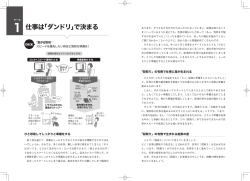
IE手法 1 IE手法(Industrial Engineering)とは IEについて,JISZ8141では次のように定義している。 「経営目的を定め、それを実現するために、環境(社会環境及び自然環境)との調和を 図りながら、人、物(機械、設備、原材料、補助材料及びエネルギー)、金及び情報を 最適に設計し、運用し、統制する工学的な技術・技法の体系」 いいかえると、作業能率の向上、レイアウトの改善,作業の省力化、物流の改善,仕掛の 削減,コストの削減などの問題解決を行うこと。 現場改善を行うときに最初に習うのがIE手法です。 フレデリック・テーラー (1856 – 1915) IEの先駆者として、テーラーとギルブレスの2人の存在が有名です。 テーラーの研究を「時間研究」と呼び、ギルブレスの研究を「動作研究」と呼んでいます。 テーラーの時間研究の技法は、「作業研究」「作業測定]の技法として、ギルブレスの 動作研究は、動作改善の技法が後に「方法改善の技法」として発展していきました。 この「作業測定の技法」と「方法改善の技法」は、IEの基礎的な2本柱とされています。 ギルブレス (1868-1924) 2 1 IEとは 手段 ム もう少し、平易な言葉で言うと ラ IEとは、作業の3ム(ムリ・ムダ・ムラ)をなくして仕事の 価値を高めることをいう。 ・ムリとは、手段が目的を上回っている状態をいう。 ・ムダは逆に、手段が目的を下回っている状態をいう。 ・ムラは、時間の経過とともにムリとムラが交互に出てくる状態をいう。 5Tonのものを4tonトラックで運ぶのは、ムリ、 10Kgのものを4Tonトラックで運ぶのはムダ 、 このムリとムダが混在しムラが発生 ムダ 目的 ムリ 手段 生産の3要素である人(Man)、設備(Machine)、モノ・材料(Material)を効果的に 統合し、最良のQ(Quality)、(Cost)、D(Delivery)つまり、良いモノを、安く、早く 作る ことです。 このムリ・ムダ・ムラを見つけて、問題を解決する方法がIE手法です。 3 1856 - 1915 フレデリック・テーラー (Frederick Winslow Taylor) 製鋼所に職工として働いた時の体験と、職長になった時の責任から、゛一日の公正な作業量゛の 必要を痛感し、初めてストップウォッチを工場の作業現場に持ち込み、「ズク運び作業」、「ショベ ル作業」の研究を行い、1910年「科学的管理法の原理」を出版した。テーラーの行った研究は 「時間研究( Time Study )」と呼ばれ今日でも有効なものである。 テーラーの科学的管理法の代表的な実験は、シャベルすくいの実験である。 ベスヘルム製鋼会社で、鉄鉱石、石灰、灰などの運搬作業においてシャベルで一回にすくう量を いくらにすれば、一日にすくう量が最大になるか研究した。 その結果、 重いものには小型シャベル、軽いものには大型シャベルを使うことが最適であることがわかり、 次に、すくって投げるまでの距離と高さの関係を調べながら作業時間を測定し、作業方法に ついても的確な操作法を教育し、一日に終わらせなくてはならない標準作業量を示した。 これらの結果より、1人1日の平均すくい量は3.7倍に増加し、収入も1.69倍に達した。 テーラーは作業の能率を上げるためには、 ①能率をよい状態に保つための標準時間の設定、 ②慣れない作業者には的確なすくい方を教える訓練の実施、 ③シャベルの保管、 ④翌日の作業計画の作成、適正配置 ⑤奨励給制度の採用 などを工場管理に活用すべきであると提唱した。 4 2 ギルブレス( Frank B. Gilbreth ) 1868-1924 ギルブレスは建設業に従事し、レンガ積み作業で動作のムダ取り実験を行った。レンガ積み 作業には大きく分けて、レンガ取り置き、組立ならびにモルタル塗りの三つの工程がある。 第一番目のレンガ積み作業において最初に目についたものは、腰をかがめる作業だった。すなわち、 積みはじめは腰をかがめ、いくらか積み上げ、ある高さになると背伸びをしていた。 そこで、足場に調整台のようなものを考案した。次に、レンガ積みとモルタル塗りは別の作業台で行い、 しかも片手で作業を行っていたので、歩く動作と片手動作が頻繁に目についた。 そこで、レンガ積み作業とモルタル塗り作業を同じ場所に移し、左右同時に取り置きできる作業台を工夫した。 第二番目の組立工程では、レンガを積む時にきれいな面が出るように一つひとつ検査していたので、貨車から レンガを降ろす時にきれいな面を下に揃えて置くようにして、この検査の手間を省いた。 第三番目のモルタル塗り工程では、水の配合割合や気温との関係で何回もかき混ぜられていたので、熟練者 のなかでかき混ぜる回数の一番少ない人の作業を観察し、それに合わせた。その他、段取り作業では足が 高くなるにつれてレンガの運搬やモルタルの準備がやっかいになるので、それぞれの足場ごとにエリアを 設けあらかじめ、そこに準備するようにした。運搬は、貨車からバラに降ろしていたのを専用容器を作り、 きれいな面を下にして10個入れることに決まった。レンガ積みをした後、高さを調整する作業があったが、 左右に杭を打ち、目盛りをつけ紐を張って基準を設定した。これらのムダ取りにより1時間当たりの作業目標 が120個から350個に増えた。 5 ギルブレス② 彼は、レンガ積み作業を観察して、誰一人として同じ作業方法で作業していないことに気付き、最善の作業法 について研究し、いかなる作業にも“唯一最善の方法(One Best Way)”があることを確信した。 また 作業の研究においては、動作が先に分析されるべきであると考え、動作分析の単位としてサーブリッグ (Therblig:ギルブレス=Gilbrethを逆につづって命名)を考案した。これは作業動作を18の最小単位に まとめたもので、動作標準法の基礎となった。 この二人の先駆者たちが研究開発した技術は現在でも多種多様な生産現場で使われている。彼ら先駆者が 開発した技術の中から学ぶべき点を抽出すると、 1) 作業を分解して、計測する。 2) これらのデータから、最適値、最適方法を見つけ出す(不要なことを除去する)。 3) 最適方法を組み立て直し、仮説の立案をする。 4) その案を実験し効果を確かめたうえで、普及する。 5) この最適作業時間は、最適な正味作業時間に、作業の性質・環境ごとに必要な余裕時間を加えたものに なっている。これを標準作業時間という。そこには、環境や休養などの条件整備を行ない、余裕時間を 減らしていく。 100年前に開発された手法が今でもIEの基礎として活用されています。 6 3 ムダの分類 ムダの例 IE手法は、 ムダを見つけて ムダを取る こと ムダをムダと見る目が大切 7 作業の分類 作 業 余 裕 分類 性質 機械工場の例 主作業 直接目的である材料、部品の変化に直接関与して いる部分 切削(切粉が出ている状態)ネジき り、穴あけ 付随作業 主作業に付随して規則的に発生するが目的に対し ては間接的に役立つ物 材料の取り付け取外し、加工中の 測定 準備作業 本来作業の為の準備、段取り、後始末、運搬など 1ロット毎に発生 部品の段取り、片付け、材料準備、 機械清掃、切粉処理 作業余裕 必要作業要素であるが不規則・偶発的に発生。原 因が機械・工具・材料 機械の注油、工具交換、工具手入 れ、工具の借受 職場余裕 本来の作業とは無関係に発生する。手待ちや管理 上から発生する遅れ 停電、突発的な機械故障、材料待 ち、朝礼、ミーティング 人的余裕 通常の生理的欲求から必要なもの 用便、水飲み、汗拭き 疲労余裕 作業による疲れを回復するための遅れ。疲労回復 が正規の休憩では不可 重量物運搬、連続的な作業の休憩 作業者個人的な理由や怠情による 遅刻、私病通院、雑談 非作業 作業の割合を分析し、主作業の割合を増やす 8 4 改善4原則(E・C・R・S) 原 高い 改 善 レ ベ ル 狙 い 改善のポイント 排除 やめられないか やめたらどうなるか それは何のためにあるのか、不必 要な作業をやめられないかで見直 してみる 結合 一緒にならないか また分けたらどうか 異なる機能や方法を1つに結合し てできる場合と、一つのものを分割 してできる場合の発想 交換 順序をかえられない か 入れ替えたらどうか 作業や工程の順序の入れ替え、押 してだめなら引いてみる。今までと は、逆の見方をしてみる もっと簡単にならな いか 減らせないか、半分ではどうか考え てみる E Eliminate C Combine R Rearrange S 低い 則 簡素化 Simplify 9 IEの代表技法 テーラーの時間研究、ギルブレスの動作研究に始まったIEは、用途に応じて多くの 分析手法が体系化されている。下記に代表的なIE手法を示す。 IE手法の体系 10 5 工程分析① 工程分析とは、素材から製品に至るまでの製造工程に対し、対象物(モノ・人・情報)が どのような経路・処理されたかを、加工・運搬・検査・停滞・貯蔵の5つに分類して各工程の 条件(加工条件・経過時間・移動距離)とともに分析する現状分析です。 付加価値を生まない運搬・検査・停滞を明らかにする 要素工程 記号名称 記号 意味 加工 加工 原料、材料、部品、又は製品の形状、品質に変化を与える 過程を示す 運搬 運搬 原料、材料、部品、又は製品の位置に変化を与える過程を 示す 数量検査 原料、材料、部品、又は製品の量、個数を測って、その結果を 基準と比較して差異知る 品質検査 原料、材料、部品、又は製品の品質特性を試験しその結果を 基準と比較し良否判定 停滞 原料、材料、部品、又は製品が計画に反して滞っている状態を 表す 貯蔵 原料、材料、部品、又は製品を計画により蓄えている過程を 表す 検査 停滞 11 工程分析② 時間(秒) 距離(m) 記号 説明 フレームを箱より出す 20 25 10 フレームを作業場に固定する 50 20 梁を作業場に移動する 30 梁を左右にセットする 20 ボルトで固定する フレーム間隔を測定する 60 90 50 90 25 塗装場に移動する 塗装する 240 50 作業に移動する ロールを取り付ける 運搬・検査・停滞・貯蔵のなくす、少なくする方法を考える 12 6 動作分析 動作分析とは、1つの作業操作に発生する手や目の運動を分析することによって、ムダな 動きをなくして、より疲労の少ない経済的な動作の順序や組合わせを確立していくこと 動作分析の代表的な手法 1.サーブリッグ ギルブレス(Gilbreht)によって考案された記号で、ギルブレスの綴りを逆にしてサーブリッ グ(therblig)と呼んでいます。 人間の動作を18個の基本動作に分解し、それらの記号を使って動作分析を行うことにより、 楽で効率的な作業動作を作り出す際の手がかりとするものです。 「見いだす」の動作は分析が難しいため、それを除き17個の基本動作を使うこともあります。 例)机の上の鉛筆をつかむ場合 空手(手を伸ばす)、つかむ(鉛筆をつかむ)、運ぶ(手前にもってくる) サーブリッグ記号は次ページ 2.動作経済の原則 動作経済の原則とは、疲労を最も少なくして有用な仕事量を増やす為、人間の エネルギーを有効に活用する方法に関する経験的な法則です。 1)動作の数を少なくする 2)両手は同時に使う 3)移動距離を短縮する 4)動作を楽にする つまり人間のエネルギーをムダなく有用な仕事へ転化する為に、ムリ、ムラのない 作業動作を実現しようとする実用的な法則です。 13 サーブリッグ記号 記号 サーブリグ名 番号 例 1 探す (Search) 鉛筆がどこにあるか探す 2 選ぶ (Select) 数本の中から1本の鉛筆を選ぶ 3 つかむ (Grasp) 鉛筆をつかむ 4 から手 (Transport Empty) 5 運ぶ (Transport Loaded) 6 保持 (Hold) 7 放す (Release Load) 8 位置決め 9 前置 U 鉛筆へ手をのばす 鉛筆を持ってくる 鉛筆を持ったままでいる U 鉛筆を置く (Position) 鉛筆の先を特定の位置におく (Pre- Position) 使いやすいように鉛筆を持ちなおす 10 調べる (Inspect) 11 組合せ (Assemble) 12 分解 13 使う 14 避けえぬ遅れ (Use) (Unavoidable Delay) 15 避けうる遅れ (Avoidable Delay) 16 考える (Plan) どんな字を書くかを考える 17 休む (Rest) 疲れたので休む 字のできばえを調べる 鉛筆にキャップをはめる (Disassemble) キャップをはずす U 字を書く 停電で字が書けないので手待ちする よそ見して字を書かずにいる 14 7 動作経済の原則 1.足又は左手でできることの右手は使うな。 2.なるべく、両手が同時作業を始め、同時に終わるようにせよ。 3.両手が同時に休まないようにせよ、手空きの場合はなにかほかの仕事を させる工夫をせよ。 4.なるべく小さな運動ですませること。胴体の運動より腕の運動、前腕の運動、 手首や指の運動になるに従って運動量は小さくなる。 5.材料や道具は手の届く範囲のうち、なるべく取りやすい手近なところに置け。 15 時間分析 作業を構成要素ごとに分割して時間値をつかみ『必要なもの』と『必要でないもの』とに 分類して作業のやり方、方法など主として手段部分の改善を図る。 一般にタイムスタディと言われている。 個々の作業時間を計測する。 時間(秒) 作 業 1回目 2回目 3回目 1 カップリング内径測定 30 40 32 2 軸の手入れ 20 30 40 3 軸に潤滑油を塗る 15 15 16 4 焼きばめ器まで移動 20 21 15 5 カップリングを焼きはめ器にセット 10 10 12 6 温度をセット、昇温するSWをON 1 12 13 その他の付随作業等をなくす 7 昇温まで待機 90 92 89 減らす工夫をする。 8 カップリングを軸まで運ぶ 20 19 21 9 焼きばめする 25 15 30 カップリングが常温になるまで待つ 90 91 85 10 改善案の検討 1.主作業以外の作業をなくし、主作業の比率を上がる。 2.所要時間の長い要素作業を改善の重点として取り組む。 3.ばらつきの大きい要素作業に着目し、ばらつきの要因を排除する 必要な作業を主作業として 16 8 稼動分析 職場における人や機械の作業内容を調査し、稼働率等の算出を行うと共に、現在の 稼働状況を把握し、改善取組みを行うターゲットの選定を行う。 瞬間的にデータを取る方法と、連続して取る方法があります。 一般にワークサンプリングと言います。 非作業, 2.5 用達, 1 職場余裕, 11 作業余裕, 6.3 段取り, 8.3 主作業, 56.3 付随作業, 14.6 17 配置分析 配置分析の目的は、機械・作業者及び倉庫など生産に必要なものを効率的に 配置することにある。一般にレイアウト改善と言います。 配置分析は、運搬との関係が深いので運搬改善と一体で進めていきます。 配置が効率的になることにより ・品物の流れが円滑になり運搬が合理化される ・停滞品を削減することができる ・人と機械の運休が減り稼働率が向上する ・スペースが有効に生かされ、作業環境が良くなる 運搬という視点 ・・・・・ 点から点への移動 → ウゴキ 1)運搬距離は最短、コストは最小 2)必要な時に必要なものが、必要なだけあること 3)出しやすく・持ちやすく・置きやすいこと 人・モノの移動距離と回数を 減らす工夫をする 18 9 ラインバランス 品物を一定の速度で順次流す流れ作業において、工程間のばらつきを見る事を ラインバランス分析という。 このバラツキを平準化することにより、タクトタイムを上げる改善を行う。 ラインバランスの状況を図表化したものをピッチダイヤグラムと呼んでいる。 ラインバランスの状況の判断はバランス効率で行う ラインバランス効率= 各工程の正味時間の合計 隘路工程の正味時間×人員 工程順序3の仕事を工程2に移すことにより、 タクトタイムが20分から17分となる 19 連合作業分析 一人の作業者が数台の機械を担当している場合や数人の作業者が共同で作業して いる場合に用いられる。前者を人-機械分析、後者を共同作業分析といっている。 工程 模様 作業者 機械 作業 一定の場所で仕事を行う 自動加工している 準備 他の機械へ移動する 作業者により段取り、取り付け、取 り外しが行われている 遊休 手待ちとなっている 自動加工中の監視を 含む 停止している 人-機械作業分析 人と機械の稼働状況を三種類(作業・準備・遊休)に分類し、人と機械の相互関係を 把握する手法である。 ①遊休の発生の削減対策 ②適正な持ち台数を決める 20 10
© Copyright 2026 Paperzz