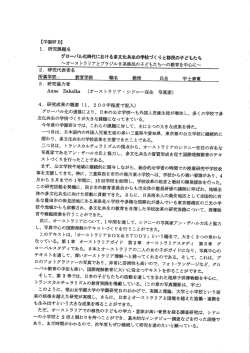
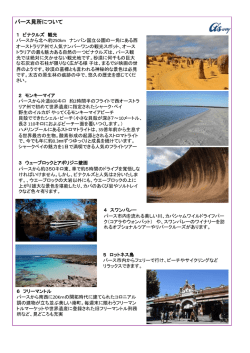
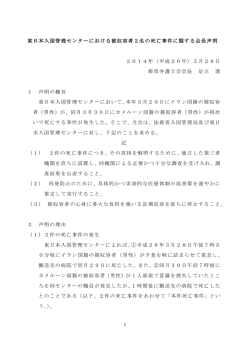
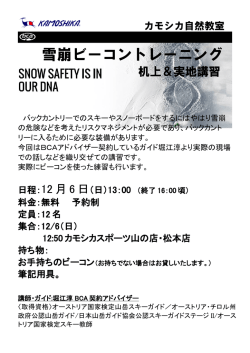
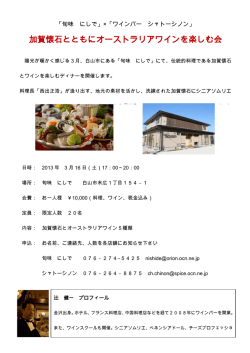
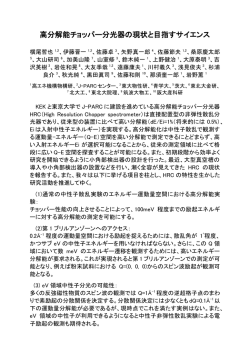
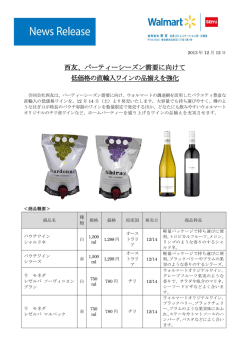
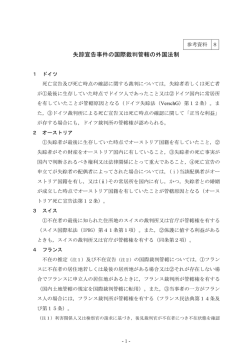
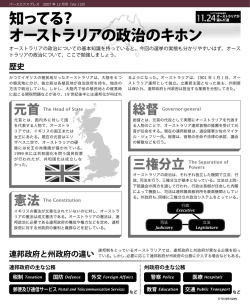
技術資料 オ ー ス テ ン パ ー 炉 オーステンパーについて 第1図 恒温変態温度と硬さの関係 700 弊社が標準量産化に成功した オーステンパー焼入炉は、 特殊焼入の処理方法であり、組織としてはベイナイト組 織です。 ■ オ ース テ ン パーとは (ベ イナイト 焼入とも言 う) 鋼に強さとねばりを与え、焼ワレ防止、焼入変形の軽 減をはかるため、部品を焼入温度に加熱して、オーステ 660 ピ � カ � ス 硬 さ ︵ 10 kg ︶ 620 580 540 500 ナイト組織としたものをマルテンサイトに変化する変態を 阻止して、そのまま適当な温度即ちフェライト、パーライ 460 240 トの生成する温度以下、マルテンサイトが生成する温度以 280 300 320 340 380 オーステンパー温度(℃) 上の温度、一般に300∼500℃に保った塩浴中で冷却し、そ の温度で変態を完成させてベイナイト組織になった後、 焼入炉はコンベヤー式のもので、このプラントの一般 室温まで冷却する熱処理法です。 的なレイアウトは第2図に示すようなものです。製品は連 オーステンパーで完全なベイナイト組織にした部品は、 続コンベヤー炉の中を一定の速度で流れ、落し口より落 前記の長所以外に繰返し衝撃応力などによる疲労にも耐 下してコンベヤーの上に乗るようになっています。コンベ え、普通の焼入、焼戻しを施した部品に比べ、同じ硬さ ヤーの送り速度は決められた恒温変態温度で変態に要す で比べると耐久性が極めて良好です。 る時間だけ製品が塩浴中にあるように調整され、その時 オーステンパーで処理した部品の硬さとしては HRC45 ∼ 間は10∼30分ですが、一般的には20分で完了させるよう 50が良く、そのままで強靭性があるので、焼戻しをする必 にします。恒温変態が終わると、コンベヤーは塩浴から外 要がありません。 に出てそこで製品は水洗浄のための水洗槽コンベヤーに落 とされます。 ■ オ ース テ ン パー炉の主要構 造 オーステンパーのプロセスは、本質的には材料を所定 の温度に加熱し約300∼500℃の溶融塩中に焼入するもの です。この温度で0.8%C鋼は冷却温度により異なります が、10∼30分の間にオーステナイトがベイナイトに変態 します。到達する硬さは、恒温変態させる温度に依存し ます。つまり温度が低いほど硬いものが得られます。第1図 は、0.65∼0.75%C、0.5∼0.7%Mnを含む鋼の恒温変態温度 と、最終硬さの関係を実験的に求めたものです。 生産速度を高めるために、連続コンベヤー炉が使われ、 製品は連続コンベヤー炉の落し口から塩溶中のコンベヤー に落とされ、コンベヤーは変態に要する時間をかけて塩 浴中を移動します。塩浴から取出されたものはコンベヤー にて洗浄、乾燥されます。 第2図 オーステンパー炉のレイアウト 1 .連続式加 熱 炉 以上のような方法で処理された処理 (メッシュ ベル ト方式 ) 物はコンベヤーで次の水洗槽に搬送さ ベルトにより処理物を炉内へ送り込 み雰囲気ガス中で鋼をオーステナイト になる温度まで加熱し焼入れるため、 トレー・バスケット方式等にみられる ような放散される熱損の心配がなく熱 効率が高く経済的です。 れます。また0.1g程度の小さな部品が オーステンパー槽のコンベヤーに附着 して水洗槽に落下しないことがあるの で、これを防止するためにブラッシング、 シェーキング、圧縮空気を噴射する装 置等が開発されています。 を防止するため特に加熱帯を設けてあ るので温度分布は極めて良好です。ま た、発熱体交換が容易に出来るようユ ニットヒーターを取付けています。供給 機に入れた部品はコンベアーの上で加 熱され、部品落し口からオーステン F.B.Pickering DavenportとBainの最初の研究以来、 ベイナイト組織については多くの情報 が集められ、その複雑な性質が明らか になってきました。ベイナイトには主と して二つの型、すなわち上部ベイナイト と下部ベイナイトがあり高炭素鋼では 炉内は2∼3点による自動温度調節を 行ない、処理物落し口附近は温度降下 ベイナイト組織の化学 両者の相違がはっきりしています。 3. 水洗槽 オーステンパーされた部品に附着し ■ ベイ ナイ ト 反応 た塩類は水洗槽にて完全に除去され、 ●上部ベイ ナイ ト 次に乾燥装置の中へ搬送されます。こ の搬送・搬出はすべて自動連続的に行 なわれます。 上部ベイナイト変態においては初期 段階として、オーステナイトからフェ ライト片(ferrite lath)が剪断変態に よって生成します。この剪断変態にと パー槽に落下するが、エダクター装置 により塩浴から発生するソルトベー ●無酸化オース テ ン パー焼入炉の もなう歪みのためにフェライト片は共 パーを除去し、ソルトカーテン装置に 標準仕様 鳴的に核形成し、平行に並んだ薄片の 束が生じます。おのおののフェライト より処理品落下時のソルトの飛び跳ね 1. 連 続加 熱炉 片が生成するにつれて、炭素は早い拡 2. オ ース テ ン パ ー炉 ( 塩浴 焼入炉) 散速度をもっているため、フェライト− 2 . オーステ ン パ ー槽 3. 水 洗槽 オーステナイト界面を通り、オーステ オーステンパーには焼入れにソルト オーステンパー炉は処理能力に よっ を使用します。このソルトは水にとけ て10種類の大きさのものを製作してあ 易く後の洗浄・乾燥が簡単で、洗浄装 ります。またガス変成炉は原ガスにプ 置・乾燥装置・自動設備のラインに取 ロパンガス、ブタンガス、都市ガス等を 入れてあり、作業全体を簡素化し連続 用います。 を防止します。 操 業 が で き る と こ ろ に 大き な 利点があ ります。とくに炭素鋼や低合金鋼は変態 ところにも非常に魅力があります。 接 セ メ ン タ イ ト を 析 出 さ せ ま す 。こ の ためセメンタイトはベイナイト化フェラ イト(bainitic ferrite)結晶の境界に 変態温度が低下すると、炭素の拡散 塩浴の一 例 速度が遅くなるためフェライト片の成 使用 温 度 範 囲 A.硝 酸 カ リ 56% 亜硝酸ソーダ 44% 上に増加させ、オーステナイトから直 沿って析出します。 保持時間が短いため大量生産が可能と なり、しかも製品の均一性を保ち得る ナイト中に拡散して炭素量を溶解度以 } 溶融点145℃ 150∼450℃ また、オーステンパーでは割れや歪 長が阻止され、また変態にともなう歪 みの増加によって薄片の幅が狭くなり ま す 。 し か し 薄 片の長 さ は そ れほど影 響をうけず、多くの場合オーステナイト みがないために方向性を考えて焼入す 注)許 容 部 品 寸 法 は 、材 質 に よ っ て 異 な り 結晶粒の大きさによるか、あるいはす る必要がなく、労力の節約と能率の増 ま す が 、例 え ば 高 炭 素 鋼 で は 丸 鋼 で でに変態したベイナイト塊間の空間に 進が達成できます。加熱炉でオーステ φ 1 0 m m 、 板材 で 2 . 6t 以 下 で す。 よって支配されます。高い炭素含有量 ナイトになる温度まで加熱した処理物 この炉で処理するのに適した部品はベア をもつオーステナイトでは 、濃 度 勾 配 が を、この塩浴槽で急冷します。塩浴の温 リング部品、チェーン部品、バネ、クリップ、 よりゆるやかになり炭素の移動量が少 度は300∼500℃の間で自由に選べ、かつ ス プ リ ン グ ワ ッ シ ャ ー 、ア ダ プ タ ー ス リ ー なくなるため、上部ベイナイト化フェ 槽内の温度分布は均一になるよう攪 ブ、カギ、ナット等があります。 ライト片の幅は、より薄くなります。ま 拌装置を取り付けてあります。温度 た変態温度が低下すると拡散速度が遅 制御は容易にかつ精度良く自動制御 くなるため、ベイナイト化フェライトの 装 置によ り 管理さ れま す 。 炭素は 、過飽和になりやすくなります。 ●下部ベイ ナイ ト 炭素がベイナイト化フェライトから オーステナイトに拡散できなくなるほ ど温度が低下すると、上部ベイナイト 変態は阻止され、下部ベイナイト変態 がおきます。 下部ベイナイト組織においても、フェ ライト片は上部ベイナイトの場合と同 様、オーステナイトと通常の方位関係 をもつ剪断変態によって形成されます。 薄片は非常に薄く、炭化物は、双晶を 含んだ焼戻しマルテンサイトの炭化物 とフェライトの方位関係と同じ方位で、 は増加します。下部ベイナイトのベイ つぎにこれらの現象を考察します。す ナイト化フェライトは、共鳴的に核を なわちベイナイト化フェライト−オー 生ずるという傾向はあまりなく、上部 ステナイト界面における炭素濃度分布 ベイナイトから下部ベイナイトヘの遷 を示した第4図より、オーステナイト 移は、低炭素マルテンサイトから高炭 中の炭素量が増加すると濃度勾配がゆ 素マルテンサイトヘの変化、または高 るやかになり、ベイナイト化フェライ Ms温度から低Ms温度への変化に 類似 トからオーステナイトヘの炭素の拡散 した傾向があります。 は少なくなり、そのため過飽和なベイ ナイト化フェライト内での炭化物の析 ●炭素含有量の影響 出( 下 部 ベ イ ナ イ ト 変 態 ) が 促 進 さ れ、 上部ベイナイトから下部ベイナイト その結果低炭素鋼の場合より、より高温 ヘの遷移温度におよぼす炭素影響は、 側に遷移温度は移行します。第3図よ 第3図から明らかなように、0.1C%鋼で り遷移温度曲線と外挿されたAcm線の は約450℃であるが、炭素量が約0.5%ま 交点は0.5%Cであり、これ以上の炭素含 フェライト中に析出します。この析出に で増加するにつれ、遷移温度は直線的 有量では、550℃以下の温度でオーステ よりフェライトの炭素量が充分に下っ に約550℃まで増加します。さらに炭素 ナイト中に初折セメンタイトが直接析 た時だけ、駆動力が回復してベイナイ 量が増加すると350℃に低下し、一定と 出するようになります。この初折セメ ト 化 フ ェ ラ イ ト が 成 長 し ま す 。す な わ なります。また0.5%Cまでの両者の関 ンタイトの析出の仕方は、上部ベイナ ち、析出、成長をくり返し隣の薄片に 係は、外挿されたAcm線とほぼ一致し イトのものであり、その周囲では局部 衝突するまで続きます。また析出した ていることがわかります。 的に炭素量がAcm線の左側まで下げら セメンタイトはある特定の形態を示し、 上部ベイナイトが下部ベイナイトに れた低い部分が生じ、そのためにベイ 双晶上に析出しているようにみられる 変わる温度は、前述のように、ベイナ ナイト化フェライトが形成されるよう が、まだ双晶は観察されていません。 イト化フェライトからオーステナイト になります。したがって0.5%以上の炭 また変態温度を下げていくと、ベイナ ヘの拡散が阻止され、炭化物がフェラ 素を含んでいる場合、上部ベイナイト イト化フェライト中の炭素の過飽和度 イト中に析出する温度です。 組織の形成される温度が急激に低下しま 第3図 第4図 上部ベイナイトから下部ベイナイトへの 移行温におよぼす炭素の影響 ベイナイト形成過程での炭素濃度勾配 境界面 700 600 温 度 ︵ ℃ ︶ 500 外挿したAcm線 1400 上部ベイナイト 1200 この実験での結果 既発表値 400 1000 800 600 300 400 200 0.2 0.4 0.6 0.8 1.0 1.2 F 炭 素 濃 度 ベイナイト化 フェライト ベイナイト化 フェライトの 炭素含有量 フェライト・オーステナイト 境界面における オーステナイトの炭素濃度 浅い 勾 急 床 勾 配 高炭素鋼 配 オーステナイト 炭素含有量(重量%) 距 離 低炭素鋼 す。350℃ぐらいの低温になると、オー ステナイトか ら の セ メ ン タ イ ト の析 出 速 度 が非常に遅くなり、過飽和なフェ ライトが生成し、その過飽和なフェライ トからセメンタイトが析出(下部ベイ ナイト変態)するようになります。 0.5%以上の炭素を含んでいる鋼では、 すべてセメンタイトに関して過飽和に なっているので、上部ベイナイトから下 部ベイナイトヘの遷秒温度は一定(350 ℃)になります。 550℃以下の温度で、0.5%以上の炭 素を含んでいる鋼では、過飽和の観点 からすると、前述のセメンタイトの場合 と同様、フェライトもまたオーステナイ トから析出することができます。 セメンタイトがフェライトに先立って オーステナイトから直接形成される理 由は、フェライト中への炭素の溶解度 をあらわしている線の外挿からわかる ように、フェライトに溶けている炭素 量が高いからです。 この炭素量は高すぎて、フェライト が析出するための駆動力が、セメンタ イトの析出のための駆動力よりも低く なってしまい、オーステナイトがフェ ライトとセメンタイトの両方に関して 過飽和になっているにもかかわらず、 セメンタイトが優先的に析出します。 またセメンタイトとフェライトのどち らかが上部ベイナイトの核を作るかと いう基準は、Acm線を外挿したもので はなく、冷却途中の炭素含有量の共析 成分の軌跡に支配されます。 板バネをオーステンパーし た場合の従来の焼入焼戻と 比較しての利点 熱処理操作が一回ですみます。 オーステンパーにおいてはオーステ ナイト化温度に加熱後そのまま、恒温炉 に挿入して低温処理をすればよいため に連続的に一回の熱処理ですべて終わ ります。 1. 焼入焼戻よ り も 処理時間が 短縮で きま す。 2. 連続処理で き る の で 自動化が 容易で す。 3. 連続的に 一回の処理でよ いの で 、品質管 理が 容易で あ り 、品質のそろ っ た も のを 多量に 処理で き ま す。 4. 焼割れや焼入歪みが 少な く な り ま す。 オーステンパーの場合は、Ms点にお けるマルテンサイト(急激膨張)変態 を起こさせませんので、焼割れや焼入 歪みは一般に少なく、精度の高い熱処 理を行なうことができます。特にSK5 の板材のプレス打抜品の場合は歪みを 嫌 い ま す の で 、オー ス テ ン パ ー 処 理 は 普通焼入焼戻よりはるかにすぐれてお ります。 SK5材にバネ性を附与する処理は、 硬さはHRC40∼50が最適であり、この 範囲ではオーステンパーが焼入焼戻よ りも靭性においてすぐれています。 抗張力及び硬さが同じでも、オース テンパーを施した部品は、普通焼入焼 戻品に比して、伸び、絞り衝撃値の何 れも優れておりますので、腰の強い、折 損しにくい性質に改良することができ ます。 すなわち、常温ならびに低温で硬さ HRC50位のときはオーステンパーした ものが油焼入焼戻したものより衝撃値 がはるかに大きいが、硬さがHRC35位 になるとその結果は逆になります。言 いかえると、オーステンパー品はある 硬さの時にその強靭性を最高に発揮す る訳で、その硬さの範囲は上述の HRC40∼50であれば、普通焼入焼戻品 より優秀な機械的性質を附与すること ができ、この事はオーステンパー処理 を実施するに当たって充分注意する事 柄です。 第5図は各種鋼について以上の事項 を更にわかりやすく示した実験例で、 総じて言えることはHRC40∼50の硬さ に熱処理した場合は、オーステンパー の方が普通焼入焼戻品よりも衝撃値が 大きい(粘り強い)ことを知ることが できます。 第1表は 、 バ ネ 用 材 料 と し て 用 い ら れる S i- Mn - C r 鋼 に おけ るオ ーステン パーの効果を普通焼入焼戻と比較した もので、硬さおよび抗張力が同じ場合 でも、伸び、絞り、衝撃値共にオース テンパーの方が著しく優秀であること がわかります。 オーステンパーを実施するに当たって 特に問題になるのは、鋼の種類と共に むしろ部品の大きさです。オーステン パーの場合はその熱浴温度まで100%過 冷のオーステナイトを持ち来すことが 必要で、このためには部品はあまり大 き い と い け な い こ と に な り ま す 。し た がって、第6図のI曲線のようにS曲線 の鼻時間が短い鋼では、急冷度がaであ れば、Ar'変態を越すことなく無事に鼻 を通過して過冷オーステナイトを全部 ベイナイトに変化させることができま す。しかし、急冷度がbのようであるなら ば、オーステナイトは冷却中一部分鼻に 当たってパーライト変態をおこすので、 全部をベイナイト組織にすることはで きません。鋼種を変更してII曲線のよ うに鼻時間が長ければdの冷却速度でも 全部べイナイト組織にすることができ ます。したがって、部品の大きさが一 定の時は鼻時間の長い鋼種ほど冷却速 度を遅くしてもべイナイトにすること ができるので 、部 品の大きいもので も オーステンパーは可能になります。 第5図 オーステンパーと焼入焼戻材の衝撃値の比較 60 2340-from1400 ° F 油焼入焼戻 1000 40 オーステンパー 20 600 860 650 300 700 500 300 0 60 500 700 60 1100 4340-from1450 ° F 3240-from1500 ° F 油焼入焼戻 40 油焼入焼戻 1000 300 300 550 400 シ ャ ル ピ ー 衝 撃 値 0 60 1150 6150-from1500 ° F (ft-Ib) (ft-Ib) 油焼入焼戻 40 20 300 0 60 4140-from1525 ° F 油焼入焼戻 40 950 400 630 20 725 700 オース テンパー 550 0 0 60 50 40 30 300 300 550 オース テンパー 675 ロックウェル硬度(HRC) 第1表 Si-Mn-Cr鋼のオーステンパー効果 HB 650 800 60 50 40 30 ロックウェル硬度(HRC) 処 理 方 法 第6図 抗張力 伸び 絞り 衝撃値 kg/mm2 % % kg-m/cm2 Ae1 温 度 オーステンパー 440 152 14 オース テンパー 725 600 800 850 350 650 620 600 20 600 475 675 1050 500 750 875 775 オース テンパー 750 550 40 710 650 20 シ ャ ル ピ ー 衝 撃 値 1000 48 2.1 焼入・焼戻し 440 152 3 6 0.7 オーステンパー 415 142 15 47 7.0 焼入・焼戻し 415 148 6 19 2.8 0.33% C. 0.58% Si. 0.94% Mn. 1.95% Cr b 鼻 a 時間 Ⅰ Ⅱ オーステンパーの温度と時間は、その 第2表 オーステンパー、油焼入焼戻の機械的性質 鋼のS曲線からこれを決めなくてはなり ませんが、オーステンパーの硬さは 熱 処 理 HRC40∼50が適当なので、この硬さが 得られるような温度と時間を選定する ことが重要です。 オ � ス テ ン パ � 以上、いろいろな角度からオーステ ンパーしたものと普通焼入焼戻したも のとを比較してその機械的性質を検討 してきましたが、オーステンパー処理で 最も適当な硬さは、一般にHRC40∼50 であり、なかでもHRC50前後が最も良 油 焼 入 ・ 焼 戻 好です。この硬さのものは、焼入焼戻 した同じ硬さのものよりも、はるかに強 靭であり、衝 撃 及 び 摩 耗 に 対してもよ い成績を示していることが知られてい ます。第2表は、オーステンパーした ものと油焼入焼戻したものの機械的性 質の比較を示す一例であり、オーステン パーしたものは上に述べたように、硬 さおよび抗張力が同じ場合でも、伸 び・絞り・衝撃値共にオーステン パ ー の方が著しく優秀であることがわかり 鋼種(%) 機械的性質 硬さ 0.78C 0.78C 0.78C 0.85C 0.58Mn 0.58Mn 0.58Mn 0.42Mn HR C 50 45 41 50 k g / mm 2 18 1 17 8 15 8 18 0 伸び % 5 6 9 6 絞り % 46 49 54 45 硬さ HR C 50 45 41 50 k g / mm 2 18 1 17 5 15 8 18 3 伸び % 3.8 6 9 4.5 絞り % 26 4.2 5 4.25 25 抗張力 抗張力 (注) オーステンパー 320℃×20分保持 焼戻 340℃×30分保持 } オーステナイト化温度820℃ 第8図はS曲線に普通焼入焼戻しとオーステンパーの熱処理サイクルを図示したも のです。 第8図 S曲線を利用した熱処理サイクル ます。 第7図は、0.6%C鋼線と0.8%C鋼線を 例にとってオーステンパーしたものと Ae1 Ae1 焼入焼戻したものの鋼線の破断までの 中 心 屈曲数を比較したものであり、オース 中 心 テンパー処理品の方が強靭性に富むも 変 態 温 度 のであることが言えます。 第7図 オーステンパーおよび焼入・焼戻 による鋼線の屈曲数 Ar' 表 面 別途焼戻 T.T.T. 変 態 温 度 Ar' 表 面 T.T.T. 曲線 曲線 Ms Ar" Ms Ar" Mf Mf 20 オーステンパー 0.6%C 保持時間( lo g) (A)普 通焼入 焼戻 15 10 屈 曲 数 保持時間(lo g) (B)オーステンパー 焼入焼戻 5 ●オーステンパーを行なうとき最も注意を要する点は次の事項です。 0 1. 熱処理部品の表面及び中心を問わず、すべての断面において均一に熱浴の温度 オーステンパー 15 0.8%C まで、100%過冷オーステナイトを持ち来すこと。言いかえると、鼻Ar'に突き 10 当たらない冷却速度で熱浴中において冷却することが大切です。 焼入焼戻 5 0 ︵ 焼 入 ︶ 300 400 500 600 700 800 反応(焼戻)温度℃ ︵ 焼 鈍 ︶ 2. 高温の過冷オーステナイト化した部品を熱浴中に焼入しても、熱浴の温度が上 昇しないだけの充分な容量を持っていること。熱浴の温度が熱浴焼入によって 上昇してしまうと、恒温変態にはなりません。 第9図 オーステンパー温度と硬度の関係 条件 ● ● ● ● ● ● ● 硬 度 (HRC)(30N) 90 (62.9) 80 材質 SK5 板厚 0.27 焼入温度 820℃ ハース速度 9st/min 処理時間 オーステンパーコンベア速度 25min 処理時間 ソルト名 バスリックE−M 硬度測定機 ロックウェルスーパー (51.7) 70 (40.6) 60 (29.5) 50 200 220 240 260 280 300 320 340 360 380390 オーステンパー温度 ■焼入製品の顕微鏡写真 オーステンパー後の組織 顕微鏡試験 倍率×400 材質 AISI-1065 トウ キョウ ガ ス デン ロ 本社・工場 〒223-0058 横浜市 港北 区新 吉田 東 8丁目 47 番3 3号 TEL : 045−542−0771(代) FAX : 045−541−1725 http://www.gasdenro.co.jp E-mail:[email protected] (℃)
© Copyright 2026 Paperzz