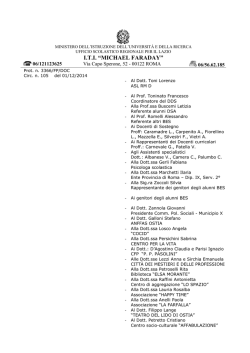
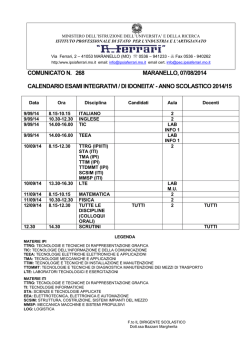
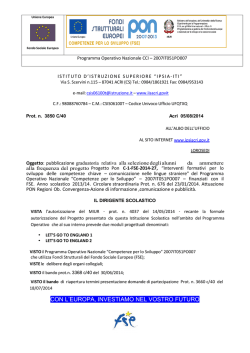
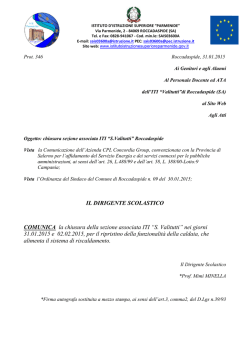
DIFETTOLOGIA Cosa è un difetto??? ITI M. FARADAY prof. Cecchetti Giordano 2 3 Introduzione DISCONTINUITA’: • può insorgere causa sostanza estranea nella materia (inclusione), per cavità formatasi nella solidificazione (ritiro), per intrappolamento di gas (soffiatura). DIFETTO: • Discontinuità che impedisce al materiale o al componente, di soddisfare requisiti attesi dalla progettazione, compromettendo le caratteristiche funzionali del componente, oppure generando una frattura ITI M. FARADAY prof. Cecchetti Giordano 4 Suddivisione CAUSE dei difetti 1. Primarie: (derivanti dai processi di colata o del processo di trasformazione del getto, in un prodotto semilavorato) 2. Da Lavorazioni Tecnologiche: (derivanti dai processi di lavorazione ovvero saldatura, trattamento termico, lavorazioni alle MU, trattamenti superficiali …) 3. Da Servizio: (derivanti dall’esercizio del componente o impianto e quindi dalle condizioni di sollecitazione e/o corrosione, dove si trova ad operare) ITI M. FARADAY prof. Cecchetti Giordano 5 Suddivisione dei Difetti 1. Difetti prodotti durante la Fabricazione 2. Difetti nella Lavorazioni Plastiche a Caldo e a Freddo 3. Difetti da Trattamenti Termici 4. Difetti nelle Saldature 5. Difetti da Lavorazioni Meccaniche 6. Difetti dovuti all’Esercizio 7. Difetti nei Materiali Compositi 6 1. Difetti prodotti durante la Fabbricazione Difetti nei lingotti • cono di ritiro e ritiri, soffiature, porosità, ripresa di colata, segregazione, sacche d’aria, inclusioni endogene/esogene Difetti durante il colaggio dei getti • ritiri, soffiature, pori Difetti durante la colata continua • soffiature o porosità, cricche esterne o superficiali, cricche interne, cavità da ritiro ITI M. FARADAY prof. Cecchetti Giordano 7 Acciai Speciali Terni: Società delle Fucine 8 Difetti nei lingotti I difetti superficiali più comuni dei lingotti sono: • le gocce fredde • la doppia pelle • i tacconi • le riprese di colata • le lesioni superficiali (cricche o fratture) I difetti interni più comuni dei lingotti sono: • le segregazioni micro e macro • i coni di ritiro primari e secondari, le porosità centrali • le soffiature • la presenza d’idrogeno, che genera i fiocchi • le inclusioni non metalliche endogene ed esogene ITI M. FARADAY prof. Cecchetti Giordano 9 Esempio di lingotto con doppia pelle 10 Lingotto ottagonale criccato longitudinalmente ITI M. FARADAY prof. Cecchetti Giordano 11 Soffiature evidenziate in una porzione di sezione trasversale di un lingotto quadro d’acciaio semicalmato. La freccia indica le soffiature subcorticali, di cui alcune sono affioranti. 0,5 x circa. ITI M. FARADAY prof. Cecchetti Giordano 12 ITI M. FARADAY prof. Cecchetti Giordano 13 2. Difetti nella lavorazioni plastiche a caldo e a freddo • • • • • • • • Prodotti nelle lavorazioni plastiche a caldo Surriscaldamento Bruciature Ripiegature Lacerazioni Cricche da incrudimento Fiocchi Inclusioni plastiche a caldo Inclusioni refrattarie ITI M. FARADAY prof. Cecchetti Giordano 14 2. Difetti nella lavorazioni plastiche a caldo e a freddo Prodotti nelle lavorazioni plastiche a freddo • Cricche a freddo • Ripiegature ITI M. FARADAY prof. Cecchetti Giordano 15 3. Difetti da Trattamento Termici • • • • Surriscaldamento Bruciature Cricche da tempra Coltre bianca ITI M. FARADAY prof. Cecchetti Giordano 16 Cricca da tempra su forgiato ITI M. FARADAY prof. Cecchetti Giordano 17 4. Difetti nelle Saldature 18 Le saldature Le saldature rappresentano la più importante incognita nell'assemblaggio di manufatti d'acciaio. Non è infatti possibile definire a priori le tensioni che un giunto saldato sia capace di sopportare, se non empiricamente, ossia mediante prove del tipo distruttivo. Dal punto di vista progettuale si è quindi soliti considerare un giunto saldato come un giunto omogeneo, utilizzando però elevati coefficienti di sicurezza, ricavati dalle prove di tipo distruttivo. ITI M. FARADAY prof. Cecchetti Giordano 19 Le saldature • I costruttori allo stesso tempo si impegnano a realizzare le saldature nelle condizioni standard, nelle quali si sono ricavati i dati empirici. A tal fine vengono stillate le WPS, che fissano le variabili di saldatura in range ristretti che l’operatore deve rispettare. È sufficiente quindi non rispettare anche un solo parametro della WPS, per introdurre un difetto di saldatura nel senso largo del termine, • Nella zona di saldatura è più facile far precipitare i valori di resistenza e tenacità del giunto saldato in quanto trattasi di inneschi di rottura nonché intensificatori di sforzi che nel più o meno lungo periodo causano la frattura della saldatura. ITI M. FARADAY prof. Cecchetti Giordano 20 Cosa sono le WPS Durante l'esecuzione di un saggio di prova tutti i parametri di saldatura sono riportati in un documento chiamato WPS Welding Procedure Specification o Procedura Specifica di Saldatura gli stessi parametri saranno poi utilizzati dall'operatore durante la fase di realizzazione del giuntodi produzione. La WPS deve fornire i dettagli di come deve essere eseguita una operazione di saldatura e deve contenere tutte le informazioni necessarie. ITI M. FARADAY prof. Cecchetti Giordano 21 ITI M. FARADAY 22 Cosa sono le WPS Ad ogni patentino di saldatura è affiancata una WPS. Le WPS possono coprire: • La realizzazione di una specifica giunzione (spessori, materiali, ecc.) • La realizzazione di una serie di giunzioni, comprendenti un certo campo di spessori da unire, nonché una gamma di materiali base o d’apporto (in tal caso devono essere opportunamente indicati i campi d’applicazione ITI M. FARADAY prof. Cecchetti Giordano 23 Cosa sono le WPS Alcuni dei parametri di saldatura riportati in una WPS sono: • Metallo Base (normativa di riferimento CR ISO 15608) • Processo di saldatura (normativa di riferimento ISO 4063) • Caratteristiche dei giunti (normativa di riferimento UNI EN ISO 12345) • Materiali d'apporto • Gas di saldatura e taglio • Posizione di saldatura (normativa di riferimento ISO 6974) • Preriscaldo, interpass, pos-triscaldo e PWHT • Caratteristiche elettriche • Tecnica di saldatura • Parametri di saldatura ITI M. FARADAY prof. Cecchetti Giordano 24 DEFINIZIONI • WPS - Specifica procedura di saldatura: documento che fornisce in modo dettagliato le variabili specifiche per una applicazione specifica • pWPS - Specifica preliminare di procedura di saldatura: specifica provvisoria, non qualificata, sulla base delle quale sono eseguiti i saggi per la qualificazione • WPQR (WPAR) - Verbale di qualificazione di procedura di saldatura: documento che contiene tutti i parametri riguardanti un saggio di prova e tutti i risultati delle prove e controlli eseguiti sul saggio stesso ITI M. FARADAY prof. Cecchetti Giordano 25 ITI M. FARADAY prof. Cecchetti Giordano 26 ITI M. FARADAY prof. Cecchetti Giordano 27 ITI M. FARADAY prof. Cecchetti Giordano 28 ITI M. FARADAY prof. Cecchetti Giordano 29 Sulle saldature Difetti: • nella zona fusa (incompleta penetrazione, incompleta fusione laterale, inclusioni di ossidi o scorie, soffiature/tarlature, porosità, crateri, strappi lamellari, cricche a caldo/freddo) • nella zona termicamente alterata • nelle saldature a resistenza (elettrica) ITI M. FARADAY prof. Cecchetti Giordano 30 ITI M. FARADAY prof. Cecchetti Giordano 31 Sulle saldature Difetti nella zona fusa • Inclusioni gassose: sono vuoti, di diversa forma e dimensione, che si vengano a formare nella zona fusa. • Inclusione solida: è costituita da materiale non metallico intrappolato nel metallo d'apporto o fra il metallo d'apporto e quello base. Difetto tipico delle saldature al TIG, e non riportabile ad altre tecnologie, sono le inclusioni di tungsteno • Cricche: sono delle lesioni che si presentano nella zona di saldatura a causa dell'insorgere di auto-tensioni generate da brusche variazioni termiche. Infatti con la solidificazione il bagno di fusione si contrae in quantità sostanzialmente proporzionale, se la contrazione per qualche motivo è in contrastato si originano tensioni interne. ITI M. FARADAY prof. Cecchetti Giordano 32 Cricca da saldatura tipo TIG ITI M. FARADAY prof. Cecchetti Giordano 33 ITI M. FARADAY prof. Cecchetti Giordano 34 ITI M. FARADAY prof. Cecchetti Giordano 35 ITI M. FARADAY prof. Cecchetti Giordano 36 ITI M. FARADAY prof. Cecchetti Giordano 37 ITI M. FARADAY prof. Cecchetti Giordano 38 5. Difetti da lavorazioni Meccaniche ITI M. FARADAY prof. Cecchetti Giordano 39 Da lavorazione meccanica • Strappi da utensile • Cricche da rettifica ITI M. FARADAY prof. Cecchetti Giordano 40 ITI M. FARADAY prof. Cecchetti Giordano 41 ITI M. FARADAY prof. Cecchetti Giordano 42 Lavorazione al tornio parallelo di grandi alberi presso la Società delle Fucine di Terni ITI M. FARADAY prof. Cecchetti Giordano 43 ITI M. FARADAY 44 ITI M. FARADAY prof. Cecchetti Giordano 45 ITI M. FARADAY prof. Cecchetti Giordano 46 ITI M. FARADAY prof. Cecchetti Giordano 47 ITI M. FARADAY prof. Cecchetti Giordano 48 ITI M. FARADAY prof. Cecchetti Giordano 49 ITI M. FARADAY prof. Cecchetti Giordano 50 6. Difetti dovuti all’Esercizio • • • • Cricche da fatica Fiocco da idrogeno (blistering) Da corrosione Usura: abrasiva adesiva da corrosione da fatica per martellamento meccanica-chimica (fretting) ITI M. FARADAY prof. Cecchetti Giordano 51 ITI M. FARADAY prof. Cecchetti Giordano 52 La fatica …. • Un corpo è sollecitato a fatica quando viene sottoposto ripetutamente a sforzi di intensità variabile. Queste sollecitazioni ripetute possono provocare la rottura del corpo, anche quando le sollecitazioni interne risultano essere sempre inferiori a quelle che applicate in modo statico (lentamente e per una singola volta), provocherebbero la rottura del pezzo. • Il problema della resistenza a fatica sorse con lo sviluppo delle ferrovie (1820¸1872) e principalmente attorno al 1850. Tali studi furono sviluppati prima in Europa e poi negli Stati Uniti. Il motivo era cercare di capire il perché delle rotture negli assali delle carrozze, nelle rotaie ed esaminare il comportamento dei ponti metallici ferroviari. Il primo che condusse una indagine sistematica dal 1852 al 1869 fu A. Wöhler, ingegnere delle ferrovie bavaresi. Impulsi successivi non mancarono e furono collegati ad un nuovo tipo di trasporto: quello aereo. ITI M. FARADAY prof. Cecchetti Giordano 53 ITI M. FARADAY prof. Cecchetti Giordano 54 Per un acciaio il limite di resistenza a fatica si ottiene al 40-50% della Resistenza Trazione 55 ITI M. FARADAY prof. Cecchetti Giordano 56 Rotture a fatica prof. Cecchetti Giordano 57 La fatica …. La superficie di rottura per fatica è sempre distinta in due zone: 1. una liscia, vellutata, a struttura finissima e brillante (ZONA di FATICA): causata dallo sfregamento delle superfici a contatto e rappresenta la sezione rotta per fatica dopo un periodo molto lungo; in questa zona sono presenti delle linee, approssimativamente a forma di archi aventi centro comune nel punto in cui la frattura ha avuto inizio, dette LINEE D'ARRESTO, dovute probabilmente a periodi di riposo oppure ad incrudimenti localizzati che aumentando la resistenza del materiale provocano l'arresto della rottura. 2. una cristallina, a struttura fibrosa o a scaglie (ROTTURA di SCHIANTO): causata dalla rottura finale avvenuta istantaneamente a causa della eccessiva diminuzione della sezione resistente relativamente alla sollecitazione applicata. ITI M. FARADAY prof. Cecchetti Giordano 58 La fatica …. • Le rotture per fatica hanno generalmente inizio in prossimità di qualche difetto, strutturale o geometrico (impurezze, soffiature, incisioni superficiali,…) causando incrementi locali degli sforzi. ITI M. FARADAY 59 60 61 La fatica …. La curva di Wöhler . Il metodo di presentazione grafica più utilizzato per i risultati sulla prova a fatica, riporta: • in ascisse i valori della durata in cicli • in ordinate i valori dell’ampiezza di funzioni o, secondo altra modalità di prova, la tensione massima. Una scala logaritmica è usata per la durata in cicli, mentre per le tensioni si può scegliere tra la lineare e la logaritmica. Una curva di Wöhler può essere tracciata per ciascuna serie di prove aventi una stessa tensione media, oppure uno stesso rapporto di tensione. ITI M. FARADAY prof. Cecchetti Giordano 62 ITI M. FARADAY prof. Cecchetti Giordano 63 ITI M. FARADAY prof. Cecchetti Giordano 64 La curva a fatica di Wöhler ITI M. FARADAY prof. Cecchetti Giordano 65 ITI M. FARADAY prof. Cecchetti Giordano 66 ITI M. FARADAY prof. Cecchetti Giordano 68 7. Difetti nei Materiali Compositi • • • • • • Delaminazione Ondulazioni Nodi Interazioni Inclusioni Porosità ITI M. FARADAY prof. Cecchetti Giordano 69 Analisi della criticità dei difetti e confronti fra i metodi • Per carichi statici • Per carichi dinamici ITI M. FARADAY prof. Cecchetti Giordano 70 Analisi della criticità dei difetti e confronto fra i metodi La pericolosità di un difetto, va posta in diretta relazione, con: • la probabilità che il difetto ha di provocare la rottura del componente • Il tipo e il livello di carico • L’orientamento del difetto, concorde con la direzione della sollecitazione … ITI M. FARADAY prof. Cecchetti Giordano 71 Eventuale rottura sotto le condizioni di carichi: 1.Statici 2.Dinamici ITI M. FARADAY prof. Cecchetti Giordano 72 Rilevazione di difetti con metodi di controllo non distruttivo 1. 2. 3. 4. 5. 6. RX US CI MS LP ……. ITI M. FARADAY prof. Cecchetti Giordano 73 e ora un po’ di definizioni … 74 Definizioni: • METALLURGIA: il complesso dei procedimenti tecnici relativi all'estrazione dei metalli puri dai minerali in cui sono contenuti, alla loro raffinazione, lavorazione e alla trasformazione in prodotti industriali/leghe • SIDERURGIA: settore della metallurgia che riguarda la produzione e la lavorazione industriale dell’acciaio e della ghisa a partire da minerali o rottami ferrosi • CRICCHE: discontinuità microscopica o macroscopica di un metallo in cui due dimensioni sono decisamente più importanti della terza ( lunghezza-profondità-larghezza). La presenza di questa discontinuità, in un manufatto sollecitato, implica all’apice della cricca l’incremento delle sollecitazioni locali • SOFFIATURE: cavità generalmente dovute a gas che si sviluppano durante la solidificazione ITI M. FARADAY prof. Cecchetti Giordano 75 Definizioni: • INCLUSIONI ENDOGENE: particelle non metalliche formatesi per reazione chimica in fase di fusione del metallo liquido • INCLUSIONI ESOGENE: particelle generalmente non metalliche di provenienza esterna (refrattari) che sono rimaste inglobate nel metallo • RITIRO: contrazione della massa metallica in seguito a solidificazione e raffreddamento • CONI/CAVITA’ di RITIRO: Quando le condizioni di colaggio non sono ottimali (temperatura, velocità di colaggio, materozza non idonea ecc.) si possono creare dei vuoti dovuti alla contrazione del metallo dalla fase liquida a quella solida. Queste cavità assiali sono denominate ritiri e possono essere primari e secondari ITI M. FARADAY prof. Cecchetti Giordano 76 Bravi, avete resistito stoicamente!!! ITI M. FARADAY prof. Cecchetti Giordano 77 • Prove non distruttive. DGIT Direzione Generale Istruzione Tecnica, Ministero della pubblica istruzione • • Volume in adozione al corso di Tecnologia Meccanica: Nuovo corso di Tecnologia Meccanica, Vol. 3, Di Gennaro, Cataldo, Chiappetta, Hoepli Immagini, ed altre informazioni da siti specializzati ITI M. FARADAY 78
© Copyright 2026 Paperzz