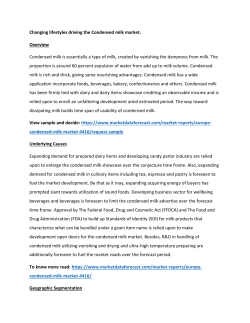
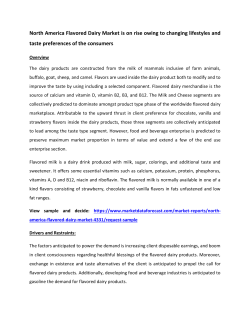
Energy in South African food processing – Opportunities for improving efficiency andrew murray Energy Efficient [email protected] Hygienic Design Presentation for March 2014 1 amc Energy in South African food processing – Opportunities for improving efficiency o o o o Realities regarding energy Realities regarding the food industry Audits and benchmarks Energy saving – four stages of energy saving o Energy saving measures for Food Processors o Conclusion 2 amc Realities regarding energy o o o o 3 The Geosphere Energy vs Biomass The local situation Prime Energy amc The Geobiosphere Sun Deep Moon Earth Tidal Energy Fuel Reserves Heat Assets of Environment And Society Minerals 50% heat 50% light Solar Energy Production Geobiosphere 4 Radiation out Howard T Odum amc Biomass Photosynthesis Energy Biomass Heat We are harvesting 40% of terrestrial biomass for human use 5 amc 6 amc Eskom 1% 5% 5% Coal Gas Turbines Nuclear Hydro and other 89% Installed 42 000 MW 7 amc In construction o Medupi Thermal o Kusile Thermal 4800 MW 4800 MW And for example o Caledon Wind Farm 300 MW o eThekwini Municipality Waste 8 MW 8 amc Standards and legislation o ISO 50000 Energy Management Systems o SATS 50010:2010 Verification of Energy Savings o Eskom tariffs o Punitive tariffs o Tax incentives - L12 o Carbon tax 9 amc Efficiencies – Prime energy 20% efficient 35% efficient 10 amc Realities regarding the food industry o The last century – cheap energy and expensive capital o Emphasis on Cleaning o Mostly Thermal 11 amc Energy breakdown – UK figures Energy use in food process Boilers and steam Direct heating (fuel) Direct heating (electricity) Refrigeration Compressed air Motors and drives % 49 18 8 6 2 17 100 Figures from Campden - modified 12 amc Energy in South African food processing – Opportunities for improving efficiency o o o o Realities regarding energy Realities regarding the food industry Audits and benchmarks Energy saving – four stages of energy saving o Energy saving measures for Food Processors o Conclusion 13 amc Energy Audit Goals o To clearly identify costs o Understand usage and wastage o Identify more cost effective ways o Improved techniques o New Equipment o Cost analysis 14 amc Energy Audits Step Step Step Step Step Step Step Step Step Step Step Step Step 15 1: The Client Meeting 2: Historical data analysis before the site visit 3: The Walk-through—a condition survey 4: Analyse energy consumption and costs 5: Comparative analysis 6: Defining the audit mandate 7: Defining the audit scope 8: Detailed Walk-throughs 9: Analyse Energy Use 10: Inventory energy loads 11: Identify energy management opportunities 12: Assess the costs and benefits 13: Report for actioning amc Specific Energy Use – Industry Benchmark-Dairy Industry Market milk and cultured products kWh/L processed milk 0.1-0.2 Cheese and whey kWh/L processed milk 0.2-0.3 Milk powder, cheese, and (or) liquid prodcts kWh/L processed milk 0.3-0.4 Ice cream kWh/kg Ice cream 0.8-1.2 World Bank Group 16 amc 8.624 ice bank 0.26 mixer 0.17 pumps 5.22 0.26 kg raw milk PRE-COOLING HOLDING 0.17 pumps CLARIFICATION PRE-HEATING PASTEURISATION pumps SEPARATION STANDARDISATION ice bank COOLING pumps 0.01 0.47 PACKING 44.55 0.08 PASTEURISATION COOLING store COLDSTORAGE additives IN VAT - BLENDING INOCULATION FERMENTATION RENNETING 3.71 CUTTING/STIRRING SCALDING stirrers and pump DRAINING ETC 0.03 1.71 0.65 MOULDING/PRESSING 0.65 BRINING store 7.611 kg cream kg whey 0.018 kg salt etc RIPENING 17.38 0.12 WAXING/WRAPPING START-UP/CLEANING 1.000 kg cheese Energy per kg of final product (kJ) Electrical Other Total Energy per kg of feed (kJ) Electrical Other Total Installed Power (kW) 12.30 5.89 4.15 1.24 1.00 Electricity ENERGY DIAGRAM PRODUCT: Gouda Cheese (1) QUALIFIER: Medium Dairy ( 10000 l milk/day) ASSUMPTIONS: 1. Milk is received cool (7 deg) 2. Cream is batch pasteurised and packed 3. Negligible Product losses 4. Composition: Dry matter 58%, Fat in total solids 54%, Salt 1.8% 5. Yield 1 kg cheese from 8.6 kg milk Heat from combustion ENERGY INPUTS IN % OF TOTAL REQUIREMENTS Main Product By Product 17 921.48 1618.21 2539.69 SERVICES LIGHTING ICE BANK COLD STORE 106.85 187.64 294.48 57.75 amc 8.255 kg raw milk ice bank 1.90 mixer 35.54 ice bank additives 0.73 1.73 stirrers PRE-COOLING HOLDING pumps 0.06 CLARIFICATION PASTEURISATION COOLING mixer 1.28 BLENDING INOCULATION FERMENTATION RENNETING CUTTING/STIRRING 7.273 kg whey HEATING SEPARATION SCALDING/STIRRING DRAINING MOULDING/PRESSING 0.018 kg salt etc BRINING 0.43 WRAPPING/WAXING RIPENING 1.000 kg cheese Energy per kg of final product (kJ) Electrical Other Total Energy per kg of feed (kJ) Electrical Other Total Installed Power (kW) Main Product By Product Electricity 0.00 START-UP/CLEANING SERVICES LIGHTING ICE BANK COLD STORE 25.82 4.15 17.27 10.81 0.28 6681.09 0.00 6681.09 809.33 0.00 809.33 104.89 PRODUCT: Gouda Cheese (2) QUALIFIER: Small Dairy ( 500 l batch) ASSUMPTIONS: 1. Milk is received from the parlour 2. Cream is not separated 3. Negligible Product losses 4. Composition: Dry matter 56% ; Fat in total solids 53.9 %, Salt 1.8% 5. Yield 1 kg cheese from 8.26 kg milk ENERGY INPUTS IN % OF TOTAL REQUIREMENTS Heat from combustion 18 amc Energy in South African food processing – Opportunities for improving efficiency o o o o Realities regarding energy Realities regarding the food industry Audits and benchmarks Energy saving – four stages of energy saving o Energy saving measures for Food Processors o Conclusion 19 amc Demand Side Management o o o o 20 Behavioral change Operational efficiency Equipment efficiency Process improvements amc Dimensions of Energy Management Behavioral Organisational 21 Technical amc Energy in South African food processing – Opportunities for improving efficiency o o o o Realities regarding energy Realities regarding the food industry Audits and benchmarks Energy saving – four stages of energy saving o Energy saving measures for Food Processors o Conclusion 22 amc Energy Saving - Organisational and Equipment o o o o o o o o o 23 Natural Light Insulation Cold store doors Steam Traps Boilers Pumps, Centrifuges etc Shrink wrap and shrink label Waste heat recovery Cleaning – CIP and COP amc Cleaning o CIP o Reuse systems o Hygienic design of equipment o Cold CIP where possible o Spray devices o Returns from fillers o COP o Hygienic design of buildings o Reuse in crate washers and dishwashers 24 amc Rotational Dual axis Rotational Low pressure Stationary 25 Rotational High pressure amc Marefa 26 Marefa amc Energy Saving - process o Using continuous, instead of batch, pasteurisers o Alternative sterilisation and pasteurisation o Partial treatments eg partially homogenizing milk to reduce the size of heat exchangers o Efficient Concentration methods o Drying systems and pre drying o Heat Pumps 27 amc Alternative Pasteurisation/sterilisation o Ultra violet o Ultra high pressure o Induction heating 28 amc Alternative - Induction heating 29 amc Heat pump 30 amc Heat Pump Evaporator 31 amc Conclusion o Energy is a major issue for the food processing industry o There are benchmarks available. o People are being trained to carry out audits and manage energy o Energy management will become essential for all plants. o There are savings to be made. 32 amc As the dairy industry we are convinced that dairy farming has to bring a balance between feeding the world and protecting the environment. The sector should be pro-active. We mustn’t wait for legislation from our various governments, but must act as individuals and all within the value chain and make sure that we farm under a clean and friendly environment. Tom Opio Oming, East and Southern African Dairy Association (ESADA) Chairman 33 amc Thank you for your attention. www.foodengineering.co.za [email protected] 34 amc
© Copyright 2026 Paperzz