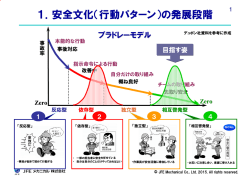
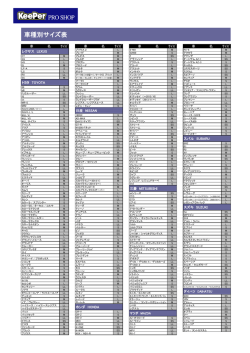
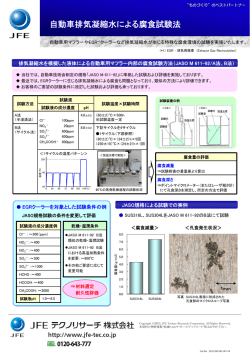
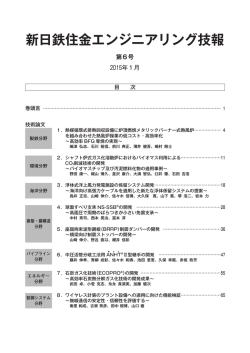
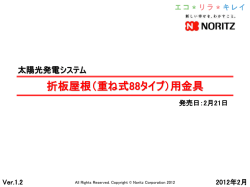
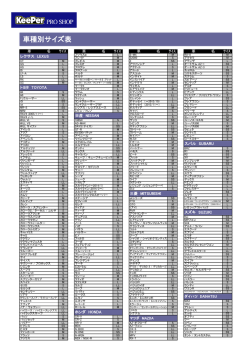
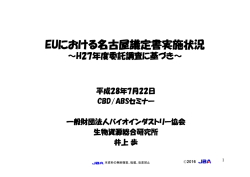
NO. XB-002 ( 2/25 ) 0 改 1. 適用範囲 本仕様書は、JFEスチール㈱西日本製鉄所(以下、JFEスチールと言う)が、東国製鋼㈱浦項製鉄所殿 (以下、東国製鋼㈱殿と言う)に製造を委託するH形鋼の圧延、検査、材料試験、現品表示 及び 製品保管、船積みまでの荷役について規定する。 2. 製造委託製品種類の、規格、サイズ、長さ: 表1による。 項 目 (1)製品の種類 (2)対象規格 表1 製造委託製品種類の、規格、サイズ、長さ 内 容 H形鋼 ・JIS番号(年度版): JIS G 3101(最新年度版) ・種類の記号(規格記号): SS400 (3)対象サイズ シリーズ H500×200 H600×200 (3)長さ 表1-1 対象サイズ 断面寸法(mm) 496X199X 9X14 500X200X10X16 506X201X11X19 596X199X10X15 600X200X11X17 606X201X12X20 612X202X13X23 r寸法 単位質量 (mm) (kg/m) 13 77.9 13 88.2 13 102 13 92.5 13 103 13 118 13 132 6m~20m 3. 素材供給 (JFEスチール、東国製鋼㈱) 3.1. 供給する素材の内容 (1) JFEスチールから、以下に示すビームブランクを供給する。 JFEスチールからの委託圧延では、必ずJFEスチールから供給した素材を使用する。 ①ビームブランクの寸法、重量特性: 表2による。 区分 福山ビームブランク 表2 ビームブランクの寸法、重量特性 サイズ 単位質量 長さ範囲(mm) (ウェブ厚X厚X幅) (kg/m) 118X392X471 913.1 4,500mm~10,000mm Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 3/25 ) 0 改 ②ビームブランクの化学成分: 表3による。 区分 鋼種記号 福山BB QDKS400BB 表3 ビームブランクの化学成分 範囲 C Si Mn P min 0.14 0.15 0.50 max 0.18 0.25 0.70 0.030 S 0.030 Al 0.015 0.050 Cu Sn 0.30 0.020 ③ビームブランクの寸法、形状、質量および外観の許容差: 表4による。 表4 ビームブランクの寸法、形状、質量および外観の許容差 区分 項目 福山ビームブランクの許容差 寸法、形状 ウェブ厚 ±3.5mm保証が95%、±5mm保証が5%まで。 厚 ±12mm保証 (目標:±10mm) 幅 ±14mm保証 (目標:±12mm) 長さ ±150mm 曲がり、反り 10mm/m以下 外観 表面割れ 上面側:検査、手入れ実施、下面側:検査、手入れなし かき疵 深さ5mm以下 端面割れ 閉口:可 開口: 幅1mm以下で長さ60mm以下 ④表示 ビームブランクの端面にマーキングする。 幅 項目 マーキング位置 厚 マーキング方法 マーキング項目 製鋼番号 (下4桁) 長 さ 区 分 鋼片番号 表5 ビームブランクへの表示 内容 ビームブランクのボトム側断面 ドットマーキング、白色 ①製鋼鋼番(5桁)の下4桁 C1234 マーキング ②長さ区分(1桁) ③鋼片番号(3桁) ・ストランドNO. (1桁): 1~4 ・鋼片NO. (2桁): 01~99 3.2. 供給するビームブランクの納入 (1) 注文情報に基づきビームブランクを納入する。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 4/25 ) 0 改 3.3. 供給素材のデータ伝送 (1) ビームブランク出荷に伴い、表6のEXCELデータを電子メール伝送する。 項目 ①伝送タイミング ②伝送手段 ③送信元 ④送信先 ⑤データ内容 (EXCELデータ) 表6 供給素材情報のEXCELデータ伝送 伝送内容 ・ビームブランク出荷 ・電子メール伝送 ・JFEスチール 西日本製鉄所 福山薄板工程室 ・東国製鋼㈱ ・オーダNO. ・グレード ・製鋼番号(Heat番号) ・鋼片番号(製鋼番号+鋼片番号) ・サイズ(厚み×幅×長さ) ・計算質量 ・鋼溶分析成分(C, Si, Mn, P, S, Cu, Ni, Cr, Mo, V, sol-Al, Nb, Ti , Sn) (備考) ①様式1にEXCELデータのフォーマットサンプルを示す。 ②送信元、送信先の担当/メールアドレスは、体制表による。 4. 受け入れ検査 (東国製鋼㈱) (1) EXCELデータ伝送情報と受け入れ素材(ビームブランク)の製鋼番号(Heat番号)、鋼片番号が一致 していることを確認する。 (2) 形状(曲がり、反り)と外観が、表4(福山ビームブランクの許容差)を満足していることを目視チェックする。 (3) 不適合品を検出した場合は、20.項(不適合品の処置基準)により不適合品処置を行う。 5.圧延指示 (JFEスチール、東国製鋼㈱) (1)JFEスチール工程部倉敷鋼材工程室は、福山から出荷済の素材在庫情報を基に、表7に示す手順で 東国製鋼(株)殿へ仮圧延指示を行う。 (2)東国製鋼(株)殿はJFEスチール工程部倉敷鋼材工程室より送付された仮圧延指示に対して、表8に 示す手順に従い素材計算を実施し、結果をJFEスチール工程部倉敷鋼材工程室へ返送する。 (3)JFEスチール工程部倉敷鋼材工程室は送付された素材計算結果を確認し、問題がなければ、表9に 示す手順に従って必要な承認(押印)を得た後、東国製鋼(株)殿へ正式な圧延指示を行う。 (4)東国製鋼(株)殿はJFEスチール工程部倉敷鋼材工程室から送付された圧延指示を確認し、表10に 示す手順に従い、必要な承認(サイン)を得て、正式な圧延指示受領とする。 (5)圧延指示受領完了後、東国製鋼(株)殿は圧延指示の内容に従い圧延を実施する。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 項 目 指示方法 指示内容 項 目 返送方法 返送内容 項 目 指示方法 指示内容 項 目 承認方法 XB-002 ( 5/25 ) 0 改 表7 仮圧延指示手順 内 容 電子メール(PDF及びEXCELファイル送付) [様式2]H形鋼仮圧延指示明細による 荷揃納期・サイズ(ウェブ高×フランジ幅×ウェブ厚×フランジ厚)・製品規格・長さ・本数・ を提示する 表8 素材計算手順 内 容 電子メール(PDF及びEXCELファイル送付) [様式3](素材計算結果回答兼)H形鋼圧延指示明細による 使用する鋼片の製鋼番号と各々の鋼片に組み込まれるオーダーの明細を提示 する各々の鋼片のアズロール及びオーダー組込率も明示する 表9 圧延指示手順 内 容 電子メール(PDF及びEXCELファイル送付) [様式3](素材計算結果回答兼)H形鋼圧延指示明細による 東国製鋼(株)より送付された素材計算結果に問題がなければ、西日本製鉄所の 規程に従って承認(押印)を得る 承認を得たH形鋼圧延指示明細を正式圧延指示として東国製鋼(株)殿へ送付 する 表10 圧延指示受領手順 内 容 [様式3](素材計算結果回答兼)H形鋼圧延指示明細による JFEスチール工程部倉敷鋼材工程室より送付された正式圧延指示に問題がなけ れば、浦項製鉄所内の規程に従って承認(サイン)を得る 承認を得た正式なH形鋼圧延指示明細は、コピーをJFEスチール工程部倉敷鋼材 工程室へ送付し、原紙を東国製鋼が保管する。(保管期限:7年) 6. 圧延 (東国製鋼㈱) (1) 圧延素材 ①JFEスチール供給素材(ビームブランク)を圧延する。 (2) 仕上げ圧延温度 ①仕上ミル(FM)嚙込み温度は 900℃以上とする。 ②満足しなかった場合は、19.項(不適合品の処置基準)により不適合品処置を行う。 (3) 圧延寸法狙い値は、標準断面寸法狙いとする。 7. 製品採取 (東国製鋼㈱) (1) 圧延依頼した規格記号、サイズ、長さ、本数を採取する。 (2) 余材が発生する場合は、圧延依頼長さ(規格、サイズ毎)のいずれかの長さで採取する。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 8. 検査 ( 6/25 ) 0 改 (東国製鋼㈱) (1) 寸法、形状の許容差 ①別表1 寸法、形状の許容差による。 ②別表1 以外の寸法、形状項目は、東国製鋼㈱殿の検査基準による。 (2) 外観 ①別表2 外観検査基準による。 ②別表2 以外の欠陥は、東国製鋼㈱殿の検査基準による。 (3) 検査員 ①検査は、東国製鋼㈱殿で認定された検査員が実施すること。 ②検査員は、JFEスチール発行外注加工仕様書の教育を受講していること。 (4) 抜き取り検査: 表11による。 表11 抜き取り検査基準 検査対象材 ・ロール替えの先頭素材 ・断面変更後の先頭素材 ・ミスロール材の次材 ・判定外れ材の次材 検査場での抜き取り ・検査開始材とその後30分に1本。 検査 ・断面変更材とその後30分に1本。 区分 ホットサンプリングソサンプル検査 検査項目 ・寸法、形状、外観 ・寸法、形状、外観 (備考) ①検査場での抜き取り検査材は、以下とする。 ・結束は、抜く取り検査材同士の結束又は結束なし とする。 ・ラベル貼付面の反対側ウェブ面に「測定品」又は「CHECK」 表示(シール貼付)を行う。 測定材 ラベル 貼付面 ラベル 貼付面 ②許容差外れ時は、前回測定合格材以降の製品を測定する。 (5) 抜き取り検査記録 ①検査記録には、検査日、検査員、合否判定、承認者が明記されていること。 ②保管期限は、3年とする。 ③検査記録は、JFEスチール倉敷形鋼室に提出する。 (20. 項「記録の提出」による) 9. グラインダ手入れ (東国製鋼㈱) (1) グラインダ手入れを行う場合は、次を満足すること。 ①手入れ後の断面寸法は、その許容範囲内であること。 ②手入れ部分はきれいに仕上げられており、圧延のままの面との境は、滑らかであること。 ③手入れ基準を別表3 に示す。 10. 溶接補修 (東国製鋼㈱) (1) 溶接補修は、不可とする。 11. 不合格品の処置 (1) 再矯正、手入れ、切断で合格に出来ない寸法、形状、外観基準外れ材はスクラップとする。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 12. 材料試験 XB-002 ( 7/25 ) 0 改 (東国製鋼㈱) (1) 試験項目と試験条件 ①引張試験 項 目 対象サイズ 試験頻度 試験条件 表12 引張試験の条件 内 容 ・全て ・同一製造チャンス、同一鋼溶、同一サイズを一括して一組とし、1個 する。 但し、一組の質量が50tを超えるときには、2個採取する。 ・JIS G 3101 最新年度版による。 試験採取幅方向 位置 B 1/6B 降伏点又は耐力、 引張強さ及び伸び ・SS400 再試験 ・JIS G 0404最新年度版に従い再試験を行う必要が生じた場合、 不適合品処理書を用いて再試験前に依頼元へ連絡すること。 板厚 (mm) 16以下 16超え 40以下 降伏点又は 引張強さ 耐力(N/mm2) (N/mm2) 245以上 400~510 235以上 伸び 引張試験片 (%) 17以上 JIS 1A号 21以上 ②衝撃試験 項 目 対象サイズ 試験頻度 試験条件 試験片採取位置 表13 衝撃試験の条件 内 容 フランジ厚さ12mm超え 同一製造チャンス、同一鋼溶、同一シリーズの最大厚さから供試材を1個採り、 これから試験片を圧延方向に3個採取する。 JIS G 3106 溶接構造用圧延鋼材の最新年度版による。 (1) 幅方向位置: 引張試験片と同じ。 (2) 厚み方向位置 t 最大2㎜(一辺) ・切り込みは、 厚さ方向でウェブ側とする。 試験温度 試験片 シャルピー吸収エネルギー 試験温度 0℃ 再試験 (厚さ28mm以下の場合) シャルピー吸収エネルギー 3個の平均値 27J以上 (個々の試験片の値の評価は 行わない) 試験片及び 試験片採取方向 Vノッチ、圧延方向 ・JIS G 0404最新年度版に従い再試験を行う必要が生じた場合、 不適合品処理書を用いて再試験前に依頼元へ連絡すること。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 8/25 ) 0 改 (2) 試験員 ①試験は、東国製鋼㈱殿で認定された試験員が実施すること。 ②試験員は、JFEスチール発行外注加工仕様書の教育を受講していること。 (3) 記録 ①記録には、試験日、試験者、合否判定、承認者が明記されていること。 ②保管期限は、3年とする。 ③記録は、JFEスチール形鋼室に提出する。 (20. 項「記録の提出」による) 13. 表示 (東国製鋼㈱) (1) キャラクターマーキング: 表14による。 項目 マーキング内容 文字の色 マーキング方法 マーキング位置 表14 キャラクターマーキング 内容 ・「JFE STEEL SS400」 (規格: SS400の場合) ・白 ・ステンシル ・ラベル貼付側ウェブ面の高さ方向中央部 ・先端側1m以内より印字を開始する。 ・3mに1ブロック以上、マーキングする。 ・手書き補正、手書き変更は不可とする。 (2) ラベル貼付: 表15による。 項 目 (1) ラベル貼付品 ラベル貼付位置 表15 ラベル貼付条件 内 容 ①全数、ウェブ面に貼付する。(加工先貼付基準による) ラベル貼付 (2) 貼付ラベル ①東国製鋼㈱殿のラベルを貼付する。 韓国 JISマーク、JIS番号 表示不可 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 14. 結束 (1) 結束単位: 表16による。 XB-002 ( 9/25) 0 改 (東国製鋼㈱) 表16 結束単位 項目 抜き取り検査材 内容 ①抜き取り検査材同士の結束は可。 ②抜き取り検査材以外との結束は不可。 抜き取り検査材 以外 ①以下の単位で結束する。 ・同一最終納入先 ・同一製品規格 ・同一サイズ ・同一長さ (2) 結束本数: 表17による。 シリーズ 500x200 単位質量 結束MAX (kg/m) 質量(t) 496X199X 9X14 77.9 5 500X200X10X16 88.2 5 102 5 596X199X10X15 92.5 10 600X200X11X17 103 10 606X201X12X20 118 10 612X202X13X23 132 10 506X201X11X19 600x200 表17 結束本数 長さ(m) サイズ 12.5以下 12.5超え 21.0超え 11.0以下 11.0超え 18.5超え 9.5以下 16.0以下 16.0超え 21.5以下 21.5超え 19.0以下 19.0超え 16.5以下 16.5超え 15.0以下 15.0超え 結束 備 考 本数 5 3 ① 2本、4本結束不可。 1 5 3 1 5 3 1 5 3 5 3 5 3 5 3 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 15.納期管理 XB-002 ( 10/25 ) 0 改 (東国製鋼㈱) (1) 東国製鋼(株)殿はJFEスチール工程部倉敷鋼材工程室からの圧延指示(H形鋼圧延指示明細)に 記載された荷揃納期を遵守できるタイミングで圧延・精整処理を実施する。 (2)トラブル等で荷揃納期が遵守できない状況になった場合は、理由と遅れ日数を速やかに JFEスチール工程部倉敷鋼材工程室へ連絡する。 その後の対応についてはJFEスチール工程部倉敷鋼材工程室と東国製鋼(株)殿で協議する。 16.荷揃報告 (東国製鋼㈱) (1)東国製鋼(株)殿は圧延指示を受けた素材について、全ての圧延・精整処理が完了した後、7日 以内にJFEスチール工程部倉敷鋼材工程室に対して荷揃報告を行う。 報告は、[様式4]H形鋼圧延依頼出来高報告書による。 (2)荷揃報告後に何らかの理由で荷揃量が減った場合は、速やかにJFEスチール工程部倉敷鋼材 工程室へ訂正報告を行う。 17.出荷指示 (JFEスチール、東国製鋼㈱) (1)JFEスチール工程部倉敷鋼材工程室はH形鋼圧延依頼出来高報告書を受領した後、同室が 業務を委託する商社と東国製鋼(株)殿に対して(様式4)出荷指示にて出荷手配を依頼する。 (2)東国製鋼(株)殿は出荷手配の依頼があった製品のPacking Listを、発行次第速やかに JFEスチール工程部倉敷鋼材工程室へ送付する。 (少なくとも出荷依頼をした荷が韓国から出港する前に送付すること) 18. 荷役作業基準 (東国製鋼㈱) (1) 適用範囲 荷役作業について、東国製鋼㈱殿の荷役作業基準に加えて以下の基準を適用する。 (2) 作業者 ①作業者は、本仕様書の内容の教育を受講していること。 (3) 荷役仕様 ①ハンドリング ・吊リ具は、ベルトスリング、ナイロンスリング、ダンラインロープ、ワイヤー、リフマグのいずれかを使用すること。 ・吊リ具は、ハンドリング作業中、製品に表面疵、油付着などの不適合を発生させないために 定期点検、補修を行うこと。 ②保管、山積み ・山積み高さは、3.5m以下とする。 ・製品両端のオーバーハング量は、原則として2.0m以下とする。 ・水平に山積みできる場所であること。 ・万棒、枕木のない場所への上積み、又は片持ち荷重が掛かり形状不良等の発生する荷姿は、 不可とする。 ・商品と地面が直接接触しないようにすること。 ・輸送中に荷崩れが生じないように十分な保定処置を講じるとともに、製品に疵を発生させない ように処置を講じること。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 11/25 ) 0 改 ③万棒の使用基準 ・万棒は、目視検査を行い、表18の外観基準を満足するものを使用する。 項 目 節、樹皮 割れ 汚れ その他 表18 万棒の外観基準 内 容 ・あってはならない。 ・横割れは、あってはならない ・縦割れは、全長にわたって繋がっていてはならない。 油付着など汚れた万棒は使用してはならない。 ・へこみ、朽ちた所等目視にてはなはだしい欠陥が あってはならない。 ・万棒の装入間隔は、表19による。 表19 万棒の装入間隔 項 目 内 容 間隔 ・8m以下 ・張り出し2m以下 ずれ量 ・100mm以下。 ・吊りワイヤーによるフランジ曲がり防止 a. 吊り段数は、原則として1段とする。 b. 長さ10m以下、400x200以下、同一サイズ、基準本数結束の場合は、2段吊り可とする。 c. 偏荷重にならないように、均等に吊ること。 ④出荷 ・輸送具は製品に表面疵、形状不良、油、錆発生などの不適合を発生させないための措置及び 点検、補修を行う。 ⑤品質チェック: 表20による。 項 目 チェック者 チェック時期 チェック方法 チェック項目 表20 荷役品質チェック基準 内 容 荷役作業者 山積み時、配替え時、積み込み時 目視チェック 項 目 外観疵 曲がり 油等の付着 内 容 疵の許容限界: 0.5mm以下 許容限界(目安): 長さの1/1000mm以下 油、泥などの付着は不可。 付着時はウェスで拭き取る。 情報の不一致 現品と情報に相違がないこと。 製品への表示 塗色およびチョーク表示不可。 ・出荷時までに完全に除去できる場合を除く。 ・石筆及びスチールマーカーにて出荷目印等の 出荷作業に必要不可欠は記号のみ表示可とする。 品質チェック 外れ品の 処置 品質チェック外れ品を発生、発見した場合、管理者もしくは品質管理 担当者が品質チェック基準に照らして判定、処置を行い、適合のものは そのまま進捗させて良い。 判断できない品質異常を検出した場合は、20.項(不適合品の処置基準)により JFEスチール(形鋼室)へ不適合品処理書を発行し、指示を受けること。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 19. 製造設備ならびに検査機器、装置の管理 (1) 圧延設備および精整設備の管理 ①日常点検、定期点検を実施し記録を残すこと。 XB-002 ( 12/25 ) 0 改 (東国製鋼㈱) (2) 試験設備および計測機器の管理 ①引張試験機、衝撃試験機に日常点検と定期校正(1回/年)を実施し、記録を残すこと。 ②ノギス、マイクロメーター、巻尺等の計測機器の日常点検と定期校正(1回/年)を実施し、 記録を残すこと。 (3) 記録 ①設備と機器の点検記録の保管期限は、3年とする。 ②試験設備の定期校正記録の保管期限は、5年とする。 20. 不適合品の処置基準 (東国製鋼㈱) (1) 処置基準 ①不適合品(表21参照)が発生した場合は、外注加工仕様書 XB-001に従い処置する。 ②不適合品は、良品と不適合品が混在しないよう識別管理を行う。 ③不適合品が発生した場合は、その影響範囲を特定し不適合品処理書に記載すること。 項 目 受け入れ検査 表21 不適合品 内 容 ・情報と現品表示が不一致の素材(ビームブランク) 圧延 ・仕上がり温度基準を外れて圧延した製品。 材料試験 ・JIS G 0404最新年度版に従い再試験を行う必要が生じた場合。 その他 ・東国製鋼㈱殿の不適合品管理基準で不適合と判断される素材 または製品。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 21. 記録の提出 XB-002 ( 13/25 ) 0 改 (東国製鋼㈱) (1) 品質記録の提出 ①次の情報をEXCELデータとし、電子メールでJFE倉敷へ送信する。 ②各送信データには、次の項目を明記する。 ・作成年月日 ・品質責任者名 項 目 送信タイミング 送信先アドレス 送信データ(1) 送信データ(2) 送信データ(3) 表22 電子メール送信データ (製品情報、材料試験情報) 内 容 H形鋼出荷 (体制表による) (船積み製品情報) ①出荷年月日 ⑦製造年月日 ②オーダNO. ⑧JFEビームブランクの製鋼番号 ③規格記号 ⑨JFEビームブランクの鋼片番号 ④サイズ ⑩東国製鋼㈱殿の製鋼番号(Heat No.) ⑤長さ ⑪JFEの製品番号(東国製鋼㈱殿発番) ⑥質量 ⑫JFEのロットNO. (東国製鋼㈱殿発番) ⑬東国製鋼㈱殿の製品番号 ⑭測定材マーク (注)次の2項目は、将来対応とする。 ⑪JFEの製品番号(東国製鋼㈱殿発番) ⑫JFEのロットNO. (東国製鋼㈱殿発番) (船積み製品の材料試験情報) ①東国製鋼㈱殿の製鋼Heat No. ②JFEの製鋼番号 ③規格記号 ④サイズ(H, B, tw, tf) ⑤引張試験結果 ・引張試験NO. ・Y.P, T.S, EL. YR ⑥衝撃試験結果 ・衝撃試験片NO. ・シャルピー吸収エネルギー個値(3個) ・シャルピー吸収エネルギー平均値 ⑦判定結果 (船積み製品の寸法、形状、外観検査結果) ①製造年月日 ②規格 ③サイズ、長さ ④東国製鋼㈱殿の製品番号 ⑤JFEの製品番号(東国製鋼㈱殿発番) ⑥寸法、形状判定結果 ⑦外観判定結果 ⑧寸法、形状測定結果 ・辺(B) ・高さ(H) ・フランジ厚さ(t2) ・ウェブ厚さ(t1) ・長さ ・直角度(T) ・曲がり ・反り ・中心の偏り(S) (注)次の項目は、将来対応とする。 ・ウェブ反り(W) ⑤JFEの製品番号(東国製鋼㈱殿発番) ・フランジ折れ(F) ・切断面の直角度(e) Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 14/25) 0 改 ② 次の書類をPDFとし、電子メールでJFE倉敷へ送信する。 表23 電子メール送信データ(品質記録書類) 項 目 内 容 送信タイミング H形鋼出荷 送信先アドレス (体制表による) 送信データ(1) ①積荷明細(規格、サイズ、長さ) ②検査証明書(ミルシート) ③寸法、形状測定記録 (2)資産の適正な管理のために必要な情報の提出 ①次の情報をEXCELデータにて、毎月第1~3労働日の間にJFEスチール工程部倉敷鋼材工程室へ 送付する。 ・前月末の素材在庫重量 ・前月の装入実績重量 ・前月の圧延後出来高実績重量 ・前月の圧延ロス実績重量 ・前月の精整処理実績重量 ・前月の精整ロス実績重量 ・前月の荷揃実績重量 ・前月末の仕掛在庫実績重量 ・前月の出荷実績重量 ・前月末の製品在庫重量 ②次の情報をJFEスチール倉敷鋼材工程室からの要求に応じて送付する。 ・製鋼番号毎(鋼片一品単位毎)の圧延後出来高実績重量 ・製鋼番号毎(鋼片一品単位毎)の圧延ロス実績重量 ・製鋼番号毎(鋼片一品単位毎)の荷揃実績重量 ・製鋼番号毎(鋼片一品単位毎)の精整ロス実績重量 ・製鋼番号毎(鋼片一品単位毎)の出荷重量 ・製鋼番号毎(鋼片一品単位毎)の製品明細(製品No.・サイズ・製品規格・長さ・本数・最終納入先コード 22. 製造工程フロー (JFEスチール、東国製鋼㈱) (1) 別図1 製造工程フローによる。 23. トレーサビリティ (東国製鋼㈱) (1) 東国製鋼㈱殿の製品ラベルに表示される製品番号からJFEスチール供給素材(ビームブランク)の 製鋼番号(Heat No.)、鋼片番号に遡れる識別管理を実施すること。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 24. 品質記録の保管 ( 15/25 ) 0 改 (東国製鋼㈱) (1) 本仕様書規定製品製造における東国製鋼㈱殿規定品質記録は、最低3年間保管とする。 25. スクラップ品の処置 (JFEスチール、東国製鋼㈱) (1) 委託製造で発生したスクラップ(スケール、クロップ、不合格品、ミスロール品など)は、東国製鋼㈱へ 売却する。 26. 監査 (JFEスチール、東国製鋼㈱) (1) 品質水準について依頼元(品質保証室)が3年に1回監査を実施する。 また、それとは別にJFEスチール(倉敷形鋼室)による監査を1年に1回実施する。 27. 棚卸し (JFEスチール、東国製鋼㈱) (1)JFEスチール工程部倉敷鋼材工程室はJFEスチール棚卸規程に従い、棚卸を実施する。 28. 体制規定 (JFEスチール、東国製鋼㈱) (1) JFEスチールと東国製鋼㈱殿間の運用体制を別途規定するものとする。 (2) 体制表は、人事異動、担当変更の都度更新するものとする。 29. JFEスチール発行の外注加工仕様書管理: 表24による。 (JFEスチール、東国製鋼㈱) 表24 JFEスチール発行の外注加工仕様書管理 JFEスチール 東国製鋼㈱殿 ①JFEスチール発行の外注加工仕様書を ①PDFJFEスチール発行の外注加工仕様書を受領 PDFとし電子メールにて送付する。 すると「送付票兼受領票」に受領サインを行い、 PDFとしJFEスチールへ電子メール送信する。 ②JFEスチール発行の外注加工仕様書と共に 「送付票兼受領票」送付する。 ②東国製鋼㈱殿内の必要部署へ配付す場合は、 次のことを行う。 ・配付先を明確にしておく。 ・受領確認を明確にする。 送信元、送信先の担当/メールアドレスは、体制表による。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 30. その他 XB-002 ( 16/25 ) 0 改 (JFEスチール、東国製鋼㈱) (1) 東国製鋼㈱殿は、本仕様書に不都合が生じた場合(例:製造条件の変更等)は、速やかに JFEスチール(倉敷形鋼室)へ連絡し協議の上、本仕様書の改訂等の必要な処置を図る。 (2) 本仕様書は、受領後、即日有効とする。 (3) 顧客で苦情が発生した場合、苦情の原因調査と対策の立案を加工先へ依頼する場合がある。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい (様式 ) 供給ビームブランクのEXCELデータ NO. XB-002 0 ( 17/ 25 ) 改 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. ( 18/25 ) 0 改 XB-002 (単位 mm) 別表1 寸法、形状の許容差 区分 許容差 400 以下 ±2.0 400 を超えるもの ±3.0 高さ (H) 800 未満 辺B が400以下 ±2.0 辺B が400を ±3.0 超えるもの フランジ厚さ (t2) 16 未満 ±1.0 16以上 25 未満 ±1.5 ウェブ厚さ (t1) 16 未満 ±0.7 16以上 25 未満 ±1.0 長さ 7m 以下 +40, 0 7m を超えるもの プラス側許容差は、長さ 1m を又はその端数を 増すごとに上記プラス側 許容差に5mm を加える。 マイナス側許容差は、0mm とする。 直角度 (T) 高さHが300以下 辺Bの1.0%以下。 ただし、許容差の最小値 は1.5mm 高さHが300を超えるもの 辺Bの1.2%以下。 ただし、許容差の最小値 は1.5mm 曲がり、反り 高さHが300を超えるもの 長さの0.10%以下 項目 辺 (B) 中心の偏り (S) 辺Bが400以下 辺Bが400を超えるもの ウェブ反り (W) (a) 高さHが350以下 高さHが350超え 550未満 高さHが550以上 フランジ折れ (F) 辺Bが400以下 切断面の直角度 (e) ±2.0 ±3.5 2.0以下 2.5以下 3.0以下 b の1.5%以下 ただし、許容差の最大値 は1.5mm W F F 辺B又は高さHの1.6%以下。 ただし、許容差の最小値は 30.mm (注) (a) ウェブ反りは、コーナーR部を含まない部分に適用する。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 19/25 ) 改 0 別表2 外観検査基準 以下の基準を外れる欠陥は、欠陥部切り捨てまたはグラインダ手入れにより除去する。 但し、欠陥部切り捨ては、切り捨て後長さが圧延依頼サイズ、長さを満足する場合のみ行う。 (1) すり疵 欠陥の定義 別表2-1 すり疵の検査基準 判定基準 疵の状態 ガイド類により引っかか ・散発かつ長さ500mm以下の場合 れた圧延方向の疵。 深さ0.3mm以下は可。 ・上記以下の場合 深さ0.2mm以下は可。 すり疵 (2) すり疵以外 別表2-2 すり疵以外の検査基準 ・欠陥の長さ10mm以下、欠陥の深さ0.5mm以下で、1m当り3ヶ所以内で なければならない。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. 項目 手入れ幅 別表3 表面欠陥手入れ基準 基 準 (a)欠陥が深く面積をもたないもの W/d≧200(但し、Wの最小値30mm) ( 20/25 ) 改 0 XB-002 説 明 図 d W (b)欠陥に深さがなく面積をもったもの (Ho-H)又は(Bo-B)≧30mm Ho H B 欠陥 Bo 手入れ方向 圧延方向に対し直角方向に手入れする 圧延方向 手入れ形状 矩形状に手入れする (コーナー部は直線で交わること) グラインダー 砥石粒 仕上げ面は36番以上を使用する。 仕上げ面以外はどの番目でもよい。 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 ( 21/25 ) 改 0 [様式2] H形鋼仮圧延指示明細 依頼No. 依頼日 依頼者 依頼明細 サイズ 製品規格 長さ 本数 納期 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. ( 22/25 ) 改 0 XB-002 [様式3] (素材計算結果回答兼)H形鋼圧延指示明細 ページ( / ) 素材計算 結果回答日 依頼No. 素材計算明細 Heat No. 製鋼番号 (JFE) (DK) アズ 組込率 ロール(m) 回答者 サイズ 受領(東国製鋼) 承認 査閲 製品 規格 長さ 本数 荷揃 納期 指示(JFEスチール) 担当 承認(工程) 査閲(工程) 査閲(条技室) 担当 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. ( 23/25 ) 改 0 XB-002 [様式4] H形鋼圧延指示出来高報告書 ページ( / ) 依頼No. 報告日 報告者 出来高明細 製鋼番号 Heat No. 製品No. (JFE) (DK) (DK) 承認(工程) 査閲 サイズ 製品 本数 荷揃 規格 受領(JFEスチール) 査閲(条技室) 長さ 納期 報告(東国製鋼) 担当 承認 査閲 担当 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. ( 24/25 ) 改 0 XB-002 [様式5] 出荷指示 ページ( / ) 依頼No. 依頼日 依頼者 出来高明細 製鋼番号 Heat No. 製品No. (JFE) (DK) (DK) サイズ 査閲 長さ 本数 荷揃 規格 受領(東国製鋼) 承認 製品 納期 指示(JFEスチール) 担当 承認(工程) 査閲(工程) 査閲(形鋼工場) 担当 Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい NO. XB-002 0 ( 25/ 25 ) 改 別図1 製造工程フロー Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい ( 1/1 ) 標準 新設、改訂内容の解説 NO. XB-002 改 0 改NO. 内 容 0 (1) 東国製鋼㈱浦項製鉄所殿へのH形鋼委託製造について制定する。 (制定 2014年 9月 10日) Copyright © 2014 JFE Steel Corporation. All Rights Reserved. 本資料の無断複製・転載・webサイトへのアップロード等はおやめ下さい
© Copyright 2026 Paperzz