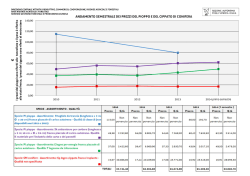
IMPIANTO COGENERATIVO A CIPPATO DI LEGNO 1 – Il cippato: il “carburante” per la cogenerazione Tra le fonti rinnovabili le biomasse legnose rappresentano una buona opportunità di investimento diversificata nelle aree a vocazione selvicolturale per la generazione termica ed elettrica, rappresentando una opportunità di sviluppo per gli operatori del settore forestale, una opportunità di lavoro per la manodopera locale, una opportunità di risparmio economico ed ambientale per la comunità locale. Le biomasse legnose sono tanto più convenienti quanto più la filiera è “corta”, riducendo al massimo i costi di trasporto per l’approvvigionamento delle materie prime, disponibili quindi immediatamente e a costi molto bassi. Un impianto destinato alla cogenerazione utilizza la biomassa legnosa solo se trasformata sottoforma di cippato di legno, ossia quella forma che più si avvicina e mette in relazione il comparto agricolo-ambientale con quello energetico-tecnologico. Il cippato di legno altro non è che legno di provenienza agricola-forestale, non particolarmente selezionato, proveniente da tagli e diradamenti boschivi, residui di potature, ecc. Il termine “cippato” deriva dal vocabolo inglese chipped che significa “ridotto in scaglie”. Infatti, per ottenere questa forma di combustibile, il legno viene ridotto in “chips” di dimensioni variabili. Grazie al cippato si supera l’ostacolo dell’alimentazione manuale, poiché sotto questa forma il combustibile può essere prelevato automaticamente da un deposito ed essere portato nel punto di combustione nella quantità richiesta. Inoltre, il legno cippato ha il vantaggio di perdere più rapidamente l’umidità in eccesso, accelerando così l’essicazione e la possibilità di ottenere un combustibile energeticamente pregiato. Il cippato può essere ottenuto tramite una particolare azione di taglio, definita cippatura per l’appunto, attuata mediante macchine cosiddette “sminuzzatrici” o “cippatrici”. Tale prodotto presenta forma regolare e pezzatura più o meno omogenea. La forma dei chips varia in base alle tecniche di taglio adottate, in funzione delle dimensioni richieste dal tipo d’impianto di trasformazione energetica e, soprattutto, dal sistema di alimentazione. Pagina 1 In questa sede verrà analizzata la tecnologia della cogenerazione attuata con gli impianti Spanner, leader europeo del settore della cogenerazione di piccola taglia. Questi impianti si basano sulla gassificazione della biomassa legnosa, da cui viene estratto un particolare gas di legno (syngas) destinato ad alimentare il cogeneratore. 2 – La tecnologia della cogenerazione: un processo intelligente Gli impianti di cogenerazione producono energia elettrica e termica dal legno. Le grandi centrali energetiche praticano la cogenerazione di biomassa solida già da anni. Grazie agli impianti di cogenerazione Spanner, può essere usato finalmente anche il cippato di legno per produrre in modo diffuso energia elettrica. Questo sistema è altamente efficiente, rispettoso dell’ambiente e soprattutto finanziariamente conveniente. Nessun’altra materia prima offre caratteristiche e possibilità di impiego variegate come il legno (l’importante è che esso sia vergine, ossia proveniente direttamente dalle attività selvicolturali anche come materiale di scarto). Qui di seguito viene sintetizzato il processo della cogenerazione attraverso l’uso degli impianti di cogenerazione Spanner. Il cippato è a disposizione in grandissime quantità ed a prezzi vantaggiosi. Dal cippato si ottiene un gas di legno puro, detto Syngas, destinato alla produzione di energia elettrica. Pagina 2 L’energia elettrica prodotta viene immessa in rete. L’energia termica prodotta può essere usata per l’essiccazione del cippato, per il riscaldamento in loco oppure per il teleriscaldamento. Gli impianti di cogenerazione generano una rendita maggiore rispetto ad altre fonti rinnovabili, quali il fotovoltaico e l’eolico. Nonostante sia caratterizzato da una notevole produzione di energia elettrica da immettere in rete, un impianto di cogenerazione rende ancora di più se si utilizza in modo continuativo l’energia termica prodotta. Ciò è valido anche per gli impianti Spanner. Alla buona produttività dell’impianto bisogna anche affiancare la facilità di reperimento della materia prima (cippato legnoso) a prezzi d’acquisto vantaggiosi, incidendo positivamente sul rapporto costi/benefici dell’impianto di cogenerazione. Pagina 3 3 – Gli impianti di cogenerazione per gassificazione La gassificazione è un processo chimico intermedio che permette di convertire attraverso dei processi termici ad elevate temperature un materiale solido ricco in carbonio come le biomasse (composta prevalentemente da carbonio, idrogeno ed ossigeno), in monossido di carbonio, idrogeno e altri composti gassosi. In pratica, la gassificazione è un metodo per ottenere energia da materiali organici di alta efficienza. Il processo di degradazione termica avviene a temperature elevate (superiori a 700800 °C), in presenza di una percentuale sotto-stechiometrica di un agente ossidante: tipicamente aria (ossigeno) o vapore. Durante il processo di combustione il carbonio della biomassa si ossida, formando CO2 e liberando energia. Il processo di ossidazione avviene in due fasi: 1. Il carbonio si trasforma in monossido di carbonio (CO); 2. Il monossido di carbonio (CO) si ossida ulteriormente in anidride carbonica (CO2). La prima fase di ossidazione è quella in cui il combustibile solido si trasforma in combustibile gassoso, ottenendo così un gas che, formato in proporzioni variabili da monossido di carbonio (CO), idrogeno (H2), idrocarburi complessi (CXHY), azoto (N2) e anidride carbonica (CO2), include ancora buona parte dell’energia chimica contenuta nel combustibile solido originario. Tale miscela gassosa risultante costituisce quello che viene definito gas di sintesi o syngas e rappresenta essa stessa un combustibile. La seconda fase di ossidazione è quella in cui viene effettivamente liberata l’energia contenuta nel syngas. L’uso del processo di gassificazione per la produzione di energia presenta alcuni vantaggi rispetto alla combustione diretta. Il syngas presenta un utilizzo versatile in campo cogenerativo, in quanto può essere bruciato sia mediante combustione esterna e sia mediante combustione interna. Nel nostro caso specifico, il syngas prodotto viene bruciato direttamente in motori a combustione interna, perché il processo di gassificazione permette di togliere con le ceneri elementi altrimenti problematici per la successiva fase di combustione, quali ad esempio cloro e potassio, consentendo la conseguente produzione di un gas molto pulito. Inoltre, la combustione interna presenta altri vantaggi, quali l’elevato Pagina 4 rendimento di conversione in energia elettrica associato nel contempo ad una riduzione dei costi d’investimento. Il motore è coassiale ad un generatore elettrico, il quale a sua volta trasforma l’energia meccanica in energia elettrica, la quale viene immessa in rete. L’energia termica (raffreddamento motore e fumi di scarico) viene utilizzata per essiccare il cippato e può venire utilizzata per altri scopi (es. riscaldare l’acqua, teleriscaldamento, ecc.). Il sistema di gassificatore utilizzato è a letto fisso equicorrente (downdraft): ciò vuol dire che sia il combustibile (ossia la biomassa legnosa) e sia l’aria utilizzata per l’ossidazione seguono la medesima direzione: viene dapprima introdotta la biomassa dall’alto, la quale segue un percorso discendente; ad un punto intermedio di tale percorso, viene poi introdotta l’aria, la quale accompagna la biomassa, seguendone il percorso discendente. Il principio di funzionamento è schematizzato nella figura riportata qui di fianco. Bisogna ricordare che il syngas è un gas contenente elevate percentuali di impurità, dette char e costituite prevalentemente da particolato e catrami, che possono sporcare o, addirittura, comportare rotture ai dispositivi di combustione interna. Però, rispetto ad altre tipologie di gassificazione, i gassificatori downdraft generano un syngas ad elevata temperatura e con una percentuale molto bassa di catrame. Schema di gassificatore downdraft (Fonte: GUERCIO A., 2011, Mini e micro cogenerazione a biomassa – tecnologie e criteri progettuali, Dario Flaccovio Editore, Palermo). La generazione del syngas avviene per combustione lenta attraverso il processo di pirolisi, ossia in completa assenza di un agente ossidante (ossigeno). Prima che però si verifichi questo processo, la biomassa appena introdotta viene dapprima essiccata mediante i gas caldi provenienti dalla parziale combustione già avvenuta nella parte inferiore del reattore: in tal modo il materiale legnoso si essicca e cede l’umidità, la Pagina 5 quale, essendo sottoforma gassosa (vapore acqueo), va ad aggiungersi con i suddetti gas caldi, i quali a loro volta si “raffreddano”, passando da una temperatura di ca. 800°C ad una di ca. 200°C. È a ca. 200°C che inizia il processo di pirolisi (200 – 700°C) nella omonima zona dove il legno si disgrega lentamente per rilascio delle molecole più volatili, con la formazione di vari elementi, tra cui carbone organico ed i catrami. Dopo la zona di pirolisi, il residuo solido (carbone organico) insieme ai primi gas ottenuti transita nella zona di riduzione. Qui viene iniettata aria attraverso un soffiante e degli ugelli, per bruciare una buona parte del carbone organico a 1200 °C. Si ha dapprima una fase di ossidazione, in cui mediante la combustione il carbone organico si trasforma in anidride carbonica (CO2) che va ad unirsi con il vapore acqueo (H2O) proveniente dall’umidità estratta dal legno. Subito dopo, si passa alla successiva fase di riduzione, in cui i composti organici reagendo con il vapore acqueo e l’anidride carbonica formano monossido di carbonio (CO) e idrogeno (H2), i componenti principali del syngas. L’ultima fase del processo è l’ossidazione della sostanza organica residua che genera l’energia termica necessaria per alimentare il processo: le eventuali parti non gassificate come catrame e idrocarburi vengono trasformati in CO, CO2 e H2. 4 – Impianto Spanner: componenti e funzionamento L’impianto è composto da un efficiente e robusto cogeneratore (riportato nella figura qui di fianco), il quale viene azionato mediante il syngas prodotto attraverso un idoneo gassificatore a partire dal cippato di legno puro. Il gassificatore è formato da una struttura base sulla quale sono montati tutti i componenti necessari al funzionamento del processo di gassificazione. Componente essenziale del gassificatore è l’innovativo reformer Spanner, concepito dall’inventore Bernd Joos e poi perfezionato dalla Spanner per la produzione in serie (vedere pagina 8-9). La speciale tecnologia usata nel reformer assicura una produzione di syngas priva di catrame. Il materiale per gassificare è cippato di legno vergine di qualità G30-G40. Il cippato viene trasportato tramite una coclea dal magazzino di stoccaggio ed immesso nel serbatoio di caricamento. Tramite un sensore viene controllato il livello nel serbatoio. Per garantire che durante le fasi di caricamento non entri aria nel sistema, nel serbatoio di caricamento, sono montate due valvole a tenuta stagna. Queste vengono comandate tramite un PLC per garantire che una si apra solo se l’altra è già chiusa. Pagina 6 Oltre a garantire la tenuta stagna, queste due valvole a serranda garantiscono anche un controllo del livello di carico del serbatoio. In generale, tutte le valvole e azionamenti sono chiusi in caso di mancanza di corrente elettrica. Tramite un raschietto e una coclea di carico il materiale legnoso viene trasportato nel reformer, il quale viene caricato dall’alto, mentre un sensore di livello ne comanda la quantità da immettere agendo sulla suddetta coclea di carico. Il reformer è il cuore dell’impianto che produce, grazie ad un processo controllato, gas di legno (syngas) da cippato di legno allo stato naturale. Il gas in questione, che viene estratto in basso, servirà per azionare il cogeneratore. Il sensore di livello comanda anche il motore della griglia che serve per estrarre il carbone organico. Il gas di legno (syngas) e i residui della gassificazione escono dal reformer dalla parete bassa a 800°C. Passano insieme in uno scambiatore di calore ad acqua nel quale viene raffreddato il gas a 130°C. Successivamente passa attraverso un filtro a manica dove viene separato il gas dal carbone organico mediante un meccanismo di pulizia automatica, attuato attraverso una coclea ed una valvola di estrazione per ventola soffiante. Il carbone organico viene trasportato tramite valvole e coclea in un apposito contenitore all’esterno dell’impianto. Un meccanismo comandato da PLC garantisce la tenuta stagna del sistema di estrazione. Dopo che il gas pulito esce dal filtro a manica, viene ulteriormente raffreddato tramite un altro scambiatore per arrivare a ca. 90°C al filtro di sicurezza. Quest’ultimo funge da filtro di emergenza per evitare eventuali danni al motore se quello principale dovesse presentare dei malfunzionamenti. Dopo il filtro di sicurezza il gas viene miscelato con aria per alimentare il motore a scoppio a ca. 40°C. Il potere calorifico del gas è di ca. 4,5 MJ/m³ (uguale a ca. 1,4 kWh/m³). I gas di scarico del cogeneratore vengono puliti tramite un catalizzatore e raffreddati attraverso uno scambiatore per essere immessi in atmosfera. Tutti i processi sopra descritti avvengono in componenti singoli collegati tra di loro ermeticamente. Tutto il sistema viene tenuto sotto pressione a 100 mbar tramite un ventilatore. L’aria di processo entra dal reformer nel sistema chiuso. Il gas può solo uscire attraverso il motore dal sistema ermetico. Tutto il circuito del gas viene controllato e comandato tramite il PLC. In caso di un difetto o malfunzionamento del cogeneratore, il sistema chiude le valvole per evitare la fuoriuscita del gas dal sistema ermetico. Pagina 7 Pagina 8 Pagina 9 Nelle varie fasi di processo si produce calore, il quale viene estratto tramite due scambiatori dal sistema. L’intero sistema viene controllato da un quadro elettrico, attraverso diversi sensori di temperatura e pressione. Concludendo, l’energia termica prodotta può essere utilizzata per riscaldare edifici, impianti di essicazione o può essere distribuita attraverso reti di teleriscaldamento. L’energia elettrica viene immessa in rete. 5 – Residui prodotti: scarico del carbone organico La quantità di cenere/carbonella (carbone organico) prodotta può arrivare fino al 10% del materiale d’ingresso; ciò dipende sia dalla qualità e sia dalle dimensioni del materiale d’ingresso. La densità è di ca. 0,15-0,2 kg/l. Caratteristiche chimico-fisiche: granulo < 2mm; potere calorifero di ca. 25MJ/kg; perdita di combustione pari a ca. 55-75%. In fase di progetto si deve tener conto di come utilizzare il materiale di scarto. La cenere/carbonella viene trasportata tramite una coclea senza anima all’esterno dell’impianto. Il contenitore di raccolta può stare a una distanza di max. 15 m (max. 2 curve a 45° nel tragitto della tubazione). 6 – Descrizione impianto Spanner: dimensioni, modelli, potenza e produttività GASSIFICATORE Lunghezza: 5.406 mm Profondità: 2.050 mm Altezza: 2.350 mm COGENERATORE Lunghezza: 2.250 mm Profondità: 990 mm Altezza: 1.470 mm N.B. = Nella fase di montaggio deve essere lasciato un corridoio di almeno ca. 500 mm intorno al gassificatore. La lunghezza del cavo tra il cogeneratore e l’armadio comando non deve essere superiore a 6 metri. Pagina 10 SUPERFICIE NECESSARIA: min. 6 m x 5 m ALTEZZA NECESSARIA: min. 2,6 m x 3,4 m (a seconda dell’approvvigionamento del cippato) REQUISITI DEL CIPPATO Pezzatura del cippato di legno vergine: G30-G40 Umidità massima: MAX 15% Polveri sottili: MAX 30% (granulazione sotto 3-4 mm) Materiale omogeneo, con una bassa percentuale di componenti lunghi Descrizione impianto – modelli Denominazione prodotto (modello) HK30 HK45 Resa elettrica 30 kWe 45 kWe Energia elettrica prodotta in un’ora di esercizio Resa termica 30 kWhe 80 kWt 45 kWhe 120 kWt Energia termica prodotta in un’ora di esercizio 80 kWht 120 kWht Consumo cippato 30 kg/h 45 kg/h Consumo cippato con 6000 ore/anno di esercizio 180 t 270 t RUMOROSITÀ GASSIFICATORE SU MODELLO HK45 AD 1 METRO DI DISTANZA < 56dB/A RUMOROSITÀ COGENERATORE SU MODELLO HK45 AD 1 METRO DI DISTANZA 60 dB/A con cabina sonorizzata 90 dB/A senza cabina sonorizzata USCITA ELETTRICA (TENSIONE/FREQUENZA) 400 V / 50 Hz USCITA TERMICA (TEMPERATURA DEFLUSSO/RIFLUSSO) MAX 90°C / MAX 75°C Pagina 11 7 – Descrizione impianto Spanner: manutenzione Per quanto concerne la manutenzione ordinaria, gli impianti di cogenerazione Spanner sono di semplice gestione. La maggior parte degli interventi può essere eseguita dal cliente stesso in maniera indipendente. Il tempo necessario impiegato dipenderà dai lavori di manutenzione da svolgere, ma in base all’esperienza di questa azienda dovrebbero bastare mediamente 20 minuti giornalieri di manutenzione ordinaria affinché venga garantito il buon funzionamento dell’impianto. I lavori di manutenzione da eseguire regolarmente sono pertanto i seguenti: controllo visivo, cambio dell’olio motore, cambio del filtro dell’olio, cambio del filtro dell’aria, cambio del filtro del gas, cambio delle candele di accensione. Nel complesso, la manutenzione ordinaria richiesta dagli impianti Spanner consta di pochi oneri aziendali, incidendo positivamente sul rapporto costi/benefici. La buona esecuzione della manutenzione ordinaria consente di poter evitare quella straordinaria. 8 – Conclusioni: perché scegliere la tecnologia Spanner Gli impianti di cogenerazione Spanner constano di una tecnologia che presenta notevoli vantaggi. Tecnologia innovativa e impiantistica collaudata ed affidabile – gli impianti Spanner integrano il know-how ed un esperienza decennale tale da assicurarne un funzionamento sicuro e semplice. In questo modo vengono garantiti impianti di cogenerazione efficienti, ad alta tecnologia, di facile impiego e manutenzione, che lavoreranno per decenni nel rispetto dell’ambiente. Presenti sul mercato con successo – parecchi impianti sono già stati installati con successo in diversi Paesi Europei. Alta efficienza – il principio della cogenerazione sfrutta la materia prima (legno) in maniera ottimale, producendo contemporaneamente energia elettrica e termica. Cippato da legno vergine come combustibile – gli impianti Spanner sono azionati da cippato di legno derivante da legno vergine, facilmente reperibile sul mercato, quale miglior fonte rinnovabile. Pochi oneri di manutenzione ordinaria. Pagina 12 Pagina 13
© Copyright 2026 Paperzz