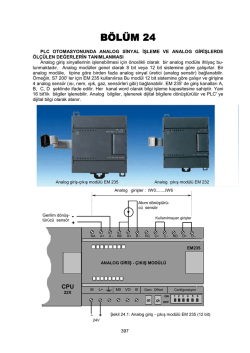
PLC DONANIM VE PROĞRAMLAMA S7 200 2. BÖLÜM Hazırlayan : Semih Atik [email protected] ÖZEL DAHİLİ RÖLELER Özel dahili röleler ( özel hafıza bitleri ) özel görev yüklenmiş rölelerdir. Bunlardan bazıları : SM0.0 : PLC RUN konumuna alındığı andan itibaren 1 olur. SM0.1 : PLC RUN konumuna alındığında ilk taramada 1 sonrakilerde 0 olur. SM0.3 : PLC ‘ ye enerji verildikten sonraki ilk taramada 1 sonrakilerde 0 olur. SM0.4 : 60 saniyelik flaşör ( peryodik olarak 30 saniye 0 , 30 saniye 1 ). SM0.5 : 1 saniyelik flaşör ( peryodik olarak 0,5 saniye 0 , 0,5 saniye 1 ). SM0.6 : Tarama jeneratörü( peryodik olarak bir taramada 1 , sonrakinde 0). SUBROUTINE ( ALT PROĞRAM ) Yapılan proğramı parçalara ayırmak amacıyla kullanılır. SBR_0 proğram açılışında hazır gelir. Birden fazla alt proğram gerekli olduğunda çoğaltmak için ; Edit > Insert > Subroutıne yolu kullanılır yada Subroutıne proğramı parçalara ayırmanın faydaları : 1 – Proğram parçalara ayrılarak daha sade ve anlaşılır hale getirilir ve gerekli görüldüğünde sadece ilgili bölüme müdahale yapılabilir. Her bir parçaya ayrı isimler verilebilir. İsim vermek için SBR_0 ‘ ın üzeri çift tıklanır yada sağ tık yapılarak aşağıdaki pencerede işlem yapılır. 2 – PLC ‘ ler RUN moduna alındığı andan itibaren sürekli proğram taraması yaparlar. Proğram ne kadar uzun ise tarama süreside o kadar uzun olur.Buna karşın tarama süresi ne kadar düşük olursa PLC ve proğram o kadar iyi demektir. Tarama süreleri ; normal komutlarda 0,37 μsn sayıcı ve zamanlayıcılarda 50 – 64 μsn move komutunda 34 μsn matematiksel komutlarda 46 μsn ‘ dir. Subroutıne çağrılmadığında tarama Subroutıne çağrıldığında tarama Subroutıne işlemi yapıldığında bu sayfadaki bilgiler bir defaya mahsus alınır ve ana sayfada değerlendirilir. Subroutıne sayfası çağrılmadığı sürece bu sayfada tarama işlemi gerçekleşmez. Böylece proğramda tarama süresi düşürülerek daha verimli hale getirilir. UYGULAMA 1 : Araç ve yaya trafiğini düzenleyen trafik sinyalizasyonu için gerekli PLC devre şemasını çizin. Işıkların yanma düzeni ; Gece ( 00 – 07 ) Araç Sarı ve Yaya Kırmızı kısa aralıklı yanacak. Gündüz 1 – Araç 2 – Araç 3 – Araç 4 – Araç ( 07 – 24 ) Kırmızı , Yaya Yeşil Kırmızı – Sarı , Yaya Kırmızı Yeşil, Yaya Kırmızı Sarı , Yaya Kırmızı Uygulama 1 ‘ in devamı Uygulama 1 ‘ in devamı UYGULAMA 2 : Bir çamaşır makinası aşağıdaki şekilde çalışacaktır. Start butonuna basıldıktan 5 sn sonra yıkama kazanı bir yönde 40 sn dönecek ve duracak ,10 sn bekledikten sonra diğer yönde 40 sn dönecek ve duracak. Bu şekilde 5 kez çalışma sonucunda makine sıkma proğramına geçecektir. Sıkma proğramında makine bir yönde 40 sn süreyle 5 kez çalışacak ve her çalışma sonunda 10 sn bekleyecektir. Herhangi bir nedenle proğram yarıda kalırsa başlatma butonuna tekrar basıldığında proğram kaldığı yerden devam edecek. Gerekli PLC devre şemasını çizin. Uygulama 2 ‘ nin devamı SAYI SİSTEMLERİNİN BİRBİRİNE DÖNÜŞTÜRÜLMESİ DESİMAL SAYILARIN BİNARY SAYILARA DÖNÜŞTÜRÜLMESİ 13 6 3 1 / / / / ( ? )2 Kalan 2 = 6 2 = 3 2 = 1 2 = 1 0 1 1 Örnek : ( 42 )10 Sonuç : 13 = 1101 İşlem 42 21 10 5 2 1 / / / / / / 2 = 21 2 = 10 2 = 5 2 = 2 2 = 1 2 = = ( ? )2 Kalan 0 1 0 1 0 1 Yazım Yönü İşlem = Yazım Yönü Örnek : ( 13 )10 Sonuç : 42 = 101010 BİNARY SAYILARIN DESİMAL SAYILARA DÖNÜŞTÜRÜLMESİ Örnek : ( 1101 )2 = ( ? )10 1 1 0 1 8.1+4.1+2.0+1.1 = 13 23 22 21 20 Örnek : ( 101010 )2 1 0 1 0 1 = ( ? )10 0 32 . 1 + 16 . 0 + 8 . 1 + 4 . 0 + 2 . 1 + 1 . 0 = 42 25 24 23 22 21 20 MOVE ( BİLGİ AKTARMA ) KOMUTLARI EN sinyal girişi 1 olduğunda IN girişindeki bilgiyi OUT çıkışına aktaran komutlardır.Girişlerine verilen bilgi sayı veya değişken olabilir. Giriş bilgisinin çeşidine göre MOVE_B , MOVE_W , MOVE_DW , MOVE_R komutlarından biri tercih edilir. 0 0 0 0 1 1 0 1 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 Çalışır Çalışır Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 Q1.7 Q1.6 Q1.5 Q1.4 Q1.3 Q1.2 Q1.1 Q1.0 0 0 0 0 0 QB0 0 0 1 1 QW0 1 1 1 QB1 0 1 0 1 EN sinyal girişi 1 olduğunda IN girişindeki 50000 değerini OUT çıkışındaki QD0 ’ a aktarır ve ilgili bitler aktif olur. 1 Byte = 8 Bit QB0 = Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 1 Word = 2 Byte QW0 = QB0 QB1 1 Double Word = 2 Word QD0 = QW0 QW1 = QB0 QB1 QB2 QB3 Byte , Word ve Double Word adreslemeleri yapılırken adreslerin çakışmamasına dikkat edilmelidir. MOVE_R ‘ nin IN girişine değerler Double Word olarak girilebildiği gibi sayısal değerler ondalıklı olarakta girilebilir. HAFIZA ALANLARI Değişken hafıza alanı ( V ) Proğramın işlenişi sırasında oluşan ara sonuçları saklamak için kullanılır. Bu hafıza alanına farklı bölgelerden ulaşmak mümkündür. Bit adresleme Byte adresleme Word adresleme Double Word adresleme V2.0 VB10 VW6 VD4 Lokal hafıza alanı ( L ) V hafıza alanına benzer ancak bu hafıza alanına farklı bölgelerden ulaşmak mümkün değildir. Bit adresleme Byte adresleme Word adresleme Double Word adresleme L2.0 LB10 LW6 LD4 UYGULAMA 3 : Bir paketleme sisteminde bant üzerinde taşınan ürünler bir sensör yardımıyla sayılarak paketlenecektir.Paketler dolduğunda 1.bant duracak ve 2.bant 10 sn süreyle çalışarak dolu kutuyu 1. bantın ağzından alıp yerine boş kutu getirecek. Sistemi 1.start 10’luk paketleme 2.start ise 20’lik paketlemeye göre çalıştıracak ve her iki sistem arasında kilitleme olacaktır. Gerekli PLC devre şemasını çizin. Uygulama 3 ‘ ün devamı DATA BLOK İLE VERİ İŞLEME Özellikle çok uzun proğram yazımlarında değişken hafıza alanları kullanarak bütün verilerin tek bir sayfadan değiştirilmesini sağlayan bölümdür. Data Blok sayfasına ulaşmak için ya Windows > Data Block ya da Navigation Bar ‘ da Data Block ikonu tıklanır. UYGULAMA 4 : Lunaparkta kullanılan bir eğlence aracında bir kol ve üzerinde bir oturma bölümü vardır. Kol bir motor yardımıyla sağ sol dönüşü yaparken oturma bölümü 2. bir motor yardımıyla koldan bağımsız olarak sağ sol dönüşü yapıyor. Sistemde bir sayıcı ve bir zaman rölesi kullanılacak ve bütün değişkenler data blok sayfasında değiştirilebilecek. Gerekli PLC devre şemasını çizin. Uygulama 4 ‘ ün devamı DÖNGÜ KOMUTLARI Sola Döndürme ( Byte Değerlik ) EN sinyal girişi 1 olduğunda çıkışındaki OUT bitleri N sayısı kadar sola döndürür. Soldaki dışarı atılan son bit sağdaki ilk kayan bitin yerini alır. 0 0 0 0 0 0 0 1 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0 0 0 0 0 0 1 0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 Sağa Döndürme ( Byte Değerlik ) EN sinyal girişi 1 olduğunda çıkışındaki OUT bitleri N sayısı kadar sağa döndürür. Sağdaki dışarı atılan son bit soldaki ilk kayan bitin yerini alır. 0 0 0 0 1 0 0 0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0 0 0 0 0 1 0 0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 Bu komutların Word ve Double Word değerlikleride var. UYGULAMA 5 : 8 fıskiyeli bir süs havuzu aşağıdaki şekilde çalıştırılacaktır. Start butonuna basıldığında ilk fıskiyeden itibaren bütün fıskiyeler 1 er sn aralıklarla su püskürtecek ve 8. fıskiyeden sonra başa dönecek , bu çalışma 3 kez tekrarlanacak.Daha sonra sistem aynı şekilde aksi yönde 3 kez tekrarlayarak başa dönecek. Stop butonuna basıncaya kadar sistem peryodik olarak çalışmaya devam edecek. Gerekli PLC devre şemasını çizin. Uygulama 5 ‘ in devamı ANALOG SİNYAL İŞLEME Analog modüller genel olarak 8 bit yada 12 bit sistemine göre çalışırlar. EM 235 analog modülüde 12 bit sistemine göre çalışır. EM 235 de 4 analog giriş vardır ve her giriş word olarak bilgi işleme kapasitesine sahiptir. Analog modül algıladığı değerleri 8 bit yada 12 bit ‘ lik dijital sinyallere dönüştürerek PLC ‘ ye aktarır. Analog girişler ; AIW0 , AIW2 , AIW4 , AIW6 Çıkış ise ; AQW0 olarak adreslenir. Kullanılmayan girişler kısa devre edilmelidir. Analog modüle bağlanan sensörlerin hepsi ya gerilim sensörü yada akım sensörü olmalıdır. ÇÖZÜNÜRLÜK Bir DC değer dijital sinyale dönüştürülürken dönüştürüldüğü bit sayısı o DC değerin çözünürlüğünü verir. Çözünürlük = Tam skala gerilim / 2n - 1 8 bit ‘ lik modül için çözünürlük hesabı : 0 …. 5 V gerilim veren sensör için Çözünürlük = 5 / 28 – 1 = 5 / 256 – 1 = 0,0196 V = 19,6 mV 12 bit ‘ lik modül için çözünürlük hesabı : 0 …. 5 V gerilim veren sensör için Çözünürlük = 5 / 212 – 1 = 5 / 4096 – 1 = 0,0012 V = 1,2 mV -5 V …. 0 V …. +5 V için gerilim veren sensör için Çözünürlük = 10 / 212 – 1 = 10 / 4096 – 1 = 0,00244 V = 2,44 mV DİJİTAL KARŞILIK Sensörün verdiği gerilimin dijital karşılığının bulunması Dijital Karşılık = Sensörün Değeri / Bit Başına Çözünürlük 0 …. 5 V gerilim veren bir sensör için verdiği gerilimin dijital karşılığı : Sensör 2,5 V verdiğinde dijital karşılık ; Dijital Karşılık = 2500 mV / 1,2 = 2083 Sensör 0,8 V verdiğinde dijital karşılık ; Dijital Karşılık = 800 mV / 1,2 = 666 ÇALIŞMA DURUMUNA GÖRE ANAHTAR KONUMLARI Analog modülün girişine bağlanan analog sensörlerin verdiği gerilimin unipolar (tek kutuplu) veya bipolar (çift kutuplu) oluşuna göre ya da sensörün verdiği gerilimin maksimum değerine göre analog modül üzerinde bulunan anahtar konumları ayarlanır. SW1 ON OFF OFF ON OFF OFF ON OFF OFF SW1 ON OFF ON OFF ON OFF ON BİPOLAR ÇALIŞMA İÇİN EM 235 ANAHTAR TABLOSU SW2 SW3 SW4 SW5 SW6 Tam Skala Çözünürlük OFF OFF ON OFF OFF +/- 25 mV 12,5 µV ON OFF ON OFF OFF +/- 50 mV 25 µV OFF ON ON OFF OFF +/- 100 mV 50 µV OFF OFF OFF ON OFF +/- 250 mV 125 µV ON OFF OFF ON OFF +/- 500 mV 250 mV OFF ON OFF ON OFF +/- 1 V 500 mV OFF OFF OFF OFF OFF +/- 2,5 V 1,25 mV ON OFF OFF OFF OFF +/- 5 V 2,5 mV OFF ON OFF OFF OFF +/- 10 V 5 mV UNIPOLAR ÇALIŞMA SW2 SW3 SW4 OFF OFF ON ON OFF ON OFF OFF OFF ON OFF OFF OFF OFF OFF ON OFF OFF OFF OFF OFF İÇİN EM 235 ANAHTAR TABLOSU SW5 SW6 Tam Skala Çözünürlük OFF ON 0…..50 mV 12,5 µV OFF ON 0…100 mV 25 µV ON ON 0…500 mV 125 µV ON ON 0…..1 V 250 µV OFF ON 0…..5 V 1,25 mV OFF ON 0…..10 V 2,5 mV OFF ON 0…..20 mA 2,5 A SW1 , SW2 , SW3 : Ölçme alanını değiştirir. SW4 , SW5 : Analog giriş modülünün kazancını değiştirir. X1 , X10 , X100 SW6 : Dijital değerin işaretli ya da işaretsiz olmasını belirler. OFF ise işaretli , ON ise işaretsiz olur. UYGULAMA 6 : Bir toz şeker paketleme tesisinde 10 kg ‘ lık paketleme yapılacaktır. Dolum valfinin altında bulunan ağırlık sensörü torbanın dolduğunu algıladığında bant hareket ederek valfin ağzına boş torba getirecek. Dolum işlemi +/- % 2 toleransla yapılacak. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. AĞIRLIK SENSÖRÜ : Ağırlığa bağlı olarak gerilim üretir. 0 – 30 kg ‘ lık ağırlık algılamasında kullanılır. Maksimum skala gerilimi 25 mV ‘ tur. Anahtar grubu 50 mV unipolar olarak ayarlanır. 1. ON - 2. OFF - 3. OFF - 4. ON - 5. OFF - 6. ON INTERRUPT (KESME) ALT PROGRAMI İnterruptlar özelleştirilmiş alt proğramlardır. Ana proğram taraması yapılırken bir interrupt olgusu gerçekleştiğinde tarama kesilerek INT sayfasındaki proğram taraması gerçekleştirilir ve ana proğrama dönülerek proğram kaldığı yerden devam eder . Yeşil renkli olgular CPU 222 plc ‘ de bulunan interrupt olgularıdır. OLGU NO 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 İNTERRUPT OLGUSU Yükselen kenar (I0.0) Düşen kenar (I0.0) Yükselen kenar (I0.1) Düşen kenar (I0.1) Yükselen kenar (I0.2) Düşen kenar (I0.2) Yükselen kenar (I0.3) Düşen kenar (I0.3) Port 0 : karakter alımı Port 0 : iletildi (XMT) Zaman kontrollü INT0 (SMB34) Zaman kontrollü INT1 (SMB35) HSCO Sayma=Ayar (CV=PV) HSC1 Sayma=Ayar (CV=PV) HSC1 Sayma yön değiştirme HSC1 Harici reset HSC2 Sayma=Ayar (CV=PV) HSC2 Sayma yön değiştirme OLGU NO İNTERRUPT OLGUSU 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 HSC2 Harici reset PLS0 Darbe sayısı PLS0 Darbe sayısı Zaman rölesi T32 anlık değer=ayar değeri Zaman rölesi T96 anlık değer=ayar değeri Port 0 : mesaj alındı (RCV) Port 1 : mesaj alındı (RCV) Port 1 : karakter alımı Port 1 : iletildi (XMT) HSC0 Sayma yön değiştirme HSC0 harici reset HSC4 Sayma=Ayar (CV=PV) HSC4 Sayma yön değiştirme HSC4 Harici reset HSC3 Sayma=Ayar (CV=PV) HSC5 Sayma=Ayar (CV=PV) İNTERRUPT KOMUTLARI ATCH : interrupt ilişkilendir komutu ; bir numara ile tanımlanmış interrupt olgusuyla interrupt alt proğramına bağlantı sağlar. DTCH : interrupt olgusunun interrupt alt proğramıyla ilişkisini keser. ENI : ATCH ile tanımlanan olguların gerçekleşmesine ve alt proğramın çalışmasına izin verir. RETI : interrupt alt proğramını sonlandırır. DISI : Bütün interrupt olgularının işlenmesini engeller. İnterrupt alt proğramında DISI , ENI , HDEF ( hızlı sayıcı tanımlama ) , END komutları kullanılamaz. Bir interrupt alt proğramdan başka bir interrupt alt proğramı çağrılamaz. UYGULAMA 7 : Bir laboratuvarda ortam sıcaklığı +/- % 10 toleransla 20 0C ‘ de tutulmak isteniyor. Laboratuvarda bulunan ısıtıcı ve soğutucunun çalışmasını sağlayacak PLC devre şemasını çizin. ( LM 35 ısı sensörü kullanılacaktır.) LM 35 : Isıya bağlı olarak gerilim üretir. -50 0C ile +150 0C ‘lik sıcaklık algılamasında kullanılır. Her 1 0C ‘ lik artış için 10 mV üretir. Anahtar grubu 2,5 V bipolar olarak ayarlanır. 1. ON - 2. OFF - 3. OFF - 4. OFF - 5. OFF - 6. OFF Uygulama 7 ‘ nin devamı ARİTMATİK KOMUTLAR TOPLAMA : ADD_I : 2 adet 16 bit tam sayıyı toplar sonucu çıkışa yazar. ADD_DI : 2 adet 32 bit tam sayıyı toplar sonucu çıkışa yazar. ADD _ R : Gerçel (ondalıklı) sayıları toplar sonucu çıkışa yazar. ÇIKARMA : SUB_I : 2 adet 16 bit tam sayıyı çıkarır sonucu çıkışa yazar. SUB_DI : 2 adet 32 bit tam sayıyı çıkarır sonucu çıkışa yazar. SUB _ R : Gerçel (ondalıklı) sayıları çıkarır sonucu çıkışa yazar. ÇARPMA : MUL_I : 2 adet 16 bit tam sayıyı çarpar sonucu çıkışa yazar. MUL_DI : 2 adet 32 bit tam sayıyı çarpar sonucu çıkışa yazar. MUL _ R : Gerçel (ondalıklı) sayıları çarpar sonucu çıkışa yazar. MUL : Çarpımın sonucu double word çıkacaksa kullanılır. BÖLME : DIV_I : 2 adet 16 bit tam sayıyı böler sonucu çıkışa yazar. DIV_DI : 2 adet 32 bit tam sayıyı böler sonucu çıkışa yazar. DIV _ R : Gerçel (ondalıklı) sayıları böler sonucu çıkışa yazar. DIV : Bölüm double word yada kalanlı çıkacaksa kullanılır. DÖNÜŞTÜRME KOMUTLARI I_DI : Girişindeki ( IN ) 16 bit ’ lik tam sayıyı çıkışında ( OUT ) 32 bit ’ lik tam sayıya dönüştürür. DI_I : I_DI komutunun tersi işlem yapar. DI_R : Girişindeki ( IN ) 32 bit ’ lik tam sayıyı çıkışında ( OUT ) 32 bit ’ lik gerçel sayıya dönüştürür. I_B : Girişindeki ( IN ) 16 bit ‘lik tam sayıyı çıkışında ( OUT ) 8 bit tam sayıya dönüştürür. B_I : Girişindeki ( IN ) 8 bit ‘lik tam sayıyı çıkışında ( OUT ) 16 bit tam sayıya dönüştürür. IN girişindeki gerçel sayıyı çıkışta OUT 32 bit tam sayıya dönüştürür. Sadece tam sayı kısmını çevirir , noktadan sonraki kısım atılır. UYGULAMA 8 : 10 V ‘ luk gerilim sensörünün verdiği değere göre çıkışlar aşağıdaki şekilde enerjilenecektir. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. 2 V – 4 V Q0.0 4 V – 6 V Q0.1 6 V – 8 V Q0.2 8 V ve üzeri Q0.3 Uygulama 8 ‘ in devamı HIZLI SAYICILAR Hızlı sayıcılar , 20 – 30 KHz gibi yüksek frekanslı uygulamalarda sayma işlemi yapabilen sayıcılardır.Yukarı , aşağı ve aşağı – yukarı sayıcı olarak kullanılabilir.Giriş sinyali tek sinyal olabildiği gibi çift sinyalde olabilir. PLC ‘ lerde 6 adet hızlı sayıcı bulunmaktadır. Bunlar : HCS0 , HCS1 , HCS2 , HCS3 , HCS4 , HCS5 Her sayıcı için farklı giriş terminalleri kullanılır. Ayrıca 0 – 11 arası rakamlarla ifade edilen çalışma modlarına göre sayıcılar farklı özellikte çalışırlar. Sayıcı adresi ve çalışma modunu belirler.Bu komut bir kez çalıştırıldıktan sonra CPU stop konumuna getirilmeden sayıcı ayarları değiştirilmez. HSC ….. Sayıcı adresi MODE ….. Çalışma modu Hızlı sayıcı özel hafıza bitlerini ayarlar. N ….. HSC numarası Sayıcıların çalışma şekilleri Dahili yön kontrollü yukarı – aşağı sayıcı ( Mod 0 , 1 , 2 ) Harici yön kontrollü yukarı – aşağı sayıcı ( Mod 3 , 4 , 5 ) Ayrı ayrı yukarı ve aşağı sayma girişli ( 2 fazlı ) ( Mod 6 , 7 , 8 ) A / B sinyalli enkoder sayıcı ( Mod 9 , 10 , 11 ) HSC0 ve HSC4 için çalışma modları HCS0 MOD 0 1 3 4 6 7 9 10 TANIMLAMA HSC0 tek faz aşağı – yukarı dahili sayma yönü SM37.3 : 0 : Aşağı sayma 1 : Yukarı sayma HSC0 tek faz aşağı – yukarı harici sayma yönü I0.1 : 0 : Aşağı sayma 1 : Yukarı sayma İki faz ile yukarı ve aşağı sayma pals girişleri A / B fazları ile 4 ‘ lü sayma Faz A faz B ye göre 900 ileri iken Faz B faz A ya göre 900 ileride iken HSC4 I0.0 I0.1 Pals I0.2 Reset Harici sayma Pals yönü kumandası Pals Faz A Pals Faz A Pals Faz B Pals Faz B Reset Reset Reset MOD 0 1 3 4 6 7 9 10 TANIMLAMA I0.3 HSC4 tek faz aşağı – yukarı dahili sayma yönü SM147.3 : 0 : Aşağı sayma 1 : Yukarı sayma Pals HSC0 tek faz aşağı – yukarı harici sayma yönü I0.4 : 0 : Aşağı sayma 1 : Yukarı sayma İki faz ile yukarı ve aşağı sayma pals girişleri A / B fazları ile 4 ‘ lü sayma Faz A faz B ye göre 900 ileri iken Faz B faz A ya göre 900 ileride iken I0.4 I0.5 Reset Harici sayma Pals yönü kumandası Pals Yukarı Pals Faz A Pals Aşağı Pals Faz B Mod 9 , 10 , 11 hızlı sayıcılarda faz1 sinyalleri faz2 sinyallerine göre 900 ileride ise sayma işlemi yukarı aksi durumda sayma işlemi aşağı doğrudur. 1x yukarı saymada A1 , B1 , A0 , B0 ( Faz1 ‘ in yükselen kenarında ) aşağı saymada B1 , A1 , B0 , A0 ( Faz1 ‘ in düşen kenarında ) 4x yukarı saymada sırasıyla A1 , B1 , A0 , B0 şeklinde , aşağı saymada sırasıyla B1 , A1 , B0 , A0 şeklinde gerçekleşir. ( 4x saymada sıralı her hareket 1 sayma yapar ) Reset Reset Reset Hızlı Sayıcı Adresi HSC0 HSC1 HSC2 HSC3 HSC4 HSC5 HSC0 HSC1 Kullanılabilecek Giriş Terminali Adresleri I0.0 , I0.1 , I0.2 I0.6 , I0.7 , I1.0 , I1.1 I1.2 , I1.3 , I1.4 , I1.5 I0.1 I0.3 , I0.4 , I0.5 I0.4 Kullanılabilecek CPU Modelleri CPU 221 ve 222 CPU 224 ve 226 CPU 224 ve 226 CPU 221 …. 226 CPU 221 …. 226 CPU 221 …. 226 HIZLI SAYICILAR İÇİN KONTROL BİTLERİ HSC2 HSC3 HSC4 HSC5 Tanımlama SM37.0 SM47.0 SM57.0 SM137.0 SM147.0 SM157.0 SM37.1 SM47.1 SM57.1 SM137.1 SM147.1 SM157.1 SM37.2 SM47.2 SM57.2 SM137.2 SM147.2 SM157.2 SM37.3 SM47.3 SM57.3 SM137.3 SM147.3 SM157.3 SM37.4 SM47.4 SM57.4 SM137.4 SM147.4 SM157.4 SM37.5 SM47.5 SM57.5 SM137.5 SM147.5 SM157.5 SM37.6 SM47.6 SM57.6 SM137.6 SM147.6 SM157.6 SM37.7 SM47.7 SM57.7 SM137.7 SM147.7 SM157.7 Dış RESET girişi olmayan sayıcılar tarafından kullanılmaz. START girişi olmayan sayıcılar tarafından kullanılmaz. 4 ‘ lü sayma seçimi 0 – 4x sayma değeri 1 – 1x sayma değeri Sayıcının sayma yönü 0 – Aşağı say 1 – Yukarı say Sayıcı yön güncelleme 0 – Güncelleme 1 – Güncelle Yeni ayar değeri 0 – Yeni ayar değeri yazma güncelleme (yaz) 1 – Yeni ayar değeri yaz Yeni anlık değer 0 – Yeni anlık değeri yazma güncelleme(yaz) 1 – Yeni anlık değeri yaz Sayıcı çalıştırma 0 – Sayıcı çalışmasın 1 – Sayıcı çalışsın YENİ ANLIK DEĞER VE YENİ AYAR DEĞERİ ADRESLERİ HSC0 HSC1 HSC2 HSC3 HSC4 HSC5 YÜKLENECEK DEĞER SMD38 SMD48 SMD58 SM137.0 SMD138 SMD158 Yeni anlık değer ( CV ) SMD42 SMD52 SMD62 SM137.1 SMD142 SM152 Yeni ayar değeri (PV ) UYGULAMA 9 : Bir konveyör motoru 10 tur sağa 10 tur sola dönerek bantı ileri geri hareket ettirecek ve yön değiştirmelerde 5 ‘ er sn duraklayacaktır.Motor kontrolü 100 pals çift sinyal artımlı enkoder ile sağlanacaktır. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. Uygulama 9 ‘ un devamı S7 200 VE MM420 İLE HIZ KONTROL Bağlantılar yapıldıktan sonra çalışma şekline göre MM420 ‘ nin parametre ayarları yapılır. S7 200 - MM420 ANALOG MODÜL ( EM235 ) - MM420 - S7 200 ANALOG SENSÖR - ANALOG MODÜL ( EM235 ) - MM420 - S7 200 UYGULAMA 10 : 3 fazlı 1500 devirli bir asenkron motora MM420 ile hız kontrol uygulaması yapılacaktır.MM420 de anahtarlama yöntemiyle aşağıdaki değerlerle rampalama yapılarak motora yol verilecektir. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. 6 ‘ şar sn aralıklarla ; 150 d/dk – 450 d/dk – 600 d/dk – 900 d/dk 1050 d/dk – 1350 d/dk – 1500 d/dk. MM420 P700 – 2 , P1000 – 3 P1001 – 5 P1080 – 5 parametreleri ; P701 – 16 , P702 – 16 , P703 – 16 , Hz , P1002 – 15 Hz , P1003 – 30 Hz Hz , P1082 – 50 Hz UYGULAMA 11 : 3 fazlı 1500 devirli bir asenkron motora MM420 ile hız kontrol uygulaması yapılacaktır. Başlatma butonuna basıldığında motor normal devrinde çalışacak , durdurma butonuna basıldığında motor 5 ‘ er sn aralıklarla 2 kademe rampalama yaparak duracak. Hız kontrol cihazı EM 235 analog modül üzerinden kontrol edilecek. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. Rampa kademeleri ; 1. Kademe 750 d/dk – 2. kademe 300 d/dk MM420 parametreleri ; P700 – 2 , P1000 – 2 UYGULAMA 12 : Bir kömür yükleme tesisinde kömür bir depodan bant üzerine aktarılarak taşınacaktır. Başlatma butonuna basıldığında bant hareket ederek kömürleri taşımaya başlayacak. Bantın altında bulunan ağırlık sensörü bant üzerindeki kömür miktarını algılayarak bantın hızını ayarlayacak.Kömür miktarı arttıkça bant hızlanacak , azaldıkça bant yavaşlayacak. Durdurma butonuna basıldığında bant duracak. Sistemde MM420 Hız kontrol cihazı ve EM 235 analog modül kullanılacak. Sistemin çalışmasını sağlayacak PLC devre şemasını çizin. AĞIRLIK SENSÖRÜ : Ağırlığa bağlı olarak gerilim üretir. 0 – 30 kg ‘ lık ağırlık algılamasında kullanılır. Maksimum skala gerilimi 25 mV ‘ tur. ANALOG MODÜL ANAHTAR GRUBU 50 mV unipolar olarak ayarlanır. 1. ON - 2. OFF - 3. OFF - 4. ON - 5. OFF - 6. ON MM420 parametreleri ; P700 – 2 , P1000 – 2 OPERATÖR PANEL ( HMI ) İnsan – makine arabirimi Operatör paneller ara birim cihazlarıdır. Sistemi çalıştırma – durdurma , Veri girme – görüntüleme , Hata görüntüleme , Raporlama gibi işlemler için kullanılır. Operatör panel düzenlemesini bir uygulama üzerinden anlatmak konuyu daha anlaşılır kılacağı için öncelikle bir s7 200 PLC uygulaması oluşturup bu uygulamaya yönelik panel düzenlemesini gerçekleştirelim. Operatör panel olarak delta marka bir panel tercih edeceğiz. Delta operatör paneller Proğramlanması oldukça kolaydır. Kullanışlı ve işlevseldir. S7 200 dahil birçok PLC modeli ile haberleşebilir. Benzerlerine göre ekonomiktir. UYGULAMA 13 : Bir konveyör sistemi operatör panelle kumanda edilecek. Sistemde 1. silindir bant üzerine ürün sürecek , 2. silindir ürün ayıracak , 3. ve 4. silindirler ayrılmış ürünlere etiket basacak , 5. ve 6. silindirler dolan paketleri itecek. Sistemde harici başlatma ve durdurma butonu olmayacak bu işlem operatör panelden gerçekleştirilecek. Panel üzerinde acil stop , termik ve malzeme yok göstergesi ile ürün 1 ve ürün 2 toplam sayacı bulunacak. PV ve PT değerleri panel üzerinden ayarlanacak. Sistemin çalışmasını sağlayacak PLC proğramı ve operatör paneli düzenleyin. Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün devamı Uygulama 13 ‘ ün operatör panelini düzenleme DOP Soft proğramı açıldığında yeni sekmesi tıklanır , proje sihirbazı penceresi açıldığında gerekli ayarlar yapılır Kullanılacak PLC modeli seçilir Bitir butonu tıklanır.. Kullanılacak operatör panel seçilir Proje adı ve sayfa adı değiştirilir İleri butonu tıklanır.. 1 7 2 3 Start – Stop butonları 1 – Buton sekmesi tıklanır. 5 2 – Push Buton seçilir. Sol tık yapılarak ekran üzerinde Sürüklenerek buton oluşturulur. 8 6 4 3 – Özellikler penceresinden yazma adresi tıklanır. 4 – Açılan pencereden aygıt tipi M adres/değer 0.0 yapılır. 5 – Yazı bölümüne start yazılır. 6 – Butona basılmadığında görünümü için resim seçilir. 7 – Butona basıldığında görünümü için resim seçilir. 8 – Aynı işlemler stop butonu içinde yapılır. Adres olarak M0.1 ayarlanır. 1 Ürün sayaçları 2 3 5 4 1 5 2 3 6 7 8 4 1 – Data Göster sekmesi tıklanır. 2 – Sayı Göster seçilir. Sol tık yapılarak ekran üzerinde Sürüklenir. 3 – Özellikler penceresinden okuma adresi tıklanır ve Açılan pencereden VD54 yapılır . 4 – Ayarlar tıklanır gelen pencerede kazanç 1.0 yapılır. 5 – Aynı işlemler 2. ürün için de yapılır. Okuma adresi VD58 yapılır. Göstergeler 1 – Gösterge sekmesi tıklanır. 2 – Çoklu Durum Göstergesi seçilir. Sol tık yapılarak ekran üzerinde Sürüklenir. 3 – Özellikler penceresinden okuma adresi tıklanır ve Açılan pencereden M1.1 yapılır . 4 – O durumu için resim seçilir. 5 – 1 durumu için resim seçilir. 6 – 7 Eleman ismi için yazı aracı seçilir ve acil stop yazılır. 8 – Aynı işlemler diğer göstergeler içinde yapılır ve adresleri yazılır. Termik için M1.2 , malzeme yok için M0.3 ve sistem için M0.2 Ayarlar sayfası Sayfa > Yeni Sayfa sekmesi tıklanır. Gelen pencereden ; 1 1 – Sayfa Adı ayarlar yazılır. 2 2 – Sayfa numarası 2 yazılır ve tamam tıklanır. 1 Ayarlar ve Ana Sayfa Butonları 3 2 4 1 – Buton sekmesi tıklanır. 2 – Sayfaya Git seçilir. Sol tık yapılarak ekran üzerinde Sürüklenir. 3 – Özellikler penceresinden yazı bölümüne ana sayfa yazılır , buton görünümü için resim seçilir. 4 – Sayfaya Git bölümünde ana sayfa seçilir. 5 – Aynı işlemler ana sayfadaki ayarlar butonu içinde yapılır ve Sayfaya Git bölümünde ayarlar seçilir. 1 Sıfırlama Butonları 3 2 1 – Buton sekmesi tıklanır. 4 2 – Sabit Ata seçilir. Sol tık yapılarak ekran üzerinde Sürüklenir. 3 – Özellikler penceresinden Yazma Adresi tıklanır ve VD54 ayarlanır. 4 – Yazı bölümüne sıfırla yazılır ve buton görünümü için resim seçilir . 5 – 6 Ayarlar bölümü tıklanır ve gelen pencereden Sabit Değer 0 yapılır. 6 5 7 – Aynı işlemler diğer sıfırla butonları içinde yapılır. Yazma adresleri VD58 , CO , C1 yapılır. 1 2 3 4 Veri Değiştirme 1 – Data Gir sekmesi tıklanır. 2 – Sayısal Değer Gir seçilir. Sol tık yapılarak ekran üzerinde sürüklenir. 3 – Özellikler penceresinden Yazma Adresi tıklanır ve veri adresleri ayarlanır. 4 – 5 Ayarlar tıklanır gelen pencereden kazanç ayarları yapılır. 6 – Aynı işlemler diğer data gir elemanları içinde yapılır. 7 – Yazma adresleri PLC proğramında kullanılan zaman rölesi ve sayıcılarda PV ve PT için kullanılan hafıza alanlarıdır. 5 Yazma adresleri Malzeme yükleme VW30 Buton Sürme VW32 Ürün Ayırma VW34 Ürün Kontrol VW36 Paketleme 1 VW38 Paketleme 2 VW40 Paketleme sayaç 1 VW42 Paketleme sayaç 2 VW44 Boş Koli 1 VW46 Boş Koli 2 VW48 Silindir Bırakma VW50 Kazanç değerleri PLC proğramında kullanılan zaman rölesi ve sayıcı türlerine göre belirlenir. PV yada PT değerleri Yazılan değer / Kazanç şeklinde hesaplanır. Kazanç Değerleri Malzeme yükleme 0.1 Buton Sürme 0.1 Ürün Ayırma 100.0 Ürün Kontrol 100.0 Paketleme 1 0.1 Paketleme 2 0.1 Boş Koli 1 0.1 Boş Koli 2 0.1 Silindir Bırakma 10.0 Paketleme sayacı 1 1.0 Paketleme sayacı 1 1.0 DİĞER KOMUTLAR Anında Komutları Önündeki kontak kapandığında tarama süresine bağlı olmadan görevini yerine getirir. Artırma Azaltma Komutları Girişine verilen herhangi bir değeri 1 artırarak çıkışına yazar. Girişine verilen herhangi bir değeri 1 azaltarak çıkışına yazar. Kaydırma Komutları EN sinyal girişi 1 olduğunda çıkışındaki OUT tüm bitleri N sayısı kadar sola kaydırır. En soldaki N kadar bit dışarı atılır. EN sinyal girişi 1 olduğunda çıkışındaki OUT tüm bitleri N sayısı kadar sağa kaydırır. En sağdaki N kadar bit dışarı atılır. Girişteki byte değerini 7 segment display ‘ in segmentlerini sürecek çıkışa dönüştürür. Kod çözücü Girişteki byte değerinin en değersiz 4 bit ’ini kullanarak çıkış word’ünün o değere eşit bitini set eder. Kodla Girişteki bir word değerinin sıfırdan farklı bir bilgi içeren en değersiz bit ’ini alır ve bit numarasını çıkışa yazar. Yuvarlama Girişteki gerçel sayıyı çıkışta 32 bit tam sayıya dönüştürür. 0,5 ve üstü yukarıya , 0,4 ve altı aşağıya yuvarlanır. Girişteki tam sayı değerini çıkışında BCD değerine çevirir. IN1 ve IN2 girişindeki değerlere VE işlemi uygulayıp sonucu çıkışa yazar. IN1 ve IN2 girişindeki değerlere VEYA işlemi uygulayıp sonucu çıkışa yazar. IN1 ve IN2 girişindeki değerlere ÖZEL VEYA işlemi uygulayıp sonucu çıkışa yazar. Girişindeki değeri lojik olarak tersleyip sonucu çıkışa yazar. Önündeki kontak kapalı ise proğramı bitirir. Önündeki kontak kapalı ise CPU ‘ yu STOP konumuna getirir. Proğramın işleyişi sırasında bazı bölümlerin şartlara bağlı atlanması için kullanılan sıçra komutudur. Jump komutunun hedefini gösteren etiket. SCR yi yükle komutudur. SCR proğram adımları arasında geçişi sağlar. SCR proğram bölümünü sonlandırır. Poğram döngüsünün belirli bir süreyi aşması durumunda devreye girer ve CPU ‘ yu STOP konumuna alır. Yararlanılan Kaynak : Recep Çetin S7 – 200 PLC ‘ LERLE OTOMASYON
© Copyright 2026 Paperzz