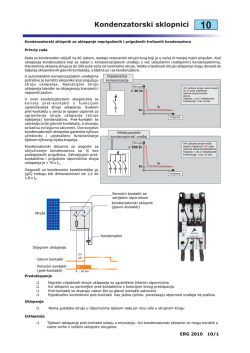
KTF-Split GALVANOTEHNIKA Podloge za predavanja dr. sc. Ladislav Vrsalović Akademska godina 2011./12. 1 KTF-Split Literatura: J. Radošević, Procesi galvanotehnike, Skripta za internu upotrebu, Kemijskotehnološki fakultet u Splitu, 2007. M. Schlesinger, M. Paunović, Modern Electroplating, 4th edition, Wiley, USA 2000. M.M. Maksimović, Galvanotehnika, Tehnološko-metalurški fakultet, Beograd, 1995. I. Esih, Z. Dugi, Tehnologija zaštite od korozije II, Predobrada za prevlačenje, nanošenje i ispitivanje metalnih prevlaka, udžbenik Sveučilišta u Zagrebu, Zagreb 1992. I. Esih, Zaštita materijala 46 (2005) 37-40. S. F. Kistler, P. M. Schweizer, Liquid Films Coating: Scientific Principles and Their Technological Implications, Chapman and Hall, UK., 1996. O. P. Solonenko, M. F. Zhukov, Advanced Surface Coating and Hardening Technologies, Cambridge International Science Publishing, UK., 1996. http://www.periodni.com/hr 2 KTF-Split Dinamika predavanja Definicija i osnovni pojmovi u galvanotehnici Povijesni razvoj galvanotehnike Elektrokristalizacija i taložna moć elektrolita Postupci pripreme uzorka za nanošenje metalnih prevlaka Čimbenici koji utječu na provedbu galvanskih postupaka Najvažniji postupci elektroplatiranja metala Elektroplatiranje plemenitim metalima Ostali postupci nanošenja metalnih prevlaka Elektroplatiranje nemetalnih materijala Procesi elektroformiranja Voda u galvanotehnici 3 KTF-Split Što je galvanotehnika? Galvanotehnika, kao jedno od područja praktične primjene elektrokemije, izučava procese elektrolize koji se primjenjuju pri obradi površina metalnih ili rjeñe nemetalnih predmeta putem elektrolitičkog taloženja metala. Pod pojmom galvanotehnika podrazumijevaju se galvanotehnički postupci za formiranje (tzv. galvanskih) slojeva od jednog metala na podlogama od drugog materijala, koji se izvode u elektrokemijskim reaktorima. Galvanotehnika je postupak nanošenja metalnih prevlaka katodnom redukcijom metalnih iona, tj. elektrolizom, a naziva se još i galvanizacija ili elektroplatiranje. 4 KTF-Split Osnovni pojmovi ELEKTROLIZA – elektrokemijska reakcija razlaganja (razgradnje) elektrolita djelovanjem istosmjerne električne struje. KATODA – negativna elektroda, predmet na koji se želi nanijeti prevlaka. ANODA – pozitivna elektroda, topljiva ili netopljiva, najčešće od metala koji se otapa i čiji ioni redukcijom na katodi stvaraju metalnu prevlaku. ELEKTROLIT – spoj metala koji daje prevlaku (najčešće u obliku kompleksne metalne soli). STVARANJE METALNE PREVLAKE – rezultat elektrokemijske reakcije redukcije hidratiziranih iona metala na katodi i njihovog uklapanja u kristalnu rešetku metala. 5 KTF-Split Jakost električne struje (I) - jednaka je količini naboja Q koja proñe kroz poprečni presjek vodiča u vremenskom intervalu t. Izražava se u amperima (A). I= Q t Gustoća električne struje (i) predstavlja jakost struje (I) po jedinici površine (A). Izražava se u A/cm2 ili A/dm2. i= I A 6 KTF-Split Podjela galvanotehnike GALVANOTEHNIKA GALVANOSTEGIJA GALVANOPLASTIKA 7 KTF-Split GALVANOSTEGIJA – prema grčkoj riječi “stego” – pokrivam zaštićujem, tehnologija elektrokemijskog nanošenja metalnih prevlaka na površini različitih materijala u cilju njihove zaštite ili poboljšanja estetskih osobina. Još se koristi naziv elektroplatiranje (engl. electroplating). GALVANOPLASTIKA - prema grčkoj riječi “plaso” - oblikujem od tvari, galvanotehnički procesi dobivanja proizvoda od debljih galvanskih slojeva, najčešće pomoću modela koji se uklanjaju nakon galvanizacije. Još se koristi naziv elektrooblikovanje (engl. electroforming). 8 KTF-Split Razlika izmeñu galvanostegije i galvanoplastike je u tome što se izlučivanjem metala na površini predmeta postupkom elektrooblikovanja dobiju gotovi zasebni predmeti koji se upotrebljavaju nakon uklanjanja podloge (kalupa), dok kod elektroplatiranja izlučeni metal predstavlja prevlaku čvrsto povezanu s predmetom. 9 KTF-Split Povijesni razvoj galvanotehnike Otkriće galvanskih članaka (A. Volta, kraj 18. stoljeća) tj. izvora istosmjerne struje. Galvansko pozlaćivanje nakita (Brugnatelli 1805. godine). Faradayevi zakoni elektrolize 1833. godine. 1837. godine B. S. Jakobi – prvi patenti u području galvanotehnike – reprodukcija umjetničkih djela galvanoplastičnim izlučivanjem Cu-slojeva na nemetalnim modelima. Oko 1900 g. primjena 6-voltnih generatora jakosti struje 3000 A. Početak 20. stoljeća primjena kiselih i lužnatih elektrolita za izlučivanje Zn te cianidnih elektrolita za izlučivanje Cu i mesinga (Cu-Zn slitine). Šira primjena galvanotehnike u grafičkoj tehnici, te zaštitno dekorativne galvanostegije u grañevinskoj i automobilskoj industriji. 10 KTF-Split Važnija dostignuća u području galvanotehnike u 20. stoljeću Upotrebljive gustoće struje povećane su za mnoge postupke 10 do 1000 puta uz adekvatno ubrzanje prevlačenja. Uvedeni su postupci kontinuiranog galvanskog prevlačenja poluproizvoda (npr. pocinčavanje čelične žice i trake, niklovanje mesingane trake i sl. Oko 1930. godine naglo se proširila primjena galvanskog kromiranja, i to dekorativnoga na podloge od niklovanog čelika ili od Cu i Cu-slitina. Oko 1930. godine počela uporaba dodataka za sjaj, što je omogućilo široku primjenu zaštitno dekorativnih galvanskih prevlaka Ni, Cu, Sn, Ag, itd. Oko 1930. godine počela primjena automata za galvansku obradu. U drugoj polovini 20. stoljeća snažna automatizacija pogona. 11 KTF-Split Nakon 1945. godine započela zamjena rotacijskih generatora struje suhim ispravljačima, koji su pouzdaniji te lakši za rukovanje. Razvijeni su postupci nanošenja višeslojnih galvanskih prevlaka (npr. duplex-niklovanje, kombinirano prekrivanje, niklovanje i kromiranje itd.) čime su uz povećanje trajnosti prevlake postignute i specifične željene karakteristike. Uvedene su i mnoge druge inovacije (npr. izlučivanje kompozitnih ili disperzijskih prevlaka s nemetalnim česticama raspodijeljenim u metalnoj matrici, galvanizacija mlazom, primjena posebnih oblika struje kao što su pulsirajuća i reverzna, prevlačenje plastike itd.) 12 KTF-Split Taloženje metala na katodi Elektrokristalizacija Metalne prevlake koje se dobiju na katodi su kristalne prirode, jer je poznato da metali predstavljaju polikristalna tijela, ako se izostave iz promatranja monokristali. Iz ovog se razloga proces elektrolitičkog taloženja metala naziva elektrokristalizacija. Karakter prevlake ovisi o gustoći struje (i / A cm-2), koncentraciji elektrolita c (mol dm-3), prirodi elektrolita, temperaturi, miješanju, prisustvu površinski aktivnih tvari i sl. 13 KTF-Split Stupnjevi procesa kristalizacije a) Nastajanje klica (centara) ili jezgre kristala b) Rast kristala c) Povećanje kristala njihovim spajanjem. 14 KTF-Split Volmer je izveo izraz za energiju stvaranja klica (jezgara) kristala za nastajanje kristala iz plinske faze za slučaj trodimenzionalnih jezgara s ravninama jednake veličine i po njemu energija stvaranja jezgre kristala AK prikazuje se izrazom: AK = ω γ Gj G∞ V V2 4ωγ 3 ⋅ 3 (G j − G∞ )2 (1) - član koji ovisi o obliku kristala - površinski napon (specifična slobodna površinska entalpija) - slobodna entalpija jezgre kristala - slobodna entalpija beskonačno velikog kristala - molarni volumen kristala 15 KTF-Split Fischer je pokazao kako se jednadžba (1) može pretvoriti u izraz primjenjiv za slučaj elektrokristalizacije. Umjesto slobodnih entalpija u jednadžbi (1) treba uvesti kemijske potencijale, odnosno elektrodne potencijale koji su s njima povezani. Kada se to učini dobije se relacija: AK = 4ωγ 3V 2 a Z+ 3n 2 zF E M , M Z + − EiM , M Z + + ∆µ M Z + + RT ln M a Z+ 0M ( ) 2 (2) z - broj elektrona koji sudjeluju u reakciji na elektrodama F - Faradeyeva konstanta EM,M z+ - ravnotežni elektrodni potencijal metala u otopini gdje je aktivitet iona a0Mz+ Ei M,Mz+ - potencijal katode pri gustoći struje i pri aktivitetu iona aMz+ koja je manja od one koja odgovara ravnotežnom stanju. ∆µMz+ - razlika kemijskih potencijala iona metala za otopinu s aktivitetom aMz+ i a0Mz+. 16 KTF-Split Razlika elektrodnih potencijala koja se pojavljuje u nazivniku nije ništa drugo nego negativna vrijednost prenapona. Razlika izmeñu stacionarnog potencijala elektrode pri odreñenoj gustoći struje i reverzibilnog (termodinamičkog) potencijala naziva se prenapon. η = Ei − E r (3) S obzirom na to da li je ukupni proces katodni ili anodni, razlikujemo katodni i anodni prenapon. Eksperimentalno nije moguće mjeriti prenapon definiran gornjim izrazom, već se može mjeriti razlika izmeñu potencijala elektrode pri odreñenoj struji (Ei) i potencijala elektrode pri otvorenom strujnom krugu tj. (E0) kada je I = 0. η = Ei − E 0 (4) 17 KTF-Split Analizom jednadžbe (2) slijedi da će energija AK koja je potrebna za stvaranje jezgre kristala biti utoliko manja ukoliko je manji površinski napon i ukoliko je veći prenapon pri elektrokristalizaciji. Čim je energija za stvaranje jezgri kristala manja, očigledno je, da je vjerojatnost njihovog nastajanja veća. Pri izlučivanju metala na katodi kada je ono praćeno s velikim prenaponom dobije sitnozrnata struktura taloga, što se može objasniti nastajanjem velikog broja centara ili jezgri kristala. Metali koji se talože na katodi uz mali prenapon (npr. olovo, kositar, bizmut) daju krupno kristalan talog. 18 KTF-Split Raspodjela struje i metalnog taloga na katodi Jedan od osnovnih zahtjeva galvanotehnike je dobivanje metalnih prevlaka ravnomjernih debljina. O prirodi elektrolita u prvom redu ovisi ravnomjerna pokrivenost podloge slojem istaloženog metala. Taložna moć elektrolita - osobina elektrolita da omogući ravnomjerno taloženje metalne prevlake preko reljefne katode. Najbolju taložnu moć imaju cianidni elektroliti, a najlošiju kromovi elektroliti. Sposobnost pokrivanja - sposobnost elektrolita da pokrije metalom i jako udubljene dijelove površine katode. 19 KTF-Split Nejednolika raspodjela električne struje po površini katode uvjetovana je konfiguracijom električnog polja u ćeliji za elektrolizu. Raspodjela struje, osim što ovisi o električnom otporu elektrolita, ovisi i o veličini polarizacije na granici elektroda - elektrolit. S porastom gustoće struje raste i polarizacija, a time i otpor protjecanja električne struje. Pri povećanju jakosti struje preko reljefne katode brže raste polarizacija na dijelovima površine isturenim prema anodi, pa na tim dijelovima katode dolazi do otpora protjecanju struje što dovodi do preraspodjele struje, tj. do povećanja jakosti struje na udubljenim površinama katode, a ovo u krajnjoj liniji dovodi do toga da metalna prevlaka ima ravnomjerniju debljinu. 20 KTF-Split Metoda mjerenja taložne moći elektrolita (W. Blum i W.B. Harding) Na slici 1. prikazana je ravna anoda, dok katoda ima dvije jednake ravne površine, ali nejednako udaljene od anode. Potencijal anode je ea, a na katodi eb i ed, gdje indeksi b i d označavaju bližu i dalju površinu katode. Jakost struje I koja prolazi izmeñu elektroda odreñena je Ohmovim zakonom I=E/R gdje je : E = napon izmeñu elektroda R = ukupni otpor ćelije 1. Dalja površina katode; 2. Anoda; 3. Bliža površina katode; 4. Pregrada od izolatora. Slika 1. Raspodjela metala na katodi 21 KTF-Split Otpor R ćelije za elektrolizu je složena veličina i jednak je : R = R m + Re + Rp (5) gdje je: Rm = otpor metalnih elektroda, Re = otpor elektrolita Rp = polarizacijski otpor ( otpor na granici metal-elektrolit). S obzirom da su metali vrlo dobri vodiči električne struje moguće je veličinu Rm zanemariti u usporedbi s veličinama Re i Rp. Budući se promatra raspodjela struje na katodi, to će biti uzimana u obzir samo katodna polarizacija. 22 KTF-Split Ako se s Rb i Rd obilježi otpor izmeñu bliže i dalje površine katode i anode, kako je prikazano na slici 1, tada pri naponu E na ćeliji za elektrolizu izmeñu bliže površine katode i anode teče struja Ib, a izmeñu dalje površine katode i anode struja Id. Ove dvije struje po Ohmovu zakonu mogu se prikazati slijedećim relacijama: Ib = E E = Rb Reb + R pb (6) Id = E E = Rd Red + R pd (7) gdje indeksi eb i pb označavaju otpor elektrolita i polarizacijski otpor za bližu površinu katode, a indeksi ed i pd odgovarajuće veličine za dalju površinu katode. 23 KTF-Split Dijeljenjem jednadžbe (6) s jednadžbom (7) dobije se izraz: I b Red + R pd = I d Reb + R pb (8) Jednadžba (8) pokazuje da se električna struja na katodi raspodjeljuje u ovisnosti o odnosu otpora. U slučaju kada je otpor elektrolita mnogo veći od polarizacijskog otpora, tj. Re>> Rp, može se zanemariti Rp pa se jednadžba (8) pretvara u izraz: I b Red = I d Reb (9) 24 KTF-Split Jednadžba (9) pokazuje da raspodjela struje uvjetuje električni otpor elektrolita. Pošto je električni otpor vodiča proporcionalan njegovoj dužini to iz jednadžbe (9) proizlazi da će raspodjela struje preko katode biti odreñena meñu elektrodnim razmakom. Ako se ovi razmaci označe kao na slici 1, sa a i c, tada se jednadžba (9) može napisati u slijedećem obliku: Ib c = Id a (10) iz koje slijedi da su jakosti odnosno gustoće struje na bližoj i daljoj površini katode obrnuto proporcionalne razmacima ovih površina od anode. 25 KTF-Split U ranijim promatranjima uzeli smo da je polarizacijski otpor zanemariv, pa je odnos jakosti ili gustoća struje na bližoj i udaljenijoj površini katoda dobio naziv primarna raspodjela struje. Ako se primarna raspodjela struje obilježi sa K, tada vrijedi: Ib =K Id (11) Ovakav slučaj raspodjele struje na katodi imao bi se onda kada se katoda ne polarizira. 26 KTF-Split Povećanje polarizacije katode ide za tim da izjednači raspodjelu struje preko katodne površine. Očigledno je, u slučaju kada se polarizacijski otpor ne može zanemariti, da odnos jakosti struje na pojedinim površinama katode neće odgovarati primarnoj raspodjeli struje, pa se u ovom slučaju kada se u obzir uzima i polarizacija, odnos jakosti struje na bližoj i daljoj površini katode naziva sekundarnom raspodjelom struje, što je dano jednadžbom (8). U slučaju da je otpor elektrolita Re zanemarivo mali, tada se na raspodjelu struje na katodi neće odraziti razmak površina katode od anode i jednadžba (8) dobiva slijedeći oblik: I b R pd = I d R pb (12) 27 KTF-Split Taložna moć elektrolita T u postocima izračunava se preko slijedećeg izraza: K− T= K Ib Id ⋅100 % po Heringu i Blumu (13) Pošto je količina metala koja se taloži na bližoj i daljoj površini katode upravo proporcionalna jakosti struje, to se u izrazu (11) mjesto odnosa Ib : Id može uvrstiti odnos mb : md koji predstavlja odnos količine metala istaloženog stopostotnim iskorištenjem struje. Ukoliko iskorištenje struje ovisi o gustoći struje, tada vrijedi relacija: mb : md = Ib ηb / Id η d gdje ηb i ηd označavaju koeficijent iskorištenja struje na bližoj i daljoj površini katode. 28 KTF-Split Zamjenjujući u jednadžbi (11) odnos Ib : Id s mb : md, dobije se izraz: m K− b md (14) ⋅100 % T= K Prema jednadžbi (14) taložna moć elektrolita u postocima odreñuje se kao odstupanje raspodjele metala od onoga koje bi odgovaralo primarnoj raspodjeli struje. 29 KTF-Split Jednadžba (13) može se preoblikovati u jedan drugi oblik, tako da se vrijednost T može izračunati preko vrijednosti električnog potencijala bliže i dalje površine katode. Koristeći sliku 1 moguće je napisati slijedeću jednakost: (ea- eb) +Eeb = (ea -ed) + Eed (15) gdje je: ea = eb = ed = Eeb = Eed = potencijal anode potencijal bliže površine katode potencijal dalje površine katode pad napona kroz elektrolit za razmak a pad napona kroz elektrolit za razmak c 30 KTF-Split Veličine Eeb i Eed mogu se zamijeniti odgovarajućim vrijednostima Ib • Reb i Id • Red. Unoseći ove vrijednosti u jednadžbu (15) dobije se slijedeći izraz: Ib • Reb - eb = Id • Red – ed (16) Na osnovu jednadžbi (9) i (10) slijedi da je Red = K • Reb, tako da se jednadžba (16) može napisati u obliku: Ib • Reb - eb = Id • K • Reb - ed (17) Ako se obije strane jednadžbe (17) podijele s Id • Reb , dobije se, poslije ureñivanja, slijedeća jednadžba: Ib e −e =K− d b Id I d ⋅ Reb (18) 31 KTF-Split Usporeñujući jednadžbe (15) i (17) slijedi da je Eed = Id • K • Reb odnosno Id • Reb = Eed / K. Zamjenjujući vrijednost Id • Reb u jednadžbi (13) s Eed / K dobije se jednadžba: Ib K ( e d − eb ) =K− Id E ed (19) Ako se dobiveni izraz za Ib : Id prema jednadžbi (19) uvrsti u jednadžbu (13) kojom je dana vrijednost taložne moći elektrolita, dobije se slijedeći izraz: T= ed − eb ⋅100 Eed (20) 32 KTF-Split Iz ove jednadžbe može se izvući zaključak da taložna moć elektrolita raste kada raste polarizacija katode i kada opada pad napona kroz elektrolit, odnosno kada raste električna vodljivost elektrolita, jer s porastom električne vodljivosti elektrolita opada pad napona kroz elektrolit. 33 KTF-Split 1. 2. 3. 4. Dalja katoda; Anoda; Bliža katoda; Promjenjivi otpornik R. Slika 2. Shematski prikaz ćelije za odreñivanje taložne moći elektrolita. 34 KTF-Split Utjecaj različitih čimbenika na taložnu moć elektrolita Na taložnu moć elektrolita utječu slijedeći čimbenici: a) katodna polarizacija, b) iskorištenje struje, c) oblik i veličina kade za elektrolizu, d) razmak elektroda, e) raspored elektroda, f) priroda i stanje podloge na koju se elektrolizom taloži metal. 35 KTF-Split Velika katodna polarizacija povećava taložnu moć elektrolita. Porast temperature, i miješanje elektrolita smanjuju katodnu polarizaciju, što znači da porast temperature i miješanje elektrolita smanjuje taložnu moć elektrolita. Dodatak koloida i površinski aktivnih tvari povećava katodnu polarizaciju, te tako pozitivno utječe na taložnu moć elektrolita. Iskorištenje struje ovisi o gustoći struje. Kada iskorištenje struje raste s porastom gustoće struje, tada taložna moć elektrolita opada. 36 KTF-Split Slika 3. Utjecaj oblika i veličine kade za elektrolizu na taložnu moć elektrolita. 37 KTF-Split Slika 4. Utjecaj oblika kade za elektrolizu i katode na taložnu moć elektrolita. 38 KTF-Split I II III IV visina katode Slika 5. Utjecaj položaja elektroda na taložnu moć elektrolita. 39 KTF-Split Priprema uzorka za nanošenje metalne prevlake Svrha pripreme: čišćenje površine (uklanjanje masnih tvari, produkata korozije i drugih različitih onečišćenja) postizanje željene kvalitete površine (optimalne hrapavosti odnosno glatkoće površine). Priprema površine metala mehanička termička kemijska elektrokemijska 40 KTF-Split Mehanička priprema Brušenje (grubo i fino) - abrazivnim zrncima. Ručno ili strojno brušenje. Najčešće se koriste rotacijski alati i to obično kolutovi koji se montiraju na produljenu osovinu elektromotora. Poliranje – finija zrnca, s većim polumjerom zakrivljenosti na bridovima (manje oštri bridovi). Poliranjem raste glatkoća, zbog skidanja čestica i utiskivanja mikroizbočina (paste i prah za poliranje). Četkanje - četkama od žica ili vlakana, ručna ili strojna obrada. Obrada u rotacijskim ureñajima (bubnjevima) rotacijom dolazi do brušenja i poliranja predmeta. Čišćenje površine mlazom abraziva - najefikasnija metoda. Koriste se dvije glavne skupine abraziva: mineralni abrazivi (kvarcni pijesak) i metalni abrazivi (sačma). Metoda čišćenja mlazom mokrog abraziva kombinacija suhog abraziva i vode. 41 KTF-Split Tablica 1. Tvrdoća i uporaba nekih abrazivnih materijala kod postupaka brušenja i poliranja ABRAZIV TVRDOĆA PO MOHSOVOJ SKALI UPORABA elektrokorund (Al2O3) 9.5 - 9.7 za brušenje lijevanog željeza, bakra, mesinga, bronce, aluminija Cr2O3 9 za poliranje čelika, kromnih prevlaka i plemenitih čelika prirodni korund 8-9 za poliranje metala na visoki sjaj i izradu traka i papira za poliranje Fe2O3 5.5 – 6.0 Za poliranje predmeta od zlata i srebra, čest sastojak pasti za poliranje čelika i mesinga na visoki sjaj 42 KTF-Split Termička priprema Temelji se na razlici koeficijenata širenja metala i hrñe i dehidrataciji hrñe. Sastoji se od uklanjanja produkata korozije plamenom. Primjenjuje se acetilenski plamen visoke temperature ili smjesa propana i butana u kisiku. Slojevi onečišćenja pucaju i ljušte se, a potpuno se skidaju naknadnim ispuhivanjem, četkanjem i struganjem. 43 KTF-Split Odmašćivanje Odmašćivanjem se s površine metala uklanjaju čvrste i tekuće masne tvari mineralnog ili biološkog porijekla te s njima srodna onečišćenja. ODMAŠĆIVANJE organskim otapalima lužnatim otopinama parno ultrazvučno elektrolitički 44 KTF-Split Tablica 2. Neka svojstva važnijih organskih otapala masnih tvari Naziv Sastav ili formula Vrelište t / ºC Gustoća Napomena aceton (CH)3CO 56 0.79 lako zapaljiv, miješa se s vodom etanol C2H5OH 79 0.79 lako zapaljiv, miješa se s vodom izopropanol C3H7OH 82.4 0.79 zapaljiv benzin za čišćenje smjesa ugljikovodika 80 do 130 0.68 lako zapaljiv petrolej smjesa ugljikovodika 150 do 250 0.80 do 0.82 zapaljiv, sporo isparava plinsko ulje smjesa ugljikovodika 200 do 350 0.83 do 0.90 zapaljiv trikloretilen CHCl=CCl2 87 1.47 nezapaljiv, slab narkotik tetrakloretilen CCl2=CCl2 121 1.59 nezapaljiv, slab narkotik, ekološki štetan trifluortrikloretan CClF2×CCl2F 48 1.57 nezapaljiv, neotrovan, ekološki štetan – razara ozonski omotač 45 KTF-Split Odmašćivanje lužnatim otopinama Lužnate otopine za odmašćivanje pripremaju se iz hidroksida, karbonata, silikata, borata i fosfata natrija i kalija. Odmašćivanje se vrši uranjanjem predmeta u spremnike s lužnatim otopinama uz miješanje, pri temperaturama izmeñu 50 i 100 ºC, u vremenskom periodu od 3 do 10 minuta. Postupkom odmašćivanja na površini lužnatih otopina stvara se masna pjena zbog nestabilnosti nastale disperzije i niske gustoće masnih tvari. Pjena se uklanja otpuhivanjem zrakom, lopaticama ili prelijevanjem otopine s površine u posebni spremnik. 46 KTF-Split Parno i ultrazvučno odmašćivanje Parno odmašćivanje - izlaganje hladnih predmeta pari otapala koje vrije u donjem dijelu ureñaja. Para se na površini predmeta kondenzira, a kondenzat otapa masne tvari i otkapljuje u vrelo otapalo. Ultrazvučno odmašćivanje – ultrazvuk proizvode vibratori uronjeni u otapalo. Valovi ultrazvuka, prolaskom kroz otapalo, uzrokuju izmjeničnu ekspanziju uz tvorbu šupljina (kavitacije) i kompresiju uz nestanak stvorenih šupljina (implozije). Udarno djelovanje implozija odvaja masne tvari od površine predmeta, pa otapalo lako odmašćuje i predmete složenih profila. 47 KTF-Split Elektrolitičko odmašćivanje ELEKTROLITIČKO ODMAŠĆIVANJE KATODNO ANODNO KOMBINIRANO 48 KTF-Split Pri elektrolitičkom odmašćivanju dolazi do elektrolize vode, tj. do izlučivanja vodika na katodi i kisika na anodi prema jednadžbama: katodna reakcija : 4H 2 O + 4e- → 2H 2 + 4OH anodna reakcija : 4OH − → O2 + 2 H 2O + 4e − ukupni proces : 2 H 2O → 2 H 2 + O2 Vodik i kisik razvijaju se u obliku mjehurića koji, izlazeći iz kupelji, snažno miješaju elektrolit neposredno uz površinu predmeta, pospješujući time emulgiranje i suspendiranje masnih tvari. Oba plina oslobañaju se u atomskom stanju u kojem su vrlo reaktivni pa razaraju masne tvari redukcijom, odnosno oksidacijom, što ubrzava čišćenje. 49 KTF-Split Nagrizanje (dekapiranje) Kiselinsko dekapiranje – (najčešće 3 do 20%-na sumporna kiselina ili klorovodična kiselina). Primjenjuje se za odstranjivanje produkata korozije s čelika i lijevanog željeza. Izvodi se uranjanjem predmeta u kiselu otopinu često uz pokretanje predmeta ili uz miješanje otopine. Lužnato dekapiranje – (vruće 10 do 20%-ne otopine natrijeve lužine uz dodatak oksidansa, reducensa ili liganada koji daju topljive komplekse). Najčešće se lužnato dekapiraju Al i njegove slitine u 10% otopini NaOH pri 20 – 60 ºC. Dekapiranje talinama – (NaOH i do 4% reducensa ili oksidansa, pri 350 do 450 ºC). Služi za skidanje debljih oksidnih slojeva s visokolegiranih željeznih metala. Produkti dekapiranja tonu na dno taline ili se otapaju u njoj. 50 KTF-Split Elektrolitičko nagrizanje Elektrolitičkim nagrizanjem nastoji se ubrzati uklanjanje korozijskih produkata s metala primjenom istosmjerne struje iz izvora niskog napona (4 do 10 V). Elektrolitičko nagrizanje izvodi se u reaktoru s kiselom kupelji u kojem je izradak katoda (katodno nagrizanje) ili anoda (anodno nagrizanje). Pri katodnom nagrizanju kupelj je otopina s 10% sumpornom kiselinom i nešto kositrovog(II) sulfata. Izvodi se na temperaturi od 60 - 70 ºC , uz gustoću struje 0.08 – 0.1 A cm-2, obično s anodama od olova. Za vrijeme trajanja postupka kositar se izlučuje i zaštićuje očišćena mjesta od vodikove krtosti. Pri anodnom nagrizanju za elektrolit se takoñer koristi sumporna kiselina ili smjesa sumporne i fosforne kiseline. Gubitak materijala izradaka je veći, ali se na njima ne može razviti krtost površine. Takoñer je raspodjela elektrolita u udubinama bolja, pa je postupak primjenjiv i u nagrizanju jako profiliranih dijelova. 51 KTF-Split Ispiranje i sušenje Izmeñu svih faza pripreme površine metala provodi se ispiranje predmeta vodom. U industrijskim uvjetima, ispiranje se provodi u odgovarajućim kadama s protočnom hladnom vodom, u trajanju od 5 do 10 minuta, zatim u kadama sa stalnim prilivom tople vode zagrijane na 80 ºC u trajanju od 5 do 10 min. Sušenje predmeta provodi se nakon svih postupaka pripreme površine, na sobnoj ili povišenoj temperaturi koja je propisana za svaki pojedini slučaj. 52 KTF-Split Galvaniziranje Na uspjeh pri provoñenju galvanskih postupaka utječu mnogi čimbenici, a najvažniji su slijedeći: a) Sastav kupelji (vrsta i koncentracija redovitih sastojaka i onečišćenja te pH-vrijednost otopine) b) Temperatura kupelji c) Gustoća struje d) Materijal i oblik anode e) Relativno gibanje predmeta i kupelji. 53 KTF-Split Sastav kupelji U galvanskim elektrolitima moraju biti ioni koji sadrže metal prevlake. Prema tome, osnovni je sastojak kupelji neki spoj metala čijom disocijacijom nastaju spomenuti ioni. Takav spoj (tzv. nosilac metala) izravno služi za pripremu kupelji ili tek u njoj nastaje reakcijom dvaju ili više spojeva. Najvažnije su kloridne, sulfatne i cianidne kupelji, a još se upotrebljavaju i fosfatne, pirosulfatne i pirofosfatne, fluoroboratne, nitritne i druge kupelji. Galvanske kupelji osim nosilaca metala sadrže i odreñene dodatke koji omogućavaju izlučivanje kvalitetnih prevlaka. 54 KTF-Split Dodaci kupeljima za galvanizaciju sredstva za povećanje vodljivosti, depolarizatori, sredstva za regulaciju pH vrijednosti elektrolita, dodaci za sjaj, nivelatori, dodaci za kvašenje. 55 KTF-Split Materijal i oblik anoda • Materijal anode mora biti dovoljno čist. • Anode od vrlo čistog materijala nisu pogodne zbog visoke cijene i sklonosti pasivaciji. • Najčešće su anode od lijevanog ili valjanog metala, a iznimno mogu biti i netopljive. • Anode bi trebale biti većih dimenzija od izradaka koji se galvaniziraju. • Ponekad se koriste oblikovane anode u skladu s profilom predmeta, kako bi se poboljšala mikroraspodijela. 56 KTF-Split Temperatura kupelji Vodljivost ionskih vodiča raste s porastom temperature, uslijed povećanja disocijacije i pokretljivosti iona, pa se povećanjem temperature kupelji mogu postići veće gustoće struje. Povećanjem temperature kupelji smanjuje se polarizabilnost elektroda i time radni napon reaktora. Nadalje, povećava sklonost rastu kristala na račun nastajanja novih klica kristalizacije, pa galvanski slojevi postaju više grubozrnati i mekši. S druge strane, pri elektrokristalizaciji većine metala, povećanje temperature kupelji iznad odreñene granice uzrokuje pojačano razvijanje vodika na katodi i sve nepovoljne posljedice toga, uključujući i naglo opadanje iskorištenja struje. Najčešće su radne temperature u intervalu od 30-50 ºC, ali mogu biti i znatno niže (npr. u nekim slučajevima kromiranja od 12-18 ºC) i znatno više (do 85 ºC u visokoučinkovitim kupeljima). 57 KTF-Split Relativno gibanje predmeta i kupelji U mirujućim kupeljima opadanje koncentracije iona metala u blizini površine katode može takoñer izazvati porast razvijanja vodika i time spužvaste galvanske slojeve, a u blizini anode koncentracija tog iona može porasti do te mjere da izazovu kristalizaciju soli. Takoñer nedostatak miješanja kupelji može izazvati i nedovoljnu inhibiciju elektrokristalizacije. Tamo gdje te pojave mogu nastupiti, nužno je djelotvorno prisilno miješanje kupelji. Miješanje kupelji može biti ostvareno propuhivanjem zrakom (elektrolit ne smije bit podložan oksidaciji); pokretanjem katoda, ultrazvučno, pumpama (omogućene su i dodatne operacije kao filtriranje elektrolita, grijanje ili hlañenje i koncentriranje otopine). 58 KTF-Split Gustoća struje U galvanotehnici skoro se uvijek upotrebljava istosmjerna struja stalne jakosti, ali se često osobito u visokoučinkovitim kupeljima, pribjegava periodičnoj promjeni njenog smjera. Svrha tome jest kompenzacija razmjerno slabe moći raspodjele tih kupelji. Omjeri perioda (u sekundama) katodne i anodne polarizacije izradaka u tim slučajevima jesu 5:1 do 3:1. Djelovanje gustoće struje pri galvaniziranju odviše je složeno da bi se mogla postaviti opća pravila za odreñivanje njenog optimuma. Granice tog optimuma od slučaja do slučaja vrlo su široke. Tako su za elektroplatiranje srebrom povoljne gustoće struje 0.005 A cm-2, dok kod tzv. “tvrdog” kromiranja 0.5 A cm-2. Za velike gustoće struje nužne su velike koncentracije elektrolita i maksimalne temperature galvanizacije. 59 KTF-Split Kontrola i održavanje galvanskih kupelji Izvodi se brzim analitičkim metodama (npr. volumetrijskim ili kolorimetrijskim) te prevlačenjem uzorka u pokusnim ćelijama nakon uobičajene predobrade. Analitički se jednom na tjedan odreñuje sadržaj metala i drugih bitnih sastojaka kupelji. Većini kupelji potrebno je svakodnevno izmjeriti pH i gustoću. Djelotvornost dodataka za sjaj i kvašenje ispituje se pokusnom elektrolizom u laboratorijskim ćelijama, najčešće u Hullovoj ćeliji. Kontrola izgleda i drugih svojstava površine presvučenih predmeta te utvrñivanje odreñenih nedostataka može ukazivati na odstupanja u sastavu elektrolita. 60 KTF-Split Korekcije elektrolita obavljaju se za vrijeme stanki u radu. Anorganska onečišćenja uklanjaju se filtracijom nakon taloženja prikladnim kemikalijama. Organska onečišćenja se uklanjaju adsorpcijom, najčešće na aktivnom ugljenu. Selektivnim čišćenjem tj. elektrolizom uklanjaju se strani metali i neka organska onečišćenja. 61 KTF-Split Izvori struje i postrojenja za elektroplatiranje Ćelije za elektrolizu napajaju se istosmjernom strujom. Za elektroplatiranje potrebna je istosmjerna struja malog napona od 1 do 12 V, a izuzetno za postupke eloksiranja potreban je napon do 25 V. Aparati i postrojenja za elektroplatiranje mogu biti vrlo različiti, već prema stupnju njihove mehanizacije i automatizacije. Najjednostavniji reaktori za elektroplatiranje su spremnici (kade) s katodnim šipkama (na koje se vješaju izradci) i anodnim šipkama (na koje se vješaju anode), u kojima se sve operacije, uključivši i transport izmeñu pojedinih aparata odvijaju ručno. Reaktori još obično imaju i spiralu za hlañenje ili grijanje i jednostavni ureñaj za vibriranje katodama. 62 KTF-Split Spremnici su najčešće pravokutnog presjeka, radnog volumena od 30 do 4000 dm3, izrañeni najčešće od čeličnog lima, iznutra obloženog odgovarajućim materijalom. Ponekad se radne kade izrañuju i od poliplasta, porculana, stakla, betona, nehrñajućeg čelika ili emajliranog sivog lijeva. Slika 6. Primjeri spremnika koji se koriste u galvanotehnici. 63 KTF-Split Električnu armaturu galvanskih kada čine vodiči (“šine”) u obliku cijevi ili šipki od bakra i mjedi. Trodijelna se armatura sastoji od dviju anodnih šina i jedne katodne izmeñu njih. Armatura je stezaljkama spojena na kabele koji su priključeni na izvor istosmjerne struje. Radni uvjeti pri galvanizaciji uvelike variraju. Obično se nastoji raditi sa što većim katodnim gustoćama struje da bi se omogućilo brzo prevlačenje. Predmeti se u tijeku galvanizacije nalaze na nosačima koji ujedno služe za provoñenje struje. Nosači su izrañeni od bakra ili mjedi, a izvedeni su kao okviri na koje se bakrenim žicama montiraju predmeti. Samo se veliki predmeti uranjaju u kupelj pojedinačno obješeni na žice. 64 KTF-Split Prostorni raspored opreme u galvanskim pogonima ovisi o tome provodi li se rukovanje nosačima s predmetima ručno, mehanizirano ili automatski. Stavljanje predmeta na nosače i njihovo skidanje obavlja se ručno ili robotom. Da bi se osigurala bolja mikroraspodjela prevlaka, anode treba smjestiti bar s dviju suprotnih strana predmeta. U odreñenim slučajevima predmeti se okružuju anodama sa svih strana. Za prevlačenje šupljina (npr. unutrašnjosti cijevi) primjenjuju se tzv. “unutarnje anode” u obliku žica ili šipki. Električna oprema galvanskih pogona obuhvaća i različite sklopke, osigurače i mjerne instrumente (ampermetri, voltmetri), a takoñer i ampersatna brojila i mjerače katodne gustoće struje. 65 KTF-Split Za održavanje galvanskih kupelji potrebna je povremena filtracija, pa su postrojenja često opremljena i filtarskim ureñajima. Filtarski ureñaji sastoje se od rotacijske pumpe, tlačnog filtra i cjevovoda. Pumpa siše elektrolit iz radne kade kroz ulazno crijevo i tlači ga kroz filtar i kroz izlazno crijevo u radnu ili rezervnu kadu. Važnu ulogu u galvanizaciji imaju i ureñaji za ispiranje predmeta vodom, koje se obavlja meñufazno i završno. Ispiranje može biti stacionarno ili protočno, te hladno ili vruče. Svako galvansko postrojenje mora imati ventilacijski sustav kako bi se radnici i ureñaji zaštitili od agresivnog djelovanja magle, para i plinova koje nastaju pri radu. 66 KTF-Split Slika 7. Automatsko galvansko postrojenje (Euro Istanbul Galvano Cihazlari San.tic.ltd.) 67 KTF-Split Tehnološke postupke galvanskog prevlačenja treba u odreñenim slučajevima modificirati s obzirom na veličinu i oblik predmeta, na uštede, na dobivanje prevlaka odreñene vrste, tj. prevlaka posebnih svojstava itd. Meñu takve se postupke ubrajaju: Galvanizacija sitnih predmeta. Kontinuirana galvanizacija traka, žica i cijevi. Galvanizacija izvan kade. Galvanizacija promjenjivom strujom. Galvansko izlučivanje kompozitnih prevlaka. Galvansko prevlačenje u nevodenim sredinama. 68 KTF-Split Galvanizacija sitnih predmeta Sitni predmeti masovne proizvodnje (npr. vijci, matice, zakovice, igle, dugmad, prstenje, kopče itd.) galvanski se obrañuju u rotacijskim bubnjevima ili zvonima. Galvanski bubnjevi – šuplji duguljasti valjci ili šesterostrane prizme koje se u vodoravnom položaju uranjaju u elektrolit djelomični ili potpuno i rotiraju oko uzdužne osi. Plašt bubnja je perforiran rupicama kroz koje struji elektrolit. Jedan segment plašta (tzv. poklopac) može se skinuti pa se kroz nastali otvor obavlja punjenje i pražnjenje. b) a) Slika 8. a) Fotografija galvanskog bubnja firme Progalvano (http://www.progalvano.net/home.php) 69 b) Shematski prikaz ureñaja. KTF-Split Zvona su krnje šesterokutne ili osmerokutne piramide, otvorene na gornjem kraju i postavljene pod kutom od 45° do 75° prema horizontali. Zvona su otvorena, pa se iz njih lako uzimaju kontrolni uzorci, a prazne se jednostavnim prevrtanjem. Slika 9. Galvansko zvono. 70 KTF-Split Najvažniji postupci elektroplatiranja metala Najvažniji procesi elektroplatiranja metala s osvrtom na primjenu su elektroplatiranje kositrom, cinkom, bakrom, niklom, kromom, i donekle olovom i slitinama olova i bakra. Za specijalne svrhe još su prilično važni i neki procesi elektroplatiranja plemenitim metalima, posebno srebrom, zlatom platinom, paladijem i rodijem. Odreñenu tehničku važnost ima i elektroplatiranje željezom. 71 KTF-Split ELEKTROPLATIRANJE KOSITROM Općenito o kositru Kositar je srebrno-bijeli, mekani, elastični metal čija se izložena površina prevuče zaštitnim oksidnim filmom. Stabilan je na zraku i u vodi. Topljiv je u kiselinama i lužinama. Organski spojevi kositra mogu biti jako toksični. Najvažnije rude kositra su kasiterit (SnO2), stanit (Cu2FeSnS4) i tealit (PbZnSnS2). Zbog svoje stabilnosti na zraku upotrebljava se kao zaštitna prevlaka na mnogim metalima, osobito željezu (bijeli lim). Vrlo važna primjena kositra je za dobivanje slitina (bronca, bijele ležajne kovine, slitina za lemljenje i sl.). 72 KTF-Split Svojstva atoma i elementarnog kositra Atomski broj: 50 Skupina: 14 Perioda: 5 Elektronska konfiguracija: [Kr] 4d10 5s2 5p2 Oksidacijski broj: +2, +4 Elektronegativnost: 1.96 Atomski radijus / pm: 140.5 Relativna atomska masa: 118.710 ± 0.007 Talište: 232 ºC Vrelište: 2602 ºC 73 KTF-Split Kositar kao metal ima niz osobina koje ga čine vrlo privlačnim za uporabu. Temperaturu taljenja mu je 232 °C, a gustoća 7.3 g/cm3. Javlja se u dva valentna stanja kao dvovalentni Sn2+-ion i četverovalentni Sn4+ion . Standardni elektrodni potencijali su: E°Sn2+/Sn4+ E° Sn/Sn4+ E° Sn2+/Sn4+ = - 0.136 V = - 0.25 V = 0.15 V što ukazuje da Sn2+-ion ne podliježe disproporcioniranju. Znatni prenapon vodika omogućuje taloženje kositra na katodi. 74 KTF-Split Kositar je kemijski stabilan, ne tamni na zraku pa se stoga koristi u proizvodnji bijelog lima, osobito namijenjenog proizvodnji limenki za industriju konzerviranja hrane. Elektroplatiranje kositrom važno je još i u izradi kuhinjskog pribora, aparata prehrambene industrije, dijelova hladnjaka i sličnih proizvoda. Zbog zaštite od korozije i povoljnog djelovanja galvanskih slojeva kositra pri lemljenju, elektroplatiranje kositrom takoñer je važno i za izradu niza proizvoda za elektrotehniku i finu mehaniku. Zbog antifrikcijskog djelovanja ovih slojeva često se elektroplatiraju kositrom i klizne površine (npr. klizni ležajevi i stapovi motora). Odreñenu tehničku važnost ima i dekorativno elektroplatiranje kositrom. 75 KTF-Split Najstariji postupak za nanošenje prevlaka od kositra bilo je uranjanje lima u rastaljeni kositar. Meñutim, uspjeh postignut u elektrolitičkom taloženju kositra doveo je do potiskivanja tog postupka. Za galvanotehničku proizvodnju bijelog lima upotrebljavaju se tri postupka. Najvažniji je tzv. ferrostan postupak u kojima je elektrolit kositrov(II) sulfat, zakiseljen fenol sulfonskim ili krezol sulfonskim kiselinama, po kojem se, po grubim procjenama, u svijetu proizvodi oko 65% bijelog lima. Osim toga važni su još i tzv. halogeni postupak s elektrolitom od kositrovog(II) klorida i kositrovog fluorida, i tzv. alkalni s elektrolitom od stanata (SnO2-) i alkalija. 76 KTF-Split Važne elektrodne reakcije kod elektrodepozicije kositra Redukcija metalnih iona na katodi ovisno o pH-vrijednosti otopine: pH p 1, Sn 2+ + 2e − → Sn pH f 13, [ Sn(OH ) 6 ]2− + 4e − → Sn + 6OH − Reakcije oksidacije na anodi: pH p 1, Sn → Sn 2+ + 2e − pH f 13, Sn + 4OH − → [ Sn(OH ) 4 ]2− + 2e − 77 KTF-Split Nastali stanitni ion je nestabilan u alkalnim otopinama pa dolazi do njegove razgradnje prema slijedećoj reakciji: 2[ Sn(OH ) 4 ]2− → [ Sn(OH )→6 ]2 − + Sn + 2OH − Ukoliko se koriste netopljive anode, reakcije anodne oksidacije su slijedeće: pH p 1, 2 H 2O → O2 + 4 H + + 4e − pH f 13, 4OH − → O2 + 2 H 2O + 4e − 78 KTF-Split Sulfatni elektroliti Tablica 3. Uobičajeni sastav kupelji i radni uvjeti Parametri Područje SnSO4 (g dm-3) 15 - 45 Sn (g dm-3) 7.5 – 22.5 H2SO4 (g dm-3) Aditivi 135 - 210 Alkilfenol, imidazolin, heterociklički aldehidi Anode Čisti kositar Anodna gustoća struje (ASF) 25 Katodna gustoća struje (ASF) 1 - 25 Temperatura (°C) sobna Miješanje mehaničko 79 KTF-Split Glavne komponente sulfatnog elektrolita su kositrov(II) sulfat, sumporna kiselina i površinsko aktivne tvari. Iz ovog elektrolita, kada ne sadrži dodatke, taloži se na katodi kositar i to bez znatnijeg prenapona. Kositar se slično drugim metalima pri taloženju izlučuje u obliku dendrita, pa je iz tog razloga u kisele elektrolite potrebno dodati površinski aktivne tvari, kao i koloide, da bi se dobio dobar talog na katodi. Upotrebljavaju se različite organske tvari kao npr. želatina. Uloga sumporne kiseline je da spriječi pojavu hidrolize kositrovog(IV) sulfata koji nastaje oksidacijom. Hidrolizom kositrovog(IV) sulfata nastaje kositrov(IV) hidroksid koji ima karakter gela. Starenjem ovih otopina dolazi do taloženja metakositrene kiseline. Pojava taloga u elektrolitu je vrlo nepoželjna, jer se čestice taloga mogu uklopiti u prevlaku a elektrolit osiromašuje u Sn2+ ionima. 80 KTF-Split Uloga natrijevog sulfata ili sličnih dodataka je da uspori oksidaciju Sn2+ -iona. Površinski aktivne tvari i koloidi pored toga što utječu na strukturu taloga na katodi reguliraju i moć prekrivanja i sposobnost elektrolita u raspodjeli metala na katodi. Pri radu s ovim elektrolitima najbolji rezultati se postižu ako se elektrolit često filtrira. U praksi filtriranje se izvodi obično nekoliko puta godišnje. Kiseli elektroliti nisu osjetljivi na nazočnost nečistoća, pa se vrlo rijetko ukazuje potreba da se elektrolit pročišćava. Kloridi su nepoželjni, jer pri koncentraciji od 2 g/l sužavaju interval gustoće struje u kojem se dobiva dobra prevlaka kositra. 81 KTF-Split Karakteristike postupka s kiselim sulfatnim kupeljima PREDNOSTI: Visoko katodno i anodno iskorištenje struje. Relativno niski početni troškovi. Relativno jednostavno održavanje i kontrola postupka. Mogućnost dobivanja mat, polusjajnih i sjajnih prevlaka kositra. MANE: Mogućnost anodne pasivacije pri visokim gustoćama struja. Znatna korozivnost otopine. 82 KTF-Split Bor-fluoridni elektroliti Tablica 4. Uobičajeni sastav kupelji i radni uvjeti Parametri Područje Sn(BF4)2 (g dm-3) 75 – 113 dm-3) 30 – 45 Sn (g HBF4 (g dm-3) 188 – 263 H3BO3 (g dm-3) 22.5 – 37.5 Anodna gustoća struje (ASF) 20 - 25 Katodna gustoća struje (ASF) 1 - 80 Temperatura (°C) 30 - 55 Aditivi peptoni, β-naftol, hidrokinon Anode Čisti kositar Miješanje Mehaničko, umjereno Filtracija Poželjna stalna filtracija 83 KTF-Split Karakteristike postupka s bor-fluoridnim kupeljima Jedan od najstarijih postupaka elektroplatiranja kositrom, obično se koristi za brzo platiranje. Glavne komponente ovih elektrolita su kositrov borfluorid Sn(BF4)2 i slobodna borfluoridna kiselina HBF4. Topljivost kositrovog borfluorida u vodi velika, pa se može ostvariti velika koncentracija Sn2+-iona u otopini, a time omogućiti rad s velikim gustoćama struje. Preporučljivo je intenzivno miješanje elektrolita pri većim gustoćama struje, da ne bi došlo do raslojavanja elektrolita. Uloga slobodne borfluoridne kiseline je da omogući anodno otapanje kositra i učini elektrolit stabilnim. Borna kiselina igra ulogu pufera i sprječava mogućnost pojave slobodne fluorovodične kiseline. Uloga površinski aktivnih tvari je ista kao i u drugim elektrolitima. 84 KTF-Split PREDNOSTI: Mogućnost rada pri visokim gustoćama struja. Visoka katodna i anodna strujna djelotvornost. MANE: Visoki troškovi obrade otpadnih voda. Korišteni elektroliti spadaju u najkorozivnije otopine koje se koriste za elektroplatiranje kositrom. 85 KTF-Split Halogenidni elektroliti Tablica 5. Uobičajeni sastav kupelji i radni uvjeti Parametri Područje NaF (g dm-3) 30 NaHF2 (g dm-3) 31 SnF2 (g dm-3) SnCl2×5H2O (g 19 dm-3) 22 Na4Fe(CN)6×10H2O (g dm-3) 2-4 Aditivi naftolsulfonska kiselina i polialkilen oksidi Antioksidansi p-NH2C6H4NHCOMe pH 3-4 Gustoća struje (ASF) 200 - 500 Temperatura (°C) 55 - 65 86 KTF-Split Karakteristike postupka s halogenidnim kupeljima Ovaj se elektrolit sastoji od klorida i fluorida. Karakteristika je ovih elektrolita primjena velike gustoće struje. Iskorištenje struje je 95 97 %. Prisustvo fluorida čini ove elektrolite stabilnim, jer se stvara kompleks (Sn F2Cl2)2-. Prisustvo kompleksne soli takoñer uvjetuje porast katodnog prenapona, a time i sitnozrnati talog na katodi. PREDNOSTI: Mogućnost rada pri visokim gustoćama struja. MANE: Stvaranje mulja. Visoki troškovi obrade otpadnih voda uslijed prisustva cianida. 87 KTF-Split Fenolsulfonski kiseli elektroliti Tablica 6. Uobičajeni sastav kupelji i radni uvjeti Parametri Sn (g dm-3) Područje 20 - 35 Fenolsulfonska kiselina (g dm-3) 40 - 80 Aditivi Β-naftolsulfonska kiselina Antioksidansi - Gustoća struje (ASF) 200 - 500 Temperatura (°C) 30 - 40 88 KTF-Split Karakteristike postupka s fenolsulfonskim kiselim kupeljima Fenolsulfonski kiseli elektroliti se najčešće koriste uz halogenidne elektrolite, u kontinuiranom postupku platiranja čelika. pH vrijednost elektrolita je najčešće niža od 1. PREDNOSTI: Mogućnost rada pri visokim gustoćama struja. Fenolsulfonska kiselina djeluje i kao antioksidant. MANE: Stvaranje mulja (manja količina u usporedbi s kloridnim elektrolitima). Visoki troškovi obrade otpadnih voda uslijed toksičnosti fenolnih skupina. 89 KTF-Split Alkalni elektroliti Glavna komponenta alkalnih elektrolita su natrijev ili kalijev stanat i natrijev hidroksid. Ovo ukazuje da se kositar u alkalnim elektrolitima nalazi u četverovalentnom stanju. Hidroksilni ioni uvjetuju visoku vodljivost navedenih elektrolita. Stanatne otopine podliježu razlaganju od strane CO2, pa je potreban višak slobodnog hidroksida da apsorbirani CO2 prevede u karbonat. Višak hidroksida sprječava hidrolizu stanatnog iona, koja se odvija prema reakciji: [ Sn(OH ) 6 ]2 − → SnO2 + 2OH − + H 2 O 90 KTF-Split Sn2+-ion ion je vrlo nepoželjan u elektrolitu, jer uvjetuje spužvast talog kositra na katodi. Sn2+-ion se pojavljuje kada se anoda nepravilno otapa. Zbog toga je potrebno Sn2+-ione oksidirati u Sn4+-ion . Zato se koristi H2O2, koji je pogodan jer pri oksidaciji stvara vodu tj. nikakve štetne sastojke. U stanatne elektrolite nije potrebno dodavati specifične dodatke u svrhu poboljšanja elektrokristalizacije. Stanatni elektroliti daju zadovoljavajuće rezultate samo na povišenim temperaturama. Temperatura kupelji od 60 °C smatra se minimalnom radnom temperaturom. U stanatnim otopinama kositar kao anoda može se ponašati različito. Može se otapati u obliku Sn2+-iona, zatim u obliku Sn4+iona i konačno može se ponašati pasivno. Ovakvo ponašanje kositra dovelo je do velikih teškoća u prvo vrijeme primjene stanatnih otopina. 91 KTF-Split Tablica 7. Uobičajeni sastav kalij-stanatnih kupelji i radni uvjeti Parametri Područje K2Sn(OH)6 (g dm-3) 95 - 110 KOH (g dm-3) 13 -19 Katodna gustoća struje (ASF) 3 - 10 Temperatura (°C) 65 - 90 Tablica 8. Uobičajeni sastav natrij-stanatnih kupelji i radni uvjeti Parametri Područje Na2Sn(OH)6 (g dm-3) 95 - 110 NaOH (g dm-3) 7.5 –11.5 Katodna gustoća struje (ASF) 0.5 - 3 Temperatura (°C) 60 - 85 92 KTF-Split Ferrostan postupak proizvodnje bijelog lima Slika 10. Shema ferrostan postupka: 93 KTF-Split Faze rada ferrostan postupka Odmotavanje trake na ureñaju za odmotavanje. Postupci pripreme površine (odmašćivanje, četkanje, nagrizanje). Kositrenje trake u reaktorima za kositrenje. Poboljšavanje sjaja trake naknadnom obradom. Pasiviranje i ispiranje trake. Premazivanje trake slojem maziva u ureñaju za elektrostatičko uljenje. Namatanje i rezanje trake. 94 KTF-Split ELEKTROPLATIRANJE CINKOM Općenito o cinku Cink je poznat od davnih vremena. Ime mu dolazi od njemačke riječi zinke što znači zubac zbog pojavljivanja cinkovog karbonata u rudama zupčastog oblika. To je plavkasto-bijeli metal koji je na sobnim temperaturama krt ali postaje kovak kada se zagrije na 100 - 150 ºC. Otapa se u lužinama i kiselinama. Na zraku je stabilan jer mu na površini nastane sloj oksida koji ga štiti od dalje korozije. Gori na zraku kada se zagrije do crvenog žara. Burno reagira s oksidansima. Cinka u zemljinoj kori ima oko sto puta više nego bakra. Glavne rude su mu sfalerit (ZnS) i smitsonit (ZnCO3). Glavna namjena cinka je zaštita željeza i čelika (pocinčano željezo). Cink štiti željezo i kad se obloga ošteti. Upotrebljava se za dobivanje različitih slitina kao što je mjed (slitina cinka i bakra) i kao anoda u galvanskim člancima (baterijama). 95 KTF-Split Svojstva atoma i elementarnog cinka Atomski broj: 30 Skupina: 12 Perioda: 4 Elektronska konfiguracija: [Ar] 3d10 4s2 Oksidacijski broj: +2 Elektronegativnost: 1.65 Atomski radijus / pm: 133.5 Relativna atomska masa: 65.409 ± 0.004 Talište: 420 ºC Vrelište: 907 ºC Gustoća: 7.13 g cm-3 96 KTF-Split Postupci dobivanja prevlaka od cinka Uranjanjem predmeta u rastopljeni cink, Termičkom difuzijom, Cementacijom, Elektrolitičkim taloženjem. Prednost elektrolitičkog taloženja cinka: • omogućava stvaranje zaštitnih slojeva željene i jednolične debljine, • ne dolazi do nastajanja krtih spojeva željeza s cinkom, promjena oblika izradaka pod utjecajem topline, otpadaka od tvrdog cinka i cinkovog pepela, • ne dolazi do razvijanja otrovnih para cinka i njegovih spojeva, • postupak troši manje energije u usporedbi s drugim postupcima. 97 KTF-Split Za dobivanje cinkovih prevlaka elektrolitičkim putem upotrebljavaju se slijedeće vrste elektrolita. a) kiseli elektroliti, b) cianidni elektrolit, c) cinkov elektrolit, d) pirofosfatni elektrolit, e) amonijakalni elektrolit. Svi osim prvog su alkalni elektroliti. U svim elektrolitima cink je prisutan u obliku dvovalentnog iona. 98 KTF-Split Sulfatni kiseli elektroliti Osnovne cinkove soli koje služe za pripremu kiselih elektrolita su cinkov sulfat i cinkov borfluorid, koji disociraju na slijedeći način: ZnSO4 → Zn 2+ + SO42− Zn(BF4 )2 → Zn 2+ + 2BF4− Katodna reakcija izlučivanja cinka: Zn 2+ + 2e − → Zn Paralelno s cinkom izlučuje se i nešto vodika pri čemu količina izlučenog vodika ovisi o čistoći elektrolita, temperaturi i gustoći struje na katodi. 99 KTF-Split Prednosti i mane postupka elektroplatiranja cinkom u sulfatno kiselim elektrolitima PREDNOSTI: Sulfatni elektrolit je jeftin. Nije štetan za zdravlje u usporedbi s drugim elektrolitima. Može se koristiti za nanošenje debljih prevlaka cinka na različite metalne površine. MANE Uslijed male katodne polarizacije nastale prevlake su krupnozrnate. Elektrolit mora biti besprijekorno čist – velika osjetljivost na nečistoće. 100 KTF-Split Kiseli kloridni elektrolit Tablica 9. Uobičajeni sastav kiselih kloridnih kupelji komponenta Zn (g dm-3) NH4Cl (g dm-3) amonijev klorid 15 – 30 niski sadržaj amonijaka bez amonijaka kalijev klorid natrijev klorid kalijev klorid 15 – 30 15 – 30 22 – 38 120 – 180 30 – 45 30 – 45 - KCl (g dm-3) - 120 – 150 - 185 – 225 NaCl (g dm-3) - - 120 - H3BO3 (g dm-3) - - - 22 – 38 primarno sredstvo za sjaj (g dm-3) 4 vol % 4 vol % 4 vol % 4 vol % prijenosnik sredstva za sjaj (g dm-3) 0.25 % 0.25 % 0.25 % 0.25 % 101 KTF-Split Prednosti i mane postupka elektroplatiranja cinkom u kiselim kloridnim elektrolitima PREDNOSTI: Visoka djelotvornost i pri visokim gustoćama struje. Dobivene prevlake su visokog sjaja. Mogućnost pocinčavanja materijala koji nisu pogodni za obradu u drugim elektrolitima (npr. izradci od lijevanog željeza, kovanog željeza i sl.) Električna vodljivost je viša u odnosu na druge elektrolite, što rezultira uštedama energije. Neutralizacijom se smanjuje količina otpada na minimum. MANE: Kiseli kloridni elektroliti su jako korozivni. Dobivene prevlake su krupnozrnate. 102 KTF-Split Cianidne kupelji Cianidne kupelji se mogu podijeliti u 4 grupe s obzirom na sadržaj cianida: a) uobičajene cianidne kupelji, b) cianidne kupelji sa smanjenim sadržajem cianida, c) cianidne kupelji s niskim sadržajem cianida, d) mikrocianidne kupelji. 103 KTF-Split Tablica 10. Sastav cianidnih kupelji komponenta uobičajene smanjene s niskim sadržajem mikro Zn(CN)2 (g dm-3) 60 30 10 a NaCN (g dm-3) 40 20 8 1 NaOH (g dm-3) 80 75 65 75 Na2CO3 (g dm-3) 15 15 15 - dm-3) 2 2 - - sredstvo za sjaj (g dm-3) 1-4 1-4 1-4 1-5 NaxSy (g a – koncentracija cinka od 7.5 g dm-3 postiže se otapanjem cinkovih anoda. 104 KTF-Split Karakteristike postupka Osnovne komponente elektrolita su cinkov cianid, natrijev cianid i natrijev hidroksid. Cinkov cianid je praktički netopljiv u vodi, ali se otapa u nazočnosti natrijevog cianida pri čemu nastaje kompleksna sol natrijev cinkcianid Na2[Zn(CN)4]. Natrijev cinkcianid disocira po jednadžbi: Na2 [Zn(CN )4 ] → 2 Na + + [Zn(CN )4 ] 2− Cink u otopini vezan je u kompleksnom anionu. Zbog niske konstante disocijacije ovog aniona, koncentracija Zn2+ iona u otopini je niska, pa je za redukciju potreban veliki prenapon na katodi. Paralelna reakcija redukcije vodikovih iona potiskuje se dodatkom lužine. 105 KTF-Split Prednosti i mane postupka elektroplatiranja cinkom u cianidnim elektrolitima PREDNOSTI: Iskorištenje struje dostiže vrijednost 95-99 %. Sposobnost elektrolita da ravnomjerno raspodjeli istaložen metal po površini katode je velika za alkalne cianidne elektrolite. Cianidne otopine cinka dozvoljavaju upotrebu relativno velikih gustoća struje. MANE: Cianidi su jako toksični. Cianidne otopine nisu stabilne u dodiru sa zrakom. Anode u cianidnim elektrolitima mogu postati pasivne, što može uzrokovati smanjenje koncentracije cinka u otopini. 106 KTF-Split Cinkov elektrolit Ove kupelji su razvijene kako bi se pokušale zamijeniti toksične cianidne kupelji. Cinkov hidroksid se ponaša amfoterno, što znači da može reagirati s kiselinama i s bazama. Iz tog razloga se cinkov hidroksid otapa u koncentriranoj otopini natrijevog hidroksida dajući natrijev cinkat po jednadžbi: Zn(OH )2 + 2 NaOH → Na2 ZnO2 + 2 H 2O Tablica 11. Sastav cianidnih kupelji Komponenta LC HC Zn 6–9 13.5 – 22.5 NaOH 75 – 105 120 – 150 aditivi 1–3% 1–3% 107 KTF-Split Iz cinkovih elektrolita dobiva se krupno zrnati metalni talog, što je uvjetovano malom katodnom polarizacijom. Bez specijalnih dodataka, kao što su soli kositra, olova i žive iz cinkovih otopina se dobivaju spužvasti talozi, kao i prevlake neravnomjerne debljine. Iz ovih razloga cinkovi elektroliti imaju ograničenu primjenu. 108 KTF-Split Galvanotehničko pocinčavanje žice Slika 11. Shema procesa galvanotehničkog pocinčavanja žice. 1. Ureñaj za odmotavanje; 2. Kupelj za čišćenje; 3., 5. i 7. Tuševi za ispiranje; 4. Kupelj za dekapiranje; 6. Kupelj za pocinčavanje, 8. Kupelj za završnu obradu; 9. Ureñaj za sušenje; 10. Ureñaj za ujednačavanje vlačne sile; 11. Ureñaj za namatanje produkta 109 KTF-Split Pogreške pri taloženju cinka Karakter pogreške Uzrok Elektrolit je zamućen, tamne boje, a prisutan je i talog Uporaba visokih gustoća struje, Mala kiselost elektrolita, Nedovoljna količina H3BO3 u elektrolitu Prevlaka je tamna i spužvasta Prisustvo iona bakra i arsena. Krta prevlaka Velika kiselost elektrolita. Stvaranje dendrita na katodi Mala koncentracija iona cinka u otopini, a velika gustoća struje. 110 KTF-Split Tehnološki postupak pocinčavanja vrućim uranjanjem 111 KTF-Split 112 KTF-Split 113 KTF-Split ELEKTROPLATIRANJE NIKLOM Općenito o niklu Nikal je 1751. godine otkrio Axel Fredrik Cronstedt. Ime je dobio po imenu demonskog bića iz germanske mitologije od njemačke riječi kupfernickel što znači vražji bakar. To je sjajni, srebrno bijeli metal koji zajedno sa željezom i kobaltom čini trijadu željeza. Mekan je, kovak i savitljiv i može se polirati do visokog sjaja. Otporan je na koroziju u zraku. Topljiv u razrijeñenim oksidirajućim kiselinama, a u koncentriranoj nitratnoj kiselini se pasivira. Vrlo je otporan na lužine sve do temperature od 500 °C. Duža izloženost niklenoj prašini i nekim njegov im spojevima je kancerogena. Nikal se u prirodi najčešće javlja kao garnierit ((Ni, Mg)6Si4O10(OH)8), pentlandit ((Ni, Fe)9S8) i niklein (NiAs). Više od tri četvrtine nikla upotrebljava se za izradu različitih slitina sa i bez željeza. Ostatak se upotrebljava za galvansko niklovanje materijala, za katalizatore, za izradu Ni-Cd baterija i kovanog novca. 114 KTF-Split Svojstva atoma i elementarnog nikla Atomski broj: 28 Skupina: 10 Perioda: 4 Elektronska konfiguracija: [Ar] 3d8 4s2 Oksidacijski broj: +2 +3 Elektronegativnost: 1.91 Atomski radijus / pm: 124.6 Relativna atomska masa: 58.6934 ± 0.0002 Talište: 1453 ºC Vrelište: Gustoća: 2732 ºC 8.90 g cm-3 115 KTF-Split Primjena i svojstva prevlaka od nikla Galvanske prevlake nikla imaju dobra mehanička svojstva i lijep izgled. Debljina slojeva je jednolična te je moguća naknadna obrada prevlaka. Primjenjuje se u zaštiti tehnički važnih metala od korozije. Veliku primjenu ima u kemijskoj i prehrambenoj industriji. Osim zaštite ureñaja i aparatura, na ovaj način se sprječava kontaminacija hrane i kemikalija produktima korozije. Važno je elektroplatiranje niklom i radi popravaka istrošenih ili izlizanih dijelova strojeva i ureñaja. Elektroplatiranje niklom provodi se i u dekorativne svrhe. 116 KTF-Split Pojednostavljeni prikaz postupka nanošenja prevlake nikla na metale elektrolitičkog Elektroplatiranje niklom slično je drugim elektrodepozicijskim postupcima, a sastoji se od prolaza istosmjerne struje kroz dvije elektrode uronjene u vodljivu otopinu niklovih soli. Tok struje dovodi do otapanja anoda i prekrivanja katode s niklom. 117 KTF-Split Za elektroplatiranje niklom još uvijek najviše se koristi tzv. Wattsova kupelj (po G. P. Wattsu), s elektrolitom od niklovog sulfata i niklovog klorida, i bornom kiselinom kao puferom. U novije vrijeme raste značenje sulfatnih, kobaltnih i fluoro boratnih elektrolita, a za zakiseljavanje upotrebljava se i fosforna kiselina. Obično se ne nanosi samo čista prevlaka nikla, već se upotrebljavaju višeslojne prevlake slijedećih kombinacija: bakar - nikal – krom, polusjajni nikal - sjajni nikal – krom, bakar - polusjajni nikal - sjajni nikal. Bakar se kao prevlaka ispod nikla upotrebljava stoga što se prevlaka bakra može lakše obraditi. 118 KTF-Split Sastav kupelji za eletroplatiranje niklom Sastav elektrolita (g dm-3) Wattsov elektrolit NiSO4 × 7H2O Niklov sulfamat Bazična kupelj za polusjajni nikal 225 - 400 Ni(SO3NH2)2 300 300 - 450 NiCl2 × 6H2O 30 - 60 0 - 30 35 H3BO3 30 - 45 30 - 45 45 Radni uvjeti Temperatura 44 - 66 32 - 60 54 zrakom ili mehaničko zrakom ili mehaničko zrakom ili mehaničko Katodna gustoća struje 3 - 11 0.5 - 30 3 - 10 Materijal anode nikal nikal nikal 2 – 4.5 3.5 – 5.0 3.5 – 4.5 Miješanje pH kupelji 119 KTF-Split Osnovne komponente Wattsova elektrolita Niklov sulfat (NiSO4 × 7H2O) – najjeftinija sol nikla, može se dobiti vrlo čista. Dozvoljena gustoća struje ovisi o koncentraciji kationa nikla u elektrolitu. Niklov klorid (NiCl2 × 6H2O) – dodaje se u cilju unošenja kloridnih iona. Glavni zadatak kloridnih iona je sprječavanje pasiviteta anoda. Borna kiselina (H3BO3) – ima ulogu pufera, za održavanje pH vrijednosti elektrolita. Specifični dodaci sredstva za kvašenje – smanjuju površinsku napetost. sredstva za sjaj – omogućuju dobivanje sjajnih prevlaka nikla. 120 KTF-Split Katodni procesi pri taloženju nikla Prenapon vodika na niklu je nizak, pa se vodik izlučuje zajedno s niklom. Proces taloženja nikla odigrava se pri znatnoj katodnoj polarizaciji. S povećanjem pH vrijednosti otopine raste prenapon izlučivanja vodika, pa dolazi do većeg izlučivanja nikla. Povećanje gustoće struje dovodi do povećanja brzine izlučivanja nikla, ali pri velikim gustoćama struje sloj uz katodu postaje alkalan i dolazi do naglog opadanja iskorištenja struje i nastajanja hidroksida nikla. S porastom koncentracije kationa nikla u otopini, potencijal elektrode postaje pozitivniji. Što je katodna polarizacija veća, to se dobije bolja niklova prevlaka. Prevlake nikla mogu sadržavati, osim vodika, i kisik i sumpor. Nazočnost vodika objašnjava se adsorbiranim atomskim vodikom u metalu, a nazočnost kisika i sumpora uključcima hidroksida nikla, tj. spojeva koji sadrže sumpor, a koji se dodaju kao specifični dodaci u elektrolit. 121 KTF-Split Anodni procesi pri taloženju nikla Pri anodnom otapanju nikla može doći do pojave pasiviteta anode tj. prestanka otapanja anode. Zbog toga se u elektrolitu naglo smanji koncentracija kationa nikla i poraste koncentracija vodikovih iona uslijed odigravanja slijedeće reakcije na anodi: 2 H 2O → O2 + 4 H + + 4e − Dodatkom aktivatora sprječava se pojava pasiviteta. Kloridni ioni razaraju pasivnu opnu koja se stvara po površini anode i na taj način sprečavaju pojavu pasiviteta. Što je manja vrijednost pH i viša temperatura, potrebno je manje klorid iona da bi se anode pravilno otapale. Ukoliko je gustoća struje veća, potreban je veći sadržaj klorid iona. 122 KTF-Split Niklove anode Zadatak anoda u galvanskim kupeljima sastoji se u tome da se za vrijeme rada otapaju i otopini daju onoliko metala koliko se metala istaložilo na predmet-izradak. Niklove anode mogu biti lijevane, valjane i anode od elektrolitičkog nikla. Najlakše se otapaju lijevane anode, ali one daju i najviše mulja zbog neravnomjernog otapanja. Anode od elektrolitičkog nikla su najčistije, ali pri otapanju daju mnogo mulja, sastavljenog od sitnih čestica nikla. U praksi se uglavnom koriste anode s čistoćom nikla 99 %, a ostatak se sastoji ili od ugljika ili niklovog oksida ili niklovog sulfida, dobro se otapaju i ne podliježu pasiviranju. Sve vrste anoda dobro je staviti u kese od platna ili umjetnog materijala kako bi se spriječilo ili smanjilo onečišćenje elektrolita anodnim muljem. 123 KTF-Split Vrste prevlaka od nikla Sjajne prevlake nikla (Wattsov elektrolit uz dodatak supstanci kao sredstava za sjaj). Tvrde prevlake nikla (prevlake debljine 200 – 3000 µm). Nanose se na dijelove strojeva. Koriste se elektroliti različitih sastava. Crne prevlake nikla Primjena za prevlačenje oružja i dijelova optičkih instrumenata. Nemaju zaštitno djelovanje, porozne su i obično se impregniraju odgovarajućim uljima ili mastima. 124 KTF-Split Pogreške u prevlakama nikla Karakter pogreške Uzrok Loše prianjanje prevlake Nedovoljno očišćena površina predmeta, Kratko vrijeme dekapiranja ili mala konc. kiseline, Prisustvo bakrovih iona u kiselini za dekapiranje, Loše ispiranje, Prisustvo spojeva kroma ili organskih spojeva Prevlake su “pregorjele” Niska koncentracija nikla uz primijenjenu gustoću struje, Mali sadržaj borne kiseline, Niska temperatura, Visoka vrijednost pH, Nedovoljni razmak meñu elektrodama Krtost prevlake Velika količina organskih primjesa u elektrlitu, Loš odnos primarnih i sekundarnih dodataka za sjaj Hrapava prevlaka Suspendirane krute čestice u elektrolitu, Prisutan kalcijev sulfat u elektrolitu 125 KTF-Split Karakter pogreške Uzrok Pore u prevlaci Nedovoljno miješanje elektrolita, Mala koncentracija nikla u elektrolitu, Mali sadržaj borne kiseline, Mali sadržaj H2O2 ili sredstva za kvašenje Loš sjaj prevlake Loša priprema podloge, Mali sadržaj borne kiseline, Prisustvo organskih spojeva u elektrolitu Niska ili visoka koncentracija sredstava za sjaj Prisustvo iona željeza, bakra ili cinka u elektrolitu Nisko anodno iskorištenje struje Mali sadržaj klorida u elektrolitu, Velika vrijednost pH, Mala površina metala Nisko katodno iskorištenje struje Niska vrijednost pH Prisustvo iona bakra, olova ili cinka u elektrolitu 126 KTF-Split ELEKTROPLATIRANJE BAKROM Općenito o bakru Bakar je poznat od davnih vremena. Ime mu dolazi od latinske riječi za otok Cipar - Cyprium. To je svijetlo-crvenkasti, sjajni metal. Relativno je mekan, ali žilav i savitljiv. Dobro vodi toplinu i električnu struju. Na zraku je stabilan, ali dužim stajanjem dobije zelenu patinu. Otapa se samo u oksidirajućim kiselinama. U prisutnosti kisika iz zraka otopit će se i u razrijeñenoj sumpornoj kiselini i koncentriranoj kloridnoj kiselini. Bakar se u prirodi nalazi i elementaran, ali se pretežno javlja kao halkopirit (Cu2S×Fe2S3), halkozin (Cu2S), kovelin (CuS), kuprit (Cu2O), malahit (CuCO3×Cu(OH)2), azurit (2CuCO3×Cu(OH)2) i bornit (Cu5FeS4). Oko polovine proizvodnje bakra upotrebljava se za izradu vodiča električne struje. Zbog dobre toplinske vodljivosti od njega se izrañuju kotlovi, grijači i razni izmjenjivači topline. Važno područje primjene bakra je dobivanje slitina, u prvom redu mjedi ili mesinga (slitina Cu-Zn) i bronce (slitina Cu-Sn). 127 KTF-Split Svojstva atoma i elementarnog bakra Atomski broj: 29 Skupina: 11 Perioda: 4 Elektronska konfiguracija: [Ar] 3d10 4s1 Oksidacijski broj: +1 +2 Elektronegativnost: 1.9 Atomski radijus / pm: 127.8 Relativna atomska masa: 63.546 ± 0.003 Talište: 1085 ºC Vrelište: Gustoća: 2562 ºC 8.96 g cm-3 128 KTF-Split Važnost elektroplatiranja bakrom Elektroplatiranje bakrom važno je zbog toga što se zbog razmjerno velike plemenitosti bakra većina tehnički važnih metala lako galvanizira vrlo gustim slojem izravno, (bakreni galvanski slojevi s visokim sjajem), ili uz naknadnu mehaničku obradu (poliranjem), i tako supstrat dobro izolira od okoline pri čemu se otpornost izradaka od manje plemenitih metala prema koroziji povećava do granica otpornosti bakra. Druga važna svojstva bakrom elektroplatiniranih uzoraka su visoka strujna i toplinska vodljivost površine (za primjenu u elektroindustriji i izmjenjivačima topline) i antifrikcijsko djelovanje (za primjenu u kliznim ležajevima, u tehnici izvlačenja). Odreñenu važnost ima i elektroplatiranje bakrom u dekorativne svrhe, obično da bi sa na proizvodima formirala patina i time stvorio dojam starog bakra. 129 KTF-Split Elektroliti za dobivanje prevlaka bakra Kiseli elektroliti sulfatni fluoroboratni silikofluoridni Alkalni elektroliti cianidni pirofosfatni amonijski Najveću uporabu u praksi imaju sulfatni elektroliti čija je osnovna komponenta CuSO4. 130 KTF-Split Sastav kiselih sulfatnih i fluorboratnih bakrovih kupelji Bakar sulfatne otopine CuSO4 × 5H2O (g dm-3) H2SO4 (g dm-3) Kloridi (mg dm-3) Konvencionalne otopine koncentrirane otopine 200 - 250 60 – 100 45 - 90 180 – 270 - 50 – 100 225 450 15 30 15 30 Bakar fluorboratne otopine Cu(BF4)2 (g dm-3) HBF4 (g dm-3) H3BO3 (g dm-3) 131 KTF-Split Osnovne komponenate kupelji Bakrov sulfat i sumporna kiselina ili bakrov fluorborat i fluorboratna kiselina - osnovne komponente elektrolita. Bakrove soli su nositelji bakrovih iona u otopini. Kiseline povećavaju vodljivost kupelji i poboljšavaju svojstva taloženja bakra na metalnim površinama. Promjena u koncentraciji sumporne kiseline ima veći utjecaj na katodnu i anodnu polarizaciju od promjena koncentracije bakrova sulfata. Kloridi - smanjuju anodnu polarizaciju i eliminiraju prugaste naslage u u područjima visokih gustoća struja. Kloridni ioni utječu na izgled površine, strukturu, mikrotvrdoću, kristalografsku orijentaciju i unutarnju napetost prevlake. 132 KTF-Split Fluorborati – bakrov fluorborat je topljiviji od bakrova sulfata, pa koncentracija Cu2+ iona može biti dvostruko veća u usporedbi sa sulfatnim otopinama. Niska koncentracija fluorborata dovodi do stvaranja tamnih i mutnih prevlaka. Borna kiselina – stabilizira otopinu i sprječava razgradnju bakrova fluorborata. Dodaci za sjaj, glatkoću površine i čistoću zrna – često se dodaju u kisele sulfatne elektrolite. Postoji cijeli niz spojeva koji se koriste u ove svrhe, a koji se mogu naći u literaturi. 133 KTF-Split Uvjeti rada kod elektroplatiranja bakrom Temperatura Od 18 – 60 °C; uobi čajeno 32 – 43 °C. Pove ćanje temperature smanjuje katodnu i anodnu polarizaciju i povećava vodljivost otopine. Gustoća struje / miješanje Povećanje gustoće struje dovodi do povećanja katodne polarizacije, smanjuje se koncentracija bakrova iona u otopini a povećava koncentracija sulfatnog iona. Obično se vrijednosti primijenjenih gustoća struja kreću od 16 – 22 A dm-3, uz miješanje otopine zrakom. U novije vrijeme sve se više koristi i ultrazvučno miješanje koje dovodi do povećanja granične gustoće struje, strujne djelotvornosti i smanjenja koncentracijske polarizacije. 134 KTF-Split Anodni materijal Lijevane i valjane šipke i ploče od elektrolitičkog bakra koriste se kao anode. Još se mogu koristiti i anode visoke čistoće, bez oksida, čija uporaba smanjuje nastanak anodnog mulja. Elektrodne reakcije pri elektrolizi kiselih elektrolita katodna reakcija : Cu 2+ + 2e − → Cu anodna reakcija : Cu → Cu 2+ + 2e − 135 KTF-Split Prednosti i mane uporabe sulfatnog elektrolita Prednosti niska cijena, stabilnost elektrolita, rad s visokim gustoćama struje, približno 100 % iskorištenje struje. Mane Istaloženi bakar je krupnokristalne strukture, Mala mogućnost ravnomjerne raspodjele bakra, Nemogućnost izravnog taloženja prevlake na čeliku, cinku i aluminiju. 136 KTF-Split Pogreške u prevlakama bakra dobivenih iz sulfatnih elektrolita Karakter pogreške Uzrok Izraženo krupnozrnati talog Nedostatak kiseline ili velika koncentracija Cu2+ iona. Razlog može biti i u neodgovarajućoj gustoći struje. “Pregorjeli” krajevi prevlake Visoka gustoća struje. Praškasti talog Mala koncentracija kiseline i Cu2+ iona ili posljedica nemiješanja elektrolita. Svijetla mjesta na prevlaci Elektrolit onečišćen organskim tvarima. Hrapava prevlaka Prisustvo mulja u elektrolitu. 137 KTF-Split Izocianidni elektrolit Sastav izocianidnog elektrolita Sastav elektrolita / g dm-3 I II III 15 - 30 19 - 45 49 – 127 NaCN 23 - 48 26 - 53 KCN 31 - 64 Na2CO3 0 - 15 CuCN 15 – 16 NaOH 22 – 37 KOH KNaC4H4O6×4H2O 62 – 154 76 – 178 31 – 52 15 30 - 60 neobavezan bakar 11 - 21 13 - 32 35 – 90 Slobodni cijanid 6 - 11 4-9 10 - 20 Sastav po analizi / g dm-3 138 KTF-Split Radni uvjeti Radni uvjeti I II 12.0 – 12.6 12.2 – 12.8 > 13 40 - 60 55 - 70 60 – 80 Katodna gustoća struje / A dm-2 1.0 – 3.2 1.6 – 6.5 1.0 – 11.1 Katodno iskorištenje struje / % 10 - 60 30 - 70 99 Anodno iskorištenje struje / % 95 - 100 50 - 70 99 pH elektrolita Temperatura / ºC Napon / V III 6 6 0.75 – 4 Odnos površina anoda : katoda 3:1 2:1 3:2 Miješanje zrakom ili mehaničko neobavezno poželjno jedno ili obje 2.5 13 > 25 Granična debljina / µm 139 KTF-Split Elektrodne reakcije pri elektrolizi cianidnih elektrolita katodna reakcija : ili i anodna reakcija : Cu + + e − → Cu Cu (CN ) 34− + e − → Cu + 4CN − 2 H 2O + 2e − → H 2 + 2OH − Cu → Cu + + e − Cu + + CN − → CuCN CuCN + 3CN − → Cu (CN ) 34− 140 KTF-Split Slika 16. Katodne polarizacijske krivulje za bakar Veliki negativni potencijal taloženja bakra iz cianidnih elektrolita uvjetuje dobivanje sitnozrnatog taloga. 141 KTF-Split Prednosti i mane uporabe cianidnog elektrolita Mane Prednosti Mogućnost taloženja na podloge od cinka i željeza. Sitnozrnate prevlake. Niska stabilnost elektrolita zbog adsorpcije CO2 i nastanka karbonata. Visoka toksičnost elektrolita. 142 KTF-Split Pogreške koje se mogu uočiti pri radu s izocianidnim elektrolitima Karakter pogreške Uzrok Taman i praškasti talog Višak cianida i manjak bakra u elektrolitu ili visoka gustoća struje. Porozna prevlaka Visok sadržaj karbonata. Hrapava prevlaka Onečišćenje elektrolita muljem ili nizak sadržaj cianida. Intenzivna redukcija vodika Višak cianida i manjak bakra u elektrolitu. Pasivitet anoda Niska temperatura, niska koncentracija cianida, visoka koncentracija karbonata, visoka pH vrijednost otopine. 143 KTF-Split Pirofosfatni elektrolit U pirofosfatnom elektrolitu bakar se nalazi vezan u kompleksnom anionu [Cu ( P2O7 ) 2 ]6− koji je slabo disociran po reakciji: [Cu ( P2O7 ) 2 ]6− ↔ Cu 2+ + 2 P2O74− K o = 3.1 × 10 −10 Prevlake dobivene u otopinama pirofosfata su sitnozrnate, slične bakrenim prevlakama koje se dobiju u cijanidnim otopinama. Ovaj elektrolit takoñer omogućuje neposredno nanošenje bakra na čeličnu podlogu. Anode korištene u ovom postupku uvijek su od elektrolitičkog bakra. 144 KTF-Split Sastav elektrolita Sastav elektrolita / g dm-3 Bakar, (kao Cu2+) 22 – 38 Pirofosfat, P2O74- 150 – 250 Nitrat, NO3- 5 – 10 Amonijak, NH3 1–3 Sekundarni ortofosfat, HPO42Organski dodatak maksimalno 113 prema potrebi 145 KTF-Split Radni uvjeti Radni uvjeti pH elektrolita 8.0 – 8.8 Temperatura / ºC 50 – 60 Katodna gustoća struje / A dm-2 1–8 Katodno iskorištenje struje / % 95 – 100 Napon / V Odnos površina anoda : katoda Anoda Miješanje 2–5 1:1 – 2:1 bakar zrakom ili mehaničko 146 KTF-Split ELEKTROPLATIRANJE KROMOM Općenito o kromu Krom je 1797. godine otkrio Louis-Nicholas Vauquelin (FR). Ime je dobio od grčke riječi chroma što znači boja zbog obojenosti svojih spojeva. To je plavo-bijeli do srebrno-sivi, sjajni metal. Jako je tvrd i krt i može se ispolirati do visokog sjaja. Ne otapa se ni u dušičnoj kiselini ni u zlatotopci ali se otapa u vrućoj kloridnoj i sumpornoj kiselini. Spojevi kroma(VI) su toksični i kancerogeni. Kromit (FeO×Cr2O3) je jedina važna ruda kroma. Redukcijom kromita u električnim pećima s ugljikom nastaje ferokrom, koji se upotrebljava za legiranje čelika. Čelici s malo kroma imaju veliku tvrdoću i čvrstoću, a s većom količinom kroma dobivaju se nehrñajući čelici. Mnogo se upotrebljava kao prevlaka na drugim metalima zbog svoje velike korozijske otpornosti i visokog sjaja. Krom daje staklu smaragdno zelenu boju. 147 KTF-Split Svojstva atoma i elementarnog kroma Atomski broj: 24 Skupina: 6 Perioda: 4 Elektronska konfiguracija: [Ar] 3d5 4s1 Oksidacijski broj: +2 +3 +6 Elektronegativnost: 1.66 Atomski radijus / pm: 124.9 Relativna atomska masa: 51.9961 ± 0.0006 Talište: 1857 ºC Vrelište: Gustoća: 2672 ºC 7.20 g cm-3 148 KTF-Split Osobine prevlaka kroma Otpornost prema atmosferskoj koroziji na sobnim i povišenim temperaturama. Visoka trajnost i otpornost na habanje. Mali koeficijent trenja. Visoki sjaj bez naknadne obrade. 149 KTF-Split Podjela prevlaka kroma prema namjeni PREVLAKE KROMA DEKORATIVNE TVRDE POROZNE 150 KTF-Split Krom se javlja u više valentnih stanja. Dvovalentne soli kroma su nestabilne na zraku pa nisu pogodne za elektrolite. Trovalentni Cr3+-ion u vodenim otopinama je jako hidratiziran pa ga je vrlo teško reducirati, i iz ovog razloga soli trovalentnog kroma se ne upotrebljavaju u galvanotehnici. Šesterovalentni krom u obliku kromata i sedmerovalentni u obliku bikromata moguće je reducirati na katodi kada elektrolit sadrži odreñene anione, koji imaju ulogu katalizatora, na primjer sulfatne ione, fluoridne ione, silikofluoridne ione. Glavna komponenta kromovih elektrolita je kromov(VI) oksid, CrO3. Poznato je da se u otopinama kromovog(VI) oksida grade polikromne kiseline kao dikromna kiselina H2Cr2O7, zatim trikromna H2Cr3O10, i tetrakromna kiselina H2Cr4O13. Pretpostavlja se da se u elektrolitu nalazi uglavnom anion HCr2O7-. 151 KTF-Split Sastav elektrolita i uvjeti rada Sastav elektrolita / g dm-3 Razrijeñene kupelji Standardne kupelji Koncentrirane kupelji Kromov(VI) oksid, CrO3 100 250 400 Sumporna kiselina, H2SO4 1.0 2.5 4 Odnos CrO3 : H2SO4 100 100 100 55 45 - 50 45 - 50 Radni uvjeti Temperatura / ºC Katodna gustoća struje / A dm-2 35 - 40 10 - 30 10 - 20 Katodno iskorištenje struje / % do 16 ≈ 13 ≈ 13 Napon / V 6 - 12 6 - 12 6 - 12 Odnos površina anoda : katoda Anoda Miješanje 1:1 do 2:1 olovo, slitina olova (oko 7% Sb, 1% Sn, 0.5% Ag) ili platinirani titan katodom (nije obavezno) 152 KTF-Split Razrijeñene kupelji Za dobivanje prevlaka kroma s visokom otpornošću na habanje. Karakteristike postupka: bolja raspodjela taloga, veće iskorištenje struje, manji gubici elektrolita pri vañenju predmeta. Standardne kupelji Za dobivanje tvrdih prevlaka i dekorativno kromiranje. Koncentrirane kupelji Za dekorativno kromiranje. Karakteristike postupka: dobra pokrivna moć, veća stabilnost elektrolita, manje iskorištenje struje, veći gubici elektrolita pri vañenju predmeta. 153 KTF-Split Utjecaj gustoće struje i temperature na elektrolitičko taloženje kroma jako je izraženo. Gustoća struje i temperatura utječu na iskorištenje struje, na strukturu i osobine prevlake. Da bi se očuvao dobar izgled kromne prevlake oscilacije u temperaturi ne smiju biti veće od nekoliko °C. Ako se uslijed loše izabrane temperature dobiju mat prevlake njih je gotovo nemoguće polirati. Karakteristično za proces kromiranja je i naglo opadanje iskorištenja struje s porastom temperature. Od svih elektrolita, elektroliti za kromiranje najmanje su osjetljivi na nazočnost primjesa. Organske primjese se ne dodaju u elektrolit, ali i kada ih ima one ne utječu na osobine prevlake. Elektrolit na bazi kromne kiseline nije osjetljiv na nazočnost drugih kationa kada se nalaze u maloj količini. 154 KTF-Split Elektrodne reakcije Katodne reakcije : 2 H 3O + + 2e − → H 2 + 2 H 2O Cr2O72− + 14 H 3O + + 12e − → 2Cr + 21H 2O Cr2O72− + 14 H 3O + + 6e − → 2Cr 3+ + 21H 2O Anodne reakcije : 6 H 2O → O2 + 4 H 3O + + 4e − 2Cr 3+ + 21H 2O → Cr2O72 − + 14 H 3O + + 6e − 155 KTF-Split Anodni materijali u postupku kromiranja Anodno iskorištenje struje veće je od katodnog, pa je zato rad s anodama od kroma nepoželjan. Osim toga na anodi krom prelazi u otopinu u obliku iona različitih valencija, a sam metal je takoñer teško obrañivati u anode zbog velike krtosti. Kao praktičan materijal za anode pokazalo se olovo. Anode od olova su dobre i zbog toga što se na njima lako odigrava oksidacija trovalentnog kroma. Može se upotrijebiti čisti olovo ili legura s antimonom (7% Sb), kositrom (1 % Sn) ili srebrom (0.5% Ag). Slitine su se pokazale boljim anodnima materijalom od čistog olova. Uobičajeno je koristiti dimenzijski stabilne anode (DSA). To su netopljive anode s osnovnim samopasivirajućim metalom (Ti, Ta, Zr, Nb) i aktivnom prevlakom od plemenitih metala (najčešće platine) ili oksida plemenitih metala. Najčešće se kao samopasivirajući element koristi titan. 156 KTF-Split Sastav samoregulirajućih kupelji Samoregulirajući elektroliti su elektroliti u kojima je koncentracija sulfata približno konstantna. Sastav ovih elektrolita dan je u tablici: Sastav elektrolita / g dm-3 Kromov (VI) oksid, CrO3 250 - 300 Kromov (III) oksid, Cr2O3 3-8 Stroncijev sulfat, SrSO4 5.5 – 6.5 Kalijev heksafluorosilikat, K2SiF6 18 - 20 Radni uvjeti Temperatura / ºC 55 - 65 Gustoća struje / A dm-2 40 - 90 ≈ 18 Katodno iskorištenje struje / % Anoda Slitina Pb-Sn (10-30%) 157 KTF-Split Prednosti i mane samoregulirajućih kupelji Prednosti Manja osjetljivost na promjene temperature. Povećano iskorištenje struje. Omogućena primjena visokih gustoća struje. Mane Velika agresivnost elektrolita prema olovu. Velika osjetljivost na prisustvo klorida. 158 KTF-Split Tetrakromatni elektroliti U ovom elektrolitu jedan dio kromne kiseline neutraliziran je natrij hidroksidom. Sastav elektrolita dan je u tablici: Sastav elektrolita / g dm-3 Kromov (VI) oksid, CrO3 350 - 400 Kromov (III) oksid, Cr2O3 6-7 Sumporna kiselina, H2SO4 2.0 – 2.5 Natrijev hidroksid, NaOH 40 - 60 Radni uvjeti Temperatura / ºC Gustoća struje / A 18 - 22 dm-2 40 - 80 ≈ 30 Katodno iskorištenje struje / % 159 KTF-Split Prednosti i mane rada s tetrakromatnim elektrolitom Mane Prednosti Postupak se provodi pri nižim temperaturama. Elektrolit nije agresivan uslijed manjeg sadržaja kromne kiseline. Veće iskorištenje struje u odnosu na druge elektrolite. Mala stabilnost elektrolita na povišim temperaturama. Ne mogu se dobiti deblje prevlake. Prevlake su manje tvrdoće i bez sjaja. 160 KTF-Split Pogreške koje se mogu uočiti pri kromiranju Karakter pogreške Mogući uzroci Taman izgled prevlake “pregorjela” prevlaka Niska temperatura, prekidi u radu, nazočnost Fe3+ ili Cr3+ preko dozvoljene granice Nepokrivena udubljena mjesta i mat izgled prevlake Visoka koncentracija H2SO4, visoka temperatura Prevlaka je siva i puna mrlja Površina predmeta nije adekvatno očišćena, elektrolit onečišćen masnim tvarima Hrapava prevlaka Niska temperatura elektrolita, niska koncentracija H2SO4, elektrolit onečišćen koloidnim tvarima Prevlaka Ni-Cr ili Cu-Ni-Cr se ljušti Neodgovarajuća priprema površine Neprekriveni dijelovi površine kromom Neodgovarajući raspored predmeta u kupelji Ravnomjerna “mliječna” prevlaka Visoka temperatura za primijenjenu gustoću struje 161 KTF-Split Elektroplatiranje plemenitim metalima Elektroplatiranje srebrom Elektroplatiranje zlatom Elektroplatiranje rodijem Elektroplatiranje paladijem Elektroplatiranje platinom 162 KTF-Split Primjena elektroplatiranja plemenitim metalima Nakit – izvorni i imitacije Industrija satova Kemikalije za elektroplatiranje plemenitim metalima Modna industrija - ornamenti i sjajni predmeti Tiskane elektroničke ploče Proizvodnja poluvodiča 163 KTF-Split Tiskane elektroničke ploče Ogrlice i satovi platirani paladijem Spojevi i spojna mjesta Nakit Satovi Kabeli Dekorativni ornamenti 164 KTF-Split Oprema za elektroplatiranje malih predmeta zlatom, srebrom ili rodijem. A – staklene posude volumena 5 l s grijačima za tople postupke elektroplatiranja. B – spremnici od sintetičkog materijala za hladne postupke. C – čelični spremnici za ispiranje kapaciteta 2 l. http://www.mariodimaio.it/ita/finitura/doc/galvanica/Minibrill.pdf 165 KTF-Split Elektroplatiranje srebrom Općenito o srebru Srebro je dobilo po latinskoj riječi argentum što znači bijel, sjajan. To je bijeli metal visokog sjaja, neobično kovak i rastezljiv. Najbolji je vodič topline i električne struje od svih metala. Na zraku ne oksidira, ali nakon nekog vremena potamni zbog reakcije s tragovima sumporovodika u zraku pri čemu nastaje crni sulfid. Topljiv je samo u oksidirajućim kiselinama, kao što su vruća koncentrirana sumporna i dušična kiselina. Srebrni ion ima baktericidno djelovanje pa voda u srebrnoj posudi dugo ostaje svježa. Srebro se u prirodi može naći elementarno ili u obliku argenita (Ag2S). Uglavnom se dobiva kao nusproizvod pri proizvodnji olova i bakra. Služi za posrebrivanje manje plemenitih metala, za izradu ogledala i fotografskih filmova. Od srebra se izrañuje nakit i slitine sa zlatom i bakrom. 166 KTF-Split Svojstva atoma i elementarnog srebra Atomski broj: 47 Skupina: 11 Perioda: 5 Elektronska konfiguracija: [Kr] 4d10 5s1 Oksidacijski broj: +1 Elektronegativnost: 1.93 Atomski radijus / pm: 44.5 Relativna atomska masa: 107.8682 ± 0.0002 Talište: 961.78 °C Vrelište: Gustoća: 2162 °C 10.5 g cm-3 167 KTF-Split Prednosti i mane elektroplatiniranja srebrom Galvanski slojevi srebra su vrlo dobro rastezljivi, razmjerno meki i izvanredni vodiči topline i elektriciteta. Otporni su prema mnogim kemijskim utjecajima. Imaju veliku refleksiju svijetla. Površine prekrivene srebrom imaju lijep izgled. Zbog sklonosti sulfidizaciji površine lako gube sjaj i istovremeno im opada vodljivost. 168 KTF-Split Srebro se izlučuje na većini metalnih supstrata uronjenih u otopinu njegovih soli i bez utjecaja električne struje iz vanjskog izvora zbog vrlo pozitivnog standardnog potencijala. Budući da tim procesom nastali galvanski slojevi nisu adherentni, pri galvaniziranju se mora spriječiti njegovo odvajanje. To se u elektroplatiranju srebrom postiže galvaniziranjem s dvije, ili kad je supstrat čelik, čak i s tri uzastopne cianidne kupelji, pri čemu je u prvoj omjer koncentracije srebro cianida prema drugim cianidima malen, a u završnoj normalan. Pri elektroplatiranju bakrenih ili mjedenih supstrata srebrom može se prije toga amalgamirati supstrat. 169 KTF-Split Primjena elektroplatiranja srebrom Dekorativne svrhe (izrada ukrasnih i umjetničkih predmeta, pribora za jelo, nakita i sl.) Izrada tehničkih proizvoda, najčešće u elektrotehnici i proizvodnji specijalnih ležajeva. Izrada kliznih površina (slitine srebra s olovom i kadmijem). 170 KTF-Split Sastav kupelji za elektrodepoziciju srebra Sastav cianidnih kupelji za elektrodepoziciju srebra ovisi o namjeni predmeta koji se posrebruju. Tako ako se posrebrivanje vrši u dekorativne svrhe kupelji za posrebrivanje imaju nižu koncentraciju srebra u odnosu na one u kojima se vrši posrebrivanje u inženjerske svrhe, gdje su potrebni deblji slojevi srebra. Veća koncentracija srebrenih iona omogućuje i rad s većim gustoćama struje i, kao posljedicu toga, veću brzinu elektroplatiranja. 171 KTF-Split Sastav kupelji / g dm-3 prevlake visokog sjaja Deblje prevlake Srebro 20 – 45 35 – 120 Srebrov cianid 31 – 55 45 – 150 Kalijev cianid (ukupni) 50 – 80 70 – 230 Kalijev cianid (slobodni) 35 – 50 45 – 160 Kalijev karbonat 15 – 90 15 – 90 Kalijev nitrat - 40 – 60 Kalijev hidroksid - 4 – 30 0.5 – 1.5 0.5 – 10.0 20 - 28 35 - 50 Radni uvjeti Gustoća struje (A dm-2) Temperatura (ºC) Anodni materijal srebro čistoće 99.98 % ili čišće 172 KTF-Split Nanošenje srebra bezstrujnim postupkom (electroless deposition) Postupci se primjenjuju za posrebrivanje izolatora kao što su keramika i staklo. Ove metode imaju neke prednosti u usporedbi s elektrokemijskim metodama nanošenja, kao što su jednostavnost korištene aparature, mogućnost prekrivanja predmeta složenih oblika, pogodnost metoda za masovnu proizvodnju. 173 KTF-Split Faze proces nanošenja srebra bezstrujnim postupkom Čišćenje i odmašćivanje površine. Uranjanje u otopinu SnCl2 i ispiranje. Uranjanje u srebrenu metalizacijsku kupelj. Fine čestice srebra koje su pozitivno nabijene će se adsorbirati na površini stakla, a Sn2+ ioni će reducirati srebrene ione do elementarnog srebra pri čemu će se oksidirati u Sn4+ ione prema kemijskoj reakciji: 2 Ag + + Sn 2+ → 2 Ag ( s ) + Sn 4+ 174 KTF-Split Sastav kupelji za bezstrujno nanošenje srebra U praksi, koriste se dvije odvojene kupelji: jedna u kojoj se nalaze srebreni ioni (A), a druga je otopina reducirajućeg agensa (B). Postoje tri kombinacije kupelji za posrebrivanje: 1. Kupelji Rochellove soli A) Srebrov nitrat 450 g, zasićena otopina amonijaka (330 ml na 5.5 l H2O) B) Rochellova sol 1600 g, Epsom sol 110 g na 3.6 litara vode. 2. Glukozna metoda A) Srebrov nitrat 3.5 g, otopina amonijaka, voda 60 ml, otopina NaOH 2.5 g / 100 ml. B) Glukoza 45 g, vinska kiselina 4 g, voda 1 l, etilni alkohol 100 ml 3. Hidrazinska metoda A) Srebrov nitrat 110 g, otopina amonijaka 230 ml B) hidrazin sulfat 43 g, otopina amonijaka 45 ml. 175 KTF-Split Elektrodepozicija zlata Općenito o zlatu Simbol elementa dolazi od latinskog naziva za zlato - aurum. To je sjajni, žuti metal. Mekan, kovak i savitljiv te se može izvući u listiće debele samo 10-5 mm. Na zraku je stabilan i ne reagira s kisikom ni na kojoj temperaturi. Ne otapa se u kiselinama ni lužinama. Otapa se jedino u zlatotopci (HNO3:HCl=1:3) i u cianidnim otopinama koje sadrže kisik, zbog stvaranja kompleksa s kloridom odnosno cijanidom. Zlato je rijedak element i ima ga deset puta manje od srebra. U prirodi se obično nalazi u elementarnom stanju u kremenim žilama ili pijesku rijeka. Upotrebljava se za izradu nakita, novca, zubnih proteza i za elektroničke krugove i kontakte. 176 KTF-Split Svojstva atoma i elementarnog zlata Atomski broj: 79 Skupina: 11 Perioda: 6 Elektronska konfiguracija: [Xe] 4f14 5d10 6s1 Oksidacijski broj: +1 +3 Elektronegativnost: 2.4 Atomski radijus / pm: 144.2 Relativna atomska masa: 196.966569 ± 0.000004 Talište: 1064.18 °C Vrelište: Gustoća: 2856 °C 19.32 g cm-3 177 KTF-Split Značaj elektroplatiranja zlatom Elektroplatiranje zlatom u dekorativne svrhe, te zbog povećanja vrijednosti proizvoda. Elektroplatiranje zlatom u tehničke svrhe: - zaštita finih mjernih i medicinskih instrumenata, proteza, preciznih utega i alata, - za dobivanje slojeva nepromjenjive moći refleksije (osobito za infracrveno zračenje) i velike stabilnosti (posebno za električne kontakte, kod proizvodnje poluvodiča, ispravljača, računala, valovoda vakuumskih cijevi, u nuklearnoj i svemirskoj tehnici). Često se umjesto zlatom, posebno kad se traži veća tvrdoća galvanskih slojeva i/ili jeftiniji proizvod, elektroplatira njegovim legurama - slitinama, obično slitinama s antimonom, kositrom, niklom, bakrom, kobaltom. 178 KTF-Split Sastav kupelji za elektrodepoziciju zlata Kupelji za elektrodepoziciju zlata CIANIDNE KUPELJI alkalne pH > 8.5 neutralne 6 < pH < 8.5 KUPELJI KOJE NE SADRŽE CIANID kisele 1.8 < pH < 6 179 KTF-Split Sastav cianidnih kupelji za elektrodepoziciju zlata Sastav g dm-3 Alkalne cianidne kupelji KAu(CN)2 12 6 KCN 20 30 K2HPO4 20 30 20 30 Puferirane citratne kupelji 20 20 KH2PO4 K2CO3 K2H-citrat 50 50 Puferirane fosfatne kupelji 20 20 40 40 10 10 Radni uvjeti T (ºC) I (A dm-2) pH 50-60 50-65 60-70 60-70 60-70 60-70 1-5 1-5 1-2 4-6 0.7-2 4-6 11-11.5 11-11.5 4-5.8 4-5.8 6-8 6-8 180 KTF-Split Elektrodne reakcije u alkalnim cianidnim kupeljima Ako se proces vodi s topljivim anodama od zlata: katodna reakcija : [Au (CN ) 2 ]− + e − → Au + 2CN − anodna reakcija : Au + 2CN − → [Au (CN ) 2 ]− + e − Ako se proces vodi s netopljivim anodama od platiniranog titana ili čelika: katodna reakcija : 4[ Au (CN ) 2 ]− + 4e − → 4 Au + 8CN − anodna reakcija : 2H 2 O → 4H + + O 2 + 4e - ukupna reakcija : 4[Au(CN)2 ]− + 2 H 2O → 4 Au + 8CN − + 4 H + + O2 181 KTF-Split Karakteristike postupka Vrlo visoka djelotvornost katodne gustoće struje (98 –100%), uz adekvatnu koncentraciju zlata u kupelji te miješanje otopine. Paralelno taloženje nečistoća (npr. antimona) povećava čvrstoću i sjaj prevlake. Kodepozicija srebra, nikla, bakra i kobalta smanjuje obojenost prevlake, a koristi se u dekorativne svrhe. Alkalne otopine su u pravilu agresivne prema polimerima koji se koriste u elektroničkoj industriji (visoke vrijednosti pH i koncentracija cijanida dovode do razgradnje polimera). 182 KTF-Split Rad s kiselim cianidnim kupeljima Cianidne kupelji s citratnim puferom izvorno su razvijene za obradu nakita, ali su pronašle široku primjenu u elektroničkoj industriji za pozlačivanje kontaktnih površina, spojeva i specijalno elektroformiranje. Anode su izrañene od platiniranog titana ili zlatom platiniranog titana. Uporaba netopljivih anoda zahtjeva dodatak soli za platiranje i stalnu kontrolu vrijednosti pH elektrolita. I u ovim kupeljima moguća je paralelna kodepozicija drugih metala čime se mijenja fizikalna svojstva prevlake, osobito tvrdoća. “Čvrsto” zlato – primjena u elektronici – dobra otpornost na trošenje, prevlaka bez pora, velika vodljivost i kemijska inertnost. Moguća je elektrodepozicija na polimernim materijalima. Visoka strujna djelotvornost (gotovo 100%). 183 KTF-Split Neutralne cijanidne kupelji Koristi se ista sol zlata, KAu(CN)2, kao i u alkalnim i kiselim elektrolitima, ali neutralni pH i odsustvo slobodnih cianida u otopini čine ove otopine najboljim izborom za nanošenje zlata na polimerne materijale. Iz ovih otopina dobiju se čiste prevlake mekog zlata pri relativno niskim gustoćama struje (2 – 5 mA cm-2). Fosfatne soli služe kao pomoćni elektrolit i za kontrolu pH vrijednosti otopine. Moguće je dobiti i prevlake od “tvrdog” zlata uslijed taloženja AuCN unutar prevlake zlata. Istaloženi AuCN tvori polimerne strukture i očvršćuje zlato promovirajući nukleaciju zrna, ili sprječavajući rast postojećih zrna zlata. Anode su od platiranog titana, zlata ili zlatom platiranog titana. Otapanje zlatnih anoda je slabo zbog niske koncentracije slobodnog cianida. 184 KTF-Split Elektroplatiranje paladijem Općenito o paladiju Paladij je 1803. godine otkrio William Hyde Wollaston (GB). Ime je dobio prema asteroidu Pallasu koji je otkriven u to vrijeme a koji je dobio ime po grčkoj boginji mudrosti - Pallas. To je sjajni, srebrno bijeli metal koji zajedno s rutenijem i rodijem čini skupinu lakih platinskih metala. Kad je čist, kovak je i savitljiv dok mu hladnom obradom tvrdoća jako poraste. Otporan je na koroziju. Topljiv je u nitratnoj kiselini, vrućoj koncentriranoj sumpornoj kiselini, zlatotopci i talinama alkalija. Apsorbira velike količine vodika. Metalni prah je zapaljiv. U prirodi se pojavljuje obično kao pratitelj bakarnih i nikalnih ruda, ili u aluvijalnim ležištima. Polovina masenog udjela platinskih metala u Zemljinoj kori otpada na paladij. Upotrebljava se kao katalizator za hidrogeniranje i dehidrogeniranje. Slitina zlata i paladija, bijelo zlato, se koristi za izradu nakita. Velike količine paladija upotrebljavaju se za izradu električnih kontakata. 185 KTF-Split Primjena elektroplatiranja paladijem Za postupke elektroplatiranja paladijem utroši se 5 do 8% godišnje proizvodnje ovog metala. Tehnološki značaj elektroplatiranja paladijem porastao je krajem sedamdesetih godina prošlog stoljeća. Elektroplatiranje paladijem koristi se u proizvodnji elektroničkih djelova telekomunikacijske tehnike, u proizvodnji djelova računala, kod proizvodnje poluvodiča, izradu električnih kontakata i sl. Takoñer se elektroplatiranje paladijem koristi i u dekorativne svrhe gdje sve više zamjenjuje nikal, jer je nañeno da nikal može dovesti do pojave dermatitisa. Utvrñeno je da su mehanička svojstva prevlaka paladija kao što su tvrdoća, vodljivost i termička stabilnost u mnogim slučajevima superiornija u usporedbi s prevlakama "tvrdog" zlata. Zbog toga u elektroničkoj industriji elektroplatiranje paladijem u odreñenim slučajevima zamjenjuje postupke elektroplatiranja zlatom. 186 KTF-Split Svojstva atoma i elementarnog paladija Atomski broj: 46 Skupina: 10 Perioda: 5 Elektronska konfiguracija: [Kr] 4d10 Oksidacijski broj: +2 +3 Elektronegativnost: 2.2 Atomski radijus / pm: 137.6 Relativna atomska masa: 106.42 ± 0.01 Talište: 1554.9 °C Vrelište: Gustoća: 2963 °C 12.02 g cm-3 187 KTF-Split Kupelji za elektroplatiranje paladijem Elektroplatiranje paladijem može se provoditi u velikom broju elektrolita različitih sastava. Ove elektrolite možemo podijeliti, s obzirom na pH vrijednosti otopina, na alkalne (pH 8 – 13), neutralne (pH 5 – 8) i kisele (pH < 1 do 5). U prisustvu amonijaka ili amina, paladijevi ioni pokazuju veliku tendenciju stvaranja stabilnih kompleksa. Amino kompleksi lako nastaju u kloridnim otopinama paladija po općoj jednadžbi: PdX 2 + xNH 2 − R → [ Pd ( NH 2 Rx )]2+ + 2 X − X – halidni ioni (Cl-, Br-, I-); NO3-; SO42R – H; CH3; CyH2Y-CH3; CyH2y-NH2 x = 2, 4 (ovisno radi li se o diaminu ili monoaminu) y = 1, 2, … 188 KTF-Split Sastav alkalnih elektrolita za elektroplatiranje paladijem Tip kupelji Parametar A B C D Izvor Pd PdCl2 PdCl2 PdCl2 c (Pd) (g dm-3) 1 -10 28 1 - 40 4 – 25 25 – 35 4 - 18 1 - 50 Ligand NH3 1,2 etilendiamin 1,3 diaminopropan NH3 NH3 NH3 OOCCH2NH2 Pd(NH3)2(NO2)2 Aminooctena kiselina E Pd(NH3)2Br2 F G Pd(NH3)2(NO2)2 Pd(OOCCH2NH2)2 1 - 150 NH4Br 45 NH4Cl 60 - 100 NH4OH 25 - 75 regulac. pH NH4NO3 90 - 100 EDTA 5 HCl regulac. pH KOH regulac. pH K3PO4 regulac. pH 50 - 100 Na2SO4 140 NaNO3 9 - 12 189 KTF-Split Praktičnu primjenu imaju jedino kupelji diamino bromida. Dodaci i agensi za ovlaživanje ključni su za dobivanje glatkih, sjajnih i polusjajnih prevlaka paladija. U odsustvu dodataka prevlake su kvrgave i mutne. Rad s amonijakalnim kupeljima je zbog ekoloških razloga nepodesan na povišenim temperaturama uslijed intenzivnog isparavanja iz otopine. 190 KTF-Split Kisele kupelji za elektroplatiranje paladijem Tip kupelji H I J K L Izvor Pd Parametar PdCl2 H2PdCl4 Pd(NO3)2 Na2Pd(NO3)4 PdCl2 Pd metal (g dm-3) 5 - 50 5 2 - 15 5 - 10 0.1 – 3.0 NO2 Org. diamini 10 - 40 10 - 60 Pd sulfid (g dm-3) 0.2 - 2 Ligand H2O NH4Cl (g dm-3) Cl- H2O 20 - 50 Borna kiselina (g dm-3) po potrebi HCl (g dm-3) 10 - 30 po potrebi Oksalna kiselina (g dm-3) po potrebi Fosfatna kiselina (g dm-3) po potrebi NaCl (g dm-3) 40 NaNO2 (g dm-3) 14 H2SO4 (g dm-3) 98 191 KTF-Split Neutralne kupelji za elektroplatiranje paladijem Tip kupelji Parametar Izvor Pd c (Pd) (g dm-3) Ligand M N O P Q Pd(NH3)4(NO3)2 Pd(NH3)2(NO3)3 Pd(NH3)4Cl2 Pd(NH3)4Cl2 10 4 20 10-20 20-30 NH3 NH3 NH3 NH3 NH3 Pd(NH3)4Cl2 EDTA R S Pd(NH3)4Cl2 Pd(NH3)4Cl2 10 5-25 NH3 NH3 20 (NH4)2CO3 10 NH4Cl NH4OH regul. pH NH4NO3 90-100 regul. pH 10 60-90 regul. pH regul. pH 30-60 90 regul. pH NH4PO4 90 NH4-sulfamat 30-40 (NH4)SO4 20 HCl regul. pH K3PO4 NaNO3 Na2SO3 H2SO4 90 10-11 1-1000 ppm 28 192 KTF-Split Elektroplatiranje rodijem Rodij je 1804. godine otkrio William Hyde Wollaston (GB). Ime je dobio prema grčkoj riječi rodeos što znači ružičast po boji otopina nekih njegovih soli. To je tvrdi, srebrni, sjajni metal koji zajedno s rutenijem i paladijem čini skupinu lakih platinskih metala. Stabilan je na zraku i u kiselinama ali reagira s talinama alkalija. Rodij i njegovi spojevi su jako toksični. U prirodi se pojavljuje obično kao pratitelj bakrovih i niklovih ruda, ili u aluvijalnim ležištima. Upotrebljava se za legiranje platine i paladija (povećava im tvrdoću), kao katalizator i kao dodatak staklu za reflektore i projektore. 193 KTF-Split Svojstva atoma i elementarnog rodija Atomski broj: 45 Skupina: 9 Perioda: 5 Elektronska konfiguracija: [Kr] 4d8 5s1 Oksidacijski broj: +3 Elektronegativnost: 2.28 Atomski radijus / pm: 134.5 Relativna atomska masa: 102.90550 ± 0.00002 Talište: 1964 °C Vrelište: Gustoća: 3695 °C 12.41 g cm-3 194 KTF-Split Karakteristike postupka elektroplatiranja rodijem Postupak je skuplji od elektroplatiranja zlatom. Kupelji za elektroplatiranje rodijem imaju jednostavni sastav te se lako nadziru. Galvanski slojevi rodija imaju veliku tvrdoću, otpornost prema kemijskim utjecajima, i veliku moć refleksije. Rodij je jedan od nekoliko “bijelih” metala koji zadržavaju sjaj i refleksivnost pri svim atmosferskim uvjetima. Primjenjuje se najviše u dekorativne svrhe za prevlačenje nakita, satova, u elektrotehnici za izradu kontakata i sklopki od kojih se traži odlična postojanost. Dekorativne prevlake rodija imaju debljinu od 0.5 do 1.5 µm, dok u elektrotehnici i za specijalne namjene debljina prevlaka rodija može biti i do 5 µm. 195 KTF-Split Rodijem se može platirati gotovo svaka metalna površina. Primarno se platiraju metalne površine koje su izložene trošenju uslijed trenja, a koje su izrañene od materijala kao što je srebro, niklove i bakrove slitine. Rodij posjeduje najveću otpornost na trošenje trenjem od svih metala platinske skupine. Usporedba vrijednosti tvrdoće rodija i drugih plemenitih metala tvrdoća vickers mohs rodij srebro zlato platina 600 - 700 90 90 - 190 500 - 600 5.5 3.25 2.75 4.3 196 KTF-Split Nanošenje metalnih prevlaka vrućim uranjanjem Talina metala Uvjeti: 1. Osnovni metal mora imati znatno više talište od pokrivnog 2. Metali stvaraju zajedničku slitinu. Zaštićuju se: limene ploče, trake, žice, cijevi, prešani limeni proizvodi, sitni vijci, otkivci, odljevci i dr. 197 KTF-Split Temperatura taline mora biti za 20 do 80 °C viša od tališta. Pocinčavanje T ≈ 450 °C Kositrenje T ≈ 290 °C Poolovljavanje T ≈ 360 °C Aluminiranje T ≈ 720 °C Cinkovoj se talini redovito dodaje 0.005 do 0.3% Al. Neznatan udio Al povisuje sjaj prevlake, a nešto veći smanjuje viskoznost taline i sprječava nastanak krhkog meñusloja slitine, pa se dobivaju tanje i žilavije prevlake. Viši sjaj postiže se i dodatkom do 0.1% Sn, a povojno djeluje i dodatak Ni. Pb-talini se redovito dodaje oko 2% Sn kako bi se poboljšalo prianjanje. 198 KTF-Split PREDNOSTI Visokoproduktivni postupak metalizacije . Velikom brzinom mogu se obraditi znatne količine predmeta. Prevlake su dobre zaštitne moći i povoljnih mehaničkih svojstava. NEDOSTACI Veliki gubitak rastaljenog metala. Opasnost od izobličenja predmeta uslijed visokih temperatura. Visoki utrošak električne energije (stalno održavanje metala u rastaljenom stanju). 199 KTF-Split 200 KTF-Split Dobivanje metalnih prevlaka prskanjem rastaljenim metalom Fizikalna se metalizacija može provesti vrućim prskanjem, tj. štrcanjem kapljica rastaljenog metala na podlogu. Po izumitelju Švicarcu M. U. Shoopu, postupak se često naziva i šopiranjem. Princip nanošenja: Mlaz kapljica, stvoren brzom strujom zraka ili drugog plina, udara o podlogu pri čemu se kapljice spljošte, naglo hlade i skrućuju u kružne pločice promjera do 0.1 mm debele do 0.05 mm. To je popraćeno stezanjem tako da pločice stisnu mikroizbočine podloge prianjajući na nju tzv. sidrenjem. Na poluskrutnute pločice udaraju nove kapljice Tvoreći prevlaku djelomično zavarivanjem, djelomično sidrenjem. 201 KTF-Split PREDNOSTI mogućnost prevlačenja bilo kojeg materijala (drvo, beton, staklo, karton, plastika, keramika); (metaliziranje), relativno jednostavan način rada, mogućnost reguliranja debljine prevlake, mogućnost zaštite velikih konstrukcija i predmeta u sklopljenom, završnom stanju. NEDOSTACI Velika poroznost prevlake kod tanjih slojeva, Veliki gubitak materijala pri prskanju, Nedovoljna čvrstoća spajanja prevlake za površinu predmeta. 202 KTF-Split Preduvjet: metalna površina treba biti hrapava zbog dobrog prianjanja. 203 KTF-Split Prevlake dobivene difuzijskim postupcima (difuzijska metalizacija) Kroz kristalnu rešetku osnovnog metala difundiraju atomi pokrivnog metala tako da nastaju slitine (npr. supstitucijski ili intersticijski kristali mješanci). Slitina nastaje procesom difuzije tvari u neposrednom dodiru (od veće ka manjoj koncentraciji dok se one ne izjednače) iz praškaste smjese zagrijavanjem predobrañenih predmeta koje metaliziramo (više različitih postupaka). 204 KTF-Split Postupci Šerardiziranje – prevlačenje slitinama cinka Alitiranje – prevlačenje slitinama aluminja Inkromiranje – prevlačenje slitinama kroma Termosiliciranje – prevlačenje slitinama Si i silicidima Termoboriranje – prevlačenje slitinama bora i boridima. 205 KTF-Split Osnovni ciljevi difuzijske metalizacije Povećanje otpornosti prema visokim temperaturama. Povećanje korozijske otpornosti. Povećanje tvrdoće i otpornosti na habanje. 206 KTF-Split Šerardiziranje Postupak stvaranja površinskog sloja intermetalnog spoja željezo-cink na čeličnim predmetima u bubnjevima sa smjesom praha (90% cinka, 10% cinkovog oksida), pri temperaturi 300 – 400 ºC u trajanju 3-4 sata. Alitiranje Slojevi intermedijarnog spoja željezo-aluminij na površini predmeta od čelika i lijevanog željeza u smjesi praha aluminija i aluminijevog oksida u omjeru 1:1 uz dodatak 20% amonijevog klorida pri temperaturi 900°C. 207 KTF-Split Toplinsko kromiranje (termokromiranje) -svojstva termokromiranog materijala su analogna svojstvima kromnog čelika s istim sadržajem kroma. Toplinsko siliciranje (termosiliciranje) -u smjesi 60-90% silicija uz dodatak šamota i amonijevog klorida pri temperaturi od 1100 d0 1200°C u trajanju 2-24 s ata. Toplinsko prevlačenje iz parne faze (Chemical Vapour Phase Deposition) - slojevi titanovog karbida i titanovog nitrida. 208 KTF-Split Elektroplatiranje nemetalnih supstrata Za tehničke svrhe najčešće potrebna adhezija galvanskih slojeva na supstratima od nemetala bila je donedavno postizana samo u elektroplatiranju keramike, jer se za galvaniziranje potreban vodljivi površinski sloj može lako i čvrsto usidriti u keramičku masu nanošenjem filma od metalnog praha i prikladnog veziva za površinu izratka od tih materijala prije pečenja (npr. pri proizvodnji posrebrenog porculana). Zbog toga se elektroplatiranje nemetalnih supstrata donedavno ograničavalo uglavnom na elektroplatiranje izradaka od poroznih materijala (gipsa, terakote, drva, tekstila, umjetnih smola) samo radi dekoracije. U novije vrijeme za dobivanje elektroplatiniranih produkata od plastičnih masa proizvode se tzv. cijepljeni polimerizati (ABS plastične mase). 209 KTF-Split Izradci od plastičnih masa nevodljivi Od ABS polimerizata Od drugih plastičnih masa Jetkanje Učinjeni vodljivim pomoću dodataka Mehanička obrada Senzibiliziranje Kemijsko čišćenje Aktiviranje metaliziranje Reduktivno Naparivanjem Prevlakama i premazima Naljepljivanjem Galvaniziranje Metalizirani proizvodi Elektroplatirani proizvodi Principijelna shema važnih postupaka metaliziranja i elektroplatiranja izradaka od plastičnih masa. 210 KTF-Split Elektroplatiranje supstrata od plastičnih ABS-masa Za upotrebu supstrata od ABS-masa u elektroplatiranju bitno je što se nagrizanjem kiselim kupeljima s oksidacijskim djelovanjem (obično otopinom kromovog trioksida, sumporne i fosforne kiseline) u njihovim površinskim slojevima stvara mnoštvo kanala i kaverna u koje se metalizacijski sloj može čvrsto usidriti. U tu se svrhu nakon nagrizanja, površina senzibilizira kupelji koja sadrži kositrov diklorid, temeljito se ispere i aktivira kupelji koja sadrži sol nekog plemenitog metala (npr. za metaliziranje bakrom otopinom srebrenovog nitrata u amonijaku, za metaliziranje niklom otopinom paladijevog klorida i kloridne kiseline). Tako pripremljeni izradci mogu se onda elektroplatirati bilo kojim metalom jednako kako se to radi i pri elektroplatiranju metalnih izradaka. 211 KTF-Split Najvažnija svojstva ovim postupkom dobivenih proizvoda za tehničku primjenu jesu male težine, veća krutost i postojanost oblika (u usporedbi s proizvodima od neplatiranih proizvoda od plastičnih masa), mala vodljivost topline, povećana tvrdoća i, posebno, dobra električna vodljivost površine. Zbog toga značenje elektroplatiranja supstrata od nevodljivih materijala u posljednje vrijeme naglo raste u različitim područjima tehnike (posebno u industriji automobila, letjelica, telekomunikacijskih aparata i ureñaja, pisaćih strojeva i kućanskih aparata). Najčešći proizvodi u toj industriji su dijelovi elektroničkih ureñaja (posebno tiskani krugovi), ukrasne letve, okviri, tipkala, ručice, svjetiljke, sjenila itd. 212 KTF-Split Primjeri proizvoda od metalizirane plastike Ukrasni predmeti Dijelovi reflektora Kućišta elektroničkih ureñaja 213 KTF-Split ELEKTROFORMIRANJE (GALVANOPLASTIKA) Elektroformiranje je postupak izlučivanja metalnih slojeva na modele koji se kasnije uklanjaju, što omogućuje vjernu reprodukciju reljefa i oblika modela a time i njegovo kopiranje. Tehnički, to je proces sintetiziranja metalnog predmeta upravljanim elektrotaloženjem metala, koji u obliku svojih iona prolazi kroz otopinu elektrolita, i izlučuje se na kalupu. Shematski bi se proces elektroformiranja mogao prikazati slijedećom slikom: 214 KTF-Split Razlika izmeñu galvanotehnike i galvanoplastike je u tome što se izlučivanjem metala na površini predmeta postupkom elektroformiranja dobiju gotovi zasebni predmeti koji se upotrebljavaju nakon uklanjanja podloge (kalupa), dok je kod elektroplatiranja izlučeni metal predstavlja prevlaku čvrsto povezanu s predmetom. Elektroformiranjem je moguće dobiti vjernu reprodukciju kalupa, gotovo bez dimenzijskog odstupanja, čak i kod vrlo složenih kalupa. Kod elektroformiranja mikro i nano ureñaja postignuta je dimenzijska tolerancija od 1.5 – 3 nanometara. 215 KTF-Split Primjeri proizvoda dobivenih elektroformiranjem Kutija, galvanoplastika u bakru, posrebrena i pozlaćena, Muzej za umjetnost i obrt, Zagreb. Kalup izrañen elektroformiranjem prema medalji. 216 KTF-Split Izrada modela Modeli od nemetala Modeli od metala Nanošenje vodljivog sloja Nanošenje razdvojnog sloja Mehanička priprema Galvaniziranje Pojačavanje Mehanička obrada Odvajanje modela Završna obrada modela (galvanoa) Principijelna shema općenitog postupka elektroformiranja. 217 KTF-Split Modeli za elektroformiranje Model za elektroformiranje mora biti dovoljno točno izrañen. Promjene njegovog oblika ne smiju prekoračiti granice odreñene tolerancijama. Mora biti dovoljno stabilan u uvjetima procesa (mali koeficijent toplinskog istezanja, velika čvrstoća i dobra korozijska otpornost). Modeli za elektroformiranje mogu se podijeliti na modele za jednokratnu uporabu i modele za višekratnu uporabu. Modeli za jednokratnu uporabu izrañeni su od slitina niskog tališta ili od materijala koji se može lako rastaliti ili otopiti u odgovarajućim otapalima, kao što su voskovi ili plastične mase. Modeli za višekratnu uporabu izrañeni su od čelika i oni se mehanički odvajaju od izratka. 218 KTF-Split Nanošenje razdvojnih i vodljivih slojeva Razdvojni slojevi nužni su pri elektroformiranju na metalnim modelima da se spriječi prianjanje galvanskih slojeva na supstrat i time omogući odvajanje od galvanoa nakon galvanizacije. Od njih se traži još i to da su što potpunije i sami odvojivi od galvanoa zajedno s modelom. Obično se to postiže obradom supstrata otopinama soli, npr. borata, kromata, oksalata, sulfida, jodida. Time nastaju skoro monomolekularni filmovi metala supstrata, tako da ne smanjuju točnost reprodukcije. Inače se razdvojni slojevi formiraju lakiranjem, ili oblaganjem voskovima ili sličnim materijalima. Razdvojni slojevi na modelima od metala često se formiraju i kemijski (reduktivnim) posrebrivanjem, nakon što se obrade otopinama kositrova(II) klorida. 219 KTF-Split Vodljivi slojevi potrebni za elektroformiranje na modelima od izolatora slični su opisanima pri elektroplatiranju na supstratima od nemetala, samo što, kao i razdvojni, moraju biti odvojivi zajedno s modelom. Najčešće se vodljivi slojevi modela formiraju reduktivnim posrebrivanjem. Na modelima od kombinacije metala i plastičnih masa ti slojevi ujedno služe i kao razdvojni. 220 KTF-Split Proizvodnja folija i filmova elektroformiranjem Elektroformiranje je u mnogim slučajevima najprikladniji postupak za dobivanje vrlo tankih limova i metalnih folija. Od tih proizvoda najvažniji su limovi od bakra za elektrotehniku, (osobito za tiskane spojeve). Ti bakreni limovi izgrañuju se komadno na plosnatim ili cilindričnim modelima ili u neprekidnoj traci, pri čemu za modele služe rotirajući bubnjevi. Za proces su bitne modelne površine. Obično se dobivaju na dosta debelom sloju olova (npr. od 25 mm) brušenjem i poliranjem. U takvom stanju održavaju se modelne površine i stalnim poliranjem za vrijeme pogona (četkanjem). Tako prireñene i održavane modelne površine izdrže neprekidnu upotrebu razmjerno dugo (do 2 godine). 221 KTF-Split Za galvaniziranje u proizvodnji trake od tankog bakrenog lima elektroformiranjem služi ureñaj prikazan na slici s katodno priključenim bubnjem koji se polako okreće i djelomično je uronjen u kupelji, gdje su mu nasuprot smještene dvije netopive anode od olova s koncentričnim cilindričnim površinama. Kupelj je obično sulfatna. Konvekcija pod utjecajem razvijanja plina na anodi nije dovoljna za proces i pojačava se ubrizgavanjem komprimiranog zraka kroz otvor meñu anodama. Pri gibanju površine bubnja kroz kupelj, na njemu nastaje sloj bakra s debljinom obrnuto proporcionalnoj brzini okretanja. Na taj se način nastali lim ispere i suši dok je još na bubnju, izvan kupke, a zatim se namata na svitke. 222 KTF-Split 1. bubanj; 2. ureñaj za namatanje trake lima; 3. ureñaj za četkanje; 4. i 5. pogonski ureñaji; 6. anode. Shema reaktora za elektroformiranje trake od tankog bakrenog lima. 223 KTF-Split Proizvodnja cijevi elektroformiranjem Proizvodnja cijevi elektroformiranjem poznata je još od početka stoljeća, ali nije mogla konkurirati drugim postupcima proizvodnje običnih cijevi. Njeno značenje za tehniku poraslo je u posljednje vrijeme s pojavom valovoda za radarsku i telekomunikacijsku tehniku, osobito što se elementi valovoda glatkih i tankih stijenki, kompliciranog oblika s četvrtastim presjekom, kakvi su potrebni u tehnici letenja, teško ili nikako ne daju jednako točno proizvesti drugim postupcima. U toj proizvodnji upotrebljavaju se modeli od topljivih ili lako topljivih smola, ponekad od voskova, pa se odvajaju otapanjem, odnosno istaljivanjem. Modeli od cerometala izbjegavaju se, jer se teže odvajaju. 224 KTF-Split Takvi elementi najviše se proizvode od bakra, kvalitetniji od srebra. Tamo gdje se traži još i otpornost prema mehaničkim i toplinskim naprezanjima pojačavaju se još i elektroplatiranjem slojem nikla. Na sličan način kao i valovodi, elektroformiranjem proizvode se i neke druge specijalne cijevi, npr. Pitotove cijevi za mjerenje brzine leta letjelica. 225 KTF-Split VODA U GALVANOTEHNICI Voda se u galvanotehnici koristi prvenstveno za: pripremu elektrolita, nadoknañivanje isparene vode iz kada za galvanizaciju, ispiranje, hlañenje. Za pripremu elektrolitske kupelji u pravilu se koristi demineralizirana ili deionizirana voda. Voda za ispiranje, barem za završno ispiranje treba biti slične kvalitete. Ionskih primjesa ne bi trebalo biti više od 5 - 10 mg/L kako bi se izbjeglo stvaranje mrlja na prevlakama prilikom sušenja. 226 KTF-Split Ispiranje Može se provoditi uranjanjem predmeta ili prskanjem. Pri uranjanju, voda je u kontaktu sa svim dijelovima površine predmeta koji su prethodno bili u kontaktu s otopinom. Pri prskanju predmeti složenijeg oblika mogu ostati nepotpuno oprani. Vrijeme zadržavanja predmeta u kadama znatno ovisi o tome da li je voda u mirnom stanju ili intenzivnom miješanju. Pri ispiranju prskanjem, upotrijebljena voda se obično ne vraća u sistem već se odvodi na pročišćavanje. Ispiranje uranjanjem uglavnom se provodi s ručnim opsluživanjem i poluautomatskim postrojenjima. U automatskim postrojenjima obično se kombinira prskanje i uranjanje. 227 KTF-Split Shema procesa ispiranja u dvije kade s neovisnim dotokom i odljevom vode. 228 KTF-Split Shema procesa protustrujnog ispiranja. 229 KTF-Split Shema procesa štednog ispiranja. 230 KTF-Split Obrada otpadnih voda iz galvanizacije Kemijski spojevi koji se primjenjuju u galvanotehnici vrlo su štetni po zdravlje, pa se zato ne smiju nalaziti u otpadnim vodama koje se izlijevaju u kanalizaciju. Spomenut ćemo slijedeće grupe spojeva: Organska otapala Kiseline i baze Soli metala Kromna kiselina i kromati cianidi. 231 KTF-Split Metode obrade otpadnih voda iz galvanizacijskih postrojenja 1. Kemijske a) Tretiranje kemijskim reagensima b) Ionska izmjena 2. Elektrokemijske 3. Termičke 4. Adsorpcijske 5. Elektrodijaliza 6. Elektroosmoza 232 KTF-Split Postupak tretiranja kemijskim reagensima Postupak se zasniva na kemijskim reakcijama oksidacije cianida, redukcije kromata, neutralizacije kiselina i baza te taloženja hidroksida metala. U ovisnosti od volumena, vrste i koncentracije otpadnih voda, kemijska obrada može biti protočna i neprotočna. U svrhu što djelotvornijeg pročišćavanja, otpadne vode se dijele po oblicima zagañenosti i posebno obrañuju kao što je shematski prikazano na slijedećoj slici: 233 KTF-Split Tehnološka shema protočnog postupka za obradu cianidnih i kromatnih otpadnih voda. 234 KTF-Split Reagensi i radni uvjeti obrade otpadnih voda Način pročišćavanja Reagensi pH t / ºC Vrijeme / min Oksidacija cianida NaOH, Cl2, NaOCl, O3 10.5 – 11.5 35 20 – 40 Redukcija kromata H2SO4, HCl, NaHSO3 2.0 – 2.5 20 20 Oksidacija nitrita H2SO4, HCl, NaOCl, Cl2, O3 3.5 – 4.0 30 20 – 40 Neutralizacija i taloženje teških metala H2SO4, HCl, NaOH, vapneno mlijeko, soda 8.0 – 9.0 20 – 30 20 Taloženje uz flokulaciju Koagulansi i flokulansi - - 240 235 KTF-Split Ekološki zahtjevi za promjenama u galvanostegiji Zahtjev za promjenom postupka Moguće rješenje i teškoće u provoñenju Odustati od odmašćivanja halogeniranim ugljikovodicima trikloretanom, trikloretilenom, perkloretilenom, freonima itd.) Zamjena halogeniranih ugljikovodika drugim sredstvima (npr. silikatnim ili boratnim otopinama, detergentima i sl.) uz odreñeno smanjivanje brzine i djelotvornosti odmašćivanja. Napuštanje primjene cianidnih elektrolita. Primjena necianidnih elektrolita, koji imaju manju moć raspodjele, tj. sposobnost izlučivanje prevlake ravnomjerne debljine na površini izratka. Odustati od primjene Cr(VI) spojeva u elektrolitima za kromiranje. Pokušavaju se primijeniti elektroliti na bazi Cr(III) spojeva, ali za sada bez znatnijeg uspjeha, zbog slabe kvalitete nastalih prevlaka. Odustati od primjene kromatiranja galvanskih prevlaka Zn ili Cd, kako bi se izbjegla uporaba elektrolita na bazi Cr(VI) spojeva. Kromatiranjem se znatno povećava otpornost Zn i Cd prevlaka u industrijskoj i morskoj atmosferi. U literaturi se navodi da se kromatiranje Zn može zamijeniti obradom u otopinama s Mo, Zr i Ti spojevima Ne primjenjivati prevlačenje kadmijem. U večini slučajeva Cd prevlake mogu se uspješno zamijeniti Zn prevlakama, koje su podjednako djelotvorne za zaštitu čelika od korozije kao i Cd prevlake. Prednost Cd prevlaka leži u većoj otpornosti u lužnatim otopinama te lakšem lemljenju u odnosu na Zn prevlake a takoñer su Cd prevlake prikladnije za predmete s narezima. Ne primjenjivati poolovljavanje ni nanošenje prevlaka od olovnih slitina. Za zaštitu od korozije u kiselim sulfatnim otopinama olovne prevlake su nezamjenjive. Dobra lemljivost Pb i PbSn prevlaka ostvariva je i nanošenjem prevlaka kositra i bez Pb. 236 KTF-Split Kao što proizlazi iz tabelarnog prikaza, neke ekološke zahtjeve galvanostegija vjerojatno neće moći ispuniti (npr. odustajanje od primjene spojeva 6-valentnoga Cr), dok će druge zahtjeve uz manje ili veće teškoće zadovoljiti (npr. odustajanje od primjene halogeniranih ugljikovodika za odmašćivanje, napuštanje kadmiranja i izlučivanja Pb i Pb-legura). Potpuno napuštanje cianidnih elektrolita neće biti moguće u dogledno vrijeme. Količinu otpadne vode trebat će smanjiti na minimum, pa će galvanizacije morati biti opremljene ureñajima za reciklažu uz korištenje ionskih izmjenjivača, elektrodijalize, reverzne osmoze itd. 237
© Copyright 2026 Paperzz