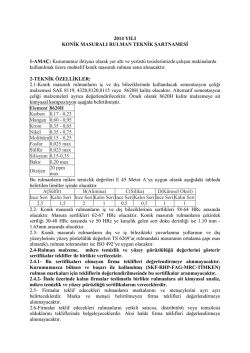
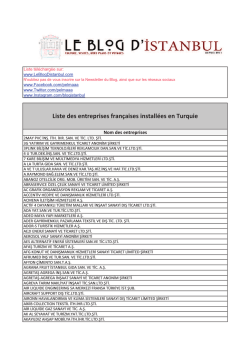
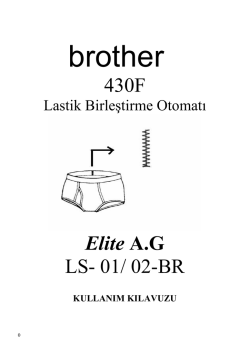
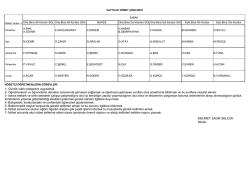
DİKİMHANE İŞLEMLERİ Prof.Dr. Binnaz KAPLANGİRAY DİKİMHANE İŞLEMLERİ Dikim; bir ya da birkaç kat malzemeyi birleştirmek, takviye etmek ya da süslemek için bir ya da birkaç dikiş tipinin uygulanmasıdır. Her giysi tipi için giysiyi oluşturan parçaların birleştirilme sırası için değişik yöntemler kullanılabilir. Dikimhanelerde genel olarak uygulanan işlemler: Kumaş kenarlarının sağlamlaştırılması: Giysi üretiminde genellikle yapılan ilk işlem kumaş kenarlarını overlok ile sağlamlaştırmaktır. Bu işlemin öncelikle yapılmasının nedeni birleştirmeden önce kenarlarda daha rahat işlem yapılabilmesidir. Genellikle dokuma kumaşlara uygulanır. Birleştirme dikişlerinin yapılması: Parçaların beden dikişlerinin yapılması, omuzların birleştirilmesi, kolların takılması vb. işlemlerdir. Bu işlemlerin sırası modele göre değişir. Prof.Dr. Binnaz KAPLANGİRAY 2 Ara ütüleme işlemlerinin yapılması: Ara ütüleme işlemi dikiş açma amacıyla yapılır. Bu işlemin yapılıp yapılmaması giysinin özelliklerine ve işletme yapısına bağlıdır. Genel olarak işin kalınlığı az ise giysinin ara ütüleme oranı az olmaktadır. Fonksiyonel parçaların giysiye eklenmesi: Fermuar takılması, ilik açılması, düğme dikilmesi gibi işlemleri kapsar. Fermuarların takılması tüm giysilerde sıranın başına kaydırılmıştır. İlik açma ve düğme dikme işlemleri gömlek üretiminde sıranın başında yapılırken, ceket ve paltolarda son işlem grubundandır. Dekoratif dikişlerin yapılması: Dekoratif yüzey işçiliği üretim esnasında uygun yerlerde yapılır. Nakış tipleri, elbise üzerindeki motifler ya da süsleme dikişleri her zaman baştan yapılır. Prof.Dr. Binnaz KAPLANGİRAY 3 DİKİM TEKNİKLERİ Giysideki estetik özellikler, mukavemet, dayanıklılık, giyim konforu gibi özellikler göz önüne alınarak dikim tipleri belirlenir. Dikiş bileşenlerinin sayısına ve tipine göre 8 sınıfa ayrılır. Sınıf 1: Birleştirme Dikim Tipi (Superimposed Seam - Ss) Sınıf 2: Katlamalı Dikim (Lapped Seam - Ls) Sınıf 3: Bağlamalı Birleştirme Dikim (Bound Seam – Bs) Sınıf 4: Düz (Yassı) Dikim (Flat Seam – Fs) Sınıf 5: Dekoratif Dikim Tipleri Sınıf 6: Kenar Temizleme (Edge Fınıshıng – Ef) Sınıf 7 Sınıf 8 Prof.Dr. Binnaz KAPLANGİRAY 4 SINIF 1: BİRLEŞTİRME DİKİM TİPİ (SUPERİMPOSED SEAM - SS) Bu dikim yapısı giysiler üzerinde yaygın olarak kullanılır. Minimum iki bileşenden oluşur ve her ikisinde de aynı kenarlar sınırlandırılmıştır. Kumaşların birleştirilmesi, kenar temizleme ya da birlikte aynı anda dikiş oluşturmak amacıyla kullanılır. Aşağıdaki şekilde üç farklı durum görülmektedir. (i) ve (ii) açık baskı dikişini göstermektedir. Burada kumaş kenarları daha sonra yanlara açılarak ütülenebilir. (iii)’de kumaş kenarları birlikte dikilmiştir. Burada görüldüğü gibi bu dikim şekillerinin hepsi bir adımda gerçekleşmeyebilir. Prof.Dr. Binnaz KAPLANGİRAY 5 SINIF 2: KATLAMALI DİKİM (LAPPED SEAM - LS) Bu dikim şekli en az iki bileşene uygulanır. Dikim tipinde bileşenlerden birisinin bir kenarı, diğerinin ise karşıt kenarı sınırlıdır. Böylece iki bileşen zıt ve farklı seviyelerde üst üste bindirilerek dikiş uygulanır. Gömlek, kot pantolon gibi uzun dikişlerde genellikle kenet dikiş olarak adlandırılan, çift iğneli dikiş makinesinde yapılan iki sıralı dikiştir. Bacak iç dikişlerinde olduğu gibi yüzeydeki ipliklerin sürtünmeye maruz kaldığı bölgelerde güçlü bir dikiş sağlar. Prof.Dr. Binnaz KAPLANGİRAY 6 SINIF 3 BAĞLAMALI BİRLEŞTİRME DİKİM (BOUND SEAM – BS) Bu sınıfta dikim minimum iki bileşene uygulanır. Bunlardan birinin bir kenarı sınırlı, diğerinin her iki kenarı da sınırlıdır. Bir materyalin kenarına diğer materyalin bağlanmasıyla oluşturulur. Diğer materyalin biyelenerek yapıya dahil edilmesi mümkündür. Giysi kumaşına zıt renklerde veya farklı yapılarda olan dar enli bantlar kesilerek uygulanabilir. Katlama aparatı yardımı ile ana kumaşın kenarı bant ile sarılır. Normalde verev kesilen bantlar kullanılır. Birleştirme dikişi çoğunlukla dekoratif kenarlarda ve biyelemede kenar sonunda uçları birbirine bağlamak için kullanılır. (i); tişörtlerin boyun açıklıklarının kenarlarında, erkek atlet ve iç çamaşır kenarlarında kullanılır. (ii); Bantın kesilerek yapıya dahil edildiği durumdur. Bu normalde giysiye zıt renkte olabilir. Prof.Dr. Binnaz KAPLANGİRAY 7 SINIF 4 DÜZ (YASSI) DİKİM (FLAT SEAM – FS) Bu dikim tipi minimum iki bileşenden oluşur. Bileşenlerin zıt kenarları sınırlıdır. Bu dikim tipinde kumaş kenarları üst üste bindirilmez, arada boşluk olmayacak şekilde yan yana getirilir ve karşılıklı dikişle birleştirilir. Dikim tipinde iki iğneli ve ipliğin tamamen kumaş içinden geçtiği dikiş kullanılır. Hacimsiz bir birleştirme olanağı sağladığı için özellikle iç giyimde ve örme kumaşlarda yaygın olarak kullanılmaktadır. Kumaş bileşenleri alternatif olarak zikzak dikişle birleştirilebilir. Böylece dekoratif bir açıklık oluşturulur. Prof.Dr. Binnaz KAPLANGİRAY 8 SINIF 5 DEKORATİF DİKİM TİPLERİ Bu dikim tipinde tekli ya da çoklu sıralı dikiş, bir ya da daha fazla kumaş katına uygulanarak giysilerde dekoratif dikiş yapılır. Burada katlar kumaşın kendi üzerine katlanmasıyla oluşturulur. Bu sınıfın en basit dikim tipi, giysi önüne dekoratif çapraz yapılan dikimdir. Şekilde çeşitli dekoratif dikimler görülmektedir. (i) çift iğneli kurdele dikimi göstermektedir. (ii)’de ise 4 sıralı dikiş uygulamasıdır. Bu tipteki çok iğneli dikimde kumaş yüzeyinde veya dikişin altında nakış iplikleri kullanılarak dekoratif bir özellik sağlanabilir. Prof.Dr. Binnaz KAPLANGİRAY 9 (iii)’de katlama aparatıyla gerçekleştirilen nervür dikim şekli görülmektedir. Bu tipteki nervür, kumaş kenarının katlanmasıyla oluşturulan dikim tipinden farklıdır. Buradaki pililer birbirine paralel ve aynı anda oluşmaktadır. (iv)’de farklı bir uygulama olarak kanal dikim tipi görülmektedir. Prof.Dr. Binnaz KAPLANGİRAY 10 SINIF 6 KENAR TEMİZLEME (EDGE FINISHING – EF) Kumaş kenarına uygulanan dikiş işlemlerini kapsamaktadır. Kenar temizlemenin anlamı; dikişle kenarların bastırılması ve kenarların dikilmesidir. En basiti, giysi içindeki kenarların overlok dikişle temizlenmesi ve biçimlendirilmesidir. Kumaş kenarlarının bastırılması ve giysilerin alt kenarları düşünüldüğünde çeşitli dikim tipleri uygulanabilir. Burada bilinmesi gereken, uygun dikiş yapısı ve kullanılacak dikim tipidir. Şekilde çeşitli dikim tipleri gösterilmektedir. (i), tipik elbise baskısı ya da dokuma kumaştan yapılan pantolon baskısı için kör dikiş kullanılarak yapılmıştır. Örme kumaşlarda temizleme ihmal edilebilir. (ii), Katlama aparatı kullanılarak yapılan dikim şeklidir. Gömlek ya da etek astarlarında bu yapı kullanılabilir. Prof.Dr. Binnaz KAPLANGİRAY 11 (iii) ve (iv)’de gösterilen kenar katlamaları gömlek önünde iliklerde kullanılmaktadır. İki farklı yapısı vardır. Birinde dikiş iki basamakta gerçekleşir, diğerinde iki iğneli dikiş makinası kullanılarak tek adımda yapılır. Prof.Dr. Binnaz KAPLANGİRAY 12 SINIF 7 Bu dikim şekli 1983 yılında İngiliz standartlarına eklenmiş ancak tanımlaması yapılmamıştır. Dikim minimum iki bileşenden oluşmaktadır. Bunlardan birinin tek tarafı, diğerinin iki tarafı sınırlıdır. Eklenen bileşen özelliği hariç katlamalı dikime benzemektedir. Burada eklenen bileşenin iki tarafı da sınırlıdır. Giysilere farklı malzemelerin birleştirilmesi bu şekilde yapılabilir. SINIF 8 Bu dikim sınıfı da Sınıf 7 gibi sonradan ilave edilmiş ve tanımlaması yapılmamıştır. İki tarafı sınırlı minimum bir bileşenle oluşturulur. Başka bir bileşen kullanılacaksa onun da iki tarafı sınırlı olmalıdır. Bu sınıfın en genel tipi kot pantolon, yağmurluk vb. kemer biritlerinin oluşturulmasıdır. Prof.Dr. Binnaz KAPLANGİRAY 13 DİKİŞ TİPLERİ DİKİŞ PARAMETRELERİ Dikim işlemi; dikiş ipliğinin iğne yardımıyla kumaş içinden geçirilerek yatırılmasıdır. Dikim sırasında dikiş yönü ile malzemenin hareket yönü birbirinden farklı olabilir. Buna göre doğrusal dikiş veya zikzak dikiş olarak ayrılabilir. Dikiş derinliği: Dikişin alt ve üst yüzeyleri arasındaki mesafedir. Kumaş kalınlığına ve birleştirilen kat sayısına bağlıdır. Dikiş adımı: İpliğin ve on taşıyan iğnenin bir kumaşa batırılması ve çıkarılması ile oluşan dikiş birimidir. Dikiş adım boyu (a): Dikim hattındaki bir dikiş noktasından takip eden noktaya kadar olan uzaklıktır. Ayarlanan dikiş sıklığına göre değişir. Batış uzunluğu (l): Dikim yönünde iki iğne batım noktasının birbirine olan uzaklığıdır. Doğrusal hatlı dikişte a = l Üst dikiş uzunluğu (U): İki ard arda gelen batışın yatay yöndeki genişliğidir. Dikiş sıklığı: Dikiş hattı oluşumunda birim uzunluktaki dikiş adım sayısı, dikiş sıklığını belirler. Dikiş sıklığı kumaş yapısına, dikiş tipine, kullanım yerine, dikiş ipliği tipi ve numarasına bağlı olarak belirlenir. Dikiş uzaklığı: İlk dikiş hattı ile kumaş kenarı arasındaki uzaklıktır. Prof.Dr. Binnaz KAPLANGİRAY 14 TEMEL DİKİŞ SINIFLARI Dikiş sınıfı Tanımı 100 Tek iplikli zincir dikişler 200 El dikişleri 300 400 500 600 Dikiş mekanizması İğne, kör lüper İğne, iğne aynası, iplik silindiri Düz (çift baskı) dikişler İğne, masura kabı veya mekik, mekik kancası Çok iplikli zincir dikişler İğne, gözlü ilmek atıcıları, ilmek ayırıcı ve bağlama plakası Overlok dikişler İğne, lüperler, kanca Kapama(örtme) amaçlı dikişler İğne, gözlü lüper, bağlama plakası, ilmek ayırıcı, ilmek tutucu, ilmek yakalayıcı kanca Prof.Dr. Binnaz KAPLANGİRAY 15 Tek İplikli Zincir Dikiş (Sınıf 100): Kumaşın ters yüzeyinde bir zincirin iç içe geçmiş halkaları gibi göründüğü, tek bir ipliğin kumaş kat veya katlarından geçerek karşı yüzeyde kendisi ile ilmeklendiği dikiş tipidir. Tek iplikli zincir dikişin özellikleri: Tek iplikli zincir dikişte tek ipliğin halkaları birbiri içinden geçtiği için çok esnek bir dikiş türüdür. Kolayca sökülebilir Alt ve üst taraf farklı görünür. Masura değiştirme işlemi olmadığı için çift baskı dikişine göre avantajlıdır. İplik tüketimi düz dikişe göre %35 daha fazla, iki iplikli zincir dikişe göre ise ortalama %20 daha azdır. Özellikle kenarların bitişinde, bağlantı yerlerinde örgü kumaşların esnek şekilde birleştirilmesinde, düğme otomatlarında, iç çamaşır ilik otomatlarında, teyel amacıyla geçici dikiş olarak uygulanabilir. Prof.Dr. Binnaz KAPLANGİRAY 16 El Dikişleri (Sınıf 200): Bu dikişte iplik, kumaş veya kumaş katları arasından tamamen geçirilerek dikiş oluşturulur. El dikişinde ortaya çıkan problemler : İpliği tamamen alt ya da üst tarafa geçirme zorunluluğu, İğnenin hangi tarafta olursa olsun 180 ° çevrilmesi gerekliliği El dikiş yapan makinalarda iki ucu sivri ve deliği ortasında bulunan iğne veya kancalı iğne kullanılır. Ortası delikli iğnenin kullanıldığı el dikişi yapan dikiş makinalarında , makinanın alt ve üstünde iki çene bulunur. İğnenin dalıp çıkma hareketi bu çeneler vasıtasıyla gerçekleştirilir. Prof.Dr. Binnaz KAPLANGİRAY 17 Düz ( Çift Baskı) Dikiş (Sınıf 300): Bir üst iplikle (iğne ipliği) bir alt ipliğin bağlantı yapmasıyla oluşur. Üst ve alt yüzeylerde dikişin görüntüsü aynıdır. Bağlantı dikilen yüzeyin tam ortasında oluşur. Bu dikiş sınıfının en tanınmış tipi 301’dir. Dikiş Özellikleri: Dikiş iki iplik sisteminde oluşmaktadır. Üst iğne ipliği makine üzerindeki bir iplik bobininden beslenirken, alt iplik dikiş plakası altında bulunan bir mekik yuvası içindeki masuradan verilir. Masuraya sarılan iplik miktarı, iplik numarası ve masura boyutları ile orantılıdır. Bu durumda düz dikişte bir masura değişim zamanı ortaya çıkmaktadır. Dikiş oluşunda bir iğneye karşılık iki iplik sisteminin olması, çok iğneli çalışma durumuna sınırlama getirmektedir. Çok iğneli çalışmalarda gereken sayıda masurayı dikiş plakası altına yerleştirmek için yer yoktur. İki iplik sisteminin bağlantı yapmasıyla oluşan dikiş, oldukça mukavemetli ve diğer dikişlere göre esnekliği daha azdır. Dikiş son derece zor sökülür. Prof.Dr. Binnaz KAPLANGİRAY 18 Çok İplikli Zincir Dikiş (Sınıf 400): Birinci iplik sistemindeki ilmekler kumaştan geçirilir ve ikinci iplik sisteminin ilmekleri ile zincir şeklinde birleştirilerek tutturulur. Çok iplikli zincir dikiş özellikleri: İki iplikli zincir dikiş düz dikişe göre daha esnek,tek iplikli zincir dikişe göre daha az esnektir. Düz dikişlere göre istenildiğinde çok kolay sökülebilir. Kumaşın alt tarafında fazla miktarda iplik yığılması olur ve iplik tüketimi düz dikişe göre %70 daha fazladır. Örgü ve triko kumaşların dikiminde, gömlek ve iş elbiselerinin dikiminde, gözlü ilikte kullanılır. Prof.Dr. Binnaz KAPLANGİRAY 19 Reçme Dikişi: Çok iplikli zincir dikiş grubundandır. Reçme dikişinde üst kısımda çift iğne düz dikiş görüntüsü, alt kısımda örmeli zincir dikiş görüntüsü vardır. Reçme dikişi 406, 407 ve 408 dikiş tipleri ile yapılabilir. Elastik bir dikiş olduğundan örgüden mamül iç çamaşırı, tshirt vb. ürünlerde, Birleştirilmiş parçalarda etek ucu, kol ağzı gibi açık yerlerde kapatma dikişi olarak, Estetik amaçlar için kullanılır. 406 Ön görünüm Prof.Dr. Binnaz KAPLANGİRAY Arka Görünüm 20 Overlok Dikişi ( Sınıf 500) Kumaş kenarlarını tutturmak, emniyete almak için kumaş kenarlarının düzeltilerek temizleme ve sürfile etkisi oluşturacak şekilde iplikle sarılmasıyla yapılan makine dikişidir. Overlok dikişinde (3 iplik için) bulunan iplikler, iğne ipliği, lüper ipliği ve sargı ipliğidir. Sargı ipliği dikiş oluşumunda kumaş kenarlarını iğne ve lüper ipliğinin oluşturduğu dikiş hattına kadar sarıp bağlayarak temizleme, sürfile işlevi görür ve iplik saçaklanmasını, çözülmesini önler. Prof.Dr. Binnaz KAPLANGİRAY 504 21 Ovelok dikiş özellikleri: Dikiş işlemi kolay ve hızlıdır Dikiş sökülebilir. Birleştirme yerlerinde kullanıldığında hacimli bir dikiş türüdür. İplik sarfiyatı düz dikişe göre %400-600 oranında daha fazladır. Dikiş birleştirilmelerinin başlangıcında ve bitişinde dikiş sökülebilir. Overlok dikişi kullanım yerleri: Özellikle örme giysi parçalarını birleştirmede Kenar temizleme, sürfile ve bitirmede Lastik gibi malzemeleri giysi parçalarına eklemede Özel aparatlarla dikiş yapmada Süsleme amaçları için kullanılır. Prof.Dr. Binnaz KAPLANGİRAY 22 Emniyet Dikişi: Emniyet dikişi, kumaş kenarından biraz uzakta takviye edilen bir zincir dikiş veya kilit dikiş ile overlok dikişinden oluşur. Kenardan belirli bir uzaklıkta iki paralel bağımsız dikiş sırasının aynı anda dikilmesi suretiyle yapılan makine dikişidir. Sıralardan biri sürfile görevi yapan overlok dikiş diğeri düz veya çok iplikli zincir dikiştir. Özellikle zorlanmaya ve gerilime maruz giysi bölümlerinde, esnek ve örme giysilerde, mayolarda, iç çamaşırı ve spor giysilerde, iplikleri kolay sökülen giysilerin kenarlarının dikişinde kullanılır. Emniyet dikişi beş iplikli overlok makinasında yapılır. İki iplik kumaş kenarından genellikle 7 veya 10 mm mesafede emniyet dikişi oluşturmakta, aynı zamanda buna paralel olarak diğer üç iplik belirli bir sargı genişliğinde üç iplik overlok dikişi oluşturmaktadır. Beş iplikli overlok makinasıyla gerçekleştirilen bu dikişin alternatifi, giysi parçalarının önce üç iplik overlokla birleştirilmesi ve daha sonra bu dikişin kenarına düz dikiş uygulanmasıdır. Prof.Dr. Binnaz KAPLANGİRAY 23 Kapama Dikişler (Sınıf 600): Kapama dikişler üç iplik sisteminden oluşur. Birinci sistemin ilmekleri dikilen kumaşın üst tarafında bulunan ikinci sistemin ilmekleri ile bağlantı yaparak kumaşın arasından geçer ve üçüncü sistem iplikleriyle kumaşın altında zincirlenir Kapama dikişin özellikleri: •Elastik bir dikiş hattı oluşturur. •Hassas bir dikiştir. •İplik tüketimi diğer dikişlere oranla çok fazladır. Örneğin değişik kapama dikişi tiplerinde düz dikişe göre %600-1400 oranında, iki iplikli dikişe göre %300-800 arasında fazla iplik tüketimi vardır. Kapama dikişin kullanım yerleri: •Sürtünmenin az olması istenen yerlerde (iç çamaşırlarda) •İç çamaşırlarda yaka, kolevi ve paçalara bant takma işleminde •Daha çok örme giysileri süsleme amacıyla kullanılır. Prof.Dr. Binnaz KAPLANGİRAY Ön görünüm Arka görünüm 24 DİKİŞ İPLİKLERİ Prof.Dr. Binnaz KAPLANGİRAY DİKİŞ İPLİKLERİNDE KULLANILAN LİF TİPLERİ DOĞAL LİF ESASLI DİKİŞ İPLİKLERİ Doğal hammaddeler içinde çok amaçlı olarak kullanılabilen tek elyaf çeşidi pamuktur. Dikiş ipliklerinde yaklaşık 0,002 mm lif çapı ve 30-40 mm lif uzunlukları kullanılır. Pamuk dikiş iplikleri genellikle iyi bir dikiş performansı sağlar. Fakat mukavemetleri ve aşınma dirençleri; aynı kalınlıktaki bir sentetik iplikten daha düşüktür. Ancak pamuk iplikleri yüksek ve kuru sıcaklıklarda sentetiklere göre daha stabildir ve bu nedenle dikiş işlemi esnasında ortaya çıkan iğne ısınmalarından az etkilenir. Pamuk dikiş iplikleri gördüğü işlemlere göre farklı tipleri vardır. Prof.Dr. Binnaz KAPLANGİRAY 26 Merserize pamuk ipliği: Merserize iplikler, germe işlemi altında kostik soda uygulanmış ipliklerdir. Bu işlem sonucunda pamuk lifleri şişer ve daha düzgün yapı kazanırlar. Daha parlak bir görünüm kazanır İplik mukavemetinde yaklaşık %10 mertebesinde artış sağlanır. Bir çok renge kolayca boyanabilir. Kazanılan özellikler kalıcıdır ve yıkama ya da başka bir şekilde bu özelliklerini kaybetmezler. İplik uzayabilirliği özellikle streç ve örgü kumaşlar gibi yüksek uzama gösteren kumaşlar için kullanılabilir. Prof.Dr. Binnaz KAPLANGİRAY 27 Soft pamuk iplikleri: Ağartma ve boyama dışında başka bir işlem uygulanmaz. Bunun dışında bir yağlama işlemi uygulanmaktadır. Bu iplikler genellikle yüksek yaş çekme değerlerine sahiptirler. Yıkamadan sonra dikişte büzülmeler görülür. Çuval ağzı dikişi, boyama yapılacak kumaş toplarının birleştirilmesinde kullanılır. Glase pamuk iplikleri: Bu iplikler, soft ipliklere dikiş performansının arttırılması amacıyla özel bir yüzey kaplama yöntemi uygulanarak üretilirler. Yüzey kaplama sonucunda ipliğin mukavemeti artar. Soft pamuk ipliklerine göre daha düzgün bir yüzeye ve daha iyi aşınma direncine sahiptir. Ancak yüzey kaplaması dolayısıyla sert bir ipliktir. Prof.Dr. Binnaz KAPLANGİRAY 28 SENTETİK DİKİŞ İPLİKLERİ Son yıllarda sentetik esaslı iplikler daha fazla oranda kullanılmaya başlanmıştır. Bunun en önemli nedenleri arasında mukavemetlerinin yüksek olması ve düşük çekme değerleri sayılabilir. Sentetik dikiş iplikleri; aromatik polyamid, sonsuz elyaf viskoz rayon vaya metalik ipliklerden başka çoğunlukla polyester ve polyamid kökenli olarak üretilmektedirler. Polyester ve polyamid genellikle yalnız olarak kullanılmalarına rağmen bazı durumlarda farklı elyaf ile birlikte (pamuk) kombine olarak kullanılmaktadır. Viskoz iplikleri; dikiş ipliği olarak sınırlı kullanım alanına sahiptirler. Sentetik iplikler kadar mukavemetli değildir. Elastikiyetleri düşüktür. Genellikle nakış işlemlerinde daha fazla oranda kullanılmaktadır. Prof.Dr. Binnaz KAPLANGİRAY 29 Sentetik iplikler özellikle kontinü filament ipliklerden oluşanlar, yüksek mukavemet ve aşınma dirençlerine sahiptirler. Dikiş ipliği olarak kullanılan polyester ve naylon liflerinin kesiti genellikle yuvarlaktır ve düzgün yüzeye sahiptirler. Kesik elyaf olarak kullanıldığı dikiş ipliklerinde doğal liflere benzer görünüm elde edilmektedir. Polyester dikiş iplikleri naylona göre daha fazla oranda kullanılmaktadır. Yüksek mukavemeti, iyi kimyasal özellikler göstermesi, boya haslıklarının iyi olması ve ucuzluğu avantajlı yönleridir. Naylon dikiş iplikleri polyestere göre daha yüksek mukavemete sahiptir ve daha ince olarak yapılabilir. Ancak yüksek elastikiyeti dikiş işlemleri için çok uygun değildir. Bu iplikler dikiş işlemi sırasında esnerler ve sonrasında geri dönerek dikişte büzgü oluştururlar. Prof.Dr. Binnaz KAPLANGİRAY 30 DİKİŞ İPLİKLERİNİN YAPISI Bükümlü dikiş iplikleri: Burada doğal lifler veya kesik elyaf olarak elde edilmiş sentetik lifler öncelikle tek iplik olarak bükülür ve sonra bir yada üç tek iplik tersine bir bükümle bir araya getirilip iplik yapısı elde edilir. Tek ipliğin bükümü lifler tarafından sağlanan mukavemeti ve elastikiyeti pekiştirir. En son büküm olmadan dikiş esnasında iplik kontrol edilemez. İğnenin hareketi dolayısıyla katlar ayrılır ve yüzeylere sürtünür. Eğer büküm düşük ise iplikler yıpranabilir ve kopabilir. Eğer büküm yüksek olursa dikiş işlemi sırasında büklümlenme ortaya çıkar. Burada büküm yönü de önemli bir faktördür. Düz dikiş makinelerinde dikiş oluşum hareketi Z büküme uygundur. İplik S bükümlü olduğunda iğne hareketi ile büküm açılır, iplik yıpranır ve kopar. Flatlock makinelerinde S bükümlü iplikler kullanılmaktadır. Prof.Dr. Binnaz KAPLANGİRAY 31 Kontinü filament dikiş iplikleri: Kontinü filament dikiş iplikleri kendi içinde de farklı yapıda olabilirler. Monofilament’ten elde edilen dikiş ipliklerinin kullanımı sınırlıdır. Bu iplikler serttir ve esnek değildir. Genellikle kaba kumaşların örneğin döşemeliklerin dikiminde kullanılır. Dikiş ipliklerinde yaygın olarak Multifilament yapı kullanılmaktadır. Özellikle esnekliğin gerekli olduğu durumlarda kullanılır. Burada filament iplikler birlikte bükülür, boyanır ve bitim işlemlerine tabi tutulur. Optimum dikiş performansı ve aşınma direnci istendiğinde sentetik polimerli katlı iplikler tercih edilir. Multifilament polyester dikiş iplikleri yüksek mukavemet değerine sahipitr. Ve dikiş işleminde iyi bir ilmek formasyonu sağlar. İnce olmaları dolayısıyla daha büyük miktarlarda bobin üzerine sarılabilir ve böylece bobin değiştirme zamanı azalır. Naylon olanlar yüksek mukavemet ve aşınma özelliklerine sahiptirler. Genellikle ayakkabı ve deri konfeksiyonunda kullanılmaktadır. Kontinü filament ipliklere tekstüre işlemi uygulanarak hacimli bir yapı kazandırılır. Tekstüre dikiş iplikleri genellikle overlok ve zincir dikiş makinelerinde kullanılır. İyi bir örtücülüğe sahiptir. Prof.Dr. Binnaz KAPLANGİRAY 32 Corespun dikiş iplikleri: Kontinü multifilament poliester çekirdek ve bunun üzerinin merserize pamuk veya stapel poliester elyaf ile kaplanarak bükülmesiyle elde edilir. Poliester çekirdek mukavemet ve elastikiyet verir. Pamuk veya stapel poliester kaplama ise dikiş anındaki ısınmaya direnç sağlar. İplik yağları yüzey lifleri tarafından tutulur ve dikiş işlemi sırasında iğnenin soğutulmasını sağlar ve böylece iyi dikiş performansı gösterir. Bu dikiş iplikleri aynı zamanda belirli bir elastikiyete ve düşük çekme oranına sahiptirler. Corespun dikiş ipliklerinin en büyük problemi polyester ve pamuğun birlikte kullanımından dolayı boyanabilme zorluklarıdır ve bu da ilave bir maliyet getirir. Prof.Dr. Binnaz KAPLANGİRAY 33 Elastik dikiş iplikleri: Pamuk, sentetik, karışım veya madensel iplikle kaplanmış lastik çekirdeği bulunan uzayabilen ipliklerdir. Elastik iplik sadece düz dikiş ve zigzag dikiş makinalarında alt iplik olarak kullanılır. Sağlam ve esnektir. Azami ölçüde gerilebilme ve eski haline dönebilme yeteneği vardır. Bu özelliği dolayısıyla giysilerde büzgü oluşturmak için kullanılır. Prof.Dr. Binnaz KAPLANGİRAY 34 DİKİŞ İPLİKLERİNE UYGULANAN BİTİM İŞLEMLERİ Dikiş ipliklerine bitim işlemi olarak yağlama işlemi uygulanmaktadır. Dikiş işlemi sırasında iplik; her bir dikiş biriminin oluşumunda iğne gözünden geçip kumaş içinde yerini alıncaya kadar çok sayıda ileri – geri hareket yapar. Bu esnada yüksek esneme ve sürtünme etkilerine maruz kalır. Bitim işleminin tüm bu zorlanmaları karşılayacak seviyede ve değişkenlik göstermeyecek hassasiyette olması gerekir. Bitim işleminin düzensiz uygulanması iplik üzerinde oluşan gerilmelerde değişimlere yol açar ve bu durumda dengesiz dikiş oluşumu ve iplik kopuşları ortaya çıkar. İpliğe uygulanan yağlama işlemi sürtünmeyi azaltacak şekilde ipliğe kayganlık verir ve özellikle sentetik ipliklerde iğne ısınmalarına karşı ipliği korur. Prof.Dr. Binnaz KAPLANGİRAY 35 İyi bir yağlama işlemi uygulaması: Sürtünme katsayısı ve değişkenliğini minimuma indirir İpliği, iğne ısısının oluşturacağı hasarlardan korur Kesik elyaftan üretilen ipliklerde, lifler arası kaymayı engelleyerek mukavemet kaybını önler. İpliğin bobinden düzgün sağılmasını sağlar Kumaş üzerine leke yapmaz, ipliğin rengini değiştirmez. Son kullanım durumuna bağlı olarak farklı ipliklere farklı miktarda yağlama maddesi uygulanır. Corespun ve eğirilmiş polyester iplikler iğne ipliği olarak kullanıldıkları zaman yüksek sıcaklıklara dayanmak zorundadır. Bu yüzden de daha fazla yağlama yapılır. Kontinü filament ipliklerde genellikle fazla miktarda yağlamaya ihtiyaç duyulmaz. Yağın tipi, doğal ve sentetik iplikler için farklılık gösterir. Prof.Dr. Binnaz KAPLANGİRAY 36 DİKİŞ İPLİKLERİNİN NUMARALANDIRILMASI Dikiş ipliklerinde genellikle etiket numarası kullanılır. Dikiş ipliğinin numaralandırılmasında genellikle metrik sistem baz alınmaktadır. Pratikte bazı imalatçılar kesiksiz elyaftan oluşan ipliklere, ipliğin denye numarasına göre etiket numarası verirken, eğirilmiş ipliklerde metrik sistem baz alınmaktadır. Dikiş ipliğinde etiket numarası; ipliğin katlandıktan sonraki numarasının 3 katı bazında belirlenmiştir. Örneğin Nm60/3 iplik; her biri Nm60 olan 3 adet tek kat ipliğin katlı bükümünü ifade eder. Son iplik numarası Nm20 olan bu ipliğin etiket numarası 60 olur. Prof.Dr. Binnaz KAPLANGİRAY 37 Polyester dikiş iplikleri için etiket numarası hesaplama tablosu Tex 30 50 75 150 dtex*katsayısı dtex*katsayısı (2 katlı iplik) (3 katlı iplik) 100*3 150*2 165*3 248*2 250*3 375*2 500*3 750*2 Toplam dtex 300 495 750 1500 Etiket No hesaplama (1000/30)x3 (1000/50)x3 (1000/75)x3 (1000/150)x3 Etiket No 100 60 40 20 Pamuk dikiş iplikleri için etiket numarası hesaplama tablosu Tex 20 30 45 75 dtex*katsayısı dtex*katsayısı (2 katlı iplik) (3 katlı iplik) 67*3 100*2 100*3 150*2 150*3 225*2 250*3 375*2 Toplam dtex 200 300 450 750 Prof.Dr. Binnaz KAPLANGİRAY Etiket No hesaplama (590/20)x3 (590/30)x3 (590/45)x3 (590/75)x3 Etiket No 100 60 40 20 38 DİKİŞ MAKİNALARI Prof.Dr. Binnaz KAPLANGİRAY 39 Prof.Dr. Binnaz Kaplangiray Sanayide kullanılan dikiş makinaları, bazı değişiklikler gösterseler de temelde birbirlerine benzerler. Genel anlamda bir dikiş makinası üç temel kısımdan oluşur. Makinayı çalıştıran tahrik mekanizması Makinanın yerleştiği masa ve iskelet kısmı Makinanın kafası Prof.Dr. Binnaz Kaplangiray 40 DİKİŞ MAKİNELERİNDE HAREKET İLETİMİ Prof.Dr. Binnaz Kaplangiray 41 DİKİŞ MAKİNELERİNİN YAPI BİÇİMLERİ 1. Düz platformlu dikiş makineleri: Ana plaka ve masa yüzeyi aynı düzeydedir. Geniş bir çalışma yüzeyi oluşturduğundan büyük parçaların dikimi rahat olur. Bu tür makineler dikişçiye parçanın tümünü aynı anda görme olanağı sağlar. Düz dikiş, zincir dikiş, hızlı sanayi tipi makineler ile dikiş otomatlarında kullanılır. 2. Yüksek platformlu dikiş makinesi: Bu tür dikiş makineleri çeşitli Bu makineler masa yüzeyinden yüksekte durur. Bu düzenleme, belirli iş akışlarında parçanın daha kolay idare edilmesini sağlar. Yüksek platformlu dikiş makineleri, ihtiyaca göre düz platformlu dikiş makineleri gibi kurulabilir. Bu işlem için platform masanın yüzeyinden dışarı doğru kaldırılır veya içeri doğru kaydırılır. 42 Prof.Dr. Binnaz Kaplangiray 3. Sütunlu dikiş makinesi: Özellikle belli bir işlemin üzerinde çalışırken örneğin dar eğri dikişlerde, köşelerde, erkek ve bayan giysilerinde, kemer dikiminde, deri işlemelerinde, yastık sanayiinde kullanılır. 4. Serbest kollu dikiş makinesi: Serbest kollu dikiş makinelerinde ana yüzey yoktur. Sağ ve sol kollu makinelerde transport tertibatı ve mekik düzeni kolun altındadır. Bu tür makineler kollar gibi genişliği az olan hortum biçimindeki parçalarda ve pantolon paçalarının dikiminde kullanılır. Bu makineler sağ ve sol kollu olabilirler. Bunun yanında dikim yönüne dik veya paralel kollu makinelerde bulunmaktadır. Bu makineler daha çok örgü yüzeylerin çalışmasında kullanılır ve üç boyutlu parçaların elle çalışmasını kolaylaştırır. Prof.Dr. Binnaz Kaplangiray 43 5. Blok yapılı makineler: Yalnızca zincir dikiş makineleri şeklinde görülür. Kenar temizleme (overlok) ve emniyet dikişlerinde kullanılır. Dikiş, dikilecek parçanın kenarını takip eder ve böylece sağ yöne doğru malzeme geçişi önlenir. Bu şekilde makine kol ve milleri ile çalışma süreleri daha kısa olan yüksek bir devir ve dikiş sayısına sahip titreşimsiz bir blok yapı oluşturulur. 6. Silindir yataklı ileri kollu makineler: Bu yapı zincir dikiş makinelerinde görülmektedir. Hortum şeklinde olan malzemelerin (örneğin kol, pantolon paçası ) dikimi için geliştirilmiştir. Silindir yatağının küçük boyutu dolayısıyla çok küçük bir çapa sahip olan hortum şeklindeki malzemeler için uygundur. Prof.Dr. Binnaz Kaplangiray 44 DİKİŞ MAKİNASI ELEMANLARI Dikiş oluşum elemanı İğne Çağnoz Lüper Transport Görevleri Üst ipliği dikilecek parçanın altına geçirmek ve alt tarafta ilmek oluşumunu sağlamak Üst ve alt ipliğin halka oluşturması −İğneden gelen iplik ilmeğini yakalamak −İplik ilmeğini genişletmek −Genişletilmiş üst iplik ilmeğini mekiğin etrafından geçirmek Üst iplik ilmeğini üzerine almak ve alt iplikle dikiş bağlantısını oluşturmak Kumaşı, iki iğne dalışı arasında düzenli biçimde iletmek Baskı ayağı Dikilecek parçanın transportunu sağlamak için dikilen parçayı bastırmak (baskı ayağı mili) İplik gerdiricisi Dikiş işlemi için gerekli olan iplik gerginliklerini ayarlamak İplik verici − − Dikiş boyu ayarlayıcısı Dikiş boyunu ayarlamak Üst iplik ilmeğinin genişletilmesi için gerekli olan iplik miktarının verilmesi Verilen ipliğin, iğne tarafından genişletilmesi ve ilmek oluşumu 45 Prof.Dr. Binnaz Kaplangiray DİKİŞ MAKİNESİ İĞNELERİ Dikiş makinesi iğneleri; değişik boylarda, tiplerde dikiş makinelerinde kullanılmak üzere , her biri belirli amaç için kumaş cinsi, yapılan işlem gibi çeşitli faktörlere göre geliştirilmiştir. İğnenin görevleri: Dikiş oluşumunda kumaşı delip üst ipliği alt tarafa geçirmek Kumaşın alt tarafında iplik halkası oluşturmak Dikişten arta kalan ipliğin çekilmesine yardımcı olmak Prof.Dr. Binnaz Kaplangiray 46 Dikiş İğnesi Bölümleri: A: Dipçik çapı B: Gövde çapı C: Dipçik tepesi D: Dipçik ile göz arasındaki mesafe E: Toplam iğne uzunluğu F: Göz ile uç arasındaki mesafe G: Oluk genizşliği H: Boyun uzunluğu I: Dipçik J: Göz uzunluğu K: Göz genişliği L: Oluk M: Gövde N: Dipçik uzunluğu O: Boyun Pİ: ğne gözü R: İğne ucu S: Delici kısım T: Oluk derinliği Prof.Dr. Binnaz Kaplangiray 47 1. İğne Dipçiği: İğnenin en kalın bölgesi olup, iğne miline geçer ve bu nedenle de iğneye mukavemet sağlayan kısımdır. Dipçik uzunluğu mukavemetle doğru orantılıdır. Dipçik çapı: İğne milinin geçen kısmının milimetre olarak çapıdır. İğne dipçikleri: a) Yuvarlak dipçikli iğneler b) Yassı dipçikli iğneler Prof.Dr. Binnaz Kaplangiray 48 a) Yuvarlak dipçikli iğneler: Dipçik kesiti yuvarlak olan iğnelerdir. Yuvarlak dipçikli iğnelerde, iğne yuvasına takılırken ters takılma durumu ve çalışma esnasında iğne dönmeleri problemi ortaya çıkar. i) İnce yuvarlak dipçikli iğneler: Dipçik çapı 1,64-1,74 mm arasında olan iğnelerdir. ii) Kalın yuvarlak dipçikli iğneler: Dipçik çapı 1,96-1,98-2-2,02 mm arasında değişir. iii) Dipçiksiz iğneler: İğne gövdesi ile dipçiğin çapı aynıdır. b) Yassı dipçikli iğneler: Bunlar tek tarafı veya her iki tarafı yassı olabilen iğnelerdir. Yuvarlak dipçikli iğnelere göre avantajları: İğnelerin yuvaya hep aynı yönde takılması, ters takılma olasılığının olmaması İğnelerin yuvada dönmemesi Yassı dipçikli iki iğnenin birbirine daha yakın şekilde yan yana takılarak ikiz iğne olarak kullanılması Prof.Dr. Binnaz Kaplangiray 49 İğne Gövdesi (Şaft) İğne gövdesi, dipçik ile iğne gözü arasındaki ince uzun bölümdür. İğnenin önemli bir bölümü olup, kumaş üzerinde iğne izinin oluşmasında önemli rol oynar. İğnenin kumaş üzerinde bıraktığı iz gövdenin çapına bağlıdır. Gövde çapı iğne numarasını belirler. DIN 5330’a göre iğne numarası olarak kullanılan metrik kalınlık ölçüsü (Nm) iğne çapının ölçüsüdür. Nm iğne çapının 1/100 mm ile gösterilmesidir. Örneğin Nm90; 90/100 = 0.9 mm iğne çapı demektir. Prof.Dr. Binnaz Kaplangiray 50 Genellikle iğne gövdesinin çapı her yerde aynıdır ve kumaşa olan sürtünmesini azaltmak amacıyla pürüzsüz yapılır. İğnenin kumaşa dalıp çıkması sırasında sürtünme ile ısı oluşur. Bu ısınmayı azaltmak için: - Gövdesi kuvvetlendirilmiş iğneler kullanılabilir. Normal iğne gövdesinden geniş olan kısım, kumaşa dalma esnasında büyükçe bir delik açar. Gövdenin diğer ince kısımları buradan geçerken sürtünmeden geçer, dolayısıyla sürtünmeden doğan ısınma bir miktar azalmış olur. Ancak bu tip iğneler bazı kumaşlarda iz bırakırlar ve normal iğnelerden daha pahalıdırlar. İğnenin kumaşa dalışı sırasında iplik kumaş arasındaki sürtünmeyi önlemek amacıyla iğne üzerine bir veya daha fazla sayıda ve çeşitli uzunluklarda iğne kanalları açılmıştır. İğne kumaşa dalarken iplik, kanalın içine girerek ipliğin kumaşa sürtünmeden alt tarafa geçmesi sağlanır. Prof.Dr. Binnaz Kaplangiray 51 3. Boyun: İğne gözünün sonuna kadar uzanan oyuk kısımdır. İğne boynu, çağanozun veya lüperin iğneye daha yakın ayarlanmasına izin verecek biçimde şekillendirilmiştir. Dikiş oluşumu sırasında meydana gelen iplik halkasının, kavrayıcı tarafından güvenle yakalanmasını sağlar. Kavrayıcı iğneye azami ölçüde yaklaştırılabilir. Makineye iğne takılırken kavrayıcı uç ile boynun birbirine bakacak şekilde takılması gerekir. 4. İğne gözü: İğne boynunun hemen altında, dikine olacak şekilde oluşturulmuşiğnenin ucundaki deliktir. İğne gözü dikiş oluşurken ipliği yerinde tutar. Gözün genişliği iplik numarasına bağlıdır. İğne gözleri yuvarlak veya elips formunda olabilirler. Elips formundaki gözlerde dikiş oluşumu esnasında iplik akışı daha rahat gerçekleştirilir. Prof.Dr. Binnaz Kaplangiray 52 5. İğne ucu: İğnenin boyun kısmından alt ucuna kadar olan, gittikçe daralan ve çeşitli formlarda olabilen iğne bölümüdür. Görevi daldığı yüzeyin ipliklerini kenara iterek veya keserek iğneye yol açmaktır. İğne ucunun formu kumaştaki dikişin duruşuna ve kumaşın üzerinde iğnenin iz bırakmasına neden olur. İğne Uç Formları: SPI (Çok sivri yuvarlak uçlu iğne): Sadece özel durumlarda kullanılır. Örneğin: - Kör dikiş makinesinde, eğer tekstil yüzeyi sadece delinecekse -Gömlek yakası ve manşetlerin baskı dikişleri gibi doğrusal dikiş akışlarında Prof.Dr. Binnaz Kaplangiray 53 R (Normal yuvarlak uçlu iğne): Bir çok tekstiller için kullanılır. Ucu hafif yuvarlaktır. Bu şekilde normal tekstil yüzeylerinde iplik kopması önlenir. SES (Küçük bilye uçlu iğne): İğnenin batışına karşı özellikle hassas olan yüzeylerde kullanılır. Örneğin sentetik trikolarda ilmek atlamasına karşı daha yuvarlak uçlu iğneler kullanılır. SUK (Orta bilye uçlu iğne): Lastik veya elastomer ipliklerle yapılmış elastik yüzeylerin dikiminde, kumaşın ipliklerini dalmayıp onları sağa-sola iterek aralarından geçmeyi sağlayan, kuvvetli bir şekilde yuvarlatılmış iğneler kullanılır. İğneler çok ince olmamalıdır, aksi halde eğilerek çağanoza sürtünürler ve ilmek atlamalarına neden olurlar. Prof.Dr. Binnaz Kaplangiray 54 SKL (Özel bilye uçlu iğne): Özel tekstil yüzeylerde kullanılır. Kumaşın parçalanma tehlikesi hiç yoktur. Sentetik örgü kumaşların dikiminde kullanılır. SKF (Büyük bilye uçlu iğne): Kaba ve elastik malzemelerin işlenmesinde kullanılır. Lastikli yerlerin dikiminde de kullanılabilir. Kesici uçlu iğneler: Özel amaçlarla yapılmış bu iğnelerde, iğne ucuna özel şekiller verilmiştir. İğne ucunun görevi daldığı yüzeyi kesmektir. Bu nedenle sert kumaşların dikiminde (branda, çadır vb.) ve deri sanayiinde kullanılır. Prof.Dr. Binnaz Kaplangiray 55 Prof.Dr. Binnaz Kaplangiray 56 Prof.Dr. Binnaz Kaplangiray 57 Yapılarına Göre İğne Çeşitleri: a.) Çelik iğneler: İğne yüzeyi parlaklaştırılmıştır. Ancak uzun süre kullanıldığında veya yanlış depolandığında kolayca paslanırlar. Ayrıca çok çabuk ısınırlar. Örneğin 3000 dikiş/dk dikiş hızında iğne 250 °C’a kadar ısınabilir. Sentetik karışımlı kumaşlarda bu tür iğneler kullanıldığında, kumaşın erimesi mümkündür. Ayrıca sentetik dikiş ipliği kullanımında iplik yanarak kopar ya da eriyen kumaş ve iplik artıkları gözün iç çeperine yapışarak tıkanmasına ve iplik kopuşlarına neden olur. b.) Nikel kaplı iğneler: İğne yüzeyi nikel ile kaplanmıştır, böylece paslanması asgariye indirilir. Nikelin özelliğinden dolayı ısıyı çabuk iletirler. Bu nedenle yüksek devirli makinelerde kullanılması önerilmez. İğne üzerine yapışan iplik ya da kumaş kalıntıları daha sonra dikişlerde kumaşların lekelenmesine ve iplik kopmasına neden olabilirler. Prof.Dr. Binnaz Kaplangiray 58 c.) Krom kaplı iğneler: Paslanmaz iğneler olup ısıyı çok çabuk iletirler. Gözün iç cidarında biriken kalıntılar iplik kopmalarına neden olur. Bu iğneler uzun ömürlü ve pahalıdırlar. d.) Teflon kaplı iğneler: Isıya karşı hassas kumaşlarda, kumaşın erime tehlikesini azaltmak için iğne gövdesi, teflon tabaka ile kaplanmıştır. Ancak son yıllarda yapılan testlerde yüksek hızla çalışmada bu iğnelerin, krom kaplı iğnelere göre daha yüksek düzeyde bir sıcaklığa ulaştığını göstermiştir. Bu, kaplama nedeniyle ısı naklinden veya kaplama malzemesindeki bir bozulma nedeniyle ortaya çıkan sürtünmeden kaynaklanmaktadır. Prof.Dr. Binnaz Kaplangiray 59 KAVRAYICILAR Dikiş oluşumu bakımından genel olarak iki gruba ayrılır. Çift baskı dikişi oluşturan kavrayıcılar (çağanoz) Zincir dikiş oluşturan kavrayıcılar (lüper) Düz Dikiş Makinelerinde Mekik ve Çağanoz Çeşitleri: 1. Osilasyonlu merkezi masura mekiği: Merkezi masura mekiği, osilasuon hareketi (yarım devir ileri-geri hareket) yapar. Sağa doğru 190°’lik bir ileri geri hareketi ile iğne ipliğinin oluşturduğu ilmeği yakalamakta ve alt iplik masuranın etrafından geçirilmektedir. İplik ilmeği, iplik tarafından kumaşın içine çekilirken, mekik geriye doğru dönerek başlangıç durumuna gelir. Bu mekiğin yapısı çok basit ve dayanıklıdır. Bu mekik tipine sahip makineler deri konfeksiyon sanayiinde ve punteriz makinelerinde kullanılır. 2000 dikiş/dk’lık düşük makine hızlarına sahiptirler Prof.Dr. Binnaz Kaplangiray 60 2. Tam devirli yatay çağanoz: Yatay bir mile bağlanmış olan iki tam devirli yatay çağanozda, iğne tarafından oluşturulan ilmek, iplik kavrama ucunda kavranmakta, genişletilmekte ve mekik ile birlikte masuranın çevresinden geçirilmektedir. İplik verici, iplik ilmeğini kumaşın içine çekmektedir. Tam devirli bu hareket sayesinde makinenin hızı yaklaşık 6000 dikiş/dk’ya ulaşabilir. Bu tür çağanozlar her türlü düz dikiş makinelerinde kullanılabilir. 3. Tam devirli büyük yatay çağanoz: Yatay mile bağlanmış bu çağanoz, prensip olarak iki tam devirli küçük yatay çağanoz gibi işlemektedir. Ancak büyük yatay çağanozun çapı büyüktür ve daha düzdür. Ucu incedir, bu yüzden özellikle zig-zag makineler için uygundur. Ancak en yüksek hızda dakikada 3000 dikiş yapar. Masurası küçük tam devirli yatay çağanozdan daha çok iplik alır. Bu, özellikle ilik makinesi için çok önemlidir. Prof.Dr. Binnaz Kaplangiray 61 4. Tam devirli dikey çağanoz: Dikey bir mile takılmış iki tam devirli çağanoz, tam devirli yatay çağanoz gibi çalışmaktadır. Dikey çağanozlar öncelikle iki iğneli makinelerde kullanılır. Dar iğne aralıkları sadece bu çağanozlarla elde edilebilir. Kirlenmelere karşı çok dayanıklı olmalarından dolayı tek iğneli spesiyal makinelerde bu tip çağanozlar kullanılabilir. Dikiş hızları yaklaşık 4.500 dikiş/dk’dır. Prof.Dr. Binnaz Kaplangiray 62 Zincir Dikiş Makinelerinde (Lüperler): Kullanılan Kavrayıcılar Bu kavrayıcıların görevleri; tek iplikli zincir dikişte iğnenin oluşturduğu halkayı, iğnenin daha sonraki dikişi için ileriye götürmektir. Çok iplikli zincir dikişte iğnenin oluşturduğu halkayı üzerine almak ve kendi üzerinde bulunan ipliğin oluşturacağı halkanın içine iğnenin girmesini sağlamaktır. Lüperler makine çeşidine göre farklılıklar gösterir. a.) Kör lüper: Üzerinde iplik taşımayan; 101, 102 ve 501 numaralı dikiş türlerinde kullanılan lüperlerdir. b) Gözlü lüper: Üzerinde iplik taşıyan lüperlerdir. İplik makine üzerinde bulunan iplik bobininden alınır. 400 ve 600 numaralı dikiş sınıfları ile 501 hariç 500 sınıfı dikiş yapan tüm makinelerde gözlü lüper kullanılır. Bir gözlü lüper ucundaki deliğin yanısıra bir iplik oluğuna da sahiptir. Prof.Dr. Binnaz Kaplangiray 63 İPLİK KILAVUZLARI Dikişte istenen kalitenin sağlanması ve devam ettirilmesi büyük ölçüde düzenli iplik akışının gerçekleşmesi ile mümkündür. Düzenli iplik akışı iplik kılavuzları ile sağlanır. İplik kılavuzlar; iplik yolu üzerine uygun şekilde yerleştirilmişlerdir. İlmek tutucular ve gerginlik mekanizmaları ile iplik akışının düzenli olmasını ve hassas bir şekilde kontrol edilmesini sağlarlar. İPLİK VERİCİLER İplik vericiler dikiş oluşumu için gerekli iplik miktarını hazır tutan elemanlardır. Düz dikişte iplik vericilerinin iki temel görevi vardır. •Dikiş oluşumu esnasında iplik ilmeğinin masuranın etrafından geçirilmesi için gerekli iplik miktarını bobinden sağmak. •Dikiş oluşumu için kullanılan iplik miktarının fazlalığını geri çekmek ve yatırılan iplik miktarı kadar ipliği bobinden sağmak. Prof.Dr. Binnaz Kaplangiray 64 İplik Vericilerinin Hareket Yörüngeleri: Doğrusal Hareket: İplik vericinin aşağı ve yukarı doğru yaptığı harekettir. Eski tip makinelerde yaylı iplik vericilerinde uygulanır. Hızlı çalışmaz. “S” Hareketi: S şeklinde hareket eder. İpliğin verilmesi yumuşak bir hareketle gerçekleşirken, geri çekme hızlı ve ani olur. “8” Hareketi: Sanayi tipi hızlı dikiş makinelerinde kullanılır. “8” şeklinde hareket mafsallı iplik vericilerinde sağlanır. Prof.Dr. Binnaz Kaplangiray 65 İplik Verici Tipleri: 1. Yaylı iplik vericiler: İplik verici aşağı ve yukarı hareket eder. İpliğin aşağı doğru hareketi kavrayıcı ucun halkayı aşağı çekmesiyle, yukarı doğru hareketi ise yayın karşı gücüyle oluşur. İplik vericinin gözündeki sürtünme, iplik mukavemetinde yaklaşık %30-35’lik bir kayba neden olmaktadır. Bu nedenle hızlı sanayi tipi dikiş makinelerinde kullanılmaz. 2. Mafsallı iplik vericiler: İplik verici hareketini kol miline bağlı olan ve aynı zamanda iğne miline hareket veren kranktan alır. İplik vericinin bir ucu sabitlenmiştir ve aradaki bağlantılar mafsallarla sağlanmıştır. Mafsallı iplik verici krankın dönmesiyle aşağı yukarı hareket ederek “8” şeklinde yörünge çizer. Mafsallı iplik vericilerinde verilen iplik ile kullanılan iplik arasında 2:1 oranı vardır. Verilen iplik: İplik vericinin bir dalıp çıkması sırasında verdiği iplik miktarıdır. Kullanılan iplik: Bir dikiş oluşumu için gerekli iplik miktarıdır. Serbest iplik miktarı: Verilen iplik ile kullanılan iplik arasındaki farktır. Prof.Dr. Binnaz Kaplangiray 66 3. Kayıcı yataklı iplik vericiler: Mafsallı iplik vericilerinde olan 2:1 oranındaki çalışma derecesinin hatasını düzeltmek için geliştirilmiştir. Mafsallı iplik vericiden farkı kranka bağlanmasının kayıcı bir yatakla olmasıdır. Bu tip iplik vericilerde iplik çalışma oranı 1.5:1 dir. Bu nedenle ipliğin verilmesi ve geri çekilmesi daha rahattır. Aşağı yukarı hareket ederek “8” yörüngesi çizer. Aşağı-yukarı dönüş noktalarına gelirken krank hareketi yavaşlatılmasına rağmen iplik vericinin dönüş hareketi çok ani olur. Bu da iplik üzerine ani yüklerin binmesine neden olur. Prof.Dr. Binnaz Kaplangiray 67 İPLİK GERDİRİCİLER İplik gerdiricinin doğru bir şekilde ayarlanması hatasız ve iyi bir dikiş sonucu için çok önemlidir. İplik gerginliğinin çok fazla olması: dikiş ipliğinin esneyip toplanmasına, hatalı dikiş oluşumlarına (dikiş büzülmesi), iğne kırılmaları ve iplik kopmalarına neden olabilmektedir. Çok gevşek olan gerdiricilerde dikişte çok fazla iplik bulunur. Bu durumda parçaların bağlantıları yeterince sağlam değildir ve kötü dikiş söz konusudur. Arta kalan iplik miktarı çok fazla ise dikiş boyunca iplik halkaları oluşur. İplik gerdiricilerinin görevi; ipliğin belirli bir gerginlikte sevk edilmesini sağlamak ve iplik vericinin dikiş bağlantısını kumaşın uygun bir yerine çekilmesine yardımcı olmaktır. Prof.Dr. Binnaz Kaplangiray 68 1. Alt İplik Gerdirici: Düz dikiş makinelerinde bulunan alt iplik gerdiricinin görevi, alt ipliğin çekilmesini yavaşlatmak ve ayarlamaktır. Alt iplik gerdiricisi, bir vida ile mekik yuvasının dışına tutturulan bir yay yaprağı ile ayarlanmaktadır. Masuradan gelen alt iplik, yay yaprakçığının arkasından dolaşır. Ayar vidasının gevşetilip sıkılaştırılmasıyla iplik gerginliği ayarlanır. İplik gerginliği, ipliğinden tutulan dolu masura yavaşça aşağıya inecek şekilde ayarlanmalıdır. Prof.Dr. Binnaz Kaplangiray 69 2. Üst iplik gerdirici: İplik Sıkıştırma yayı Vida Boşaltma Pimi İplik gerdirici sürtünme prensibine göre çalışan bir fren mekanizmasıdır. İplik iki plaka arasından geçerken yay baskısıyla iplik üzerinde bir frenleme etkisi oluşturulur. Baskı plakası Sıkıştırma levhaları Prof.Dr. Binnaz Kaplangiray 70 TRANSPORT MEKANİZMALARI TRANSPORT DİŞLİLERİ 1. Testere dişler: Sanayi makinelerinde kullanılan en yaygın dişli türüdür. Hareket tek yönlüdür. Kumaşın ileriye itilmesi çok rahat olurken, geriye itilmesi oldukça zordur. Bu nedenle geri harekette kumaşta iz kalmasına neden olurlar. Bu dişler genellikle ağır gramajlı kumaşların dikiminde kullanılır. 2. Çatı dişler: İleri ve geri transport aynı şekilde mümkündür. Special ve ev tipi dikiş makinelerinde kullanılır. Çatı dişler genellikle ince kumaşlar için uygundur. 3. Çapraz dişler: çapraz şekilde yerleştirilmiş transport dişlileridir. İnce olan kumaşların transportunda kullanılır. Kumaş transport yüzeyine tam olarak oturur. Böylece zikzak dikişlerde kumaşın kayması ya da büzülmesi engellenir. 4. Perburan kaplı dişler: Yukarda belirtilen dişlerin, özellikle ince kumaşlarda iz bırakma olasılığı söz konusudur. Bu gibi kumaşların dikiminde blok üzerinde diş açımı yerine PERBURAN maddesi kaplanmıştır. Prof.Dr. Binnaz Kaplangiray 71 (2 sıralı) (1,1/2) (2,1/2) Transport dişlileri makine üzerinde çeşitli şekillerde sıralanabilir. Diş yüksekliği ve diş sayısı kullanılan kumaşa uygun olarak seçilmelidir. Örneğin hacimli kumaşlarda daha yüksek dişlerin seçilmesi gerekir. Kumaş yapısına göre dikiş deliği, iğne kalınlığı ve diş bölümü Kumaş yapısı Astarlar, ipekli kumaşlar Orta incelikteki kumaşlar, penye ve poplin kumaşlar Kalın kumaşlar, üst giysilik kumaşlar Çok kalın kumaşlar Dikiş deliği çapı (mm) 1.0 – 1.04 İğne kalınlığı (mm) 0.60 – 0.80 1.6 – 1.8 0.90 – 1 1.5 2.0 – 2.4 2.6 – 3 1.2 – 1.6 1.7 – 2 1.8 2.2. Prof.Dr. Binnaz Kaplangiray Diş bölümü 1 – 1.5 72 TRANSPORT ÇEŞİTLERİ 1. Alt Transport Mekanizmaları: a) Basit alt tranport: Kumaş transportunun hareketi, transport ve baskı ayağının etkileşimi ile sağlanır. Trannsport dişlileri alt kumaş katı ile temas eder. Üst kumaş katı, baskı ayağının baskısı ve iki kumaş katı arasındaki sürtünme ile gerçekleşir. Bu amaçla transport dikiş plakasından yukarı doğru yükselir, dikilecek parçayı baskı ayağına iter ve bir dikiş uzunluğu kadar taşır. Daha sonra transport dikiş plakasının altına tekrar iner ve başlangıç konumuna geri döner. Alt transportlarda, transportör kumaşa alttan temas ettiği için kumaş katları arasında kaymalar oluşur. Baskı ayağının yüzeyi ve üst kumaş katı arasındaki sürtünme, kumaş katları arasındaki sürtünmeden daha fazla olursa kumaş kaymaları ve dolayısıyla büzülmeler ortaya çıkar. Bu transport tipi hafif ve orta ağırlıklı kumaşlar için uygundur. Prof.Dr. Binnaz Kaplangiray 73 b. Diferansiyel alt transport: Diferansiyel transport mekanizması a) Büzgü dikiş, b) Elastik dikiş oluşumu Birbiri ardınca iki transporttan oluşan, her biri bağımsız transport hareketi veren mekanizmalardır. Böylece büzgü veya elastik dikişler elde etmek mümkündür. Büzgü dikiş: Ön transportör arka transportöre göre daha hızlı hareket eder. Alt kumaş katı büzülür. Bu durum üniform ya da kısmi olarak yapılabilir. Elastik dikiş: Arka transportör ön transporta göre daha hızlıdır. Kumaş katı transportörler arasında çakilir ve böylece elastik dikiş hattı elde edilir. Prof.Dr. Binnaz Kaplangiray 74 2. Üst Transport Mekanizması (İğne Transportu) İğnenin kumaş içindeyken transport yönüne doğru hareket ettiği transport çeşididir. Transport esnasında alt transport ile birlikte çalışır. Transportu zor olan materyallerde kullanılır. Kumaşın alt ve üst katları birlikte sevk edildikleri için katlar arasında kayma olmaz. Bu nedenle düzgün dikişler elde edilir. Transport sırasında iğne en alt pozisyondadır. Böyle bir transportun kullanılması için iğnenin salınım hareketi yapması gerekir. Prof.Dr. Binnaz Kaplangiray 75 3. Kombine Transport Sistemleri: Bu transport sistemlerinde alt ve üst transport sistemleri birlikte çalışır. Genellikle birkaç katlı malzeme dikileceği zaman kullanılır. Yapışkan yüzeyler gibi problemli malzemelerin dikiminde, Yedirme ve esnetme çalışmalarının yapılacağı omuz, kol takma dikişlerinde ve esnek kumaşlarda tercih edilir. Kullanılan alt ve üst transportların her birisi birbirinden bağımsız olarak ayarlanabilir ve böylece istenen dikiş efektleri yaratılabilir. Alt ve üst (kombine) transport mekanizması. a) Normal dikiş, b) Üstte büzgü dikiş oluşumu Prof.Dr. Binnaz Kaplangiray 76 Diferansiyel üst transportlu diferansiyel alt transport mekanizması 4. Çekici transport sistemleri: Kumaş basit transport gibi bir transport mekanizmasını terkettiğinde kumaşın bütün katlarının pozitif kontrolünü sağlar. Baskı ayağının hemen arkasında yer alan iki silindir arasından kumaş çekilir. Silindirler makine tarafından tahrik edilir. Genellikle bu transport sistemleri çok iğneli dikişlerde kullanılır. 5. Klipsli transport sistemi: Tüm kumaş katları bir çerçeve ile tutturulmuştur. Çerçeve bir tahrik mekanizmasına sahiptir ve kumaşı iletir. Hareket çerçeveye verilmektedir ve kumaş katları tam olarak tutulduğundan kayma olmaz. Tam otomatik dikiş makinelerinde (cep otomatlarında) kullanılır. Prof.Dr. Binnaz Kaplangiray 77 BASKI AYAKLARI Transport işlemi sırasında dikilen yüzeye basarak itme hareketinin yüzeye ulaşmasını sağlayan dikiş makinesi parçasıdır. Baskı ayağı kumaş katlarının kaymasını engelleyerek düzgün bir dikiş işlemine yardımcı olur. Tam bir dikiş oluşumuna ve dikiş kalitesine ulaşabilmek için baskı ayağı basıncının dikilecek kumaş kalınlığına uygun şekilde ayarlanması gerekir. Yanlış baskı basıncı ayarlarında kötü dikiş sonuçları elde edilir. Örneğin; Kuvvetli basınç nedeni ile dikilecek parça katları arasında kayma, Çok hafif basınçtan dolayı düzgün olmayan dikiş görüntüsü, Çok hafif basınçtan dolayı dikişte farklı dikiş uzunlukları oluşur. Prof.Dr. Binnaz Kaplangiray 78 Baskı Ayağı Çeşitleri: 1. Sabit Baskı Ayakları: Fermuar ayağı (Yarım ayak) Ayak tek parça olarak yapılmıştır. Eski tip dikiş makinelerinde kullanılır. Kalın yerlerin dikiminde zorlukla karşılaşılır. Sabit baskı ayağı kumaş transportundan önce kalın bir yere geldiğinde frenlenir. Normal durumdan kalın bir bölgeye geçmek için baskı ayağının sıçrama yapması gerekir. Bu durum dikiş adım boyunun kısalmasına neden olur. Kalın bir yerden normal kalınlık bölgesine geçiş noktalarında ise dikiş adım boyu büyür. Fermuar dikiminde kullanılan yarım ayaklar, etek kıvırma işleminde kullanılan ve aparat görevi de yapan ayaklar sabit baskı ayaklarıdır. Prof.Dr. Binnaz Kaplangiray 79 2. Mafsallı Baskı Ayakları: Yüksek dikiş hızlarında, sabit baskı ayaklarının yapısı dikiş transportunda problem çıkarır. Bu zorluk mafsallı baskı ayakları ile önlenebilir. Burada ayak tabanı, bir kol üzerinde mafsal noktasında salınım yapacak şekilde düzenlenmiştir. Bu durumda sadece taban kısmı hareketlidir. Farklı yüksekliklere sahip dikiş parçalarının dikilmesinde kolaylık sağlar. Mafsallı baskı ayağı kalın bölgelerde yükselir ve normal bölgede aşağı iner. Bötlece düzgün dikişler elde edilir. Prof.Dr. Binnaz Kaplangiray 80 3. Parçalı Baskı Ayakları: Baskı ayakları boyuna yönde parçalanmış sabit baskı ayağı ya da iki veya üç ayrı mafsallı baskı ayağından oluşur. Bu tip baskı ayakları farklı yüksekliklere sahip dikiş parçalarının dikiminde kullanılır. Tabanlar farklı yüksekliklere göre ayarlanabilir. Böylece dikiş parçası transport bölgesinde eşit basınç altında kalır ve böylece eşit oranda iletilir. Baskı ayağının en alt kademede kalan parçası kenar için kılavuz görevini yapabilir. Prof.Dr. Binnaz Kaplangiray 81 4. Yaylı Baskı Ayakları: Taban kısmı iki parçadan yapılmış parçalı baskı ayaklarıdır. Parçalardan biri ya da her ikisi de yaylı olabilir. Bu tür baskı ayakları farklı kalınlığa sahip parçaların dikiminde rahatlıkla kullanılabilir. Tabanlar farklı yüksekliklerde ayarlanabilir. Böylece tüm transport alanında eşit basınç sağlanır. 4. Makaralı veya Bilyalı Baskı Ayakları: Sabit ayakta ayağın kenarlarına 2 tane veya 1 tane makara takılır. Makaranın amacı iğnenin altından kumaşın kaymasını önlemektir. Bilyalı yatak ise ayağın tabanı içine bilyalar yerleştirilerek oluşturulmuştur. http://www.yihshin.com Bilyalar çalışma sırasında sürtünme ile dönerek kumaşın iğnenin altından düzgün şekilde sevkini sağlar. Bilyalı yatakların dezavantajı, uzun süre çalışıldığında çevrede oluşan tozların bilya yataklarına dolarak çalışmamasına neden olmasıdır. 82 Prof.Dr. Binnaz Kaplangiray 6. Teflon Kaplı Baskı Ayakları: Teflon maddesiyle kaplanmış veya teflon maddesinden yapılmış baskı ayaklarıdır. Bazı özel kumaşların dikiminde (örneğin ipek kumaşlarda), baskı ayağı altından kumaşın kaymasını önlemek amacıyla kullanılır. 7. Özel Amaçlı Baskı Ayakları: a.) Tekerlekli baskı ayağı: Ayağın önüne veya arkasına yerleştirilmiş yivli iki veya daha fazla silindir ilavesinden oluşan baskı ayağı tipidir. Deri, plastik, kadife gibi kaygan kumaşların dikiminde kullanılır. http://www.yihshin.com Prof.Dr. Binnaz Kaplangiray 83 b.) Kılavuzlu baskı ayağı: Kumaş kenarına veya dikişe paralel olarak dikiş işlemini gerçekleştirmede kullanılan baskı ayaklarıdır. Kılavuzlu baskı ayağı 1,6-25 mm arasında ayarlanabilir. Bu ayaklar istenen genişlikte dikişleri düzgün şekilde gerçekleştirirler. Prof.Dr. Binnaz Kaplangiray 84 DİKİŞ APARATLARI Dikiş aparatları; dikiş esnasında veya öncesinde çalışma parçasını hazırlamak, işçinin el işleri için harcayacağı zamanı kısaltmak işçinin standart kalitede dikiş işlemini gerçekleştirmesini sağlamak amacıyla kullanılmaktadır. Çok çeşitli olan dikiş aparatları yapılacak dikimin özelliğine ve amacına göre seçilir. Dikim şekline bağlı olarak bunları sınıflandırmak mümkündür. Prof.Dr. Binnaz Kaplangiray 85 1. Besleme aparatları: Bunlar genellikle özel form verilmiş baskı ayaklarıdır. Genellikle baskı ayağına sığabilecek dar endeki kıvırmalar gerçekleştirilir. Daha geniş endeki kıvırmalarda kıvırma aparatları kullanılır. Prof.Dr. Binnaz Kaplangiray 86 2. Katlama ve bağlama aparatları: Etek kıvırma aparatı Düğme Pat aparatı Bant takma aparatı Kumaşın dikiş anında katlanmasını sağlayan elemanlardır. Özellikle kumaş kenarının belirli mesafelerde katlanarak dikiş yapılmasında veya biye uygulamalarında kullanılmaktadır. Prof.Dr. Binnaz Kaplangiray 87 3. Kenar kılavuz aparatları: Parçanın istenen pozisyonda beslenmesi için kullanılır. Genellikle üst üste bindirme dikişlerinde, kenara belirli mesafede dikiş yapmak için kullanılır. Makine gövdesine vidalanmış kılavuz kenarına parçalar dayandırılarak düzgün dikiş sağlanır. Kenar kılavuzları operatörün daha hızlı çalışmasını, kenar dikişinde dikiş paylarının eşit olmasını sağlar. Prof.Dr. Binnaz Kaplangiray 88 DİKİŞ MAKİNELERİNDE OTOMASYON Son yıllarda işçilik ücretlerindeki artış; konfeksiyon sanayinde işçiliği azaltıcı, verimliliği arttırıcı önlemler alınmasını zorlamaktadır. Makinelerde gerçekleştirilecek kısmi otomasyon ile dikkate değer verim artışı sağlanabilir. Bunun için dikiş makinelerindeki yeniliklerde iki temel amaç göz önünde bulundurulur. Aynı işçiye birden fazla işlemi aynı anda yaptırarak işçiliği azaltmak Üründe istenen kaliteye ulaşmak için makineye işçiden daha fazla görev vererek, pahalı uzman işçi ihtiyacını dolayısıyla işçilik giderini azaltmak. Prof.Dr. Binnaz Kaplangiray 89 Dikiş makinesinde yapılan işlemler: Çalışılacak parçaları hazırlama Parçaları alma ve birbirine göre yönlendirme Parçaları baskı ayağına yerleştirme Başlangıç pekiştirmesi yapma İstenen uzunlukta dikme Son pekiştirmeyi yapma İplik kesme ve baskı ayağını kaldırma Parçayı ayağın altından alma İşi biten parçayı istifleme Yapılan araştırmalarda dikim işlemi tüm işlem süresinde yaklaşık %20’lik bir zaman aldığı görülmüştür. Buna göre otomasyon geri kalan işlemlerde yapılmalıdır. Buna göre dikiş makinelerinde otomasyon dört gruba ayrılarak incelenebilir. Prof.Dr. Binnaz Kaplangiray 90 1. Klasik Dikiş Makinaları Grubu: Otomatik ileri-geri, iplik kesme ve baskı ayağının kaldırılması gibi fonksiyonları yerine getiren kısmi otomasyonlu makineler klasik dikiş makineleri grubunda yer alır. Bunun yanında dikiş makinelerinde yapılan iyileştirmeler ile dikiş kalitesinin arttırılması sağlanmıştır. Bunlar arasında düz dikiş makinelerinde masura bitiş zamanını önceden bildiren tertibatlar sayılabilir. Ayrıca zincir dikiş makinelerinde alt transporta ilave bir tekerlek eklenmiştir. Böylece kumaş iğnenin altına yerleştirilirken ve çıkarılırken dikiş iplikleri tutulacağından dikişin düzgün olması sağlanmıştır. Prof.Dr. Binnaz Kaplangiray 91 2. Bilgisayar Destekli Dikiş Makinaları: Dikiş makinelerinde en fazla yenilikler bilgisayar destekli dikiş makinelerinde görülmektedir. bunun temel nedenleri: Tam otomatik sistemlerin yatırım maliyetlerinin çok yüksek olması Bilgisayarın sağladığı kontrol sistemleri ile birden fazla iş yerinin kombinasyonunun sağlanması, dolayısıyla işçilik maliyetlerinin azaltılabilmesidir. Mini bilgisayarın eklendiği bu tip dikiş makineleri ile, aynı tür işlemlerin standart kalitede yapılabilmesi ve program olanaklarının arttırılması nedeniyle, yapılabilecek el hareketleri dikiş makinesinde yapılabilmektedir. Bu tür makinelerde bir yoklayıcı ve hesaplayıcı ile iğne, transport hareketleri işçinin kontrolünden çıkarılmıştır. Prof.Dr. Binnaz Kaplangiray 92 Örneğin kenar kesicili bir düz dikiş makinesinde, mini bilgisayar ve tuşlar üzerinden 30 farklı boyuta kadar yedirme işlemi yapılabilmektedir. Ayrıca monitör üzerinden dikişin hangi bölgedeolduğu, yedirme miktarını ne olduğu görülebilmektedir. Bunun yanında makine hızının ayarı, band ve iplik kesicinin çalıştırılması, bandı veya malzemeyi sevk eden aparatların çalıştırılması veya durdurulması otomatik olarak yapılabilmektedir. Prof.Dr. Binnaz Kaplangiray 93 3. Tam Otomatik İş Yerleri: Bu gruptaki sistemlerde, dikiş makinesi iş yerinin bir parçası olarak kalmaktadır. Çalışan işçi sadece, kesilmiş parçaları makineye vermektedir. Daha sonraki; parçaların iğnenin altına getirilmesi, parçalara gerekli formun verilmesi, dikilme, bitmiş işin istiflenmesi otomatik olarak sistem tarafından yapılmaktadır. İlik otomatı Fleto cep otomatı Prof.Dr. Binnaz Kaplangiray 94 Cep otomatı Yan çatma otomatı Prof.Dr. Binnaz Kaplangiray 95 4. Birleştirilmiş İş Yerleri: Birleştirilmiş iş yerleri, aynı işçiye veya iş yerine birden fazla işlemi yaptıracak düzenlerdir. Örneğin üç overlok bir araya getirilerek pantolonların çevresinin aynı sistem içinde overloklanması sağlanmıştır. Manşetlerin preslenmesi ve otomatik olarak dikilmesi aynı iş yerinde yapılabilmektedir Prof.Dr. Binnaz Kaplangiray 96 ÜTÜLEME İŞLEMLERİ Giysi ya da giysi parçalarını sıcaklık, buhar ve basınç etkisiyle ütü veya pres ile biçimlendirme işlemidir. Anatomik nedenlerden dolayı kesim konstrüksiyonu ile elde edilemeyen giysi biçimleri; ütü ile esnetme, sıkıştırma ve form verme ile elde edilir. Form Verme Yöntemleri: 1. Ütü ile form verme: Kalıcı bir etki bırakacak şekilde belirli bir sürede ve basınç altında yapılan form verme işlemidir. Ütü ile form verme işlemi; a) Giysiye güzel bir görünüm kazandırmak, b) Bir giysi ya da giysi parçasının düzleştirilmesi, yatırılması veya kıvrılması amacı ile uygulanır. 2. Dikişsiz form verme: Dikiş kullanmaksızın mekanik yoldan, ısı katkısıyla esneterek veya gerdirerek şekil verme işlemleridir. Prof.Dr. Binnaz KAPLANGİRAY 98 3. Esnetme ile form verme: Kesilmiş parçaların, kesim konstrüksiyonu tarafından verilen belirli kısımlarda kuvvet, ısı ve buhar kullanımı ile esnetilmesi işlemidir. Esnetme ile form verme işlemi kesim parçalarının bedenin anatomik hareketlerine daha iyi uyum sağlayabilmesi için yapılır. 4. Parmak yoluyla form verme: Kişinin parmaklarını kullanarak bir dikişi açmak veya bir kat yapmak için ütü veya presleme işlemindeki basıncı taklit ederek form vermesidir. Prof.Dr. Binnaz KAPLANGİRAY 99 ÜTÜLEME İŞLEMLERİ Ütüleme; giysilerde buruşukların açılması ve katlanmış kısımların düzeltilmesi, giysilere form ve stabillik kazandırmak amacı ile nem, ısı ve basınç faktörleri kullanılarak yapılan işlemdir. Isı ve/veya buhar ve/veya vakum ya da bunların hepsiyle birlikte basınç uygulamak suretiyle kumaşlar ve giysiler kırma yapma, form verme ve buruşuklukları giderme sağlanır. Yaratılan ütü etkisi ile giyene göz alıcı bir çekicilik, temiz ve gösterişli bir görünüm ile birlikte belirgin ve güzelleştirici bir siluet kazandırılır. Prof.Dr. Binnaz KAPLANGİRAY 100 Kumaşın yumuşaması ve katlanabilir hale gelebilmesi için buhara gereksinme vardır. Buhar etkisi ile elyaf yapısı yumuşar bir başka şekle girmesi olanaklı olur. Buharlamadan sonra giysinin alternatif ve/veya pozisyonunun oluşturulması için kumaşa basınç uygulanmalıdır. Bunun en basit örneği pantolondaki ütü izlerinin oluşturulması. Basınçtan sonra giysi, ütü makinesi ile elde edilen şekil ya da pozisyonun kumaş üzerinde kalıcı olması için kurutulur. Bu etki, buharı uzaklaştırıp kumaşı soğutan vakum ile olur ve kumaştan nemi çekerek elyafları yeni konumlarında tutmakla elde edilir. Prof.Dr. Binnaz KAPLANGİRAY 101 ÜTÜLEME İŞLEMLERİNİN ÖZELLİKLERİ Giysilerin dış biçiminin en son hali, nemli sıcak bir işlemin yardımı ile oluşturulmak zorundadır. Ütüleme işlemine etki eden özellikler: Ütüleme süresi Ütüleme ısısı Buharlama Soğutma Soğutma süresi Prof.Dr. Binnaz KAPLANGİRAY 102 1. Ütüleme süresi: Giysinin ütü ya da preste işlem gördüğü süredir. Ütüleme süresi, ütülenecek giysi ve işlemin ara veya son ütü olmasına göre değişir. 2. Ütüleme ısısı: ütüleme işleminde ütülenecek yüzeye uygulanan sıcaklıktır. Ütüleme sıcaklığının ütülenecek kumaşın cinsine uygun olarak seçilmesi gerekir. Ütüleme işleminde kullanılan hatalı ütüleme ısısı kumaşa zarar verir. 3. Buharlama: Buharın ütü ya da pres ile kumaş içinden geçirilmesi işlemidir. Buharlama işlemi ile giysinin kırışıklıklarının giderilerek düzgün ve parlak görünmesi ve satışa hazır hale gelmesi sağlanır. Prof.Dr. Binnaz KAPLANGİRAY 103 4. Soğutma: Soğutma ütülenmiş olan giysiden buharın emilmesi işlemidir. Vakum işleminin hızı ve yoğunluğu ütü süresinin uzunluğunu ve ütü işleminin kalitesini etkiler. Eğer nem hareketsiz durumda tamamen uzaklaşmazsa, ütülenmiş yüzey eski biçimini alır ya da bulunduğu yere göre formu bozulur. Giysi presten, kuruyup soğuduktan sonra alınmalı ve formu bozulmadan yerleştirilmeli ve bir süre bekletilmelidir. 5. Soğutma süresi: Kesintisiz fiksaj tekniğinde fiksaj uygulanan ürünün fiksajdan sonra soğuması için gerekli süredir. Prof.Dr. Binnaz KAPLANGİRAY 104 ÜTÜLEME ÇEŞİTLERİ 1. Ara Ütüleme: Yarı mamul ürünlerde, giysi modeline ve yapısına göre proses akış sırasına uygun olarak dikiş açmak ve form vermek amacıyla uygulanan ütü işlemleridir. Ara ütüleme; işlemlerin daha kolay, düzgün ve kaliteli olması amacıyla uygulanır. Ara ütüleme işlemi; giysinin yapısının gerektirdiği ve üretiminde yardımcı olacak şekilde küçük birimlerinin örneğin; yaka, cep, roba, manşet dikiş açma, pens, kırma gibi yerlerin preslenmesi veya ütülenmesi ile yapılır. Prof.Dr. Binnaz KAPLANGİRAY 105 Giysilerde yapılan en önemli ara ütü işlemleri: Tela yapıştırma işlemi Dikiş açma ütüsü Biçim verme Kenarları düzeltme ve kenar kıvırma ütüleri 2. Son Ütü: Son ütü dikimi tamamlanan giysinin satışa hazır hale getirilmesi için ütü ile kalıcı şekil sabitliğinin kazandırılması işlemidir. Prof.Dr. Binnaz KAPLANGİRAY 106 3. Kalıcı Ütü: Kalıcı ütü, giysinin kullanım süresi boyunca özel şeklini koruması amacıyla yapılan ütüleme işlemidir. Kalıcı ütü uygulaması için kumaşların aşağıdaki özellikleri sağlaması gerekir. Düzgün kumaş görünümü; kumaşın yıkanıp kurutulduktan sonra ütülemeden giyilebilmesi için yüksek derecede kırışma dayanımına sahip olması gerekir. Aynı zamanda giysi giyildiğinde istenmeyen kırışıklıklar olmamalıdır. Dikişleri düzgünlüğü; giysinin dikişleri giyme ve temizleme sonucu potluk yapmamalıdır. Ütü tutma; kumaşın giyilmesi ve yıkanması ile ütü yerleri ya da pliler keskin görünüşünü kaybetmemeli, kalıcı olmalıdır. Prof.Dr. Binnaz KAPLANGİRAY 107 ÜTÜ VE PRES TİPLERİ ÜTÜ Günümüzde çok çeşitli ütü tipleri kullanılmaktadır. Ev tipi ütülere benzer düşük basınçlı buharlı ütülerin yanında genellikle sanayide yüksek basınçlı buharlı ütüler kullanılmaktadır. Yüksek basınçlı ütülerde, buhar ayrı bir buhar üreticisinde elde edilir ve bir ile üç adet ütü bağlantısı bulunur. Bu tip ütülerde genelde 3-4 bar arasında değişen bir buhar basıncı ile ütüleme işlemi yapılır. Buhar miktarı istenen ölçüde ayarlanabilir. Bu nedenle bütün kumaşlar için kullanılabilir. Prof.Dr. Binnaz KAPLANGİRAY 108 Prof.Dr. Binnaz KAPLANGİRAY 109 ÜTÜ PRESLERİ Ütü presleri; ana iskelet, sabit bir alt ütü tabanı ve birinci tabanın formuna uygun üst ütü tabanına sahip hareketli bir basınç yüzeyinden oluşur. Ütü basıncının çalıştırılması bir manivela üzerindeki ayak pedalına basılması veya basınçlı hava sayesinde sağlanır. Üst ütü tabanı; ütülenecek tekstil yüzeyinin bulunduğu alt ütü tabanına kapatılarak pres işlemi yapılır. Yüksek basınçlı su buharı, ütülenecek yüzeyin nemlenmesini sağlar. Burada her iki ütüleme tabanı da eşit biçimde deliklidir. Buhar çıkışı elle veya ayakla çalıştırılabilen bir kol yardımı ile açılan supap aracılığıyla sağlanır. Alt ve üst ütü tabanları elektrikle ısıtılır. Prof.Dr. Binnaz KAPLANGİRAY 110 Ütüleme işlemi, ütü buharının ütülenen yüzeyden uzaklaşmasıyla tamamlanır. Bu işlemin hızlandırılması için bir emme sistemine bağlanırlar. Bu sistem sayesinde buhar, ütülenen parçadan kısa sürede emilir. Günümüzde kullanılan ütü presleri, program kartları ve mikro işlemciler ile çalıştırılır. Ütülenecek her parça için ayrı ayrı program uygulanabilir. Otomatik ütü presleri, buhar verme ve emme işlemlerini otomatik olarak belirli süreler boyunca yapabilen aletlerle donatılmıştır. Özellikle ütücünün bir çok makineyi aynı anda kullanmak zorunda olduğu durumlarda her zaman aynı ütü sonucunu almak açısından önem taşır. Program kartları ile çalıştırılan ütü preslerinde işlemler, hafızaya alınır ve makinenin otomatik olarak çalışması sağlanır. Büyük ütü preslerinde aynı anda çalışan birden çok presleme bölgesi bulunur. Böylece ütüleme süresi kısalır. Prof.Dr. Binnaz KAPLANGİRAY 111 Prof.Dr. Binnaz KAPLANGİRAY 112 ŞİŞİRME ÜTÜLER Genellikle üst giyim için kullanılan şişirme ütülerde giysi buhara tutulur. Giysi, ütüye geçirildikten ve biçime sokulduktan sonra buhar verilir. Isı, buharın miktarı ve kuru hava oranı kullanılan malzemeye göre ayarlanabilir. Bu tür ütüler özellikle floş ve kadife gibi parlamaya hassas kumaşlar için son derece uygundur. Ütüleme işlemi, değişik malzemelere göre farklı farklı uygulanabilir. Bunlar elbise, manto ya da ceketlerde değişik bedenlere göre ayarlanabilmektedir. Prof.Dr. Binnaz KAPLANGİRAY 113 Prof.Dr. Binnaz KAPLANGİRAY 114 BUHAR TÜNELİ Giysilere basınç uygulamadan doymuş buharın verildiği son ütü işlemidir. Genellikle sentetik ve sentetik karışımlı kumaşlara uygulanır. Buhar tünelinde giysiler askılarda ve hareketli bir yay üzerinde, özellikle tişört gibi örme ürünlerde çerçevelere yüklenmiş olarak bir konveyor kayış üzerinde tünele sokularak hava akımına maruz bırakılırlar. Mikro işlemci üzerinden farklı ütüleme programları uygulanabilir. Prof.Dr. Binnaz KAPLANGİRAY 115 SON KONTROL İŞLEMLERİ VE PAKETLEME Konfeksiyon işletmelerinin son kontrol bölümü müşteriye sunulmadan önce giysilere uygulanan tamamlama işlemlerini kapsamaktadır. Burada uygulanan işlemler ürüne güzel bir görünüm kazandırarak satışını artırıcı yönde etki eder. İşletmelerde çoğu kez çok üzerinde durulmayan ve analiz edilmeyen bu işlemlerde insan becerisi ve dikkati büyük rol oynamakta, ürünün hatasız ve zamanında gönderilmesine etki etmektedir. İplik Temizleme İşlemleri: Dikilmiş bir ürünün bitmiş temiz bir görünüme sahip olması amacı ile yapılan bir işlemdir. Burada çalışan kişiler el makaslarını kullanarak işleri defolamadan ve dikişleri kesmeden iplik temizleme işlemini gerçekleştirirler. Prof.Dr. Binnaz KAPLANGİRAY 116 Giysilere Form Verme: Giysi ya da giysi parçalarına sıcaklık, buhar ve basınç etkiyle ütü veya pres ile şekil verilir. Burada amaç giyene göz alıcı bir çekicilik, temiz ve gösterişli bir görünüm ile birlikte belirgin ve güzelleştirici bir siluet kazandırmaktır. Bu bölümde çalışan giysi model ve kumaş özelliklerine göre ütüleme ya da presleme yapabilmelidir. Prof.Dr. Binnaz KAPLANGİRAY 117 Yüklemeden Önce Bitmiş Mamulün Son Kontrolü: Burada bir müşteri gözüyle bütün giysiler tek tek kontrol edilir. Kontrol yöntemi olarak %100 kontrol uygulanmaktadır. Giyside unutulmuş ipliklerin kontrolü, ütüleme hatasının olup olmadığı, etiket kontrolü ve genel görünüş kontrolü yapılır. Bu kontroller sonucu bir ya da birkaç yer kaliteye uygun değilse veya toleranslar dışıysa düzeltilebilecekler düzeltilmesi için tamire gönderilir. Tamir edilemeyenler ve tamir edilip de istenen tolerans sınırları içine giremeyenler 2. Kaliteye ayrılır. Kalite kontrolcü giysilerin kalite değerlendirilmesini yapabilmeli, kaliteyi düşürücü hataları bilmeli ve hata bulma konusunda seçici olmalıdır. Prof.Dr. Binnaz KAPLANGİRAY 118 Giysiyi Satışa Hazırlama: Satışa hazırlamada giysinin, satışı arttırıcı fonksiyon taşıyan aksesuar ve malzemelerle donatılması ve ambalaj işlemleri yapılır. Giysilere yedek düğmeler, reklam ve fiyat etiketleri, kemer gibi aksesuarlar eklenir. Ambalaj işlemleri tamamlanmış giysiler asorti talimatına göre beden – renk dağılımı yapılır ve kolilenerek sevk edilir. Giysilerin ambalaj işlemleri giysinin türüne, müşteri isteğine ve sevkiyat şekline göre askılı ve katlanarak olmak üzere iki şekilde yapılır. Askılı olarak yapılan ambalaj işleminde; giysiler askılı olarak torbalanır ve bantlanır. Daha çok dokuma kumaşlardan üretilen takım elbise, ceket, pantolon gibi ürünler uygulanır. Katlayarak yapılan ambalaj işlemi ise genelde örgü kumaşlardan üretilen giysiler ile dokuma kumaşlardan üretilen gömlek, bluz ve ev tekstili gibi ürünlerde uygulanır. Prof.Dr. Binnaz KAPLANGİRAY 119
© Copyright 2026 Paperzz