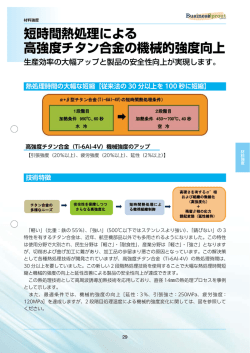
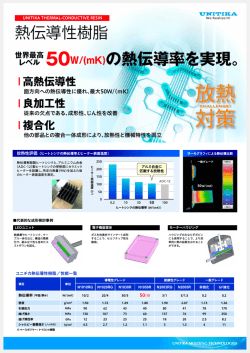
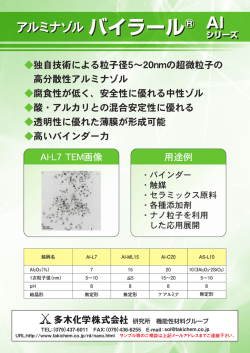
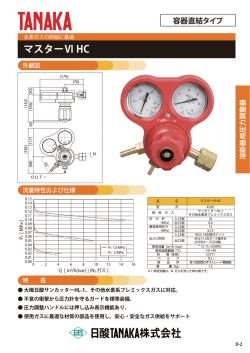
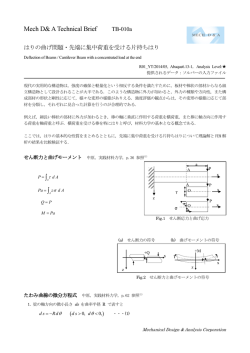
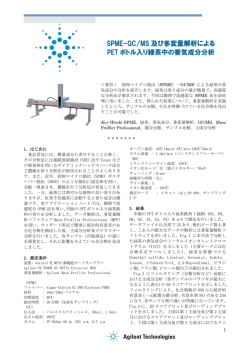
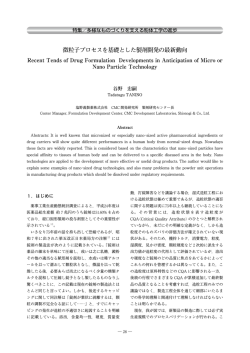
微分分極抵抗法による球状黒鉛鋳鉄の耐食性評価 室蘭工大 (院) ●冨澤 貴順 1. 緒言 一般に金属材料の耐食寿命の予測には浸漬試験か ら求められる腐食速度(または腐食電流密度)が用い られている.しかし,この方法は実際の腐食減少量を 計測する必要があり,多くの手間と長時間を要する. 近年,従来の分極抵抗法に比較して高い精度で腐食電 流密度を算出できる微分分極抵抗法が報告されてい る.この方法が可能となれば簡便で高速な腐食寿命の 予想が可能となる.そこで本研究では,微分分極抵抗 法を球状黒鉛鋳鉄の腐食寿命の予測に適用し,その優 位性について検証した. 2.理論 溶液中における金属の分極曲線の一般式は(1)式で表 される.また,(1)式は(2)~(6)式の連立方程式で表すこと ができる.微分分極抵抗法では,(3)(4)式を微分した微分 分極曲線から,i=0 となるカソード電流 ic とアノード電流 ia を求め,それらを(2)式に代入することによって腐食電流 密度を算出する. i = i0 ((1- i /iRed,L)exp(fa×η)-(1- i/iOxz+,L)exp(-fc×η)) (1) i = ia + ic (2) φ φ E = E + fa ln (kRed / k )×( ia /( iRed,L - ia) ) (3) E = Eφ+ fc ln (kRed / kφ)×(( ic - iOxz+, L)/(- ic)) (4) fa = RT/αzF (5) fc = RT/βzF (6) i0 iRed,L iOxz+, η kφ φ E α, β :交換電流密度 (mA・cm-2) :還元体Redの拡散限界電流密度 (mA・cm-2) z+ -2 L :酸化体Ox の拡散限界電流密度 (mA・cm ) :過電圧 (V) :速度定数 :式量電極電位 (V vs SHE) :アノード, カソード方向の移動係数 (-) 3.実験方法 供試材は 36mmY ブロックおよび 35×150×5mm の平 板に鋳造した非合金球状黒鉛鋳鉄である.これらから 25mm×50mm×2mm の試験片を製作した.表面をシリコ ーンで被覆して浸漬及び分極試験の暴露面積をそれぞ れ 18.9cm2 と 6.25cm2 とした.浸漬溶液は5mass%の NaCl を含有する pH3~pH10 の水溶液である.pH の調整には CH3COOHとNaOHを用いた.分極曲線はポテンショスタ ットを用いて動電位法で計測した.電位掃引速度は 室蘭工大 長船 康裕,世利 修美 0.1mV・s-1,参照電極はAg/AgCl電極,対極はPtである. 試験環境は 298K,大気開放,液静止状態である.浸漬 試験では 24 時間毎の重量減少量を測定し,その傾きか ら腐食電流密度を求めた. 4.実験結果 分極曲線の微分値(分極抵抗)を電流値でプロットした ものを分極抵抗曲線と呼び,pH6.7 の溶液中で試験を行 った時の曲線を図 1 に示す.この図から i = i c 及び i = i a の時の電流密度 i pc と i pa が求められる.i pc はカソード反応 だけが発生する臨界電流密度を示しており,カソード微 分分極抵抗曲線で無限大の値をとる.i = 0 の時の電極抵 抗 h[0]と i pc の不定方程式から i pa が求められる.これら i pc と i pa の値から腐食電流密度を算出した.表 1 に浸漬試験 及び微分分極抵抗法から求めた腐食電流密度を表1に 示す.分極抵抗法で用いられるターフェルの外挿法の誤 差は一般的に 1~5×103%であるのに比較して,微分分 極抵抗法で得られた結果は浸漬試験から求められる値 によく一致していた. h[0] ipc ipa 図 1 分極抵抗曲線 (pH6.7) 表 1 水素イオン濃度と腐食電流密度の関係 (mA・cm-2) 水溶液の pH 3.0 6.7 10.0 浸漬試験 0.023 0.009 0.011 微分分極抵抗法 0.076 0.039 0.024 5.結論 微分分極抵抗法を用いて求めた球状黒鉛鋳鉄の腐食 電流密度は浸漬試験の値とほぼ一致し,その有効性を確 認することができた. Nb,V 含有多合金鋳鋼の高温環境下における エロージョン摩耗特性に及ぼす Co 添加量の影響 室蘭工業大学 ●田村和宏,清水一道,楠本賢太 1.緒言 流体内の粉粒体の衝突により材料表面が損傷,除去されるエロージョンは種々の輸送プラントで問題とな っている.特に,高温環境下におけるエロージョン摩耗は常温環境下に比べ,著しく摩耗が促進される.こ の原因として,高温環境下では基地組織の硬さが低下することにより摩耗が促進されることが明らかとなっ ている.しかし,基地組織の硬さを上昇させるには限界があるため,基地組織内に高硬度な炭化物を晶出す る高クロム鋳鉄に着目し,摩耗特性を調査したところ,摩耗を抑制でき,さらに熱処理による二次炭化物の 析出も耐摩耗性の向上に有効であることが明らかとなった.そこで,本研究では炭化物形成元素を複数添加 し,鋳造時に高硬度な炭化物を晶出する多合金鋳鋼に着目し,耐摩耗性の調査を行った. 2.供試材および実験方法 供試材として炭化物形成元素である Cr,Mo,V,W を 5mass%,Co を 0,5,10mass%添加した 3 種類,V の代わり に Nb を添加した 3 種類の計 6 種類の供試材に焼きなまし(950℃で 3 時間保持後炉冷),焼入れ(1050℃で 1 時間保持後強制空冷),二次炭化物を析出させるため焼戻し(525℃で 3 時間保持後空冷)の熱処理を施した. 摩耗試験には高温エロージョン摩耗試験機を使用した.試験条件は供試材温度 900℃,粉体温度を 800℃, 熱風温度を 500℃,粉体速度 30 m/s とし,粉体にはビッカース硬さ 1140HV のアルミナボールを使用した. 粉体の総噴射量を 8 kg,衝突角度を高温環境下で最も摩耗が生じる 30 deg.として試験を行った.摩耗量の評 価には,密度の異なる材料を比較するため,摩耗体積を粉体総重量で除した損傷速度を用いて評価した. 3.実験結果および考察 摩耗試験の結果を図 1 に示す.図 1 より V 含有供試材では Co 添加量の増加に伴い,損傷速度が減少した. 一方,Nb 含有供試材では損傷速度が小さく,Co の添加による損傷速度の変化は小さかった. この原因を調査するために摩耗には硬さが大きな影響を及ぼすことから,高温ビッカース硬さを測定した. V 含有供試材では Co の添加量に関わらず,約 180HV となり,Nb 含有供試材では Co の添加量に関わらず, 約 220HV となった.いずれの供試材も同程度の硬さを有していたのにも関わらず,損傷速度に差異が生じた. 5V-0Co と 5Nb-0Co の試験後の表面を観察したところ,5V-0Co は著しく酸化していた.そこで,各供試材の 酸化実験を行った. V 含有供試材の酸化皮膜の断面を観察した結果,酸化皮膜中に空隙があり,溶融状とな った酸化バナジウムが酸化を促進させるバナジウムアタックが起きたと推察できる.さらに,酸化皮膜の厚 さは Co の添加量の増加に伴い薄くなっていたため,Co が酸化を抑制したと推察できる.観察した酸化皮膜 を図 2 に示す.このことから,V 含有供試材ではバナジウムアタックの影響により酸化が促進され,材料表 面が脆くなることで損傷速度が増加した.しかし,Co 添加により酸化を抑制できたことで 5V-10Co は良好な 耐摩耗性を示した.一方,Nb 含有供試材では Nb が基地組織中に固溶せず酸化しにくいため,Co 添加の影響 を受けなかった.以上のことから,高温環境下において良好な耐摩耗性を示すためには硬さの保持だけでは なく,酸化の抑制も重要な要素だと考えられる. 4.結言 高温環境下において耐エロージョン性を向上させるにはには硬さの保持と酸化の抑制が重要である.Co 添 加は,酸化を抑制する有効な手段である.Nb 含有供試材は Nb が基地組織中に固溶しないため,酸化しにく く,Co 添加の影響を受けにくい. ×10 -2 V Nb Erosion rate,cm3/kg 16 12 8 4 0 0 図1 5 Co content,mass% 10 各供試材の損傷速度と Co 添加量の関係 図2 V 含有供試材の酸化皮膜の厚さ 薄肉球状黒鉛鋳鉄の疲労強度におよぼすレアアース含有量の影響 室蘭工業大学 ●戸舘海灯, 清水一道, 船曳崇史 岩見沢鋳物(株) 白井雅人 佐藤鋳工(株) 三浦孝之 1.緒言 球状黒鉛鋳鉄における黒鉛の球状化率は,機械的性質や疲労強度に大きく影響し,球状化率が 80 %以 上で良好な機械的性質を示すことが知られている.そのため,黒鉛の球状化剤を添加することで球状化 率向上が図られている.現在,主流の球状化剤は Ce や La などのレアアース(RE)を含有しており,球状 化剤に添加することにより,黒鉛の球状化率を向上させる効果がある.しかしながら,RE は海外から の輸入に頼っているのが現状である.今後,RE の安定した供給が困難となる可能性があることから, RE の含有量を低減させた球状化剤を使用した球状黒鉛鋳鉄の開発が必要とされている. これまでの研究では,RE 含有量 0 %と 2 %の球状化剤を添加した薄肉球状黒鉛鋳鉄の平面曲げ疲労試 験を行い,強度部材として必要な疲労強度を調査した.その結果,RE 含有量 0 %の試験片では,RE 含 有量 2 %の試験片と比較して疲労強度が 90 MPa 低下した.その要因として,RE 含有量 0 %の試験片の 破面には疲労強度を低下させたと考えられる約 200 μm の大きな鋳造欠陥が確認された. そこで本研究では,球状化剤の RE 含有量による疲労強度への影響を明らかにすることを目的として, RE 含有量を調整した球状化剤を添加して薄肉の球状黒鉛鋳鉄を製作し,平面曲げ疲労試験を行った. 2.供試材および実験方法 球状化剤の RE 含有量を 0 %,0.3 %,0.5 %,2 %とした 4 種類の球状黒鉛鋳鉄を製作した.各供試材 の組織写真および機械的性質を Fig. 1 に示す.各供試材においてブルースアイ組織となっており,黒鉛 の球状化率は 80 %以上を示し,機械的性質は良好であった. 疲労試験には平面曲げ疲労試験機を用いた.試験条件は,繰返し速度 20 Hz の正弦波荷重,応力比を -1 とし,試験環境は室温,大気中とした.試験片が破断,または繰返し数が 10 7 回に達した場合を試験 停止条件とし,未破断であった試験片の負荷応力を疲労強度(σw)とした. 3.実験結果および考察 平面曲げ疲労試験より得られた S-N 曲線を Fig. 2 に示す.RE を含有した試験片の σw は,約 307 MPa であるのに対し,RE 含有量 0 %の試験片の σw は,293 MPa であり約 8 %の差が生じた. 各試験片の σw に差が生じた原因を調査するため,走査型電子顕微鏡(SEM)を用いて破面観察を行った. 各試験片の鋳造欠陥の SEM 画像を Fig. 3 に示す.RE 含有量 0 %の試験片において破断面中央部に約 200 μm の大きな鋳造欠陥が確認されたのに対し,RE を含有した試験片では 40 μm から 60 μm の小さな鋳造 欠陥が確認された.その鋳造欠陥が,σw 低下の要因と考え,√area パラメータ法を用いて定量的に整理 し,破壊力学に基づいて応力拡大係数範囲(ΔK)と下限界応力拡大係数範囲(ΔKth)にて評価した. 各試験片における鋳造欠陥の√areamax,ΔK,ΔKth を計測した結果,RE 含有量 0 %の試験片は,他の試 験片と比較して ΔK が,ΔKth より 1.4 倍と大きく,σw の低下につながったと考察される.RE を含有した 試験片における ΔK と ΔK th の値に差は生じなかったことから RE 含有量は,0.3 %まで低減可能である. 4.結言 σw を調査した結果,RE 含有量 0%の試験片は,他の試験片と比較して σw が約 8%低下した.その要因 として RE 含有量 0 %の試験片は,鋳造欠陥の√area max の値および ΔK と ΔKth の差が大きいため,σw は低 下したと考えられる.RE を含有した試験片は,鋳造欠陥の√areamax の値および ΔK と ΔKth の差が小さい ため,破壊力学的に鋳造欠陥を評価した結果,球状化剤の RE 含有量は 0.3 %まで低減可能である. σw ) RE量 0% 0.3 % RE 疲労強度(σ w 0% 0.3 % 2%2 % 308MPa 308 MPa 0.5% 0.5 %307MPa 307 MPa 0.3 %307MPa 307 MPa 0.3% 293 MPa 0%0 % 293MPa 400 球状化率 87% 粒数 325/mm2 引張強さ 516MPa 引張強さ 576MPa 硬度 252HB 硬度 227HB パーライト パーライト 48% 2% 36% 球状化率 85% 粒数 458/mm2 球状化率 89% 粒数 425/mm2 引張強さ 472MPa 引張強さ 541MPa 硬度 236HB 硬度 260HB パーライト パーライト 37% 45% Fig. 1 各供試材の組織と機械的性質 380 Stress , MPa 0.5 % 球状化率 81% 粒数 350/mm2 360 √areamax 294.5 340 ΔK 9.2 ΔK 4.8 ΔKth 6.4 ΔKth 4.1 ΔK/ΔKth 1.44 ΔK/ΔKth 1.17 0.5 % 320 300 280 260 4 10 10 5 10 6 7 8 10 Number of cycles to failure N Fig. 2 S-N 曲線 f 10 √areamax 74.4 2% √areamax 77.9 √areamax 52.0 ΔK 4.9 ΔK 4.0 ΔKth 4.0 ΔKth 3.7 ΔK/ΔKth 1.24 ΔK/ΔKth 1.08 100µm Fig. 3 各試験片における鋳造欠陥の SEM 画像 異形ダイスを用いた強加工押出による Al-Cu 系合金の結晶粒微細化 北海道大学大学院工学研究院 ○富田 花帆(院生) 、松浦 清隆、大野 宗一 【諸言】金属材料の機械的性質を向上させるためには、強加工に続く再結晶による結晶粒微細化が有効 である。強加工法として ECAP 法(Equal-Channel Angular Pressing)や ARB 法(Accumulative Roll Bonding)が 提案されているが、これらの方法は加工前後において大きな寸法変化が避けられないことや、何回も繰 り返してダイスを通す必要があることなどのため、まだ実用化に至っていない。そこで、本研究では不 要な寸法変化を伴わずに一度の加工で大きな歪を与えられる簡便な方法として、既存の押出加工におい て改良型ダイス(異形ダイス)を用いること提案する。 【方法】ダイスを 2 段式とし、押出材の最終形状を決定する穴を通す前に多数の小径穴を通した。図1 にダイスの模式図を示す。前者を 8mm×14mm の矩形の穴とし、後者として直径 5mm の穴を 6 個設けた。 二枚のダイスの間には高さ 10mm のリング状スペーサーを置いた。これらを組み合わせたものを異形ダ イスと称し、これを用いて Al-4wt%Cu 合金を熱間押出した。押出温度は 490℃、荷重は 440kN とした。 ビレット材、成形ダイス押出材、異形ダイス押出材に対し、微細組織観察及び室温での引張試験を行っ た。異形ダイス押出材の一部に対しては、押出後 510℃30 分で溶体化処理後に 200℃2 時間で時効処理を 加えた。 【結果】図2に引張試験の結果を示す。ビレッ ト材の破断ひずみが 23%であるのに対して、異 形ダイス押出材では 57%となり、延性が著しく 向上した。また、通常の成形用ダイスを用いて同 じ寸法に押出した材料の破断ひずみは 35%であ ったことから、異形ダイスの効果は明瞭であった。 図1 (a) 成形ダイス、 (b) 強加工ダイス 微細組織の観察の結果、成形用ダイスのみを用い た押出材は一部に粗大粒が存 在していたが、異形ダイスを 用いた押出材は一様に微細結 晶粒からなっていた。これら のことから、異形ダイスでは 再結晶による著しい結晶粒微 細化が起こり、このために延 性が向上したと考察される。 また、異形ダイス押出材に対 し時効処理を加えた結果、高 延性を保ったまま強度が大き く向上し、強度・延性ともに 優れた特性を得ることが出来 図2 引張試験結果 た。 − 4 − 炭素繊維配向制御アルミニウムの作製と熱伝導率測定 北海道大学大学院工学研究院 ○高橋 晃一(学部生)、松浦 清隆、大野 宗一、佐々木 克彦 単層CNT融合新材料研究開発機構 伊藤 洋平 【緒言】 近年 PC などの電子機器の発熱量が急増しているため、高熱伝導を有する放熱材料の 開発が急がれる。炭素繊維の軸方向の熱伝導率はアルミニウムより 10 倍も高いことから、アルミ ニウム中に炭素繊維を一方向に配向させた複合材料が開発できれば高熱伝導率を発揮すると期待 される。その製法として本研究では粉末の押出加工を提案し、その実施可能性を調査した。 【方法】 図1は押出加工中に発生する塑性流動の模式図であり、本研究ではこの塑性流動に伴 って炭素繊維が配向することを期待した。炭素繊維を純アルミニウム粉末と混合し、シクロヘキ サン中で 60 分間超音波分散させた。また、他の分散方法として、ボールミルを 150rpm で 90 分 間施す方法および薬さじを用いて手動にて繊維をほぐす方法も試した。炭素繊維の体積分離率は 0~5%の範囲で変化させた。510℃で加工率 96% の押出を行い、押出方向の熱伝導率をレーザー フラッシュ法により測定した。 【結果】 図に押出加工された複合材の熱伝導 率に及ぼす炭素繊維の体積分率の影響を示す。 炭素繊維の体積分率と共に熱伝導率が増加する ことを期待したが、超音波やボールミルを用い た機械撹拌の場合、炭素繊維混合の効果が有効 に現れなかった。これに対し、炭素繊維を丁寧 にほぐしながら手動で分散させるとその効果が 顕著に現れ、例えば 5%の炭素繊維を混合した場 図1 押出の模式図 合には熱伝導率がアルミニウムに比 べて 10%以上も向上した。しかし、 理論上では 20%程度の向上が予測さ れたので、まだ改善の余地がある。 微細組織観察の結果、炭素繊維の絡 み合いが生じる場合や繊維の配向性 が低い場合に理論値から大きく低下 することがわかった。今後は炭素繊 維の分散方法を改善するとともに体 積分率をさらに増やすことにより、 熱伝導率を飛躍的に向上させること を目標に研究を継続する。 図2 炭素繊維の体積分率と熱伝導率の関係 − 5 − Al/Mg/Al クラッド薄板の作製と引張特性調査 北海道大学大学院工学研究院 徳永透子(院生) 、松浦清隆、大野宗一 1.緒言 Mg 合金は最軽量の実用金属材料で比強度が高いが、一方で耐食性が著しく低いためその 用途は限られている。Mg 合金を Al で被覆できれば高い比強度を維持したまま耐食性を向 上できる。筆者らは熱間押出法を用いた Mg 合金の Al 厚肉被覆に成功した 1)。今回、この 方法で作った角材を薄板に加工しその引張特性を調査したので、その結果を報告する。 2.方法 用いた材料は AZ80 合金(Mg-8.0Al-0.6Zn, mass%)と純 Al(99.99mass%)で、45mm ×45mm の断面を持つ押出コンテナ内に 43mm×43mm×22mm の Mg 合金ビレットを置 き、その上に 43mm×43mm×3mm の Al 板を置き、さらにその上に 20mm×10mm の穴 を持つダイスを置いて間接押出した。押出時の温度は 553K、速度は 2mm/min とした。得 られた厚さ 10mm の押出板を熱間鍛造して 1mm の薄板に加工した。鍛造時の温度は 523K、 クロスヘッド速度は 8.4mm/s とした。得られた薄板に対し室温、473K、573K において大 気中で引張試験した。試験時の歪速度は 1.0 × 10-2 s-1 および 1.0 × 10-3 s-1 の2種類とした。 3.結果 押出材は、界面剥離を起こすことなく 健全性を保ったまま鍛造できた。これを 1.0 × 10-3 s-1 の歪速度で引張ると、室温で 20%、473K で 325%、573K で 550%の伸 びを示した(図 1) 。この著しい伸びにも かかわらず、引張試験後の界面の健全性 図 1 引張試験前後の試験片外観 は、破面近傍も含め、完全に保たれてい (573K, 1.0×10-3s-1, 550%伸び) た(図 2) 。これは、Mg 合金と Al がと もに同様な超塑性変形をしたことを示 す。しかし、本来 Mg 合金に比べ Al は 超塑性能が低く、それぞれ単独で 573K、 1.0 × 10-3 s-1 で引っ張ると Mg 合金が 800%の超塑性を示したのに対し、Al は わずか 40%の伸びに留まった。それにも かかわらず、Mg 合金の表面に貼り合わ された Al は、上記のように Mg ととも に 550%も伸びた。しかも、Mg/Al 界面 図2 超塑性伸び後の試験片長手断面 に薄く形成した金属間化合物層も、割れることなく一様に伸びたような様子が観察された。 1) T. Tokunaga, K. Matsuura, M. Ohno: Mater. Trans., Vol. 53 (2012), pp. 1034-1041. − 6 − 大型鋳鋼品の鋳型造型における砂使用量低減 ㈱日本製鋼所室蘭製作所 ○神成純 沖野美佐雄 (株)日鋼キャスティング 吉本一夫 工藤博昭 板橋好和 1. 緒言 大型鋳鋼品を製造する当社にとって、鋳型造型における砂使用量は多大なものとなり、その低減は長 年の課題の 1 つである。砂使用量低減により砂費低減、工期短縮、作業環境改善などの効果が得られる。 本発表にて、新しい砂使用量低減方法 ※ 1 を検討および実用化したので報告する。 2. 車室鋳型造型の改善点抽出 当社の主力製品である蒸気タービン用車室は形状が半円筒状であり、製品毎に形状や大きさが異なる。 そのため、直方体の金枠にて造型すると隅に余剰空間ができる。これまでは図 1 のようにこの空間を異 なる寸法の金枠材を組み合わせたり、各種砂抜き材を埋設するなどして、砂使用量を低減してきた。し かしながら、これらの工法は汎用性、作業性が悪く、加えて砂と砂抜き材の比重が異なるため、吊り上 げ時に偏芯を生じる危険があった。 そこで、新しい砂使用量低減方法を検討するにあたって、以下の項目を重視した。 1) 安全性 2) 汎用性 3) 耐久性 4) 作業性 3. 砂抜き冶具としての鉄球の設計と適用 砂使用量を低減するべく、新しい砂抜き治具として鉄球を適用することにした。適用に先立ち、上記 4 項目を考慮して設計方針を定めた。 1) 安全性 鋳型を吊る際の偏荷重および過荷重を抑えるべく、砂と同等な比重とすることが望ましい。 2) 汎用性 木型(製品)形状に関わらず鋳型内の各部に適用できるよう、直径を 250mm 以内とする。 3) 耐久性 半球状に成形した鋼板を向い合せに全周溶接して接合強度を確保する。適用に際しては、溶鋼によ って満たされる鋳型内表面からの距離を 300mm 確保することを条件とし、溶鋼からの熱による球 内部空気の膨張による損傷を防ぐこととする。 4) 作業性 重量をできるだけ抑え、適用時の取扱いを容易にする。また、砂回収装置に傾斜をつけることで、 重力を用いて容易に分別回収できるようにする。 以上から、直径 250mm 以内、重量 5kg 以内に設計した鉄球を適用し、適用しない場合と比べ、砂使 用量を約 15%低減できた。 4. 結言 ・安全性に富み、汎用性が高く、耐久性を持ち、作業性に優れた「鉄球」を設計し、適用した。 ・車室鋳型造型において鉄球を適用した結果、適用しない場合と比べ、砂使用量を約 15%低減できた。 図1 異なる金枠材の組合せ 図2 鉄球の適用 ※1 特許番号〔特 5473855〕 鋳型造型方法および鋳型用造型材 − 7 − Ni 含有鋳鋼のミクロ組織と材料特性 日本製鋼所 室蘭研究所 ○萩沢武仁 鹿野誠 成田英記 田中慎二 1. 研究の背景 近年、鋳鋼に対する高強度化、高靱性化の要求が高まっている。例えば JIS G5102 で規格されている 溶接構造用鋳鋼品の中では SCW620 が最も高強度を有する素材である。SCW620 は比較的高濃度の Ni を 含有する低合金鋳鋼である。大型鋳鋼部材を製造する上で材料成分、熱処理と材料特性の相関を把握するこ とが非常に重要である。本発表では SCW620 相当の成分を有する 50 ㎏鋳塊を試作し、調質熱処理後の材 料特性と組織の関連を調査した結果を報告する。 表 1 SCW620 の成分規格および試験材の化学成分 元素/mass% C Si Mn Ni Cr Mo V JIS SCW620 ≦0.22 ≦0.80 ≦1.50 ≦2.50 ≦0.50 ≦0.30 ≦0.20 試験材 1 0.18 0.25 0.79 2.34 0.36 0.20 0.04 試験材 2 0.16 0.24 0.76 2.33 0.35 0.20 0.04 2. 実験方法 表 1 には SCW620 の成分規格及び試験材の化学成分を示す。本試験では 2 種類の鋳塊を 50 ㎏ VIM を用 いて溶解し、砂型に鋳造して作製した。型バラシ後の鋳塊に対して、焼鈍:1050℃×18hr→炉冷、焼入れ: 890℃×20hr→空冷、焼戻し:640℃、610℃×14hr→炉冷の熱処理を施した。熱処理後の素材は組織観察、 ビッカース硬さ測定、室温での引張試験及びシャルピー衝撃試験を実施した。 3. 試験結果 図 1 には各試験材のミクロ組織を示す。試験材 1 はフルベイナイト組織であったが、試験材 2 はフェラ イトベイナイト組織であった。図 2 には各試験材の衝撃特性を示す。試験材 2 の吸収エネルギーが著しく 高かった。図 3 には各試験材の EBSD 結果を示す。吸収エネルギーが高かった試験材 2 は方位差が 15 度 以上の大角粒界で囲まれた領域が微細であった。 試験材 1 試験材 1 試験材 2 試験材 2 70µm 50μm 図 1 各試験材のミクロ組織 図 2 各試験材の衝撃特性 (室温、3 本の平均値) − 8 − 70µm 図 3 各試験材の EBSD 結果 (結晶方位差 15 度以上の領域で識別) 球状黒鉛鋳鉄の渦電流信号に対する表面加工の影響 旭川高専 ○堀川 紀孝, 野田裕介 1. 緒言 渦電流試験は導体表面のきずの検出や,試験対象の材質の評価に用いられており,鋳鉄の非破壊材質 評価への適用が検討されている.しかし,この方法は表面粗さの影響を受けやすいため,鋳鉄に適用す るためには,加工面や鋳肌等,鋳鉄の様々な表面状態に対応することが望まれる.本研究では,基地組 織の異なる球状黒鉛鋳鉄を対象に,基地組織と表面の加工状態が渦電流信号に与える影響を調べた. 2. 試験片及び試験方法 異なる 2 種類の球状黒鉛鋳鉄の Y ブロックならびに連続鋳造棒から,35×40×15mm の試料を採取した. Y ブロック試験片を CA, CB,連続鋳造棒試験片を CC,CD と呼ぶ.それぞれの組織写真を Fig.1 に示 す.CA,CC はフェライト地,CB,CD はパーライトを 10%程度含む.試験片の表面は,試料切断機によ る切断面,および型削り盤やフライス盤による切削面である.型削り盤の送りおよびフライス盤の送り速度を変えて 表面粗さに変化をもたせた.また,CA と CB の一部試験片は焼鈍を行っている.Table1 に試験片の加工条件の 一覧を示す.触針式の表面粗さ計を用いて試験片表面の表面粗さ Ra および Rz を測定した. 渦電流信号の測定には渦電流探傷装置および自己誘導自己比較型のプローブを用いた。プローブと試 験 片 の 間 に は 厚 さ 0.08mm の ポ リ エ チ レ ン 製 シ ー ト を 一 枚 は さ ん で 測 定 を 行 っ た 。 試 験 周 波 数 は 10,25,50kHz とし、CA0 を基準試験片として探傷装置のゼロ点を設定し,渦電流探傷装置の出力 Vx と Vy を記録した。試験片の中央部を 3 回ずつ測定して平均をとった。 Table1 試験片 CA0,CB0 CA1,CB1 CA2,CB2 CC0 CA3,CB3, CD1 CA CB CC Fig.1 Microstructure of the specimens CD CC2,CD2 100μm Cutting conditions of the specimens 加工法 加工条件 粗さ Ra 試料切断機 - ~0.35 送り 0.5mm 10~21 型削り盤 送り 1mm 17~23 0.06 試料切断機 - 送り 2.7~4.9 フライス盤 50mm/min (正面フライス) 送り 3.0~3.2 200mm/min Fig.2 に表面粗さ Ra と渦電流信号 Vx の関係を示す.CA:○, CB:△,CC:□,CD:◇であり,塗りつぶしのプロットは焼鈍試験片 である.著者らは本試験と同等の測定条件で,CA,CB の粗さと Vx の間 に相 関 があると報 告 しており (1) ,フライスにより加 工 した CA3,CB3 についてもほぼ同じ傾向を示している.CC,CD につい ては粗さが小さく,Vx も小さいという点は CA,CB と同様である.ま Eddy current signal Vx, V 3. 渦電流信号と表面加工の関係 1.5 1 CA CB CC CD CA HT CB HT 0.5 0 た,焼鈍した試験片の Vx の値は小さい.なお,基地組織の違い, 熱処理の違いによる渦電流信号の差は Vx よりも Vy において明瞭 であった. 参考文献 (1) 堀川,鋳造工学,85巻 12 号,(2013),pp.865-871 − 9 − 0 5 10 15 20 25 Surface roughness Ra, um Fig.2 Relationship between surface roughness and eddy current signals プラズマ照射したチタン合金 Ti-6Al-4V の切削 Cutting of Plasma Radiated Titanium Alloy Ti-6Al-4V 苫小牧高専 Tomakomai National College of Technology ○(学)馬場康成,池田慎一 ○(学)Yasunari BABA,Shin-ichi IKEDA 1.緒言 チタン合金の比重は鋼・ステンレスの約 40%と軽く, 実用金属のなかでも最大クラスの比強度を持っている.そ のため幅広い分野に使用されている.しかし,チタン合金 は熱伝導率が低いため切削を行うと発生した熱が工具先 端に集中しやすく,さらに,工具材料との親和性が大きい ことから工具摩耗が大きくなり,工具寿命が短くなる.そ のため難削材と言われている 1).その対策として,切削油 剤の使用が不可欠となる.切削油剤は生産性を向上させる ために,加工形態や切削条件を考慮して最適なものが選ば れているが,切削油剤の使用には切削油剤に含まれる物質 による環境や人体への悪影響や,破棄物として処理される 際のコスト増加といった問題がある. 一方で,切削油剤を全く使用しない完全乾式切削の試み の一つとして,大気圧低温プラズマを利用した切削が行わ れている.SUS304 の板材の端面にプラズマを照射して低 速二次元切削した研究では切削抵抗の変化が確認されて いる 2).プラズマ照射の効果による切削抵抗や表面性状へ の影響は,切削油剤に係る問題の改善に貢献できる可能性 がある.しかし,このようなプラズマ照射の効果をチタン 合金の切削に利用した報告はほとんどなく,その詳細も不 明な点が多い. そこで,チタン合金の切削に及ぼすプラズマ照射の効果 を詳細に調べるため,チタン合金 Ti-6Al-4V の板材端面の 無照射部およびプラズマ照射部を低速二次元切削したき の切削抵抗の測定および排出される切りくずの観察を行 う. 2.実験方法 被削材は板厚 2mm のチタン合金 Ti-6Al-4V の板材(80 ×30mm)を使用する.被削面(80×2mm)の 3 か所に 切り欠き(スリット)をもうけ 4 領域(1 領域の切削距離: 約 20mm)を同一条件で切削する.予備切削は被削面の表 面層に所定の加工硬化層を形成させるために,オレイン酸 の原液を塗布し切込み量 0.03 mm から 0.01 mm まで順次 切込み量を減少させ最終的に 0.01mm で数回切削し仕上 げる.その後,予備切削で使用したオレイン酸の影響を除 くために被削面をアセトンで洗浄する.本切削は 4 領域を 切削開始する領域から順に第 1~第 4 領域とすると, 第 1, 第 4 領域を無照射部,第 2,第 3 領域を大気プラズマを照 射した照射部として切削速度 120mm/min,切込み量 0.02mm で低速二次元切削する.プラズマ照射条件はプラ ズマ照射時間を 10sec,照射距離を 10mm とする. 以上の切削条件で切削抵抗(主分力:FT および背分力: FN)を測定し,さらに,排出された切りくずのカール半 径の測定および切りくず自由表面の SEM 観察を行いプラ ズマ照射の効果について調べる. 3.実験結果および考察 各領域の切削開始時から 10mm 付近の最大値で切削抵 抗を比較すると無照射部での主分力の最大値は第 1 領域 (a) (b) 2mm 図 1 切りくずの光学顕微鏡写真 (a):無照射部(第 1 領域) (b):プラズマ照射部(第 2 領域) が 176N,第 4 領域が 172N,プラズマ照射部では第 2 領 域が 177N,第 3 領域が 179N を示しており,プラズマを 照射することで無照射部を切削するときよりも主分力が わずかに増加する傾向が確認できた.背分力も同様の傾向 が確認できた.切りくず自由表面の SEM 観察ではラメラ 間隔や凹凸の大きさなどの変化が見られなかったので,プ ラズマ照射による違いはほとんど見られないことが確認 できた.そこで,切りくず形状の観察を行う. 図 1 に(a)無照射部(第 1 領域)および(b)プラズ マ照射部(第 2 領域)を切削したときに排出された切りく ずの光学顕微鏡写真を示す.切りくずのカール半径は各領 域の切削開始時で比較すると無照射部は第 1 領域が約 1mm,第 4 領域が約 1.5mm,プラズマ照射部は第 2 領域 が約 2.5mm,第 3 領域が約 2mm,となっており,排出さ れる切りくずのカール半径はプラズマを照射することに より大きくなっている. 以上の結果より,チタン合金の切削に及ぼすプラズマ照 射の効果として,切削抵抗のわずかな増加と,排出される 切りくずカール半径の増大が確認できた.チタン合金の切 削では常にのこ刃状の切りくずが生成されるため,切削抵 抗が工具刃先に集中し,最終的にはチッピングを起こすと 言われている 3).しかし,プラズマ照射したチタン合金の 切削では,切削抵抗がわずかに増加するものの切りくずの カール半径が増加することで切りくずと工具刃先との接 触面積の増加が見込まれるため,工具刃先への切削抵抗の 集中が緩和され,工具摩耗の抑制に効果があるものと考え られる. 参考文献 1)狩野勝吉,切削加工ハンドブック,森北出版株式会社 2)張春艶,他 2 名,ステンレス鋼 SUS304 の乾式切削に 及ぼすプラズマ照射およびオレイン酸塗布の影響に関 する研究,2005 年度精密工学会 秋季大会学術講演会 (2005)693. 3)橋倉弘樹,他 2 名,濡れ性を用いた切削加工用薄膜の切 削抵抗評価,精密工学会誌,Vol79,No.6,pp547-551,2013 ) チタン合金の切削に及ぼすオレイン酸水の影響 苫小牧高専 1. 緒 ○ 池 田 慎 一 ,( 学 ) 馬 場 康 成 ン酸の原液を水道水に市販の攪拌機で均質化(濃度 5 mass%) 言 著者らは焼きなました純アルミニウム切削用試料の端面(板 し作成する.しかし,オレイン酸水は攪拌直後,表面に均質化 幅 2mm×長さ 100mm)を予備切削により転位密度を大きくし, に寄与しなかったオレイン酸が分離するため,実際に使用する 0.2mass%という低濃度のオレイン酸流動パラフィン溶液を微 オレイン酸水(白濁部分)は 5 mass%以下の濃度となる.オレ 少量塗布し低速二次元切削(切削速度 100mm/min,切込み量 イン酸の原液は被削面に直接塗布しながら切削し,その他の切 0.02mm)し,オレイン酸溶液塗布部の切削抵抗,切削面粗さ 削油剤は工具刃先近傍に約 50 ml/min で連続的に供給しながら および切りくず厚さが無塗布に比べて大きく減少することを確 切削をする. 認している. この効果は軟質金属で顕著に観察できる. しかし, 以上の条件で各種切削油剤を塗布または供給したときの切削 被削面に微少量塗布する従来の方法では,例えば,旋削加工等 抵抗(主分力,送り分力および背分力)の測定および工具刃先 の通常の加工に適用することは難しい.そのため,オレイン酸 の観察を行った. を水道水に均質化したオレイン酸水を供給することで塗布方法 3. 実験結果および考察 に関する問題を解決し,その効果も確認している. 本研究では,上述したオレイン酸水供給による効果を,切削 図 1 に○無塗布部,●オレイン酸塗布部,△水道水供給部, 加工で刃先先端に切削熱が集中し,さらには強い凝着現象を示 ▲オレイン酸水道水供給部および□チタン合金切削用油剤供給 すことによる工具寿命の低下が激しいチタン合金(Ti-6Al-4V) 部を約 2000m 切削したときの切削距離(対数表示)と送り分 の切削に適用することによる切削性の改善を目的としている. 力の関係を示す.まず,切削開始から切削距離 20m までは各 切削油剤における送り分力はいずれも大きな変化はなく,無塗 布部で約 45N,オレイン酸塗布部で約 45N,水道水供給部で約 2. 実験方法 被削材はチタン合金(Ti-6Al-4V)の丸棒を使用し精密汎用旋 30N,チタン合金用切削油剤供給部で約 30N およびオレイン酸 盤で切削する.切削は超硬合金(K10)の工具で所定の予備切 水供給部で約 25N を示している.切削開始時点では,無塗布部 削(すくい角 10°,切削速度約 100m/min,切込み量 0.1mm, とオレイン酸塗布部の送り分力の値が変わらないことから,軟 送り量 0.08mm/rev)を数回行った後,すくい角 10°,切削速 質金属で確認できた塗布効果はほとんど見られないものと思わ 度約 100m/min,切込み量 0.5mm,送り量 0.02mm/rev で本切 れる.水道水供給部では無塗布部に比べ約 15N 小さいことから, 削を行う. 本切削時に供給する切削油剤としてオレイン酸原液, 工具刃先の冷却効果が有効であるということが言える. さらに, オレイン酸水,オレイン酸水の溶媒である水道水およびチタン 水道水にオレイン酸を加えたオレイン酸水では,水道水供給部 加工用の切削油剤をそれぞれ使用した.オレイン酸水はオレイ より,さらに約 5N 減少しており,オレイン酸水による冷却効 果が工具刃先を冷却すると共に,切削熱によるオレイン酸の潤 Cutting force FA N 100 80 Non-coated Oleic acid coated Tap-water supplied Oleic solution supplied Cutting oil for Ti alloy supplied 60 滑効果の低下を抑制したと考えることができる.比較のために 使用したチタン合金用削油剤供給部の送り分力は水道水供給部 とほとんど変わらないことから,チタン合金の切削で使用され ている切削油剤は冷却効果を主とするクーラントの役割が大き いものと考えられる.切削距離が 40m 以上ではオレイン酸塗 布部の送り分力を除き増加傾向を示しているが,常にオレイン 40 酸水供給部では他の切削油剤に比べ最も低い値を示している. チタン合金の切削で排出される切りくずの形状は常に変動して 20 おり, オレイン酸供給部でも同様に切りくず形状の変動により, 切りくずとすくい面の接触部が常に変化している.オレイン酸 0 0 10 101 102 Cutting distance 103 m 図 1 各種切削油剤供給時の切削距離と送り分力の関係 水の効果はすくい面との接触部が最少となるときに,それまで 接触していたすくい面にオレイン酸水が供給されてオレイン酸 分子が吸着し,切りくずとすくい面の一部の潤滑を促進させた ために現れるものと考えられる. アルミニウム合金の淡水環境腐食に及ぼす金属カチオンの影響 北大院工 坂入正敏, (現 東洋製罐)大谷恭平,佐々木 遼,日軽金 兼子 彬 1.緒言 比強度が高く,幅広い環境中で良好な耐食性を示すアルミニム合金は,調理器具等の家庭用品から航 空機に至る幅広い製品に使用されている。アルミニウム合金をはじめとする金属材料の耐食性は,その 表面に存在する不働態皮膜(厚さ数 nm)の構造や組成に大きく依存している。不働態皮膜が破壊される ことによって進行する腐食には,環境中に存在する塩化物イオンが重要な役割を果たす。そのため,淡 水環境のような希薄塩化物イオン環境においてアルミニウム合金の腐食は殆ど問題にならないと考えら れてきた。しかし,これまでの研究で 3000 系アルミニウム合金は淡水環境で腐食し,環境中に含まれ る金属カチオンの種類によって腐食挙動が大きく異なることを報告した 1-3)。更に,金属カチオンの腐食 や不働態皮膜構造への影響は,硬い柔らかい酸・塩基(HSAB)理論に基づいて求められる金属カチオン の硬さによって整理出来ることも報告した。 熱交換器や配管などでの使用を考えると異種金属との接触を考慮する必要がある。そこで,アルミニ ウム合金のガルバニック腐食における金属カチオンの影響を調査した。 2.方法 試料:A3003 を 30 mm×20 mm に切り出し,2 回蒸留水及びエタノール中で各 300 s 超音波洗浄を行っ た。試験前に 0.1 mol/m3 NaOH 中において 180 s 化学研磨した。その後,露出面積が 15 mm×15 mm に なるようにシリコーン樹脂で被覆した。 ガルバニック腐食試験:溶液には,0.5 kmol/m3 H4BO4 / 0.05 kmol/m3 Na2B4O7(ボレート溶液)に各種金 属カチオンの塩を塩化物イオン濃度が 1mol / m3 になるように添加して用いた。試料を溶液に浸漬した後, 白金板(18 cm2)と接続し,恒温槽で 298K に保持してガルバニック腐食試験を行った。参照極には Ag / AgCl(飽和 KCl)を用いた。その際の電位及び電流の時間変化を 86.4 ks 測定し,電気量(腐食量に対 応)と腐食速度の逆数に対応する電気化学ノイズインピーダンスを求めた。 3.結果 試験開始直後から電位および電流振動が観察された。電気量を試験時間で積算した電気量(腐食量)は, 金属カチオンの硬さが大きくなるに従って減少し,電気化学ノイズインピーダンスは,金属カチオンの 硬さが大きくなるに従って大きくなった。このことは,ガルバニック腐食においても金属カチオンの硬 さによって腐食挙動を整理可能であることを示唆している。 参考文献 1) K. Otani, M. Sakairi, R. Sasaki, A. Kaneko, Y. Seki and D. Nagasawa, Journal of Solid State Electrochemistry, 18, 325 (2014). 2) M. Sakairi, K. Otani, A. Kaneko, Y. Seki and D. Nagasawa, Surface and Interface Analysis special Issue article, 45, 1517 (2013). 3) M. Sakairi, Y. Kaneko, K. Otani, Y. Seki and D. Nagasawa, Proc. of 18th International Corrosion Congress, paper 533 (10 pages) (2011). − 12 −
© Copyright 2026 Paperzz