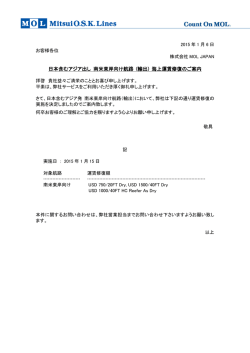
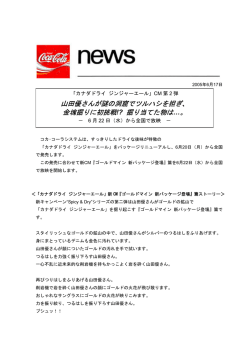
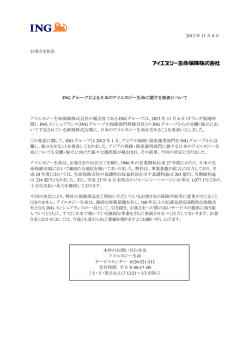
技術資料 翼乗肖Ⅱ木す*斗U)匂1肖ⅡカロニCむと僕1すーる珂f多宅(^'3宰畏) インコネ、ノレフ 18^ま肖Ⅱカロニ1二^ 機械金属部機械研究室 永倉寛巳松隈博 耐熱合金の難削特性は、特に工具寿命の観点から生産現場においては、非常に重大な問 題となっている。 木研究では、種々の耐熱合金の中でも、特に難削性の強いニッケル基超耐熱合金インコ ネルフ18を対象とし、 6郁類の工具材を用いて、切削実験を行い、工具寿命、切削而粗 さ、切削抵抗を評価することにより、その適合性を検討した。 インコネルフ18の切削における工具寿命は、切れ刃境界部または切れ刃全域での凝着 欠損に大きく支配されるので、工具材質としては、低い凝着活性と高い靱性が要求される。 本実験の結果、 K I0、 T i Nコーティングエ具が低速度(25m/m in)領域では、 工具摩耗は非常に緩やかで長寿命を示したが、 50m/min以上の速度領域では、工具 摩耗が急激に進行し工具寿命は著しく低下した。 切削面粗さは、 K I0、 T i Nコーティングエ具の場合、低速度領域では、切削時問の 経過に対しても粗さの劣下はほとんどなく、 1.5 2μm程度の粗さが持続され、安定 した釖削が行われた。 ものとなってきているのが現状である。 1.はじめに 最近の切削加工技術は高度に発達し、難削材を除 前々根のインコネルX 750 、 S KD 11焼き入 いた一般材料の切削では自動化、無人化がかなり定 れ鋼の旋削加工、前報のT i - 6A I - 4Vチタン 着している。これに対して、難削材の切削では、エ 合金、 18 -8ステンレス鋼の旋削加工に続き、木 具損傷が偶発的に生じたり、工具寿命が不安定で短 研究では、最近、航空宇宙産業、原子力発電、石油 かったりする。また工具寿命以外にも切削抵抗の大 化学ブラント等の分野で多用されている、ニッケル きい材料では、切込みあるいは送りが大きくとれな 基超耐熱合金、インコネルフ 18を被削材として、 い、また切削速度が大きくできない等加工能率上の 各極工具にて旋削実験を行し\その被削性、最適工 問題も生じてくる。 具、最適切削条件を追求した。 難削材というものが特定されていて、その種類が 限られているならぱ、切削加工技術の進歩により、 2.実験方法 難削材に関する諸問題は、つぎつぎに解決されてい 2.1 工作機械 くであろうが、技術の進歩は難削材の切削加工技術 木研究で使用した工作機械は、(株)大隈鉄工所 の確立に挑むかたわら、その一方で、新素材という 製の高速旋盤(処段変速) LS450× 800であ 新しい難削材を絶え問なく生み出し、切削加工技術 る 0 がどんなに進歩しても難削材の問題はつきない。む しろその内容は、従来の難削材よりも、一層切削困 2.2 被削材 被削材には、 43 二 難な、新しい材料特性を有する難削材を対象とした ソケル基超耐熱合金、インコ才、ル 718を使用し、被削材の寸法はφ80×250m Bセラミック(A120.-Tic)、TiNコーティ mの丸棒とし、表面層をあらかじめ切削により除去 ング(以上ポジタイプ)、それにC BN (ネガタイ して実験に供した。表1に、被削材の化学組成と機 プ)の6穫類を使用した。 図1に使用工具並びにチップの形状、寸法を示す。 械的性質を示す。 なおノーズ半径は0.8mmである。 1'bl.1 n如ICιI C0即03 Ⅱ 10n 肌d X6Ch.nlCまI properu" 01 郎te「1U3 Cut C S1 Mn P S 0.03 0.0之 0.06 0.007 0.001 C0 CU A1 T1 F6 0.31 0,01 0.54 0.95 BEI N1 Cr M0 52, M 16.67 1.03 表の2に切削工具の物理的、機械的特性を示す。 IncoMn13 Nb+T且 2.4 実験項目及び切削諸元 実験項目及ぴ釖削諸元は表8のとおりである。 ⅡErdne3, 湿式切削では、切削液として、パナクールFM U5(11") 5.02 (エマルジ,ンタイブ) 20倍希釈液を使用した。 T8blB 3 ε即er 1翼enta1 1t昨 and cutt lnK cond ltlons Tまbl.2,h" 1CEI 'nd XをCh帥IC.1 Pr".rtl" ot to01 艶 ter 、 1, Icndlnミ Th.r工EI Specltlo H'rdnそ,' 3trenιlh CO"ducuY!ty '「'Ylty (HRI) (X工fノ闇亘') (Cき1ノヨ・cf・k) K I 0 θ2.0 240 0.13 M.フ P 20 SI.5 200 0.08 11.g 0.05×-20 Ce「ヨtt g3.5 1'0 0.07 6.4 0.06×・15' Experi配ntnl Ch'"phEr I te型 Cuttin8 Cond l u 0胎 TO0I Hte Y二25 75彭喜ln Cuttlng f*0.1、 0.2、 0.29貼/reY roughness Bcer鱸IC 9ι.3 '0 TIH-C04t 92.0 200 C B N HY3000> 4,2 0.05 0.08×-25 d=0.5、1.0、1.5E鳳 Cuttin8 torce 熊.フ dry 、 wet 0.0ιX-20' 80 2.5 各実験項目の測定方法 ヨ 0 リ 倫 微鏡T-MCL2により、横逃げ面境界摩耗V。"、 横逃げ面摩粍V。、前逃げ面(境界)摩耗V。'を a 卜 1 11 h b ι1 20 20 125 ι1 31 h. 1Π ! ル2 h2 20 厶 1' 125 32 一定切削時閻毎に(株)津上製作所製万能工具顕 凡 " ¥ f渥 、 1)工具摩耗の測定 ι1 11 ^ 測定した。 1, 2)加工面粗さの測定 20 一定切削時問毎に(株)小坂研究所製三次元表面 員 、 .'. 粗さ測定器SE-3AKを用い、加工面の最大粗さ .' Rm aXを測定した。 ,,'" ア閲ltyN 3)切削抵抗の測定 Netゑ tyN 一定切削時問毎に昌遜制作所製機械試験所型切削 F1冨.1 Sh即e 即d S12e ot t閲1 即d chlp 動力計KSA- 500を用い、主分力、送り分力、 背分力を測定した。 2.3 使用工具 切削実験用の工具としては、超硬合金K I0とP 3.実験結果及び考察 20 、サーメット(T I C -T i N-T a c -WC)、 3.1 工具摩耗 44 図2は25 75m/m inの問で切削速度を変 る。 インコネルフ 18の切削では、溶着が生じやすく えた場合の各種工具の摩耗の進行状況である。 切り刃すくい面に溶着物が発生する。低速領域では 横逃げ面摩耗V。が0.3mmに達した時を寿命 これが榊成刃先となって切れ刃が保護されて工具摩 基凖とした。 耐熱合金は、各種難削材の中でも被削性が著しく 耗が進行しないが、切削速度が高くなり構成刃先が 惡い。被削性を低下させている材料特性としては、 生成脱落を繰り返すようになると溶着、制離、チッ 高温強度が大きい、加工硬化が生じやすい、工具材 ビングを起こすようになり、工具摩耗は急激に増大 料との親和性が高い、熱伝導率が低い等があげられ する。 望 '/ k 0 P 20 Ce「宝et B oerゑklo τIH-00亀t C且H 0コ 01 0.07 戸一 , 一一 005 二一二・一 007 0 01 m. 1 1 (冒)、、m>毎里曽一>8島Φ三の H C B T 厶 X冨雫Φ三の . フ.ム賃.亨 P 2 CBN 5.ム嘆φ亨臼 , Υ K 1 00 コ 20△口0マ 冨 ノー 中厶医.中合 フ.ム夏゛Υ 5 シ m・仍・伽 一一一一 1 (暑)m>盲里 20△口0マ 一一 コ 005 11 1 1 , 5 10 50 10 100 Cutt in8 Ume (min) CU比in8 time (min) 5 7 KI0 P 20 Cer^et H B 0色「ゑ^IC T .ム買゛マ 0△口0マ 一"一 m・晒伽 一二一 一一一 1 C B H 戸 「 0 一 0.07 一一 0.05 1 (昌)、のン﹂器謹菅ε、ざe、 5。@ム嘆0マ合 5 2 コ ,1 5 10 50 100 Cutti昭 time (m in) Fi宮. 2 Wear progress curYes of tools on cutt in宮 lncone1 718 Feed 0.1Ⅲm/reY, D即th of cut 0.5mm, dry cutt ing 45 50 100 つ H ﹂耳﹂ゴ キ:、・.・ 1'ー,ラ.、. r ^ 11 祉ゞ イ、、'ゞ・・'、, イノ 軍'冒 .,:(1゛t.":・.π.' 、,1U、01キ. 1 、'.しき、.」_三:..1 KI0.POSI KI0.P051 ミ10,P061 Yゞ25Eノ幻n.T.9山in Y.50^/釘n.T・8釘n Υ.75^/虹n,T*1ミ1n ':ψ 旦1 ゛f Jd 气 .゛ .. ::冒1.Ξ1. .,.. 闇.、.一 、、、:, 1 TiH-C06t,posi TIN-COEt.PO$i TIN-C0且t.Dbsl Y.25^/夏in,T.90幻n Y.50望/-n.T*5幻n Y・75^/釘n.T.1 5^In 即 ,.、 、 '' 、 ..' W 途 " '一 、tチ.,,1ι J ゛ }ンー ゞ4 4、ー.. 一一一 .. 、 ヤ,4 0 ;/J.゛ . ー.ー ,汎す.ー,﹂.ー ,11' 、(.'、t.':ゞ 一『^ P20,P051 CO「冨ot、P051 B cor"首ic.P0雪i C8N,noK急 Y.25直/×1n.T.34.5創n Υ"25冨ノ冨in.T.20冨in Y*25^ノ虹n. T.5^In Y.50^/訂n.T.5釘n Photo.1 Wear pattern of tools on cutti昭 lnC飢e1 718 Feed:0.1mm/1'eY, Depth of cut:0.5mm, dry cU比 in8 46 実験の結果、工具摩耗の進行状態をみると、イン コネルフ18切削においてはK I0工具が最も耐摩 界部の異常摩耗はほとんど発生せず、正常摩耗が主 体である。 T i Nコーティングは切削速度が25m 耗性に富んでおり、ついでT i Nコーティング、 P /m inの低速度では境界損傷はほとんど発生しな 20、サーメット、 B セラミックの順となっている。 いが、 50m、 75mと速度があがれぱ、明瞭な境 K I0、 T i Nコーティングの場合は切削速度25 界損傷の発生がみられる。またサーメット、 Bセラ ソクの場合は境界摩耗が非常に明瞭にあらわれて m/'m inの低速度では、摩耗の進行は非常に緩や ミ かで長寿命を示すが、切削速度が50m、 75mに いる。 なると、摩耗は急激に増大して工具寿命は著しく短 次に切削液の効果であるが、図8 は、 K I0、 T くなる。工具寿命の観点からみると実用的には、切 iNコーティングエ具の切削液を使用した場合と使 削速度25m/m inあたりの低速度が適正条件と 用しなかっえ場合の工具摩耗の状況である。 T iN 思われる。サーメット、 B セラミックの場合は、図 コーティングの場合、切削速度50、 75m/m i 2にみられるように境界摩耗の発達が非常に顕著で nでは幾分摩耗の進行が抑制されているが、長寿命 ある。また超耐熱合金の切削にはCBN焼結休が、 を示す切削速度25m/minではかえって摩耗 適するとする文献もあるが、今回は、切削速度50 (前逃げ面摩耗)の進行が早くなっている。またK m/m in (ネガタイプ使用)についてしか行って 10の場合は全速度域で逆効果(特に前逃げ面摩耗 いないが、好結果は得・られなかった。 の進行が早くなっている。)となっており、切削液 の使用がかえって工具摩耗を助長させる結果となっ 写真1にそれぞれの工具の、寿命終了時の工具摩 耗の形態を示している。 K I0の場合は切り込み境 ている。 コ 3 秒 _゛ノ 0 丁' 0 .110 マ ΥτI×-C0ミt fet dry, 四 0 0コ m. Υ 1 T 0H t d 一一一 (目)、m>烏里着心雫一各' 1 /︻ マ JJ 0 。J 一一一 叩0 (昌)ゞ﹂里 X尽宅Φ冴 フ.Υ 0 15 Y 0マ Υ"25.50,75V釘n 03 yソ マ、 9' 9 g・届、". 0 0.07 007 一一 Q05 005 H 5 50 10 100 Cutting t ime (m in) Ⅶ 10 50 100 Cutti胎 ti肥(min) Fi8. 3 Wear progress curves of tools on cuttln8 1ncone1 718 Feed 0.1皿m/reY, Depth of cut:0.5mm, dry and wet cutt ing 場合は、切削速度が25m/m 卜hの条件では、切 削時問が経過してもその粗さの値は殆ど一定で、切 3.2 加工面粗さ 図4は、各種工具を使用し允場合の、乾式、湿式 削開始直後の値を維持しており、 1.5 2μmの 切削における切削面粗さの時問的推移である。乾式 理論粗さに近い値が得られているが、 50m/'m i 切削では、KI0、TiNコーティング、P20の n以上の速度では、摩耗の急、増と相関して、切削時 47 問の経過につれて粗きはしだいに大きくなっている。 またサーメット、 Bセラミックの場合は切御N寺闇の 式功削に比ベて前逃げ面摩耗の進行が大きくなって おり、前切れ刃形状が加工面粗さがよくなる方向に 経過につれ、粗さは著しく惡くなる。 変化した、或いは摩耗進行により切れ味が鈍化して バニッシング作用が働いたためと思われる。 K I0、 T i N コーティングを使用した場合の、 図5に乾式切削における、各種工具の切削開始時 湿式切削における切削面粗さは、切削速度が25m と寿命終了時の粗さブロフィルを示す。 /m inの場合、両者とも切削時問30分あたりか ら粗さ値が減小している。これは湿式切削では、乾 Y .25,50.75 亘/冨 l n (dry cuttlnι) 10 .^ Φ.110 本 ム P20 口 〔翼 買 Ce「冨ot 0 ゛ . B cerE創C マ マ ヤ TIH-COEt 0 10 (旦)ののΦE曽巳曽Ξご 8 CB H @ ゛ 5 ___ . ﹂' (旦)の器匠雪巳智口ぢ口 1一 0 △ L' 2 Q ot cuttlhミ) 6 .J ^卑.ー.^^ ^._ ー.^ Υ,25,50,7驗ん1" 0..110 マ亨,、 TIH-C0急1 6 J 1 ^..^..^.^^^^...^.^.^.^^^ 2 一1 1 一 ・・愚 5 100 50 0 5 10 つ心 10 50 10 Cutt ing t ime (m in) Cutting t ime (m in) Fi宮.4 Cutting r0昭hness curYes on cutting lncone1 718 Feed:0.1飢m/reY, Depth of cut:0.5mm, dry and wet cuttin8 夏 5 [ 0.2擢冨 、.^、ー」 Just 6ner ajtt1ΠK L エ」' 1. '1 ^.^弔一..ーー.1与一^ 汽 1.、!.ミ ^'.^^^^..冒. 一1.ー.ー 、. ,." T!H-C0ミヒ Fi宮.5 Surf日Ce profile curve of cU比ed lncone1 718 Feed:0.1mm/reY, Depth of cut:0.5mm, dry cuttinE 48 、,、1 ヤ ^.^.^.^...^.. Υ一 ....^ 一、 ".- :.り' ・.一主 ぞ 一= .ー^.^.」....ー.^. J・ 「冒..1 ξ .^^^^^^.^^^ ^.^^ 1 ・、t・ P 20 」 芋戸1 メXV、ン,辺必,イ、" 75m/mln ーー.ー」:ー.ー・・ 1・・ 1・・ :.÷・'J, .始 Ξ一 二 Ξ = 、工 .一 で一 = 一= .". 一...一 、^;てi气;ー ,-1.1..,:..^ _1-1 L1 1..晋 言 .二 ミ .'1 :1..ー..1..: 1 50m/mln 1こ' K I 0 ・唱. 一一一一一.一一一一 :ヒ:三÷・i^ 1: ・÷ 二 一.一一, ,Ξ宍』き.)升.妻 二司'」 25 m/'rn l n 三訂 りよιr、 、 P ? 0 T IN-C0きt :一.一﹄=一一一. .. 、.1÷三 , .一一== ι冒 1 一 汀急 ー.. 一﹃. Ξ 一. ,一一 一一 .一 ..一 'ミョ訊 K I 0 75m/mln 5 0 m/゛m l n 26m/mln 肌d ot cuttlnK ..1._τ.r: 1ι.1克'.'」、' 叉Υrtyy_ケ ^"ーーー] 辻L,÷、4- 3.3 切削抵抗 後に比ベると主分力、送り分力、背分力共かなり大 図6は、各種工具を使用した場合の乾式切削にお きくなっている 0 ける切削開始直後と具寿命終了時の切削抵抗である。 切削抵抗は、工具寿命、加工変質層、仕上げ面粗さ 3.4 切込み及び送りの影磐 等に影饗を及ぼす。インコネルフ 18の切削では、 図7 は、 K I0工具で、切削速度25m/'m i n 力的には主分力が最も大きく、ついで背分力、送り の条件で、送り或は切込みを変えた場合の工具摩耗 分力の順である。工具寿命終了時には、切削開始直 の状態である。 D O 0 0 4 3 2 1 XI0 インコネルフ 18切削では、切削速度が高くなる Y.75a/mln 鞠 y三25m/mln y.50m加ln 10イー跿115 と工具摩耗は急激に増大し、工具寿命は著しく短く なるが、図にみられるように送り或は切込みを大き P F B くしても、横逃げ面摩耗の進行は幾分早くなる(送 0 りょり切り込みの影饗がより大きい)が、それほど T=90 T曽I T.6 T=0 T=1 極端な差は生じていない。送り、切り込みを大きく Ⅲ ln することで、それほど工具寿命を落とさずに切削能 率を高くすることができる。 5 豊ミ 06 F 00 29甑ノ「eY.0,0 ノ メ 0コ 01 0.07 005 亀 一一 B cer師iC 20 F宝0 5 ミ冨 A コ0 1 腔ノreY,0*0 2 獣/reY.0,0 5 ^^ ーケ 凱 ln F営0 F"0 00 T=5 40 .よム = T 5 T=1 = T=20 7 0 0 10 0 30 Cermet 20 T冨1 0 m ln 一一 T=1 40 5 1・0 (目)m>﹂吋坐菅心にΦ三の T=2.5 0 里 T T=1 T二34.5 ーフ 扣3。加ゆ。 P20 T=1 H 10 5 50 10 100 0 T=1 T=5 T=0 T=1 T=0 T=1 m ln Cutt1陀 t iNe (min) 1 '5 1t 50 Flg.7 Wear progress curYe of Klo to01 0n cuttin宮 40 Incone1 718 30 Cutting speed:25m/min, Feed: Y日r, Depth of cut: V日r, TiN-coat 20 dry cutting 10 0 杓 M T*90 T=1 T=5 T=1 1=1.5 m ln 4.まとめ 以上、難削材料であるインコネルフ18の旋削実 即円 験を行い、その切削特性を羽ベ允。結果、下記の事 0 CBN T=1 項が判明した。 T=1 T=5 インコ才、ルフ 18 の切削における工具寿命は、切 爪 ln れ刃境界部又は切れ刃全域での凝着欠損に大きく支 F1宮.6 Cuttln宮 force on cuttin8 1ncone1 718 配されるので、工具材質としては、低い凝着活性と Feed:0.1mm/rev, Depth of cut:0.5mm, dry cuttin8 高い靱性が要求される。今回実験した範囲では、 K 49 10、 T i N コーティングエ具が・切削速度25m/ m inの低速度領域では長寿命を示すが、 50m/ 参考文献 min以上の速度では工具摩耗が急激に進行し工具 D 工業羽査会:難削材の切削加工技術、狩野勝吉著 寿命は著しく低下する。 2)北川武揚、前川克廣、久保昭彦:難削材のブラズ マ加熱切削(第 1帳)、精密工学会誌、 53,1,(1 切削液の効果であるが、今回の実験ではエマルジ 987),78 ,ンタイプの水溶性切削液を使用したが、かえって 3)竹山秀彦、飯島昇:耐熱合金の難削特性と、工具 工具摩耗を助長する結果となった。 の適応性に関する研究、精密工学会誌、郭,8,a 送り、切り込みの影揺であるが、切削速度25m 989),1481 /m inの低速度では、送り或いは切り込みを大き 4)大越諄、上原邦夫:高温切削に関する研究(第3 くしても、工具寿命はそれほど低下しない。 報)、精密機械、 26,フ, a96の,389 仕上げ面粗さは、 K I0、 T I Nコーティングエ 5)大越諄、上原邦夫:高温切削に関する研究(第4 具の場合、切削速度25m/m inでは、切削時間 報)、精密機械、 26,9,(196の,535 の経過による粗さの劣下はほとんどなく、切削開始 6)工業技術院、中国工業技術試験所:新種工具の切 時の粗さの値が持続され、 1.5 2μm程度の机 削性能に関する研究 さが持続する。 S加dy on 頁ach lnin8 0t ditticu lt-to-cut 賣8ter ials (Ⅲ) Mach ln inE ot lncone1 718 M8Ch lne and Met81 DiYlsion Hlr0員i N88akur8 and Hlrosl Ma加kU型a ア0or mach in日b ility of heat-res istant an oys , espec i日 Hy , in v iew of too l H fe has great- -1γ bec0肌e to be a ser ious prob lem in the 船Ch in iΠ8 0f 皿etals. 1n th is S加dy, cutt ing tests h則巳 be飢 C日rr ied out M th slx k inds of too l mater ialS 加 inYest1卵te ad即t日bi H ty Of too l mater ials for lncone1 718, which has especia11y poor mach lnab i H ty among the k inds Of n icke l-b日Se super heat-r es ist日nt an oys , by assess ing the too l H fe, cutt ing roughness and cutt i昭 force. on cutt ing lncone 1 718, adhesiYe fa Hure due to metal adhes ion at the Cutt in8 ed8e is f8tal for the to01 1ife, therefore, the too l m日ter i日Is need to have low adhess iYeness and h i8h toU宮hness. The resu lts of cutting tests have reYealed th日t in case Of KI0 飢d TiN-C0日ted to01, at low cutti昭 Speed around 25 meter per minutes, the progress Of tool wear ls Yery slow, so the tool Hfe is Yerγ 10nE, but at the speed aboYe 50 meter Per minutes, too l we日r is Yery rap id, so the too l H fe very shorten, cuttlng status is Yery st日b le at low cutt in8 Speed, and Yalue of cutt ing surf日Ce roughness is ne日r ly kept betweeΠ 1.5 μ m and 2μ m from be套inn ing to end. 50
© Copyright 2026 Paperzz