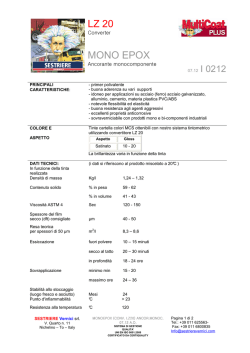
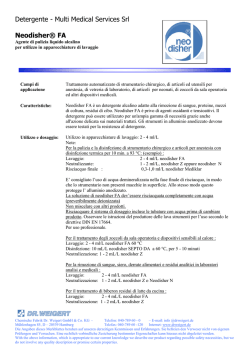
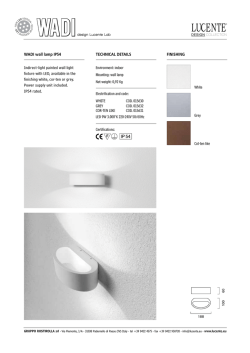
Block notes Per ricevere ulteriori informazioni sugli articoli di questa rubrica scrivere a: [email protected] indicando il relativo numero di pagina Notizie dalle aziende La gallina quando ha fatto l’uovo canta, l’anatra no. Per questo la gente nei negozi chiede le uova di gallina e non quelle di anatra. Non sappiamo se il vero motivo del successo delle uova di gallina sia dovuto agli schiamazzi che accompagnano la loro deposizione, ma certamente la metafora sintetizza con chiarezza l’importanza di far conoscere al mercato i propri progetti, i propri prodotti e le proprie iniziative. Molti ottimi imprenditori passano la vita a cercare di realizzare ottimi prodotti, migliori della concorrenza e con prezzi inferiori, per poi accorgersi che il concorrente, che fa prodotti peggiori, vende di più solo perché grida (comunica) di più e meglio: proprio come la gallina della citazione. Per comunicare con efficacia è necessario definire: 1.a chi si rivolgono i messaggi (definizione e scelta dei clienti); 2.che cosa si vuol comunicare (definizione e scelta del contenuto della comunicazione); 3.in che modo si vuole comunicare (definizione e scelta della forma di comunicazione); 4.quando comunicare (definizione e scelta della frequenza di comunicazione); 5.dove comunicare (definizione e scelta dei mezzi attraverso i quali comunicare). La nostra rivista consente di affrontare queste scelte in modo professionale e in particolare questa rubrica è a disposizione delle aziende che vogliono utilizzare uno strumento semplice ed efficace, che consente di presentare prodotti e servizi in modo mirato agli utilizzatori che la leggono per essere costantemente informati sull’evoluzione tecnologica del settore. La nostra filosofia editoriale si fonda sulla chiara e trasparente distinzione tra informazione e pubblicità, per 22 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 cui ogni articolo presente in questa rubrica riporta la fonte aziendale che lo ha ideato e realizzato, affinchè i lettori possano distinguere i contenuti e le forme della comunicazione. • Dow In questo numero: • Franchi e Kim • Dollmar Meccanica • Verinlegno • Axalta • Urai • St Powder Coatings • Durr • Torchiani • Sia Biffignandi • Indicam • Metef Block notes SOLVENTI PER LAVAGGIO In molti settori la pulizia delle superfici metalliche è diventata un importante fattore di qualità. Devono essere rispettati capitolati e specifiche ben precise. L’impegno finanziario, tecnico e di personale necessario per soddisfare tali requisiti dipende dalla scelta del giusto agente sgrassante. Al termine della fabbricazione e della lavorazione di componenti metallici, è inevitabile che la superficie risulti sporca. Le contaminazioni, quali oli ed emulsioni, influenzano la qualità dei successivi processi di produzione, ad esempio la verniciatura, la saldatura, l’incollaggio e l’assemblaggio, e possono compromettere la funzionalità del prodotto finito. La pulizia dei componenti industriali deve quindi soddisfare tutti i requisiti richiesti dai processi a valle. Per tale scopo vengono principalmente utilizzate tecniche di lavaggio che impiegano agenti chimici liquidi. Lavaggio con solventi o prodotti acquosi? Il tipo di contaminazione, il materiale e la geometria sono fattori essenziali per indirizzare la scelta. La qualità, l’efficienza dei costi, la stabilità e i tempi di lavorazione del processo di lavaggio, dipendono in massima parte dal potere solvente dell’agente sgrassante utilizzato. Gli agenti più frequentemente impiegati sono solventi o detergenti a base acquosa. Nel selezionare il giusto prodotto per il lavaggio, si applica il principio chimico in base al quale “il simile scioglie il simile”. In altre parole: per i tipi di contaminazioni a base acquosa (polari) quali fluidi di raffreddamento e lubrificanti, nonché per rimuovere residui solidi quali sali, residui di pasta lucidante e polveri, solitamente è preferibile utilizzare agenti chimici acquosi. Questi sono disponibili in formulazioni acide, alcaline o con pH neutro. Si consiglia sempre di testare la compatibilità con il materiale del componente; il risultato che si può ottenere in termini di qualità di pulizia e costanza di risultati nel tempo, migliora molto eseguendo precedentemente delle prove. Per garantire dei risultati di pulizia costanti nel tempo, i processi ad acqua devono infatti essere sottoposti a regolare monitoraggio con il controllo di parametri chiave, quali la concentrazione del detergente, la temperatura, la qualità dell’acqua di risciacquo e le condizioni dei filtri. Nel rimuovere contaminazioni non polari a base di olii minerali, ad esempio oli di lavorazione, grasso o cera, è preferibile utilizzare come agente sgrassante un solvente. Una volta rimossi gli oli con il solvente, i trucioli e le polveri (immessi nell’impianto sul componente insieme agli oli), perdono adesione e possono Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 23 Block notes essere facilmente rimossi nello stesso impianto per effetto meccanico. Tra le applicazioni tradizionali per il lavaggio a solvente vi sono le seguenti: • lavaggio di pezzi pesantemente contaminati con oli che richiedono ampi sforzi di trattamento e possono determinare risultati scarsi o scarsa costanza qualitativa, in caso di utilizzo di agenti sgrassanti a base acquosa; in questi casi, l’utilizzo di sgrassanti a base acquosa determina anche consumi e spese elevati in termini di prodotti chimici, acqua ed energia, nonché alti costi di gestione dei rifiuti; inoltre, le necessarie e frequenti sostituzioni del bagno possono ridurre l’efficienza dell’impianto di lavaggio; • lavaggio di pezzi difficili da asciugare, quali parti capillari e con pareti sottili, nonché componenti stampati e parti curve; in questi casi il lavaggio ad acqua con asciugatura ad aria calda consuma grandi quantità di energia e il tempo di processo risulta molto più lungo; • operazioni di lavaggio in settori quali l’aviazione e l’aerospaziale, dove l’approvazione dei processi si basa preferenzialmente sull’uso di solventi, per garantire uno sgrassaggio perfetto; • lavaggio di componenti piccoli, ad esempio nel settore dell’elettronica, che richiede una buona compatibilità dei materiali e l’uso di agenti sgrassanti non corrosivi; • operazioni di lavaggio intermedie, che da un lato vengono effettuate per evitare di mischiare prodotti diversi, la cui rimozione richiederebbe grandi sforzi o, nei casi peggiori, risulterebbe impossibile, dall’altro per ridurre al minimo la quantità di contaminazione da olio che deve essere rimossa tramite il processo di lavaggio finale e per estendere il ciclo di vita dell’eventuale bagno acquoso a valle (come ad esempio nella produzione di dispositivi medicali). Lavaggio efficiente e sostenibile con i solventi I solventi più utilizzati nelle industrie di lavorazione e formatura dei metalli comprendono solventi clorurati (CHC), quali il percloroetilene, e alcoli modificati come la serie Dowclene. Questi solventi offrono una buona compatibilità con i materiali, che permette di utilizzarli con tutti i tipi di metalli. Inoltre il lavaggio avviene senza corrosione, ossidazione, decolorazione, bruciature, offuscamento o altri danni alla superficie del componente. Il percloroetilene vergine e non infiammabile Dowper MC di Safechem Europe GmbH, consociata della The Dow Chemical Company, può essere utilizzato per il lavaggio e lo sgrassaggio di parti metalliche con geometrie estremamente complesse. Contiene uno speciale stabilizzante che lo rende adatto ad applicazioni complesse. Grazie al punto di ebollizione relativamente elevato (121 °C) e alla conseguente temperatura alta dei vapori, possono essere rimossi efficacemente grassi e contaminanti ossidati o induriti, con un elevato punto di fusione. Inoltre, il Dowper MC mostra una tensione superficiale minima ed è chimicamente molto stabile. Un altro vantaggio del solvente è il suo basso indice di evaporazione, che consente di asciugare in modo rapido e completo i componenti, con una notevole ri- duzione dei tempi di ciclo, sia nel caso di parti molto complesse a livello geometrico, sia per componenti realizzati con metalli porosi, da cui spesso è difficile rimuovere i liquidi. Grazie alla possibilità di ristabilizzazione, il percloroetilene può avere una vita operativa di diversi anni. Con il Dowclene 1601, Safechem offre un solvente basato su alcoli modificati. Viene utilizzato quale alternativa ai solventi clorurati, agli idrocarburi e ai prodotti acquosi. Lei sue proprietà lipofile e idrofile consentono di rimuovere con eccellenti risultati oli 24 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes e grassi, nonché contaminazioni polari, ad esempio emulsioni e impronte. E’ inoltre una soluzione ideale per applicazioni difficili quali il lavaggio di scambiatori di calore, parti lucidate e costosi componenti meccanici ad altississima precisione. Il Dowclene 1601 può essere distillato, non è corrosivo ed evapora rapidamente senza lasciare residui. Tra le applicazioni tipiche vi sono il lavaggio prima di trattamenti termici, rivestimenti, saldature, brasature sotto vuoto e collature. Per il Dowper MC e il Dowclene 1601, Safechem offre test kit che consentono di controllare facilmente la qualità del solvente. Quando si deve scegliere il solvente più adatto per un determinato impiego di pulizia, le analisi del solvente e della compatibilità dell’olio offerte dai servizi di laboratorio Chemaware permettono di prendere la decisione giusta. Protezione dalla corrosione temporanea Prima di raggiungere il loro punto di utilizzo, i componenti viaggiano per migliaia di chilometri in nave, aereo o treno, pertanto devono essere protetti adeguatamente dalla corrosione. In tale ambito i solventi rappresentano una soluzione affidabile ed efficace dal punto di vista dei costi. Il Dowper MC o il Dowclene 1601 vengono mescolati a un prodotto utilizzato per la protezione, concentrato e privo di solvente. Questo viene applicato sul pezzo dopo il lavaggio. Tale processo può essere integrato nell’impianto di lavaggio o eseguito in un sistema separato. Vantaggi ambientali ed energetici Per il lavaggio dei componenti industriali i solventi sono a volte stigmatizzati per considerazioni di carattere ambientale, dovute per lo più ai tempi in cui tali prodotti venivano impiegati in sistemi aperti. Da molti anni, tuttavia, i solventi possono essere usati in sistemi a ciclo chiuso, che consentono una gestione sostenibile e rispettosa dell’ambiente. In primo luogo vi sono impianti di lavaggio completa- mente chiusi, che operano sotto vuoto e rispettano i requisiti della Direttiva europea sui COV (composti organici volatili). Essi dispongono solitamente di un sistema di distillazione integrato, che consente di purificare continuamente il solvente, assicurando quindi una lunga vita operativa del solvente e un basso consumo. Inoltre la maggior parte degli impianti per il lavaggio è dotata di sistemi di recupero del calore, per sfruttare l’energia termica associata alla distillazione. In secondo luogo il sistema Safe-Tainer, sviluppato da Safechem contribuisce in maniera significativa a un processo rispettoso dell’ambiente. Esso contiene due diversi contenitori a doppia parete: uno per l’erogazione del solvente vergine, l’altro per il recupero dei rifiuti contenenti l’agente sgrassante. Utilizzato in un impianto di lavaggio a ciclo chiuso, il sistema SafeTainer consente di effettuare processi di lavaggio con solvente senza alcuna emissione. Scegliere l’agente sgrassante in base al principio “il simile scioglie il simile” non offre quindo solo vantaggi tecnici ed economici, ma anche ecologici. Dowper™ MC, Dowclene™ 1601, Safe-Tainer™ E CHEMAWARE™ sono marchi della The Dow Chemical Company (“Dow”) o di sue consociate. Fonte: Dow Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 25 Block notes SCHEDE DI SICUREZZA FACILI Franchi&Kim è un’azienda particolarmente attenta al proprio mercato di riferimento e cerca sempre di proporre novità non solamente tecniche, ma anche gestionali, che permettano una soluzione efficace delle problematiche di settore che la clientela si trova ad affrontare. L’ultima novità in quest’ambito è rappresentata da due nuovi software, “ICS Formula” e “+SDS Schede Di Sicurezza”, che permettono di risolvere il problema della gestione delle schede di sicurezza. Oggi c’è molta attenzione in tema di gestione dei preparati pericolosi, che sono regolamentati in modo sempre più preciso da leggi e normative che mirano a tutelare sia la salute dell’uomo, sia il rispetto per l’ambiente. Secondo la normativa vigente, tutte le attività che immettono sul mercato prodotti pericolosi (sia produttori che distributori), sono considerate responsabili dell’immissione di tale prodotto e hanno l’obbligo di redigere le schede di sicurezza nella lingua ufficiale dello Stato in cui il prodotto viene venduto, di aggiornarla quando il produttore modifica la formulazione dei semilavorati e di fornirla all’utilizzatore. Inoltre, deve tenere un archivio contenente la prova dell’avvenuta consegna del documento al proprio cliente, su supporto cartaceo (con timbro e firma per ricevuta), oppure tramite posta certifica PEC. Chi distribuisce, oltre ad essere responsabile delle certificazioni prodotte, in caso di inadempimento, in base al Decreto legislativo n. 133 del 24/09/2009, può incorrere in pesanti sanzioni amministrative, che arrivano fino a 60.000€ in caso di mancato aggiornamento o mancata fornitura della scheda di sicurezza. È evidente che la gestione di queste procedure burocratiche implica un enorme spreco di energie per tutta la catena distributiva, oltre che un’enorme responsabilità. Franchi&Kim ha quindi elaborato i due citati sistemi gestionali in grado di garantire la gestione e l’invio di SDS, assolvendo agli obblighi di legge, mettendolo a disposizione di tutti i suoi distributori e utilizzandolo in prima persona per i clienti gestiti dalla sede. “ICS Formula” fornisce la ricetta per realizzare moltissime colorazioni anche senza l’impiego dello spettrofotometro, mettendo a disposizione del rivenditore un database contenente oltre 100 cartelle colori tra le più conosciute ed utilizzate sul mercato italiano ed internazionale. Questo permette di ottenere prodotti destinati al settore industria. La grande novità, veramente rivoluzionaria, è “+SDS Schede Di Sicurezza”, un software che gestisce la generazione e l’invio in automatico al cliente finale, tramite posta certificata PEC, delle schede di sicurezza di tutti i prodotti tinteggiati, realizzati mediante sistema tintometrico. Ogni invio viene memorizzato come previsto dal regolamento REACH. Qualora il cliente finale non disponesse della PEC, il programma consente la stampa della scheda di sicurezza, che così potrà essere consegnata manualmente con firma di ricevuta.. Fonte: Franchi e Kim Per ulteriori informazioni scrivere a: [email protected] 26 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes DOLLMAR A BIMU 2014 Il Gruppo Dollmar si è presentato alla 29ima edizione della Fiera Bimu con un gran numero di novità implementate negli ultimi due anni. Dall’ultima edizione Bimu 2012 Dollmar e Dollmar Meccanica sono cresciute, sviluppando partnership e investendo nell’innovazione. Come storica costruttrice di impianti di lavaggio, Dollmar Meccanica ha presentato due impianti per la pulizia di componentistica meccanica. RDV.4 E’ una soluzione di lavaggio a base acquosa dedicata al trattamento di pezzi con morfologia particolarmente complessa, studiata per coniugare un’elevata efficienza ad un minor impatto ambientale. DM Multisolvent Unisce i vantaggi di un impianto di lavaggio a base solvente con la polifunzionalità di un processo interamente automatico, avendo la possibilità di scegliere fra 20 diversi programmi di lavaggio con solventi idrocarburici o alcool modificati. Il punto di forza degli impianti Dollmar Meccanica è il supporto di Dollmar S.p.A., che sviluppa e fornisce soluzioni di lavaggio specifiche per ogni materiale e inquinante da rimuovere, garantendo una soluzione ad hoc per ogni cliente e un servizio post vendita completo. La manifestazione milanese è stata anche l’occasione per presentare la nuova partnership implementata nel 2014 con MotulTech, azienda specializzata nello sviluppo e produzione di lubrificanti speciali per molte applicazioni industriali, come la lavorazione dei metalli, la lubrificazione ad alto rendimento e il trattamento termico. Fonte: Dollmar Meccanica Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 27 Block notes Verinlegno è più green con il CNR L’attenzione alle tematiche ecologiche, alla qualità dei processi produttivi e dei prodotti ha convinto Verinlegno a siglare un accordo con l’Istituto di Chimica Biomolecolare del Consiglio Nazionale delle Ricerche di Sassari, diretto dal Professor Mauro Marchetti. Un incontro in parte casuale e fortunato, determinato dalla volontà di muoversi sul grande mercato cinese, si presenta denso di possibili sviluppi. Volge a conclusione proprio in questi giorni il primo contratto di collaborazione dell’azienda di Massa e Cozzile con il prestigioso istituto di ricerca. Il rapporto con il CNR ha prodotto in solo sei mesi risultati pratici, immediatamente tangibili. E’ fortemente migliorata la capacità dell’azienda di valutare i materiali di base (resine, solventi, additivi) ed è maturata la consapevolezza sulla qualità dei prodotti vernicianti in uscita dall’azienda. Nuove opportunità rese possibili a partire dall’acquisto degli strumenti necessari ai controlli e dalla loro corretta taratura. Il passaggio dalla fiducia totale nei fornitori ad un’analisi consapevole dei materiali da loro offerti cambia e migliora la natura del rapporto con i fornitori. La vocazione alla ricerca e allo sviluppo testimoniata dalla forte struttura del laboratorio di R&D interno e l’attenzione alle tematiche ecologiche porta ora allo sviluppo del rapporto con il CNR nell’ambito della ricerca su biocidi, sostanze attive capaci di impedire l’aggressione da parte di insetti, muffe e microorganismi in genere. Le normative europee e internazionali tendono costantemente a limitarne l’uso. La ricerca di prodotti innovativi, di materie prime sostenibili, di processi a bassa emissione di VOC (composti organici volatili) sono nel dna dell’azienda. Ecco perché altri versanti, oggetto di collaborazione, saranno il green e le nanoparticelle. Da sempre Verinlegno è stata capace di fornire ai propri clienti soluzioni speciali, vernici ed effetti che altri produttori, magari più grandi, non erano in grado di offrire. Adesso la ricerca esperienziale, frutto dell’alta creatività del laboratorio interno; della volontà quotidiana di risolvere situazioni problematiche proposte dai propri clienti, trova una sponda importante nel CNR. La ricerca si avvia ad essere strutturata e strategica, finalizzata a trovare soluzioni ai più spinosi problemi che si verificano con i supporti verniciati. E’ un po’ come dire che l’eccellenza originaria dell’azienda diventa eccellenza al quadrato, grazie al ruolo ricoperto dall’Istituto di chimica del Professor Marchetti. Sarà fondamentale in questo contesto la possibilità di accesso ai finanziamenti europei del programma “Horizon 2020” promosso dalla Commissione Europea e finalizzato al sostegno alla ricerca per le pmi. Intanto, come è stato segnalato nell’ambito del 2° formulation day, svoltosi a Milano, in Federchimica, 28 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes lo scorso 19 Maggio, l’esempio di Verinlegno sarà seguito da un pool di di 15 aziende dell’ambito chimico, che fino a ieri ritenevano praticamente impossibile stabilire rapporti proficui con la ricerca più evoluta disponibile in Italia e di valore mondiale. Finalmente, come ha commentato il Professor Mauro Marchetti nel corso dell’incontro, inizia a rompersi il velo che ha, di fatto, impedito alle pmi di eccellenza di formulare domande pratiche e specifiche a soggetti come il CNR che pure ha, nel proprio statuto la missione di aiutare le aziende a rispondere in maniera sempre più appropriata a richieste di mercato e normative nazionali e internazionali sempre più stringenti. “Da sempre -ha detto il dottor Marco Rossi del laboratorio analisi di Verinlegno, nel corso del formulation day- la filosofia di Verinlegno è la ricerca. Fino ad ora è stata soprattutto interna. Adesso entriamo in una fase di rapporti esterni che ci arricchiscono della loro conoscenza teorica per migliorare i nostri prodotti e far crescere la nostra competitività sui mercati. Stiamo per mettere a punto metodi di analisi su materie prime per le quali non esistono ancora, di fatto, normative. Stiamo attivando analisi ancora più mirate per andare ad individuare quali sono le caratteristiche chimiche che interagiscono nelle nostre formulazioni, per stabilire quali siano quelle resine, o quei solventi che possono ottimizzare i nostri risultati. Anche un solo additivo può aiutarci nella sfida. Riteniamo che sia fondamentale, in questa direzione un approccio capace di mixare scienza, conoscenza teorica e pratica quotidiana. Il rapporto con il CNR ha portato in azienda una ventata nuova, un fervore del quale siamo tutti consapevoli che ci aiuterà ancora a migliorare nel segno della qualità dei prodotti, della salute e della sicurezza dell’uomo”. Fonte: Verinlegno Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 29 Block notes ABCITE DI AXALTA Il sistema verniciante in polvere Abcite® 1060 di Axalta Coating Systems, ha superato i severi standard ISO 20340 per vernici protettive a fase unica, per strutture utilizzate in mare aperto. Il sistema permette di avere flessibilità di applicazione senza l’utilizzo di primer, è duraturo e praticamente non richiede manutenzione. Le vernici per parti e componenti utilizzati in mare aperto devono soddisfare severi requisiti; alti livelli di umidità e nebbia salina, in abbinamento a intensi raggi UV, creano infatti un ambiente molto corrosivo e, allo stesso tempo, la vernice è esposta a stress meccanici estremi, soprattutto nelle zone in cui viene sferzata dalle onde. Abcite, che ha anche recentemente ottenuto la Certificazione ISO 12944-6 per la protezione contro la corrosione nelle categorie C5-M Alta e Im3 Alta, ha dato prova della propria qualità e resistenza in condizioni estreme. L’ISO 20340 viene considerato come il test più importante per la misurazione della protezione dalla corrosione delle vernici protettive in strutture utilizzate in alto mare. In questo test, i supporti in acciaio verniciati e tracciati vengono esposti ad eventi atmosferici simulati, come nebbia salina, raggi UV e shock termici per 25 settimane. Abcite ha superato tutte le prove: dopo 25 cicli di test non si è osservato alcun danno esterno nello strato verniciato e le aree tracciate non avevano subito sfogliamenti o infiltrazioni da corrosione. Abcite è stata applicata a fase unica direttamente sull’acciaio, senza primer o promotore d’adesione, dimostrandosi in grado di offrire un livello di protezione alla corrosione che viene normalmente raggiunto con vernici liquide in tre o cinque strati. Nell’utilizzo di questo prodotto vi sono dei vantaggi economici e di salvaguardia dell’ambiente. Rispetto ai sistemi triplostrato, che utilizzano vernici liquide a base di solvente, è possibile avere un risparmio di materiale di oltre il 40% ed il processo stesso di lavorazione consuma meno energia; inoltre non contiene solventi, bisfenolo o sostanze nocive soggette a legislazioni nazionali. Abcite rappresenta una soluzione ideale per la protezione contro la corrosione in altre applicazioni ed è utilizzato con successo per verniciare tubazioni e impianti (internamente e esternamente) per acqua potabile e fognature, semafori e segnaletica stradale, navi, costruzioni edili, impianti industriali, recinzioni e mobili da esterni. Fonte: Axalta Per ulteriori informazioni scrivere a: [email protected] 30 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes IQ IL GLOSSMETRO PIÙ AVANZATO PER LA VALUTAZIONE DI SUPERFICI AD ALTA FINITURA La qualità superficiale che l’occhio umano percepisce durante l’osservazione di un qualsiasi oggetto, dipende largamente dalla capacità di riflessione della luce da parte della sua stessa superficie. Più una superficie è lucida e più dettagliata e nitida dovrebbe risultare l’immagine di un oggetto che vi sia riflesso. E’ il caso, ad esempio, di uno specchio, di una superficie metallica lucidata o della finitura superficiale di uno yacht. Il metodo comunemente utilizzato per valutare la lucentezza di una superficie prevede l’utilizzo dei Glossmetri. Questi strumenti inviano un raggio di luce e ne misurano la quantità riflessa ad un angolo di riflessione identico all’angolo di incidenza. Maggiore sarà la quantità di luce riflessa, più alto sarà il valore di Gloss e viceversa. È esperienza comune verificare che, spesso, superfici aventi uguali valori di gloss, presentano qualità superficiali visibilmente diverse. I due pannelli (Immagine 1 Effetto buccia d’arancia) hanno lo stesso valore di Gloss, ma è evidente che la loro qualità superficiale, da cui dipende la nitidezza dell’immagine riflessa, è nettamente diversa. Il pannello di destra evidenzia la presenza dell’effetto “buccia d’arancia” normalmente causato da una cattiva distensione del coating successiva all’applicazione Le ragioni della differenza tra la qualità percepita dall’occhio umano e quella misurata dal Glossmetro, risiedono nel fatto che quest’ultimo registra come semplice valore numerico la quantità di luce riflessa, senza valutarne le possibili variazioni, e cioè “come” la luce viene riflessa. Al contrario, l’occhio umano possiede una fitta serie di sensori, chiamati coni, in grado di rilevare le impercettibili variazioni di struttura superficiale responsabili della qualità effettivamente osservata. Per lo stesso motivo anche le due seguenti figure (Immagine: 2a e 2b Effetto Haze), rappresentanti due pannelli aventi uguali valori Gloss, mostrano in realtà aspetti estetici nettamente differenti. In questo caso il pannello di destra mostra un effetto “Haze” (velatura) causato da microstrutture superficiali imputabili ad incompatibilità tra i componenti formulativi, cattiva dispersione o problemi in fase di essiccamento / polimerizzazione del coating. Immagine:1 – Effetto buccia d’arancia Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 31 Block notes In questo caso il pannello di destra mostra un effetto “Haze” (velatura) causato da microstrutture superficiali imputabili ad incompatibilità tra i componenti formulativi, cattiva dispersione o problemi in fase di essiccamento / polimerizzazione del coating. Immagine:2a – Effetto Haze I nuovi strumenti IQ Trigloss e IQ Dualgloss consentono di effettuare, oltre alle classiche misure di Gloss, anche la rilevazione del Profilo di Riflettanza della luce su un angolo compreso tra 14° e 26°, grazie alla funzione goniofotometrica integrata. I pratica lo strumento utilizza una serie di micro sensori in grado di simulare l’effetto della luce riflessa nell’occhio umano. Il software incorporato analizza il grafico ottenuto e ne calcola istantaneamente i valori di: Gloss (lucentezza) - secondo ISO 2813, ASTM D523. (20°-60° Mod. Dualgloss; 20°-60°-85° Mod Trigloss) Haze (velatura) - secondo ASTM E430. Rspec Riflettanza Speculare – picco di riflettanza a 20 ± 0,09375°. DOI – Distinctness of Image (Nitidezza di Immagine) – secondo ASTM D5767A RIQ – Reflected Image Quality (Qualità di Immagine Riflessa) Quest’ultimo parametro, esclusivo di questi strumenti, è ottenuto mediante un’analisi a più alta risoluzione della curva di riflettanza. Il parametro RIQ Immagine:2b – Effetto Haze consente di differenziare le variazioni di aspetto superficiale soprattutto ad alto valore di Gloss, superando nettamente la caratterizzazione sulla base del Distinctness of Image (DOI). I valori di RIQ (impostato di default) e DOI (selezionabile dall’utente) sono una funzione della pendenza della curva e hanno entrambi valori compresi tra 0 e 100. Il valore 100 rappresenta una superficie perfettamente liscia, capace di riflettere un’immagine perfettamente nitida, e a cui corrisponde una curva di riflettenza stretta e appuntita simile quella del grafico qui sopra riportato (DOI = 98,5). All’aumentare della difettosità superficiale il valore di DOI e RIQ diminuiscono, mentre il profilo di riflettenza risulta più basso e ampio. Ecco un esempio estremo di due pannelli, in vetro lucido – linea blu e un pannello stampato 20l – linea rossa. Il valore di Gloss è molto simile, vedi tabella, ma il vetro, che ha un alto valore di DOI e basso valore di Haze, restituisce un’immagine riflessa nitida, mentre il pannello stampato restituisce un’immagine Immagine 3: Profilo di Riflettanza che mostra la distribuzione della luce riflessa. 32 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes Schermata principale: visualizzazione contemporanea di tutti i valori ottenuti. Schermata statistica: Media, Val. Minimo, Val. Massimo e Deviazione Standard 201 Glass Std Gloss 39.68 37.77 Haze 33.37 125.57 RSPEC 8.16 24.81 DOI 29.49 92.18 riflessa del tutto indistinta. I due Profili di Riflettanza sovrapposti costituiscono la rappresentazione grafica di quanto percepito visivamente. Gli strumenti IQ Dualgloss e IQ Trigloss rappresentano un’importante evoluzione negli strumenti per la valutazione della qualità superficiale, storicamente ingombranti e costosi. Questi nuovi strumenti sono economici, compatti, portatili, muniti di batterie al Litio ricaricabili tramite caricabatteria o mediante cavo USB. Possiedono, in memoria, il software necessario per elaborare i dati di prova in formato .csv, facilmente esportabile in fogli di calcolo Excel Microsoft o Apple. La scocca esterna in alluminio li rende robusti e affidabili. La visualizzazione dei dati e dei grafici è affidata all’ampio e luminoso schermo a colori, mentre le impostazioni di misura si effettuano in maniera molto intuitiva mediante 5 pulsanti a sfioramento. I campi applicativi di questo strumento comprendono la produzione e l’applicazione di vernici, il coil coating, la lucidatura dei metalli, la nautica con particolare riferimento al gelcoat, l’automotive, inchiostri & stampa, vernici in polvere, manufatti in plastica, produzione di additivi per vernici e inchiostri, industria del mobile e comunque tutti quei settori in cui l’aspetto estetico gioca un ruolo determinante. Fonte: Urai Per ulteriori informazioni scrivere a: [email protected] Andamento grafico dei valori di Gloss in relazione alle diverse misure effettuate Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 33 Block notes POLVERI SU MISURA La ST Powder Coatings, produttrice di vernici in polvere termoindurenti di altissima qualità, persegue una politica di miglioramento continuo. Elementi di forza sono l’elevata flessibilità nell’esaudire le richieste del cliente e nel rispondere alle sue esigenze con prontezza. ST Powder Coatings dispone di un sistema di tracciabilità che va dalla fase di ricevimento materie prime fino alla consegna dei prodotti finiti. Il settore Ricerca & Sviluppo si dedica alla formulazione di prodotti innovativi rispondenti alle esigenze del mercato, che richiede nuove soluzioni e nuovi effetti. Vengono studiate vernici termoindurenti con spessori del film più bassi, cicli di cottura più rapidi, temperature di polimerizzazione più basse, miglioramento delle proprietà anticorrosive, resistenza agli UV, migliore applicabilità. Sotto il profilo estetico sono stati presentati diversi ef- fetti speciali e altri sono allo studio. I prodotti sono formulati in accordo al regolamento Reach e sono privi di sostanze SVHC (Substances of very high concern). Una volta sviluppati i prodotti, il Laboratorio Applicativo esegue i controlli inerenti le differenti fasi, dal controllo delle materie prime al collaudo del prodotto finito. Per i suoi prodotti l’azienda ha ottenuto le omologazioni Qualicoat, GSB, Polyester Med. La ST Powder Coatings opera garantendo la massima qualità, nel rispetto dell’attuale legislazione in tema ambientale e della salute e sicurezza dei lavoratori; attua infatti un sistema di gestione conforme alle norme UNI EN ISO 9001:2008 (per la qualità), UNI EN ISO 14001:2004 (per l’ambiente) e BS 18001:2007 (per la salute e sicurezza sui luoghi di lavoro). ST è e una delle poche società alla quale Certiquality ha rila- 34 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes ST Powder Coatings offre in pronta consegna oltre 700 prodotti, disponibili a magazzino, una gamma che va sempre più arricchendosi, ed è in grado di consegnare le vernici in polvere “taylor made” su specifiche esigenze del cliente in tempi brevissimi. Fonte: St Powder Coatings Per ulteriori informazioni scrivere a: [email protected] sciato la prestigiosa “Attestazione d’eccellenza”. La gamma dei prodotti, oltre 9000 formulazioni, è costituita dalla linea standard (vernici in polvere epossidiche, epossipoliesteri, poliesteri standard TGIC-Free, poliesteri TGIC-Free architectural, poliuretani alifatici), dalla linea speciale (vernici in polvere superdurabili TGIC-Free architectural, vernici in polvere zinch-rich primer, vernici in polvere antigraffiti, vernici antistatiche) e dalla linea “bonderizzati”, che consente di ottenere un’ampia gamma di finiture ad effetto speciale, caratterizzate da elevata uniformità ed efficienza (minor consumo di polvere e minor quantità di residui). Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 35 Block notes ECOCWAVE BY DÜRR ECOCLEAN Con la EcoCWave, Dürr Ecoclean ha creato un sistema innovativo per i processi di lavaggio in soluzione acquosa, che trattano in maniera efficace sia le applicazioni standard che quelle di precisione. Per raggiungere quest’obiettivo la nuova macchina presenta caratteristiche polivalenti, che offrono una qualità di lavaggio superiore, un’elevata affidabilità del processo, oltre a tempi d’inattività ridotti e un minimo consumo di energia. Inoltre la EcoCWave, macchina molto flessibile, pone dei nuovi parametri in materia di ingombro, operabilità e design. Che si tratti dell’industria automobilistica e dei suoi innumerevoli fornitori, o dell’industria meccanica più classica o di quella di precisione, che si tratti dì imbutitura, di stampaggio, di profilatura, di sistemi ottici o di tecnologia medica, il lavaggio di componenti in soluzione acquosa con detergenti alcalini, neutri o acidi è una delle tecnologie da sempre più applicate nei diversi settori industriali. I campi di applicazione variano dal lavaggio preliminare a quello intermedio fino ad arrivare al lavaggio di precisione. La nuova EcoCWave della Dürr Ecoclean sostituisce il modello Universal 81W e offre un’ampia varietà di applicazioni, grazie alla sua lungimirante tecnologia. L’ingombro ridotto permette di inserire la nuova macchina senza alcun problema in ogni processo di produzione. Dispone inoltre di un’alta flessibilità, adattandosi facilmente ai requisiti di pulizia e di produzione richiesti, garantendo così la sicurezza dell’investimento. Una tecnologia intelligente porta a una qualità di lavaggio superiore A seconda delle esigenze del cliente, la EcoCWave é dotata di due o tre serbatoi. Per favorire il deflusso, i serbatoio sono stati posizionati verticalmente ed hanno una sezione circolare. Rispetto ai serbatoi degli impianti di lavaggio tradizionale, generalmente di sezione rettangolare e montati orizzontalmente nella parte inferiore della macchina, i serbatoi cilindrici prevengono la formazione di depositi e di sporcizia, motivo per il quale risulta una migliore qualità di lavaggio e una vita operativa dei bagni più lunga. Inoltre ogni serbatoio ha il suo circuito separato e un sistema completo di filtrazione: i bagni di lavaggio e di risciacquo sono filtrati, sia al riempimento, sia allo svuotamento della camera di lavoro e operano in bypass. Nell’alloggiamento del filtro si possono inserire sia filtri a sacco sia filtri a cartuccia: in questo modo la filtrazione può essere adattata in modo semplice e rapido alle specifiche di pulizia richiesta, senza alcuna modifica dell’hardware. Anche la ridisegnata struttura rotante all’interno della camera di lavoro fornisce un importante contributo a migliorare le prestazioni della macchina; assicura infatti che la soluzione detergente e l’azione meccanica degli ultrasuoni o del sistema di spruzzatura possano facilmente raggiungere gli elementi da lavare da tutti i lati. Inoltre l’effetto di trascinamento dovuto alla struttura rotante è stato ampliamente minimizzato. Riduzione dei costi unitari con cicli più rapidi Nella EcoCWave pompe molto potenti e tubazioni di grande diametro accelerano il riempimento e lo 36 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes svuotamento della camera di lavoro e dei serbatoi, minimizzando i tempi di inattività, aumentando la produzione e riducendo i costi unitari. Anche i processi di lavaggio a spruzzo beneficiano di queste migliorie; sono stati infatti aumentati gli ugelli di spruzzatura e ne è stata migliorata la disposizione, ottenendo così prestazioni più efficaci e riducendo i tempi-ciclo, anche nei casi di semplici lavaggi preliminari. Per ridurre ulteriormente i tempi-ciclo, è stata migliorata anche l’asciugatura a vuoto, generalmente abbinata all’asciugatura ad aria calda. Una risposta ad ogni requisito di pulizia L’impiego di pompe a frequenza variabile permette di adattare la portata alle proprie esigenze. Il risultato è, da un lato, un alto risparmio di energia e, dall’altro, la possibilità di selezionare il processo di lavaggio più adeguato per raggiungere i desiderati requisiti di pulizia. Si possono quindi raggiungere diversi livelli di riempimento nella camera di lavoro durante il processo di immersione, come ad esempio per il lavaggio di componenti con fori ciechi o con una geometria complessa, quando si alternano continui cicli di riempimento e di svuotamento. Un intenso e continuo ricambio della soluzione detergente nelle zone critiche del componente aumenta notevolmente l’effetto del lavaggio. Nei processi di lavaggio a spruzzo, la forza del getto può essere regolata a seconda del componente da processare. La possibilità di poter regolare la pressione di spruzzatura inoltre amplia lo spettro dei detergenti utilizzabili. Il sistema “Aquaclean”, che può essere integrato nell’impianto, garantisce un trattamento continuo dei bagni. Con il calore disperso dal processo di evaporazione all’interno di tale sistema si riscalda completamente la soluzione di lavaggio nel primo serbatoio. Flessibilità anche nel volume di carico La camera di lavoro ermetica della EcoCWave é concepita per lotti fino ad una dimensione di 670 x 480 x 300 mm. Come soluzione alternativa è possibile integrare una camera di lavoro più grande, con una dimensione di 670 x 480 x 400 mm, senza ingrandire l‘ingombro della macchina. Il volume adattato alla configurazione del lotto da trattare riduce i costi unitari. La visualizzazione dei diversi dati di processo, come ad esempio il livello di riempimento nella camera di lavoro, avviene tramite un monitoraggio del processo in tempo reale. E’ anche possibile rilevare tutti i parametri essenziali del processo, opzione utile, ad esempio, per lo sviluppo dei programmi di lavaggio. Design dell’impianto: riduzione dell’ingombro e predisposizione a modifiche Oltre alle sue alte prestazioni, gli ingegneri della Dürr Ecoclean hanno rivolto un’attenzione particolare alla riduzione dell’ingombro della EcoCWave; infatti la superficie della macchina, dotata di due serbatoi, è di soli 5,5 metri quadrati. E ancora, la EcoCWave eccelle per il suo attraente design, con il caricatore integrato e la pannellatura esterna costituita da vetri di sicurezza. Fonte: Durr Per ulteriori informazioni scrivere a: [email protected] Facilità operativa con visualizzazione del processo Il nuovo display a colori con icone auto esplicative rende l’uso della EcoCWave facile, rapido e sicuro. Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 37 Block notes CHIMICA PER LA MECCANICA Per l’azienda Torchiani, essere nata a Brescia e avere sede nella città che può essere considerata la capitale storica della lavorazione dei metalli, è una precisa responsabilità: significa essere al servizio di un tessuto industriale molto esigente. Ma è anche un grande vantaggio: vuole dire infatti aver maturato e continuare ad implementare un know how di grande spessore nel settore professionale e organizzativo. La gamma prodotti e l’attività collaborativa rivolta al settore della meccanica, configura la Torchiani come un riferimento completo e propositivo, in grado di garantire i più elevati livelli di fornitura e un dialogo consulenziale finalizzato ad ottimizzare le filiere produttive all’interno delle officine. Nella gamma troviamo infatti le risposte più moderne con le quali la ricerca chimica risponde alle richieste sia di trattamento superficiale dei metalli (prodotti per galvanica, sgrassaggio, fosfatazione e preverniciatura), sia per le lavorazioni con macchine utensili di ogni tipo, che operano prevalentemente per deformazione e asportazione di truciolo: lubrorefrigeranti, sgrassanti, oli evaporabili, aerosol e grassi, prodotti biotecnologici e molti altri ancora. “Far ottenere ai clienti i più elevati rendimenti operativi dalle loro macchine – ha affermato Riccardo Tosi, responsabile del team commerciale Torchiani specializzato nel dialogo con le industrie meccaniche – è il nostro principale obiettivo, ma non il solo. Prestazioni e durata delle macchine sono infatti strettamente connessi: un prodotto chimico di eccellenza può fare veramente molto per creare l’equilibrio migliore fra questi due aspetti, apparentemente antitetici. Gli utensili hanno bisogno della chimica per funzio- RICCARDO TOSI responsabile commerciale Torchiani settore meccanica nare ad alte velocità e con livelli di precisione estremi. Questo comporta usura. Compito della chimica è quello di ridurre lo stress meccanico. Il nostro ruolo è fare da collegamento fra ricerca nel settore chimico, produttori e utilizzatori finali: le officine. Il primo impegno della Torchiani è perciò il monitoraggio e la selezione accurata dei fornitori: che spaziano dalle grandi multinazionali della chimica, fino ad aziende che propongono prodotti di nicchia. Oggi le aziende del settore meccanico vivono una condizione complessa: si trovano a dover restare competitive grazie alle tecnologie, che però richiedono attenzioni maggior di un tempo, in termini di manutenzione e scelta dei prodotti di consumo, soprattutto quelli funzionali alle lavorazioni. Si chiedono maggiori prestazioni, ma bisogna allo stesso tempo contenere i costi del processo di filiera. L’evoluzione della chimica può aiutare molto le aziende meccaniche in questa loro necessità, con prodotti che sono il risultato di importanti investimenti in R&D. In particolare oggi disponiamo di lubrificanti industriali con speciali miscele di oli base e additivi, capaci di ridurre in modo straordinario il coefficiente di attrito e l’usura. Proprio perché il settore è in costante evoluzione e richiede massima specializzazione, la Torchiani ha creato all’interno dell’azienda una divisione specificatamente dedicata all’industria meccanica. Una realtà integrata e sinergica all’organizzazione aziendale, ma allo stesso tempo autonoma e dinamica, per fornire in modo mirato le risposte giuste e ampliare costantemente l’offerta di prodotti altamente performanti e, fatto sempre più importante, attenti anche all’ambiente”. Fonte: Torchiani Per ulteriori informazioni scrivere a: [email protected] 38 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block Block Notes notes L’IMPORTANZA DELL’ARIA COMPRESSA Uno dei parametri che condizionano i risultati della verniciatura e la vita operativa degli utensili pneumatici, in particolare quelli impiegati nella levigatura, è la scarsa o incostante qualità dell’aria compressa utilizzata. Si tratta di un argomento molto vasto, spesso trascurato, che può essere visto da diversi punti di vista. Affrontiamo il discorso su come e quanto incida Fig. 1 - Il percorso dell’aria compressa prima di arrivare alla pistola di verniciatura la qualità dell’aria compressa in relazione ai difetti di verniciatura, fenomeni acuitosi con il progressivo incremento dell’impiego delle vernici all’acqua. Il percorso che l’aria compressa prima di arrivare alla pistola di verniciatura è schematizzato nella figura 1. L’aria viene aspirata dall’atmosfera e filtrata con filtri molto grossolani, che raramente vengono controllati. Viene quindi compressa con sistemi a pistone o a vite, che necessitano di essere costantemente lubrificati, e infine stoccata nei serbatoi. Attraversando le tubazioni, raccoglie tutti i detriti che si formano a causa della loro corrosione. La figura 2 riassume schematicamente i più comuni contaminanti dell’aria compressa. I principali nemici del verniciatore sono l’olio e l’umidità, entrambi difficili da combattere con i sistemi di filtraggio tradizionali. Vediamo nel dettaglio i danni che possono causare e soprattutto come è possibile evitarli in modo sicuro ed economico. Olio La pistola di verniciatura sfrutta la forza dell’aria compressa per veicolare la vernice sul supporto. All’inter- Metal Cleaning & Finishing 39 Block notes Fig. 3 e 4 no della pistola, grazie agli appositi ugelli, la vernice viene atomizzata. La presenza di olio comporta che anch’esso venga atomizzato insieme alla vernice, provocando la comparsa di “chiazze gialle” sulle tinte chiare, scarsa aderenza e schivature. Umidità Tutte le fasi della preparazione del supporto, come levigatura, stuccatura e stesura del fondo, necessitano di essere spruzzate con aria compressa per rimuovere la polvere residua; questi materiali sono molto porosi ed assorbono l’umidità contenuta nell’aria compressa utilizzata. Questo comporta alcuni inconvenienti, come il rallentamento dei tempi di appassimento, con la comparsa dopo qualche mese di bollicine dovute proprio all’umidità che raggiunge la superficie, nonché lo sfogliamento, in quanto non vi è più aderenza. L’incostanza dell’efficienza dell’essiccatore a ciclo frigorifero, dovuta spesso all’innalzamento della temperatura durante il periodo estivo, è un ulteriore importante elemento di incertezza rispetto al giusto livello di umidità contenuta nell’aria compressa. Una nuova soluzione Si può ottenere il massimo della qualità con un sistema semplice ed affidabile come il Drypoint System prodotto dalla Beko Technologies e distribuito in Italia da sia Biffignandi spa, che racchiude in modo ef- ficiente i molteplici sviluppi e brevetti realizzati dalla Beko Technologies, grazie alla sua posizione di leader nello sviluppo dei trattamenti dell’aria compressa. Drypoint System è composto da due unità di trattamento aria: Clearpoint e Drypoint M, che rispettivamente filtrano ed essiccano l’aria compressa in un unico aggregato. Clearpoint è un filtro disoleatore a coalescenza, con scarico di condensa automatico a galleggiante. La cartuccia filtrante è realizzata con 7 strati di borosili- Fig. 5 – Grado di ritenzione del filtro 40 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes Fig. 6 – Schema del processo di essiccazione dell’aria compressa cato strutturati con doppia gabbia in acciaio inox, che garantisce una microfiltrazione fino a 0,01 micron, con olio residuo fino a 0,01 mg/m3 a 20°C ed 1 bar abs. In questa prima fase di trattamento si rimuovono il particolato solido e l’olio che inquinano l’aria compressa; inoltre, grazie all’azione ciclonica che si crea all’interno di Clearpoint, viene scaricata anche l’acqua allo stato solido già presente nelle tubazioni. Drypoint M è un essiccatore a membrana ad alta selezione. Al suo interno vi sono delle membrane a fibre cave, per mezzo delle quali si ottiene l’essiccazione dell’aria compressa mediante un procedimento fisico similare all’osmosi. Qui si rimuove il vapore d’acqua tenuto in sospensione dall’aria compressa, ottenendo un drastico abbattimento sia dell’umidità relativa che del punto di rugiada in pressione. Drypoint System è facile da installare, non necessita di allacciamenti elettrici, di tempi di avviamento, non ha parti in movimento o motorini elettrici soggetti ad usura e può essere utilizzato ad intermittenza, garantendo da subito il massimo della prestazione: è sufficiente installarlo e goderne i benefici. L’unica cautela sarà quella di non applicarlo in pre- senza di temperature dell’aria superiori ai 60°, situazione in teoria possibile se l’apparecchio viene posizionato immediatamente in uscita da un compressore a pistoni. E’ quindi consigliabile posizionarlo in prossimità del reparto di verniciatura o levigatura, per permettere la pulizia dal residuo dei tubi e per allontanarlo dal compressore. La cartuccia filtrante va sostituita periodicamente, in modo da mantenere efficiente la filtrazione ed impedire che impurità e olio raggiungano la membrana, compromettendone le prestazioni. La vita utile della cartuccia è funzione della qualità e della quantità dell’aria filtrata ed è stata valutata ampiamente superiore all’anno, in presenza di un consumo continuativo utile per alimentare una pistola di verniciatura con qualità d’aria media. Fonte: Sia Biffignandi Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 41 Block notes IL FATTURATO DEI CONTRAFFATTORI IN CRESCITA Non c’è solo l’evasione, ma anche la contraffazione tra i fattori responsabili della non crescita economica del nostro Paese. È quanto emerge dai dati presentati da INDICAM, l’Istituto di Centromarca per la lotta alla contraffazione alla sua assemblea annuale, un tradizionale momento di confronto tra le diverse Istituzioni che collaborano alla lotta alla contraffazione. “Il nostro Governo è impegnato in una lotta molto decisa all’evasione fiscale – ha commentato Carlo Guglielmi, presidente di INDICAM – che danneggia l’economia e i cittadini. Eppure, esiste un fenomeno che è totalmente trascurato: la contraffazione non conosce crisi, anzi, sembra essere contro-ciclica: così, mentre noi discutiamo di 1 o 2 punti di IVA, i contraffattori la evadono tutta e danneggiano le imprese e i loro marchi. L’effetto ultimo è un ulteriore calo del PIL e del gettito fiscale”. I dati di comparazione, in effetti, mostrano che sia a livello europeo, sia a livello mondiale, la contraffazione non conosce crisi e soprattutto continua a crescere parallelamente alla crescita della globalizzazione e del commercio via internet. E questo pur tenendo conto che si tratta in un caso come nell’altro di dati interdoganali, che quindi non includono le contraffazioni prodotte e consumate all’interno della stessa regione doganale. I dati diffusi dalla Commissione Europea, mostrano che il numero dei prodotti sequestrati è cresciuto di circa il 10% rispetto all’anno precedente, mentre il numero di sequestri è aumentato del 15% per un totale di 91.245 sequestri in un anno. Il valore stimato di questi beni, che rappresentano solo una quota del totale contraffatto, ha raggiunto l’1,3 miliardi di euro. Cresce, quindi, il valore complessivo della contraffazione, ma crescono più che proporzionalmente i rischi per il consumatore: prodotti di uso quotidiano e prodotti potenzialmente dannosi alla salute e alla sicurezza dei consumatori, ammontano al 28,6%. Un dato che ovviamente è collegato al fatto che circa il 24% dei sequestri ha riguardato farmaci e che tra i colli postali sequestrati (ovvero i piccoli acquisti effettuati direttamente dal consumatore) circa il 36% erano medicinali. “La questione della salute dei consumatori – ha continuato Carlo Guglielmi – è spesso usata in maniera demagogica, nonostante rappresenti un problema importante, seppure non unico, sul fronte della lotta alla contraffazione. Nelle statistiche europee emerge, per esempio, che il 18% dei sequestri riguarda le sigarette. Ora siamo arrivati al paradosso che, per proteggere i consumatori dai danni del fumo, si vuole introdurre anche in Europa il cosiddetto “plain package”, confezioni “neutrali” con l’indicazione del nome del brand ridotta al minimo, il miglior regalo possibile ai contraffattori di sigarette. L’esito rischia di essere a danno della salute dei cittadini, perché la qualità del prodotto sarebbe ulteriormente minacciata e la possibilità di controlli ulteriormente complicata. Esempi di miopia simili rendono la nostra lotta impari”. Le statistiche mondiali, presentano dati altrettanto preoccupanti: nel confermare che l’aumento più significativo ha riguardato i prodotti farmaceutici sia a livello di casi (+33%), sia in termini di prodotti seque- strati (+129%), la contraffazione dimostra di essere ormai globale, capace di arrivare al singolo consumatore direttamente e in grado di danneggiare qualunque marchio di successo. “Nella classifica dei marchi per i quali è stata maggiormente riscontrata la contraffazione attraverso i sequestri – ha proseguito Guglielmi – ci sono molti marchi che pure non essendo italiani, sono prodotti da aziende italiane. È del tutto evidente che la contraffazione brucia ogni anno milioni di euro, che finiscono per danneggiare le aziende e i lavoratori italiani e indirettamente il bilancio pubblico. Eppure, mentre non si rinuncia alla parola “furbi” per gli evasori, non si capisce che la contraffazione racchiude in sé una forma ancora più perversa di ricatto all’equilibrio del sistema: un apparente sconto al consumatore in cambio dell’evasione da tasse e oneri sociali e danni 42 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes alle aziende che hanno investito risorse ingenti sul proprio marchio o sulla propria ricerca di design, che a loro volta si rovesciano sui lavoratori con un aumento della disoccupazione”. I dati mondiali riportano un altro fenomeno estremamente preoccupante. La crescita considerevole del prodotto contraffatto, diffuso attraverso “piccole consegne” (+55% è l’aumento di sequestri effettuati in uffici di smistamento postale), segnale inequivocabile che il web sta indubbiamente accelerando il processo e cambiando il modello di business dei contraffattori. Acquisti non più mediati e di piccoli importi/quantità ancora più difficili da intercettare. Aumentano, inoltre, i casi (il 14,6% del totale) di sequestri che hanno comportato uno o più passaggi in transito prima di raggiungere la destinazione finale. La classifica dei Paesi usati come destinazione di transito vede, nell’ordine: USA, Francia, Germania, Hong Kong Cina e Italia. Questo fa sì che, per lo Spazio Economico Europeo, i transiti sospettabili vadano a posizionarsi intorno al 40%! “Questa importante fetta di sequestri effettuati su prodotti in transito, particolarmente nell’UE – ha concluso Guglielmi – cresce e diventa una quota significativa proprio mentre il testo del nuovo regolamento doganale europeo sembra orientarsi nell’Europarlamento verso la soppressione della possibilità di effettuare sequestri se non per beni destinati ai Paesi UE. Più in generale, non possiamo che rilevare in questo momento l’allarme e l’attenzione “attiva” attorno alla contraffazione che è un patrimonio davvero di poche istituzioni italiane ed europee. Sono rimaste, certo, le “dichiarazioni di impegno”, ma quando si tratta di trasformarle in provvedimenti e azioni concrete, quello che finisce per prevalere a livello decisionale finale è la trascuratezza o peggio, la trappola demagogica che spesso camuffa specifici interessi di parte. Dobbiamo iniziare a ragionare in termini di sostenibilità anche quando si parla di protezione del diritto d’autore o di protezione intellettuale. Un’economia globalizzata che non si curi di questo tema non è sostenibile nel lungo periodo, crea disparità tra Paesi contraffattori e mercato, in cui la contraffazione prospera tra aziende che investono nella crescita e nelle loro realtà aziendali e soggetti che, come una Penelope, disfano la tela dello sviluppo”. Top 15 marchi contraffatti a livello mondiale per numero di casi (sequestri) MARCHIO Apple Mac Viagra Power Balance Louis Vuitton Sanrio Hello Kitty Cialis Chanel Nike Adidas Calvin Klein Blackberry Rolex Walt Disney Nokia TOTALE 2011 685 540 532 447 409 392 321 290 290 266 247 245 237 230 210 19.298 % SUL TOT. 3,55% 2,80% 2,76% 2,32% 2,12% 2,03% 1,66% 1,50% 1,50% 1,38% 1,28% 1,27% 1,23% 1,19% 1,09% 100% Fonte: WCO/OMD Top 15 marchi contraffatti a livello mondiale per valore dei sequestri MARCHIO 2011 - USD Nike 462.271.572 Louis Vuitton 136.157.557 Tag Heuer 84.516.670 Nokia 44.775.862 Burberry 42.077.600 Rolex 32.669.118 Cartier 27.289.392 Adidas 25.261.032 Bulgari 19.445.389 Omega 19.042.477 Hermes 18.882.176 Sony 18.695.786 Christian Louboutin 17.854.924 Chanel 17.739.596 Breitling 16.795.331 TOTALE 1.721.062.745 % SUL TOT. 26,86% 7,91% 4,91% 2,60% 2,44% 1,90% 1,59% 1,47% 1,13% 1,11% 1,10% 1,09% 1,04% 1,03% 0,98% 100% Fonte: WCO/OMD Fonte: Indicam Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 43 Block notes METEF RILANCIA CON L’INNOVAZIONE Con oltre 400 espositori, di cui 30% esteri, e 20 delegazioni di operatori specializzati e vip visitors internazionali, Metef ha superato in questa edizione i 10.000 operatori professionali, il 32% dei quali provenienti da 60 Paesi, fra questi prima la Germania. A seguire Turchia, Iran e paesi dell’Est Europa, mercati strategici che ricercano tecnologia di qualità e specializzazione. E’ il bilancio finale della tre giorni di Metef, la manifestazione che ha saputo evolvere e aggiornarsi, creando sinergie strategiche per affrontare le nuove sfide del mercato internazionale. Confermata la validità della formula, con l’inserimento del Salone Alumotive, rivolto al settore dei trasporti, che con Metef, dedicato alle tecnologie e alle lavorazioni dell’alluminio, Metalriciclo-Recomat, focalizzato sulle tematiche del riciclo, e Foundeq, expo internazionale della fonderia metalli ferrosi e non ferrosi, ha consentito di raggiungere l’ambizioso obiettivo di completare l’intera filiera e di diventare un grande contenitore di aree espositive specializzate. «Il rilancio di Metef si evidenzia con il successo delle iniziative a maggior valore aggiunto della fiera quali Save the Weight, il Premio Innovazione, il Forum Estrusione, il Convegno Anfia –Assofond e quelli dedicati al Medio Oriente e all’Africa – afferma Mario Conserva, vice presidente Alfin Edimet - C’è poi la conferma della partecipazione con oltre 400 espositori, il numero e la qualità degli operatori presenti, per una buona parte provenienti dall’estero, e questo dà la misura dell’internazionalizzazione dell’evento. Metef si chiude quindi con un grande successo sui concetti di qualità, innovazione e specializzazione nel customized pur sem- pre con interessanti volumi quantitativi.» «Alfin-Edimet e Veronafiere hanno siglato due anni fa un accordo strategico attraverso il quale abbiamo acquisito il 50% dell’asset – sottolinea il Presidente di Veronafiere, Ettore Riello -. Per l’edizione 2014 è stata individuato l’obiettivo di rappresentare nel suo complesso la filiera italiana dell’alluminio e dei materiali innovativi sullo scacchiere internazionale, dove la competitività è sempre più serrata. Un risultato che possiamo considerare acquisito, consolidando Metef nelle fiere tecniche b2b capaci di dare voce all’intero comparto, un’eccellenza del manifatturiero italiano, e di promuoverlo sui mercati mondiali di maggior importanza.» Fra gli espositori si sono raccolte dichiarazioni significative, all’insegna della volontà di investire in innovazione per poter affrontare i mercati internazionali. Anche per Francesco Savelli, Presidente AMAFOND, si è trattato di un’edizione molto positiva, partita bene già dal primo giorno. «Il secondo giorno ha visto riunite tutte le fonderie italiane di ghisa in un’ottica di vera sinergia e abbiamo raccolto buone prospettive di investimenti per l’anno prossimo. Molti i visitatori venuti da paesi come Russia, Corea del Sud, Germania che testimoniano la rilevanza di un mercato, quello italiano, molto importante, secondo solo a quello tedesco.» «METEF 2014 ospitato a Verona - afferma invece Franco Zanardi, vicepresidente di ASSOFOND - rappresenta un eccellente esempio di filiera produttiva che fa onore al nostro paese. Le tradizionali tecnologie di processo sono state già da qualche anno integrate con la presenta- 44 Metal Cleaning & Finishing Finishing Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Block notes zione dei componenti innovativi in alluminio e leghe leggere. Quest’anno il panorama dei prodotti si e virtuosamente allargato ad altri materiali innovativi che mettono a fattor comune la capacita di offrire soluzioni atte a ridurre il peso dei veicoli. L’organizzazione fieristica e della comunicazione preparata in due anni di intensa attività ha saputo attrarre operatori e visitatori di alto livello internazionale, quindi a mio avviso il bilancio per tutto il settore e molto positivo e preludio di una nuova ripresa dell’attività.» «Siamo molto soddisfatti – racconta Mario Bertoli, ad di Metra – perché abbiamo partecipato a un evento che ha dato ampio risalto alle aziende che hanno investito in tecnologia per avere maggiori prospettive sull’export. I numerosi contatti presi sono di grande qualità e intravediamo opportunità potenziali sia con aziende che dall’Italia esportano in tutto il mondo, sia con medie realtà specializzate. Soprattutto un occhio di riguardo per un’area, quella del Golfo, che vuole ricreare un tessuto industriale e rappresenta quindi un’opportunità per le aziende di medie dimensioni.» Roberta Maroni di Hydro, da sempre sponsor di Metef, conferma la validità della fiera anche guardando ai numerosi visitatori, provenienti da tutto il mondo, che hanno visitato lo stand. «È senz’altro una vetrina interessante perché è lo specchio del mercato e in tre giorni permette di raggiungere tutti i protagonisti della filiera.» Qualche parere anche dagli espositori stranieri: parla Mohammed A. Al-Mutawa di Ega Emirates Global Aluminium «Siamo espositori sin dalla prima edizione. In questa, in particolare, ci fa piacere esordire con la nuova ragione sociale EGA. Il mercato italiano è per noi molto importante ed è un’ottima opportunità di incontro con tutti i nostri clienti.» Soddisfazione anche per Domenico Foti di Sacal Spa: “Siamo da sempre a Metef e questo dimostra che crediamo nella manifestazione e soprattutto riteniamo importante che cresca perchè abbiamo bisogno di visibilità per la nostra pressofusione di alluminio, seconda solo alla Germania. La nuova location di Verona ha poi un respiro più internazionale e la clientela può anche abbinare turismo, cultura e gastronomia.» Per Novelis pae, multinazionale francese, Antoine Le Tullier afferma: «Siamo per la prima volta a Metef perchè vogliamo recuperare contatti sul mercato italiano ed europeo. Metef è stata utile anche per riprendere contatto con i clienti internazionali, in particolare iraniani.» Metef si conferma manifestazione internazionale, che ha saputo individuare l’interesse dei buyer specializzati e che ha messo a disposizione servizi avanzati di trade matching. Le 20 delegazioni di operatori specializzati e vip visitors hanno rappresentato Argentina, Bosnia Erzegovina, Brasile, Corea del Sud, Croazia, Germania, India, Iran, Iraq, Marocco, Messico, Perù, Polonia, Repubblica Ceca, Russia, Serbia, Slovenia, Sud Africa, Svizzera, Turchia, Ucraina. Fonte: Metef Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.80 - Ottobre - Novembre - Dicembre 2014 Metal Metal Cleaning & Finishing 45
© Copyright 2026 Paperzz