Paper
zz
Explore Categories
Log in
Create new account
No category
Catalogo SAFRA in Italiano.
Download
Report
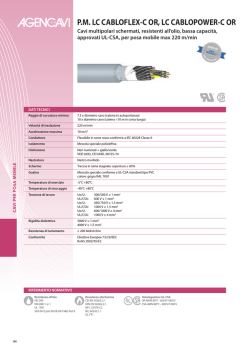
P.M. LC CABLOFLEX-C OR, LC CABLOPOWER-C OR
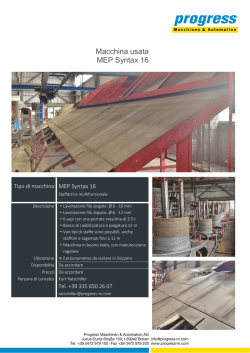
Macchina usata MEP Syntax 16
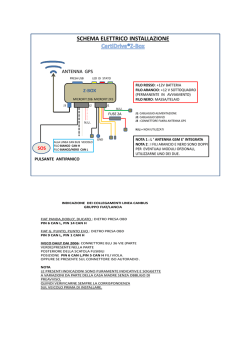
SCHEMA ELETTRICO INSTALLAZIONE
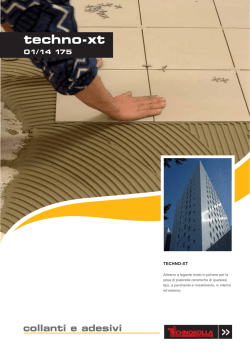
techno-xt - Technokolla
Contenuto lt. 1 lt. 5 € cad. Codice 663760 663761 Codice
Cliccare per scaricare il catalogo
HYBRID - Arnocanali
file - Università degli Studi di Catania
© Copyright 2026 Paperzz
About Paperzz
DMCA / GDPR
Report