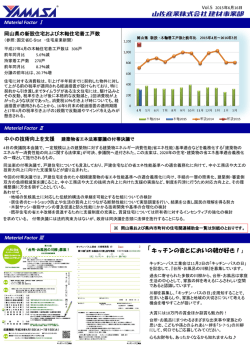
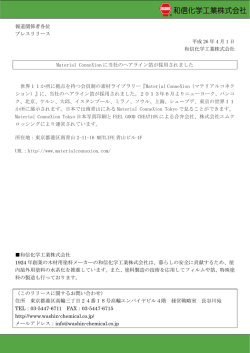
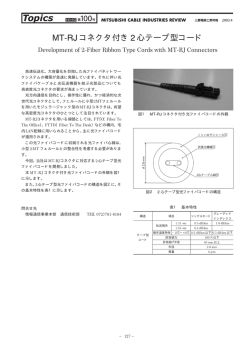
高耐衝撃性軽量複合材料の製造技術の開発 沢 野 井 康 成 *1 神谷淳 *1 笠 森 正 人 *1 奥村航 田 中 能 成 *5 *1 吉 村 治 *1 長谷部裕之 *1 木 水 貢 *1 宮本徹 惣 川 武 勇 *6 石 田 応 輔 *6 *3 森 大 介 *2 永井章裕 曽 原 隆 夫 *7 *3 守 田 啓 輔 *1 加 藤 駿 *4 柏 崎 雅 彦 *7 松 村 峰 彰 *8 軽量で高強度な炭素繊維強化複合材料が自動車業界で普及するためには,さらなる軽量化に加え,複雑 形状への対応や耐衝撃性の向上が求められる。本研究では,熱硬化性樹脂を使用し,賦形性に優れた炭素 繊維・耐衝撃性繊維素材と発泡コア材を用いたサンドイッチ構造複合材料の製造技術について検討した。 その結果,①立体形状にも賦形できる織物・組紐の組成,②耐衝撃性の向上に有効な繊維表面の改質技術 と③中空ガラスビーズ入りの軽量な発泡コア材製造技術に関する知見を得ることができた。これらの繊維 素材とコア材を用いて一体成形したサンドイッチパネル材は,炭素繊維のみのものに比較して,衝撃試験 では変形が少なく貫通しにくいことを明らかにした。 キーワード: 複合材料,耐衝撃性,サンドイッチ構造,発泡コア材,賦形性 Development of Lightweight, Impact-resistant Composite Material with a Sandwich Structure Yasunari SAWANOI, Masato KASAMORI, Osamu YOSHIMURA, Mitsugu KIMIZU, Daisuke MORI, Keisuke MORITA, Jun KAMITANI, Wataru OKUMURA, Hiroyuki HASEBE, Toru MIYAMOTO, Akihiro NAGAI, Takashi KATO, Yoshishige TANAKA, Takeo SOGAWA, Ousuke ISHIDA, Takao SOHARA, Masahiko KASHIWAZAKI and Mineaki MATSUMURA In order to spread the use of lightweight, high-strength CFRP in the motor vehicle industry, improvements such as increased impact resistance and decreased weight must be made. In this study, we examined the production technology of a composite material with a sandwich structure, which consists of fabric or braids of carbon fiber and impact-resistant fiber with a high formativeness, and a foam core material of thermoset resin. As a result, we obtained information about the following: 1. Composition of fabric or braids with a high formativeness; 2. Modification technology for use on the fiber surface for improvement of its impact resistance; 3. Lightweight foam core material containing hollow glass beads. It was confirmed in the impact test that the sandwich panel made by integral molding of the fabrics and core material was deformed and penetrated less than the panel that contained carbon fiber only. Keywords : composite material, impact-resistant, sandwich structure, foam core material, formativeness 1.緒 言 本研究では,熱硬化性樹脂を用いた耐衝撃性のある 鉄よりも強く,アルミよりも軽い炭素繊維強化複合 軽 量 CFRPの 製 造 技 術 に 関 し , 複 雑 形 状 へ の 対 応 , 耐 材 料 (以 下 , CFRP)は , 「 環境 ・ エ ネル ギ ー」 問 題を抱 衝撃性の向上,軽量性の向上について検討した。得ら える自動車業界等にも注目されている。これらの分野 れ た 結 果 を も と に 複 合 材 料 サ ン プ ル を 試 作 し, そ の 耐 に 用 い ら れ る CFRPに は , さ ら な る 軽 量 化 と 強 度 の 向 衝撃 性について検 討した。 上に加え,複雑な立体形状への加工と耐衝撃性の向上 2.高耐衝撃性軽量複合材料の検討 が求 められている 。 高耐衝撃性で軽量な複合材料開発のため,比重が小 *1 繊 維生活部 *4 ク ボタリサーチ ジャパン (株 ) *5 *7 *2 企 画指導部 ワ イエムポリマ ックス (有 ) 優 水化成工業 (株 ) *8 *3 丸 井織物 (株 ) さい軽量発泡コア材を高強度な炭素繊維と耐衝撃性繊 維 (ポ リ ア リ レ ー ト 液 晶 繊 維 )の 織 物 ・ 組 紐 で 両 側 か ら *6 平 松産業 (株 ) 順に積層したサンドイッチ構造を樹脂で一体成形する 一村産業 (株 ) ことを目指した。このため,①賦形性の良い繊維素材 - 23 - の条件,②耐衝撃性向上のための繊維表面の改質,③ 発泡 剤を用いた軽 量コア材につ いて検討を行 った。 2.1 賦形性に優れた繊維素材 輸 送 車 両 分 野 で 使 用 さ れ る 3次 元 等 の 複 雑 な 部 品 形 状を製造するには,織物や組紐の繊維素材がその形状 に追従する必要がある。この時,繊維素材の変形のし 易さ や追従のし易 さを賦形性と いう。 本研究では,炭素繊維及び耐衝撃性繊維について, 糸の太さと組織を検討することで,立体形状にも追従 できる織物・組紐の組成を検討した。賦形性を測定す るために用いた各種形状の治具とこれによる賦形性の 図3 観 察 結 果 の 一 例 を 図 1と 図 2に そ れ ぞ れ 示 す 。 賦 形 性 の 評価解析は,賦形性測定の際における繊維素材のシワ, 目開 きと突起の発 生状態を観察 した。 各種繊維素材についての賦形性観察結果より,賦形 性の良い繊維素材の条件として,①織物及び組紐とも に糸の繊度は小さいほど良い,②織物は平組織よりも ツ イ ル (綾 )組 織 の 方 が 良 い , ③ 組 物 は 2軸 構 造 よ り も 3 軸構 造の方が良い ことが明らか になった。 デュポ ン式衝撃試験機 図 4に , 衝 撃 エ ネ ル ギ ー 4.90J(高 さ 50cm)の 場 合 の 衝 撃面をマイクロスコープで観察した結果を示す。これ よ り , 樹 脂 A処 理 品 , 樹 脂 B処 理 品 は 衝 撃 痕 が 面 積 の 小さい円状であるのに対し,未処理の精練品では衝撃 痕が面積の大きい扇状となった。このことより,樹脂 系前処理剤による繊維表面の改質は,耐衝撃性向上に 有効 であると考え られる。 しかしながら,樹脂系材料による繊維への前処理で は,樹脂で生地の風合いが硬くなって賦形性も低下し た。そこで,生地の硬さへの影響が少ない油剤系の前 円柱 半球 図1 円錐台 皿 ヘルメット 処 理 剤 3種 (C , D , E) に つ い て 検 討 し た 。 各 油 剤 を 0.5wt%塗 布 し た 場 合 の結 果を 図 5に 示 す 。 こ れ より , 3 賦形性測定のための各種形状の治具 者 の 中 で も 油 剤 Eは 衝 撃 痕 が C, Dと 比 べ て 小 さ い 円 状 で あ る こ と が 確 認 さ れ た 。 油 剤 Eは 同 C, Dに 比 べ , 今 回使用した熱硬化性樹脂との相性が良かったと思われ 平織物 図2 2.2 精練品 綾織物 樹脂A 樹脂B 賦形性の測定例(耐衝撃性織物) 耐衝撃性の向上 複合材料の衝撃性には,繊維と母材樹脂との接着性 が 重 要 と な る 。 そ こ で , 樹 脂 系 の 前 処 理 剤 2種 (A, B) 図4 衝撃試験結果(樹脂系) を 精 練 済 み の 耐衝 撃 性 繊 維織 物 に 1.0wt%塗 布 し , そ の 積 層材 (樹脂: 熱硬化 性樹脂)に つ いて,図 3に示 すデュ 油剤C 油剤D ポン式衝撃試験機を用い,衝撃痕から接着性を調べた。 こ こ で , 積 層 材 試 料 の 衝 撃 面 に 発 生 し た 衝 撃 痕 (図 4と 図 5の 点 線 囲 み 部 分 )は 繊 維 と 樹 脂 と の 接 着 性 が 関 与 す る層間剥離によるものと考えられ,衝撃痕の面積が小 さ い ほ ど 接 着 性 が 高 い (衝 撃 痕 の 面 積 と 接 着 性 は 逆 相 図5 関の 関係にある )と考え られる。 - 24 - 衝撃試験結果(油剤系) 油剤E る。 これらの結果から,油剤系前処理剤の繊維表面への 低量塗布は,耐衝撃性の向上とともに賦形性への影響 も少 ないことが明 らかになった 。 2.3 軽量性の向上 本研究の目指す複合材料のさらなる軽量化には,軽 量コア材の開発が必要となる。このため,コア材に発 泡剤を配合することで軽量化を図ることにした。また, 車両用部材には難燃性も重要となるため,熱伝導率が 低く燃焼性の無い低比重の中空ガラスビーズもコア材 図7 コア材の比重と圧縮強度の関係 に配 合することに した。 表 1に , 発 泡 コ ア 材 作 製 に 使 用 し た 樹 脂 剤 を 示 す 。 これら樹脂剤の混合比率を調整することで,比重の異 な っ た 平 板 コ ア 材 (厚 さ 5mm)を 試 作 し た (図 6)。 比 重 が 0.2~ 0.6の 範 囲 で 試 作 し た 種 々 の 平 板 コ ア 材 に つ い て , 圧 縮 応 力 を 測 定 し た 結 果 を 図 7に 示 す 。 こ れ よ り , コ ア 材 比重 と圧 縮 強度 には 相関 関 係が 見ら れ ,比 重 0.2~ 0.6の 範 囲で 内部 がほ ぼ 均一な コ ア材 にな っ てい る。こ 図8 試作した小型箱形形状のコア材 の結果を基に,さらに金型を用いた小型箱形形状コア 材 (150mm× 200mm× 30mm) の 試 作 を 行 っ た 。 図 8は コ 表2 ア 材 の 外 観 で , 表 2に 樹 脂 材 の 配 合 比 率 の 一 例 を 挙 げ る。これより,発泡剤の発泡方法及び樹脂剤の金型へ 樹脂材 熱硬化性樹脂 硬化剤 感熱発泡剤 中空ガラスビーズ の 充 填方 法等 を 工夫 する こと で ,比 重 0.5以 下の 立 体形 状コ ア材の製造が 可能であるこ とを検証でき た。 表1 発泡コアの調整 主剤 熱硬化性樹脂 基本樹脂 不燃性・軽量化 重量部 100 1 10 15 3.サンドイッチ構造複合材料の 試作 硬化剤 有機過酸化物系 感熱発泡剤:2種 1.比重(0.2~0.3)用 2.比重(0.4~0.5)用 軽量化 樹脂剤の配合比率の一例 (小型箱形形状コア材) 3.1 繊維素材とコア材による一体成形 上記 の軽量コア材 に炭素繊維素 材及び耐衝撃 性繊維 素 材 を 重 ね た 後 , VARTM(Vacuum assisted Resin Transfer Molding)成 形 法 に よ り 熱 硬 化 性 樹 脂 を 注 入 す 中空ガラスビーズ ることにより,立体形状でかつサンドイッチ構造材の 一体 成形が可能に なった。 3.2 サンドイッチ構造複合材料の耐衝撃性 試 作 開 発 し た 10mm厚 さ の サ ン ド イ ッ チ パ ネ ル 材 (炭 素 繊 維 織 物 4層 (コ ア 材 を 真 中 に 片 側 2層 )+ コ ア 材 + 耐 衝 撃 性 繊 維 織 物 2層 (同 片 側 1層 ))と 炭 素 繊 維 の み (炭 素 繊 維 織 物 6層 )の パ ネ ル 材 に つ い て 耐 衝 撃 性 を 比 較 す る た め , 図 9に 示 す 落 錘 型 衝 撃 試 験 機 を 使 用 し て 衝 撃 試 験 を 行 っ た 。 そ の 結 果 を 図 10と 図 11に 示 す 。 こ れ よ り , 図6 試 作した平板 コア材 (比重 : 0.2) - 25 - 試 作 開 発 し た サ ン ド イ ッ チ パ ネ ル 材 は 120Jで も 貫 通 し な い の に 対 し , 炭 素 繊 維 パ ネ ル 材 は 80Jで 破 損 貫 通 し た 。 最 大 衝 撃 力 1) に つ い て も サ ン ド イ ッ チ パ ネ ル 材 の 方が大きくなる傾向であった。このことより,試作開 発したサンドイッチパネル材は,炭素繊維パネル材よ りも 耐衝撃性の面 で優位性が見 られた。 図12 HIC試験 表3 HIC試験結果 試料(厚さ) HIC値* 鉄板(3.2mm) 3251 変形量(㎜) 45 サンドイッチパネル材(12㎜) 749 68 *750を超えると,致命的な頭部損傷のリスクが起こり始める。 4.結 (a)全体 言 高耐衝撃性で軽量な複合材料の製造技術の開発につ (b)ストライカー(落錘) いて 検討し,以下 のことを明ら かにした。 図9 落錘型衝撃試験機 (1) 賦 形 性 の 良 い 織 物 及 び 組 紐 の 条 件 と し て , ① 糸 の 繊度は小さいほど良い,②織物は平組織よりもツ イ ル (綾 )組 織 の 方 が 良 い , ③ 組 物 は 2軸 構 造 よ り も 3軸構 造の方が良 い。 (2) 樹 脂 系 あ る い は 油 剤 系 の 前 処 理 剤 塗 布 に よ る 繊 維 表面の改質は,耐衝撃性の向上に有効で,油剤系 では 賦形性への影 響も少ない。 (3) 感 熱 発 泡 剤 及 び 中 空 ガ ラ ス ビ ー ズ を 用 い た 軽 量 コ ア材において,発泡方法や樹脂剤の充填方法等を 工 夫 す る こ と で , 比 重 0.5以 下 の 立 体 形 状 コ ア 材 の 図10 衝撃性の比較 図 10 製造 が可能である 。 衝撃性の比 較 (4) 試 作 開 発 し た サ ン ド イ ッ チ 構 造 の パ ネ ル 材 は , 衝 撃試験において炭素繊維のみのパネル材よりも変 形が 少なく貫通し にくい。 謝 (a)サンドイッチパネル材 (b)炭素繊維パネル材 辞 本 研 究 は , 経 済 産 業 省 「 平 成 21年 度 戦 略 的 基 盤 技 術 図11 衝撃試験の結果(120J) 高 度 化 試 験 事 業 」 の 委 託 を 受 け , 丸 井 織 物 (株 ), ク ボ タ リ サ ー チ ジ ャ パ ン (株 ), ワ イ エ ム ポ リ マ ッ ク ス (有 ), 3.3 HIC試験 平 松 産 業 (株 ), 優 水 化成 工業 (株 ), 一 村 産業 (株 )と の共 HIC(Head Injury Criteria: 頭 部 障 害 基 準 )値 2) は , 衝 突や落下などの衝撃により脳や頭蓋骨への損傷程度を 同研究の一環として実施しました。関係諸氏に感謝の 意を 表します。 表す数値で,自動車の衝突時の乗員の安全性の評価や 子供が遊具から転落した際の遊び場の頭部保護基準値 参考文献 と し て も 活 用 さ れ て い る 。 表 3に , サ ン ド イ ッ チ パ ネ 1) 東洋紡績(株). 耐衝撃性に優れた繊維強化複合材料, 特開 ル 材 の HIC試 験 を 実 施 し た 結 果 を 示 す 。 こ れ よ り , サ ン ド イ ッ チ パ ネ ル 材 の HIC値 は 鉄 板 の そ れ に 比 べ 約 1/4 とか なり小さく, この分野への 展開が期待さ れる。 2003-165852. 2003-6-10. 2) FMVSS(米国連邦自動車安全基準)No.201:1995. 標準乗員 の頭部衝撃保護のため性能要件. - 26 -
© Copyright 2026 Paperzz