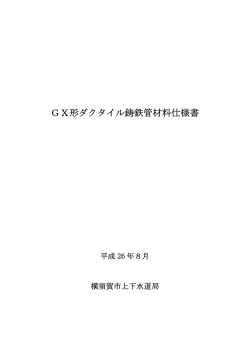
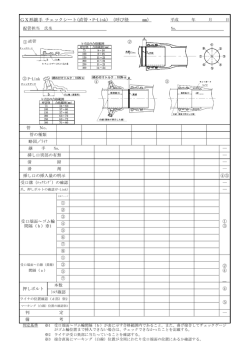
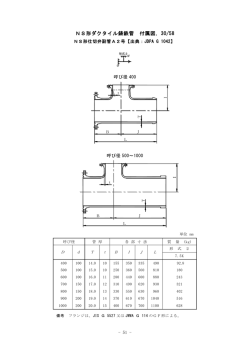
日本水道協会水道用ソフトシール仕切弁検査施行要項 対比表 改 正 前 改 日 本 水 道 協 会 水道用ソフトシール仕切弁検査施行要項 目 検査基準 検 査 方 法 水道用ソフトシール仕切弁(JWWA B 120)による。 摘 要 項 目 検査基準 判定基準 検査の判定は、当該規格、要項の検査方法 及び別表[不良の階級別欠点及び判定基準]による。 形式検査 形式試験 規格箇条 11 の形式試験は、種類別(呼び圧 力、内・外ねじ式、ゴム弁座(1))及び呼び径別に製 造業者より製作図面並びに製作基準書を提出させ、 規格に規定する項目について行い、適合しているこ とを調べる。 なお、試験は、フランジ形、NS 形(耐震形)のい ずれかで最初の 1 回のみ行う。 注(1) ゴム弁座とは、全面ゴムライニング、部分ゴ ムライニング、ゴムシートの総称である 検 査 方 法 備 形式検査 形式検査 規格箇条 11 の形式試験は、種類別(呼び 圧力別、内・外ねじ式別、ゴム弁座(1)別)及び、呼 び径別に製造業者より製作図面及び並びに製作基 準書を提出させ、規格に規定する項目について行 い、適合していることを調べる。 なお、形式試験は、フランジ形、NS 形(耐震形) 及び GX 形のいずれかで最初の 1 回のみ行う。 注(1) ゴム弁座とは、全面ゴムライニング、部分ゴ ムライニング、ゴムシートの総称である 形式検査の記録 形式検査の検査成績記録は、別紙 2 「形式試験成績書」に記載し、提出させる。 1 摘 要 考 (施行要項改正の要点) ①継手部の接合形式に GX 形を追加した。 ②めねじこま、こま及び スリーブに鉛レス銅合 金材料を追加した。 ・他の施行要項に合わせ 『試験』を『検査』に 変更した。 水道用ソフトシール仕切弁(JWWA B 120)による。 判定基準 検査の判定は、当該規格、要項の検査方法 及び別表[不良の階級別欠点及び判定基準]による。 形式検査の記録 形式検査の検査成績は、別紙 1「形 式試験成績書」に記載し、提出させる。 42.ソフトシール仕切弁(JWWA B 120:2013) 後 日 本 水 道 協 会 水道用ソフトシール仕切弁検査施行要項 昭和 61 年 10 月 1 日制定 平成 10 年 7 月 13 日改正 平成 13 年 9 月 5 日改正 平成 17 年 11 月 16 日改正 平成 21 年 10 月 22 日改正 平成 24 年 4 月 1 日改正 平成 26 年 4 月 1 日改正 昭和 61 年 10 月 1 日制定 平成 10 年 7 月 13 日改正 平成 13 年 9 月 5 日改正 平成 17 年 11 月 16 日改正 平成 21 年 10 月 22 日改正 平成 24 年 4 月 1 日改正 項 正 ・GX 形を追加した。 ・他の施行要項に合わせ 『検査成績』を『記録』 に変更した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 形式試験の省略 接合形式及び面間寸法のみ異なり、 他の部分を共用するバルブについては、規格表 1 の 呼び圧力の高い種類について試験を行った場合、そ れ以下の種類については試験を省略できる。 また、外ねじ式バルブについては、弁箱、弁体が 内ねじ式と共用の場合、試験を省略することができ る。 ただし、弁座漏れ試験は、2 種に限り 4 種又は 3 種で試験を行った場合でも、別途試験を行う。 (2 種 については最大機能トルク値が 70%を超えてはな らないと規定されているため) 形式試験の省略 接合形式及び面間寸法のみ異なり、 他の部分を共用するバルブについては、規格表 1 の 呼び圧力の高い種類について試験を行った場合、そ れ以下の種類については試験を省略できる。 また、外ねじ式バルブについては、弁箱、弁体が 内ねじ式と共用の場合、試験を省略することができ る。 ただし、弁座漏れ試験は、2 種に限り 4 種又は 3 種で試験を行った場合でも、別途試験を行う。 (2 種については最大機能トルク値が 70%を超えては ならないと規定されているため) 形式検査後の部品の変更 1. 形式検査後、弁箱、弁体、蓋、パッキン箱、め ねじこま、弁棒、弁座、組立用ボルト・ナットの 寸法及び材料の変更のあったものについては、再 度の形式検査を行う。 形式検査後の部品の変更 1. 形式検査後、弁箱、弁体、蓋、パッキン箱、め ねじこま、弁棒、弁座、組立用ボルト・ナットの 寸法及び材料の変更のあったものについては、再 度の形式検査を行う。 2. 形式検査後、バルブの性能に影響を及ぼさない 寸法、または強度の高い材料に変更した場合は、 再度の形式検査は省略することができる。前項の 部品において、材料に FCD400- 15 を使用して形式 検査を行った場合は、材料を FCD450-10 に変更し ても再度の形式検査は行わない。 2. 形式検査後、バルブの性能に影響を及ぼさない 寸法、又はまたは強度の高い材料に変更した場合 は、再度の形式検査は省略することができる。 (例:前項の部品において、材料に FCD400- 15 を 使用して形式検査を行った場合は、材料を FCD450-10 に変更しても再度の形式検査は行わ ない) 。ただし、接水部の材料変更については、 浸出性検査を行う。 構造、形状及び寸法 規格箇条 6 の構造、形状及び寸 法と製造業者の製作図面並びに製作基準書に適合し ていることを調べる。 構造、形状及び寸法 規格箇条 6 の構造、形状及び寸 法と、製造業者の製作図面並びに及び製作基準書に 適合していることを調べる。 外観 規格箇条7の外観に適合していることを目視に よって調べる。 42.ソフトシール仕切弁(JWWA B 120:2013) 2 備 摘 考 要 ・他の施行要項に合わせて 文言を追加した。 ・規格の形式試験に外観が 追加されたことにより、 形式検査項目に外観を 追加した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 材料 規格箇条 8 の材料に適合していることを試験成 績書によって確認する。 材料 規格箇条 8 の材料に適合していることを試験成 績書によって確認する。 表示 規格箇条 17 の表示に適合していることを調べ る。 表示 規格箇条 1718 の表示に適合していることを調 べる。 性能 規格箇条 5 性能は、次の手順で行う。 性能 規格箇条 5(性能)は、次の手順で行う。 回転数 規格 10.2 の回転数は、弁体の全行程(全開⇔ 全閉)に対する弁棒の回転数を調べる。 この場合の全開全閉位置は、水のない状態で弁棒 に規格表 3 の最大機能試験トルクを加えた位置とす る。 ただし、2 種については、規格表 3 の値の 70%と する。 回転数 規格 10.2 の回転数は、弁体の全行程(全開⇔ 全閉)に対する弁棒の回転数を調べる。 この場合の全開全閉位置は、水のない状態で弁棒 に規格表 3 の最大機能試験トルクを加えた位置とす る。 ただし、2 種については、規格表 3 の値の 70%と する。 操作強度 規格 10.3 の強度試験によって行う。 1. 充水してバルブを閉じ、規格表 1 の全閉時の最 大差圧をバルブに加えたとき、弁座漏れの有無を 調べる。 2. このとき、閉位置のトルクは、規格表 3 の最大 機能試験トルクを超えないことを確認する。 3. 水圧を規格表 1 の全閉時の最大差圧の水圧 にして、閉方向に徐々に規格表 3 の強度試験トル クを加えたとき、各部の異常の有無を調べる。 4. 更にバルブを全開にし、その全行程において最 大機能試験トルクを超えないことを確認した後 徐々に強度試験トルクを加えたとき、各部の異常 の有無を調べる。 操作強度 規格 10.3 の強度試験によって行う。 1. 充水してバルブを閉じ、規格表 1 の全閉時の最 大差圧をバルブに加えたとき、弁座漏れの有無を 調べる。 2. このとき、全閉位置のトルクは、規格表 3 の最 大機能試験トルクを超えないことを確認する。 3. 水圧を規格表 1 の全閉時の最大差圧の水圧 にして、閉方向に徐々に規格表 3 の強度試験トル クを加えたとき、各部の異常の有無を調べる。 4. 更にバルブを全開にし、その全行程において最 大機能試験トルクを超えないことを確認した後 徐々に強度試験トルクを加えたとき、各部の異常 の有無を調べる。 42.ソフトシール仕切弁(JWWA B 120:2013) 3 備 摘 考 要 ・箇条番号を変更した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 操作性 規格 10.4 の機能試験によって行う。 1. 開側の強度試験後、規格表 3 の最大機能試験ト ルクで全閉にした後、バルブを開方向に作動させ、 バルブの全行程の操作トルクを測定し、最大機能 試験トルクを超えないことを確認するとともに、 全開及び全閉時の回転数を調べる。 2. このとき、全行程の回転数は、最大機能試験ト ルクを加えた位置とし、最大機能試験トルクを加 えて測定した回転数は、その変化が 1/2 回転以内 であることを調べる。 ただし、2 種については、最大機能試験トルク を規格表 3 の値の 70%とする。 操作性 規格 10.4 の機能試験によって行う。 1. 開側の強度試験後、規格表 3 の最大機能試験ト ルクで全閉にした後、バルブを開方向に作動さ せ、バルブの全行程の操作トルクを測定し、最大 機能試験トルクを超えないことを確認するとと もに、全開及び全閉時の回転数を調べる。 2. このとき、全行程の回転数は、最大機能試験ト ルクを加えた位置とし、最大機能試験トルクを加 えて測定した回転数は、その変化が 1/2 回転以内 であることを調べる。 ただし、2 種については、最大機能試験トルク を規格表 3 の値の 70%とする。 弁箱の耐圧性 規格 10.5 の弁箱耐圧試験によって行 う。 弁箱耐圧試験は、機能試験後に行い、原則として 水圧のため両面間が伸びないように、適切な装置に よって両端部を固定し、バルブを開いた状態で規格 表4の水圧を加えて規格表5に示す時間を保持して、 各部に漏れその他の異常の有無を調べる。 弁箱の耐圧性 規格 10.5 の弁箱耐圧試験によって行 う。 弁箱耐圧試験は、機能試験後に行い、原則として 水圧のため両面間が伸びないように、適切な装置に よって両端部を固定し、バルブを開いた状態で規格 表 4 の水圧を加えて規格表 5 に示す時間を以上保持 して、各部に漏れその他の異常の有無を調べる。 弁座の止水性 規格 10.6 の弁座漏れ試験によって行 う。 弁座漏れ試験は、弁箱耐圧試験後、バルブを閉じ 片側ずつ規格表 6 の水圧を加えて規格表 7 に示す時 間を保持して、漏れの有無を調べる。 なお、弁座漏れ試験の全閉トルクは、規格表 3 の 最大機能試験トルクを超えてはならない。 ただし、2 種については、最大機能試験トルクを 規格表 3 の値の 70%とする。 弁座の止水性 規格 10.6 の弁座漏れ試験によって行 う。 弁座漏れ試験は、弁箱耐圧試験後、バルブを閉じ 片側ずつ規格表 6 の水圧を加えて規格表 7 に示す時 間を以上保持して、漏れの有無を調べる。 なお、弁座漏れ試験の全閉トルクは、規格表 3 の 最大機能試験トルクを超えてはならない。 ただし、2 種については、最大機能試験トルクを 規格表 3 の値の 70%とする。 42.ソフトシール仕切弁(JWWA B 120:2013) 4 備 摘 考 要 ・保持時間に『以上』を 追加した。 ・保持時間に『以上』を 追加した。 改 項 目 継手性能 検 査 検 正 査 前 方 法 改 摘 要 目 検 査 後 方 法 作動 規格10.7 の作動試験によって行う。 作動試験は、 バルブを組み立てた状態で、全開及び全閉作動を行 い、円滑に作動することを調べる。 作動 規格 10.7 の作動試験によって行う。作動試験 は、バルブを組み立てた状態で、全開及び全閉作動 を行い、円滑に作動することを調べる。 パッキンの交換 規格10.8 のパッキン交換可能確認試 験によって行う。 パッキン交換可能確認試験は、バルブを全開し、 規格表 3 の最大機能試験トルク以下のトルクを加え た状態で規格表 1 の使用圧力を加え、パッキンの取 替えを行う。このとき、バルブ内部からの漏れは取 替作業に支障のないことを確認する。 パッキンの交換 規格 10.8 のパッキン交換可能確認 試験によって行う。 パッキン交換可能確認試験は、バルブを全開し、 規格表3の最大機能試験トルク以下のトルクを加え た状態で規格表 1 の使用圧力を加え、パッキンの取 替えを行う。このとき、バルブ内部からの漏れは取 替作業に支障のないことを確認する。 耐久性 規格 10.9 の耐久試験によって行う。 耐久試験は、全閉時にゴム弁座へ止水に必要な圧 縮が与えられ、かつ、弁体が片側に最大差圧に等し い圧力を受ける状態で、開閉自動記録計などにより 500 回の全開及び全閉動作を確認した後、弁座の止 水性及び作動を調べる。 耐久性 規格 10.9 の耐久試験によって行う。 耐久試験は、全閉時にゴム弁座へ止水に必要な圧 縮が与えられ、かつ、弁体が片側に最大差圧に等し い圧力を受ける状態で、開閉自動記録計などにより 500 回の全開及び全閉動作を確認した後、弁座の止 水性及び作動を調べる。 継手性能検査 規格箇条 12 の NS 形の継手性能検査 は、規格附属書 C によって行う。継手性能検査は製 造を開始する初回に行い、継手性能に影響を及ぼす 変更を行った場合には再度検査を行う。 なお、検査は 75~250 のいずれかの呼び径で 1 回 だけ行う。 継 手 性 能 継手性能検査 規格箇条12のNS 形及びGX 形の継手 検 査 性能検査は、規格附属書 C によって行う。継手性能 検査は製造を開始する初回に行い、継手性能に影響 を及ぼす変更を行った場合には再度検査を行う。 なお、検査は接続形式別(NS 形・GX 形)に呼び 径 75~250 のいずれかの呼び径で 1 回だけについて 行う。 継手性能検査の記録 継手性能検査の検査成績記録 は、別紙 2「継手性能試験成績書」に記載し、提出 させる。 継手性能検査の記録 継手性能検査の検査成績は、別 紙 2「継手性能試験成績書」に記載し、提出させる。 浸出検査 項 正 浸出検査 規格箇条 13 の浸出性検査は、塗装を行った バルブについて、規格附属書 A 及び「水道施設に使 用する資機材等の浸出試験に関する規則」によって 行い、別紙表 1 及び表 2 の、評価基準に適合してい ることを調べる。ただし、次回からの浸出検査は、 次による。 42.ソフトシール仕切弁(JWWA B 120:2013) 年 1 回行う (ただし、品質 変更のあった 場合はその都 度行う) 浸出性検査 5 浸出性検査 規格箇条 1314 の浸出性検査は、塗装を 行ったバルブについて、規格附属書 A 及び「水道施 設に使用する資機材等の浸出試験に関する規則」に よって行い、別紙 1 表 1 及び表 2 の、評価基準に適 合していることを調べる。ただし、次回から初回確 認以降の浸出性検査は、次による。 備 摘 考 要 初回及び継手 性能に影響を 及ぼす変更の 都度行う ・GX 形を追加、及び表現を 見直した。 ・事業委員会での指摘 →p.1 形式検査の記録と同 様に修正した。 年 1 回行う (ただし、品質 変更のあった 場合はその都 度行う) ・箇条番号を変更した。 ・表現の見直しを行った。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 1. 防食材を施す製品は、年 1 回及び品質変更の都 度行う。 なお、本会の認証塗料を使用している場合は、 年 1 回の浸出試験を省略することができる。 2.. ゴムライニング材料は、年 1 回及び品質変更の 都度行う。 弁体ゴムの 耐塩素性 検 査 弁体ゴムの耐塩素性検査 規格箇条 14 のゴム弁座に 用いるゴムの耐塩素性検査は、規格附属書 D によ って行い、規格附属書表 D.2 の劣化レベルが 3 以下 であることを試験成績書によって確認する。 1. 試験片は、製品又はゴムライニングを施された 弁体(部品)から種類・材料毎(ⅠA・60~70、 Ⅱ・60~70(種類) 、EPDM, NBR, SBR, CR(材 料)など)に採取する。 2. 部分ゴムライニング及びゴムシートは、製品又 はゴムライニングを施された弁体(部品)から試 験片を採取できないときに限り、ライニングと同 じ条件下で製造した同一材料から試験片を採取 することができる。 3. 初回確認後、3 年に 1 回以上、及び品質・種類 並びに材料の変更の都度行う。なお、初回以降の 検査については、ライニングと同じ条件下で製造 した同一材料から試験片を採取することができ る。 検 正 査 後 方 法 備 摘 要 1. 防食材を施す製品は、年 1 回及び品質変更の都 度行う。 なお、本協会の認証塗料を使用している場合 は、年 1 回の浸出試験を省略することができる。 2.. ゴムライニング材料は、年 1 回及び品質変更の 都度行う。 初回、3 年に 1 回、品質・種類 並びに材料の変 更の都度行う。 弁体ゴムの 耐塩素性 検 査 弁体ゴムの耐塩素性検査 規格箇条 1415 の弁体ゴム 初回、3 年に 1 の耐塩素性検査は、規格附属書 D によって行い、規 回、品質・種類 格附属書表 D.2 の劣化レベルが 3 以下であることを 並びに及び材料 試験成績書によって確認する。 の変更の都度行 1. 試験片は、製品又はゴムライニングを施された う。 弁体(部品)から種類・材料毎(ⅠA・60~70、 Ⅱ・60~70(種類) 、EPDM, NBR, SBR, CR(材料) など)に採取する。 2. 部分ゴムライニング及びゴムシートは、製品又 はゴムライニングを施された弁体(部品)から試 験片を採取できないときに限り、ライニングと同 じ条件下で製造した同一材料から試験片を採取 することができる。 3. 初回確認後、3 年に 1 回以上、及び品質・種類 並びに材料の変更の都度行う。なお、初回以降の 検査については、ライニングと同じ条件下で製造 した同一材料から試験片を採取することができ る。 耐食亜鉛系塗 耐食亜鉛系塗装の性能検査 初回及び品質に 装の性能検査 規格箇条13 の耐食亜鉛系塗装の性能検査は、JWWA 影響を及ぼす変 G 120・121水道用GX形ダクタイル鋳鉄管及び異形管の 更の都度行う。 附属書 D によって試験を行い、試験片3 個のうち2 個 に膨れ、剥がれ、鉄素地からの赤さびの発生がないこ とを調べる。 なお、試験片は、耐食亜鉛系塗装を施したバルブの 弁箱からサンプリングした試験片を使用してもよい。 42.ソフトシール仕切弁(JWWA B 120:2013) 考 6 ・箇条番号を変更した。 ・GX 形の耐食亜鉛系塗装の 性能試験について追加し た。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 備 摘 考 要 ただし、試験片の周囲10mm 以内の塗膜は評価対象か ら外す。 なお、耐食亜鉛系塗装の性能検査は、溶射を施工する 工場毎に試験を実施する。 ・長期サイクル試験の試験 の実施単位を明記した 耐食亜鉛系塗装の性能検査の記録 耐食亜鉛系塗装の性 能検査の記録は、別紙4「水道用ソフトシール仕切弁 耐 食亜鉛系塗装性能試験成績書」に記載し、提出させる。 製品検査 (材料検査) 製品検査 規格箇条 15 の検査は、形式検査、浸出検 査及び弁体ゴムの耐塩素性検査に合格したバルブ について行う。 なお、NS 形の場合は、さらに継手性能検査に合 格したバルブについて行う。 製 品 検 査 製品検査 規格箇条 1516 の検査は、形式検査、浸出性 検査及び弁体ゴムの耐塩素性検査に合格したバルブ について行う。 なお、NS 形及び GX 形の場合は、さらに継手性能 検査に合格したバルブについて行う。 また、GX 形は耐食亜鉛系塗装の性能検査にも合格 しなければならない。 各部の材料 規格 15 d)の材料検査は、規格箇条 8 の 材料について、検査通則第 3 条~第 7 条によって行 い、規格に適合していることを調べる。 1. FC, FCD, CAC 及び SCS を使用する部品の試験 月 1 回以上立会 片は、原則として同種の鋳型で、同一溶解より採 取する。 2. 鋳造品以外の材料の検査は、製造業者の試験成 購入の都度 績書によって確認する。 3. 蓋及び弁箱に使用するボルト・ナットは、水道 用品接合用、組立用ボルト及びナット類検査施行 要項による検査合格品とする。 なお、本会の検査を受検しない場合は、当該検 査施行要項に適合していることを、製造業者の試 験成績書によって確認することにより使用する ことができる。 (材料検査) 各部の材料検査 規格 1516 d)の材料検査は、規格箇条 8 の材料について、検査通則第 3 条~第 7 条によって 行い、規格に適合していることを調べる。 1. FC, FCD, CAC 及びSCS を使用する部品の試験片 月 1 回以上立 は、原則として同種の鋳型で、同一溶解より採取 会 する。 2. 鋳造品以外の材料の検査は、製造業者の試験成績 購入の都度 書によって確認する。 3. 蓋及び弁箱に使用するボルト・ナットは、水道用 品接合用、組立用ボルト及びナット類検査施行要 項による検査合格品とする。 なお、本協会の検査を受検しない場合は、当該 検査施行要項に適合していることを、製造業者の 試験成績書によって確認することにより使用する ことができる。 42.ソフトシール仕切弁(JWWA B 120:2013) 7 ・箇条番号を変更した。 ・GX 形は耐食亜鉛系塗装 の性能試験について合格 することを追加した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 備 摘 要 4. 規格表 10 のゴム弁座の材料試験は、同一バッチ より試験片を採取し、規定に適合していることを 製造業者の試験成績書によって確認する。 なお、 ゴムライニングの場合のはく離強さはJIS K 6256-2 によって試験を行い、はく離強さが 12.7N/mm 以上でなければならない。 また、ゴム弁座は JIS K 6259 の 5.(静的オゾン 劣化試験)に規定する方法によってオゾン劣化試 験を行い、異常があってはならない。この場合、 オゾン濃度は 500±50ppb、試験温度は 40±2℃、 試験時間は連続 24 時間、試験片の伸びは 20%と する。 4. 規格表 1011 のゴム弁座の材料試験は、同一バッ チより試験片を採取し、規定に適合していること を製造業者の試験成績書によって確認する。 なお、ゴムライニングの場合のはく離強さは JIS K 6256-2 によって試験を行い、はく離強さが 12.7N/mm 以上でなければならない。 また、ゴム弁座は JIS K 6259 の 5.(静的オゾン 劣化試験)に規定する方法によってオゾン劣化試 験を行い、異常があってはならない。この場合、 オゾン濃度は 500±50ppb、試験温度は 40±2℃、 試験時間は連続 24 時間、試験片の伸び引張ひずみ は 20±2%とする。 5. ゴムシート(弁座用) 、ガスケット及び O リング は、水道用品水密保持用ゴム検査施行要項による 検査合格品とする。 なお、O リングは、製造業者の試験成績書によ ることができる。 この場合、 浸出試験は JWWA Z 108(水道用資機材-浸出試験方法)による。 5. ゴムシート(弁座用) 、ガスケット及び O リング 購入の都度 は、水道用品水密保持用ゴム検査施行要項による 検査合格品とする。 なお、O リングは、製造業者の試験成績書によ ることができる。この場合、浸出試験は JWWA Z 108(水道用資機材-浸出試験方法)による。 黒鉛球状化率 球状黒鉛鋳鉄品の球状化率は、80%以 上とし、その判定は、付図 1 などを適用する。 測定は、倍率 100 倍の携帯顕微鏡などによる。 試料採取方法 水道用ダクタイル鋳鉄異形管検査施行 要項による。 測定方法 JIS G 5502(球状黒鉛鋳鉄品)の 12.6.3 黒 鉛粒の形状分類及び 12.6.4 黒鉛球状化率の算出(本 要項の[参考]黒鉛球状化率の算出を参照)によっ て行う。 42.ソフトシール仕切弁(JWWA B 120:2013) 黒鉛球状化率 球状黒鉛鋳鉄品の球状化率は、80%以 上とし、その判定は、付図 1 などを適用する。 測定は、倍率 100 倍の携帯顕微鏡などによる。 試料採取方法 水道用ダクタイル鋳鉄異形管検査施行 要項による。 測定方法 JIS G 5502(球状黒鉛鋳鉄品)の 12.6.3 黒鉛 粒の形状分類及び 12.6.4 黒鉛球状化率の算出によっ て行う。 (本要項の[参考]黒鉛球状化率の算出を参 照) 8 考 購入の都度 年 1 回行う (ただし、品質 変更のあった場 合はその都度行 う) ・箇条番号を変更した。 ・これまで試験頻度は規 定されていなかったが 検査実績に併せて頻度 を明確化した。 ・規格に合わせて変更し た。 改 項 目 (外観検査) 検 正 査 前 方 法 改 摘 要 外観検査 規格 15 a)の外観検査は、規格箇条 7 の外観 について、目視によって調べる。 項 目 検 正 査 方 後 法 備 摘 要 (外観検査) 外観検査 規格 1516 a)の外観検査は、規格箇条 7 の外 観について、目視によって調べる。 塗装前の外観 規格 7.1 の塗装前の外観検査は、鋳肌 付表 1-2(重) の表面が滑らかで、鋳巣、割れ、きず、鋳ばりなど 付表 1-3(軽) の使用上有害な欠点の有無を調べる。 塗装前の外観 規格 7.1 の塗装前の外観検査は、鋳肌 付表 1-2(重) の表面が滑らかで、鋳巣、割れ、きず、鋳ばりなど 付表 1-3(軽) の使用上有害な欠点の有無を調べる。 つち打ち検査 検査員が必要と認めた場合に行う。 つち打ち検査 検査員が必要と認めた場合に行う。 溶接補修 規格 7.1 の溶接補修を行う場合は、次によ る。 1. 溶接補修の許容範囲は、 表 1-1 及び表 1-2 のとお りとし、溶接箇所の間隔は、相互に熱影響のない 間隔とする。 2. 補修箇所の周囲の鋳質は、堅固であること。 3. 溶接は、アーク溶接とし、十分な溶接技術を有 する者が行うこと。 4. 溶接棒は、 JIS Z 3252(鋳鉄用被覆アーク溶接棒) に規定する DFCNiFe、DFCNi、DFCNiCu、DFCFe、 DFCCI、又はこれらと同等の品質を有するものと する。 溶接補修 規格 7.1 の溶接補修を行う場合は、次によ る。 1. 溶接補修の許容範囲は、表 1-1 及び表 1-2 のと おりとし、溶接箇所の間隔は、相互に熱影響のな い間隔とする。 2. 補修箇所の周囲の鋳質は、堅固であること。 3. 溶接は、アーク溶接とし、十分な溶接技術を有 する者が行うこと。 4. 溶接棒は、JIS Z 3252(鋳鉄用被覆アーク溶接棒 鋳鉄用被覆アーク溶接棒、ソリッドワイヤ、溶加 棒及びフラックス入りワイヤ)に規定する DFCNiFe、DFCNi、DFCNiCu、DFCFe、DFCCI、 NiFe-CI、Ni-CI、NiCu、St、FeC-3 又はこれらと 同等の品質を有するものとする。 樹脂充てん材補修 規格 7.1 の軽微なきずなどの補修 については、樹脂充てん材補修を行うことができ る。樹脂充てん材補修は、水道用ダクタイル鋳鉄異 形管検査施行要項による。 ただし、水密保持用ゴムの当たり面の補修は認め ない。 樹脂充てん材補修 規格 7.1 の軽微なきずなどの補修 については、樹脂充てん材補修を行うことができ る。樹脂充てん材補修は、水道用ダクタイル鋳鉄異 形管検査施行要項による。 ただし、水密保持用ゴムの当たり面の補修は認め ない。 補修後の確認 補修後の確認は、目視によって行い、 溶接補修の場合は溶接部にクラック、アンダーカッ トなどの有害な欠点がないこと。 補修後の確認 補修後の確認は、目視によって行い、 溶接補修の場合は溶接部にクラック、アンダーカッ トなどの有害な欠点がないこと。 42.ソフトシール仕切弁(JWWA B 120:2013) 9 考 ・箇条番号を変更した。 ・JIS Z 3252 が改訂されて いるので整合させた。 改 項 目 検 正 査 前 方 改 法 摘 要 項 また、樹脂充てん材による補修の場合は、充てん 部に凹凸がないこと。 目 検 150 以 下 200 ~ 450 500 許容数 場 所 箇 所 弁箱 蓋 パッキン箱 弁体 3 2 1 1 フランジ部 2 弁箱 蓋 パッキン箱 弁体 4 3 2 2 フランジ部 3 弁箱 蓋 パッキン箱 弁体 4 3 2 2 フランジ部 4 深 さ 規定値に 対する深 さの残厚 方 備 法 摘 表 1- 1 溶接補修の許容範囲 表面積 1 箇所につき mm2 呼 び 径 15 以下 150 以 下 1/2 以上 (t1-f)寸法 の 1/2 以下 20 以下 200 ~ 450 1/2 以上 (t1-f)寸法 の 1/2 以下 20 以下 1/2 以上 42.ソフトシール仕切弁(JWWA B 120:2013) 査 後 また、樹脂充てん材による補修の場合は、充てん 部に凹凸がないこと。 表 1- 1 溶接補修の許容範囲 呼 び 径 正 500 (t1-f)寸法 の 1/2 以下 10 許容数 場 所 箇 所 弁箱 蓋 パッキン箱 弁体 3 2 1 1 フランジ部 2 弁箱 蓋 パッキン箱 弁体 4 3 2 2 フランジ部 3 弁箱 蓋 パッキン箱 弁体 4 3 2 2 フランジ部 4 深 さ 規定値に 対する深 さの残厚 表面積 1 箇所につき mm2 15 以下 1/2 以上 (t1-f)寸法 の 1/2 以下 20 以下 1/2 以上 (t1-f)寸法 の 1/2 以下 20 以下 1/2 以上 (t1-f)寸法 の 1/2 以下 要 考 改 項 目 検 正 査 前 方 法 改 摘 要 項 表 1- 2 NS 形受口の溶接補修の許容範囲 目 検 正 査 (規定厚に 表 面 積 対する深さ (1 箇所につきmm2) 呼 び 径 ~ 250 1/2 以上 要 ・GX 形を追加した。 (規定厚に 補修後の表面積 対する深さ (1 箇所につきmm2) の残厚) 受口 C 寸法の一辺以下 3 摘 深さ 許 容 数 の残厚) 75 法 考 受口内外面 深さ 許 容 数 方 備 表 1- 2 NS 形及び GX 形受口の溶接補修の許容範囲 受口内外面 呼 び 径 後 75 ただし、受け口内部の G ~ の箇所は、一辺が直管の 250 A 寸法の 1/3 以下 1/2 以上 (参考:7.5×7.5) 備考 複数の溶接箇所を補修した結果、溶接補修箇所 が重なった場合の補修後の表面積は、溶接箇所数 に 1 箇所当たりの表面積を乗じた表面積以下とす る。 ゴムライニングの外観検査 ゴムライニング部に、き 付表 1-3(軽) ず、泡、巣、異物の混入などの欠点の有無を調べる。 ピンホール検査 ゴムライニングのピンホール検査 ロットから 1 個 は、ピンホール探知器を用いて行い、火花の発生す 抜取って行う るような欠点の有無を調べる。 この検査の電圧は、1,000Vとする。 なお、材料が SCS13 の弁体にゴムライニングを行 っている場合は当該検査を省略する。 ゴムライニングの外観検査 ゴムライニングの外観 検査は、ゴムライニング部に、きず、泡、巣、異物 の混入などの欠点の有無を調べる。 ピンホール検査 ゴムライニングのピンホール検査 は、ピンホール探知器を用いて行い、火花の発生す るような欠点の有無を調べる。 この検査の電圧は、1,000Vとする。 なお、材料が SCS13 の弁体にゴムライニングを行 っている場合は当該検査を省略する 密着検査 ゴムライニングの密着検査は、指圧で行い 浮き及び密着不良などの有無を調べる。 補修 ゴムライニングの外観検査、ピンホール検査及 び密着検査の補修はゴムライニング面積の 1%以下 の面積で、5 箇所まで手直しをすることができる。 この場合、他の正常な部分が過加硫とならないよう に手直しする。 密着検査 ゴムライニングの密着検査は、指圧で行い 付表 1-2(重) 浮き及び密着不良などの有無を調べる。 補修 ゴムライニングの外観検査、ピンホール検査及 び密着検査の補修はゴムライニング面積の 1%以下 の面積で、5 箇所まで手直しをすることができる。 この場合、他の正常な部分が過加硫とならないよう に手直しする。 42.ソフトシール仕切弁(JWWA B 120:2013) 6 ・ダクタイル鋳鉄異形管 の検査施行要項に合わ せて変更した。 56 以下 11 付表 1-3(軽) ロットから 1 個 抜取って行う 付表 1-2(重) ・従来、当該規格に規定 されていないが、制定 当初はゴムライニング 製造工程でピンホール が発生する可能性のあ る部分があり、塗装と 同等の評価を行うため ピンホール検査を追加 してきた。しかし、製 造方法の変更(ピンホ ール発生が懸念された 芯金跡の穴埋め工程が 無くなったこと)及び ライニング厚さが 1mm 以上であること、ピン ホール検査以外の外観 検査(目視) 、厚さ及び 密着検査(指触)によ って確認できるものと 判断して削除した。 改 項 目 (構造及び 形状検査) (寸法検査) 検 正 査 前 方 法 改 摘 要 構造及び形状検査 規格 15 b)の構造及び形状検査は、 ロットから 1 個 規格 6 a)の構造及び形状の規格表 8、表 9 及び形式検 抜取って行う 査時の図面との整合性を調べる。 開閉方向 規格 6 c)の開閉方向は、通常左回り開き、右 回り閉じとする。 全開時の弁体位置 バルブを全開したときは、弁体が 付表 1-3(軽) 弁箱口径内に残らないこと。 寸法検査 規格 15 c)の寸法検査は、規格 6 b)の主要寸 付表 1-4(重) 法について、規格に適合していることを調べる。 部品の検査 規格表 8、表 9 及び表 10 の部品の検査は、 塗装前に、各々について行う。 ゴム弁座 ゴム弁座の厚さは最小1mmとし、 許容差は、 付表 1-4(重) 設計寸法の+30%、-20%とする。 弁箱及び蓋の厚さ 規格の最小厚さ以上とし、最大厚 付表 1-4(重) さが薄い方の厚さの 1.5 倍の範囲内とす る。 フランジ部の寸法許容差 フランジ部の寸法許容差は 付表 1-4(重) 表 2-1 及び表 2-2 による。 42.ソフトシール仕切弁(JWWA B 120:2013) 項 目 検 正 査 後 方 法 備 摘 要 (構造及び 構造及び形状検査 規格 1516 b)の構造及び形状検査 ロットから 1 個 形状検査) は、規格 6 a)の構造及び形状の規格表 8、表 9、表 10 抜取って行う 及び形式検査時の図面との整合性を調べる。 開閉方向 規格 6 c)の開閉方向は、通常左回り開き、右 回り閉じとする。 全開時の弁体位置 バルブを全開したときは、弁体が弁 付表 1-3(軽) 箱弁座の口径内に残らないこと。 (寸法検査) 12 考 寸法検査 規格 1516 c)の寸法検査は、規格 6 b)の主要 付表 1-4(重) 寸法について、規格に適合していることを調べる。 部品の検査 規格表 8、表 9、表 10 及び表 1011 の部品 の検査は、塗装前に、各々について行う。 ゴム弁座 ゴム弁座の厚さは最小 1mm とし、 許容差は、 付表 1-4(重) 設計寸法の+30%、-20%とする。 弁箱及び蓋の厚さ 規格の最小厚さ以上とし、最大厚さ 付表 1-4(重) が薄い方の厚さの 1.5 倍の範囲内とす る。 フランジ部の寸法許容差 フランジ部の寸法許容差は 付表 1-4(重) 表 2-1 及び表 2-2 による。 ・箇条番号を変更した。 ・規格の文言に合わせて 『弁座の』を追加した。 ・箇条番号を変更した。 ・規格に合わせて追加した。 改 項 目 正 検 査 前 方 改 法 摘 要 項 目 検 表 2-1 フランジ部の寸法許容差 正 査 後 方 法 容 差 許 ボルト穴 び ピ 両フランジ び ッ ボルト 径 チ 穴のねじれ t1 D g h C 差 ボルト穴 ピ t1 D g h C 両フランジ ッ ボルト チ 穴のねじれ ±1.5 2 以内 50 +4.0 ~ 0 +4.0 0 250 250 + 規定 300 ~ 容 呼 50 ~ 要 単位 mm 呼 径 摘 考 表 2-1 フランジ部の寸法許容差 単位 mm 許 備 +5.0 + 規定 +3.0 せず -2.0 0 +1.5 ±1.5 ±1.5 300 2 以内 ~ 0 -2.0 +5.0 0 450 せず +3.0 +1.5 -2.0 0 ±1.5 -2.0 450 +6.0 +6.0 500 500 0 0 表 2-2 表 2-2 単位 mm 単位 mm 呼 び 径 f:許 容 差 呼び径 f 寸法 f:許 容 差 50 ±1.0 50 2 ±1.0 75~450 ±1.5 75~450 3 ±1.5 500 ±2.0 500 4 ±2.0 弁箱口径(d)とフランジ外径の中心点の差 弁箱口径の中心点とフランジ外径の中心点に差が生 じた場合のボルト穴の位置は、各中心点間の 1/2 の点を 中心とした円上とする。 42.ソフトシール仕切弁(JWWA B 120:2013) 弁箱口径(d)とフランジ外径の中心点の差 弁箱口径の中心点とフランジ外径の中心点に差が生 じた場合のボルト穴の位置は、各中心点間の 1/2 の点を 中心とした円上とする。 13 ・ダクタイル鋳鉄異形管 の規格及び水道用仕切 弁の施行要項に合わ せ、呼び径ごとの許容 差から f 寸法ごとの許 容差に変更した。 改 項 目 検 正 査 前 方 改 法 摘 要 項 NS 形の継手部の寸法許容差 NS 形の継手部の寸法許容差 は JWWA G 114 による。 査 方 法 呼 び 径 許 容 差 50~100 ±2.0 50~100 ±2.0 125~200 ±2.5 125~200 ±2.5 250~400 ±3.0 250~400 ±3.0 450・500 ±4.0 450・500 ±4.0 付表 1-4(重) 表 4 面間寸法(L)の許容差 単位 mm 単位 mm 呼 び 径 許 容 差 呼 び 径 許 容 差 50~250 ±2.0 50~250 ±2.0 300~500 ±3.0 300~500 ±3.0 弁棒及びめねじこま 検査は、製造業者の製作図面に適合 付表 1-4(重) していることを調べる。 キャップ 検査は、JWWA Z 103(水道用バルブのキャップ) による。 パッキン箱、パッキン押さえ及びハンドル車 検査は、製 購入の都度 造業者の製作図面に適合していることを社内検査成績書 により確認する。 弁棒及びめねじこま 検査は、製造業者の製作図面に適合 付表 1-4(重) していることを調べる。 キャップ 検査は、JWWA Z 103(水道用バルブのキャッ プ)による。 パッキン箱、パッキン押さえ及びハンドル車 検査は、製 購入の都度 造業者の製作図面に適合していることを社内検査成績書 により確認する。 14 考 要 フランジ形の面間寸法(L)の許容差 面間寸法の許容差は 付表 1-4(重) 表 4 による。 表 4 面間寸法(L)の許容差 42.ソフトシール仕切弁(JWWA B 120:2013) 摘 表 3 弁箱口径の寸法許容差 単位 mm 単位 mm フランジ形の面間寸法(L)の許容差 面間寸法の許容差は 表 4 による。 備 弁箱口径(d)の寸法許容差 弁箱口径の寸法許容差は、表 3 付表 1-4(重) のとおりとし、弁箱底部は、口径部の底部と一直線上に あり、へこみがないこと。 表 3 弁箱口径の寸法許容差 許 容 差 検 後 NS 形の継手部の寸法許容差 NS 形の継手部の寸法許容差 は JWWA G 114 による。 GX 形の継手部の寸法許容差 GX 形の継手部の寸法許容 差は JWWA G 121 による。 弁箱口径(d)の寸法許容差 弁箱口径の寸法許容差は、表 3 付表 1-4(重) のとおりとし、弁箱底部は、口径部の底部と一直線上に あり、へこみがないこと。 呼 び 径 目 正 ・GX 形を追加した。 改 項 目 検 正 査 前 方 改 法 摘 要 項 測定器具 寸法検査は、JIS B 7502 のマイクロメータ、 JIS B 7507のノギス、 JIS B 7512の鋼製巻尺、 JIS B 7516 の金属製直尺、又はこれらと同等以上の精度をもつ計 測器のほか、キャリパ、限界ゲージなどを用いて測定 する。 目 検 正 査 後 方 備 法 摘 要 測定器具 寸法検査は、JIS B 7502 のマイクロメータ、 JIS B 7507 のノギス、JIS B 7512 の鋼製巻尺、JIS B 7516 の金属製直尺、又はこれらと同等以上の精度を もつ計測器のほか、キャリパ、限界ゲージなどを用 いて測定する。 (弁箱耐圧 弁箱耐圧検査 規格 15 e)の弁箱耐圧検査は、規格 10.5 付表 1-1(致命) 検 査) の弁箱耐圧試験によって行い、原則として水圧のた 付表 1-3(軽) め両面間が伸びないように、適切な装置によって両 端部を固定し、表 5 の水圧を加え、各部に漏れその 他の異常の有無を調べる。 なお、水圧保持時間は表 6 による。 (弁箱耐圧 弁箱耐圧検査 規格 1516 e)の弁箱耐圧検査は、規格 付表 1-1(致命) 検 査) 10.5 の弁箱耐圧試験によって行い、原則として水圧 付表 1-3(軽) のため両面間が伸びないように、適切な装置によっ て両端部を固定し、表 5 の水圧を加え、各部に漏れ その他の異常の有無を調べる。 なお、水圧保持時間は表 6 による。 表 5 弁箱耐圧試験水圧 表 5 弁箱耐圧試験水圧 単位 MPa 呼び径 50~300 350 400~500 水 3種 4種 1.75 1.75 1.4 2.3 2.3 2.1 2.4 ― ― 呼び径 50~300 350 400~500 表 6 弁箱耐圧試験の水圧保持時間 水 圧 2種 3種 4種 1.75 1.75 1.4 2.3 2.3 2.1 2.4 ― ― 表 6 弁箱耐圧試験の水圧保持時間 単位 秒 s 単位 秒 呼び径 保持時間 呼び径 保持時間 50~200 250~500 60 180 50~200 250~500 60 以上 180 以上 水圧試験時のバルブの置き方 規格10.5の試験を行う 場合、呼び径 350 以下は、原則として立置きとする。 ただし、設備の関係上それができないときは、横 置き又は平置きでもよい。呼び径 400 以上は、立置 きとする。 42.ソフトシール仕切弁(JWWA B 120:2013) ・箇条番号を変更した。 単位 MPa 圧 2種 考 水圧試験時のバルブの置き方 規格 10.5 の試験を行う 場合、呼び径 350 以下は、原則として立置きとする。 ただし、設備の関係上それができないときは、横 置き又は平置きでもよい。呼び径 400 以上は、立置 きとする。 15 ・規格に合わせて保持時間 に『以上』を追加 ・規格に合わせて『秒』を 『s』に変更した。 改 項 目 検 正 査 前 方 改 法 摘 要 (弁座漏れ 弁座漏れ検査 規格 15 f)の弁座漏れ検査は、規格 10.6 付表 1-3(軽) 検 査) の弁座漏れ試験によって行い、弁箱の耐圧試験後、 バルブを閉じ、片側づつ各々表 7 の試験水圧を加え、 弁座漏れの有無を調べる。水圧保持時間は表 8 によ る。 ただし、弁座漏れ試験の全閉トルクは、規格表 3 の最大機能試験トルクを超えてはならない。 なお、2 種については規格表 3 の値の 70%を超え てはならない。 項 目 (弁座漏れ 検 査) 検 正 査 後 方 備 法 50~300 350~500 単位 MPa 圧 2種 3種 4種 0.75 0.75 1.0 1.0 1.76 ― 呼び径 50~300 350~500 表 8 弁座漏れ試験の水圧保持時間 水 圧 2種 3種 4種 0.75 0.75 1.0 1.0 1.76 ― 表 8 弁座漏れ試験の水圧保持時間 単位 秒 s 単位 秒 呼び径 保持時間 呼び径 保持時間 50~200 250~450 500 15 30 60 50~200 250~450 500 15 以上 30 以上 60 以上 (作動検査) 作動検査 規格 15 g)の作動検査は、バルブを組み立て 付表 1-3(軽) た状態で、規格 10.7 の作動試験によって行い、円滑に 全開及び全閉することを調べる。 42.ソフトシール仕切弁(JWWA B 120:2013) ・箇条番号を変更した。 表 7 弁座漏れ試験水圧 単位 MPa 水 要 弁座漏れ検査 規格 1516 f)の弁座漏れ検査は、規格 付表 1-3(軽) 10.6 の弁座漏れ試験によって行い、弁箱の耐圧試験 後、バルブを閉じ、片側ずつ各々表 7 の試験水圧を 加え、弁座漏れの有無を調べる。水圧保持時間は表 8 による。 ただし、弁座漏れ試験の全閉トルクは、規格表 3 の最大機能試験トルクを超えてはならない。 なお、2 種については規格表 3 の値の 70%を超え てはならない。 表 7 弁座漏れ試験水圧 呼び径 摘 考 (作動検査) 16 作動検査 規格 1516 g)の作動検査は、バルブを組み立 付表 1-3(軽) てた状態で、規格 10.7 の作動試験によって行い、円滑 に全開及び全閉することを調べる。 ・規格に合わせて保持時間 に『以上』を追加 ・規格に合わせて『秒』 を『s』に変更した。 ・箇条番号を変更した。 改 項 目 検 正 査 前 方 法 改 摘 要 (塗装検査) 塗装検査 規格 15 h)の塗装検査は、 規格 9 の塗装につ いて調べる。 塗料 規格 9.2 の接水部に使用する塗料の検査は、 年 1 回行う JWWA Z 108(水道用資機材-浸出試験方法)で評 (ただし、品質変 価した本会の認証塗料の使用確認又は第三者検査 更のあった場合 機関で行った浸出試験成績書の提出によって確認 は そ の 都 度 行 する。 う) ただし、本会の認証塗料以外のものを使用する場 合は、年 1 回及び品質変更の都度、本要項に規定す る浸出試験を行う。 なお、塗料の品質は、製造業者の試験成績書によ 品質変更の都度 って確認する。 塗装後の検査 規格 9.5.1 の塗膜の厚さ検査及び規格 9.6 a)の塗装後の検査は、JWWA G 112(水道用ダク タイル鋳鉄管内面エポキシ樹脂粉体塗装)の検査施 行要項によって行い、塗膜の厚さ検査、外観検査、 ピンホール検査、及び鉛筆引っかき検査を行う。た だし、外面(非接水面)の塗膜の厚さは 0.15mm 以 上とし、ピンホール検査はしゅう動部を除く内面と する。 なお、鉛筆引っかき検査は、規格附属書 B による。 1. 内面塗装の範囲は、弁体を除く接水面とし、そ の検査箇所の例は、規格図 1 による。 なお、NS 形の継手部内面の塗装範囲は、JWWA G 112 の付図の NS 形による。 2. 外面塗装の範囲は、内面塗装範囲以外の鋳鉄部 品とし、その検査箇所の例は、規格図 2 による。 42.ソフトシール仕切弁(JWWA B 120:2013) 項 目 (塗装検査) 17 検 正 査 後 方 法 備 摘 考 要 塗装検査 規格 1516 h)の塗装検査は、規格箇条 9 の塗 装について調べる。 塗料 規格 9.2 の接水部に使用する塗料の検査は、 年 1 回行う JWWA Z 108(水道用資機材-浸出試験方法)で評 (ただし、品質変 価した本協会の認証塗料の使用確認又は第三者検査 更のあった場合 機関で行った浸出試験成績書の提出によって確認す は そ の 都 度 行 る。 う) ただし、本協会の認証塗料以外のものを使用する 場合は、年 1 回及び品質変更の都度、本要項に規定 する浸出試験を行う。 なお、塗料の品質は、製造業者の試験成績書によ 品質変更の都度 って確認する。 塗装後の検査 規格 9.5.1 の塗膜の厚さ検査及び規格 9.6 a)の塗装後の検査は、JWWA G 112(水道用ダク タイル鋳鉄管内面エポキシ樹脂粉体塗装)の検査施 行要項によって行い、塗膜の厚さ検査、外観検査、 ピンホール検査、及び鉛筆引っかき検査を行う。た だし、外面(非接水面)の塗膜の厚さは 0.15mm 以 上(GX 形の弁箱外面は除く)とし、ピンホール検査 はしゅう動部を除く内面とする。 なお、鉛筆引っかき検査は、規格附属書 B による。 1. 内面塗装の範囲は、弁体を除く接水面とし、その 検査箇所の例は、規格図 1 による。 なお、NS 形の継手部内面の塗装範囲は、JWWA G 112 の付図の NS 形による。 2. 外面塗装の範囲は、 内面塗装範囲以外の鋳鉄部品 とし、その検査箇所の例は、規格図 2 による。 3. GX 形の塗装の範囲は、規格図 4 による。 ・箇条番号を変更した。 ・規格に合わせて GX 形 弁箱外面が膜厚規定の 対象外であることを追 加した。 ・GX 形を追加した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 NS 形継手部内面の塗装後の検査 規格 9.6 b)の塗装後 付表 1-3(軽) の検査は目視により行い、塗り残し、泡、膨れ、は く離、異物の付着、著しい塗りだまりの有無を調べ る。 NS 形の継手部内面は、JWWA K 139 の水道用合 成樹脂塗料を塗装し、塗装の範囲は規格図 3 による。 目 検 正 査 後 方 法 備 摘 要 NS 形及び GX 形継手部内面の塗装後の検査 規格 9.6 付表 1-3(軽) b)の塗装後の検査は目視により行い、塗り残し、泡、 膨れ、はく離、異物の付着、著しい塗りだまりの有 無を調べる。 NS 形及び GX 形の継手部内面は、 JWWA K 139 の水道用合成樹脂塗料、JWWA K 135 の水道用液 状エポキシ樹脂塗料又は JWWA K 157 の水道用 無溶剤形エポキシ樹脂塗料を塗装する。し、塗装 の範囲は、NS 形が規格図 3、GX 形が規格図 4 に よる。 なお、亜鉛系プライマ又は耐食亜鉛系プライマ を下塗りとして用いることができる。 GX 形弁箱外面の塗装後の検査 規格 9.6 b)の塗装後 付表 1-3(軽) の検査は目視により行い、塗残し、泡、膨れ、はく 離、異物の付着、著しい塗りだまりの有無を調べる。 GX 形の外面は、耐食亜鉛系塗装を行い、表層に は JWWA K 139 の水道用合成樹脂塗料(最表層は 灰色)を塗装する。 なお、耐食亜鉛系合金を変更した場合は、 「GX 形の 耐食亜鉛系塗装の性能検査」による。 手直し 規格 9.8 の手直しは、規格 9.6 の塗装後の検査 の結果、ピンホール及び軽微なきずについて行うも のとし、許容範囲は、表 9 による。 ただし、止水面及びしゅう動面は補修してはなら ない。 手直し 規格 9.8 の手直しは、規格 9.6 の塗装後の検 査の結果、ピンホール及び軽微なきずについて行う ものとし、許容範囲は、表 9 による。 ただし、止水面及びしゅう動面は補修してはなら ない。 表 9 手直し許容範囲 表 9 手直し許容範囲 呼び径 手直し箇所数 呼び径 手直し箇所数 250 以下 300 以上 6 9 250 以下 300 以上 6 9 42.ソフトシール仕切弁(JWWA B 120:2013) 18 考 ・GX 形を追加した。 ・GX 形を追加した。 ・規格に合わせて継手部内 面の塗装に液状エポキシ 塗装及び無溶剤形エポキ シ樹脂塗装を追加した。 ・規格に合わせて GX 形弁 箱外面の塗装後の検査を 追加した。 ・規格に合わせて色指定を 追加した。 ・耐食亜鉛系塗装のうち、 耐食亜鉛系合金を変更し た場合は、本検査施行要 項の製品検査前に確認す る 『GX 形の耐食亜鉛系塗 装の性能検査』に戻るよ うに規定した。 改 項 目 検 査 正 方 前 法 改 摘 要 項 目 検 正 査 後 方 法 備 摘 要 GX 形の耐食亜鉛系塗装の付着量検査 検査の都度 耐食亜鉛系塗装の付着量検査は、溶射工程の管理 記録及び社内検査の膜厚測定結果が製造業者の施 工基準(検査基準)を満足していることを製造業者 の社内記録により調べる。 なお、疑義が生じた場合は、亜鉛溶射の膜厚測定 に立ち会う。 GX 形の弁箱外面塗装の厚さ検査 検査日に提出さ GX 形の弁箱外面塗装の厚さ検査は、最表層に れた対象ロット JWWA K 139(水道用ダクタイル鋳鉄管合成樹脂塗 ごとに 2 台 料)を塗装後に、電磁微厚計又はその他適切な測定 器具を用いて、製造業者の施工基準(検査基準)を 満足していることを調べる。 この場合、塗膜の厚さ測定箇所は、弁箱の外面の 全面について任意の 8 点とし、検査結果は平均値と する。 なお、検査の結果、基準を満足しなかった場合、 そのロットよりさらに倍数(4 台)の弁箱を抜き取 り、再試験する。 その結果、1 台でも基準を満足しなかった場合、 製造業者は社内の不適合処理手順に基づき処理す るとともに、対象ロットの全数について外面塗装の 膜厚を確認し、再塗装する。 考 ・ダクタイル鋳鉄異形管の 検査施行要項に合わせて 追加した。 ・GX 形の耐食亜鉛系塗装後 の付着量(膜厚)につい て、社内検査記録によっ て確認する事とした ・なお、社内記録に疑義が 生じた場合は、直接測定 に立ち会うこととした。 ・最終の外面塗装膜の厚さ について確認することを 追加した。 ・耐食性能上、部分的な厚 さではなく、製品全体に おける付着量が重要であ るため、検査結果は平均 値とした。 ・耐食亜鉛系塗装の確認は、 工程検査の位置付けでポ リウレタン被覆を参考に ロット毎に 2 台確認する こととした。 ・本検査で不合格となった 場合は、 GX 形の対象ロッ トは工程管理上に何かし ら問題が発生しているも のと判断し、対象ロット の全数について外面塗装 の膜厚を確認するととも に、不足分については再 塗装して膜厚を確保す る。 42.ソフトシール仕切弁(JWWA B 120:2013) 19 改 項 目 (表示検査) 検 正 査 前 方 法 改 摘 要 表示検査 規格 15 i)の表示検査は、規格箇条 17 の表 付表 1-3(軽) 示について、次の a)~g)の各項が明瞭に鋳出し表示 され(鋳出し高さ 2mm 以上が望ましい) 、h)につい ては弁箱の外側の一定の場所に容易に消えない方 法で明示されていることを調べる。 なお、その表示は、JWWA Z 100(水道用品表示 記号)によって行い、配列は、原則として付図 2 に よる。 a) )|(の記号 b) 刻印座 c) 呼び径 d) 呼び圧力 e) 製造業者名又はその略号 f) 球状黒鉛鋳鉄品の記号 D g) 接合形式の記号 NS(NS 形の場合) h) バルブの製造年又はその略号 項 目 (表示検査) 検 正 査 後 方 法 表示の補修 表示の一部が脱落、形くずれ又は不完全 で見分けにくい場合は、次により補修できる。 1. 鋳出し表示の場合は、材質に悪影響を及ぼさな いようなアーク溶接による。 2. 打刻表示の場合は、再打刻する。 表示の補修 表示の一部が脱落、形くずれ又は不完全 で見分けにくい場合は、次により補修できる。 1. 鋳出し表示の場合は、材質に悪影響を及ぼさな いようなアーク溶接による。 2. 打刻表示の場合は、再打刻する。 キャップ 表示は、JWWA Z 103(水道用バルブのキ ャップ)による。 なお、ハンドル車の場合には、開閉方向の矢印を 確認する。 キャップ 表示は、JWWA Z 103(水道用バルブのキ ャップ)による。 なお、ハンドル車の場合には、開閉方向の矢印を 確認する。 20 摘 考 要 表示検査 規格 1516 i)の表示検査は、規格箇条 1718 付表 1-3(軽) の表示について、次の a)~g)の各項が明瞭に鋳出し 表示され(鋳出し高さ 2mm 以上が望ましい) 、h)に ついては弁箱の外側の一定の場所に容易に消えな い方法で明示されていることを調べる。 なお、その表示は、JWWA Z 100(水道用品表示 記号)によって行い、配列は、原則として付図 2 に よる。 a) )|(の記号 b) 刻印座 c) 呼び径 d) 呼び圧力(1) e) 製造業者名又はその略号 f) 球状黒鉛鋳鉄品の記号 D g) 接合形式の記号 NS(NS 形の場合) h) バルブの製造年又はその略号 注(1):NS 形又は GX 形の場合は、鋳出し以外の容 易に消えない方法で表示してもよい。 42.ソフトシール仕切弁(JWWA B 120:2013) 備 ・箇条番号を変更した。 ・GX 形が追加されたため 後述の凡例に明記した ことにより削除した。 ・規格に合わせて追加し た。 改 項目 正 検 査 前 方 改 法 摘 要 項 目 正 検 査 後 方 備 法 摘 種類 1. 検査通則第9条による検査証印は、 表10 による。 2. 事前証印の場合も同様とする。ただし、鋳出し 表示する場合は、表 10 によらず、検査通則第 9 条による。 種類 1. 検査通則第9条による検査証印は、 表10による。 2. 事前証印の場合も同様とする。ただし、鋳出し 表示する場合は、表 10 によらず、検査通則第 9 条による。 表 10 検査証印 表 10 検査証印 単位 mm 区分 バルブ(完成品) (1) 部 品 4蓋 8 弁箱 1 キャップ 5 弁棒 6 めねじこま ゴムライニング(10 弁体) 粉体塗装 〔2 パッキン箱(250 以上), 4 ふた, 8 弁箱 (2) 〕 種類 寸法 ゴム印 9 単位 mm 区分 バルブ(完成品) (1) 4 刻印 1包装又 は1梱 包毎に 押印 部 弁箱は 9 品 6 弁箱は 15 又は 30 注(1) 完成品の合格証印は、塗装後の弁箱刻印座に押 印する。ただし、事前証印として弁箱に合格証印 を鋳出しした場合は、塗装後の押印を省略する。 注(2) 弁箱の塗装検査合格証印箇所及び表示事項は、 水道用ダクタイル鋳鉄管内面エポキシ樹脂粉体 塗装検査施行要項による。 なお、表示位置は、)|(の鋳出し表示に向かって 右側の内面とする。ただし、呼び径 50 の場合は、 外面にゴム印 6mm を押印する。 42.ソフトシール仕切弁(JWWA B 120:2013) 1 キャップ 5 弁棒 6 めねじこま ゴムライニング(10 弁体) 粉体塗装 〔2 パッキン箱(250 以上), 4 ふた, 8 弁箱 (2) 〕 6 ゴム印 4蓋 8 弁箱 種類 寸法 ゴム印 9 4 刻印 1包装又 は1梱 包毎に 押印 弁箱は 9 6 6 ゴム印 弁箱は 15 又は 30 注(1) 完成品の合格証印は、塗装後の弁箱刻印座に押 印する。ただし、事前証印として弁箱に合格証印 を鋳出しした場合は、塗装後の押印を省略する。 注(2) 弁箱の塗装検査合格証印箇所及び表示事項は、 水道用ダクタイル鋳鉄管内面エポキシ樹脂粉体 塗装検査施行要項による。 なお、表示位置は、)|(の鋳出し表示に向かって 右側の内面とする。ただし、呼び径 50 の場合は、 外面にゴム印 6mm を押印する。 21 要 考 改 項 目 検 正 査 前 方 法 改 摘 要 項 付 則 この要項は、昭和 62 年 1 月 1 日から実施する。 付 則 この要項は、平成 10 年 8 月 1 日から実施する。 付 則 この要項は、平成 13 年 10 月 1 日から実施する。 付 則 この要項は、平成 17 年 11 月 10 日から実施する。 付 則 この要項は、平成 21 年 11 月 1 日から実施する。 付 則 この要領は、平成 24 年 4 月 1 日から実施する。 42.ソフトシール仕切弁(JWWA B 120:2013) 目 検 正 査 後 方 法 付 則 この要項は、昭和 62 年 1 月 1 日から実施する。 付 則 この要項は、平成 10 年 8 月 1 日から実施する。 付 則 この要項は、平成 13 年 10 月 1 日から実施する。 付 則 この要項は、平成 17 年 11 月 10 日から実施する。 付 則 この要項は、平成 21 年 11 月 1 日から実施する。 付 則 この要領は、平成 24 年 4 月 1 日から実施する。 付 則 この要領は、平成 26 年 4 月 1 日から実施する。 22 備 摘 要 考 改 正 前 改 別 紙 正 後 備 考 別 紙1 浸出性評価基準 表 1 浸出性―共通 項 目 浸出性評価基準 表 1 浸出性―共通 品 質 規 定 味 臭 気 項 異常でないこと 味 目 品 質 規 定 異常でないこと 異常でないこと 臭 気 色 度 度 0.5 以下 色 度 度 異常でないこと 0.5 以下 濁 度 度 0.2 以下 濁 度 度 0.2 以下 表 2 浸出性―材質別 表 2 浸出性―材料別 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 JIS G 5502 の球状黒鉛鋳鉄品 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS G 5502 の球状黒鉛鋳鉄品 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS G 4303 のステンレス鋼品 六価クロム化合物 六価クロムの量に関して 0.005 以下 JIS G 4303 のステンレス鋼品 六価クロム化合物 六価クロムの量に関して 0.005 以下 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS G 5121 のステンレス鋼鋳 鋼品 六価クロム化合物 六価クロムの量に関して 0.005 以下 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS H 3250 の C3771 カドミウム及びその化合物 カドミウムの量に関して 0.0003 以下 鉛及びその化合物 鉛の量に関して 0.001 以下 亜鉛及びその化合物 銅及びその化合物 カドミウム及びその化合物 カドミウムの量に関して 0.0003 以下 鉛及びその化合物 鉛の量に関して 0.001 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 銅及びその化合物 銅の量に関して 0.1 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) JIS H 5120 の CAC406 JWWA K 156 の 水道施設用ゴム(a) EPDM NBR CR SBR 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS G 5121 のステンレス鋼鋳 鋼品 六価クロム化合物 六価クロムの量に関して 0.005 以下 鉄及びその化合物 鉄の量に関して 0.03 以下 JIS H 3250 の C3771、C6800 系 c©及び C6932 カドミウム及びその化合物 カドミウムの量に関して 0.0003 以下 鉛及びその化合物 鉛の量に関して 0.001 以下 亜鉛の量に関して 0.1 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 銅の量に関して 0.1 以下 銅及びその化合物 銅の量に関して 0.1 以下 カドミウム及びその化合物 カドミウムの量に関して 0.0003 以下 鉛及びその化合物 鉛の量に関して 0.001 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 銅及びその化合物 銅の量に関して 0.1 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) 有機物[全有機炭素(TOC)の量] 0.5 以下 残留塩素の減量 0.7 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 JIS H 5120 の CAC406、 CAC411、CAC900 系(d)及び CAC911 JWWA K 156 の 水道施設用ゴム(a) EPDM NBR CR SBR 有機物[全有機炭素(TOC)の量] 0.5 以下 残留塩素の減量 0.7 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 有機物[全有機炭素(TOC)の量] 0.5 以下 有機物[全有機炭素(TOC)の量] 0.5 以下 残留塩素の減量 0.7 以下 残留塩素の減量 0.7 以下 42.ソフトシール仕切弁(JWWA B 120:2013) 23 ・規格に鉛レス材料が追加 されたことにより、 『C6800 系及び C6932』を 追加した。 ・規格に鉛レス材料が追加 されたことにより、 『CAC411、CAC900 系及 び CAC911』を追加した。 改 別 紙 正 前 改 表 2 浸出性―材質別(続き) 別 紙1 正 後 備 表 2 浸出性―材料別(続き) 単位 mg/L 水道水と接触する製品及び部品 JIS B 2401 のゴム NBR SBR 項 目 品質規定 単位 mg/L 水道水と接触する製品及び部品 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 JIS B 2401-1 のゴ フェノール類 フェノールの量に換算して0.0005 以下(b) ム NBR 有機物[全有機炭素(TOC)]の量 0.5 以下 残留塩素の減量 0.7 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 有機物[全有機炭素(TOC)]の量 0.5 残留塩素の減量 0.7 項 目 品質規定 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 フェノール類 フェノールの量に換算して 0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 以下 残留塩素の減量 0.7 以下 亜鉛及びその化合物 亜鉛の量に関して 0.1 以下 以下 有機物[全有機炭素(TOC)]の量 0.5 以下 以下 残留塩素の減量 0.7 以下 JIS K 6920-1 の PA(ポリアミ 有機物[全有機炭素(TOC)]の量 0.5 以下 ド)樹脂 残留塩素の減量 0.7 以下 NBR SBR JWWA G 112 のエポキシ樹脂 シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 JWWA G 112 のエポキシ樹 シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 粉体塗装品 ホルムアルデヒド 0.008 以下 脂粉体塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) フェノール類 フェノールの量に換算して 0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 有機物[全有機炭素(TOC)]の量 0.5 エピクロロヒドリン 0.01 以下 エピクロロヒドリン 0.01 以下 アミン類 トリエチレンテトラミンとして0.01 以下 アミン類 トリエチレンテトラミンとして0.01以下 ヒドラジン 0.005 以下 ヒドラジン 0.005 以下 アクリル酸 0.002 以下 アクリル酸 0.002 以下 残留塩素の減量 0.7 残留塩素の減量 0.7 JWWA K 135 の液状エポキ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 シ樹脂塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して 0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 エピクロロヒドリン 0.01 以下 アミン類 トリエチレンテトラミンとして0.01以下 2,4-トルエンジアミン 0.002 以下 2,6-トルエンジアミン 0.001 以下 トルエン 0.2 以下(暫定) キシレン 0.4 以下(暫定) 残留塩素の減量 0.7 42.ソフトシール仕切弁(JWWA B 120:2013) 考 以下 以下 24 ・規格に合わせて SBR を削 除した。 ・規格に合わせて PA(ポリ アミド)樹脂を追加した。 以下 以下 以下 以下 ・受口の内部の塗装に K135 が追加されたため K135 の浸出項目を追加し た。 改 別紙 正 前 改 表 2 浸出性―材質別(続き) 別紙 1 正 後 備 表 2 浸出性―材料別(続き) 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 JWWA K 139 の一液性エポ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 JWWA K 139 の一液性エポ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 キシ樹脂塗装品 ホルムアルデヒド 0.008 以下 キシ樹脂塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) フェノール類 フェノールの量に換算して 0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 有機物[全有機炭素(TOC)]の量 0.5 エピクロロヒドリン 0.01 以下 エピクロロヒドリン 0.01 以下 アミン類 トリエチレンテトラミンとして0.01 以下 アミン類 トリエチレンテトラミンとして0.01 以下 酢酸ビニル 0.01 以下 酢酸ビニル 0.01 以下 スチレン 0.002 以下 スチレン 0.002 以下 1,2-ブタジエン 0.001 以下 1,2-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 トルエン 0.2 以下(暫定) トルエン 0.2 以下(暫定) キシレン 0.4 以下(暫定) キシレン 0.4 以下(暫定) 残留塩素の減量 0.7 残留塩素の減量 0.7 JWWA K 139 の二液性エポ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 JWWA K 139 の二液性エポ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 キシ樹脂塗装品 ホルムアルデヒド 0.008 以下 キシ樹脂塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して0.0005 以下 フェノール類 フェノールの量に換算して 0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 有機物[全有機炭素(TOC)]の量 0.5 エピクロロヒドリン 0.01 以下 エピクロロヒドリン 0.01 以下 アミン類 トリエチレンテトラミンとして0.01以下 アミン類 トリエチレンテトラミンとして 0.01 以下 2,4-トルエンジアミン 0.002 以下 2,4-トルエンジアミン 0.002 以下 2,6-トルエンジアミン 0.001 以下 2,6-トルエンジアミン 0.001 以下 酢酸ビニル 0.01 以下 酢酸ビニル 0.01 以下 スチレン 0.002 以下 スチレン 0.002 以下 1,2-ブタジエン 0.001 以下 1,2-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 トルエン 0.2 以下(暫定) トルエン 0.2 以下(暫定) キシレン 0.4 以下(暫定) キシレン 0.4 以下(暫定) 残留塩素の減量 0.7 残留塩素の減量 0.7 42.ソフトシール仕切弁(JWWA B 120:2013) 以下 以下 (b) 以下 以下 25 以下 以下 以下 以下 考 改 別紙 正 前 改 表 2 浸出性―材質別(続き) 別紙 1 正 後 備 表 2 浸出性―材料別(続き) 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 単位 mg/L 水道水と接触する製品及び部品 項 目 品質規定 JWWA K 139 のアクリル樹脂 シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 JWWA K 139 のアクリル樹脂 シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 塗 装品 ホルムアルデヒド 0.008 以下 塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) フェノール類 フェノールの量に換算して0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 有機物[全有機炭素(TOC)]の量 0.5 アミン類 トリエチレンテトラミンとして0.01 以下 アミン類 トリエチレンテトラミンとして0.01以下 酢酸ビニル 0.01 以下 酢酸ビニル 0.01 以下 スチレン 0.002 以下 スチレン 0.002 以下 1,2-ブタジエン 0.001 以下 1,2-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 1,3-ブタジエン 0.001 以下 トルエン 0.2 以下(暫定) トルエン 0.2 以下(暫定) キシレン 0.4 以下(暫定) キシレン 0.4 以下(暫定) 残留塩素の減量 0.7 残留塩素の減量 0.7 JWWA K 157 の無溶剤形エポ シアン化物イオン及び塩化シアン シアンの量に関して 0.001 以下 キシ樹脂塗装品 ホルムアルデヒド 0.008 以下 フェノール類 フェノールの量に換算して0.0005 以下(b) 有機物[全有機炭素(TOC)]の量 0.5 エピクロロヒドリン 0.01 以下 アミン類 トリエチレンテトラミンとして0.01以下 スチレン 0.002 以下 トルエン 0.2 以下(暫定) キシレン 0.4 以下(暫定) 残留塩素の減量 0.7 その他の材料 組成を明確にした上で、 JWWA Z 108 の表 1(材質別 (c) 試験項目) による 42.ソフトシール仕切弁(JWWA B 120:2013) 以下 以下 水道施設の技術的基準を定める 考 その他の材料 省令の別表第 2 による。 組成を明確にした上で、 JWWA Z 108 の表 1(材質 (c) 別試験項目) による なお、ヒトラジン、アクリル酸、 以下 以下 以下 以下 水道施設の技術的基準を定める 省令の別表第 2(b)による。 なお、ヒトラジン、アクリル酸、 トルエン、キシレン及び残留塩素 トルエン、キシレン及び残留塩素の の減量の基準については、別紙表 2 減量の基準については、別紙表 2 に による。 よる。 26 ・受口の内部の塗装に K157 が追加されたため K157 の浸出項目を追加し た。 改 別紙 正 前 表 2 浸出性―材質別(続き) 改 別紙 1 正 後 27 考 表 2 浸出性―材料別(続き) 注(a) 新規に製造する場合、又は原料ゴム及び配合剤を変更する場合は、水道施設に関する 注(a) 新規に製造する場合、又は原料ゴム及び配合剤を変更する場合は、水道施設に関する 技術的基準を定める省令の別表第 2 の全ての事項及び残留塩素の減量について、 技術的基準を定める省令の別表第 2 の全ての事項及び残留塩素の減量について、 JWWA Z 110 の各附属書によって分析を行ったとき、基準(残留塩素の減量について JWWA Z 110 の各附属書によって分析を行ったとき、基準(残留塩素の減量について は、別紙表 2 の基準)に適合しなければならない。ただし、別表第 2 の全ての基準及 は、別紙表 2 の基準)に適合しなければならない。ただし、別表第 2 の全ての基準及 び残留塩素の減量の基準に適合することが確認できた材料、また原料ゴム及び配合剤 び残留塩素の減量の基準に適合することが確認できた材料、また原料ゴム及び配合剤 が同一で、配合比だけを変更する場合は別紙表 2 で規定する項目の基準に適合すれば が同一で、配合比だけを変更する場合は別紙表 2 で規定する項目の基準に適合すれば よい。 よい。 (b) パッキン、フランジ継手に使用するシール材、管継手に使用する水密保持用ゴムを除 (b) パッキン、フランジ継手に使用するシール材、管継手に使用する水密保持用ゴムを除 く部品、材料としてゴム、ゴム化合物及び合成樹脂を使用している場合は、当分の間、 く部品、材料としてゴム、ゴム化合物及び合成樹脂を使用している場合のフェノール 規定値は 0.005 以下とする。 類の規定値は、当分の間、規定値は 0.005 以下とする。 (c) 分析方法は、JWWA Z 110 の各附属書による。ただし、トルエン及びキシレンの分析 (c) 分析方法は、JWWA Z 110 の各附属書による。ただし、トルエン及びキシレンの分析 方法は、JWWA K 139 の附属書 A による。 方法は、JWWA K 139 の附属書 A による。 備考 1 部品試験又は材料試験を行う場合は、各部品又は材料で重複する項目は、分析値の (c) C6800 系とは、ビスマス系鉛レス・カドミウムレス快削黄道をいい、C6801 又は C6803 合計が基準に適合していなければならない。 とする。 2 使用材料のうち、ライニング又は塗装されたものは、当該本体材料の項目も行う。 (d) CAC900 系とは、ビスマス青銅鋳物をいい、CAC902 又は CAC904 とする。 備考 1 部品試験又は材料試験を行う場合は、各部品又は材料で重複する項目は、分析値の 合計が基準に適合していなければならない。 2 使用材料のうち、ライニング又は塗装されたものは、当該本体材料の項目も行う。 42.ソフトシール仕切弁(JWWA B 120:2013) 備 ・(b)について、規格の文言 と異なるが、『水道施設 の技術的基準を定める省 令の附則(平成 16 年 1 月 26 日厚労令第 5 号)抄第 3 条』の記載が旧の規格記 載と同一であるため、わ かりやすくするため旧施 行要項の文言をそのまま 利用する。 ・規格に合わせて削除した。 ・C6800 系と CAC900 系を 追加したので、注記に追加 した。 改 項 目 検 正 査 前 方 法 改 摘 要 項 付図 1 黒鉛球状化率判定基準 42.ソフトシール仕切弁(JWWA B 120:2013) 目 検 正 査 後 方 法 付図 1 黒鉛球状化率判定基準 28 備 摘 要 考 改 項 目 検 正 査 前 方 法 改 摘 要 項 目 検 正 査 後 方 法 (参考) 黒鉛球状化率の算出 顕微鏡組織における黒鉛球状化 率の算出は、次による。 1. 倍率は 100 倍とし、5 視野について形状の分類を 参考図に基づいて行う。 2. 1.5mm(実際の寸法 15μm)以下の黒鉛及び介 在物は対象としない。 3. 参考図の形状Ⅴ及びⅥの黒鉛粒数の全黒鉛粒数に 対する割合(%)を求め、その平均値を黒鉛球状化 率とする。 4. 画像解析処理によって算出する場合には、1.~3. に準じて行う。 5. 受渡当事者間の協定による標準組織写真がある場 合には、これを用い、5 視野の組織を比較して球状 化率を判定してもよい。ただし、この場合の標準写 真の黒鉛球状化率は、参考図によって黒鉛粒の形状 を分類し、1.~3.の方法で求めたものとする。 (参考) 黒鉛球状化率の算出 顕微鏡組織における黒鉛球状化 率の算出は、次による。 1. 倍率は 100 倍とし、5 視野について形状の分類を 参考図に基づいて行う。 2. 1.5mm(実際の寸法 15μm)以下の黒鉛及び介 在物は対象としない。 3. 参考図の形状Ⅴ及びⅥの黒鉛粒数の全黒鉛粒数に 対する割合(%)を求め、その平均値を黒鉛球状化 率とする。 4. 画像解析処理によって算出する場合には、1.~3. に準じて行う。 5. 受渡当事者間の協定による標準組織写真がある場 合には、これを用い、5 視野の組織を比較して球状 化率を判定してもよい。ただし、この場合の標準写 真の黒鉛球状化率は、参考図によって黒鉛粒の形状 を分類し、1.~3.の方法で求めたものとする。 黒鉛粒の形状分類図 黒鉛粒の形状分類図 42.ソフトシール仕切弁(JWWA B 120:2013) 29 備 摘 要 考 改 項 目 検 正 査 前 方 法 付図 2 バルブの表示配列 蓋の塗装検査合格 証印表示位置 D )|( ● ○ 08・X01 50 10K 塗装検査合格証印 表示位置 塗装月・塗装工場 表示位置 呼び径 50 D )|( ● ○ 100 10K 呼び径 75~250 D )|( ● ○ 300 10K 呼び径 300 以上 改 摘 要 項 呼び径 50 の場 合、塗装年月及 び塗装工場の 表示位置は次 の 1.~3.のいず れかとする。 1. 製造年の横 2. )|(の記号等 の 表 示面の 反対側 3. バルブ内面 (呼び径 75 ~250 参照) 目 検 正 査 後 方 法 付図 2 バルブの表示配列 蓋の塗装検査合格 証印表示位置 D )|( ● ○ 08・X01 50 10K 塗装検査合格証印 表示位置 塗装月・塗装工場 表示位置 呼び径 50 蓋の塗装検査合格 証印表示位置 D )|( ● ○ 塗装検査合格証印 及び表示位置 100 10K 09 呼び径 75~250 8 蓋の塗装検査合格 証印表示位置 塗装検査合格証印 及び表示位置 14 1 □ □ 蓋の塗装検査合格 証印表示位置 蓋の塗装検査合格 証印表示位置 D )|( ● ○ 塗装検査合格証印 及び表示位置 300 10K 09-8□ 42.ソフトシール仕切弁(JWWA B 120:2013) 呼び径 300 以上 30 塗装検査合格証印 及び表示位置 14-1□ 備 摘 要 呼び径 50 の場 合、塗装年月及 び塗装工場の 表示位置は次 の 1.~3.のいず れかとする。 1. 製造年の横 2. )|(の記号等 の表示面の 反対側 3. バルブ内面 (呼び径 75 ~250 参照) 考 改 項 目 検 正 査 前 方 法 改 摘 要 項 付図 2 バルブの表示配列 製造上の理 由により表 示を変更し たバルブ 凡 D )|( ● □ 100 10 K ● NS ○ ト(1) 検 査 後 方 法 備 摘 考 要 付図 2 バルブの表示配列 規格の一 部を変更 したバル ブ 製造上の理 由により表 示を変更し たバルブ 例 凡 球状黒鉛鋳鉄品の記号 水の記号 刻印座 製造業者名又はその略号 呼び径 呼び圧力 蓋の塗装検査合格証印箇所 接合形式の記号(NS 形の場合) 製造年表示箇所(下 2 桁でもよい) 規格の一部を変更した記号 規格の一 部を変更 したバル ブ 例 D 球状黒鉛鋳鉄品の記号 )|( 水の記号 ● 刻印座 □ 製造業者名又はその略号 100 呼び径 10 K 呼び圧力 ● 蓋の塗装検査合格証印箇所 NSGX(1) 接合形式の記号(NS 形の場合) ○ 製造年表示箇所(下 2 桁でもよい) ト(12) 規格の一部を変更した記号 注(1) GX 形は GX、NS 形は NS と表示する。 (12) トの表示は、鋳出し、打刻又は容易にはく離しな いシールで表示してもよい。 なお、表示する場合は「D」の記号の前とする。 備考 表示の大きさは、JWWA Z 100 に規定する 3 号マ ーク以上とし、鋳出し表示の場合は明瞭に鋳出しす る。ただし、鋳出し表示の高さは 2mm 以上であるこ とが望ましい。 なお、片側に表示しきれない場合は、反対側にも 表示できる。 注(1) トの表示は、鋳出し、打刻又は容易にはく離しな いシールで表示してもよい。 なお、表示する場合は「D」の記号の前とする。 備考 表示の大きさは、JWWA Z 100 に規定する 3 号マ ーク以上とし、鋳出し表示の場合は明瞭に鋳出しす る。ただし、鋳出し表示の高さは 2mm 以上である ことが望ましい。 なお、片側に表示しきれない場合は、反対側にも 表示できる。 42.ソフトシール仕切弁(JWWA B 120:2013) 目 正 31 ・表示例を GX 形に変更し た。 ・接合形式の記号の表示方法 を、注書きとして追加し た。 改 正 前 改 別紙 1 水道用ソフトシール仕切弁 形式試験成績書 接合形式 フランジ形 ・ NS 形(耐震形) 内 バルブの種類 種、 形式 ねじ式、 呼び径 外 ゴム弁座の種類 共用するバルブ( 検査年月日 日本水道協会 形式試験番号( ) 立会検査員 No. 検査項目 1 構 造 、 形 状 及 び 寸 法 2 材 料 3 表 示 4 回 5 強度試験前の弁 座 漏 れ 試 験 6 転 規 数 強 度 試 験 格 ) 月 日 規格箇条 6 及び製造業者の製作図面並びに 製作基書どおりとする。 合・否 1 規格箇条 8 及び製造業者の製作図面並びに 製作基書どおりとし、材質試験成績書による (試験成績書を添付する) 。 合・否 機 能 試 験 8 回転数の変化 9 弁箱耐圧試験 10 弁座漏れ試験 11 パッキン交換 可能確認試験 使用圧力 12 作 動 試 験 全開作動及び全閉作業の円滑性 耐 久 試 験 全開・全閉作動:500 回 弁座漏れ試験水圧 MPa 保持時間 秒 操作トルク作動試験 N・m を超えない 13 年 No. 7 MPa での作業中の漏れ 判 定 42.ソフトシール仕切弁(JWWA B 120:2013) 製造工場 備 水道用ソフトシール仕切弁 形式試験成績書 接合形式 フランジ形 ・ NS 形(耐震形) ・ GX 形 内 バルブの種類 種、 形式 ねじ式、 呼び径 外 ゴム弁座の種類 共用するバルブ( ) 検査年月日 年 月 日本水道協会 形式試験番号( ) 立会検査員 判定 全閉時の最大差圧 MPa をかけ 強度試験トルク N・m を加えたとき 操作不能となる損傷 全開時の強度試験トルク N・m を加え たとき操作不能となる損傷 強度試験後の全開回転数 ( ) 操作トルク N・m を超えない 強度試験後の全閉回転数 ( ) 操作トルク N・m を超えない 回転数の変化( ) は 1/2 回転以内 弁箱耐圧試験水圧 MPa 保持時間 秒 最大機能試験トルク N・m 時の漏れ 弁座漏れ試験水圧 MPa 保持時間 秒 後 別紙 2 結 果 規格箇条 17 のとおりとする。 最大機能試験トルク N・m 時の 総回転数 ( ) 最大機能試験トルク N・m 時の漏れ 弁座漏れ試験水圧 MPa 保持時間 秒 正 合・否 N・m 回転 検査項目 規 2 構 造 、 形 状 及 び 寸 法 外 観 23 材 料 34 表 示 合・否 45 回 有・無 合・否 56 強度試験前の弁 座 漏 れ 試 験 有・無 合・否 67 強 度 試 験 有・無 回転 N・m 回転 N・m 回転 転 数 合・否 合・否 機 能 試 験 78 合・否 合・否 89 回転数の変化 有・無 合・否 910 弁箱耐圧試験 有・無 合・否 1011 弁座漏れ試験 有・無 合・否 1112 有・無 合・否 1213 有・無 合・否 1314 判 定 32 パッキン交換 可能確認試験 作 動 試 験 耐 久 試 験 格 結 果 規格箇条 6 及び製造業者の製作図面並びに 製作基書どおりとする。 規格箇条 7 のとおりとする。 規格箇条 8 及び製造業者の製作図面並びに 製作基書どおりとし、材質試験成績書による (試験成績書を添付する) 。 規格箇条 17 のとおりとする。 最大機能試験トルク N・m 時の 総回転数 ( ) 最大機能試験トルク N・m 時の漏れ 弁座漏れ試験水圧 MPa 保持時間 秒以上 全閉時の最大差圧 MPa をかけ 強度試験トルク N・m を加えたとき 操作不能となる損傷 全開時の強度試験トルク N・m を加え たとき操作不能となる損傷 強度試験後の全開回転数 ( ) 操作トルク N・m を超えない 強度試験後の全閉回転数 ( ) 操作トルク N・m を超えない 回転数の変化( ) は 1/2 回転以内 弁箱耐圧試験水圧 MPa 保持時間 秒以上 最大機能試験トルク N・m 時の漏れ 弁座漏れ試験水圧 MPa 保持時間 秒以上 合・否 合・否 合・否 合・否 N・m 回転 合・否 有・無 合・否 有・無 合・否 有・無 合・否 回転 N・m 回転 N・m 回転 合・否 合・否 合・否 合・否 有・無 合・否 有・無 合・否 全開作動及び全閉作業の円滑性 有・無 合・否 全開・全閉作動:500 回 弁座漏れ試験水圧 MPa 保持時間 秒以上 操作トルク作動試験 N・m を超えない 有・無 合・否 MPa での作業中の漏れ 製造工場 判定 有・無 使用圧力 日 考 改 別紙 2 正 前 改 水道用ソフトシール仕切弁 NS 形継手性能試験成績書 バルブの種類 継手性能試験番号( No 試験項目 1 水密性試験 2 3 別紙 3 種、 接合形式 NS 形 、 呼び径 ) 規 検査年月日 日本水道協会 立会検査員 継手性能試験番号( 判定 No 試験項目 試験水圧 2.0MPa を負荷し、5 分間保持した ときの継手部からの漏れ 有・無 合・否 1 水密性試験 離脱防止性 試 験 離脱防止力 kN を負荷した時のバルブ 本体及び継手部の異常 有・無 合・否 2 曲げ強度 試 験 限界曲げモーメント kN・mを負荷し たときのバルブ本体及び継手部の異常 有・無 合・否 3 42.ソフトシール仕切弁(JWWA B 120:2013) 製造工場 判 定 33 備 種、 接合形式 NS 形・GX 形 、 呼び径 日 結果 判 定 格 月 後 水道用ソフトシール仕切弁 NS 形継手性能試験成績書 バルブの種類 年 正 ) 規 検査年月日 日本水道協会 立会検査員 格 年 月 結果 判定 試験水圧 2.0MPa を負荷し、5 分間保持した ときの継手部からの漏れ 有・無 合・否 離脱防止性 試 験 離脱防止力 kN を負荷した時のバルブ 本体及び継手部の異常 有・無 合・否 曲げ強度 試 験 限界曲げモーメント kN・mを負荷し たときのバルブ本体及び継手部の異常 有・無 合・否 製造工場 日 考 改 正 前 改 正 後 備 別紙 4 水道用ソフトシール仕切弁(GX 形)耐食亜鉛系塗装性能試験成績書 試験片 1): 試験日時: 年 月 日, 時 分 ~ 年 月 日, 日本水道協会 試験立会検査員 時 分 ㊞ 1. 試験片条件等 溶射場所(工場) : K139 塗装場所(工場) : ① ② ③ 耐食亜鉛系塗装の厚さ(μm) : (溶射のみ若しくは溶射及び封孔処理) 試験片の最終の塗膜厚さ(μm) : (K139 塗装後) 亜鉛線の種類(品名等) : 合金線の種類(品名等) : 立会日及び立会検査員: 【試験片採取】 【試験開始時】 【試験終了時】 年 年 年 月 月 月 日 日 日 2. 耐食亜鉛系塗装の塗装条件 耐食亜鉛溶射厚さ( )μm 以上 1m2 当たりの亜鉛合金ワイヤーの使用量【長さ・重さ】 その他の管理項目( ) 3. 試験条件及び試験結果(サイクル A) 試験場所(工場) : 試 験 条 件 段階 時間(h) 温度(℃) 条件 1 2 35±1 塩水噴霧 2 4 60±1 乾燥 20~30%RH 3 2 50±1 湿潤 95%RH 及びそれ以上 4 段階 1 に戻る(段階 1~3 のサイクルで 8 時間) 24 時間以上経過後(時間後)噴霧液の量 1~2mL/h 360 サイクル(2,880h)後 3 個のうち 2 個に膨れ、剥がれ、鉄素地からの赤 さびが発生してはならない。 試験結果 mL/h 膨れ・剥がれ・赤さび 有( 個) ・ 無 合 ・ 否 注 1) : 『試験片』記載欄には試験片が、弁箱に塗装後サンプリングしたものか、試験片に塗 装後サンプリングしたものか識別できるような記載をしてください。 42.ソフトシール仕切弁(JWWA B 120:2013) 34 考 改 正 前 改 別表 後 備 別表 不良の階級別欠点及び判定基準 不良の 欠点の種類 水圧(耐圧) 漏れ(弁箱・蓋) あるものは不可 弁 箱 の 口 径 許容差の範囲を超えるものは不可 厚 判 不良の階級別欠点及び判定基準 検査項目 階 級 致命 正 さ 弁棒及びめねじこま 形状・寸法 重 観 観 作 水 動 圧 不良の 検査項目 欠点の種類 水圧(耐圧) 漏れ(弁箱・蓋) あるものは不可 弁 箱 の 口 径 許容差の範囲を超えるものは不可 階 級 致命 許容差の範囲を超えるもの及び最大厚が最小 厚 厚の 1.5 倍を超えるものは不可 許容差の範囲を超えるものは不可(製造業者 判 さ 弁棒及びめねじこま の製作図面並びに製作基準書による) 定 基 準 許容差の範囲を超えるもの及び最大厚が最小 厚の 1.5 倍を超えるものは不可 許容差の範囲を超えるものは不可(製造業者 の製作図面並びに製作基準書による) フランジの面間 許容差の範囲を超えるものは不可 フランジの外径 許容差の範囲を超えるものは不可 フランジの外径 許容差の範囲を超えるものは不可 フランジの厚さ 許容差の範囲を超えるものは不可 フランジの厚さ 許容差の範囲を超えるものは不可 ボルト穴の中心円 許容差の範囲を超えるものは不可 ボルト穴の中心円 許容差の範囲を超えるものは不可 ボ ル ト 穴 径 許容差の範囲を超えるものは不可 ボ ル ト 穴 径 許容差の範囲を超えるものは不可 ボルト穴のピッチ 許容差の範囲を超えるものは不可 ボルト穴のピッチ 許容差の範囲を超えるものは不可 両フランジボルト穴 許容差の範囲を超えるものは不可 両フランジボルト穴 許容差の範囲を超えるものは不可 ね じ 形状・寸法 重 れ の ね じ れ N S 形の受口寸法 許容差の範囲を超えるものは不可 N S 形及び G X 形 ゴム弁座の厚さ 許容差の範囲を超えるものは不可 の 受 口 寸 法 ゴムライニングの密着不良 密着不良のあるものは不可 ゴム弁座の厚さ 許容差の範囲を超えるものは不可 湯 境 明らかなものは不可 ゴムライニングの密着不良 密着不良のあるものは不可 鋳 巣 手直し許容範囲を超えるものは不可 湯 境 明らかなものは不可 割 れ あるものは不可 鋳 巣 手直し許容範囲を超えるものは不可 へこみ、きずの著しいものは不可 割 れ あるものは不可 ゴムライニング 鋳 巣 手直し許容範囲内のもの き ず 手直し許容範囲内のもの り 手直し許容範囲内のもの 部 円滑に作動しないものは不可 鋳 軽 準 許容差の範囲を超えるものは不可 ゴムライニング 外 基 フランジの面間 の 外 定 各 ば 作 動 弁 体 の 収 納 弁体が弁箱口径内に残るものは不可 弁 座 の 漏 れ あるものは不可 各部締付部の漏れ あるものは不可 42.ソフトシール仕切弁(JWWA B 120:2013) 外 外 観 観 作 水 35 動 圧 へこみ、きずの著しいものは不可 鋳 巣 手直し許容範囲内のもの き ず 手直し許容範囲内のもの り 手直し許容範囲内のもの 部 円滑に作動しないものは不可 鋳 軽 許容差の範囲を超えるものは不可 各 ば 作 動 弁 体 の 収 納 弁体が弁箱口径内に残るものは不可 弁 座 の 漏 れ あるものは不可 各部締付部の漏れ あるものは不可 考 改 正 前 改 不良の階級別欠点及び判定基準(続き) 不良の 検査項目 欠点の種類 判 定 基 後 備 不良の階級別欠点及び判定基準(続き) 準 階 級 不良の 検査項目 欠点の種類 判 定 基 準 階 級 塗り残し、泡、膨 塗 軽 正 装 れ、剥離、異物の (NS 形継手内面) 付着、著しい塗り 塗 あるものは不可 表 示 (NS形GX形継手内面) 軽 だまり 誤 表 示 間違っているものは不可 無 表 示 表示のないもの、抜けているものは不可 装 (GX 形弁箱外面) 表 示 塗り残し、泡、膨 れ、剥離、異物の 付着、著しい塗り だまり 誤 表 示 間違っているものは不可 無 表 示 表示のないもの、抜けているものは不可 規格箇条 6 の構造・形状及び製造業者の製作 構造・形状 ― 規格箇条 6 の構造・形状及び製造業者の製作 図面並びに製作基準書に適合していないも 構造・形状 ― のは不可 ゴムライニング ピ ン ホ ー ル あるものは不可 図面並びに製作基準書に適合していないも のは不可 ピンホールのあるものは不可 ゴムライニング ピ ン ホ ー ル ピンホールのあるものは不可 耐食亜鉛系塗装の付着量(GX 形) 工程管理記録及び膜厚が製造業者の施工基準(検査基準) を満足しないものは不可 膜厚が製造業者の施工基準(検査基準)を満足しないもの 外面塗装厚さ(GX 形) は不可 42.ソフトシール仕切弁(JWWA B 120:2013) 36 考
© Copyright 2026 Paperzz