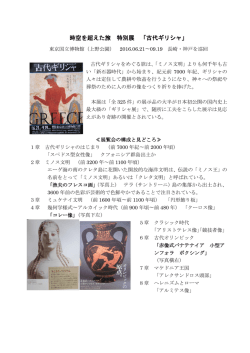
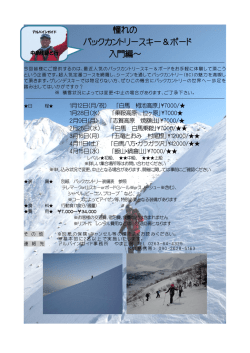
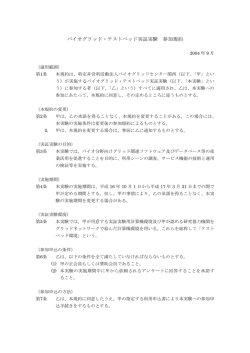
脆性材料の超精密研削用砥石の開発 指導教員:金井 彰 助教授 研究者:M99007 五十嵐 博 稲葉 文夫 助教授 M99013 今泉 一識 研削した。実験装置を図 1 に、実験条件を 表 2 に示す。 1. 研究目的 近年、脆性材料の研削に関する研究が進 められている。既存のダイヤモンド砥石に は、メタルボンド砥石、レジノイドボンド 砥石、ビトリファイドボンド砥石の 3 種類 がある。現在、脆性材料の精密研削にはレ ジノイドボンド砥石、ビトリファイドボン ド砥石が使われているが、シリコンウェハ の超精密平面研削には表面精度だけでなく 形状精度や加工能率も求められるため、既 存の砥石ではこれらの条件を満たす加工は 難しい。そこで、前年度の研究ではシリコ ンウェハの超精密平面研削用の新しい砥石 の開発を目的としてカーボンを結合剤に用 いた砥石を考案し、可能性を調べるための 基礎実験を行いカーボンがシリコンウェハ 表面に損傷を与える可能性がないことを確 認した。よって、本研究では前年度の研究 を引継ぎ、カーボンを結合剤に用いたダイ ヤモンド砥石を作成し、研削実験を行った。 また、ビトリファイドボンド及びレジノイ ドボンド砥石を低温焼成したものや添加剤 を変えた砥石を作成し研削実験を行った。 2.ドレッシング、ツルーイング ウェハ研削まえに砥石面を整形するため にツルーイングを行った。図 1 の実験装置 を使用し主軸にラッピングフィルムシート を取り付け、砥石を押付ける形で行った。 3.カーボンボンド砥石によるシリコンウェ ハの研削実験 本実験では、カーボンボンドダイヤモン ド砥石の性能を測定するために、スティッ ク状のカーボン砥石φ6.8×L63.4mm(粒径 2∼3μm,粒度 4000 番)を用いて、湿式研 削実験を行った。実験には 2 軸 T 形の超精 密横軸加工機を用いた。送り運動は X 軸テ ーブルによって行われ、工作物は Z 軸上の 主軸に取り付けられた真空チャック上に固 定される。加工機の主要な仕様を表 1 に示 す。実験方法としては回転するシリコンウ ェハに一定の圧力で砥石を押し付け、X 軸 方向に砥石3個分の往復運動を 10 回させ 表 1:加工機仕様 X 軸テーブル駆動範囲 0∼254mm Z 軸テーブル駆動範囲 0∼150mm 10nm 運動分解能 主軸回転数 100∼ 10000rpm 主軸 往復運動 シリコンウェハ カーボンボンド砥石 X 軸テーブル X 加工圧力 Z 図 1:実験装置 表 2:実験条件 工作物周速度 10.0 ㎧ 10,20,30,40N/cm2 加工圧力 工作物 シリコンウェハ (①ラップ加工面) 直径φ150 厚 さ.t0.65 ㎜ (①平均粗さ Ra133.1 ㎚) 送り速度 30 ㎜/min 今回試作したカーボンボンドダイヤモン ド砥石では、目詰まりが多くシリコンウェ ハを研削することができなかった。これは、 ダイヤモンド砥粒が 2∼3 ㎛と小さすぎた ためだと考えられる。 4.ビトリファイド及びレジノイド砥石によ るシリコンウェハの研削実験 本実験では 8 種類の焼成方法や添加剤を 変えた砥石の性能を測定するために、ステ ィック状砥石、約 4.5×約 4.5×約 12.0mm 1 を用いて湿式研削実験をした。カーボン砥 石の実験と同じように回転する工作物に一 定の力でスティック状の砥石を押し付け、X 軸方向に砥石3個分の往復運動を 10 回さ せ研削した。実験条件を表4に示す。8種 類の砥石の減耗量とシリコンウェハ研削量 を求め、研削比を計算した。図2にシリコ ンウェハの研削量を示し、図3に研削比を 示す。尚、砥石を砥石 A∼H の記号で記し、 詳細を表3に示す。 1000 研削比 800 600 400 200 0 A B C D E F 砥石の種類 G H シリコンウェハの研削量 (m m) 図 3:研削比 シリコンウェハの研削ができ、研削比を 表3:砥石 求められた砥石は高温焼成のビトリファイ 砥石A ビトリファイドDIA#7000J ド砥石 A,B であった。低温焼成での砥石は 砥石B ビトリファイドDIA#7000K 砥石C DIA1/2㎛(7000)Dially/phthalate resin 脆く本実験条件での加工圧力だと、砥石 D はシリコンウェハを研削するための加工圧 砥石D DIA1/2㎛(7000)1K(低温ビト) 力に耐えられずデータがとれなかった。砥 砥石E DIA1/2㎛(7000)2K(低温ビト) 石 E は減耗量が非常に多く 1 往復もできな 砥石F DIA1/2㎛(7000)Acryl Resin かったためにデータが0となってしまった。 砥石G DIA2/4㎛ Acryl Resin 砥石 F∼H では本実験の加工圧力では低か 砥石H SCM2/4㎛ Acryl Resin ったためかシリコンウェハを研削できず研 削量が0となり求められなかった。 表4:実験条件 5.まとめ 工作物周速度 10.0 ㎧ 本研究では、結合剤にカーボンを用いた 5,10,15N/cm2 加工圧力 カーボンボンドダイヤモンド砥石とビトリ 工作物 シリコンウェハ ファイド及びレジノイド砥石を改良したも (①ラップ加工面) 直径φ150 厚 のを作成し、それぞれの砥石について基礎 さ.t0.65 ㎜ 特性を調べた。まず、カーボンボンドダイ (①平均粗さ ヤモンド砥石とシリコンウェハとの研削実 Ra133.1 ㎚) 験では研削できなかった。これは、ダイヤ 送り速度 30 ㎜/min モンド砥粒が 2 ㎛と小さいことやドレッシ ングの方法に問題があると考えられる。ビ トリファイド及びレジノイド砥石とシリコ ンウェハとの研削実験では、低温焼成した 砥石A 砥石B 砥石C 砥石D 砥石E 砥石F 砥石G 砥石H ものは強度が低いことがわかった。何種類 かは研削比に良い数値がみられ脆性材料の 300 超精密研削用砥石としての可能性を確認す 200 ることができた。また、レジノイド砥石で 100 研削できないことについては、本実験条件 0 下によるものなので加工圧力など加工条件 5 10 15 を変更し再度実験をすることが望ましい。 加工圧力(N/cm ) 2 図 2:シリコンウェハの研削量 2
© Copyright 2026 Paperzz