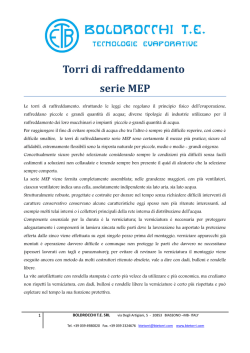
Block notes Per ricevere ulteriori informazioni sugli articoli di questa rubrica scrivere a: [email protected] indicando il relativo numero di pagina Notizie dalle aziende La gallina quando ha fatto l’uovo canta, l’anatra no. Per questo la gente nei negozi chiede le uova di gallina e non quelle di anatra. Non sappiamo se il vero motivo del successo delle uova di gallina sia dovuto agli schiamazzi che accompagnano la loro deposizione, ma certamente la metafora sintetizza con chiarezza l’importanza di far conoscere al mercato i propri progetti, i propri prodotti e le proprie iniziative. Molti ottimi imprenditori passano la vita a cercare di realizzare ottimi prodotti, migliori della concorrenza e con prezzi inferiori, per poi accorgersi che il concorrente, che fa prodotti peggiori, vende di più solo perché grida (comunica) di più e meglio: proprio come la gallina della citazione. Per comunicare con efficacia è necessario definire: 1.a chi si rivolgono i messaggi (definizione e scelta dei clienti); 2.che cosa si vuol comunicare (definizione e scelta del contenuto della comunicazione); 3.in che modo si vuole comunicare (definizione e scelta della forma di comunicazione); 4.quando comunicare (definizione e scelta della frequenza di comunicazione); 5.dove comunicare (definizione e scelta dei mezzi attraverso i quali comunicare). La nostra rivista consente di affrontare queste scelte in modo professionale e in particolare questa rubrica è a disposizione delle aziende che vogliono utilizzare uno strumento semplice ed efficace, che consente di presentare prodotti e servizi in modo mirato agli utilizzatori che la leggono per essere costantemente informati sull’evoluzione tecnologica del settore. La nostra filosofia editoriale si fonda sulla chiara e trasparente distinzione tra informazione e pubblicità, per 22 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 cui ogni articolo presente in questa rubrica riporta la fonte aziendale che lo ha ideato e realizzato, affinchè i lettori possano distinguere i contenuti e le forme della comunicazione. • • • • • • • • • • • • • • • Graco High Tec Electronics Cap Arreghini Imel In questo Axalta numero: Verinlegno Dollmar Meccanica Assovernici Fluxa Durr Torchiani Uesseti Europolveri Assicc Wagner colora Block notes SISTEMA DI DOSAGGIO PROMIX PD2K Graco lancia ProMix PD2K, un dosatore pluricomponente che raggiunge nuovi livelli di efficienza nelle operazioni di finitura. Il ProMixPD2K miscela il materiale vicino alla pistola, in modo che la quantità di materiale sprecato sia notevolmente inferiore. Questo permette al cliente di utilizzare meno vernice, di risparmiare fino all’80% sui costi di smaltimento e consente cambi di colore più veloci rispetto ai tradizionali dosatori elettronici. Il nuovo sistema di dosaggio 2K di ultima generazione offre inoltre le seguenti caratteristiche. Pompe elettriche di dosaggio a pistone • Garantiscono risultati uniformi, con una precisione dell’1%, senza misuratore del flusso e senza l’utilizzo di un regolatore di pressione del fluido. • Tecnologia di “spostamento positivo 100%”. • Manutenzione facile e a basso costo. • Vanno in stallo sotto pressione. • Possono gestire portate del fluido molto basse. • Presenza ridotta di materiale miscelato all’interno del sistema. • Possibilità di svuotare solo la pompa di dosaggio e brevità della linea di miscelazione dei materiali, che consente di ridurre la produzione di rifiuti e i tempi di fermo macchina. • Miscelazione vicino alla pistola. • Emissioni ridotte di VOC. • Ideale per dosare materiali con pot life breve. • Cambi di colore rapidi • Design modulare e sistema di dosaggio versatile. • Un solo sistema può dosare sia resine epossidiche sia resine uretaniche. • È in grado di gestire varie pressioni e viscosità in entrata. • Consente di gestire fino a 30 colori e 4 catalizzatori con 2 o 4 pompe di dosaggio. • È possibile operare fino a 4 pompe di dosaggio per applicazioni 1K senza necessità di controllo del flusso. Sistemi ProMix PD2K manuali e automatici • Sistemi manuali con 2 opzioni di miscelazione: “miscelazione alla cintura” o “miscelazione a parete”. • Sistemi automatici con miscelatore remoto vicino alla pistola a spruzzo automatica. • I sistemi automatici possono essere collegati a un PLC o a qualsiasi altra automazione e possono essere connessi all’interfaccia web avanzata (AWI) Graco. • Manutenzione facile e a basso costo. • È possibile eseguire una manutenzione in loco delle pompe a pistone per il dosaggio in meno di 20 minuti. • Report dati su supporto USB. • La porta USB integrata permette di scaricare velocemente i report utili per controllare l’impiego di materiali e di solventi. Fonte: Graco Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 23 Block notes PARZIALIZZATORE AUTOMATICO DI FILTRAZIONE L’inquinamento atmosferico prodotto dalle emissioni derivanti dai solventi prodotti dall’overspray durante le fasi di verniciatura, è l’attuale problema che coinvolge tutti gli operatori del settore. Le vigenti normative italiane e internazionali, obbligano gli operatori che utilizzano per le operazioni di verniciatura manuali e automatiche vernici a base solvente e a base acqua a installare e utilizzare idonei impianti di filtrazione, in modo da garantire in qualsiasi caso che le emissioni in atmosfera prodotte rientrino costantemente nei valori obbligatori imposti dagli enti competenti e di riferimento. High Tec Electronics, da sempre impegnata nella ricerca e nello sviluppo di innovative tecnologie nell’ambito della verniciatura industriale, ha realizzato un innovativo e brevettato su un parzializzatore automatico di filtrazione, in grado di rilevare automaticamente nelle zone destinate alle operazioni di verniciatura, la presenza di solventi. Il parzializzatore automatico SS 366 HT può essere installato su impianti nuovi o su impianti e cabine di verniciatura già esistenti, modificando semplicemente il sistema di abbattimento e di evacuazione dei fumi. All’interno delle zone destinate alla verniciatura manuale o automatica, è installato il rilevatore di solventi, collegato al processo elettronico di automazione, che intercetta la quantità di over spray erogato durante le fasi di verniciatura. Nel corso delle fasi di verniciatura si possono utilizzare prodotti base acqua o a base solvente, senza alcun intervento manuale; il rilevatore seleziona automaticamente le valvole a stella di riferimento, predisponendo l’estrazione dei fumi nelle canalizzazioni destinate all’abbattimento dei prodotti a base acqua o dei prodotti a base solvente. La canalizzazione destinata all’evacuazione dei prodotti vernicianti a base acqua, resta attiva ed operativa esclusivamente quando si spruzza questo tipo di vernice. La canalizzazione destinata all’evacuazione dei prodotti vernicianti base solvente resta attiva ed operativa esclusivamente quando si spruzza questo tipo di vernice. La selezione automatica dei due prodotti vernicianti obbliga il proces- 24 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes so impiantistico ad adeguarsi automaticamente. Quando si spruzzano prodotti a solvente e viene attivata la valvola a stella di riferimento, i fumi estratti sono convogliati all’interno del parzializzatore automatico, il quale opportunamente equipaggiato con una serie di filtri appositamente realizzati, abbatte i vapori di solvente evacuati, mantenendo costanti ed equilibrati i valori di emissione in atmosfera. Una delle caratteristiche essenziali del parzializzatore automatico è data dalla movimentazione continua, automatica e controllata della movimentazione dei filtri stessi. Il processo di automazione dedicato all’abbattimento dei prodotti a base solvente, si arresta automaticamente quando il rilevatore di solvente installato nella zona di verniciatura non è più investito dall’esalazione dei fumi di solvente. L’arresto del processo di estrazione dei fumi provocati dai solventi attiva automaticamente il processo di estrazione dei fumi provocati dai prodotti base acqua. Il parzializzatore automatico è dotato di un proprio impianto antincendio, il quale si estende alle zone destinate alla verniciatura ed alle cabine di verniciatura stesse. La prevenzione tecnologica antincendio è affidata ad un processore elettronico, il quale integrato nel processo di comando e controllo di tutto il sistema impiantistico, garantisce il controllo delle alte temperature che si possono creare per autocombustione all’interno delle zone destinate alla verniciatura o all’interno delle cabine di verniciatura. All’interno della struttura di contenimento del parzializzatore automatico sono inseriti i dispositivi di rilevamento e spegnimento incendio, i quali si attivano in modo automatico ed indipendente dalle zone destinate alla verniciatura. A ridosso del parzializzatore automatico è installato il contenitore di stoccaggio, in cui sono depositati i liquidi idonei allo spegnimento incendio. Tramite un apposito gruppo di pompaggio, progettato in sincronismo con le valvole motorizzate di ricircolo, in caso di attivazione dell’incendio viene inviato il liquido di spegnimento alle zone destinate alla verniciatura o all’interno del parzializzatore automatico o in modo contemporaneo in entrambe le utenze. Il parzializzatore automatico è gestito in modo integrato e modulare dal processore elettronico HT 7886 P e si interfaccia con un apposito pannello operatore touch – screen, sul quale sono indicati i valori di temperatura, le indicazioni di processo e lo stato dei comandi manuali od automatici. Il processore è inoltre interfacciato con tutti gli organi di potenza e con tutti i dispositivi elettropneumatici utilizzati. Tutte le apparecchiature elettriche, pneumatiche ed elettroniche di funzionamento del parzializzatore au- tomatico, sono installate in un apposito quadro elettrico del tipo ad armadio strutturato in tre elementi suddivisi in elemento 1 (gruppo di potenza), elemento 2 (gruppo di controllo) e comando elemento tre (gruppo elettropneumatico) Sulle portelle anteriori dei singoli elementi componenti l’armadio sono ubicati tutti i pulsanti, le spie di segnalazione e gli organi di comando necessari all’attivazione del processo impiantistico. Ampio spazio è stato dato ai dispositivi di supervisione, i quali rendono visibili in tempo reale agli operatori addetti le varie funzioni dei singoli processi di verniciatura. I sensori destinati alla supervisione inviano le immagini rilevate ad un’apposita interfaccia statica, la quale trasferisce le immagini su di un apposito monitor da 17 pollici. Il monitor di supervisione è installato sulla portella del quadro elettrico di comando destinato alla zona di potenza (elemento uno). Fonte: High Tec Electronics Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 25 Block notes ANTICORROSIONE E PROTEZIONE DEL METALLO I prodotti CAP Arreghini Industrial Coating sono in grado di rispondere a specifiche necessità legate alla protezione dalla corrosione dei manufatti in metallo, con sistemi studiati ad hoc per assicurare la resistenza nel tempo senza rinunciare a finiture di grande pregio. La gamma comprende numerose soluzioni pensate per le industrie metalmeccaniche e alimentari, gli impianti di depurazione e le costruzioni in acciaio. vrapplicati da intermedi epossidici e, successivamente, da finiture di diversa composizione e formulazione (alchidiche e clorocaucciù se monocomponente, poliuretaniche o poliacriliche se bicomponente) con risultati sempre ineccepibili. Carpenteria medio-pesante Le grandi strutture e gli impianti in acciaio o ferro necessitano di trattamenti anticorrosivi in grado di assi- Carpenteria leggera CAP Arreghini Industrial Coating ha messo a punto una serie di sistemi anticorrosivi e protettivi, a base acqua o solvente, destinati alle operazioni di prima verniciatura o ai successivi interventi di manutenzione della carpenteria leggera, come macchine agricole e industriali, macchine utensili e impianti industriali in genere. Questi cicli applicativi sono costituiti da fondi, monocomponenti o bicomponenti, che assicurano un’ottima adesione al supporto e grandi resistenze chimiche, so- 26 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes curare la massima resistenza e durata nel tempo. Anche per questi manufatti di grandi dimensioni CAP Arreghini Industrial Coating ha sviluppato una serie di cicli applicativi, costituiti da prodotti all’acqua o al solvente, adatti sia per la prima verniciatura, sia per la periodica manutenzione, costituiti da zincanti organici e inorganici, fondi bicomponenti, intermedi epossidici e da finiture poliuretaniche, poliacriliche o clorocaucciù. Questi sistemi vengono impiegati per proteggere diverse tipologie di manufatti, come impianti chimici e petrolchimici, serbatoi, tralicci, gasometri, viadotti e ponti. L’azienda Tutti i prodotti CAP Arreghini Industrial Coating sono caratterizzati da eccellenti rendimenti e da massima sicurezza nell’utilizzo. L’elemento principale che caratterizza tutto il ciclo produttivo, da monte a valle, è la professionalità costantemente aggiornata dei tecnici, i quali hanno come obiettivo la ricerca di soluzioni innovative nel pieno rispetto delle esigenze dei clienti, del mercato e dell’ambiente. Qualità e prestazioni sono le caratteristiche primarie dei prodotti CAP Arreghini Industrial Coating, volti a garantire il pieno rispetto delle esigenze della committenza, con una particolare attenzione all’ambiente, offrendo una vasta gamma di valide soluzioni per rispondere a ogni tipo di esigenza: sistemi integrati e funzionali, all’acqua e al solvente, pensati per molteplici settori di applicazione che vanno dall’anticorrosione ai rivestimenti per pavimenti, fino al car refinish. Le soluzioni CAP Arreghini Industrial Coating, perfetto connubio tra ricerca e tecnologia, nascono nel laboratorio interno all’azienda, con un processo di sviluppo, collaudo e implementazione che permette di vantare una grande considerazione nel mercato. Le fasi di assistenza e servizio post vendita sono gestite da un team di consulenti, appositamente preparati per offrire il necessario supporto tecnico nella risoluzione di molteplici problematiche o particolari necessità. Industrial Coating è un marchio CAP Arreghini. Maggiori informazioni su www.caparreghini.it Fonte: Cap Arreghini Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 27 Block notes IMEL SPA, 50 ANNI TRA INNOVAZIONE ED EXPORT Alla base di tutto c’è un sogno imprenditoriale, rafforzato da una profonda amicizia, quella tra Fulvio D’Angela ed Elvio Salvadori. E’ il 1964 e a Codroipo (UD) nasce Industria Meccanica e Legno, ovvero Imel. Una realtà che celebra i suoi primi cinquant’anni da protagonista sul mercato internazionale nel settore della progettazione e della realizzazione di impianti per il trattamento e la verniciatura di superfici. Un successo ottenuto grazie alla capacità di essere riuscita ad anticipare i tempi in termini di innovazione e di internazionalizzazione. Oggi il gruppo Imel può contare su una sessantina di collaboratori e su un fatturato superiore ai 15 milioni di euro (per il 90% merito delle commesse all’estero). Fonte di ispirazione per l’azienda di Codroipo, in questo mezzo secolo di attività, sono stati l’innovazione, le risorse umane, il miglioramento continuo e l’attitudine al “problem solving”. Solo così Imel è stata in grado di creare valore con la soddisfazione di clienti, fornitori e collaboratori, contribuendo alla realizzazione di una società migliore, con prodotti e servizi ecosostenibili e ad alto valore aggiunto. Oggi in azienda sono presenti i discendenti diretti dei fondatori, Lido D’Angela e Carlo Salvadori, insieme alla terza generazione, rappresentata da Marco D’Angela. Toccherà a lui fare di Imel una delle protagoniste del mercato internazionale per i prossimi 50 anni. “Cerchiamo di differenziarci dalla concorrenza studiando impianti e applicazioni particolari – afferma Marco D’Angela – e il nostro obiettivo è realizzare qualcosa che non tutti riescono a fare, distinguendoci per livello tecnologico e conoscenza. Al giorno d’oggi si bada alla qualità, a un servizio di assistenza adeguato e al prezzo, per cui abbiamo puntato moltissimo sull’assistenza al cliente, sia interna, nella nostra sede di Codroipo, sia sul territorio, con uffici periferici sparsi per il mondo». Per il futuro D’Angela dimostra di avere le idee chiare. “Vogliamo mantenere il cervello dell’azienda in Italia, ma dovremo essere in grado di portare l’assistenza nei Paesi dei nostri clienti, offrendo così un servizio rapido ed efficace. Imel continuerà a essere una realtà orientata all’internazionalizzazione, ma sempre ancorata al Friuli”. Tra le caratteristiche distintive di Imel, ci sono una grande duttilità e una capacità di realizzare prodotti “sartoriali” nei campi di applicazione più disparati; la spiccata propensione all’innovazione dell’azienda friulana, infatti, le ha permesso di specializzarsi nella costruzione di impianti di verniciatura in quattro ambiti principali: automotive, macchine agricole e grandi macchine, industria ed elettrodomestici. Tutti comparti dove Imel riesce a fornire un servizio di eccellenza, mettendo a disposizione del cliente un prodotto “chiavi in mano” che parte dall’ideazione di un impianto fino ad arrivare all’assistenza post-vendita. Fonte: Imel Per ulteriori informazioni scrivere a: [email protected] 28 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes AXALTA COATING SYSTEMS APRE I NUOVI UFFICI COMMERCIALI IN SPAGNA Axalta Coating Systems, fornitore leader di vernici liquide e in polvere, ha aperto nuovi uffici commerciali in Spagna a Sant Cugat del Vallès (vicino a Barcellona). La sede di 550 metri quadrati ospiterà le attività riferite a vernici liquide e in polvere e ai settori OEM, industriale e refinish di Axalta ed è stata progettata con uno showroom dedicato a ricevere i visitatori, dove verranno esposti i marchi Axalta, quattro spaziose sale riunione e un’area reception. “Gli uffici di Sant Cugat - ” ha spiegato Mercè Berengueras, site manager di Sant Cugat e Marketing Manager di Axalta Powder Coatings per la Spagna e il Portogallo - si trovano in un’area industriale hightech, che offre alla clientela e a chi vi lavora un comodo accesso via aereo, autostrada e treno: il nuovissimo e moderno Sant Cugat Park è un segnale del nostro impegno nel territorio spagnolo e, più in generale, nel mercato europeo.” Nello showroom delle vernici in polvere, i visitatori possono vedere campioni di tutti i colori RAL che marchi Axalta come Alesta® offrono in quattro diverse finiture. Questo spazio può anche diventare il luogo dove mettere in mostra gli oggetti di design verniciati utilizzando prodotti Axalta. “In questo momento – ha proseguito Berengueras - lo showroom ospita la collezione di mobili da giardino Gardenias del designer spagnolo Jaime Hayon per BD Barcelona Design. Le vernici in polvere del marchio Alesta® sono perfette per i mobili da esterno, in quanto offrono eccezionale resistenza agli agenti atmosferici oltre a una fantastica gamma di colori.” I dipendenti Axalta hanno già traslocato nella nuova sede e hanno festeggiato l’inaugurazione ufficiale insieme ai clienti lo scorso aprile. Questo annuncio segue i recenti comunicati relativi agli investimenti decisi da Axalta; nel marzo 2014, la società ha infatti annunciato un investimento pari a 60 milioni di dollari per la costruzione di un impianto di nuova generazione per la produzione di vernici industriali all’acqua a Wuppertal, in Germania. Nel febbraio 2014 la società aveva annunciato la terza fase di un programma di investimenti da 32 milioni su tre anni per l’espansione della produzione di prodotti all’acqua in Brasile. Axalta sta anche ampliando la produzione degli stessi prodotti a Shanghai, al fine di riuscire a soddisfare la domanda del crescente mercato automobilistico locale. L’investimento da 50 milioni di dollari in Cina era stato annunciato a maggio 2013, mentre la prima pietra del complesso di Shanghai è stata posata nel gennaio di quest’anno. In Spagna Axalta Coating Systems è presente con centri servizi e formazione e magazzini anche a Madrid, nelle Asturie e a Castellon. Axalta è fornitrice di vernici per il settore OEM. Nel segmento refinish i marchi Cromax®, Spies Hecker® e Standox®, insieme ai marchi locali e nazionali, fanno di Axalta uno dei maggiori fornitori al mondo di vernici per le carrozzerie. Il trasporto commerciale e il settore industriale della zona EMEA possono fare affidamento sui marchi PercoTop®, Imron® e, per necessità legate all’isolamento elettrico, Voltatex®. La clientela del settore edilizio e dell’architettura utilizza invece le vernici in polvere di Alesta® per i colori brillanti e per la resistenza alla corrosione che questi prodotti assicurano. Axalta Coating Systems è fornitore leader a livello globale di vernici liquide e in polvere per i settori auto, trasporti, industria e il segmento edilizia e architettura. Operativa in oltre 130 nazioni, Axalta ha 35 siti produttivi, 7 strutture di Ricerca & Sviluppo e 42 centri di formazione. Axalta Coating Systems, continuerà a far tesoro di una tradizione nel settore dei prodotti vernicianti che dura da oltre 146 anni. Per ulteriori informazioni consultare il sito: www.axaltacoatingsystems.com Fonte: Axalta Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 29 Block notes INCONTRARSI PER CRESCERE: CONVENTION VERINLEGNO Al Grand Hotel Croce di Malta di Montecatini Teme si è svolta la due giorni “Incontrarsi per crescere ancora”, il meeting annuale di Verinlegno. Oltre cento i partecipanti, in gran parte agenti, messaggeri nel mondo dei prodotti Verinlegno e dell’azienda stessa, la punta di diamante dell’impresa che nel 2014 vedrà infoltiti i propri ranghi. L’evento, con le sessioni tecniche svoltesi in azienda il primo giorno e con il punto sullo stato del business del giorno successivo, ha mostrato la filosofia di fondo dell’impresa. Prima di tutto saper fare il proprio mestiere, con umiltà, con dedizione, con curiosità, al fine di realizzare ottimi prodotti. Poi essere trasparenti e formare, anche nella propria rete commerciale, la consapevolezza di come nascono le vernici e far toccare loro con mano l’eccellenza che offrono tutti i giorni ai propri clienti. Questo modo di agire è un indice che spiega perché Verinlegno sia in controtendenza rispetto all’andamento del mercato e alla concorrenza. I dati macroeconomici testimoniano infatti come la vendita dei prodotti vernicianti sia in calo, mentre l’azienda di Massa e Cozzile cresce, con un’impennata addirittura del +26% sui mercati internazionali. Ma non ci sono allori su cui dormire. Ecco perché Verinlegno affronta quest’anno invitando la propria forza vendita ad una selezione più attenta dei clienti e perseguendo ancora migliorie negli impianti, dopo un 2013 che ha visto interventi a tutto campo che porteranno proprio nel 2014 ad un incremento della capacità produttiva pari, almeno, al 20%. In questo contesto sono possibili ricadute occupazionali che riguarderanno esclusivamente il personale tecnico, come già accaduto nel 2013, che ha visto sei nuove assunzioni. Allo studio ci sono prodotti innovativi, dalle performance elevatissime e sempre più rispettosi dell’ambiente, apprezzabili in tutto il mondo, rispettosi delle normative, spesso molto stringenti e 30 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes diversificate, previste negli angoli più remoti della terra. Con la propria adattabilità ai mercati e alle richieste più particolari, Verinlegno testimonia che la ricerca della qualità e dell’eccellenza, anche nei servizi offerti al cliente, pagano. E’ il meglio della cultura d’impresa, di quella piccola e media impresa che ancora esiste e sa affrontare nuove sfide. Il 2013 è l’anno storico che ha visto, per la prima volta, prevalere la quantità di prodotti venduti sui merca- ti internazionali rispetto al mercato interno. L’Italia rimane comunque il laboratorio delle eccellenza e il rapporto con le eccellenze italiane del design e dell’arredamento, per la loro capacità di fare tendenza nel mondo, è fondamentale per Verinlegno. “Ottime le prospettive per il 2014, ma tutte da costruire - ha sottolineato Stefano Fiaschi, direttore commerciale – e Verinlegno è un’azienda programmata per reagire anche a crisi lunghe e profonde. Perché ognuno di noi capisce che proprio in questi frangenti è necessario dare il massimo. E dovrà essere così anche per il 2014”. Nell’animo di tutti il senso profondo di squadra sul quale ha voluto porre l’attenzione il presidente di Verinlegno, Antonio Bartoli, spiegando che “…la differenza di Verinlegno è nell’amalgama tra tutti noi, un ingrediente e un grandissimo valore, che rende la nostra azienda diversa da molte altre, che ha reso e che rende ancora vincente questa realtà imprenditoriale ”. Fonte: Verinlegno Per ulteriori informazioni scrivere a: [email protected] VENDITA IMPIANTI USATI PER ABBATTIMENTO SOV Impianto di concentrazione S.O.V. con ruota di zeoliti anno di realizzazione 2007 ore di funzionamento “0”, praticamente nuovo, garanzia fornita dal costruttore. - Portata aeriforme: 65.000 Nm3/h - Ruota di concentrazione: zeoliti - Combustore: rigenerativo ceramico - Rapporto di concentratore: 1/12 - Installazione a cura del costruttore se richiesto - Disponibilità: immediata - Marcatura CE Impianto di termossidazione S.O.V. tipo rigenerativo ceramico due camere più compensazione completamente rimesso a nuovo. - Portata aeriforme trattabile: 18/20.000 Nm3/h - Ceramica: nido d’ape - Garanzia fornita direttamente dal costruttore. - Marcatura CE Per informazioni: 02/39312736 [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 31 Block notes LAVAGGIO A BASSO IMPATTO AMBIENTALE La richiesta di tecnologie a basso impatto ambientale, in grado di ridurre il rischio per i lavoratori è sempre più diffusa nel settore del trattamento delle superfici. Questa ricerca di maggiore sicurezza e rispetto ambientale si unisce alle esigenze di riduzione dei costi di processo e di efficienza produttiva, aspetti imprescindibili per salvaguardare la competitività e ottimizzare il flusso di lavoro interno. Per questo motivo molte aziende si stanno dotando di tecnologie moderne in grado di soddisfare questi requisiti: potersi affidare a un unico fornitore, sia per le tecnologie impiantistiche, sia per i prodotti chimici di lavaggio, rappresenta un valore aggiunto. Nello stabilimento di Crevacuore, in provincia di Biella, Kramer Italia produce manufatti in ottone ottenuti da pezzi stampati lavorati per asportazione di truciolo; recentemente, con la collaborazione del Gruppo Dollmar di Caleppio di Settala (MI), ha adeguato il proprio sistema di lavaggio attraverso la sostituzione dell’impianto con una nuova macchina lavametalli automatizzata e del prodotto, adottandone uno a mi- nor impatto ambientale, Dollmarsol G120, un alcool modificato che permette allo stesso tempo di migliorare la sicurezza nell’ambiente lavorativo e ridurre i consumi. L’azienda Fondata nel 1974, Kramer Italia produce valvole di sicurezza, alimentatori automatici e componenti per l’oleodinamica, affiancando i principali costruttori di caldaie a gas e biomassa internazionali e fornendo loro gruppi idraulici in ottone. “I gruppi idraulici per caldaie o per altri sistemi di riscaldamento - spiega Marco Stradiotti, direttore di stabilimento - rappresentano il 70% della nostra produzione, che è destinata agli OEM, mentre il resto è costituito dai prodotti per il mercato della distribuzione e/o installazione. All’inizio la nostra attività era indirizzata soprattutto al territorio nazionale, ma da diversi anni ci rivolgiamo ai mercati esteri: i principali paesi in cui esportiamo sono Germania, Francia, Spagna, Turchia e Slovacchia, a cui si aggiungono numerosi altri mercati europei e 32 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes nordafricani. Per essere competitivi, garantendo al contempo alta qualità, le nostre attrezzature e i nostri macchinari sono tecnologicamente avanzati e continuano ad essere aggiornati. La scelta innovativa operata per l’impianto di lavaggio è un esempio in tal senso”. La produzione Lo stabilimento di Crevacuore lavora manufatti in ottone: i pezzi grezzi arrivano in azienda già granigliati dopo la fase di stampaggio, pronti per passare alle fasi di lavorazione meccanica. I centri di lavoro sono costituiti da stazioni CNC a 4 o a 5 assi e 1 o 2 mandrini, magazzino cambio utensili automatico e robot per il carico e lo scarico dei pezzi. “Lo stampato è un corpo pieno che deve essere forato e sagomato - spiega Stradiotti - ogni anno lavoriamo molte centinaia di tonnellate di ottone; il risultato, dopo l’asportazione dei trucioli, è un prodotto con il 30-40% di materiale in meno. Questi pezzi passeranno poi alla macchina di lavaggio, che inizierà automaticamente il proprio ciclo. Durante l’asportazione di truciolo utilizziamo un’emulsione contenente 2% di olio e al termine delle lavorazioni i pezzi sono sporchi, in quanto sulla superficie rimangono residui di truciolo e la patina lasciata dall’emulsione. Terminata la fase di asportazione di truciolo i pezzi sono raccolti nelle cassette metalliche, che poi vengono posizionate su una rulliera che convoglia a velocità adeguata i manufatti nella area finale di lavaggio.” Il lavaggio “Abbiamo valutato che la nostra macchina per il lavaggio dei pezzi aveva ormai esaurito il suo ciclo di vita: aveva lavorato bene per molti anni, e per questo motivo ho deciso di rivolgermi allo stesso produttore del vecchio impianto – prosegue Stradiotti – questa volta richiedendo una soluzione che consentisse una migliore gestione dell’attività produttiva, maggiore sicurezza per i lavoratori e la possibilità di avere consumi più bassi di prodotto. Esattamente quello che Dollmar Meccanica ha saputo garantirci con un impianto flessibile e moderno e con un agente di lavaggio più efficiente e sicuro. Il nuovo sistema di lavaggio prevede l’utilizzo di alcool modificato (o glicole etere), perché abbiamo ritenuto che fosse la soluzione ideale, tra le altre possibilità che ci erano state presentate, per il tipo di prodotti che noi trattiamo. In occasione dell’installazione del nuovo impianto di lavaggio abbiamo modificato il layout della linea produttiva, al fine di ottimizzare il flusso di processo. Quello che però ci premeva maggiormente era la possibilità di rendere meno pericoloso l’ambiente lavorativo. La macchina di lavaggio precedente utilizzava il percloroetilene, con un impianto a ciclo chiuso, ma vi erano comunque delle emissioni diffuse. Anche su questo aspetto ci ha supportato Dollmar, che con la sua divisione prodotti chimici ci ha suggerito l’utilizzo di un Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 33 Block notes alcool modificato, Dollmarsol G120, un liquido di pericolosità bassissima. La scelta ha avuto anche delle positive ricadute dal punto di vista economico: i consumi sono diminuiti, grazie al migliore rendimento e alle minori dispersioni di prodotto. Prima, dovevamo acquistare in media 800-900 kg di percloroetilene all’anno, mentre oggi consumiamo una quantità di solvente decisamente inferiore. Poterci affidare ad un’unica interfaccia, sia per la parte impiantistica, sia per la parte chimica, si è tradotto in una semplificazione di tutta la gestione della fase di lavaggio ed in una garanzia di qualità di tutto il sistema”. I vantaggi del nuovo impianto “Il minor impatto ambientale e la riduzione dei consumi di agente di lavaggio - spiega ancora Stradiotti - non sono gli unici vantaggi seguiti all’installazione della nuova macchina. L’impianto precedente ci consentiva di lavare simultaneamente 8 cassette; oggi ne laviamo solo 2 alla volta, ma questo ci permette una maggiore flessibilità: vuol dire, infatti, che il pezzo che ci serve con urgenza può essere lavato subito con un ciclo completo, senza dover aspettare di accumulare 8 cassette per azionare l’impianto. La macchina precedente, inoltre, non era dotata di dispositivo di carico e scarico automatico, per cui un operatore doveva esservi dedicato. Il ciclo ora è più veloce: rispetto ai 20-30 minuti precedenti, oggi possiamo ottenere in 12 minuti un ciclo di lavaggio qualitativamente migliore, per rimuovere il truciolo e la patina di emulsione dalla superficie dei pezzi. La pulizia è importante, perché permette un incollaggio perfetto del pezzo e riduce eventuali operazioni di asportazione manuale di truciolo tramite soffiatura o raschiatura in fase di assemblaggio”. Conclusioni “La soluzione installata da Dollmar Meccanica ha risposto ai requisiti che ci aspettavamo - conclude Stradiotti - data la fiducia che avevamo riposto nell’azienda milanese che già conoscevamo, che ha dimostrato di mantenere le caratteristiche di affidabilità e serietà che avevamo riscontrato durante l’utilizzo dell’impianto precedente. Attualmente trattiamo 700 tonnellate di ottone l’anno, lavorando su due turni per cinque giorni e mezzo alla settimana e, come già illustrato, tutto questo materiale deve essere lavato prima della consegna al cliente finale. La macchina di lavaggio è sempre operativa: il software che gestisce l’impianto rileva automaticamente l’arrivo della cassetta contenente i pezzi da lavare, per mezzo di barre ottiche; a questo punto, il software aziona il sistema di carico robotizzato che aggancia la cassetta e la posiziona sulla rulliera davanti alla porta di carico, che a sua volta trasferisce il contenitore nella camera di lavaggio. Alla fine del ciclo, la cassetta esce automaticamente dalla macchina e i bracci robotizzati prelevano la cesta e la posizionano sul pallet che sarà poi inviato all’assemblaggio oppure al magazzino ottoni. Abbiamo velocizzato le operazioni produttive, migliorato le condizioni di sicurezza degli operatori, ridotto i consumi e l’impatto delle nostre lavorazioni sull’ambiente, cambiato in meglio la disposizione logistica dello stabilimento: ad oggi crediamo di avere optato per la migliore soluzione possibile. Dollmar Meccanica e Dollmar Spa sono riuscite a rispondere al meglio a tutte le nostre richieste, anche se variegate e legate a diversi aspetti dell’ambito produttivo”. Fonte: Dollmar Meccanica Per ulteriori informazioni scrivere a: [email protected] 34 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes JUNGHANNS PRESIDENTE ASSOVERNICI In occasione della assemblea di Assovernici, tenutasi nel maggio scorso, Carlo Junghanns è subentrato, in qualità di presidente, a Giorgio Rupnik. Il nuovo presidente e tutti gli associati hanno ringraziato il presidente uscente per il considerevole lavoro svolto per l’associazione, a cui aderiscono le più importanti aziende di vernici per edilizia e per industria, sia nazionali che multinazionali, operanti in Italia, con un fatturato globale di oltre 580 mln/€ ed un numero di dipendenti di oltre 1.700, unità sparsi in oltre 20 stabilimenti sul territorio nazionale. L’Associazione, unica nel suo genere ad aver adot- tato un “Codice etico”, si propone di divulgare correttamente informazioni sull’uso delle vernici sia in campo industriale che in edilizia, di promuovere il rigoroso rispetto della normativa vigente in materia di salvaguardia della salute pubblica e di sicurezza nei luoghi di lavoro e di contribuire concretamente attraverso la costante ricerca tecnica dei propri associati allo sviluppo dei prodotti vernicianti in Italia e nel mondo, aumentando così la già considerevole immagine qualitativa del prodotto verniciante italiano. Fonte: Assovernici Per ulteriori informazioni scrivere a: [email protected] "FLUXAFLOW 50", FILTRO "DISPOSABLE" PER PICCOLI VOLUMI La Fluxa Filtri S.p.A. propone alla sua clientela "Fluxaflow 50", filtro "disposable" in polipropilene da 50 mm di diametro, con possibilità di scelta tra una vasta gamma di media filtrante e diversi tipi di attacchi. Utile nella filtrazione di piccoli volumi di liquido o gas, è particolarmente apprezzato per l’immediatezza e flessibilità d’impiego. Una tecnologia d’avanguardia assicura una perfetta tenuta dell’elemento filtrante inserito. Studiato e progettato per raccogliere il massimo volume possibile di prodotto da filtrare, viene utilizzato in applicazioni medicali, protezione linee vuoto, filtrazioni sterili di soluzioni, rimozione di particelle da linee aria e gas, ventilazione di piccoli contenitori, stampanti a getto d’inchiostro, piccole sterilizzatrici a vapore, incubatori CO2, ecc. Attacchi Disponibili Portagomma singolo Portagomma a gradini Luers Slip Luers FLL Luers MLL Filettato NPT Media filtrante Polipropilene Microfibra di vetro Poliestere Rete di Nylon Rete Metallica Polietersulfone PTFE Membrana di Nylon PVDF Fonte: Fluxa Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 35 Block notes AUDI: TECNOLOGIA DÜRR PER IL RISPARMIO ENERGETICO Dürr sta supportando Audi nella realizzazione di un impianto di produzione in Messico a basso consumo di risorse energetiche. In qualità di general contractor, Dürr sta realizzando a nello stabilimento di San José Chiapa il sistema di verniciatura a minor impatto ambientale al mondo. L’impianto Eco+Paintshop si distingue grazie al suo utilizzo minimo di acqua, energia e materiali. Dürr è responsabile della realizzazione dell’intero reparto di verniciatura e attraverso la concezione Eco+Paintshop viene assicurata l’efficienza di tutti i processi e le interfacce dal pretrattamento (PT) alla cataforesi (EC), quindi nelle cabine di spruzzatura con i relativi sistemi di applicazione ed infine nei for- ni di polimerizzazione. Sin dalle fasi iniziali del processo di verniciatura, PT e EC, viene prestata molta attenzione alla sostenibilità. Nel pre-trattamento e nella cataforesi viene utilizzato il sistema di verniciatura ad immersione con rotazione Ecopaint RoDip. Grazie alla completa rotazione della scocca all’interno della vasca di immersione, RoDip non necessita di sezioni inclinate di ingresso ed uscita. Il volume ridotto delle corte vasche di immersione riduce il fabbisogno di acqua, prodotti chimici ed energia per il condizionamento delle vasche. RoDip non solo permette di ridurre i costi unitari ma, al tempo stesso, offre anche la migliore protezione contro la corrosione mediante un 36 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes processo ottimizzato di immersione, riempimento e drenaggio. Dieci robot del tipo EcoRS16 provvedono alla protezione del sottoscocca e delle giunzioni di saldatura. La verniciatura delle parti interne ed esterne è completamente automatica, sia nella linea primer, sia in quella di finitura ed è realizzata grazie a trentasei robot EcoRP L133, dotati di atomizzatori rotanti ad alta velocità EcoBell3. Questo tipo di atomizzatore, insieme al cambio colore EcoLCC2, permette di cambiare il colore delle “basi” in meno di 10 secondi in modalità push-out. Durante il processo push-out la valvola del colore viene chiusa prima della fine della verniciatura e la vernice presente ancora nel tubo viene spinta con un solvente nell’atomizzatore. Le perdite di colore durante il cambio colore sono ridotte a 10÷15 ml. Per l’alimentazione di vernice, con i colori standard, Audi utilizza per i circolatori una tecnologia ampiamente collaudata, mentre per i colori speciali utilizza lo speciale sistema flessibile di pulizia EcoSupply P, tramite “pig” (pipeline inspection gauge). Grazie alla tecnica di “pigging”, la vernice viene spinta, senza lasciare residui, attraverso il tubo tramite i pig. Questa tecnologia è particolarmente efficiente dal punto di vista del recupero di vernice e permette, di conseguenza, di risparmiare sui costi. Insieme ai robot di verniciatura, sono impiegati anche ventiquattro robot di manipolazione, che provvedono a mantenere portiere e cofani aperti durante la verniciatura degli interni. L’overspray di vernice viene “catturato” tramite il sistema abbattimento a secco associato alla cabina di verniciatura EcoDryScrubber, che è caratterizzata da un consumo energetico estremamente basso. Con l’abbattimento a secco dell’overspray di vernice non sono necessari né acqua né prodotti chimici. Per questo motivo, la cabina di verniciatura EcoDryScrubber, che può essere alimentata con aria di ricircolo fino al 90%, offre un risparmio di energia fino al 60%, in conseguenza di un minor consumo di energia richiesto per il condizionamento dell’aria ricircolata. I forni in linea sono concepiti per strutture complesse delle scocche, in cui è presente una parte significativa in alluminio ed inoltre sono progettati in modo da assicurare basse temperature dell’aria in estrazione. I flussi d’aria di scarico di tutti i forni vengono depurati tramite il sistema integrato di post-combustione Ecopure TAR, con recupero di calore utilizzato successivamente per il riscaldamento termico. Il sistema di depurazione dell’aria esausta, altamente efficiente, Ecopure TAR tratta anche la poca aria esausta rimasta dalle cabine di verniciatura, minimizzata anche grazie al sistema EcoDryScrubber e al suo ricircolo d’aria esausta. Si può sicuramente affermare che l’EcoDryScrubber e l’Ecopure KPR di Dürr costituiscono la combinazione tecnologica ottimale con cui ottenere la minimizzazione dei consumi energetici, associati a una produzione a basso impatto ambientale e rispettosa delle più severe prescrizioni ambientali. Con la ricircolazione dell’aria in cabina e la separazione a secco dell’overspray di vernice si ottiene che l’aria esausta da inviare al sistema di depurazione sia filtrata e ad elevata concentrazione di solventi, in modo estremamente efficiente dal punto di vista energetico. Questo permette l’utilizzo di un impianto di depurazione aria compatto, con una conseguente riduzione di circa il 60% dei costi d’investimento per il sistema dell’aria esausta. Con questa combinazione, si riduce il fabbisogno energetico per la depurazione dell’aria di circa l’80% e le emissioni di solvente di circa il 90%. Audi ha commissionato a Dürr il sistema Eco+Paintshop nel Dicembre 2013. La produzione dei modelli Q5 nell’impianto di San José Chiapa inizierà a metà 2016. Fonte: Durr Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 37 Block notes L’UFFICIO TECNICO-COMMERCIALE DI TORCHIANI: SERVIZIO A 360 GRADI Vero e proprio “cuore operativo” del dialogo fra l’azienda e i mercati, il nostro ufficio tecnicocommerciale è costantemente impegnato a recepire le richieste di clienti e fornitori, gestire gli ordini in collaborazione con gli altri reparti e fare da “front office”, per risolvere nel più breve tempo possibile le necessità degli interlocutori della realtà Torchiani. Immaginatevi un pit stop di Formula 1: occorre tempismo, affiatamento e competenza del team, che si prende cura del pilota e della sua macchina. Replicate questo pit stop per centinaia di volte al giorno e avrete l’attività che caratterizza il nostro ufficio tecnico-commerciale. Si tratta di un vero e proprio cuore pulsante dell’organismo aziendale Torchiani, sempre in pista per rispondere alle richieste che provengono da ogni interlocutore di mercato. Un grande aiuto al team viene certamente dall’informatizzazione delle procedure e delle comunicazioni, tramite investimenti mirati in apparati IT. Ma non sono stati certo abbandonati i “vecchi sistemi”: telefono e fax primi fra tutti. Anzi, la maggior parte del tempo delle otto persone che formano il team è occupato con la cornetta telefonica in mano, oppure davanti al computer, con un monitoraggio costante dei flussi di distribuzione dei 38 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes prodotti. Un team affiatato e che ha perfezionato nel tempo un proprio collaudato modello di lavoro, dove ogni componente si muove e opera in coordinamento con i colleghi. E come un buon team di Formula 1, non si accontenta di sapere cosa fare, ma si aggiorna co- stantemente, recependo in particolare le informazioni che giungono dalla rete degli agenti Torchiani, ma anche da tutte le altre componenti dell’azienda. Non a caso l’ufficio, anche strutturalmente, è collocato subito dopo la porta principale di ingresso della palazzina direzionale e si configura proprio come un ampio front office: l’attività infatti non è svolta solo telefonicamente o con sistemi IT, ma anche a viva voce. Sono infatti tanti i clienti e il personale dei fornitori che ogni giorno si rivolgono all’ufficio per ordini e consegne. La pluralità dei settori industriali e commerciali verso i quali la Torchiani si rivolge, fa sì che i componenti dell’ufficio tecnico-commerciale debbano acquisire competenze che spaziano dall’industria meccanica a quella della gomma, dall’agricoltura alle imprese che si occupano di depurazione. Un compito che si aggiorna in ragione dell’evoluzione dei settori e di come l’azienda risponde ampliando la gamma di offerta e aggiungendo nuove proposte, sempre nell’ottica di fare della Torchiani l’anello di collegamento fra industria chimica e mercato. Fonte: Torchiani Per ulteriori informazioni scrivere a: [email protected] Uesseti cambia indirizzo La Uesseti 2000 S.r.l. nasce nel 1986. In questi anni, grazie al supporto di tutto lo staff, l’azienda è cresciuta diventando in breve tempo punto di riferimento nazionale per i sistemi di lavaggio manuali ed automatici e impianti per i controlli non distruttivi con i liquidi penetranti, sviluppando la distribuzione della produzione in europa ed anche nel mondo. Oggi l’azienda, dopo 26 anni, dispone di un proprio “service”, con tecnici specializzati e operatori di apparecchiature, vantando una fitta rete di collaborazioni internazionali di alto livello. Punto di forza è la capacità di offrire soluzioni mirate alle problematiche specifiche dei clienti in tempi estremamente rapidi, ponendo sempre come obiettivo principale la completa soddisfazione dei clienti. La struttura estremamente flessibile, la formazione continua dei propri collaboratori ed il costante orientamento alle esigenze dei clienti hanno permesso in questi anni di offrire le migliori garanzie in termini di affididalità e qualità. Ringraziando tutti i clienti che in questi anni ci hanno accordato la loro ambita prefe- renza, ci impegniamo a proseguire il nostro lavoro per una sempre più efficace collaborazione, nella nuova sede di Via Segantini 31/F, a Cinisello Balsamo (MI), Telefono 02/66014628, fax 02/66014630. Fonte: Uesseti Per ulteriori informazioni scrivere a: [email protected] Metal Cleaning & Finishing 39 Block notes NUOVO CAMPIONARIO ARCHITECTURALLIGNUM Europolveri è stata pioniera nella produzione di vernici in polvere riproducenti fedelmente svariate venature lignee; nel 1998 ottenne la prima certificazione “Qualicoat”, con la linea di vernici in polvere denominata “Woodall” e recentemente, dopo un lungo lavoro di ricerca e test, ha presentato l’innovativa linea di prodotti “ArchitecturalLignum”, certificata da “Qualicoat” e rispondente pienamente ai requisiti “Qualideco”. In occasione della manifestazione, PaintExpo svoltasi in Germania, Europolveri ha presentato un nuovo campionario “ArchitecturalLignum”, rappresentativo della serie di prodotti per applicazione con tecnologia “polvere su polvere”; il nuovo campionario affianca quello già esistente, realizzato per i prodotti da applicare con tecnica di “sublicromia” Il nuovo campionario riunisce una serie di lamierini di dimensioni tali da garantire una buona visibilità ed un’ottima percezione dell’effetto e della venatura lignea. Questa innovativa serie di vernici in polvere “ArchitecturalLignum”, a base poliestere senza TGIC, è stata EUROPOLVERI È CERTIFICATA ISO 14001 Qualità, ambiente ed innovazione sono in Europolveri degli imperativi che coinvolgono tutte le fasi del processo produttivo. Il materiale prodotto viene considerato realmente disponibile solo a seguito della conferma, da parte del controllo qualità, della rispondenza del materiale ai requisiti richiesti. La qualità del prodotto, il mantenimento e miglioramento dei relativi standards sono strettamente correlati al lavoro di ricerca, settore che svolge un ruolo decisivo e che in Europolveri è in continua evoluzione. Per ottemperare a tale scelta Europolveri ha dotato gli impianti di sofisticati sistemi di abbattimento dei residui e provvede ad una costante ottimizzazione del loro funzionamento, per il contenimento dei consumi energetici e per ridurre l’impatto ambientale. Europolveri ha attuato una irrinunciabile scelta aziendale a tutela della salute e sicurezza dell’ambiente di lavoro e degli utilizzatori, l’intera produzione è infatti TGIC free. Queste caratteristiche di dinamicità, di competenza e di qualità, hanno permesso a tutto il sistema aziendale Europolveri di ottenere, già da tempo, il massimo riconoscimento internazionale; è stato infatti certificato fin dal novembre 1993, in accordo con la norma ISO 9002, da BVQI (Bureau Veritas Quality International). Ad Europolveri spetta inoltre il titolo di aver ottenuto, prima in Italia (15/09/1994), l’ambita certificazione ISO 9001. Quest’anno Europolveri ha ottenuto la certificazione sul Sistema di Gestione Ambientale ISO 14001. ISO 14001 fa parte di una serie di norme internazionali impostate sui principi di un Sistema di Gestione Ambientale che prevede le fasi di pianificazione, esecuzione, controllo e azioni di miglioramento e definisce i requisiti più importanti per individuare, controllare e monitorare gli aspetti ambientali di qualsiasi organizzazione che abbia una corretta gestione delle problematiche ambientali. 40 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes formulata per l’ applicazione “polvere su polvere” con le seguenti fasi in base al tipo di impianto. Per impianti in linea orizzontale: 1. applicazione della vernice in polvere, con spessore 70-90 micron; 2. fusione del rivestimento applicato a 110-120°C (15 - 20 minuti); 3. applicazione della polvere per la venatura; 4. polimerizzazione standard 190-200°C (15 - 20 minuti). Per impianti in linea verticale: 1. applicazione della vernice in polvere, con spessore 70-90 micron; 2. fusione del rivestimento applicato a 110-120°C (15 - 20 minuti), o mediante infrarossi (4-6 minuti); 3. applicazione della polvere per la venatura; 4. definizione della venatura mediante rulli e spazzole; 5. polimerizzazione standard 190-200°C (15 - 20 minuti). Le vernici “ArchitecturalLignum” garantiscono a progettisti e utilizzatori finali un’ampia serie di vantaggi, L’attenzione alla protezione dell’ambiente migliora l’immagine di un’azienda e, al tempo stesso, la corretta gestione delle problematiche ambientali, dà un impulso di tipo organizzativo e stimola la competitività aziendale. Questi i principali benefici ottenuti dall’’introduzione in Europolveri di un sistema di gestione che permette di modulare l’organizzazione aziendale e le procedure connesse al ciclo di produzione in funzione del continuo miglioramento dei risultati in termini di qualità dell’ambiente esterno e della qualità quali: • scelta tra un’ampia gamma di prodotti; • garanzia che tutti i prodotti sono TGIC free; • certezza di un’elevata resistenza chimica, meccanica e agli agenti esterni dei manufatti trattati; • garanzia di durabilità certificata da “Qualicoat” Classe1; • piena rispondenza ai requisiti “Qualideco”; • una qualificata assistenza per formulazioni ed effetti lignei particolari richiesti da architetti, progettisti e designers; Le nuove serie di vernici in polvere “ArchitecturalLignum”, trovano collocazione ed impiego ove si presenti la necessità o l’opportunità di riprodurre fedelmente l’effetto ed il calore del legno, su manufatti o strutture metalliche destinati sia all’interno che all’esterno quali: • componenti e strutture metalliche (porte, finestre, basculanti); • strutture architettoniche e rivestimenti; • elementi d’arredo (mobili, complementi d’arredo, illuminazione); • elettrodomestici. complessiva del sistema di gestione. Alcuni tra i vantaggi immediati dell’adozione di un Sistema di Gestione Ambientale ISO 14001 sono: • maggiore fiducia da parte di clienti, investitori, pubblico e comunità; • migliore controllo dei costi e risparmio di materie prime ed energia impiegate; • chiarezza nella gestione e facilitazioni nelle richieste di permessi e autorizzazioni ambientali; • riduzione dei premi assicurativi relativi alla possibilità di incidenti ambientali; • riduzione delle garanzie finanziarie, ove previste dalla normativa vigente. La qualità in tutti i suoi aspetti è elemento fondamentale per Europolveri; l’attenzione rivolta al rispetto della normativa cogente e la propensione ad investire nel medio-lungo periodo in progetti a risvolto ambientale conferma la volontà al costante miglioramento nel riguardo delle politiche da adottare per il futuro, perchè la qualità dei prodotti non debba influire negativamente sulla qualità dell’ambiente. Fonte: Europolveri Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 41 Block notes IL MERCATO DELLA DISTRIBUZIONE CHIMICA AssICC, l’Associazione Italiana Commercio Chimico, per la prima volta ha svolto la propria Assemblea Generale nella capitale, per volontà del Presidente Marco Coldani, ed in un contesto internazionale. Il record di presenze registrato è la conferma del successo dell’iniziativa, a cui hanno partecipato relatori del calibro dell’onorevole Fabio Porta, membro della III Commissione Permanente Affari Esteri e Comunitari, presidente del “Comitato Permanente Italiani nel Mondo e Promozione Sistema Paese”. Una scelta ragionata, visto anche il particolare momento di rinnovamento delle istituzioni europee, che testimonia l’attenzione alla situazione politico-economica di AssICC, confermata anche dal contesto in cui l’Assemblea si è svolta: il Congresso FECC 2014, dal 26 al 28 maggio. “Il Congresso annuale FECC, la Federazione europea delle aziende del commercio chimico, di cui AssICC è socia – ha affermato Marco Coldani, Presidente AssICC – ha rappresentato per le aziende italiane un 42 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes terreno di confronto e di business con realtà europee del commercio e distribuzione chimica. Tale contesto sottolinea anche la vocazione internazionale di AssICC”. Invitato da AssICC a parlare in occasione della sessione plenaria del Congresso della Federazione europea, Giorgio Squinzi, patron della Mapei, azienda leader a livello mondiale nella produzione di adesivi e prodotti chimici per l’edilizia, e presidente di Confindustria, ha voluto dare il suo contributo a riprova della proficua collaborazione con il mondo dell’industria rappresentato dall’Associazione Federchimica, con cui AssICC da anni lavora per difendere gli interessi del settore. La tre giorni romana si è conclusa poi con una delegazione di 50 Soci in visita a Papa Francesco, il Papa “chimico”, che ha concluso il suo percorso scolastico con il diploma di perito chimico. I dati presentati sul mercato europeo della chimica vedono l’Italia saldamente al 3° posto, con 3.000 aziende attive, 113.000 dipendenti diretti e 320.000, considerando l’indotto del settore distribuiti per il 76% al Nord, 15% in centro, 9% al sud. “La Lombardia - ha affermato Enea Marchesi, vice presidente AssICC, nel suo intervento, dove si concentra il 40% delle aziende chimiche italiane, è tra le prime regioni chimiche europee insieme a Rhineland (Germania) e Ile de France (Francia): al 1° posto per numero di aziende ed al 3° per numero di lavoratori”. La distribuzione chimica in Italia, che rappresenta il 35% di quella europea, è formata da 400 aziende di distribuzione, in media PMI, con migliaia di clienti e di prodotti in portfolio, 7.000 dipendenti, 4milioni di tonnellate distribuite, ovvero 11.000 tonnellate all’anno per singolo distributore, 1,3 milioni di carichi all’anno, che corrispondono a 5.200 carichi al giorno, per un valore di 5.100 milioni di euro per il mercato totale della distribuzione chimica. AssICC è la sola associazione nazionale a rappresentare questa importantissima tessera del mosaico della chimica in Italia, vantando oltre 250 aziende tra i propri associati (distributori, importatori, commercianti, produttori con o senza produzione locale, aziende della logistica, servizi), che fanno insieme il 75% del fatturato della distribuzione chimica in Italia. Confrontando la situazione complessiva del comparto nel 1° trimestre 2014, rispetto allo stesso periodo dell’anno precedente, le vendite hanno segnato solo un -0,47%, mentre il volume dei prodotti scambiati un +1,26% ed il “mark up” un positivo +2,65%. In particolare il settore delle specialità chimiche (farmaceutico, cosmetico, industria alimentare) ha visto crescere, nel 1° trimestre 2014 rispetto al 1° trimestre 2013, le vendite a +11,51%, il volume dei prodotti scambiati a +10,12%, il “mark up” a +6,13. Fonte: Assicc Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 43 Block notes SOLUZIONI TECNICHE WAGNER PER LA MASSIMA EFFICIENZA E FLESSIBILITÀ PRODUTTIVA Wagner colora (www.wagnercolora.com) progetta, produce e commercializza sistemi professionali per la verniciatura a spruzzo di componenti per mobili e arredi in legno e non, ideali per prodotti sia a base acqua, sia a solvente, per impianti manuali, automatici e robotizzati. Realizza soluzioni e impianti innovativi, in grado di garantire la perfetta miscelazione dei prodotti bicomponenti, di gestire in modo automatico e rapido i cambi colore, senza sprechi e tempi morti, garantendo la massima qualità delle finiture, ripetibilità di processo e aumento dell’efficienza produttiva. “FlexControl” ed “Intellimix”, rappresentano le famiglie di miscelatori elettronici in grado di affrontare con successo qualsiasi applicazione; sono state sviluppate per ottimizzare le operazioni di cambio rapido colore e lavaggio, nell’ottica di minimizzare gli sprechi e di risparmiare tempo utile da dedicare alle attività produttive. Si distinguono per la loro completa interfacciabilità con le linee di verniciatura automatizzate/robotizzate, per la semplicità di utilizzo, l’estrema affidabilità nel tempo, l’elevatissima precisione di miscelazione, il prezzo contenuto e il rapido ritorno dell’investimento. Sono in grado di gestire fino a quattro componenti diversi in un’unica ricetta e un doppio circuito fluido per prodotti non compatibili. Inoltre la sezione fluido viene normalmente posizionata a bordo della cabina di verniciatura, il più vicino possibile al punto di applicazione, per evitare sprechi di prodotto durante le fasi di cambio colore o lavaggio. È dotata di misuratori, valvole di cambio colore gestite pneumaticamente dal miscelatore e di una speciale testa di miscelazione per una perfetta omogeneizzazione del prodotto catalizzato. Un notevole contributo all’efficienza degli impianti è consentito dall’utilizzo della tecnologia dell’innovativa pompa a membrana in alta pressione Cobra® (brevetto Wagner), caratterizzate dall’assenza di parti soggette a sfregamento, che ne permettono l’utilizzo con prodotti critici, reattivi o abrasivi, come UV, acrilici, isocianati eccetera. Questa tecnologia è in grado di abbattere di oltre il 50 per cento gli sprechi di solvente e di vernici durante le operazioni di lavaggio e cambio colore grazie FlexControl plus – Miscelatore elettronico Wagner: gestisce fino a 25 colori e 8 catalizzatori, 4 componenti (4K) e 2 circuiti fluido indipendenti Pompa pneumatica Cobra® – innovativa pompa a membrana ad alta pressione (fino a 250 bar) 44 Metal Cleaning & Finishing Finishing Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Block notes GA 4000AC – pistole automatiche AirCoat al ridotto volume delle camere di pompaggio ed alla struttura interna di facile pulizia. La nuova generazione di pistole “AirCoat GA 4000AC”, le più compatte e leggere pistole automatiche presenti sul mercato, versatili ed estremamente affidabili, rappresenta la miglior soluzione per tutti i sistemi automatici di spruzzatura nel settore legno. Ideali sia per prodotti a base acqua, sia a solvente, le innovative pistole automatiche AirCoat Wagner impiegano un nuovo sistema di distribuzione aria, in grado di produrre i migliori risultati di finitura di sempre e di ottenere un’ottima efficienza di trasferimento. La combinazione delle pistole GA 4000AC con i nuovi ugelli "preatomizzati" consente di aumentare notevolmente l'efficienza di trasferimento permettendo di ottenere un significativo risparmio di prodotto fino al 20%. Caratterizzati da una particolare attenzione all’efficienza, i sistemi Wagner consentono di ottenere un ritorno di investimento molto rapido: la notevole riduzione degli sprechi di prodotto e dei tempi morti garantisce grandi risparmi in breve tempo. Ma il risparmio è solo uno degli aspetti da considerare; sarà infatti possibile aumentare la produttività e/o la flessibilità, migliorare la qualità delle proprie finiture e la ripetibilità dei processi, potendo così essere maggiormente competitivi sul mercato. Chi ha scelto Wagner colora ha potuto beneficiare negli anni di un costante aggiornamento degli impianti e delle soluzioni applicative, potendo quindi seguire e sfruttare al meglio le opportunità offerte dalla continua evoluzione dei prodotti vernicianti. Fonte: Wagner colora Per ulteriori informazioni scrivere a: [email protected] Anno XX - n.79 - Luglio - Agosto - Settembre 2014 Metal Metal Cleaning & Finishing 45
© Copyright 2026 Paperzz