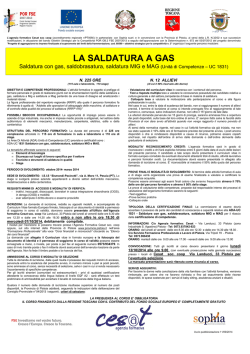
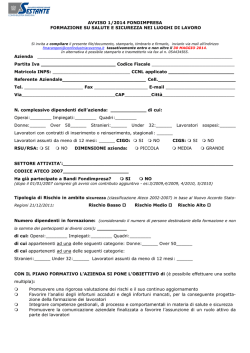
Giunzioni tra acciai dissimili per temperature di servizio ≤ 300°C; (nessun trattamento termico post saldatura) In molti campi della tecnica si impiegano acciai diversi all’interno dello stesso impianto in funzione della relativa sollecitazione. La loro scelta si basa sulle proprietà meccaniche, chimico-corrosive o termiche richieste. Qui di seguito sono descritte le particolarità da osservare e la procedura da seguire nella scelta del materiale di apporto. Il diagramma di Schaeffler Osservazioni di base Lo schema riportato a tergo può aiutare a prevedere quale materiale di apporto è più adatto per una determinata giunzione mista. In una costruzione saldata si impiegano di solito i metodi di saldatura standard: la saldatura a elettrodo manuale, MAG, GTAW e saldatura ad arco sommerso. Per questo motivo ci limiteremo qui a queste tecniche. Nella scelta del materiale di apporto si deve rispondere alle seguenti domande: Diluizione Lo svantaggio fondamentale di un metodo di saldatura per fusione, se utilizzato per saldare acciai diversi, consiste nel fatto che i materiali di base si fondono e si mescolano con il materiale di apporto fuso. A condizioni sfavorevoli, nel cordone si può formare una lega critica, accompagnata da una diminuzione indesiderata della tenacità. Per evitare questo fenomeno è opportuno fondere meno materiale di base possibile e aggiungere sempre abbastanza materiale di apporto: in questo modo le proprietà del cordone sono influenzate essenzialmente dalla lega del materiale di apporto della saldatura. La proporzione del materiale di base fuso e del materiale di apporto fuso è chiamato rapporto di diluizione. Esso dipende essenzialmente dalla forma del cordone, dallo spessore del pezzo da lavorare, dai parametri di saldatura e dalla posizione di saldatura. 32 0% Il cordone di saldatura, che è composto dai due materiali di base fusi e dal materiale di apporto, è abbastanza tenace e poco soggetto a criccatura? La struttura del cordone di saldatura mantiene a lungo la sua stabilità alla temperatura di servizio? Il diverso comportamento di dilatazione termica dei materiali di base e del cordone di saldatura provoca tensioni inaccettabili? Il giunto di saldatura deve essere resistente alla corrosione? Come procedere per prevedere la struttura del cordone di saldatura per una giunzione mista S355J2 con 1.4571: Calcola in base all’analisi del materiale di base il cromoequivalente e il nichel-equivalente per l’acciaio non legato, p.e. 355J2, e inserisci nel diagramma il punto di intersezione dei due valori (punto 1). Calcola in base all’analisi del materiale di base il cromoequivalente e il nichel-equivalente per l’acciaio altamente legato, p.e. 1.4571, e inserisci nel diagramma il punto di intersezione dei due valori (punto 2). Collega i due punti e dividi la linea nel centro (punto 3). (Nota: se si saldassero i due materiali senza materiale di apporto, p.e. tramite GTAW, si otterrebbe in questa zona una struttura in campo martensitico e quindi molto fragile. Questo deve essere evitato a tutti i costi). Calcola in base all’analisi del materiale di apporto per la saldatura, il cromo-equivalente e il nichel-equivalente per il materiale di apporto, per esempio l’elettrodo Fox CN 23/12-A, e inserisci nel diagramma il punto di intersezione dei due valori (punto 4). Collega il punto 4 con il punto 3. Per un grado di diluizione p.e. del 20% (Fox CN 23/12-A = 15-25%) la struttura del cordone di saldatura si trova sul punto 5 (tra punto 3 e punto 4) ed è quindi composta di austenite con un 9% di ferro delta. (Osservazione: poiché in caso di diluizione del 20% la struttura del cordone di saldatura è composta al 20% dal materiale di base e all’80% dal materiale di apporto, la struttura del cordone si trova sulla linea di collegamento tra punto 3 e punto 4, ma più vicino al punto 4 che al punto 3). Valori di riferimento per i rapporti di diluizione SMAW, elettrodo basico SMAW, elettrodo rutile GMAW, filo GMAW, impulso, filo GTWA, baccetta SAW, filo/flusso 20-30% 15-25% 20-30% 10-25% 10-100% 30-60% 28 Austenite 26 24 20 A+F 16 A+M 14 % 80 4 5 10 3 % 100 8 A+M+F 6 M + F 1 Martensitico M+F Ferrite 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 Cromo-equivalente = %Cr + %Mo + 1,5x%Si + 0,5x%Nb(Cb) + 2x%Ti 04.01 Giunzioni tra acciai dissimili per temperature di servizio ≤ 300°C; Hertistrasse 15, Postfach, CH-8304 Wallisellen, T. +41 (0)44 832 88 55, F. +41 (0)44 832 88 58 Email: [email protected] / www.voestalpine.com/welding zertifiziert nach ISO 9001:2000 2 12 2 % 10 % 40 18 4 5% % 20 22 0 voestalpine Böhler Welding Schweiz AG Fe rr ite 30 Nichel-equivalente = %Ni + 30x%C + 0,5x%Mn INFO PER L‘UTILIZZATORE | Non è pubblicità, siate cortesi e trasmetterlo alla technica Le parti di materiale di base fuso e di materiale di apporto fuso si miscelano in modo praticamente omogeneo nel bagno di fusione. La struttura del cordone di saldatura che ne deriva può essere stimata approssimativamente con l’aiuto del diagramma di Schaeffler. | Pagina 1 di 2 | Situazione: 2014-12-23 A seconda dei materiali di base da collegare e delle proprietà richieste dalla saldatura, si può scegliere tra diverse leghe come materiale di apporto per giunzioni di acciai dissimili. L’immagine su questa pagina mostra il diagramma di Schaeffler su cui sono indicate le strutture delle diverse leghe per materiali di apporto. Nel decidere quale lega sia la più adatta bisogna considerare l’effetto di diluzione con i materiali di base ed evitare possibilmente che nel cordone di saldatura si formi una struttura martensitica (fragile) o interamente austenitica (esposta a cricche a caldo). Oltre alle leghe austenitiche per materiali di apporto qui indicate esistono anche i materiali di apporto a base di nichel. Questi materiali vengono impiegati per giunzioni di acciai dissimili che dopo la saldatura devono essere ricotte a bassa tensione o per le quali la temperatura di servizio è superiore a +300°C. Questi casi sono spiegati in un’apposita scheda informativa. Utensile per determinare il materiale di apporto adeguato per le giunzioni tra accai dissimili valido fino 0,2%C, 4,0% Mn, 1,0% Si, 3,0% Mo, 1,5% Nb Materiale di base 1 Cr + Mo + 1,5xSi + 0,5xNb + 2xTi Cr-equivalente Analyse Valori in % Fattore Materiale di base 2 Analyse Valori in % equivalente Ni + 30xC + 0,5xMn equivalente Fattore Cr x 1,0 = x 1,0 = x 1,0 = Mo x 1,0 = x 1,0 = x 1,0 = Si x 1,5 = x 1,5 = x 1,5 = Nb x 0,5 = x 0,5 = x 0,5 = Ti x 2,0 = x 2,0 = Somma: Cr-equivalente Ni-equivalente Fattore Materiale di apporto Analyse Valori in % le materiali di apporto non contencono del Titanio Somma: Cr-equivalente Somma: Cr-equivalente Ni x 1,0 = x 1,0 = x 1,0 = C x 30,0 = x 30,0 = x 30,0 = Mn x 0,5 = x 0,5 = x 0,5 = Somma: Ni-equivalente Somma: Ni-equivalente Somma: Ni-equivalente 0% 32 Fe rr ite Nichel-equivalente = %Ni + 30x%C + 0,5x%Mn 30 28 Austenite 26 % 20 22 20 % 40 18 A+F A+M 14 % 80 23 13 2 L 18 8 Mn 12 23 12 L 29 9 10 % 100 8 A+M+F 6 4 2 0 5% % 10 24 16 Martensitico M + F M+F Ferrite 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 Cromo-equivalente = %Cr + %Mo + 1,5x%Si + 0,5x%Nb(Cb) + 2x%Ti 04.01 Giunzioni tra acciai dissimili per temperature di servizio ≤ 300°C; | Pagina 2 di 2 | Situazione: 2014-12-23 Queste informazioni sono indicative per l‘artigiano. Essi descrivono delle circostanze tecniche fondamentali semplificate e non sono esaustive. La garanzia delle qualifiche per ogni utilizzo/messa in opera richiede un accordo scritto anticipatamente. voestalpine Böhler Welding Schweiz AG Hertistrasse 15 | Postfach | CH-8304 Wallisellen | T. +41 (0)44 832 88 55 | F. +41 (0)44 832 88 58 | EMail: [email protected] | www.voestalpine.com/welding zertifiziert nach ISO 9001:2000 equivalente
© Copyright 2026 Paperzz