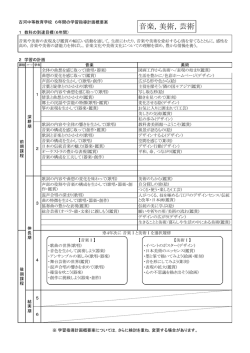
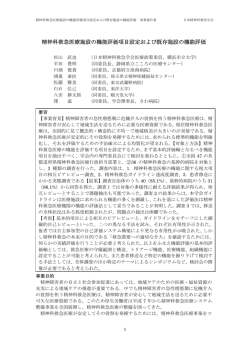
『品質保証』∼超一流『品質戦略』の展開 (シリーズNo.3) 解説編 初期不良ゼロ対策∼超・一流品質戦略への展開 (社)日本能率協会 専任講師 中村 茂弘 詳細ばURL:http//home.catv.ne.jp/dd/aqcdltdrをご参照下さい。 1,歴史に学ぶ不良ゼロ対策 ① 10年スパンで見た品質改善、② 統計の扱いの明確化対策、 ② 一流トップ企業に見る不良ゼロ対策 2,原因の除去:メカニズム解析のための原理図化法 ① メカニズム分析と5W法)、②比較分析と科学的捜査法の利用 3,不良を発生させないプロセスの構築 ①先例:不良ゼロ生産に学ぶ、 ② 品質保証実態図の応用、ハザードMAP作成法 4,過去トラの整理と新製品対策 ① 過去のトラブル再発防止のための強制フィルター、② 新製品垂直立ち上げの技術 5,デザインCAEを含めた有効なシミュレーション対策 ① コンカレント・エンジニアリング対策、②デザインとCAE対策 6,まとめ、Q&A 1,歴史に学ぶ不良ゼロ対策 ① 10年スパンで見た品質改善、 設問1 実務的・品質改善の潮流 10年スパンで、実務的に不良ゼロ対策アプローチの追求を進め、成果を得てきた歴史を整理すると、 以下のような項目になる。では、個々の項目にどのような取り組みがあるか?要点を記載して下さい。 1,1950年代まで:「検査で品質を作りこむ」 2,1960年代:「統計的品質管理」 3,1970年代:「ZD(Zero Defect) 4,1980年代:「ストップひも、QTAT] 5.1990年代:「ISO9001」 6,2000年代以降:「CS品質+IT+デザイン・イン」 ② 統計の扱いの明確化対策 設問2 TQC活動の見直し 下に示した表はチェックシート、TQCでは不良対策のツールとして有名な統計解析手法の一例であり、 TQCでは1ヶ月程度この種のデータ−を取り、関係者が集まり不良低策を検討することが行われてきた。 では、これと同じような事態が現場にあると改定して、不良対策を効果的に進めるための具体策を例示 して下さい。なお、本来は、御社の重要製品の不良対策を取り上げていただきたいのですが、手元に データーがなく、下記内容はあくまでサンプルとして活用して下さい(当日、講師に質問などは自由)。 新型コピー機の不具合チェック状態 は発生件数を示す(この例は5件を示す) 曜日 月 火 水 木 金 土 388 420 403 456 438 230 濃い うすい 破れ よごれ カミコミ その他 不良合計 総数 比率% 記載欄 注釈: 土曜日 は半日 業務 設問3 不良品など、置き場管理の見直し 工場に行くと、よく見かける下図に示すような例が多い。この種の内容は不要物撤去と、良品に不良品 を混在させない対策としては有効だと考えるが、品質管理面から見ると、本来、良品/ヒヤット品/良品 の区分を利用した不良ゼロ対策(ハインリッヒの法則の実務的な応用)法を適用すべきである。では、 内部監査、または、マネジメントレビューの見地から、単なる不良廃棄箱という存在だけで経営効果や 不良対策効果が期待できない運用に対し、 改善具体策を例示して下さい。 ご指導内容の記入欄 箱の区分 取り扱い 良 品 次工程 ∼販売へ 手直し品 手直し または、不良予備軍 不 良 品 廃却 ② 一流トップ企業に見る不良ゼロ対策 設問4 リスクの評価 右の図にハインリッヒの法則を示したが、 デザイン・イン対策において、①リスクとする 項目を挙げ、その評価(ウエイトづけ)を、 どのように行なうか?また、③事前検討不足 ∼事前検討が十分行われた場合の区分との 関連、すなわち、影響(悪いケースは悪影響) について解説をして下さい。 まず、この撲滅が重要! 次に、この対策が必要 記載欄 ハインリッヒの法則 (故アメリカ産業災害研究者が提唱した原則) 事故:1件 (アクシデント) 小事故:29件 (ヒヤット・ニヤーミス 軽い傷害など) 無傷の小不安:300件 設問5 QTAT+3現主義運用の規定化 右の図は「死亡診断書対策」の代表事例であり、ISO9001:94 の際、規定4.20で「統計の扱いの明確化」という形で規定がな され、国政的に見直しを求められた内容である。その理由は、 ①品質問題の発生が1件とすると、その下にヒヤットという不良 予備軍が29件ある(ハインリッヒの法則)。従って、不良を出す 前に、ヒヤット撲滅をすべきである。 ②新製品を始め、製品ライフサイクル短命化の時代にあって、 不良対策に対し、これからデータ−を取らせる方式の運用は 不良発生を許し、その機関中は対策停止を指示する行為と なってしまう。 ③問題はヒヤットの段階に手を打つ対策が、自動車組み立て ラインJIT方式では「ストップひもシステム」として世界標準の 形で運用されている。 以上の内容から、ISO9001には規定が無いが、当然、社内の 運用規定としてスピード性の高い不良対策方式が必要になる が、その種の対策を具体的に進める内容を記載して下さい。 記載欄 死亡診断対策会議と発表会 2,原因の除去:メカニズム解析のための原理図化法 ① メカニズム分析 設問6 列車脱線事故の解析 「火の無いところに煙は立たない」のたとえ通り、不良対策は安全対策同様に、原因を究明して除去 する対策が重要であり、このためのメカニズム解析が必要となる。では、「下記のいたましい事故を 絶対に再発させない!」という視点で、そのメカニズム解析の要点をまとめてください。 JR 西日本・福知山線・事故原因の解析 当初、置き石説とスピードの出しすぎが説が浮上 物証よりスピードの出し過ぎが原因だった。 激突したビル 電柱 発生メカニズム ① 直線走行時 重量 30t 両 車 事件が起きた背景・要因の例 3回もの停止 ①運転手は先に 位置のオーバーランを行っ ていた。 ②車輪が浮く状態 130Km/H ②シュミレーションでは でも大丈夫としていたが、この 計算結果は乗客ゼロ、 無風状態の計算だった。 ③線路変更による工事の際、 ③脱線の状態 起きた内容は 起きた内容は 急カーブ・危険予知対策と ATSの設置を行ってい 新型 物理現象 物理現象 なかった。 108Km/Hr ④過密ダイヤの運行だった。 70Km ⑤線路に置き石らしい痕跡 ① の制限速度に対し ②速度制限前で運転手は急ブレーキ操作 があったが、記者会見で、 ③ATSは旧式のもの採用、トラブル発生 これのみに反応を示した。 ⑥死者とマンション住民に対す 以外では作動しない方式だった。 る謝罪態度に疑問 記載欄 事故後に発覚した数多の不祥事 1.路線変更:収益確保のため路線を変更したが、列車の遅れを防ぐため、 運転手にはスピードアップ、遅れ防止を強く要請してきた。ここには 信楽鉄道正面衝突、犠牲者42名の教訓はなかった。 2.置き石説:事故当時、原因不明の状況に他責の置き石説をことさらに強調! 3.オーバーラン:JR東日本などが月に10数件に対し59件、しかも、OKとしたもの は含まず 4.ATS設置:当初、新型ATSをつけないで運転再開を表明、国土交通省大臣が 「新ATS設置無しでは再会を認めない!」の一言で連休中にも不可としていた設 置工事に着手した。 5.勤務形態:事故を起こした運転手は当直2回、睡眠時間は 仮眠7時間(事実4時間程度)で2日目の午前9:18分に事故を起こした 6.事故時に列車に乗っていた2名が救助活動に加わらない:事故に 遭遇、後ろ車両に乗車していた運転手は会社に事故を連絡したが、出社 の指示を受け、事故現場を放置した。 7.ボーリング大会:事故当日、同社、他の車両区でボーリング大会を開催、その後 20名が宴会を開催。 8.被害者名簿:被害者の遺族藤崎さんが被害者名簿を請求、当初拒否したJRは 翌日弁護士立ち会いのもと、発行を約束したが、再度拒否した。 設問7 なぜ?+3現主義対策 不良の原因究明はISO9000・8大原則の7番目に記載されているように、 「想定や経験談義に基づく意思決定」ではなく、「事実に基づく意思決定」 が重視される。このため、以降の2ページに示すような、ブレーンストーミ ングで「当たるも八卦」式に複合原因を創出する対策より、NASAの調査 による「1問題→1原因→1対策が97%を占める。では、このような事実 分析に必要な要件をあげて下さい。 記載欄 注釈 : NASAの調査によると、97%が1問題→1原因→1対策が占めるが、後の3%の対象は原因と結果の事実関係 を証明するための計測機器や、事件当時の情報が消滅してしまっているため、1原因と言い切れない、という言 が示すように、事件捜査に似た形で、なぜ?の追求と、3現場主義の活用が極めて重要である。 KYT・特性要因解析の例 日常生活 安全具の装着 ブレーン・ストーミング式 作業環境 通路? 適正? 訓練 体力? 場所 足場 保護具? 規 チェック 睡眠 白線と確保 整理 定 疲れ 乱れ 整頓 標識? 容易 飲食? 表示 マンネリ 熱 責任者 休養 性 時刻 教育 取り決め 音 時間 安全度 上司 責任 光 残業 強度 保管? 人間 安全な 関係? 仲間 通勤? 申し送り 家庭? 家族 飲酒 見える化 安全会議 提案 助言 注意力? 慣れ 事前検討 ゆとり? 指差し確認 個人意識 標準化? 自主性? 訓練 安全宣言 PR? 朝礼・訓辞 認識? 故障対策 改善 点検 監査? 故障の 程度? 教育 小G ポカヨケ 活動 KYT? 基準 安全点検? 教育 罰則 標準作業 作業を するには 安全策? 安全カバー? 表示? 設備・工具 この方式の特徴は、事実追求より知識の多さを賛美する点にある。 解答例: JR西日本の脱線事故 問題の 列挙 第一要因 の列挙 スピードの 出し過ぎ 脱線 事故で 107名 が死亡 新型ATSの 装着が 無かった。 間違った教 育方式の 運用 報道などを中心にまとめた場合によく 見られる問題をまとめたもの 第四要因 の列挙 第二要因 の列挙 第三要因 の列挙 高見運転手 オーバーラン で時間を取り 戻すのに必死 高見運転手 が日勤教育 への恐怖 責任を問 われ叱咤 ∼再教育 注意力が 散漫だった 車掌と携帯 電話で対話 に必死だった 話を合わせ てもらい、 見逃しに 協力要請の ため 値段が高い ため投資を しなかった 運転手を叱咤 して気合いで 乗り切れると いう判断 利益優先が 企業方針 だったので 出費を制限 間違えは、 いじめ抜く ことが自覚 に一番と 考えてきた 労働組合の 反対が無か った 従業員の反 抗も無かった 怖い上司 と服従が 管理の 主体 第五要因 の列挙 人生の夢で ある、新幹 線の運転手 には一生 なれない という、申し渡 しがあった 人命より 利益優先 管理職の 安全意識 職業観の 欠落 閉鎖的体質 世の中の 安全教育を 導入拒否 ② 比較分析と科学的捜査法 (起こっている現象/起こっても不思議でない現象との対比解析) 差異ステートメント: Nさんの自転車のランプがスーと消える 差異ステートメント: Nさんの自転車のランプがスーと消える 原因を究明する。 原因を究明する。 1 何が問題の対象になっていますか? 1 2 欠陥は何ですか? 2 3 どの場所で不良を発見しましたか? 3 4 4 不良はどの部分に発生していますか? 5 いつから発生していますか? 5 6 6 いつ、どのような場合に発見しましたか? 7 数量はどの程度ですか? 7 8 が発生する傾向は? 7 8 上昇?減少?突発的?一時的?連続的?・・・・ 起こっている対象/起こっても不思議でないのに 起きていない対象との比較方法 ① 事実情報(演習問題では書いている内容を)書く ② ①の内容に比較して、極めて近い事象をあげ 「なぜ?」 ①で起きているのに、と考え、②の事実を挙げる。 演習では書いてない内容が事実とし、ブレーン・ストーミング方式で 案を考える。 ③ ①が持つ特徴を(演習問題では 書いている内容を)書く。 質 問 なに? いつ? どこで? どの程度? ① 起こって いる対象 ② 起こっても不思議でないのに ③=②と①を比較して、 起きていない対象 ①の側が持つ特徴 原因の想定と評価 原理図のイメージ 原因 問題の発生原理とメカニズム 木が燃える 火の存在 結果 煙がたつ ↓ 燃える 事実情報 物理現象と + して証明する データー 評価 : ○=説明がつく ×=説明がつかない △=不確か,不明、何とも言えない。 全て,○原理図と共に子供にでもわかる程度に原因を示したら 論理的な正解とする(事実関係から証明された状態となる) 設問8 比較分析 自転車のランプがスーと消える現象の解析 この設問は、事実情報を素直にとらえ解析することが求められる。図Aに示す原理図のどこかに 欠陥があるので、原因究明をお願いしたい。なお、問題を、単に「接触不良」のような文学的な表現で はなく、もし接触不良と考えるのであれば、そのメカニズムを解析し子供にでも判るように(子供とは 18歳以下、低学年(諸学校3年以下)、幼児は含まない)。発見した原因が結果に至る内容の解説を、 図表などに表現しながら証明する形で解答を示す努力をお願いしたい。 【検討内容の参考例】 メモ欄 (イ)、起こったトラブルは何か? (ロ)、その原因は何か? (ハ)、その対策に何をすべきか? 【演習問題】Nさんの自転車のランプがスーと消える問題その原因は? 私の自転車は2年程前にスーパーの安売りで購入しました。安い割合には結構調子よく乗っていま す。ところが、ここ3ヶ月前頃から、時々ですが、走行中にランプがスーと消える現象が発生し、困って います。また、このところの状況を見ていると少しこのトラブルが上昇傾向にある点が心配です。なに せ、自転車で週2∼3回は交番の前を通ります。もし、無灯火で乗っていると警察官にとがめられるか らです。 では、ここで自転車の電灯の(電気系統)の構造を図に示すことにします。問題となる自転車の略 図は図Aの様になっています。発電機は自転車の本体のハンドルと車輪をつなぐシャフトに固定され ていて、ボルトとナットで固定板を介して固定されています。発電器にはローターという物があり、これ が発電の際に回転して発電器内の磁石を回転させコイルを横切る電磁力で、電気を起こさせます。 図A Nさんの自転車 電灯システムの構成 電灯 リード線 反 射 板 と レ ン ズ プラスチック・カバー プラス側リード線 カシメ ボルト 電灯の支え板 真鍮の 板バネ 発電器 ローター ボルトと ナット タイヤカバー 自転車の本体 比較分析の設問(つづき1) 従って、ローターには回転が必要ですが、タイヤが回転するとローターも(接触)回転する様にバネで タイヤに押し付けられる構造になっています。電気が伝わる構造は右図の構造を見ると、理解出来ま す。プラスチックのキャップに、丁度、反射板をハメ込む形で外から取りつけます。反射板には豆電球 が取り付けられる構造になっていて、右端のネジの構造がそれを示しています。ネジ部分には皮むき した銅のリード線部分を挿入、ネジ機構で固定しています。この固定で電気的接触(結線)がなされま す。これをプラス側とします。電球の一方のマイナス側は電球の端にピョコっと出た突起がありますが、 この突起がプラスチックのワクに取り付けられた真ちゅうの板に当たるようになっています。真ちゅう の板はアルミのカシメボルトで電灯本体を支える鉄板と(止め板と云う)、プラスチックのワクを固定し ています。止め板はボルトとナットにより自転車の前部分である車の覆いに取り付けられています。 この取り付け方法で自転車本体を通して発電機のマイナス側に結線がなされるわけです。プラス側は リード線により結線がなされています。 大変に詳しく電気的構造を説明しましたが、次に、今回のトラブルの現状についてもう少し解説を加 えて行く事にします。 電気がスーと、時々、消えるので問題ですが、最初は、接触が悪いのではないか?球切れではない か?と考えて、電灯をバラシ一つ一つテスターと云う道具で(テスターは両端に接触子を各々当てると、 通電の状況がメーターで知ることが出来る。電気的な抵抗が有る時はその値もメーターに表示されて 知る事が可能)チェックするのですが、全部品共に全く問題無しでした。バラした電灯を再度自転車に 取り付けると電気はつきます。この対策はスーと消える度に行っています。しかし、しばらく走っている と、段々に明かりは暗くなり、やがてスーと消えることがあるのです。 もう少し、状況を説明したいと考えます。全て事例ばかりです。そうそう、自転車はもう1台あります。 子供が二人いるので一年前にもう一台買っていました。殆ど同じタイプですが、もう一台の法は現在の ような問題は全く起きていません。二年前買った分をA車、後で購入した自転車をB車と名づけ、以下、 説明することにします。 比較分析の設問(つづき2) B車も電気系統の調子が悪くなった事があります。走行中、発電器とリード線をつなぐ所の不具合で した。子供がB車を転倒させた時から調子が悪いと言うのです。最初電球切れだと考え交換しました。 しかし、それでもダメ。テスターで調べると、発電器から電灯までのリード線に電気の導通がないので、 線が切れたかと思いました。線を発電器よりはずしテスターでしらべたところ線のサビついている所は 導通がないが、サビのないところは導通があり、結局線を磨き発電器に取り付けますとOKでした。もっ とも、このケースは電気が暗かったり明るかったりと言った具合で、自転車のスピードが遅いと暗いの で発電器が点かないと思われてしまう内容でした。状態はいつも同じでしたのでこの事が原因であっ たと考えます。その後、B車にはトラブルは有りません。 自転車はA車、B車とも雨ざらししていますので、なにかしらの危険性は多分にあると考えています。 このような状況なので、最初、A車も同じ原因ではないかと考えました。リード線を確かめましたが、し かし、導通は良く、発電器との接触部分は全くサビがありませんでした。そこで、私は線を磨き、再度 結線しました。A車の場合、走り始めた時は電灯はいつもついているのです。ところが、不思議なこと ですが、走行途中にスーと消えることがあるのです。道路が悪い所へ来るとこの現象は起き易い傾向 があります。ガタンとするとスーとライトの光が少しチラチラし、その内にスーと消えることがあるので す。でも、必ずしもガタン(振動)が原因では無いようです。このため、ボルトの類は全て増締しました。 最初は効果があるように見えるのですが、2∼3日も経つと、また同じ現象が発生してきます。発電器 のローターとタイヤの当たりも調べました。 そうそう、最近A車の前輪のタイヤはスリヘリがひどいので女房が自転車屋さんで交換してもらって きたのです。その時、自転車屋さんに調べてもらったそうですが。そんな時に限って何も問題はなかっ たそうです。もうひとつ、A車はかつて転倒した事がある事を言い忘れていました。此の時、電灯のプ ラスチックがカケました。此の時電気がチラチラしたので、真ちゅうバネを強化し、外側からビニール・ テープでとめたところ、電灯は問題なく点きました。1.5年も前の事です。今回これも疑いました。1.5ヶ 月前にバネは更に強化しました。バネは後ろ側より押す様にコイルバネをいれたわけです。 比較分析の設問(つづき3) でも、電灯がスーと消える現象は変わりません。プラスチック・ケースに水か何か入るのでは?と考え ましたが、その様子もないようです。電灯の構造はA車、B車とも全く同じです。毎日自転車は使用す るので新しい発電器と電灯をセットで交換することも考えたのですが原因が分からないままの交換は 自分の気持ちが許しません。しかし、いつまでもこれでは危険です。今度の休日でもう一度調べます がその時点で新しい発電器と電灯をセットで交換しなければいけないと考えているところです。 自転車のランプがついているメカニズム Nさんの自転車の自転車のランプがスーと消える原因は? 理論的には、この4点のどれかに問題が発生しているはずである。 起電力:E 電流:i、 抵抗:R 原理図 E=i・R 電力:W W=i2・R のどこかが 物理現象と して問題! 設問9 科学的捜査に学ぶもの 同種・異分野から学ぶ DNA鑑定を始め、昨今の警察による科学的捜査はめざましいものがある。過去、迷宮入りになる 状況の事件の解決や、冤罪で一生を終えかけた人の無罪の証明といった内容にも大きく貢献して いるからである。要は、事実確認の的確性が科学的捜査の要点となるわけだが、この種の調査方式 はそのまま不良ゼロ対策に適用できる。また、TZD研究会で4年21社の参画を得たが、ここでも、同種 の評価技法の活用が短期間で不良発生原因の究明~ゼロ化へ大きく手助けをしてきた。そこで、ある 事件を次ページに例示しるので、この例を基に、何を不良対策分野に導入すべきか?要点をまとめて 下さい。 記載欄 1/3 『科学捜査』:米国・トウモロコシ畑、女性の死体放置 【事件の解説】 事件は女性の絞殺死体発見から話は始まる。トウモロコシ畑に女性の死体があるという連絡が警察 に入った。この連絡を受けたノースカロイナ州警察員達は現場に駆けつけた。この時点では女性の推 定年齢20∼30歳前半、死亡推定時刻は前日の10時∼午前3時頃であり、着衣に乱れはなかったが首 にはロープで絞めたような傷があった。早速、警察は他殺ということで捜査を開始した。まず身元確認 から捜査を開始したが、免許証やクレジットカードなどの所持品は全く無く、衣服のみが手がかりとして 存在するだけであった。そこで被害者の写真を撮り、これを頼りにトウモロコシ畑の近隣の聞き込み捜 査をした。だが、犯人の手がかりは全く得られなかった。そこで、全米の捜索者願いのファイルを開き これも警察のITネットを活用して調査したが、何も手がかりは得られなかった。この事件は広大なトウ モロコシ畑での出来事である。当然、人通りは全くなく、鑑識からは凶器を始め、手がかりになる足跡 など何もない状況だった。このままでは死亡者の名前も手がかりも全くないまま事件は迷宮入りにな る危険があった。 このような状況で1月が過ぎたとき。担当刑事の一人が、「こうなったらあのP氏にお願いするしかな い。」と決断した。このP氏だが、彼は科学捜査を進める法医顕微鏡官である。驚異的なことだが、何 と、この事件は氏が担当し、事件は1週間で解決したからであった。その状況は実に論理的でスピー ディーな内容であった。その手順は次に示す通りである。 P氏はミクロ単位の塵やホコリからでも捜査の手がかりを見つける捜査を行う方であり、今まで多くの 難問を解決してきた方である。今回の捜査の手がかりは衣類と靴、靴下だけであった。P氏の捜査は最 先端の様々な顕微鏡を駆使して事件の手がかりを捜査する仕事だが、まず、氏は被害者の靴に付着し ていた小さな土を取り出した。彼の研究室には世界中から集めた砂や土、人間の毛髪、木材や花粉、 各種動物の毛などがデーターベースとして1万種ものサンプルが保管されている。彼は、まず、取り出 した土とデーターベースにある土壌と比較した。その結果、もう次の日の内には「殺人者はトウモロコシ 畑の付近で殺害されたのではなく、殺害後に遠地から運ばれてきた」と、事件担当の警察へ伝えた。靴 に付着していた土が付近のものではなかったからであった。彼は、土の成分と形状を顕微鏡で分析し、 この解を得たわけであったが、靴底についた土はトウモロコシ畑の土ではないこと。また、もし被害者が 2/3 『科学捜査』:米国・トウモロコシ畑、女性の死体放置 この付近を歩けば靴に土がつくはずだが、そのような内容も靴に全く痕跡が無かったからであった。では 何処の土か、ということになる。彼は収集した土を用い電子顕微鏡を通しエネルギー分散型顕微鏡で分 析、含有成分をとらえた。その結果、ジルコニアが多いことをつかみ、米国全土から集められた3000種の サンプルと照合した。その結果、3つの地域に同じ土が存在することをつかんだ。 ① 1200Kmはなれたイリノイ州ミシシッピイ川上流 ② 現場から500Km離れたアバラチアン山脈一帯 ③ 現場から200Km離れたサウスカロライナ州境ワイリー湖周辺であった。 更に、彼は靴底の土の中から花粉を発見した。この花粉はハエトリ草の花粉だった。花粉は花が咲く 時期に限定される。この花はアメリカ全土に6月∼7月に咲くが、彼は3つの候補地の中から、対象の花 粉は③のワイリー湖周辺と特定した。その理由は、3つの地域は標高も地域も離れているため気候が 微妙に異なり花の咲く時期がことなる。①は気温が低く7月下旬、②は標高が高く8月頃であり、殺人の 時期6月の下旬ではなかったからであった。 この情報を受けた捜査員は、早速、殺された女性の写真を持ちワイリー湖付近の捜索を開始したが、 すぐに、その女性の身元が判明した。殺害された女性はワイリー湖付近の喫茶店で働くMKさんだった。 彼女はバージニア州からやってきた女性で親とは音信不通だった。しかも、彼女は時々無断欠勤する ので雇用者も勝手に辞めたものと思い込んでいた。このため捜査願いは出していなかったそうである。 このようなことまでは判ったが、容疑者の発掘に捜査員達は苦労していた。このような時、更なる科学 捜査を進めていたP氏から「犯人は牧場の近くに住む人です。牧場も羊の牧場です。」という情報が警官 達に入った。その理由は残存成分分析によるものであり、被害者の衣服の繊維中にある種の動物性の 繊維を見つけたからであった。P氏が多くある動物の毛のサンプルと比較した結果、羊の毛との一致を 見たからであった。更に、氏は土の中から牧場で使われている牧畜用のトウモロコシ資料の粒子も発見 した。この情報を受け、捜査官達は付近を捜査した結果、3名の容疑者を特定することができた。その3 名は次のような人々だった。 3/3 『科学捜査』:米国・トウモロコシ畑、女性の死体放置 ① A牧場経営者A氏36歳 ② B牧場の作業者B氏35歳 ③ C牧場と取引している乳飲料メーカーの会社員C氏33歳 3人はそれぞれ尋問を受けた。だが全員にアリバイがあった。だが、このような状況でも、P氏はその証 言を覆し犯人を特定した。その理由は、容疑者が尋問されアリバイを主張しているとき、P氏はそれに平 行して3人の自動車に付着していた泥除けの土を採取していたからであった。P氏の研究によると、土は 自動車が走るうちに、まるで年輪のように走った地域の土が付着する性質がある。P氏はこの性質を利 用して3人の車の泥除けについて土の分析を進め、死体放置の場所であったトウモロコシ畑と照合する 中から、①のA氏を特定したわけであった。A氏は「釣りをしていた。」と言い張った、証人までつくる行動 をとっていた。だが、これは昼間のことであった。殺人後、車に載せ、釣りをし、知り合いに姿を見せ証人 づくりをするという行動を取っていたのである。犯人であるA氏は、「死体は夜になってから200Km車を走 らせトウモロコシ畑に死体を捨てればアリバイはできる。」と考えていた。だが、全ての証拠が揃い、A氏 は言い訳できなくなり、とうとう自白に至ったわけであった。 このように犯人特定までの経過を記載すると、P氏が科学的捜査で行った行動は実にシステマテック、 かつ、整然とした問題解決内容であることが解る。米国にはこのような捜査を民間企業として行うところ があり、そこでは200名もの科学捜査官がいるそうだがP氏はその中で指導的な方とされている。 客観冷静に 事実情報を 収集~解析して 原因を究明! 3,不良を発生させないプロセスの構築 ① 先例:不良ゼロ生産に学ぶ 設問10 完全生産(スキル管理)に学ぶ 事実に基づく意志決定をスムーズに図るためには、事実確認のため3現主義が必ず必要になる (まず、現場へ出て(行き)、現象・現物をみて、現場で対策する対策を示す)。だが、 みる を見ると しただけでは、単なる見学程度であって、事実追求にはならない。では、①「みる」について、科学的 に事実追求を進めるための切り口を示して下さい(ヒント:観る、看る、監るの3種の切り口が3現主 義の実践には必要になる)。次に、3現主義の運用について、②N先生が実践~提唱される『スキル 管理』から不良対策の鏡とすべき行動様式を3点ほどにまとめて下さい。 記載欄 先例に学ぶ:完全生産(スキル)管理実践事例 1/3 【事例の解説】 N先生は信頼性工学の権威者であり、設備の不具合対策を進めた結果、速度生産性、『完全生産= 故障ゼロ対策+不良ゼロ対策』を一体化させて進めてきた方でもある。では、N先生の取り組みを解説 して行くことにする。 N先生が企業に顧問として招待されたのは昭和38年頃、その企業が先生に求められた内容は「作業 者の教育訓練体系の構築」という内容だった。すなわち、「不良や故障で企業の収益が悪化している根 源は、作業者の未熟による」と管理者達が考えていたからだった。その事例として、例えば、「半年前に 購入した新鋭機が現在1/2のスピードでしか生産できない上に不良を多発している」という内容、「現場 で機械設備を使って作業する方々に標準書がない」「機械を診て触ると、あってはいけない振動や音を 発する状況なのに管理者が放置して、的確な手を打っていない」という内容があった。 N先生は即座に『ルッサーの法則』を関係者に説明し、「作業者訓練の前に、その前提となるゴミやホ コリによる強制劣化の原因を除去しなければならない」と説得したが、正に“のれんに腕押しった。また、 「うちの機械は高い信頼性で設計されているので、あなたが指摘するような問題はないはずである!」 という反発まであった。実際に現場へ出て設備を診た先生は「ジェット機ならたちまち落ちる!」とまで 言われた。さらに、「うちの機械はジェット機ではありません。そんな理論は会社に関係なので会社内で 言わないでください。・・・・」という答えが返ってくる状況だった。しかし、N先生はこのような四面楚歌とも いう中でも、「不良が出るということは、既に設備が故障していることを意味する。もし、不良をゼロに接 近させれば、設備は今の2倍のスピードが可能である」という考えをつくった。また、「この理論をいつか 必ず証明しよう」と考えいた。ちょうど、そのようなとき、エナメル線を線引きする企業から立て直しの依 頼がN先生のところへ飛び込んできた。この工場の要求は「とりあえず、現場を改善し、不良率を1/3程 度にして赤字を脱出したい。・・・」というものだった。 早速、先生は現場へ出て設備を診断した。ところが、この現場を持つ管理者達がいう、「設備の老朽化 で困っている」とか「作業者の未熟で・・・」という内容と問題とは全く関係なかった。 先例に学ぶ:完全生産(スキル)管理実践事例 1/2 N先生は、ここでも「設備の微欠陥を直せば(正規の状態に正せば)不良は ゼロになり、設備生産性も回復し、新しい設備への更新など全く必要ない」と いうことを説明した。だが。反発だけが返ってきた。そこで「これ以上議論しても駄目だ」と考え、「班長1名 と保全作業者1名と私にしばらく改善を任せて欲しい」と進言した。赤字に困るこの工場の関係者は、他 に案がないので、この採用を採用し、いよいよ、N先生の理論の実践が開始された。 具体意的には、①汚れがたまったデッピング槽の汚れを取る(強制劣化要因の除去)。②平坦度の出て いないスクイズ盤の平坦度を出す。③巻き取りリールの芯ブレを取る、・・・・など、製造技術上の問題を是 正し、不良の要因をひとつづつ除去していったが、このようにして、全ての問題要因が除去された途端、 巻き取り不良の手直しをしていた作業者はゼロ、製品のコブ、外形不良などもゼロにすることができた。 その結果、生産性は3倍、設備の更新は全くない状態でこの工場は黒字に変換させることができた。この 取り組みの結果、中井川先生の理論は実証され、多くの賛同者を得た。また、その後、各社を指導する 中から『スキル管理』という名のもとで強制劣化対策による不良・故障ゼロ生産が世に広がった。 ① 自然劣化とは? 強制劣化とは? ・ ゴミ、汚れ、作動油の劣化・・・・などの要因で 機械部品などが、痛めつけられた結果、複合的 な組み合わせと共に、誘発される故障 ・ 潤滑の不具合などで焼き付く ・ 芯ずれ、作動異常、曲げや振動で寿命低下 部品相互にキズや熱など、基準以上の負荷 で劣化を誘発∼早期老朽化へ 設計計算や信頼性向上という理論計算どおり に、材料や製品ライフに至り、故障となる状況 ② 品質保証実態図の応用、ハザードMAP作成法 品質管理においては、下記ISO9001の規定1-a)を題材に最初から 不良を出さない仕組みづくりと管理を図るべきこととなる。 顧客要求事項及び適用される規制要求事項を満たした製品 を一貫して提供する能力をもつことを実証する必要がある場合に規定 するものである。 (ISO9001:2000 規定 1.適用範囲のa) ) 不良 基準 ヒヤット 不良に至らぬ小さな不安 では、その一例として、食品工場において昆虫の混入をゼロ化する ために管理するベースとなる題材となる危険域を目で見てわかるような 作図をハザードMAPという形で示し、昆虫が食品に混入する危険性を除去するための図の作成方法 を例示して下さい(このを進める、混入ゼロ化を図ること自体が食品工場における品質保証実態図と なる)。 記載欄 ISO9004に示された設計・開発に関する インプット/アウトプット/レビューの項目 狙い:組織が、その顧客及びその他の利害関係者のニーズと期待とに効果的で効率よく 応えるために、必要な設計・開発のプロセスを定め、実施、維持することを確実にする。 規定7.3.1の「手引きの項目」: 規定7.3.1の「手引きの項目」: ライフサイクル、安全、健康、試験可能性、利便性、使い勝手の良さ、ヂペンダビリィティ、 ライフサイクル、安全、健康、試験可能性、利便性、使い勝手の良さ、ヂペンダビリィティ、 耐久性、人間工学、環境、製品の廃棄及び、特定したリスクを考慮すると良い。 耐久性、人間工学、環境、製品の廃棄及び、特定したリスクを考慮すると良い。 a)外部からのインプットの例 −顧客又は市場のニーズと期待 −その他の利害関係者のニーズと期待 −供給者の貢献 −製品の頑健な設計・開発を達成するため の使用者からのインプット −関連する法令・規制要求事項の変更箇所 −国際規格又は国内規格 −業界の実施規約 設計・開発 のレビュー 設計開発 からの アウトプット b)内部からのインプットの例 −方針及び目標 −プロセスのアウトプットを受け取る人々を含む 組織内の人々のニーズと期待 −技術の開発 −設計・開発を行う人々に必要な力量に 関する要求事項 −過去の経験からのフィードバック情報 −現存するプロセス及び製品の記録、並びにデータ c)プロセス又は製品の安全で適切な機能と維持のための かぎとなる特性を明確にするインプットの例 −運用、設置及び適用 −保管、取り扱い及び引渡し −物理的パラメータ及び環境 −製品の廃棄に関する要求事項 ISO9004に示された設計・開発に関する インプット/アウトプット/レビューの項目 −プロセスのアウトプットとインプットの 要求事項の比較 インプット アウトプットのレビュー インプット アウトプットのレビュー −類似品と対比した評価 − シュミレーション、又は試行 −過去のプロセス経験から得られた 不適合や欠陥、教訓など、との比較・・・ レビューにおける主題の例 −設計・開発業務を行うためのインプットの妥当性 −計画された設計・開発プロセスの進捗状況 −検証及び妥当性確認の到達目標の満足 −製品が使用された場合の、起こりうる危険または 故障モードの評価 − 製品のパフォーマンスに関するライフサイクルのデータ −設計・開発プロセスの変更及びその影響の管理 −問題点の特定と修正 − 設計・開発プロセスの改善の機会 −製品が環境に与える起こりうる影響 a) b) 設計・開発のアウトプットの例 −プロセスのアウトプットに対してインプットを 比較したことを実証するデータ −合否判定基準を含む製品仕様書 −プロセス仕様書 −材料仕様書 −試験仕様書 −教育・訓練の要求事項 −使用者及び顧客情報 −購買要求事項 −適格性確認試験の報告 外部からのインプットの例 内部からのインプットの例 c) プロセス又は製品の安全で適切な機能と維持のための かぎとなる特性を明確にするインプットの例 4,過去トラの整理と新製品対策 ① 過去のトラブル再発防止のための強制フィルター 設問11 過去トラの整理~新製品開発不良対策DR時への活用 不良発生やクレームの実情を分析すると、一般的に、右の図 がその状況を示すように、「開発・設計段階に対処すべき課題が、 その85%を占める」とされる。そうなると、当然のことだが、「過 去のトラブルは繰り返さない」という方針を決め、DR(Design Review)の段階でいかにゼロ化を追求すべきかが重要になる。 では、過去のトラブルの中から、少なくとも重要な問題となり そうなものから順にウエイトづけと、強制的に事前検討する ために必要な資料と、事前検討方式をマネジメント・システム として実務的に運用する方式を例示して下さい。 記載欄 設計責任 85% あるべき姿と、悪魔のサイクル 望むべきアプローチ 望むべきアプローチ 問題を残す魔のサイクル 不十分な検討 過去の問題 成功事例 製品企画 製品企画 基本設計構想 構造図のDR 設 計 試作図面のDR 後手の対策 次なる、未検討 問題の先送り 潜む悪魔 試 作 設計変更 評価 量産準備 工程のDR 量産化 生じる混乱 試作完了品のDR 設問12 固定/変動/インターフェース∼新規 どの企業もそうだが、新製品といっても、製品や製造現場で行う内容を細かく 要素に分解してみると、その全てが新規というわけではない。要は、①固定と 称される過去から経験と実績を十分持ち、品質対策面ではそれほど、新規の 検討を加えないで済む部分、②変動という、今まで経験や適用実績がなく、 十分な検討や事前準備が必要な内容、③全くの新規で、新技術として実験室 的に専門のプロジェクトチーム編成などを行い、問題の事前検討方法を含め研究を要する対象がある。 そして、この三種の区分に加える形でインターフェースが存在するが、では、この種の内容を明示する 方法(見える化)について、組立製品を例に具体的対策手段を例示してください(なお、この種の表示 方法はデザイン・インで新製品を検討する際に極めて有効な方法のひとつです)。 記載欄 固定、変化、インターフェース、新規の区分 小松フォークリフト、現製品を全くの新市場へ適用した例 朝、運転すると 酔う! ③ 全くの新規 ③ 変化:あらたな追加事項 ② インターフェース ① 固定:技術的に安定 5,デザインCAEを含めた有効なシミュレーション対策 ① コンカレント・エンジニアリング対策 設問13 CE(コンカレント・エンジニアリング)に見るDRの要点 かつて日本と欧米の新車(自動車)開発は、欧米が7∼8年かかるのに対し、日本は3∼4年だった ため、大きく競争に負けていた。そこで米国では対策のため、日本の優良企業の新製品開発プロセス を研究する中から生まれたCEを新製品開発手順の改善手法として体系化した。CEは、文字通り、平 行、同時に新車開発に関する与件を進める内容を英訳したものだったが(Con:平行同時に、Current: 仕事の流れを進める意味)、以降、日本でも、この論理的で体系化されたCEを逆輸入する形で利用 が進んだ。では、①CEでは新製品開発時に事前検討対策をどのように進め、期間短縮を図っている か?、また、②デザイン・イン対策面で何を注視すべきか?について、要点をまとめて下さい。 記載欄 CE(コンカレント・エンジニアリング)に見る 品質改善手法と対策 生まれた動機:米国における自動車の開発が7∼8年に対し、日本の企業は 3∼4年であった。この差を埋めるため、日本の企業の新製品 開発プロセスを研究、体系化した。 構想設計 当時の米国式は 完全に終了させてから次に移る方式 詳細設計 プロットタイプ∼設計変更∼製品化 移行が 必要 時間 → 構想設計 詳細設計 日本式では、大幅な権限委譲と共に 平行同時に仕事を進めていた プロットタイプ∼設計変更∼製品化 時間 → 設問14 組立容易性 デザイン・イン対策においては、まず、品質の面で不良や製品故障を出さない対策が第一番目の 対策となる。だが、この要件が満たされると、効率化対策を中心に多くの与件も同時に対策をする 必要性が高まる。そこで、下図に先にCE(コンカレント・エンジニアリング)で事前検討される項目を例示した が、この中から、もし、組立製品を例に取れば、当然、組立容易性が研究されることになるが、この ような対策に対して、どのようなアプローチが有効か?その取り組みの仕方(出来れば具体的手法) について知っている内容を例示して下さい。 記載欄 CEにおけるツールと原則 ・DFM(製造容易設計) ・DFQ(品質機能展開) ・DFA(組立容易設計) リサイクル性も 配慮 デザイン・イン実践・実務対策 設問15 製造現場の準備 デザイン・イン対策の実施は現場力がある程度に無いと実施が出来ない。そこで、レンズ研磨 などのノウハウを要するような職場を例に、現場レベルを評価する基準の例を紹介して下さい。 なお、一応、ここでは、5項目程度を例に、5段階の現場レベル評価を仮定した項目と、3段階に 達すればデザイン・イン対策に参画可能な環境がスタート出来そうである、と仮定して下さい。 項 目 1 2 3 4 5 目的 低い レベル 高い 1 2 3 4 5 ②デザインとCAE対策 設問16 デザインイン対策の必要性 デザイン・イン対策は企業の上層部からの命令で実施する場合もあるが、 現場管理者が積極的に前工程に乗り込むという行動理念と活動が求めら れる。そこで、もし、このようなことを進める現場管理者がいて、その立場で 職場の関係者に方針を伝え、理解と納得を得るために必要とされる要件や 考え方について、必要と思われる事項を整理して記載して下さい。 記載欄 設問17 シナジー効果 デザイン・イン対策は過去から優良企業各社で行われてきた新製品事前検討方式をクローズアップ した内容であり、全く新規の取り組みというわけではない。このため、多くの事例が多いが、それらを、 まとめる形で、製造現場と新製品開発部門が協力し合って新製品の効果的な検討だけでなく、現場力 を生かした新製品創出も多く、この種の内容に『シナジー効果』という名がつけれられている。 では、その種の実態を示す事例を紹介して下さい。 記載欄 設問18 メモ覧 インターネット利用の場合、 ITは時間と空間を超え(24時間、場所を選 ばず)、無料で交信することが可能です。では、この種の技術を活用して デザイン・イン対策を行う内容について、実施上の要点を記載して下さい。 IT活用の設計(CAD)状況 120 100 80 2D図面 3D・CAD デザインCAE 従来のCAE 60 40 20 0 1980 1985 1990 1995 2000 ソリッド・ワークス社提供による2D,3D・CADの活用と従来のCAE、デザインCAEの適用 状況、特注すべきは3D・CADの伸びに全くリンクする形で適用が図られていることが判る。 設問20 2D時代の問題対策 2次元CADによる図面検討は3D(三次元)・CADの登場により、過去、かかえていた多くの問題の 解決を果たしている。では、過去に2Dで対処されてきた問題が3Dを中心にどのような解決に向ける ことができるか?について「評価・対策例」の欄に記入して下さい。 No. 項 目 要 点 1 頭で描いた通りの ものが出来てこない 3画法で描いた図面が理解されず、必要部分が カットされ製作・加工された例 2 ネジの頭が切れた。 ネジの頭が表面に出ないよう10Øのネジの頭下 を削りセット、規定トルク以下で切断した例 3 鏡面対象の部品が 出来上がった コの字方の中央右に突起物をつける図面指示を したが、中央左側に加工されてた(3画法)。 4 上型と下型が合わ なかった はめ合い形状の2つの部品の製作図のピンの市 が左右逆になり所定のはめ合いが出来なかった 5 実験ユニットの送り ねじナットに当たる X-Yテーブルに設置した実験ユニットが送りネジの 固定ナットに当たるため、使い物にならなかった 6 隅と角が干渉し組 み立てが出来ない 下駄の歯がついたような形のものを(ΠΠ形状)を 押し板がコンテナに はまらない。 寸法公差が関係し、キーがキー溝に入る状況の構 造物が途中でつかえて入らない事故 7 相互に歯の部分を向けて組み立てしたところ干 渉し例(歯と板部の溶接部分が干渉,浮き上がり) 評価:対策例 設問20 2D時代の問題対策 No. 項 目 8 リミットスイッチに当たるとリレーが作動して止まる加 リミットスイッチが効 かずコチンと衝突し 圧ポンチが暴走してしまった(ポカヨケなし)。 た 9 位置決め治具の回 転不良 顕微鏡下で使う6軸治具は、並列方向は設計思 想通り作動したが、回転は極々微小だった。 10 照明スイッチに手が 届かない 車椅子利用者用にスイッチ設置を依頼、設置した結 果、手が届かない問題が発生した。 11 リムに亀裂が入っ た 建設機械のタイヤをバイアス式からラジアル式に 変更したとき、亀裂事故が発生した。 12 ラジエターに高応力 が発生した。 ラジエターの小型化要求に従って設計変更したとこ ろ開発段階で高応力発生の問題を発見した。 13 大型ダンプトラック が燃えた エンジン付近に備えられた油圧ポンプのOリング が老朽化し、油漏れ・噴霧状にエンジンに飛来し た結果発火、結局はダンプの延焼につながった。 14 ナイロン製フロート が水に浮かない 燃料フィルタの中に装着した水溜り感知用フロー トは材料が水を吸う性質を持っていて、沈み作動 不良につながった。 要 点 その2 評価:対策例 設問20 2D時代の問題対策 No. 項 目 要 点 15 給油穴がつまった 給油量調整(減)のためクランクシャフトの給油穴 をØ3.2→Ø0.5へと小さくして絞りをつけたが、異 物のつまりを起こし事故に近い問題となった。 16 ひずみゲージが配 線できない 製造工程においてひずみゲージを配線すべき工 程で、凹部に半田ごてが入らないことが起きた。 17 システムは正常なの に緊急停止した 個々のソフトが合格になったものを全体として組 み合わせ統合化したとき、作動不良が出た。 18 ノイズが多くて回路 3種の電気回路を別々に発注した際に、デジタル が使い物にならな 部を発注する部門にアナログとの混同を伝えな かった。 かった 19 押し出し実験装置 の加圧力不足で材 料が押し出せない アルミ押し出しでプレスの最大圧力を加えても材料 がコンテナにつまり出てこない。 20 ドアロックが開かな くなった。 電磁式度ドアロックのソレノイドが固着してしまい ドアが開かなくなり顧客が車に閉じ込められた。 リレーをA社からB社に変更した後の事故 その3 評価:対策例
© Copyright 2026 Paperzz