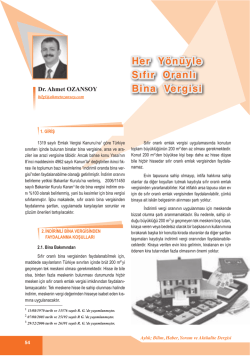
Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Endüstrideki pahalı makineleşmeye yatırım arttıkça, üretim maliyetlerinin minimumda tutulabilmesi ve üretim sürecinin kesintisiz olarak sürmesine, bakım sistemlerini kurmaya, geliştirmeye bağlıdır. Bakım–onarım sistemi için; Arızalanma kayıtları ve olası arıza aralıklarının tahmini, Ömür testleri ve kuyrukta arızalı sayısı tahmini o Bakımcı sayısının belirlenmesi, o Koruyucu bakım periyodunun belirlenmesi, o Tampon stok miktarının belirlenmesi ve o Yedek makine kullanılması gibi çeşitli yaklaşımlar uygulamalarda bilimsel yaklaşımla optimize edilir. o o 1 Dr. Ferhat Güngör 2 Burada Bekleme hattı modellerindeki, Bakım Onarım sistemleri ele alınmıştır. Bakım sistemlerinin amacı üretim sisteminin optimum şekilde hizmet vermesini sağlamaktır. Bakım sistemleri tamir ve önleyici bakım olmak üzere iki şekilde hizmet vermektedir. Kısa aralıklar ile önleyici bakım yapılarak arızaların çoğunun önüne geçilebilir. Fakat bu durumlarda üretim sistemini durdurmak gerekir. Ayrıca önleyici bakım faaliyetleri çoğunlukla maliyetli faaliyetlerdir. Önleyici bakım yapılmadığı zamanlarda ise üretim sistemleri sık bir şekilde arıza yapacak ve üretim veya hizmet vermesi kesilmiş olacaktır. Ana amaç en uygun maliyetlerle bekleme hattı sistemlerinin durmadan üretim sisteminin çalışmasını sağlamaktır. 3 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. a) b) c) d) e) Bir üretim işletmesinde BO ile aşağıdaki sorulara cevap aranması amaçlanmıştır: İşletmede en sık rastlanan arızalar nelerdir? İşletmenin bakım sisteminde bulunması gereken bakımcı sayısı kaç kişi olmalıdır? İşletmenin bakım sistemi için yıllık optimum bakım sayısı kaç kez tekrarlanmalıdır? Herhangi bir hat için tampon stok tutulması maliyet azaltıcı bir yöntem midir? Üretim hatları için yedek bir makine bulunması hangi durumda maliyet azaltıcı bir yöntemdir? 4 1 Makine Müh./ Bakım-Onarım 2013-2014 i. ii. iii. iv. v. vi. 04.05.2014 Üretim veya hizmet sistemlerindeki herhangi bir veya birkaç makinenin arızadan dolayı devre dışı kalması zincirleme etki yaratarak bütün sistemi durdurabilir veya olumsuz etkiler. Sistemin durması durumunda şu etkiler meydana gelecektir; Makinelerin ve onları çalıştıran kişilerin boş kalmaları, Genel masraflarının artması, Müşteri ve firmanın kendi taleplerinin karşılanamaması, Aksaklığın meydana geldiği makine sonrası diğer makinelerdeki gecikme ve boş beklemeler, Verim ve Kalitenin düşmesi, çalışma motivasyonunun azalması, Siparişlerin veya hizmetin zamanında teslim edilmemesi yüzünden müşteriyi kaybetme veya tazminat ödeme. Bakım–onarım sistemleri için uygun bakım stratejisi oluşturmak için BO maliyetlerin bilinmesi ve düşürülmesi gerekir. Bakım–onarım sistemini oluşturan üç ana maliyet vardır: 1. Arızi bakım maliyetleri 2. Koruyucu bakım maliyetleri 3. Sistemin durmasından kaynaklanan bakım maliyetleri 5 a. b. c. d. e. f. g. h. i. j. Uygulama yapılacak fabrikadaki bakım–onarım sistemi incelenmeli, bakım–onarım maliyetlerinin azaltılmasına yönelik çeşitli veriler toplanmalı ve kayıt altına alınmalıdır. Bu veriler; İncelenen sistemdeki hat ve makine sayısı Üretim hızı (adet/saat vb) Üretimde birim maliyetler (TL/adet vb) Arızanın meydana geldiği makine/ler Arıza türleri ve tekrar sayıları Arızanın meydana geldiği zaman dilimi (sabah, akşam vb) Sistemin toplam duruş süresi (kayıp üretim süresi) Arıza tamir süresi ve maliyetleri Koruyucu bakım periyotları ve maliyetleri Bakım çalışanlarının maliyetleri 7 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 6 Verilerin çözümlenmesi için Pareto analizi, Ki-Kare testi, sonlu geliş kaynaklı bekleme hattı modelleri ve modeller ile ilgili çeşitli yaklaşımlar kullanılır. Belirli bir süre için bakım–onarım bölümüne gelen arızalı makine sayılarının Poisson dağılımına, onarım sürelerinin ise üstel dağılımına uyduğu varsayılır. Duruş sayılarının ve onarım sürelerinin hangi dağılıma uyduğunun saptanması için yapılması gereken iki tane test vardır. Bunlar: • Ki-Kare Testi • Kolmogorov – Smirnov Testi 8 2 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Kuyruk sisteminin potansiyel müşterilerinin oluşturmuş olduğu popülasyonun sonlu olduğu (N) durum dikkate alındığında kuyruk sisteminde n tane müşteri varken, geriye (N – n) tane potansiyel müşteri kalacaktır. Bu modelin en tipik bir uygulaması makine tamir problemidir. Bir tamircinin N tane makineden sorumlu olduğu düşünüldüğünde, bozulan makineler burada bir kuyruk oluşturacaktır. Herhangi bir anda çalışır durumda olan makineler potansiyel müşteri olacaktır. Geliş popülasyonunun her bir üyesi kuyruk sisteminin içinde ve dışında olma arasında gidip gelecektir. M/M/s modelinde olduğu gibi müşterilerin birim zamanda kuyruk sistemini terk ettiği andan tekrar kuyruk sistemine dönüş hızı λ parametreli üstel dağılıma uyduğu kabul edilirse, sistemde n tane müşteri olduğu verilmişken, bir sonraki müşterinin kuyruğa geliş hızı için N – n müşterinin geriye kalan sistemin dışında kalma hızlarının minimumu olacaktır. Üstel dağılımın özelliği gereği bu süre λn =(N-n)*λ parametreli bir üstel dağılım olur. Bekleme hattı problemleri iki tür durum dolayısıyla ortaya çıkmıştır. Bunlardan birincisi servis sisteminin, talepleri gerektiği şekilde karşılayamaması, ikinci durum ise servis kapasitesinin talebe göre çok büyük tutulması ve bundan dolayı meydana gelen boş bekleme durumudur. Kuyrukta bekleme zamanı ile servis kapasitesinin boş kalmasından dolayı meydana gelen maliyetler arasında optimum bir denge olması istenir. Buradaki sorun üç şekilde çözülebilir. Birincisi birim zamanda arızalanan makine sayısı (λ ) değiştirilerek, ikinci yöntem birim zamandaki servis verilen makine (müşteri) sayısı ( μ ) değiştirilerek, Üçüncü yöntem ise optimum dengeyi sağlayacak bakımcı (servis kanalı) sayısının belirlenmesi şeklindedir 9 10 Birim zamanda arızalanan makine sayısı, makinelerin durumuna ve uygulanan bakımlara göre değişmektedir. Birim zamandaki servis verilen müşteri (makine) sayısı ise bakım ekibinin ne kadar verimli çalıştığı ile ilgilidir. Bunu artırmak ise bakım ekibinde çalışan kalifiye elemanlar ile onlara verilen eğitimler ile ilgilidir. Optimum dengeyi sağlayacak servis kanalı sayısının belirlenmesi için arızalardan dolayı meydana gelen maliyetler belirlenir ve minimum maliyeti veren servis kanalı seçilir. I. II. III. IV. V. 11 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. Bakımın ihmal edilmesi ekonomik kayıplara sebebiyet vermektedir. Yapılmayan bakım, makinenin ömrünün kısalmasına, olası bir arızanın kaynağının bulunmasında gecikmeye, üretilen ürün kalitesinde düşüşe ve işletme giderlerinin artmasına sebep olmaktadır. Bütün bu nedenler, günümüz işletmelerinde bakım faaliyetlerinin belirli bir plan ve program dahilinde titizlikle yapılmasını zorunlu kılmaktadır. Bakım Onarım faaliyetlerinin planlanmasında kullanılan 5 temel durum incelenir. Arıza kaynağının ve tekrarının saptanması, Bakımcı sayısının belirlenmesi, Koruyucu bakım sayısının belirlenmesi, Tampon stok miktarının belirlenmesi, Yedek makine kullanılması durumudur. 12 3 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 13 BAKIM ONARIM PLANLAMASINDA 5 TEMEL DURUM 341 230 5 6 Diğer Küçük Arızalar 4 44 Ses artışı 3 47 Isınma 2 53 Elk.Motor arızası Titreşim 78 Parça kırılması 82 Kavrama arızası 95 Yağ kaçağı 1 105 Rulman değişimi 127 Kayış kopma 400 350 300 250 200 150 100 50 0 2013 yılına ait Arıza kayıtlarına bakıldığında, en uzun toplam arıza süresi kayış kopma olduğu histogram da görülmektedir. Sürelerin yanında arıza sayısı da, dikkate alınarak, plan yapılır. Arıza Türü ve Süreleri (dak.) 7 8 9 14 Önceki kayıtlar taranarak 25 kayış kopma arıza sayısının, bir ay’da kaç kez tekrarladığı (sıklığı) tabloda verilmiştir. Arızalar arası ortalama süre (φ) kaç ay’dır? Çözüm 1) 1) = 0 ∗ 5 + 1 ∗ 2 + 2 ∗ 5 + 3 ∗ 4 + 4 ∗ 1 + 5 ∗ 6 + 6 ∗ 2 + 7 ∗ 0 70 = = 2,8 25 25 / Ayda 2,8’den fazla kayış kopma arızası olmadan çalışma olasılığı (ω) % kaçtır? Çözüm 2) 2) = 10 15 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. Önce en çok tekrarlanan arıza çeşitleri belirlenir ve bu verilere bağlı en çok arıza yapan makineler ve değişen parçalar listelenir. = = 0,52 = %52 =1− =0,48=%48 16 4 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Arızalar arası ortalama süre (φ)=2,8 kopma/ay olduğuna göre, Stokta bu kayıştan yılda kaç adet sipariş verilmeli ve aylık minimum (qMİN) stok seviyesi ne olmalıdır? Kayıtlar 2 farklı ayda 6 kez kayış kopma arızası yaşandığını göstermektedir. Bu olasılık (2/25=) %8’dir. Bu bakımdan emniyet stoğumuz qMİN =6 adette olmasında fayda vardır. Servis ortalama ayda (2,8 kopma) 3 kayış değişimi yaptığına göre (12ay*2,8 kayış/ay=) 33,6 ≈ 34 kayış yıllık değişime ihtiyacı olacaktır. Emniyet stoğunda ilk ay’dan itibaren 6 adet varsa, (6-2,8=) 3,2 adet ertesi aya devreder. Bu bakımdan yıllık ihtiyacımız 33,6+3,2=36,8 adettir. 17 Yıllık sipariş sayısı en az 37 adet olmalıdır. Bakımcı sayısının belirlenmesinde etkili iki maliyet vardır. Bunlardan birincisi yeterli bakım ekibinin bulunmamasından kaynaklanan üretim kaybı maliyeti, ikincisi ise bakım–onarım ekibinin boş kalmasından dolayı ortaya çıkan boş bekleme maliyetidir. Optimum bakımcı sayısının belirlenmesi de bu iki maliyet toplamının yani bakımcı maliyetinin minimizasyonu sayesinde ortaya çıkmaktadır. Bu maliyetin değişkenleri, kısaltmaları ve gerekli formüller aşağıda belirtilmiştir: BM : Bakım maliyeti BS : Bakımcı sayısı Ci : Bir günlük işçilik maliyeti Cü : Bir günlük üretim kaybı maliyeti λ : Belirli bir dönemde meydana gelen arıza sayısı W : Arızalı makinelerin BO sisteminde geçirdiği ortalama süre BM = (Ci . BS) +(λ.W.Cü) 18 BAKIM ONARIM PLANLAMASINDA 5 TEMEL DURUM 19 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. Bakım maliyeti hesabı yapmak için firma, kayıtlarını kontrol etmiş ve günde 8 saat, ayda ortalama 25 gün çalışılan bu iş yerinde, bir ayda ortalama 3 arıza meydana gelmekte ve her arıza giderme ortalama 5 saat sürmektedir. Bir bakımcının ortalama brüt maaşı 2800TL/ay’dır. Serviste 4 bakımcı çalışmaktadır. W : Arızalı makinelerin sistemde geçirdiği ortalama süre W=0,625 gün/arıza λ : Belirli bir dönemde meydana gelen arıza sayısı λ=0,12 arıza/gün Günde 32 adet üretilen ürüne ait veriler ise günlük sabit giderler 320 TL/gün, Birim değişir giderler ise 45 TL/adet’tir. Bu şartlarda Bakım Maliyeti nedir? 20 5 Makine Müh./ Bakım-Onarım 2013-2014 Ci : Bir günlük işçilik maliyeti 04.05.2014 Ci = =112 TL/gün Birim Ürün Maliyeti = S+D = +45= 55 TL/adet (satış fiyatı değildir) Cü : Bir günlük üretim kaybı maliyeti Cü=32*55= 1760 TL/gün W : Arızalı makinelerin BO sisteminde geçirdiği ortalama süre W=0,625 gün/arıza λ : Belirli bir dönemde meydana gelen arıza sayısı λ=0,12 arıza/gün BS : Bakımcı sayısı = 4 kişi BM : Bakım maliyeti (Günlük) ne kadardır? BM = (Ci.BS) +(λ.W.Cü) = 112 ∗ 4 + 0,12 ∗ 0,625 ∗ 1760 = 448 + 132 = 580 /gün 21 Bu modelde diğer modellerden farklı olarak geliş kaynağının büyüklüğü sonludur. Kullanılan formüller şunlardır: 1. Sistemin boş olma olasılığı, = ∑ ! ! Sisteme gelen arızalı makine sayısı (λ ) 4,69 makine/gün, sistemin tamir hızı (μ ) ise 24,48 makine/gündür. Bir bakım işçisinin günlük maliyeti yaklaşık 84$’dır. Üretim kesilmediği için günde üç vardiya olarak çalışma gerçekleşmektedir. Bu yüzden sistemde sürekli ekstradan bir işçi bulunma maliyeti Ci=252$ (=84$/Vx3Vardiya)’dır. Sistemdeki günlük üretim kaybı ise yaklaşık Cü=3600$’dır. Kuyruk modeli hesabında Ws : Arızalı makinelerin sistemde geçirdiği ortalama süreler, bakımcı sayısına göre hesaplanarak yandaki tabloda verilmiştir. Bakım maliyeti (BM) minimum olan Bakımcı Sayısı (BS) kaç olmalıdır. 4. Sistemde bulunan ortalama makine (müşteri) sayısı, 5. Kuyruktaki ortalama makinenin bekleme süresi, 6. Makinelerin tamirde ortalama bulunma süresi, . 2. Sistemde n makine olma olasılığı, 22 3. Kuyrukta bekleyen ortalama makine (müşteri) sayısı, 23 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. = ( ) yada 24 6 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Bakımcı sayısına göre formüller kullanılarak aşamalı Ws çözümleri yapılır BM = (Ci.BS) +(λ.W.Cü) Formülü kullanılarak yapılan hesaplamada 2 bakımcı 1466$ ile minimum (BM) Bakım maliyetli seçenektir. (BS)Bakımcı sayısı arttıkça, (Ws)Arızalı makinelerin sistemde geçirdiği ortalama süreler düşmektedir. BS P0 Lq Ls Ws 1 0,0443 3,06 4,02 0,17 2 0,1717 0,5403 1,9002 0,057 3 0,2010 0,0957 1,5314 0,0437 25 26 27 BAKIM ONARIM PLANLAMASINDA 5 TEMEL DURUM Koruyucu bakım makine arızalarını belirli bir oranda azaltır. Bunun yanında koruyucu bakımın bir maliyeti de vardır. Bu iki koşulu göz önünde tutarak bakım–onarım sistemi için koruyucu bakım periyodu belirlenir. Koruyucu bakım yapıldığında arızi bakım maliyetleri azalır ve bunun yanında makine arıza sayısındaki azalışla da üretim kaybı da belirli bir oranda engellenmiş olur. Bunun sonucu olarak da üretim hedefleri gerçekleşmiş ve sipariş teslimatlarında da sorun yaşanmamış olur. Koruyucu bakım uygulandığında da belirli periyotlarda üretim kesilecektir. Ayrıca koruyucu bakımın da kendine ait malzeme ve işçilik adı altında toplanabilecek bir maliyeti vardır. İşte bu her iki koşulu da değerlendirerek koruyucu bakım periyodu belirlenir. Toplam bakım maliyeti hesaplanarak, toplam bakım maliyetine koruyucu bakım periyodunun etkisi de saptanıp optimum koruyucu bakım periyodu belirlenir. 28 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 7 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Bu maliyetlerin hesaplanması için gerekli olan değişkenler, kısaltmaları ve gerekli formüller aşağıda belirtilmiştir: TBM : Yıllık toplam bakım maliyeti 1/ μ : Ortalama bekleme süresi Ci : Bir günlük işçilik maliyeti Cm : Bir onarım için gerekli ortalama malzeme maliyeti Cü : Bir günlük üretim kaybı maliyeti Ck : Birim koruyucu bakım maliyeti KB : Koruyucu bakım sayısı λ : Belirli bir dönemde meydana gelen arıza sayısı TBM = 360.[ (1/μ .λ)(Ci +Cü ) +(λ.Cm) ]+ (KB.Ck) Eski uygulanan sistemde makinelere yılda bir defa koruyucu bakım yapılmaktadır. Bu bakımın maliyeti eskisinde yaklaşık 65.000$’dır. Bir onarım için gerekli ortalama malzeme maliyeti de yaklaşık Cm=150$’dır. μ=24,48 makine/gün, Ck=150$, Geçmiş verilere göre koruyucu bakım yapılması makinelerin arızalanma (λ) sayısını λ= 4,69 makine/gün ile her KP’de bir öncekine göre %15 azalttığı kabul edilmektedir. Ci=252$, Cü=3600$, Bu verilere göre koruyucu bakım sayısı aşağıdaki Formülasyon ile bulunabilir. TBM = 360.[ (1/μ .λ)(Ci +Cü ) +(λ.Cm) ]+ (KB.Ck) 29 30 32 BAKIM ONARIM PLANLAMASINDA 5 TEMEL DURUM Yılda KB=4 koruyucu bakım yapmak, Yıllık (TBM) Toplam Bakım maliyetlerini 534.691 $ ile en düşük değerde tutar. Her üç ayda bir koruyucu bakımı planlamak gerekir. 31 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 8 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Seri üretim hattındaki makineler, ürettikleri parçalara ait tampon stok yaparsa duruş sırasında üretim kesilmemektedir. Üretim kesilmediği için duruşlardan kaynaklanan üretim kayıpları minimuma düşmektedir. Tampon stok üretimin kesilmemesi için üretim hattının hemen yanında bulunan bir stoktur. Bu tür duruma uyan çok sayıda örnek vardır. Bu örnekler üç grupta toplanabilir. 1) Tampon stoğun üretimdeki ayrı bir makine tarafından yapılması durumu: 2) Birçok parçadan oluşan bir ürün için: Her bir parçayı ayrı ayrı üreten makineler gerektiğinden daha fazla tampon stok için üretirler ise duruş anında ürün monte işlemi kesintisiz devam edebilecektir. 3) Seri haldeki makineler için: Seri haldeki makinenin biri durduğu anda arızalı makinenin tampon stoğu kullanılarak üretim kesilmeden devam eder. λ =1/μ1 : Hata Oranı θ =1/μ2 : Makine tamir oranı P = 1 − (λ + ) : Makinenin etkin kullanım oranı Bin : Tampon stoğa üretim - artma (Makine çalışırken) Bout : Tampon stoktan kullanım- azalma (Makine tamir olurken) a = Bin /Bout : Tampon stok biriktirme oranı t1= i. dönemde makinenin çalışma süresi t2=i. dönemde makinenin tamir süresi tb=i. dönemde makine arızasından dolayı tampon stok için çalışılan süredir. Formülde tb−t1 i-1 bir önceki i-1.nci dönemdir, eksi çıkarsa sıfır alınır. tb=α. t2 -max 0, (tb−t1) i-1 33 Farklı hata ve tamir oranına sahip iki ayrı hat için tampon stoklar uygulanırken dört farklı durumdan söz edilebilir. Hatlara A ve B denirse; Durum 0: Her iki hattı da arızalı olduğu durum Durum 1: A hattı çalışıyor, B hattı arızalı Durum 2: B hattı çalışıyor, A hattı arızalı Durum 3: Her iki hat da çalışıyor Bu dört durağan durum olasılıkları saptandıktan sonra üretim kaybı maliyetini hesaplamak için aşağıdaki maliyet değerlerini kullanılarak toplam maliyet çıkartılır. cA, cB : Durum 0 iken A ve B hatlarındaki birim üretim kaybı maliyeti c′B : Durum 1 iken B hattındaki birim üretim kaybı maliyeti c′A: Durum 2 iken A hattındaki birim üretim kaybı maliyeti NA, NB: A ve B hatlarından hatasız üretilen ürün miktarı 34 Aşağıdaki durum olasılıkları hesaplanarak elde edilir. Toplam maliyet ise, şeklinde bulunur. Bulunan c değeri hatların performansı ile ilgili fikir verir. Hatların duruş zamanlarını azaltmak için tampon stokların miktarı artırılabilir, hata oranı ve tamir zamanları azaltılabilir. 35 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 36 9 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Günde 8 saat, Ayda ortalama 25 gün çalışılan bu iş yerinde A ve B olmak üzere iki üretim hattına ait veriler şu şekildedir; Bakım Onarımın (Tamiratın) üretim üzerinde etkileri 37 38 39 40 Hatalı ürünlerin, üretim üzerindeki olumsuz etkisi Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 10 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Durum Olasılıkları hesabı Δ= . + + . . + + . . 2 + + . .( + + ) Δ = 0,04 ∗ 0,035 + 0,06 + 0,04 ∗ 0,06 ∗ 0,0275 + 0,035 + 0,04 ∗ 0,035 ∗ 2 ∗ 0,0275 + 0,035 + 0,0275 ∗ 0,035(0,0275 + 0,035 + 0,06) = 0 1 2 3 = . .( . .( = . . = . .( + + + + + )/Δ )/Δ /Δ + )/Δ Tampon stok maliyet hesabı = 0. . + . + 1. . + 2. 42 BAKIM ONARIM PLANLAMASINDA 5 TEMEL DURUM . = 0,286. 52 ∗ 93,36 + 40 ∗ 169,84 + 0,263 ∗ 43,51 ∗ 169,84 + 0,121 ∗ 55,8 ∗ 93,36 41 Mevcut üretim sistemde birbirine paralel birden çok benzer hat bulunabilir ve bu hatlar için çoğu kez herhangi bir yedek makine bulunmaz. Örneğin; 9 (Dokuz) adet makine bulunan bir üretim hattında arızalı bir makine yüzünden, devreye girecek olan yedek bir makine herhangi bir arıza durumunda o makinenin prosesini yaparak onun yerine geçebilecektir. Böylece sistemdeki bir makinenin arızalandığı durumda sistem (üretim hattı) durmamış olacak, bu durmamanın sayesinde firmanın üretimden kaynaklanacak bir üretim yada maliyet kaybı olmayacaktır. Yedek makinenin devreye girmesi ile ilgili herhangi bir başka hatta, üretim kaybı maliyetinin olmadığı varsayılmıştır. 43 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. Yedek makinenin devreye alınabilmesi için firmaya olan yıllık maliyetinin, arızalardan kaynaklanan üretim kaybı maliyetinden az olması gerekmektedir. Yedek makine alınması kararı aşağıdaki denklem ile bulunabilir. Sistemin toplam yıllık duruş miktarı yaklaşık 71 gündür. YMM : Yedek makinenin yıllık maliyeti TDM : Sistemin toplam yıllık duruş (arıza) süresi (71 gün) 1− P0 : Sistemde arızalı hat bulunma olasılığı (0,956) Cü : Bir günlük üretim kaybı maliyeti (3600$) Pn=0,07 (sistemde n makine olma olasılığı) YMM-(TDM.(1-P0).Cü)≤0 YMM ≤ 71*0,956* YMM ≤ $27.150 44 11 Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014 Yedek makineyi devreye alma kararı verilirken yedek makinenin firmaya olan maliyetine bakılmalıdır. Firmanın yedek makineyi devreye almasından doğacak yıllık maliyet 27.150$’dan az olduğu durumda yedek makinenin devreye alınması firmaya bir maliyet tasarrufu sağlayacaktır. Aksi halde yedek makinenin devreye alınması üretim kayıplarının azaltılmasıyla gerçekleşen maliyetten daha fazla olduğu için maliyetli ve pahalı olur. 45 Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 12
© Copyright 2026 Paperzz