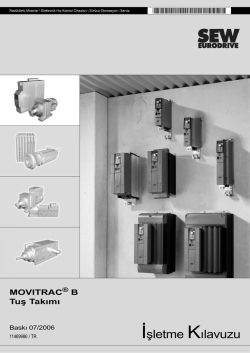
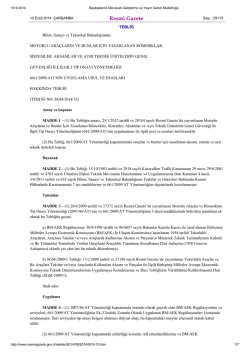
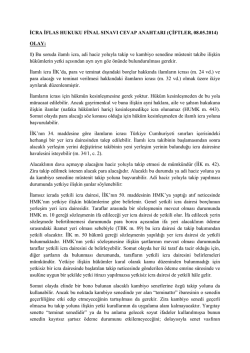
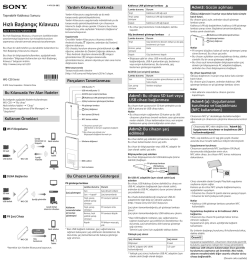
OTEKON ‘14 7. Otomotiv Teknolojileri Kongresi 26– 27 Mayıs 2014, BURSA OTOMOTİV SEKTÖRÜNDE YENİ TANI KOYMA SÜRECİ Özgür Hügül*, Armağan Altınışık*, Bora Şefkat* Tofaş Kalite Direktörlüğü, Bursa * ÖZET Bu çalışmada karmaşık otomotiv arıza analizleri için tanı koyma yaklaşımı, problem çözme sürecine dayalı olarak geliştirilmiştir. Bu diagnoz yaklaşımıyla, semptomların ortadan kaldırılması yerine etkin fenomen tanımıyla birlikte standart diagnoz adımlarını uygulayarak, proses, firma ve proje sorumluluklarının belirlenmesi hedeflenmektedir. Birinci seviye diagnoz olarak tanımlanan bu süreç, 7 adımlı problem çözme sürecinin ilk iki adımını oluşturmakta ve sistemin adı Diagnosys7 olarak adlandırılmaktadır. Anahtar kelimeler: Otomotiv, tanı koyma, problem çözme, fenomen, kök neden. NEW DIAGNOSTIC PROCESS IN AUTOMOTIVE INDUSTRY ABSTRACT In this study, the diagnostic approach for complex automotive fault analysis were developed based on the problem solving approach. This approach aimed to define the diagnostic procedure not to eliminate the symptoms but to define project, supplier and process responsabilities to reach the real root cause of the problem. In this study, the first two steps of the universal problem solving approach was detailed to seven step diagnostic process and named as Diagnosys7. Keywords: Automotive ,diagnostics, problem solving , root cause, phenomenon description, 1. GİRİŞ Hızlı ve yetkin problem çözebilen, edindiği deneyimleri database’lerinde etkin yöneten, kurumsal hafızaya sahip firmaların mevcut ve yeni ürün geliştirme süreçlerinde rekabetçi seviyelere ulaştığı bilinmektedir. Problem çözümlerinde problemin bir daha çıkmamak üzere çözülebilmesi, problemin kök nedeninin net ve doğru olarak belirlenmesiyle mümkündür. Mevcut üretim alanlarında üretim akışının kesilmemesi, hızlı reaksiyon ihtiyacı gibi nedenlerle genellikle semptom belirlenmesi üzerine yönlenilmekte ve geçici olarak problemler ortadan kalkmaktadır. Fakat bu durumda kök nedenlere ulaşılamadığından problemler belirli bir zaman sonra tekrar ortaya çıkmakta ve zaman kayıplarına sebep olmaktadır. Etkin problem çözümü semptomu belirlenip çözmek üzerine değil, probleme etki eden gerçek fenomenin ortaya çıkarılarak, problemin daraltılması ve altında yatan gerçek sebeplerin ortaya konularak çözülmesi ile gerçekleştirilebilir. Mevcut diagnoz teknikleri daha çok hata bulma ve giderme (troubleshoot) metotlarını öne çıkarmaktadır. 6 adımlı örnek hata bulma ve giderme metodu bu metotlardan en çok kullanılanları arasındadır. Bu metod problem çözme adımlarının ilk iki adımı olan detay problem tanımı ve mevcut durum analizini karşılamamakta ve gerçek kök nedene ulaşılmasını engellemektedir. Bu yöntemler hatanın kök nedenin bulunmasından ziyade problemin giderilmesine yöneliktir. Ayrıca bu metotlarda standartlaştırma fazı eksiktir ve 1 Adım5: Karşı önlemin belirlenmesi ve faaliyet uygulanması Adım6: Sonuçların kontrolü Adım7: Standartlaştırma ve yaygınlaştırma problem analizlerinde elde edilen bilgi birikiminin yeni modellere aktarımı etkin yapılamamakta ve mevcut problemlerin yeni modellere taşınmasına sebep olmaktadır. Bu çalışmada yedi adımlı problem çözme prosedürünün ilk iki adımı örneklerle detaylandırılarak, yedi adım diagnoz adımlarına ayrılmıştır ve her adımın detaylandırılmıştır. Geliştirilen bu metod hem mevcut modellerin üretimi esnasında hem de yeni ürün geliştirme sürecinde tespit edilen problemlerin diagnozlarında, tüm otomotiv sistemlerini kapsayacak şekilde etkin olarak kullanılabilmektedir. 2. Problem tanımı ve mevcut durum analizi, problem çözme sürecinin en önemli adımlarıdır. Sağlıklı bir mevcut durum analizi için standartlaştırılmış diagnoz adımları gereklidir. Bu amaçla geliştirilen 7 adımlı diagnoz sistemi olan Diagnosys7 metodunun adımları ve detayları şu şekilde tanımlanmaktadır: 2.1 ADIM-1 (HATA TANIMI VE DOĞRULANMASI) 2.1.1 Hatayı tespit edenle mülakat yapılarak hatanın ne olduğu ve hangi şartlarda oluştuğunun anlaşılması: Bir problemi seçerken problemin hangi kayıptan alındığı problemin şirkete etkisinin ne kadar ve hangi göstergeyi etkilediği belirtilmiş olmalıdır. Eğer problem çok boyutlu ise pareto diyagramı, kontrol çizelgesi vs. ile problemin odaklanılacak noktası ve bölgesi mümkün olduğunca net olarak belirtilmiş olmalıdır. Problem tanımına bakıldığında herkes tarafından anlaşılır olmalıdır. Seçilmiş bir problemi tanımlarken ilk olarak 3G (Genba, Genbutsu, Genjitsu) yapılmalıdır. Genba kelimesinin Türkçedeki karşılığı “olay yeri”dir. İmalat sektöründe ise imalatın ya da üretimin yapıldığı yer anlamındadır. Problemi tanımlarken ilk olarak problemin olduğu yere (olay mahalline) gidilmesi gerekmektedir. Genbutsu, “olay yerindeki mevcut hata ya da güncel parça” anlamını taşımaktadır. Hatalı ve hatasız parçalar kontrol edilir ve birbirleriyle karşılaştırılarak gözlemlenir. Genjitsu ise “göz ile kontrol edilen hatalı parçanın hata analizinin yapılması ve operasyonun gidişatının kontrol edilmesi” anlamına gelir. Kısaca, mevcut parçaya olan güncel durumu görmek için olay yerine gitmek şeklinde özetlenebilir. Problem tanımında kullanılması gereken bir diğer teknik ise 5N 1K’ dır . 5N 1K; Ne, Nerede, Ne zaman, Nasıl, Ne kadar ve Kim sorularını cevaplayarak problemin tam, net ve özel olarak tanımlanmasında kullanılan bir tekniktir. Bir problem tanımlanırken 3G analizi yapıldıktan ve odaklanılacak nokta özel olarak tanımlandıktan sonra, 5N 1K analizi muhakkak yapılmalıdır. 5N 1K analizindeki her bir soru detaylı ve doğru olarak cevaplanmış olmalıdır. “Ne?” sorusu problemli parçanın ne olduğunu ortaya konur. “Nerede?” sorusu problemin nerede karşımıza çıktığını ya da nerede oluştuğunu, “ne zaman”, problemin ne kadar zamandır var olduğunu ve problemin ne zaman oluştuğunu ya da görüldüğünü, “Nasıl?” problemin hangi uygunsuzlukla nasıl ortaya çıktığını, “Ne kadar?” problemin parasal maliyetini ve 7 ADIMLI DİAGNOZ PROSEDÜRÜ Yedi adım problem çözme prosedürünün ilk iki adımı olan problem tanımı ve güncel durum analizi, yedi adıma ayrılarak Şekil 1’de görüldüğü gibi detaylandırılmıştır. Amaç problemin kaynağı olan proje, proses ve firma sorumluluklarını kanıtlarıyla ortaya koymaktır. Şekil 1-7 adımlı diagnoz prosedürü (Diagnosys7) Diagnosys7 sistemini daha iyi kavramak için, yedi adımlı problem çözme süreci ile ilgili şu tanımlamalar yapılabilir: İdeal durumla mevcut durum arasındaki fark problem olarak adlandırılır. Problem çözmenin en verimli ve etkili yolu PUKÖ (planla, uygula, kontrol et, önlem al) döngüsünün doğru olarak kullanılmasıdır. Bir problemin birden fazla kök sebebi varsa, kök sebepler ilk bakışta görülemiyorsa ve detay analiz gerektiriyorsa yedi adımlı problem çözme metodu kullanılır. Her problem çözme tekniğinde olduğu gibi bu yöntemde de PUKÖ döngüsü takip edilir. Yedi adımlı problem çözme metodunun kısaca genel adımları aşağıdaki gibi tanımlanabilir: Adım1: Problem seçimi ve tanımı Adım2: Mevcut durum analizi Adım3: Genel faaliyet planı ve hedef belirleme Adım4: Kök neden analizi 2 frekansını, “Kim?” sorusu ise problemin kişiye bağımlı olup olmadığını ortaya koyar. gözlemlenmesi ile, hata mekanizması ortaya çıkarılabilir ve analiz edilecek parametreler daraltılabilir. Bu hata mekanizmasının tanımlanmasına aynı zamanda fenomen de denilmektedir. Böylece hata daraltılarak, konuya direk etki eden parametreler doğru ve etkin bir şekilde incelenebilir. Bu şekilde zaman kaybı ve hatalı analizlerden kaçınılmış olur. Hata mekanizması aşağıdaki tekniklerle tanımlanabilir: Örnek 5N+1K Tanımı; Ne: Dış dikiz ayna Ne Zaman: Parçanın montajı sonrası Nasıl: Kapı sacı aralık kalıyor Nerede: Montaj Buy off istasyonunda Ne kadar: %12 hata oranı Kim: Kişiden bağımsız Bu tanımlamaların ışığında odaklanılacak problemin net olarak tarifi, teknik tanımı yani ölçülebilir tanımı yapılmalıdır. Hata tanımı: Sol dış dikiz ayna üst bölgesi montaj sonrası kapı ile 2mm aralık kalıyor. Hata kişiden bağımsız olup %12 oranında görülmektedir. (Şekil 2) Şekil 3 Fenomen tespiti için kullanılan teknikler Şekil 2 Dış Dikiz Aynası Bu tekniklerin kısaca açıklamaları şöyledir: DSI: Hatanın problem mahallinde, yerinde incelenmesi “Defect Scene Investigation” EBI: Ekipman bazlı inceleme (Equipment Based Investigation) (data toplayıcı sensörler, yavaş çekim kamerası, ses kayıt cihazları, lazer tarayıcıları, 3D ölçüm cihazları vb) FDD: Hata arama ve diagnoz ekipmanları ( Exeminer, D-analiser, pikoskop vb..) “Fault Detection and Diagnosis” Prototip çalışmaları: Özel ekipmanlar ve parçalar vasıtasıyla gerçek üretimde kullanılmayan geçici parçalar oluşturarak, hatayı simule etmek üzere hatanın bulunduğu noktada kullanmaktır. SWAP (ok/nok): İyi/kötü parça kıyaslaması/yer değişimi Deneme yanılma metodları “Trail&Error”: Deneme yanılma yöntemi ile parça ve parametreleri değiştirerek hatanın tekrar edilmesi yöntemidir. 2.1.2 Pratik Doğrulama ile Hatanın Tekrar Oluşturulması: Hatayı tekrar oluşturmak ve hatanın oluştuğu şartları gözlemlemek üzere sürüş emniyeti garanti edilerek, uzman kişi tarafından test yapılır ve hata tekrar oluşturularak doğrulanır. Hatanın oluştuğu andaki aşağıdaki parametreler kayıt altına alınır: • Aracın hızı • Yol şartları bilgileri (bozuk yol vs) • Hava şartları bilgisi (sıcaklık, nem, yağış vs) • Kulanım şekli ve şartları (sportif kullanım, aynı anda birkaç fonksiyonun kullanımı, aracın yüklü veya boş olması vs) • Hatayı net anlamak üzere iyi\kötü araç kıyaslaması yapılabilir • Hatanın daha önceden bilinen bir hata olup olmadığı doğrulanır. Fenomen tanımı yapıldıktan sonra artık problem iyice daraltılmıştır ve hatayı oluşturan alt sebeplerin belirlenebilmesi için aşağıda verilen detay analizlere geçilir: Hatanın sübjektif tanımdan kurtarılarak, objektif hale getirilebilmesi için modern ekipmanlar kullanarak parametreler kayıt altına alınır. Örnek: Ses şiddeti (dB), sıcaklık, basınç, hız, kuvvet, enerji gibi datalar, data toplayıcıları (data logger) vasıtası ile kayıt alına alınır. 2.2 ADIM-2 (Hata Tanımlanması - Fenomen) • • • Komponent analizi (Malzeme analizi) Proses analizi (İnsan ve makine analizi) Proje Analizi (Metot analizi) Mekanizmasının 2.3 ADIM-3 (Komponent Analizi) Genel olarak problemi oluşturan parametreler geniş alana yayılır. Hatanın çok iyi ve yakından Komponent yani parça analizi, fenomene etki edecek parçaların/malzemelerin incelenmesidir. Bu 3 analizde, fenomeni oluşturan/etkileyen parçaların genel bir görüntüsü alınır. Bu gösterim hem bütünün görülmesinde yardımcı olur, hem de yazılı ve sözlü anlatımda hatanın araç üzeri konumunun ve alt kompleler arası etkileşimin anlaşılmasını sağlar. da bu fazda değerlendirilmelidir. 2.4. ADIM-4 (Proses İncelemesi): Üretim proseslerinde her parçanın montaj işlemi belirlenmiş bir metotla yapılmaktadır. Bu metodun tariflendiği ve görsel bir şekilde anlaşılır hale getirildiği dokümanlara işlem veya operasyon kartı denmektedir. Her işlem için en az bir işlem kartı bulunmaktadır. Operasyonun incelemesi öncesi operasyon kartlarından prosesin metodu ve yapılış şekli konusunda bir ön inceleme yapılır. Akabinde operasyon bölgesinde fiziki proses hakkında incelemelere başlanır. Burada sorgulanabilecek ana konu proses sıralamalarına uyum ve prosesin uygun tanımlanıp tanımlanmadığıdır. Bu iki konu fiziki uygulama olarak gözlemlenmelidir. Problemlerin tespiti bu analiz basamağı ile başlamaktadır. Dolayısıyla tespit edilen bütün uygunsuzluklar P1,P2,P3..şeklinde sonuca bağlanır. Diyagnozlarda genel çalışma prensibi olarak bütünselliği daha kolay ifade edebilmek için tümdengelim metodunu uygulamaktadır. Problemin genel tanımından (problem ve fenomen tarifi) başlayıp alt kırınımları yapılır (olası etkenlerin belirlenmesi) ve etken parçaların incelenmesi ile de parça özeline problemi indirgemeye çalışılır. Etken parçaların analizinde aşağıdaki teknikler uygulanmaktadır: 2.5 ADIM-5 (Projenin İncelenmesi): Diyagnoz çalışmalarında çıkış noktası olarak teknik resim ve matematik modeller referans alınmaktadır. İdeal durumda değerlendirilen bütün noktaların nominal değerleri, toleransları ve eşleşen parçalar var ise paralellik limitleri bu model veya teknik resimlerde verilmektedir. Nominal değerler için güncel veriler üzerinden kesitler alınarak ilgili noktalar için istenilen değerler alınabilmektedir. Tolerans değerleri ise ilgili parçanın projelendirilmesi sonrası valysis analizi adı verilen tolerans zinciri hesabı sonucu çıkan teorik hesaplama sonuçları, ilgili resimlere girilmektedir. Teknik resminde verilen kesitler güncel data üzerinde kontrol edilir. Projede ilk olarak analiz parçasının ve alt komplelerinin pozisyonlama (montaj) referanslarının uygunluğu kontrol edilmelidir. Ayrıca öngörülen referansların ne derece sağlıklı referanslama yapabildiği araç üzerinde pratik olarak doğrulanmalıdır. Eğer eksik referans varsa parçanın monte edilebilirliğinde pozisyon farklıları oluşması beklenen bir sonuçtur. Girişimli tasarlanan parçaların fiziki durumları (araç üzerinde monte edilmiş pozisyonları) ile sanal konumlamaları (datadaki pozisyonları) arasında davranış farklılıkları oluşmaktadır. Datada öngörülen girişim parçanın zayıf (cidar kalınlığı az, form değişkenliği olan kısımlarında veya bağlantılara uzak bölgelerde) kısımlarında oluşmuyor olabilir veya öngörülen girişim miktarı X mm iken araç üzerinde parçanın rijitliğine göre X-a mm kadar oluşuyor olabilir. - Bilinenden bilinmeyene - Kolaydan zora - Somuttan soyuta - Bütünden parçaya - Benzerliklerden farklılıklara - Kuramdan uygulamaya Temel amaç fenomen tanımında belirtilen hata ile ilişkilendirmeyi sağlamak ve araç-parça ilişkisini hata özelinde kurmaktır. Örnek olarak incelenen bir parçanın 3D ölçüm raporundaki herhangi bir noktasının hatasından dolayı “Parça hatalıdır.” şeklinde bir yargıya varmak doğru değildir. Önemli olan analiz edilen parçanın hata noktasındaki sapmasının hataya avantaj-dezavantaj yönünde analizidir. Bulunan parça sapmalarının ortak bir nedene mi özel bir nedene mi dayalı olduğunu anlayabilmek için üretimden alınan (sıfır parçanın) ölçümü yapılmaktadır. Aynı etkiler gözlemlenirse, hatanın diğer araçlarda veya parçalarda da benzer karakteristik taşıması beklenir. Eğer sıfır parçanın ölçümlerinde benzer hata görülmüyorsa, firma veya montaj prosesinde bir değişkenlik olabileceği sonucuna varılabilir. Örneğin fitil veya tavan kaplama gibi bir esnek parça hatasının montaj prosesinde oluşması veya montaj esnasında görülebilmesi olasıdır. Fakat dış dikiz ayna gibi rijit parçaların ölçümlerinde görülecek hataların firmada da gözlemleniyor olması beklenir. Komponentlerin probleme yönelik parametrelerinin SPC sonuçları 2.6 ADIM-6 (Hata Etkilerinin Doğrulanması): Etkilerin doğrulanması fazında parçalarda, proseslerde ve projede bulunan problem kaynaklarının etkilerini hatalı araç üzerinde doğrulamak ve hatanın iyileştiğini veya ne derece 4 iyileşebileceğini tespit etmek için fiziksel denemelerde bulunulur. Yapılan teorik açıklamaların fiziksel sonucunu yani araç üzerindeki hata noktasına etkisini net olarak süzebilmek için belirlenen problemleri geçici ve kalıcı yöntemlerle ortadan kaldırarak, diyagnoz doğrulanır. Bazı doğrulamalar için parçadan malzeme aşındırması veya gövdeyi deforme etmek gerekebilir. Bu sebeple araç üzerinde yapılacak doğrulamalar için bir doğrulama planı yapılması gerekir. Birden çok problem içeren ve geri dönüşü olmayan müdahaleler ile doğrulamaların yapılması gerektiği durumlarda kalıcı müdahaleleri en son planlamakta fayda vardır. Bu faz ilgili birimlerle uzlaşım ve ikna süreci açısından son derece önemlidir. Bu fazın etkili bir şekilde geçilmesi ile problem çözüm süreci çok hızlanmaktadır. Konu:1.4 Benzinli pompasından yağ kaçağı araçlarda direksiyon Adım 1- Hata tanımı ve doğrulanması: Konu diagnoz için talep yapıldığında, hata ile ilgili yapılan inceleme ve şoförlerle yapılan mülakatta şu gözlemler yapılmış ve doğrulanmıştır: Hata normal sürüş koşullarında görülüyor, direksiyon ses yapmaya ve ağırlaşmaya başlıyor, aynı zamanda depodaki yağ kırmızıdan siyaha dönüyor. Bu 9 ile 145 arasında çeşitli km’lerde oluşuyor. Yapılan 90 araç kontrolünün 4’ünde bu hataya rastlanmıştır. Buradan yola çıkarak hata tanımı yapacak olursak: 2.7. ADIM-7(Uzlaşma ve Rapor): Diyagnoz boyunca P1,P2… şeklinde etiketlenen problemler için hataya etkilerini de göstererek yayınlanan listeye diyagnoz sonuç raporu adı verilir (Şekil 4). Burada temel olarak diyagnoz raporu boyunca irdelenen konular probleme olan etki dereceleri belirtilerek tek sayfada raporlanır. İdeal olan sadece bu rapor sayfasını okuyan bir kişinin diyagnozu anlayabilmesini sağlayacak şekilde yalın bir özet hazırlamaktır. Bu sebeple problem kaynakları tek bir sade cümle ile ve hata etkileri erecelendirilerek Yüksek(H), Orta(M), Düşük(L) şeklinde bir özetle verilir. Ayrıca fenomen tanımı ile sonuç ilişkisini kurabilmek için hata etkileri kısmında fenomen tanımında araştırılan niceliğe yönelik sayısallaştırma yapılması önerilir. Şekil 5 Hata Tanımı Adım2-Fenomen Tanımı: Konu ile ilgili hata mekanizmasını anlamak (fenomen) için öncelikle hatanın nasıl oluştuğu sorusunu aramak gerekiyor. Bu yüzden Şekil-6’da görülen sistemin komponentleri ve çalışma prensipleri incelenir. Yağ deposu tarafından Basınç Kontrol Vanası Kasnak Direksiyon Kutusuna Mil Pompa Kapağı Pompa Gövdesi Rotor Şekil 4- Örnek Diagnoz Raporu Şekil 6-Sistemin Şeması 3.ÖRNEK BİR ADIMLARI: DİAGNOZ OLAYI VE Motor tarafından kayış sistemi ile tahrik alan hidrolik pompa, rezarvuardan gelen yağı, basınç 5 kontrol valfi marifeti ile direksiyon kutusuna yüksek basınçlı olarak gönderir. Bu sistemde ısınma, ağır dönme ve sese sebebiyet verecek olan komponentler; kayış, kasnak, pompa mili, yatağı, basınç valfi, giriş-çıkış boruları ve hidrolik yağdır. kanalına doğru yığılması ile yağlama kanalını kapatması ve blokaja sebebiyet vermesidir. Artık tüm incelemeler bu fenomen üzerinde yapılacaktır. Hatanın gerçek mekanizması bulmak için hatalı parçalar ve araçlar üzerinde DSI yöntemi ile incelemeler yapılmıştır. Adım3-Komponent Analizi (Fenomen bazlı): Burç Kontrolü: Burç kenarlarında, döküm gövde çinko kaplama sırasında bulaşan çinko ve krom parçacıkları görülmüştür (Şekil-9). Teori: Milin yatağında sıkışması ile hidrolik yağın ısınması ve akabinde bloke olarak çalışmaz hale gelmesidir. Şimdi bu konu ile ilgili fenomeni doğrulamak için yapılacak çalışmalar şunlardır: • Burç paslanması(P1) Şekil 9-Burç Kaplama Kalıntıları Şekil 7-İlk bulgular-pas(korozyon) Pas ile ilgili yapılan doğrulamalarda hatanın pas ile oluşmadığı 150km test ile doğrulanmıştır. Yani pas uygunsuzluğunun direkt olarak hatanın oluşumuna etkisi yoktur. • Burç kanal kaplaması uygunsuzluğu (P2) Şekil 10-Burç Spektrum Analizi Yapılan spektrum analizinde (Şekil 10), burç kaplaması olan aluminyum kaplamanın çinko içermemesi beklenir. Yapılan analizde hem çinko hem de krom bileşenlerine yoğun olarak rastlanmıştır. Bu hata hatayı oluşturan ana etmendir. Ayrıca Şekil 11’deki mikroskop görüntüsünde de çinkonun ölçüsel olarak 8 mikron civarında olduğu gözlenmektedir. Şekil 8-Burç Kanal ve uygunsuzluğu Şekil-8’de görüldüğü gibi sarma, burcun uçlarında başlıyor, burç kaplaması (Al kaplama) mille hareket ediyor ve yağlama kanalını kapatıyor. Bunun sonunda da sarma, yağın ısınması ve sonucunda bozulması oluşuyor. Yapılan incelemelerde hatalı pompaların hepsinde aynı hata bulunmaktadır. Ayrıca bu tip özel üretilen bir pompa da araç üzerinde test edilmiş ve hatanın oluştuğu doğrulanmıştır. Yani artık fenomenimiz; pompanın burç uçlarındaki kaplamanın milin hareketi ile yağ 6 Proses ile ilgili dolum istasyonu, kayış ayar operasyonu ve ilk çalıştırma (eksik yağlama ihtimali) süreçleri incelenmiştir. Yapılan inceleme sonuçlarında herhangi bir uygunsuzlukla karşılaşılmamıştır. *Pompa montaj: Pozisyonu teknik resim ve operasyon kartına göre uygundur (Şekil 14). Şekil 11 Çinko Malzeme kalınlığı (kaplama) • Burç iç çapı (P3): Burç iç çapının küçük olması mil ile arasındaki boşluğu azaltarak sarmayı hızlandıracaktır. Yapılan ölçümlerde probleme etki edebilecek hatalar tespit edilmiştir(Şekil-12). Şekil 14-Pompa pozisyonu *Dolum tesisi: Dolum tesisi paremetreleri ve diğer tiplerle kıyaslamalı olarak kontrolleri yapılmış, hatayı oluşturacak farklılık veya sistemde kirliliğe rastlanmamıştır (Şekil-15/16/17). Şekil 12-Burç İç çapı ölçümleri • Burç iç çapı yeteneği (P4): Şekil 13- İç Çap yetenek çalışması /Cp-Cpk Şekil 15- Dolum tesisi parametreleri Şekil-13’de yapılan proses yeterlilik sonuçlarına göre, prosesin yeterliliği düşük bulunmuştur. Cp:1,22, Cpk:1,05 (istenen Cp/Cpk>1,33) Adım 4 Proses Analizi 7 Şekil 19-Kayış gergisi ve ölçüm sonuçları Şekil 16-Dolum tesis temizliği Adım-5 Proje Analizi Proje analizinde pompaların dönüş devirleri ve bu devirlerin hataya etkileri incelenmiş ve tüm tiplerde herhangi bir risk olmadığı saptanmıştır (Şekil 20). Ayrıca codesign olan pompanın da burç ve mil arasında olması gereken boşluk değerlerin de tasarım şartnamelerine uygun olarak verildiği gözlemlenmiştir. Pompa gövdesi ve hidrolik yağın aşırı ısınma durumları proje doğrulamasıyla kontrol edilmiş ve pratik olarak da hatayı oluşturacak farklar gözlenmemiştir. Şekil 17-Dolum Tesisinin Doğrulanması *Operasyon kartına göre çalışma incelenerek, doğrulanmıştır (Şekil 18). Şekil 20-Proje incelemesi Adım-6 Hata Etkilerinin Doğrulanması Şekil 18-Operasyon incelemesi kartına göre Yapılan doğrulamalar: prosesin 1.Hatalı Pompalar, burç kaplaması uygun pompalar ile değiştirildiğinde hata tekrar etmemiştir. 2.Hatalı olarak yeniden üretilen burçlarla toplanan pompalar araç üzerinde hatayı oluşturmuştur (4 araçta bu doğrulanmıştır). *Kayış gerginliği operasyonu : Yapılan incelemede kayış gerdirmesi ve sonrasında süreçte herhangi bir uygunsuzluk bulunmamıştır (Şekil 19). 8 3.Burç iç çapı darlığı ve pas hatalarının direkt olarak etkisi görülmemekle beraber uygunsuzluk olarak tespit edilmiştir. uygulanmaktadır. 5. SONUÇ Bu çalışmada, hazırlanan diagnoz akışının problemlerin doğru çözülmesi ve tekrarlamaması yönünde ciddi etkileri olmuştur. Özellikle problem çözme adımlarının ilk ikisi doğru geçildiğinde kök nedenlere net ulaşıldığını ve önlemlerin etkin bir şekilde alınarak, hataların bir daha tekrarlamaması engellenmektedir. Artan rekabet ve pazarda müşterilerin hatalara tahammül etmemesi yüzünden, yeni ürünlerde hatasız olarak devreye girmek en az maliyet kadar önemli bir hale gelmiş ve satın alma kararlarında potansiyel müşterilerin önemli tercih kıriter arasında girmiştir. Bu yüzden yeni projelerin devreye alınması sırasında da aktif olarak kullanılabilecek olan bu metot, projenin sorunsuz bir şekilde devreye girmesinde aktif rol oynayacaktır Adım-7 Uzlaşma/Rapor: Tespit edilen hatalar yan sanayi ile paylaşılmış ve bulgular birlikte doğrulanarak uzlaşılmıştır. Sonuç olarak şekil 21’deki rapor yayınlanmıştır. KAYNAKLAR 1- Tom Denton, BA,MSAE,MIRTE,Cert.Ed. Advanced Automotive Fault Diagnosis, 2006 2- Hajime Yamashina, Prof., Kyoto University , WCM lextures 3- PDCA Cycle Deming, W. Edwards 4- Jeffrey Liker, David Meier. The Toyota Way Fieldbook. McGraw Hill, 2005. 5- D.Ceglarek, A Knowledge-Based Diagnostic Approach for the Launch of the Auto-Body Assembly Process, 1994 6- Dariusz Ceglarek andJianjun Shi, Dimensional Variation Reduction for Automotive Bodv Assemblv, 1995 7- Jittiwut Suwatthikul, Fault detection and diagnosis for in-vehicle networks, 2012 8- Fabio De Felice, Antonella Petrillo and Stanislao Monfreda, Improving Operations Performance with World Class Manufacturing Technique: A Case in Automotive Industry, 2013 9- JD Power IQS (Initial Quality Survey) 2012 10- Farokh Kavarana and Benny Reiders, Squeak and rattle-State of the art and beyond, , Michigan, 2001 11- Widodo Budiharto, the development of an expert car failure Diagnosis system with bayesian approach, 2013 12- Seastrunk,Chad Stephen. Algorithm to Systematically Reduce Human Errors in Healthcare, 2005 13- E. Zio, Reliability Engineering: Old Problems and New Challenges, 2011 Şekil-21 Rapor 4. DIAGNOSYS7 SİSTEMİNİN SONUÇLARI Bu metot kullanılarak 700’den fazla problemin diagnozu 2 yıl içerisinde yapılmıştır. Özellikle bu metot uygulanmaya başlandıktan sonra doğrulanmış kök nedenlere inilebilmekte ve çözümler robust olarak sonuç vermektedir. Bu sistem başladıktan sonra toplamda 11 diagnoz uzmanı sertifiye edilmiştir. Bu sertifikasyon sisteminde her adımın başarı kriterler belirlenmiş, bu kriterlere göre uzmanlar jüri tarafından değerlendirilmiştir. Bu değerlendirme 5 ölçekli bir değerlendirmedir. 1 en kötü, 5 en iyi sonuçtur. Bu sonuçlara göre geçer seviye 3 ve üzeri olarak belirlenmiştir. Majör kaizen çalışmalarına girdi teşkil eden Diagnosys7 metodu sayesinde aşağıdaki iyileştirmeler 2 yıl içerisinde gözlemlenmiştir: 3.1 Problem çözme hızında iyileşme 3.2 Problemlerin tekrarının önlenmesi (tek seferde çözme %’si) 3.3 Problem çözen kişilerin yetkinliklerinin artması Ayrıca yan sanayilerle yapılan toplantılarda ve aktarılan problem diagnozları sayesinde de uzlaşma oranında artış sağlamakta ve karşı önlemlerin belirlenmesi daha doğru ve hızlı bir şekilde yapılmaktadır. Yan sanayilere de bu sistemin yaygınlaştırılması faaliyetleri yürütülmekte olup, pilot seçilen belirli firmalarda bu süreçler 9 14- Kewalkumar Chandrakant Vyas, Toyota Production System, 2011 15- Karen Wilhelm, Unleash the ProblemSolving Capabilities of Employees, 2009 16- Julian Hapian-Smith, An Introduction to Modern Vehicle Design, 2002 17- GM, Stategy Based Diagnostics, 2004 18- John K. Funcheon Kokusai, Inc, Future Direction of Automotive Testing of Tires and Wheels High Speed Uniformity and Flat Belt, 2005 19- N A Snooke and C J Price, Integrating reliability analysis and diagnostics for complex technical systems, 2008 20- Patton, R., Frank, P., and Clark, R. (eds.) Fault diagnosis in dynamic systems: theory and applications, 1989 21- Hurdle, E. E., Bartlett, L. M., and Andrews, J. D. System fault diagnostics using fault tree analysis. Proceedings of the 16th Conference on Advances in reliability technology symposium (ARTS), Loughborough, Leics, UK, 2005, pp. 203– 222. 10
© Copyright 2026 Paperzz