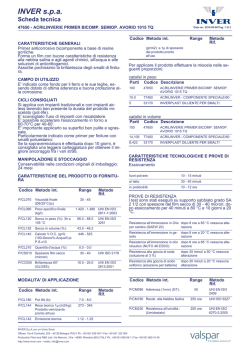
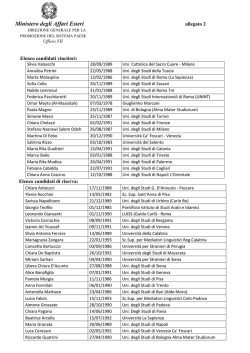
Marcatura CE Collaudi e prove Normative Novità • Le verifiche metrico legali dei distributori di benzina • Test su prodotti ad uso medicale • Il nuovo regolamento 305 che sostituisce la direttiva prodotti da costruzione • Formazione Istituto Giordano: nuovi corsi e nuove qualifiche • Acciaio strutturale • Prove su vasche prefabbricate disoleatrici n. 1 - Luglio 2013 Rivista di innovazione tecnica e scientifica a cura dell’Istituto Giordano - Bellaria (RN) Tariffa R.O.C.: “Poste Italiane S.p.A. - spedizione in Abbonamento Postale - D.L. 353/2003 (conv. in L. 27/02/2004 no46) art.1 comma 1 - DCB Rimini”. valida dal 22/03/2005 Ente di Certificazione, Laboratorio di Prove multidisciplinare, Ente di Ricerca ed Ente di Formazione è in grado di supportare le carpenterie metalliche in tutte le attività richieste per essere in regola. In qualità di Ente di Certificazione può: • • • • Certificare le Aziende del settore 17 (centri di trasformazione) ai sensi della UNI EN ISO 9001 per la gestione della Qualità Certificare l’azienda in conformità ai requisiti di qualità per la saldatura definiti dalla norma Contatti UNI EN ISO 3834:2006; Marcare CE (UNI EN 1090) i componenti strutturali UNI EN ISO 9001 / 3834 Dott.ssa Francesca Ambrosi in acciaio e alluminio Tel. 0541-322.285 - [email protected] Rilasciare i patentini per saldatori e qualificare MARCATURA CE UNI EN 1090-1 i processi di saldatura In qualità di Laboratorio autorizzato può: • Svolgere tutti i test richiesti quali analisi macrografiche, prove di durezza Vickers, prove meccaniche di trazione piegamento e resilienza etc.. In qualità di Ente di Formazione può: • Formare tutto il personale tecnico di stabilimento con corsi di formazione specializzati alla produzione, direzione e controlli non distruttivi. Ing. Marco Sarti Tel. 0541-322.304 - [email protected] QUALIFICA PATENTINI E PROCEDIMENTI Ing. Eugenio Berlini Tel 0541-322.275 - [email protected] PROVE SU PROVINI DI SALDATURA Dott. Paolo Orioli Tel. 0541-322.253 - [email protected] FORMAZIONE Maria Piccolo Tel. 0541 322 328 - [email protected] Sommario La marcatura CE La marcatura CE dell’acciaio (UNI EN 1090) 3 Le verifiche metrico legali dei distributori di benzina 21 Collaudi e prove n. 1 Test su prodotti ad uso medicale 6 Luglio 2013 Test di impatto con cannone su vetri ad uso ferroviario 10 Rivista quadrimestrale n. 1/13 - Anno XXIV Spedizione in A.P. 45% art. 2 comma 20/B legge 662/96 filiale di Forlì Reg. Trib. Rimini n. 7/88 del 17/03/88 Direttore Responsabile: Sara Lorenza Giordano Editore e Redazione: Istituto Giordano Spa via Rossini, 2 47814 Bellaria (RN) tel. 0541 343030 www.giordano.it Coordinamento editoriale: Sara Lorenza Giordano Comitato tecnico: Roberto Baruffa Eugenio Berlini Andrea Bruschi Raffaello Dellamotta Sara Lorenza Giordano Floriano Tamanti Progetto grafico: Barbara Caselli Impaginazione: Supporti Grafici Stampa: Pazzini Editore Via Statale Marecchia, 67 47827 Villa Verucchio (RN) Composti Organici Volatili (VOC) ; le nuove certificazioni richieste dalla Francia 11 Barriere antirumore ad uso ferroviario 12 Prove su imballaggi in legno 17 Prove su vasche prefabbricate disoleatrici 25 Novità Frigoristi: le nuove certificazioni obbligatorie 8 Formazione Istituto Giordano: nuovi corsi e nuove qualifiche 20 I nuovi certificati digitali Istituto Giordano 27 Normativa Nuovo regolamento 305 che sostituisce la direttiva prodotti da costruzione 14 Ricerca e innovazione Nuovi isolanti termo acustici 23 Tutti i diritti sono riservati Sommario 1 TNL arch. Sara Giordano Direttore Editoriale FACCIAMO SPAZIO ALL’INNOVAZIONE. Cari lettori, dopo l’ultimo numero monografico dedicato interamente all’acciaio, siamo tornati a pubblicare una rivista multidisciplinare… proprio come Istituto Giordano s.p.a. In questo periodo vi sono stati diversi cambiamenti che meritano una loro storia. Innanzi tutto dopo venti anni di applicazione della Direttiva Prodotti da Costruzione, si è giunti alla sua abrogazione con la sostituzione di un Regolamento Europeo (CPR 305) che apporta alcune significative modifiche e recepisce numerose prassi applicative all’attuale corpus di regole per marcare CE i prodotti da costruzione. Tale cambiamento comporterà delle regole nuove ma anche delle certezze comuni per tutti i prodotti che viaggeranno all’interno della nostra Comunità Europea. A tali cambiamenti e modifiche abbiamo dedicato l’articolo di pagina 14. Altre importanti novità riguardano le qualifiche del personale e nello specifico i nuovi patentini per frigoristi. Istituto Giordano già presente da oltre 15 anni nella formazione ha colto subito l’occasione per offrire un servizio completo alle aziende che si occupano di gas serra, potendo offrire sia i patentini per frigoristi che la certificazione aziendale obbligatoria dal 12 giugno scorso (vedi articolo pag. 8). Infine anche all’interno dell’Istituto Giordano abbiamo innovato creando un nuovo sistema di firme digitali per i documenti (certificati ed attestati di prova) che ci consentirà di essere più organizzati, veloci e competitivi. I nuovi certificati digitali saranno così subito disponibili in rete augurandoci di aver esaudito uno dei desideri più comuni dei nostri clienti; la celerità (vedi articolo pag. 27). Le novità normative e legislative non si fermano qui ed all’interno di questo numero troverete molti spunti. Buona lettura. ASSISTENZA CLIENTI 0541 322 350 Un numero dedicato ai Clienti che hanno la necessità di essere guidati attraverso i servizi di certificazione e prove di Istituto Giordano. Il servizio è disponibile dalle ore 10 alle ore 12 dal lunedì al venerdì; un tecnico sarà a vostra disposizione dalle 10 alle 12 dal lunedì al venerdì. Email: [email protected] ISTITUTO GIORDANO S.P.A. Ente di Certificazione e Laboratorio notificato all’avanguardia nel testing di prodotto, certificazione, ricerca, progettazione e formazione dal 1959. L’intera struttura si compone di circa 300 addetti, 17 laboratori multidisciplinari, 42.500 m2 di superficie tra laboratori di prova e ricerca, oltre 300.000 certificati emessi, 55.000 contatti/mese sito www.giordano.it, 4 sedi operative in Italia e 1 Ufficio di rappresentanza in Cina. Istituto Giordano è un interlocutore unico per tanti servizi avendo riconoscimenti e autorizzazioni ministeriali che gli consentono di operare in vari ambiti; tra i riconoscimenti più importanti citiamo le Notifiche Ministeriali per operare come Ente notificato per le Unità da Diporto (94/25/CE), per l’Equipaggiamento marittimo (96/98/VE), per il controllo del CLS preconfezionato, l’autorizzazione in base alla legge n. 1086/71 per prove su calcestruzzi, acciai, etc., l’accreditamento ACCREDIA* (SGQ N° 057 A - SGA N° 046D - PRD N° 0082 B) per la certificazione sistema di gestione / di prodotto, gli accreditamenti ACCREDIA* (LAB N° 0021) per numerose prove di laboratorio, l’accreditamento ACCREDIA* (LAT n.020) per l’attività di taratura strumentazione. *l’elenco completo degli accreditamenti è disponibile su giordano.it I nostri numeri • 17 laboratori • 150 addetti • 200 ispettori su tutto il territorio italiano • 11 milioni di fatturato • 42.500 m2 di superficie tra laboratori di prova e ricerca • 350.000 certificati emessi • 55.000 contatti/mese sito giordano.it TNL 2 Editoriale LA MARCATURA CE DELL’ACCIAIO (UNI EN 1090-1) Cosa cambia per i centri di trasformazione dal 1° luglio 2014? Marco Sarti – Divisione Certificazione Prodotti – [email protected] A meno di un anno dalla sua entrata in vigore vediamo quali passaggi saranno obbligatori per essere in regola anche se si è già un centro di trasformazione. La normativa La norma UNI EN 1090-1 specifica i requisiti per la valutazione della conformità delle caratteristiche dell’esecuzione di componenti strutturali in acciaio e alluminio e per prodotti in kits immessi sul mercato come prodotti da costruzione; descrive inoltre i requisiti e le modalità per l’apposizione della Marcatura CE, secondo la Direttiva 89/106/CEE oggi abrogata dal Regolamento (UE) n. 305/2011. Quali aziende sono coinvolte? Tutte le aziende che realizzano strutture in acciaio e pertanto già soggette ai requisiti previsti per i centri di trasformazione nell’ambito degli acciai per carpenteria metallica (§11.3.4.10 del DM 14.01.2008), dovranno prevedere l’implementazione della Marcatura CE secondo UNI EN 1090-1 dei prodotti realizzati, con applicazione volontaria già dal 1 dicembre 2010, ed obbligatoria a partire dal 1 luglio 2014, data che definisce la fine del periodo di coesistenza e l’inizio della cogenza della marcatura CE. La norma si applica ad aziende di qualunque dimensione e struttura ed identifica l’attività di produzione in 4 diverse classi di esecuzione in modo da implementare controlli e processi sulla base della complessità dei prodotti realizzati ed al loro impiego. Marcatura paragrafo CE 3 TNL Le classi di esecuzione Capire e definire in quale classe di esecuzione si opera è un’informazione fondamentale per poter realizzare un prodotto e certificarlo. Questa informazione può essere fornita dal progettista, dalle caratteristiche dell’opera nella quale il prodotto va inserito o come informazione relativa alla produzione commercializzata. La norma definisce 4 classi di esecuzione (EXC) che vanno da EXC1 per strutture non saldate, che non sono soggette a fatica e con materiale con basse caratteristiche meccaniche, fino a EXC4, per strutture soggette a fatica e per impieghi in grandi opere di ingegneria civile. Lo standard EN 1090-1 non contiene direttamente norme che disciplinano la progettazione strutturale e i calcoli relativi alle costruzioni, ma le richiama puntualmente. Le specifiche di progettazione e calcolo sono stabilite nelle rispettive sezioni degli Eurocodici serie 3, 4 e 9 sebbene sia possibile progettare seguendo input differenti come riferimenti nazionali, richieste di capitolato ovvero del committente. La UNI EN 1090-1 si avvale di due norme di supporto: UNI EN 1090-2 e UNI EN 1090-3 per i prodotti in acciaio ed in alluminio rispettivamente, ed all’interno di queste norme, una volta definita la classe di esecuzione, vengono riportate le attività ed i controlli da effettuare in produzione. Per un azienda che oggi è un centro di trasformazione acciaio cosa cambia? La UNI EN 1090-1 è una norma concettualmente diversa rispetto alla UNI EN ISO 9001 e sposta l’attenzione della certificazione sul mantenimento delle prestazioni della produzione piuttosto che sulla soddisfazione del cliente, ed in particolare per la produzione di componenti e kits in acciaio si riferisce alla UNI EN 1090-2. Questa parte richiama al suo interno le prescrizioni della UNI EN ISO 3834 in funzione della classe di esecuzione e possiamo riassumere i requisiti nella seguente tabella: EXC1 ISO 3834-4 EXC2 ISO 3834-3 EXC3 ISO 3834-2 EXC4 ISO 3834-2 Il personale addetto alla saldatura e le procedure di saldatura devono essere qualificati come indicato al paragrafo 7.4 della UNI EN 1090-2; se l’azienda TNL 4 Marcatura CE ha già personale qualificato e le relative WPQR (Welding Procedure Qualification Record ovvero certificato di qualifica della procedura di saldatura) non deve rieffettuare tale attività purchè in corso di validità. Il personale di coordinamento della saldatura deve essere adeguatamente qualificato e competente in funzione della classe di esecuzione e del tipo di prodotto da realizzare e deve saper gestire procedure e materiali legati al prodotto da realizzare: la norma definisce le frequenze dei controlli non distruttivi e le modalità di esecuzione dei controlli visivi che devono essere effettuati su tutti i componenti saldati. La UNI EN 1090-2 oltre a dedicare un’ampia parte all’attività di saldatura, definisce procedure e controlli per l’accettazione del materiale, stabilisce requisiti sulle tolleranze geometriche, fornisce indicazioni sui procedimenti di taglio, formatura, foratura e fissaggio meccanico infine dedica anche una parte ai trattamenti superficiali e al grado di preparazione delle superfici per garantire le prestazioni di durabilità. Una richiesta specifica della norma UNI EN 1090-1 è definire delle “specifiche di componente” che altro non sono che documenti nei quali vengono descritte le attività per realizzare una specifica lavorazione o uno specifico prodotto, indicando procedure, materiali e caratteristiche geometriche e tutte le indicazione necessarie per la produzione come la classe di esecuzione o specifiche WPS (Welding Procedure Specification o specifica di procedura di saldatura). La specifica di componente può essere definita dal produttore o dal suo cliente anche se prevalentemente saranno definite congiuntamente integrando le richieste del cliente con le procedure del produttore. Una certificazione a dimensione di azienda La norma UNI EN 1090-1 oltre a gestire la produzione in 4 classi di esecuzione e quindi imporre requisiti sull’attività produttiva vera e propria introduce anche 4 diversi metodi di marcatura CE distribuendo compiti e responsabilità tra produttore e cliente sulla base dell’attività realmente effettuata. In questo modo un fabbro che realizza i prodotti su disegno del cliente può gestire comunque un processo di certificazione ai sensi della UNI EN 1090-1 attenendosi esclusivamente ai disegni forniti, alle specifiche del materiale e di produzione indicate dal cliente stesso o dal suo progettista senza entrare nel merito della progettazione. In questo caso il metodo di marcatura CE è definito come “metodo 3a” ed il produttore dichiarerà di aver realizzato un prodotto conforme alla specifica di componente fornitagli dal suo cliente. Un’azienda strutturata o che vuol fornire un pacchetto completo di progettazione al cliente può farlo utilizzando il “metodo 2” o il “metodo 3b” fornendo un il prodotto corredato di progettazione strutturale, la quale può essere eseguita interna all’azienda o gestita come attività in out-sourcing; la differenza tra i due metodi sopra riportati è che nel “metodo 3b” i dati di input alla progettazione possono arrivare dal cliente o da specifici capitolati tecnici. L’ultimo metodo previsto è il “metodo 1” che si applica alle produzioni, per esempio tipiche di un’azienda che realizza componenti in acciaio a catalogo, senza entrare nella progettazione della struttura finale dove le prestazioni principali gestite dal produttore sono le caratteristiche del materiale costituente e le caratteristiche geometriche, anche in questo caso la progettazione è esclusa dallo scopo di certificazione. La certificazione UNI EN 1090-1 prevede, ai fini del mantenimento della certificazione, l’effettuazione di audit di mantenimento con cadenza variabile e definita dalla tabella B.3 della norma UNI EN 1090-1 legati alla classe di esecuzione esercitata pertanto, dopo un primo periodo transitorio, le visite ispettive verranno effettuate ogni tre anni purchè coordinatore della saldatura, WPQR, materiali, attrezzature e strumentazioni principali impiegate per la produzione non abbiano subito variazioni rispetto alla precedente ispezione. Cosa può offrire Istituto Giordano? Istituto Giordano, Ente di Certificazione, Laboratorio di prove ed Ente di Formazione è in grado di supportare tutte le Carpenterie in ogni loro esigenza per intraprendere assieme un percorso di qualità. Nello specifico Istituto Giordano è : • Ente di Certificazione Accreditato Accredia per le ISO 9001 – ISO 3934 • Ente Notificato CPR (305/2011) per la Marcatura CE UNI EN 1090 • Ente Notificato PED (97/23/CE) per la qualifica delle procedure e dei patentini per saldatori • Ente di Formazione per le qualifiche dei CND ed altri corsi • Laboratorio di prova certificato ISO 9001 e Notificato (D.M.1086) per le prove sui campioni di saldatura. Inoltre siamo presenti su tutto il territorio italiano con la nostra rete di ispettori ed auditor offrendo la nostra esperienza ed assistenza clienti su edilizia, oil and gas, energia, pressione su vari materiali (acciaio, inox, nickel e leghe, rame e leghe, etc.) Marcatura paragrafo CE 5 TNL TEST SU PRODOTTI MEDICALI: Istituto Giordano offre un servizio di testing su prodotti ad uso sanitario. Eugenio Berlini in collaborazione con Marco Sarti - Paolo Bertini – lab. Security e safety – [email protected] Grazie alla multidisciplinarietà dei propri laboratori Istituto Giordano è in grado di offrire un’ampia gamma di prove su prodotti a uso sanitario. Premessa Istituto Giordano S.p.A. effettua presso i propri laboratori, test in coerenza a normative e standard nazionali ed internazionali su prodotti ad uso sanitario. A titolo di esempio descriviamo alcuni dei test che abbiamo eseguito su prodotti quali cateteri, aghi a farfalla, imballi medicali, sollevatori mobili per disabili etc. Determinazione della resistenza al carico di sollevatore mobile per disabili. Questa tipologia di campione è costituita da un sollevatore mobile per disabili con azionamento elettrico. TNL 6 Collaudi I test eseguiti sono per determinare la resistenza al carico del sollevatore e la resistenza al carico dell’imbragatura. Per determinare il primo requisito l’oggetto in prova è stato posizionato alla sua massima altezza e contemporaneamente sul braccio sollevatore è stata applicata una forza progressiva crescente ed in direzione verso il basso fino al cedimento della struttura. La determinazione della resistenza dell’imbragatura è stata eseguita applicando nella medesima condizione sopra citata, fino ad un carico di 1100 kg per registrare gli eventuali danni. Prove su cateteri venosi secondo le norme ISO 594-1 e ISO 594-2. La prova è stata eseguita secondo le prescrizioni delle seguenti norme: • ISO 594 1:1986 “Raccordi conici, con (Luer) 6% per siringhe, aghi ed altra strumentazione Medi-Cal - Parte 1: Requisiti generali”, in particolare: Paragrafo 5.4 “Metodo di prova per la forza di separazione del gruppo di raccordo conico”. • ISO 594 2:1998 “Raccordi conici al 6% (Luer) per siringhe, aghi ed altra strumentazione medica - Parte 2: Raccordi di serraggio”, in particolare: Paragrafo 5.4 “forza di separazione”; Paragrafo 5.5 “coppia di svitamento”; Paragrafo 5.7 “Resistenza di rilevante”; Gli elementi sottoposti a prova sono cateteri venosi periferici di sicurezza e le parti in prova sono indicate dalla lettera “A” “B” “C”. Cateteri venosi periferici di sicurezza. DEVI QUALIFICARE UN SALDATORE O UN PROCESSO DI SALDATURA? ISTITUTO GIORDANO TI OFFRE: Rete di ispettori di saldatura su tutto il territorio italiano; ISO 9001 per prove su campioni di saldatura; Ritiro gratuito dei campioni di prova; 1090; Laboratorio PED e Saldature Ing. Berlini Eugenio [email protected] www.giordano.it Ente di formazione per tutto il personale addetto; Vasta esperienza ed assistenza clienti su oil and gas, energia, pressione su materiali (inox, nickel, rame ect.) paragrafo 7 TNL FRIGORISTI: LE NUOVE CERTIFICAZIONI OBBLIGATORIE. La certificazione del personale e delle aziende che operano nella installazione, manutenzione o riparazione contenenti F-GAS (DPR 43/2012) Redazione Tecnica – [email protected] È in vigore dal 12 giugno 2013, l’obbligo di certificare il personale (patentino) e l’azienda (certificazione aziendale) che opera nei gas fluorurati. Premessa Il Protocollo di Kyoto è un trattato internazionale del 1997 ed entrato in vigore nel 2005 con l’obiettivo di rallentare il riscaldamento globale. Impegna i paesi sottoscrittori ad una riduzione quantitativa delle proprie emissioni di gas ad effetto serra rispetto ai livelli di emissione del 1990 (anno di riferimento). L’Unione europea si è prefissata un impegno di riduzione del 8% tra i gas individuati nel protocollo ci sono tre gruppi di gas fluorurati (i cosiddetti F-GAS) TNL 8 Novità • Idrofluorocarburi (HFC) • Perfluorocarburi (PFC) • Esafloruro di zolfo (SF6) Tali gas contribuiscono in maniera significativa all’incremento dell’effetto serra del pianeta. Per arrivare ad ottenere tale scopo è stato emesso il Regolamento 842/2006 dal quale derivano i seguenti obblighi: • Contenimento delle perdite di F-gas • Recupero degli F-gas • Certificazione di personale e imprese. Il Regolamento n. 303/2008 Al fine di consentire all’operatore di adempiere all’obbligo di avvalersi di personale certificato, il Regolamento 842/2006 assegna agli Stati membri il compito di istituire un sistema di certificazione per il personale e per le imprese che si basa sui requisiti minimi previsti dal Regolamento (CE) n. 303/2008. L’Italia ha dato attuazione al Regolamento (CE) N. 842/2006 con il Decreto del Presidente della Repubblica n. 43/2012 entrato in vigore il 5 maggio 2012 che istituisce, in particolare: • Il Registro Nazionale delle Persone e delle Imprese certificate • Il sistema di certificazione delle Persone e delle Imprese Tale certificazione ha la durata di 5 anni, nell’arco dei quali verranno effettuate: • una verifica ispettiva presso la sede dell’impresa entro il secondo anno di certificazione • delle verifiche documentali entro il primo, terzo e quarto anno di certificazione. Per ulteriori informazioni su entrambe le certificazioni potete contattare la segreteria tecnica di Istituto Giordano ad [email protected]. Qualifiche del personale Istituto Giordano. Il nostro Ente di formazione svolge regolarmente corsi di qualifica per: - Patentino per Frigoristi (cod. 3QP) - Patentino per Brasatori – UNI EN ISO 13585 (cod. 6QP) Obblighi delle Imprese È obbligo delle imprese che operano con gas fluorurati di iscriversi al registro nazionale (f-gas.it) dichiarando il proprio personale certificato e la propria azienda certificata. La qualifica del personale La qualifica del personale addetto alla manutenzione, installazione, riparazione di apparecchi contenenti F-gas si effettua attraverso il superamento di un esame svolto da un Ente Accreditato*. Sono previste 4 categorie di operatori che si differenziano sulla base delle attività che possono svolgere, si va dalla qualifica in livello I che da la possibilità di svolgere qualsiasi attività, fino alla IV per la quale è concesso solo il controllo delle perdite. La qualifica dell’azienda Per la certificazione Aziendale si prevedono 2 opzioni. Come integrazione della Certificazione ISO 9001 nel caso in cui un’azienda abbia già un sistema di certificazione aziendale in essere, oppure una nuova certificazione che prevede un percorso di qualità, ovvero si deve aver predisposto un PIANO DELLA QUALITÀ atto a dimostrare i seguenti requisiti: • impiego di personale certificato in numero sufficiente da coprire il volume delle attività oggetto della certificazione. • disponibilità, per il personale impiegato nelle attività per cui è richiesta la certificazione, degli strumenti e delle procedure necessarie al loro svolgimento. * Istituto Giordano, grazie al riconoscimento di IMQ è centro esami per qualificare il personale tecnico per tutte le categorie. Inoltre è in grado di supportare le aziende in tutta la parte certificativa fino all’ottenimento del certificato aziendale richiesto. paragrafo Novità 9 TNL VETRI STRATIFICATI PER PARABREZZA FERROVIARI. Il test di resistenza all’impatto attraverso lo sparo di un proiettile da un cannone di prova. Luca Bonini – resp. Allestimenti Speciali – [email protected] Le specifiche tecniche delle Ferrovie dello Stato prevedono di testare i vetri delle cabine di guida con un test che ne garantisca la sicurezza all’impatto. Premessa La resistenza all’impatto di vetri stratificati per i parabrezza di rotabili ferroviari è un requisito richiesto dalle specifiche tecniche delle Ferrovie dello Stato (FS308474 rev. 7). Istituto Giordano ha sviluppato negli anni, grazie alla sua multidisciplinarietà, un insieme di strumentazioni e di competenze tecniche in grado di supportare le aziende produttrici di componentistica ad uso ferroviario e più in generale in ambito trasporti, in tutte quelle prove “speciali” che hanno la necessità di allestimenti ad hoc per norme particolari o per specifiche tecniche della committenza. Test di resistenza all’impatto di vetri di sicurezza Questo test si effettua su campioni di vetro composto da n. 4 strati ed è eseguita secondo le prescrizioni della specifica tecnica FS308074 rev. 7 “vetri di sicurezza frontali per cabine di guida dei rotabili ferroviari”, paragrafo 6.2.10 “prova di resistenza all’impatto”. Si esegue utilizzando diverse strumentazioni quali: camera climatica, termo igrometro, cannone ad aria compressa per prove balistiche, n. 4 proiettili realizzati secondo la specifica tecnica, manometro digitale, rivelatore di velocità, multimetro, cornice in acciaio per il sostegno provini ed infine una trincea di contenimento in c.a. TNL 10 Collaudi La prova di resistenza all’impatto o prova balistica ha lo scopo di verificare la resistenza dello stratificato all’azione perforante di un oggetto scagliato contro di esso ad alta velocità. Essa deve essere eseguita su 2 campioni a due temperature diverse (20 °C e 0 °C); contro ciascun campione viene sparato un proiettile con massa pari a 1000 g e di dimensioni definite dalla stessa specifica tecnica. La prova balistica si ritiene superata se i provini con vetro stratificato senza pellicola, pur lesionandosi, non sono stati perforati dal proiettile. Altresì sui provini di stratificato con pellicola si intende superata la prova se non sono stati perforati dal proiettile e se la pellicola antischeggia non presenta nessuna rottura che possa essere associata ad una possibile proiezione di schegge del vetro interno. 1. 4. 2. 1) proiettile: fotografia del proiettile realizzato secondo la specifica tecnica FS308474_allegato D 2) cannone: allineamento del cannone ad aria compressa 3) vetroarticolare del punto di impatto sul provino 4) vetroparticolare del provino sul lato opposto alla superficie d’impatto. COMPOSTI ORGANICI VOLATILI (COV o VOC): l’analisi secondo la UNI EN ISO 16000-9 Giombattista Traina – Laboratorio Chimica – [email protected] L’analisi è obbligatoria per il commercio con la Francia di prodotti edili quali vernici, controsoffitti, adesivi, pannelli legno etc… Premessa Tutti i prodotti che vengono commercializzati in Francia dal 1° gennaio del 2012 hanno l’obbligo di riportare un’etichetta che identifichi il loro livello di emissione dei composti organici volatili. Dopo il 1° settembre 2013 anche i prodotti immessi sul mercato prima del 1° gennaio del 2012 dovranno rispettare le stesse prescrizioni. Cosa sono i Composti Organici Volatili Sono una serie di sostanze (tutte contenenti carabonio) in miscele complesse che evaporano con facilità già a temperatura ambiente. Vi è una lunga lista ma i più noti sono gli idrocarburi alifatici, gli idrocarburi aromatici (benzene e derivati) gli idrocarburi clorurati (cloroformio, cloro benzeni) gli alcoli (etanolo, butanolo) e la formaldeide. In quali prodotti si trovano? Molti prodotti e materiali presenti nelle abitazioni domestiche contengono VOC che possono essere rilasciati col tempo come ad esempio: • pitture e prodotti associati • pavimenti vinilici • materiali in legno • multistrato (MDF) • moquette • controsoffitti • isolanti • porte e finestre • adesivi, mastici, colle, sigillanti… Determinazione delle VOC e Formaldeide attraverso prove di laboratorio. Il nostro Istituto è in grado di testare i vari materiali per determinarne i livelli di emissione di sostanze organiche volatili secondo la UNI EN ISO 16000-9 in camera di prova. l campione, oggetto dell’analisi, viene inserito in una camera di prova in condizioni di temperatura e umidità controllata per 28 giorni, successivamente le analisi vengono fatte sull’aria in uscita dalla camera dopo 3 e 28 giorni. Il laboratorio esegue anche i test di emissione di Formaldeide secondo la UNI EN 7171, UNI EN 717-2 e UNI EN 717-3. Quali effetti ha sulla salute l’esposizione al VOC? L’esposizione ai VOC può provocare effetti sia acuti che cronici sulla salute. Dall’irritazione agli occhi, naso e gola, al mal di testa fino a danni ai reni, fegato ed al sistema nervoso. Esempio di etichetta - le categorie A+ hanno emissioni basse, C hanno emissioni alte. paragrafo Collaudi 11 TNL BARRIERE FERROVIARIE ANTIRUMORE: Prove acustiche eseguite sotto accreditamento Accredia Andrea Bruschi – resp. Test barriere antirumore – [email protected] Da marzo 2013 il laboratorio di Acustica è accreditato per eseguire i test relativi alle normative di settore. Presentazione Istituto Giordano, si occupa da anni di testing di prodotto, certificazione, ricerca, progettazione e formazione ed è diventato, sempre di più un Ente di riferimento per i test su prodotti di contenimento acustico ferroviario ed autostradale. Nell’ambito delle prove proposte dai nostri laboratori multidisciplinari vi sono i test di acustica ma anche l’omologazione meccanica e a fatica per le barriere acustiche per uso ferroviario. Cos’è l’interoperabilità ferroviaria? Con questo termine si intende la capacità dei sistemi ferroviari di consentire la circolazione sicura e senza soluzione di continuità dei treni su tutta la rete, garantendo il livello di prestazioni richiesto per le linee; tale capacità si fonda sull’insieme delle prescrizioni regolamentari, tecniche ed operative che debbono essere soddisfatte per ottemperare ai requisiti essenziali. TNL 12 Collaudi Da qualche anno, in Europa, sono state deliberate due importanti Direttive Comunitarie 2008/57/CE e 2009/131/CE relative alla INTEROPERARABILITA’ DEL SISTEMA FERROVIARIO COMUNITARIO. L’Istituto Giordano, già presente nella certificazione del settore viabilità autostradale e ferroviaria, ha intenzione di incrementare e valorizzare ulteriormente la sua presenza nel settore ferroviario, ritenuto importante nel presente e forse strategico negli anni a venire. Nell’ambito generale della interoperabilità ferroviaria, si stanno pubblicando numerose normative armonizzate a livello comunitario, per valutare la conformità dei dispositivi ferroviari. In particolare, nell’ambito della protezione dal rumore, grande importanza è stata data e verrà ulteriormente data ai sistemi passivi di riduzione del rumore, le così dette barriere antirumore. • UNI EN 16272-2:2012 Applicazioni ferroviarie - Binario - Barriere antirumore e dispositivi correlati che agiscono sulla propagazione del suono per via aerea - Metodo di prova per determinare la prestazione acustica - Parte 2: Caratteristiche intrinseche - Isolamento acustico per via aerea in laboratorio in condizioni di campo diffuso. • UNI EN 16272-3:2012 Applicazioni ferroviarie - Binario - Barriere antirumore e dispositivi correlati che agiscono sulla propagazione del suono per via aerea - Metodo di prova per determinare la prestazione acustica - Parte 3-1: Spettro normalizzato del rumore ferroviario e indice di valutazione per applicazioni in campo diffuso. Nel 2012 sono state pubblicate tre norme di una serie di normative armonizzate CE , che riguardano la loro caratterizzazione acustica in laboratorio di isolamento ed assorbimento acustico: • UNI EN 16272-1:2012 Applicazioni ferroviarie - Binario - Barriere antirumore e dispositivi correlati che agiscono sulla propagazione del suono per via aerea - Metodo di prova per determinare la prestazione acustica - Parte 1: Caratteristiche intrinseche - Assorbimento acustico in laboratorio in condizioni di campo diffuso Cosa può fare Istituto Giordano? Il laboratorio di acustica e vibrazioni dell’Istituto Giordano nel marzo di questo anno ha conseguito l’accreditamento da parte di Accredia, l’ente di accreditamento nazionale, che attesta ufficialmente la competenza tecnica del laboratorio relativamente alle prove descritte dalle norme UNI EN 16272 in conformità alle prescrizioni della norma internazionale UNI CEI EN ISO/IEC 17025:2005 “Requisiti generali per la competenza dei laboratori di prova e di taratura”. paragrafo Collaudi 13 TNL Il NUOVO REGOLAMENTO (UE) N. 305/2011 che sostituisce la direttiva prodotti da costruzione (89/106/CE). Redazione tecnica – [email protected] Entrato in vigore il 1° luglio 2013, fissa condizioni armonizzate per la commercializzazione dei prodotti da costruzione in Europa. Premessa Dopo venti anni di applicazione della Direttiva Prodotti da Costruzione, si è giunti alla sua abrogazione con la sostituzione di un Regolamento Europeo (CPR 305) che apporta alcune significative modifiche e recepisce numerose prassi applicative all’attuale corpus di regole per marcare CE i prodotti da costruzione. Di seguito una sintesi dei passaggi principali del nuovo Regolamento. Cosa cambia nel significato di Marcatura CE? La prima novità è che con l’entrata in vigore del nuovo Regolamento tale significato passa da: Da Attestazione della Conformità (89/106/CEE) Inteso nel senso espresso dal Reg. (UE) 765/2008 Art.1 comma 2 (Salute, sicurezza e protezione per persone, animali e ambiente) a: A Dichiarazione di Prestazione A Costanza della Prestazione Chiarendo in questo modo che la marcatura CE di un prodotto da costruzione non costituisce una marcatura che assicura la sicurezza del prodotto in senso stretto, ma ne comunica le prestazioni al fine di poterlo impiegare in sicurezza in un’opera sicura. TNL 14 Normative Definizione: «prestazione di un prodotto da costruzione» La prestazione in relazione alle caratteristiche essenziali pertinenti, espressa in termini di livello, classe o mediante descrizione; Innovazioni maggiormente rilevanti. Di seguito si riporta un riassunto delle differenze riportate nel regolamento. Significato di Marcatura CE Dichiarazione di Prestazione Informazioni sulle sostanze Pericolose in base agli artt. 31 e/o 33 del Reg.(UE) 1907/2006 - REACH) Istruzioni ed Informazioni sulla sicurezza. Valutazione della Costanza della Prestazione Procedure semplificate Documentazione tecnica specifica e metodi alternativi Operatori Economici Ruolo dei Technical Assessment Body (TAB) Il documento principale, attorno al quale ruota tutto il processo di Marcatura CE dei prodotti da costruzione in base alle disposizioni del Reg. (UE) 305/2011 è la Dichiarazione di Prestazione (DoP). Questo documento che deve essere messo a disposizione del cliente nelle modalità stabilite dal Regolamento stesso deve contenere le seguenti informazioni: Il numero identificativo della D.o.P. Il codice identificativo unico del prodotto-tipo L’identificazione del prodotto da costruzione effettivamente immesso sul mercato Il nome e Indirizzo del Fabbricante Il sistema o i sistemi di valutazione della costanza della prestazione La norma armonizzata o Documento di valutazione tecnico di riferimento Identificazione dell’Organismo di Certificazione (se appropriato) La descrizione dell’attività svolta dall’Organismo di certificazione La documentazione rilasciata dall’Organismo di certificazione Il numero di riferimento della documentazione tecnica specifica (se utilizzata) L’uso o gli usi previsti La prestazione delle caratteristiche essenziali del prodotto da costruzione concernenti l’uso o gli usi previsti tenendo conto delle disposizioni del luogo ove il prodotto è immesso sul mercato L’elenco delle caratteristiche essenziali La prestazione di almeno una delle caratteristiche essenziali Per le caratteristiche essenziali elencate, per le quali non sia dichiarata la prestazione, le lettere «NPD» La prestazione, espressa in livelli o classi, o in una descrizione, del prodotto da costruzione in relazione a tutte le caratteristiche essenziali contenute nella corrispondente valutazione tecnica europea L’identificazione del Soggetto che rilascia la Dichiarazione di Prestazione Requisiti di base delle opere (ALL. I) Si evidenzia che i requisiti di base si riferiscono più chiaramente alle opere e passano da 6 a 7 con l’aggiunta di un’attenzione alle risorse naturali ed al pianeta. 1. Resistenza meccanica e stabilità 2. Sicurezza in caso di incendio 3. Igiene, salute e ambiente 4. Sicurezza e accessibilità nell’uso 5. Protezione contro il rumore 6. Risparmio energetico e ritenzione del calore 7. Uso sostenibile delle risorse naturali Sulla base di specifici Mandati, i prodotti da costruzione saranno portatori di caratteristiche coerenti con i requisiti di base delle opere. Definizione di Prodotto da Costruzione, l’introduzione del concetto di KIT. Si specificano due definizioni di seguito riportate: «prodotto da costruzione», qualsiasi prodotto o kit fabbricato e immesso sul mercato per essere incorporato in modo permanente … «kit», un prodotto da costruzione immesso sul mercato da un singolo fabbricante come insieme di almeno due componenti. Documentazione a corredo del prodotto da costruzione. Il produttore deve accertarsi di preparare e presentare l’elenco dei documenti sotto allegato; Dichiarazione di prestazione Marcatura CE Informazioni sulle Sostanze pericolose – REACH se necessario Istruzioni e Informazioni sulla sicurezza Documentazione tecnica se applicabile (Da conservare) Come già annunciato precedentemente, la ricerca di sostanze pericolose (REACH) all’interno dei prodotti da costruzione è una novità che va controllata e dichiarata assieme alla dichiarazione di prestazione: Articolo 31; Prescrizioni relative alle schede di dati di sicurezza Articolo 33; Obbligo di comunicare informazioni sulle sostanze presenti negli articoli I soggetti coinvolti dalle disposizioni del Reg. (UE) 305/2011 si moltiplicano. Oltre ai fabbricati il Regolamento definisce e coinvolge con specifici obblighi anche Mandatari, Importatori e Distributori. Riepilogo obblighi del fabbricante: Redigere la dichiarazione di prestazione Apporre la marcatura CE Conservare la documentazione tecnica e la dichiarazione di prestazione 10 anni Assicurare delle procedure adeguate per garantire la costanza della prestazione (FPC) Identificare il prodotto (marchio e lotto) Comunicare il loro nome e indirizzo Comunicare le informazioni sulla sicurezza Correggere e richiamare i prodotti non conformi Dimostrare la conformità alle autorità. Riepilogo obblighi del Mandatario: Ottiene un mandato scritto da un fabbricante Mantenere a disposizione la dichiarazione di prestazione e la documentazione tecnica specifica Normative paragrafo 15 TNL Fornisce le evidenze di conformità del prodotto Coopera con le autorità Il mandatario non è coinvolto nella redazione della documentazione tecnica. Riepilogo obblighi degli Importatori: Immettono sul mercato solo prodotti conformi al Reg. (CE) 305/2011 Si assicurano della verifica della costanza della prestazione Assicurano la produzione della documentazione tecnica Assicurano che il prodotto sia marcato e documentato (Marcatura CE Dichiarazione di prestazione, Informazioni sulle sostanze pericolose) Non immette sul mercato i non conformi alla dichiarazione di prestazione e al CPR Nel caso in cui l’importatore si avveda di un rischio informa il Fabbricante e le autorità Assicurarono la presenza delle informazioni di sicurezza Indicano sul prodotto o sull’imballo il loro nome e indirizzo Garantiscono le condizioni di conservazione e trasporto Se appropriato: eseguono prove, esaminano e registrano i reclami, i non conformi e i richiami e informano i distributori (FPC) In caso di consegna di non conforme gestiscono le correzioni e il richiamo Conservano una copia della dichiarazione di prestazione 10 anni Garantiscono la disponibilità della documentazione tecnica per le autorità Forniscono le evidenze di conformità alle autorità e cooperano con esse. Riepilogo obblighi dei Distributori: Esercitano la dovuta diligenza per rispettare il CPR Assicurano la documentazione del prodotto (marcatura, dichiarazione di prestazione, Informazioni sulle sostanze pericolose e informazioni sulla sicurezza) Assicurano i comportamenti conformi del fabbricante e dell’importatore Non immette sul mercato prodotti non conformi Garantisce le condizioni di conservazione e trasporto (magazzini) Assicurano le misure correttive di non conformi consegnati e applica procedure di richiamo Cooperano con le autorità e forniscono documentazione PROCEDURE SEMPLIFICATE Nel determinare il prodotto-tipo, un fabbricante può sostituire la prova di tipo o il calcolo di tipo producendo una appropriata documentazione tecnica specifi- TNL 16 Normative ca di validazione la quale dimostri che il prodotto da costruzione: raggiunge una certa prestazione senza prove o calcoli, conformemente alle condizioni precisate nella pertinente specifica tecnica armonizzata o in una decisione della Commissione; corrisponde al prodotto-tipo di un altro prodotto da costruzione, fabbricato da un altro fabbricante è già sottoposto a prove. Il fabbricante può usare i risultati di prova ottenuti da un altro fabbricante solo con l’autorizzazione di quest’ultimo; è un insieme di componenti, che il fabbricante stesso assembla in base a precise istruzioni del fornitore dell’insieme o di un suo componente, i l quale ha già sottoposto a prove l’insieme o il componente. Il fabbricante può usare i risultati di prova ottenuti da un altro fabbricante o fornitore di sistemi solo con l’autorizzazione di tale fabbricante PROCEDURE SEMPLIFICATE PER MICROIMPRESE Le microimprese che fabbricano prodotti da costruzione che rientrano nell’ambito di applicazione di una norma armonizzata possono sostituire la determinazione del prodotto-tipo in base a prove di tipo per i sistemi applicabili 3 e 4 di cui all’allegato V mediante l’uso di metodi diversi da quelli previsti dalla norma armonizzata applicabile (documentazione tecnica). Tali fabbricanti possono inoltre trattare i prodotti da costruzione cui si applica il sistema 3 conformemente alle disposizioni relative al sistema 4. Il fabbricante deve dimostrare la conformità del prodotto da costruzione ai requisiti applicabili mediante una documentazione tecnica specifica nonché dimostrare l’equivalenza delle procedure utilizzate con le procedure fissate nelle norme armonizzate. Per approfondimenti tecnici Istituto Giordano propone il nuovo corso: “Il nuovo Regolamento (UE) 305/2011 su Prodotti da Costruzione. Cosa cambia rispetto alla Direttiva; iter certificativo e responsabilità”. Prossime date 27/09 – 22/11 IMBALLAGGI IN LEGNO. Assoimballaggi e il progetto di qualificazione del settore degli imballaggi industriali. Domenico Corradetti – Federlegno Arredo – [email protected] Un progetto per la qualificazione del settore degli imballaggi industriali attraverso una nuova qualifica professionale. Premessa Una novità nel settore degli imballaggi industriali di Assoimballaggi (Associazione Nazionale delle industrie di imballaggi di legno, pallet, sughero e servizi logistici) aderente a FederlegnoArredo (Federazione italiana delle industrie del legno, del sughero, del mobile e dell’arredamento) viene dal lavoro svolto per portare avanti un progetto di qualificazione concretizzato finora attraverso tre importanti iniziative: 1. Corsi di qualificazione in due tipologie: una per “Imballatori” e l’altra per le figure di “Tecnico pro- gettista dell’imballo di legno/Tecnico dell’imballo di legno/Valutatore (Auditor) dell’imballo di legno”; 2. Attiva partecipazione ai lavori di revisione delle principali norme UNI relative all’imballaggio industriale nell’ambito del GL 6 “Imballaggi di legno”; 3. Istituzione di una nuova categoria merceologica dedicata al settore degli imballaggi industriali di legno, all’interno del “Registro dei Consulenti Tecnici del legno” di FederlegnoArredo. paragrafo Collaudi 17 TNL Corsi di qualificazione La caratteristica peculiare degli “Imballaggi Industriali“, nel contesto degli “imballaggi di legno in genere”, è relativa all’attitudine di questo tipo d’imballaggio a contenere prodotti industriali, soprattutto macchinari ed impianti destinati all’esportazione: I corsi, organizzati a Milano nel 2012 e del 2013 e presso Istituto Giordano dall’autunno 2013, sono finalizzati alla formazione e qualificazione delle figure professionali: • dell’IMBALLATORE, (UNI 9151, UNI 10858 e UNI 10920); • del TECNICO PROGETTISTA dell’imballo di legno*, (UNI 9151, UNI 10858 e UNI 10920); • del TECNICO dell’imballo di legno* (UNI 9151, UNI 10858 e UNI 10920); • del VALUTATORE (AUDITOR) di imballaggi di legno (UNI 10986), (*) Nuove figure introdotte nel corso della revisione della norma UNI 10920 I corsi per Imballatore hanno la durata di 36 ore per un totale di 6 giorni di lezione di 6 ore ciascuno. I corsi per Tecnici e Valutatori hanno invece la durata di 54 ore per un totale di 9 giorni di lezione di 6 ore ciascuno. Al termine dei due corsi sono previsti un esame e il rilascio di un attestato per il partecipante. L’intero progetto dei corsi è organizzato da Assoimballaggi in partnership con Conlegno, e con il patrocinio e il supporto scientifico di Rilegno, Istituto Italiano Imballaggio, CNR – IVALSA, Università di Trento, Università di Torino, Ministero delle Politiche Agricole, Alimentari e Forestali. Tali corsi sono il primo passo di un progetto di qualificazione e forniscono le competenze relazionali, metodologiche, normative e tecniche necessarie allo scopo e, nelle sue finalità, mirano altresì a fare acquisire strumenti di base che, integrati con interventi di aggiornamento continui nel tempo, possano supportare lo sviluppo professionale. I contenuti formativi del progetto tengono conto, oltre alle competenze professionali da traguardare, anche di quelle capacità ritenute trasversali in una visione europea della formazione. L’obiettivo successivo è l’assegnazione di un marchio volontario qualità prodotto IWP (che sarà gestito da Conlegno – Consorzio Servizi Legno Sughero) TNL 18 Collaudi alle aziende che avranno i requisiti previsti dal regolamento in fase di definizione. IWPG è l’acronimo delle “Industrial Wood Packaging Guidelines” (Linee Guida per l’Imballaggio Industriale di Legno), il documento base che oggi regola gli imballaggi industriali, visti nel loro insieme. Nelle prime sessioni dei corsi è stata grande l’adesione degli addetti ai lavori che hanno seguito gli interventi di importanti relatori sugli argomenti più legati ai passaggi “tecnico-normativi” che hanno portato alla ridefinizione dei calcoli strutturali: introduzione al calcolo, elementi di collegamento, realizzazione dell’imballaggio di legno, ipotesi progettuali, accelerazioni, ancoraggio, verifica al ribaltamento, accatastamento, selle e relativo calcolo, movimentazione con funi eccetera. Un momento di formazione nato da un’esigenza ben precisa, quella di promuovere la qualificazione. Perché se è vero che l’acuita concorrenza del mercato crea situazioni difficili, è puntando in alto che ci si può rilanciare, abbinando l’esperienza alle conoscenze scientifiche. Revisione norme UNI sull’imballaggio industriale Il Gruppo di lavoro “imballaggi di legno” - a cui partecipa anche l’Istituto Giordano – sta lavorando alla revisione delle seguenti norme tecniche: • UNI 10920; • UNI 9151 – parti 1,2 e 3; • UNI 10858 – parti 1,2,3,4; • UNI 10986 In particolare nella revisione della parte 3 della norma UNI 9151 (“Imballaggi di legno per contenuto maggiore di 300 kg – Dimensionamento e realizzazione”), si evidenzia la possibilità di impiegare prodotti di legno «per uso strutturale» per la costruzione dei contenitori, e la facoltà di scegliere fra il metodo di calcolo alle “tensioni ammissibili” e il metodo di calcolo agli “stati limite”. Per quanto riguarda la revisione della norma UNI 10858, il GL6 sta lavorando per arricchire le parti dedicate alle casse pieghevoli di legno e sta valutando la possibilità di produrre un documento normativo ad hoc per tale tipologia di imballaggio di legno. A tal proposito si segnala, per i produttori di casse pieghevoli di legno, il progetto di certificazione della portata attraverso il marchio IWP – Box intrapreso negli ultimi due anni da Conlegno e che prevede l’effettuazione di specifici test in laboratorio (per ulteriori informazioni è possibile visitare il portale di Assoimballaggi – www.assoimballaggi.it – e di Conlegno – www.conlegno.eu). Sezione “imballaggi industriali” nel “Registro dei Consulenti Tecnici del legno” di FederlegnoArredo Il progetto di qualificazione dell’imballaggio industriale passa anche attraverso il “Registro dei Consulenti Tecnici del legno” di FederlegnoArredo, uno dei “fiori all’occhiello” della stessa federazione: di recente infatti, il Comitato Operativo del Registro ha accettato la richiesta di Assoimballaggi per l’apertura di una specifica sezione merceologica relativa agli esperti di imballaggio industriale di legno. In questo modo anche gli esperti di imballaggio industriale di legno potranno, se interessati, fare richiesta di iscrizione al Registro previa superamento di una esame scritto e orale (per ulteriori informazioni è possibile visitare la seguente pagina del sito web di FederlegnoArredo – http://www.federlegnoarredo.it/it/servizi/registro-consulenti-tecnici-del-legno). Istituto Giordano, Ente di Certificazione e Laboratorio di prova multidisciplinare è in grado di effettuare tutti i test necessari ai fini di qualificare gli imballaggi in legno: • STACKING TEST Compressione dinamica fino a rottura secondo la normativa UNI EN ISO 12048 pto 7.1 • CARICO NOMINALE FONDO PALLETTIZZATO Determinazione del carico nominale del pallet utilizzato in scaffalatura secondo il test n. 1 della normativa UNI EN ISO 8611-1 Info: dott. Alessandro Trevisani 0541 322 373 – [email protected] paragrafo Collaudi 19 TNL AREA FORMAZIONE I nuovi corsi per la qualifica del personale (patentini) e per le aziende. Redazione Tecnica – [email protected] Nel calendario 2013 sono stati inseriti diversi corsi di formazione per ottemperare al bisogno di qualifiche e di informazioni tecniche sempre più importante nel panorama produttivo. Area Qualifica del Personale: • PATENTINO PER FRIGORISTA* (cod. 5QP) Un corso di qualifica della durata di 12 ore sia teoriche che di laboratorio, per poter sostenere l’esame di qualifica necessario ai fini del Reg. n. 303/2008. • PATENTINO PER BRASATORI - UNI EN ISO 13585 (cod. 6QP) Questo corso di qualifica è condizione necessaria per poter adempiere agli obblighi della Direttiva PED (97/23/CE). Il corso prevede tre tipologie di qualifica: Rame / Rame - Rame / Ottone e Rame / Acciaio. • PATENTINO PER SALDATORE DI TUBAZIONI IN POLIETILENE – UNI 9737:2007 (cod. 2 QP) Questo corso di abilitazione al Patentino di saldatura su materiale polietilene è un requisito indispensa- TNL 20 Novità bile per redigere una completa e regolare Dichiarazione di Conformità secondo l’obbligo indicato agli installatori nel Decreto 37/08. • PIPING STRESS ANALYSIS - LIVELLO I / II / III (cod. 7A-8A-9A) Lo stress analysis è una scienza fondamentale nella progettazione del piping, attraverso la quale vengono dettati i parametri necessari per la sicurezza del piping e delle apparecchiature a pressione. Lo scopo dello stress analysis è evitare cedimenti del piping ed analizzare la flessibilità del routing progettato, al fine di mantenere le tensioni al di sotto dei limiti ammissibili dettati dai codici di calcolo di riferimento e dalle normative vigenti. (*) Istituto Giordano si avvale del riconoscimento IMQ per erogare il servizio. DISTRIBUTORI DI BENZINA. La verifica periodica degli impianti di distribuzione del carburante secondo la Direttiva MID 2004/22/CE (Measuring Instruments Directive) – allegato MI-005. Gilberto Serafini – resp. Lab. Metrologia – [email protected] Istituto Giordano è stato uno dei primi Enti riconosciuti per la verifica periodica dei distributori di benzina (dicembre 2012 per gli impianti a decreto Nazionale e marzo 2013 per gli impianti certificati secondo Direttiva MID) Cosa dice il Decreto È stato pubblicato sulla Gazzetta Ufficiale del 3 maggio 2013, n. 102, il decreto del Ministro dello Sviluppo economico 14 marzo 2013 che ha adottato una direttiva per uniformare su tutto il territorio nazionale, le procedure da seguire per le operazioni di verificazione di distributori di carburanti a: • normativa comunitaria • normativa nazionale apparecchiature ausiliarie (self service) dotate di un certificato di valutazione/prova rilasciato da un organismo notificato • La verificazione ha l’obiettivo di garantire la corret- Marcatura CE 21 TNL tezza della misurazione delle quantità di carburanti erogate a tutela dei consumatori.Il testo della nuova direttiva, tenendo conto delle indicazioni fornite dalla Commissione europea, completa il quadro delle indicazioni ministeriali sull’associazione di apparecchiature ausiliari con distributori di carburanti iniziato con la direttiva 14 ottobre 2011. Quali attività si devono svolgere sugli impianti I gestori di impianti di distribuzione del carburante hanno l’obbligo di verifica periodica e rilegalizzazione con certificazione Nazionali e secondo la Direttiva MID – Allegato MI-005. Cosa può fare Istituto Giordano Istituto Giordano, Ente riconosciuto per le verifiche periodiche e rilegalizzazione di impianti di distribuzione carburante per autotrazione da: • C.C.I.A.A. ai sensi del Decreto 10 dicembre 2001 n.182 del Ministero delle attività produttive (Impianti Nazionali) • Unioncamere ai sensi del Decreto 18 gennaio 2011 n.32 del Ministero dello Sviluppo Economico (Impianti MID) TNL 22 Marcatura CE In particolare, grazie alla sua rete di ispettori distribuita su tutto il territorio italiano, Istituto Giordano si propone per per operare sugli impianti appartenenti alle seguenti famiglie: • Impianti di distribuzione carburanti con Decreto Ministeriale di ammissione a verificazione prima nazionale, eccetto i gas liquefatti, in applicazione del RD 12 giugno 1902, n.226 e successive modificazioni e aggiunte (con portata massima effettiva fino a 100 litri/minuto*) dislocati su rete stradale/autostradale. • Complessi di misurazione di carburante per autotrazione con Certificato di approvazione CEE del modello, eccetto i gas liquefatti, in applicazione del DPR 12 agosto 1982, n.798 (con portata massima effettiva fino a 100 litri/minuto*) dislocati su rete stradale/autostradale. • Complessi di misurazione di carburante per autotrazione, eccetto i gas liquefatti, omologati secondo la Direttiva 2004/22/CE, allegato MI-005, capitolo II (con portata massima effettiva fino a 100 litri/minuto*) dislocati su rete stradale/autostradale. (*) Il limite di 100 l/min effettivi si ottiene, conformemente a quanto indicato nella Direttiva 4 aprile 2003, procedendo con la determinazione della portata massima effettiva direttamente sull’impianto in verifica. NUOVI ISOLANTI TERMO ACUSTICI REALIZZATI SENZA L’UTILIZZO DI COMBUSTIBILI FOSSILI. Un progetto di ricerca in partnership con Istituto Giordano. Giuseppe Persano Adorno – responsabile Ricerca – [email protected] Istituto Giordano, Ente di ricerca che assieme a partner europei partecipa all’innovazione di nuovi prodotti. Premessa Istituto Giordano partecipa, in qualità di esecutore della ricerca, ad un progetto europeo chiamato AT-insulate (www.atinsulate.eu) “Sviluppo di un materiale isolante innovativo a basso costo e non derivante da combustibili fossili, che sia conforme ai requisiti europei circa l’isolamento termico ed acustico degli edifici e delle costruzioni navali” (Rif. to FP7-SME-2012, 314272). Cos’è il progetto AT-Insulate. AT-Insulate è un progetto proposto da diverse PMI europee per sviluppare un nuovo materiale, in grado di soddisfare i requisiti termici ed acustici dalla normativa nazionale ed internazionale sempre più esigente in campo edilizio, assicurando una migliore efficienza energetica ed una migliore qualità dell’ambiente interno. Inoltre, si prevede che il materiale AT-Insulate trovi applicazione come isolante anche nel settore delle costruzioni navali, offrendo proprietà avanzate e competitive: leggerezza, assenza di amianto, incombustibilità e isolamento acustico a basse frequenze, che consentono un risparmio nei costi e minori rischi per la salute nella manutenzione, nella riparazione e nella costruzione delle navi. L’approccio tecnologico consisterà nell’ottenere una formulazione ad elevata porosità basata su un Ricerca e innovazione paragrafo 23 TNL materiale inorganico come alternativa ai materiali derivati dai combustibili fossili, in grado di ridurre i costi di produzione nonché l’impatto ambientale, insieme a buone proprietà isolanti. Esso assicura anche una maneggevolezza superiore per l’installazione a causa delle sue caratteristiche, rendendo più facile la sua introduzione sul mercato e la sua applicazione non solo nelle nuove costruzioni, ma anche nel campo delle ristrutturazioni edilizie. • Eliminazione del ponte termico ed acustico nella matrice mediante aggiunta di tensioattivi idrosolubili estratti da olii vegetali come il sodio-laurilsolfato (SLS). • Miglioramento della resistenza meccanica mediante aggiunta di filler inorganici a superficie modificata, in particolare perlite, vermiculite e caolino, utilizzando tecniche di modificazione chimico-fisica come sol-gel, precipitazione e “etching”. • Formulazioni specifiche per varie applicazioni a parete. Dimostrazioni di applicazione su quattro sistemi di facciata. Scopo della ricerca L’obiettivo del progetto AT-Insulate è quello di sviluppare un materiale in possesso delle proprietà isolanti richieste per applicazioni in edilizia. Inoltre il materiale sarà non tossico, ignifugo ed acusticamente efficace a basse frequenze, per soddisfare anche le necessità di isolamento nel settore navale. • Formulazione di una matrice di gesso poroso con le caratteristiche necessarie per soddisfare i requisiti legislativi dell’UE in edilizia e nel settore navale. Il Consorzio Oltre all’Istituto Giordano partecipano al progetto i seguenti partner: NUEVA TECNOLOGÍA REHABILITACIÓN Y REFORMAS S.L. (NUTEC) 46004 Valencia (Spain) - www.nutecsl.es Stauss-Perlite GmbH 3100 St. Pölten (Austria) - www.europerl.com QUIMIPUR SLU 28510 Campo Real (Spain) - www.quimipur.com Coopérative Métropolitaine d’Entreprise Générale (CMEG) www.cmeg.fr Unger Fabrikker A.S 1601 Fredrikstad Norway - www.unger.no SACSA NAVAL 35008 Las Palmas de Gran Canaria (Spain) www.sacsanaval.com FUNDACION INVESTIGACIÓN E INNOVACIÓN PARA EL DESARROLLO SOCIAL (FIIDS) 46980 Paterna ( Spain) - www.fundacioninvestigacion.org TTY-säätiö (TUT) 33720 Tampere (Finland) - www.tut.fi/fi/tietoa-yliopistosta TNL 24 Ricerca e innovazione PROVE SU VASCHE PREFABBRICATE DISOLEATRICI La verifica della classe di impianti di separazione per liquidi leggeri. Antonietta Serra – laboratorio Termotecnica – [email protected] Un impianto speciale realizzato presso i laboratori di Istituto Giordano è in grado di analizzare impianti disoleatori di notevoli dimensioni. Premessa Modalità della prova I laboratori di Allestimenti speciali e di Termotecnica di Istituto Giordano hanno progettato e realizzato un apposito sistema di prova composto da un circuito idraulico con misurazione della portata mediante diaframma ed un circuito del liquido leggero con misuratore di portata volumetrico a palette comandato da un PLC. Le vasche in prova di dimensioni 2.50 m di larghezza x 5.50 m di lunghezza e di altezza 2.45 m e di portata massima trattabile di 50 l/s sono state testate calcolando il periodo di entrata del liquido in funzione del volume dell’acqua del separatore per un tempo necessario e sufficiente a cambiare il volume dell’acqua 4 volte. Normativa di riferimento La determinazione delle dimensioni nominali e della classe di impianti di separazione per liquidi leggeri è stata eseguita secondo la norma UNI EN 858-1:2005 “impianti di separazione per liquidi leggeri (benzina e petrolio) – parte 1: principi di progettazione, prestazione e prove sul prodotto, marcatura e controllo qualità”. Al termine di questo periodo dallo scarico del separatore sono stati effettuati 5 prelievi a distanza di un minuto l’uno dall’altro. Tali prelievi campione sono stati analizzati per individuarne il contenuto di olio residuo utilizzando la spettroscopia ad infrarossi in conformità al punto A.2 della norma in oggetto. paragrafo Collaudi 25 TNL Esiti della prova La vasca può essere classificabile come separatore in classe I in accordo alla norma se nessuna delle concentrazioni di liquido leggero nei campioni singoli supera il 10 mg/l. Norma UNI EN 858-1:2005 Impianti di separazione per liquidi leggeri. Particolare di prova con vasca a regime, portata dell’acqua di 50 litri/secondo ed immissione costante di gasolio, a flusso continuo. Norma UNI EN 858-1:2005 Impianti di separazione per liquidi leggeri. Prova con vasca a regime, portata dell’acqua di 50 litri/secondo ed immissione costante di gasolio, a flusso continuo, particolare della separazione dei liquidi nella zona di uscita della vasca. TNL 26 Collaudi I NUOVI CERTIFICATI DIGITALI DI ISTITUTO GIORDANO. Dopo 50 anni di firme autografe la tecnologia digitale ha rivoluzionato il sistema rendendolo molto più snello ed efficace. Redazione tecnica – [email protected] Istituto Giordano ha adottato da poco il sistema per l’emissione di certificati e firme digitali permettendo così un notevole risparmio di tempi e di costi a favore dell’utente finale. Requisiti di legge In riferimento alla Deliberazione CNIPA n. 4/2005, il formato Adobe PDF è stato riconosciuto valido ai fini della firma digitale ai sensi dell’Art. 12, comma 9, mediante la stipula di un Protocollo d’Intesa sottoscritto il 16 Febbraio 2006 dal CNIPA e da Adobe Systems Inc. Le specifiche del formato PDF sono disponibili gratuitamente e con libero accesso. Quali caratteristiche ha la firma digitale? Le firme digitali consentono di definire le garanzie seguenti: • Autenticità: la presenza di una firma digitale garantisce che il firmatario corrisponde effettivamente all’utente che dichiara di essere. • Integrità: la presenza di una firma digitale garantisce che il contenuto non è stato modificato o manomesso da quando è stato firmato digitalmente. • Non ripudio: la presenza di una firma digitale contribuisce a provare a tutte le parti l’origine del contenuto firmato. Il termine “ripudio” si riferisce al mancato riconoscimento del contenuto firmato da parte di un firmatario. Per definire queste garanzie, il contenuto deve essere firmato digitalmente dal rispettivo editore utilizzando una firma conforme ai criteri seguenti: • La firma digitale deve essere valida. • Il certificato associato alla firma digitale deve essere corrente, ovvero non scaduto. La firma digitale è l’equivalente elettronico di una tradizionale firma autografa apposta su carta e il documento in formato elettronico così sottoscritto assume piena efficacia. Infatti la firma digitale ha valore legale in base a quanto stabilito dall’art. 15 della legge 59/97, per il quale “gli atti, dati e documenti formati dalla Pubblica amministrazione e dai privati con strumenti informatici o telematici, i contratti stipulati nelle medesime forme, nonché la loro archiviazione e trasmissione con strumenti informatici, sono validi e rilevanti a tutti gli effetti di legge”. Inoltre, l’attuale Codice delle Amministrazioni digitali stabilisce che “Il documento informatico, sottoscritto con firma digitale o con un altro tipo di firma elettronica qualificata, ha l’efficacia prevista dall’articolo 2702 del codice civile. L’utilizzo del dispositivo di firma si presume riconducibile al titolare, salvo che questi dia prova contraria.” Per ulteriori informazioni potete consultare l’area del sito giordano dedicata alla firma digitale: Azienda / Area clienti / firma digitale. paragrafo Novità 27 TNL Contributi a cura di: PAOLO BERTINI Ingegnere Biomedico in qualità di “Responsabile Tecnico di Prova” nella sezione Safety & Security esperto in prove di caratterizzazione fisico meccanica per prodotti da costruzione. Ha partecipato a diversi meeting per gruppi di lavoro normativi. LUCA BONINI Ingegnere meccanico ricopre il ruolo di responsabile del laboratorio di Engineering. Si occupa di prove che non costituiscono attività usuale dell’Istituto nonchè di allestimenti di apparecchiature per test per gli altri laboratori dell’Istituto Giordano. Ha partecipato a gruppi di lavoro normativi su prodotti per costruzioni civili nonchè a gruppi di coordinamento tra organismi notificati in seno alla direttiva CPD. ANDREA BRUSCHI È nato a Rimini nel 1960, laureato in fisica, dal 1990 è responsabile tecnico del Laboratorio di Acustica e Vibrazioni dell’Istituto Giordano S.p.A.; è autore di numerose pubblicazioni nell’ambito dell’acustica applicata, partecipa come esperto a diversi gruppi di lavoro della commissione acustica dell’UNI e dal 2006 è ispettore tecnico del SINAL. TNL GILBERTO SERAFINI Laurea in Ingegneria elettronica, lavora in Istituto Giordano per il quale si è occupato per circa 10 anni delle problematiche inerenti la riferibilità metrologica, assumendo il ruolo di Responsabile del centro SIT multisede n. 20. Docente in vari corsi di metrologia organizzati da noti Enti di Formazione (ALPI, Emit-Las, ecc...), è responsabile di tutte le attività, per Istituto Giordano, afferenti la metrologia legale. Dal 2004 ha assunto, in seno all’Istituto Giordano, il ruolo di responsabile della Direzione Tecnica Centrale e la funzione di Project Manager. Da circa un anno ricopre anche la funzione di Responsabile del Sottocomitato Elettrico Nazionale (SCT1) SIT.” ANTONIETTA SERRA Ingegnere meccanico, collabora con il laboratorio di Trasmissione del Calore dell’Istituto Giordano, dove si occupa principalmente del calcolo della trasmittanza termica dei componenti per edilizia con metodi numerici. Autrice di articoli tecnici per varie riviste. Nell’ultimo periodo, in vista dell’ormai prossimo obbligo di marcatura CE, si occupa principalmente di serramenti, argomento sul quale ha avuto occasione di intervenire come relatrice presso alcuni seminari e convegni. DOMENICO CORRADETTI Laureato in Scienze Forestali e Ambientali con abilitazione alla professione di Dott. Agronomo e Forestale. Attualmente impiegato in Federlegnoarredo, svolge la mansione di consulenza presso le aziende associate in merito alla certifi cazione di prodotto e di sistema. Ha scritto diverse pubblicazioni nell’ambito della classificazione del legname e svolge sistematicamente attività di formazione sull’argomento “legno strutturale”. GIOMBATTISTA TRAINA Ingegnere Ambientale, si è specializzato nei settori rifiuti e bonifiche dopo aver frequentato il Master in Gestione Rifiuti della Facoltà di Chimica Industriale, Università di Bologna. Svolge attività di ricerca tecnologica per l’innovazione nei sistemi di bonifica ambientale, oltre ad attività di consulenza e testing per la Sezione Chimica Ambientale di Istituto Giordano. Ha maturato una solida esperienza nei sistemi di decontaminazione elettrochimica ed è autore di diversi articoli scientifici in materia di rifiuti. MARCO SARTI Laureato in ingegneria meccanica ha svolto attività sperimentale nella Sezione di Safety & Security. Autore di articoli e documenti riguardanti test meccanici su serramenti e prove Aria, acqua e vento; ha partecipato a gruppi di lavoro UNI e a gruppi europei di laboratori notificati. Si è occupato di progettazione meccanica e gestione risorse. Grazie all’esperienza maturata attualmente si occupa dell’esecuzione di audit per il controllo di produzione dei prodotti da costruzione facendo parte della divisione CPD di Istituto Giordano. GIUSEPPE PERSANO ADORNO Ingegnere nucleare abilitato all’esercizio professionale, iscritto nell’elenco degli esperti qualificati in radioprotezione ed iscritto all’albo degli esperti in innovazione tecnologica presso l’MSE. Dopo diverse esperienze in Ansaldo S.p.A. , ricopre il ruolo di Direttore Ricerca e Sviluppo per Istituto Giordano S.p.A. dal 1993. Inoltre ricopre il ruolo di Direttore Tecnico in ambito Direttive Europee ed è Esperto Tecnico nel comitato di certificazione dei sistemi di gestione della qualità IG. 28 Contributi
© Copyright 2026 Paperzz