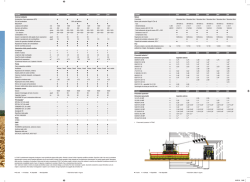
Legenda: Da Cd Ce Ea Cf Eb Fb Ec Ga Gb Questioni di materiale Lamiera Ugello di taglio (difetto di origine singola) Cb Ossitaglio. x Rugosità media RZ (in precedenza profondità delle strie) 20 mm Indice: 1. Procedimento 2. Apparecchi per l’ossitaglio 3. Utilizzo degli apparecchi 4. Tecnica di lavoro 5. Qualità del taglio Profilo effettivo Profilo base Gli errori in fase di ossitaglio e le possibili cause possono essere appresi dalla tabella. 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 Fa Ca Guida pratica. Profondità delle strie Cc Bh x Tolleranza di perpendicolarità, tolleranza dell’inclinazione (in passato difetto di planarità) Be Ugello termico (difetto di origine singola) Bg Bd Ugelli termici e di taglio (difetto di origine comune) Bf Bc La qualità delle superfici di taglio è regolamentata dalla norma DIN 2310, p. es. Ba Cannello Bb Ad 5. Qualità del taglio Profondità delle strie Ac Cause dei difetti di ossitaglio AB Direzione angolare del cannello in direzione di taglio non corretta Direzione angolare del cannello in direzione trasversale rispetto al taglio non corretta Avanzamento cannello troppo veloce Avanzamento cannello troppo lento Avanzamento cannello irregolare Distanza ugelli-lamiera eccessiva Distanza ugelli-lamiera insufficiente Ugelli troppo grandi per lo spessore da tagliare Ugelli troppo piccoli per lo spessore da tagliare Ugelli sporchi Ugelli danneggiati o usurati Fiamma troppo forte Fiamma troppo debole Fiamma scoppiettante Fiamma con eccesso di gas combustibile Fiamma con eccesso di ossigeno Portata di ossigeno di taglio eccessiva Portata di ossigeno di taglio insufficiente Portata di ossigeno di taglio brevemente interrotta Pressione ossigeno di taglio eccessiva Pressione ossigeno di taglio insufficiente Getto ossigeno di taglio disturbato Getto ossigeno di taglio deviato Superficie della lamiera incrostata o arrugginita Superficie della lamiera sporca, p. es. vernice Lamiera con segregazioni Lamiera con stratificazioni Lamiera con inclusioni di scoria Lamiera con inclusioni finemente distribuite Eccessivo contenuto di carbonio Eccessivo contenuto di leghe Acciaio soggetto a cricche da caldo Preriscaldo del pezzo insufficiente Raffreddamento del pezzo troppo rapido Incrudimento del materiale Aa Cause degli errori priorità 1 Cause degli errori priorità 2 Cause degli errori priorità 3 Bordo difettoso B. Difetto della superficie di taglio Tolleranza di perpendicolarità e inclinazione C. Difetto della superficie di taglio Strie D. Difetto della superficie di taglio, Taglio incompleti E. Erosioni F. Scoria aderente G. Screpolature a b c d a b c d e f g h a b c d e f a b a b c a b a b Scavature di fusione in corrispondenza del bordo Sequenza di perle di fusione Sbalzo dei bordi Bordo superiore inciso con scoria saldamente aderente Taglio a costa cava sotto il bordo superiore Restringimento del solco di taglio (convergente) Allargamento del solco di taglio (divergente) Profilo cavo della superficie di taglio Profilo ondulato della superficie di taglio Errore angolare della superficie di taglio Bordo inferiore arrotondato Gradino in corrispondenza del bordo inferiore Scia eccessiva della strie di taglio Incidenza superiore delle strie di taglio Incidenza eccessiva delle strie di taglio nella parte inferiore Deviazione locale delle strie di taglio Profondità eccessiva delle strie di taglio Profondità irregolare delle strie di taglio Parte finale non sezionata Interruzione del taglio Erosioni isolate Zone attigue di erosione Erosioni soprattutto nella parte inferiore del taglio Bava di scoria Crosta di scoria Nella superficie di taglio Sotto la superficie di taglio 099,7470,02.2010-10.V1.500.AB Ossitaglio A. PanGas AG Sede principale, Industriepark 10, CH-6252 Dagmersellen Telefono 0844 800 300, Fax 0844 800 301, www.pangas.ch 1. Procedimento Nel procedimento dell’ossitaglio il materiale viene portato all’incandescenza con la fiamma del cannello e quindi bruciato nell’atmosfera creata dal getto di ossigeno da taglio. Se il cannello viene spostato rispetto al pezzo si forma il solco di taglio. Miscela di gas combustibile-ossigeno L’ossigeno da taglio Ossigeno da taglio (purezza non inferiore Ugello di taglio i Getto di ossigeno da taglio al 99,5 %) reagisce con irezionme ednto D nza a v Fiamma il materiale riscaldato a solamente se la temperatura di innesco del Getto di scoria materiale è inferiore alla temperatura di fusione. La temperatura di innesco dipende essenzialmente dal tenore di lega. L’idoneità all’ossitaglio degli acciai da costruzione generici con un tasso di carbonio fino allo 0,3 % circa è ottima. In alcuni casi particolari è necessario preriscaldare il materiale per evitare la fessurazione o l’indurimento in corrispondenza della superficie di taglio. Per i materiali che presentano un’idoneità limitata all’ossitaglio vengono usate tecniche speciali, quali ad esempio l’ossitaglio con polveri metalliche. 2. Apparecchi per l’ossitaglio a) Ossitaglio a mano Questi cannelli sono equipaggiati con un iniettore a pressione. Per il taglio delle lamiere sottili vengono usati «getti graduati». Per spessori maggiori si utilizzano ugelli con orifizio anulare, ad asola o monoblocco. Sono consigliabili anche i cannelli a mano senza iniettori a pressione, con ugelli da taglio-miscelatori del gas; questi apparecchi sono particolarmente sicuri contro il ritorno di fiamma. Di norma le pressioni dell’ossigeno da taglio arrivano al massimo a 6 bar. La pressione di lavoro corretta può essere appresa dalla tabella di taglio o dalla punzonatura sull’iniettore stesso. La costruzione degli iniettori e la pressione dell’ossigeno da taglio sul cannello sono scelti l’uno in funzione dell’altro. Perciò solamente in presenza di perdite di carico – p. es. se si tratta di tubi molto lunghi – è consigliabile usare una pressione maggiore di quella indicata nella tabella. b) Ossitaglio a macchina Anche i cannelli per le macchine da ossitaglio sono disponibili con un iniettore a pressione e un tubo per la miscelazione dell’acetilene e dell’ossigeno e l’apporto di questa miscela all’ugello di taglio, oppure nella versione a cannello per ugelli miscelatori. A livello di ugelli di taglio si distingue fra: Il getto di ossigeno di taglio deve uscire dall’ugello diritto, con una forma cilindrica senza oscillare. La fiamma termica deve circondare concentricamente il getto di ossigeno. Ugelli standard con pressioni dell’ossigeno da taglio fino a 6 bar Ugelli rapidi con pressioni dell’ossigeno da taglio fino a 8 bar Ugelli ad alte prestazioni con pressioni dell’ossigeno da taglio fino a 11 bar Scelta della corretta velocità di taglio (vedi tabella di taglio – non riportata sulla presente scheda) Tenere presente quanto segue: x Manutenzione degli ugelli di taglio x Per la pulizia usare gli apparecchi forniti dal produttore, mai del filo metallico o trapani x E’ importante che l’ugello di taglio sia alimentato con le portate di acetilene, di ossigeno di preriscaldo e ossigeno di taglio necessari per lo spessore scelto x All’ingresso del cannello devono essere presenti le pressioni di gas specificate nelle tabelle di taglio; controllare con un manometro. Fare attenzione alle perdite di carico: x Tubi troppo stretti o troppo lunghi x Riduttori di pressione e valvole di chiusura troppo piccoli x Dispositivi di sicurezza troppo piccoli o non necessari x Manutenzione delle guide di scorrimento delle macchine – controllare la velocità di avanzamento longitudinale e trasversale La velocità di taglio dipende: x dal tipo di taglio, verticale o obliquo, diritto o curvilineo; la velocità dei tagli obliqui e curvilinei con raggi stretti va ridotta nel seguente modo: – Taglio obliquo 30°~25 % – Taglio obliquo 45°~45 % – Taglio curvilineo ~10 % x dai requisiti della superficie di taglio; se si tratta cioè di un taglio di costruzione o di sezionamento. x dalla composizione del materiale. x dalla superficie del materiale; se è cioè sabbiata, incrostata, arrugginita o trattata con un primer. x dal tipo di macchina (stabilità di funzionamento). x dalla scelta dell’ugello di taglio. L’operatore può anche orientarsi in base al seguente disegno di taglio: Le tarature dell’ugello di taglio selezionato possono essere apprese dall’apposita tabella. Regolare le pressioni dei gas con valvole aperte; controllare con il manometro. Regolazione della fiamma termica: a)Prima aprire completamente la valvola dell’ossigeno termico sul cannello. b)Aprire leggermente la valvola dell’acetilene. c)Accendere la miscela. d)Regolare prima l’eccesso di acetilene. e)Ora ridurre il gas combustibile fino a quando la fiamma non è neutra. f) Aprire la valvola dell’ossigeno di taglio e, se necessario, regolare nuovamente fino ad ottenere una fiamma neutra. c) Foratura con la macchina automatica Programmare la macchina automatica con i valori di settaggio appresi dalla «Tabella di foratura». Profilo e sequenza di taglio Con il corretto profilo e la corretta sequenza di taglio è possibile ridurre la distorsione dovuta all’apporto di calore della fiamma termica. Ossigeno di taglio Velocità di taglio insufficiente eccessiva giusta Valvola di regolazione Valvola di regolazione dell’ossigeno termico dell’acetilene Attenzione: 1. Scegliere la dimensione dell’ugello in funzione dello spessore della lamiera 2. Regolare la pressione dell’ossigeno secondo la tabella 3. Regolare la fiamma termica con valvola dell’ossigeno di taglio aperta Direzione di taglio salda appena aderente Scoria 3. Utilizzo degli apparecchi b) Foratura con la macchina – comandata manualmente x Regolare la distanza degli ugelli di taglio rispetto alla lamiera secondo la tabella. x Al raggiungimento della temperatura di innesco – temperatura del rosso chiaro, schizzi leggeri di scintille chiare – avviare l’avanzamento della macchina e aprire lentamente la valvola dell’ossigeno di taglio (valvola dosatrice). 4. Tecnica di lavoro Attenzione: x Tagliare prima le parti interne x S cegliere il profilo del taglio in modo che la scoria possa migrare x L’elemento da tagliare deve rimanere collegato più a lungo possibile con la lastra base x Tagliare entro la cornice Corretto Sbagliato Corretto Sbagliato Corretto Sbagliato Innesco del taglio tramite foratura a) Foratura manuale Preriscaldo Aprire lentamente la valvola dell’ossigeno di taglio Se si tratta di lamiere spesse, sollevare appena il cannello e farlo avanzare lentamente Perforazione
© Copyright 2026 Paperzz