Sartorius New MCl
ザルトリウス マスター天びん
A C ―M S / L C 口M S シ リーズ
ザルトリウス M C l 天 びん
AC/LC/1Cシ リーズ
取扱説明書
W
SCrttr
目次
第 1章 取 扱説明
………………………………
製 品 につ いて ……………………………………………・
……
………
…
…
……
…
…
……
…
…
…
…
…
…
…
………………………………
各部の名称
7
8
AC/AC― MS シ リー ズ ( 風防 ケ ー ス付 ) … …………………… ……・ 8
LC/LC一 MS シ リー ズ ( 丸型風 防付) ・ …… ………………………… 9
LC/LC― MS シ リー ズ ( 丸型 ひ よう量皿 ) ・ ………………… ……… 1 0
LC/LC― MS シ リー ズ ( ひよう量 1 2 k 9 以 下の亀型 ひ よう量皿 ) … ・ 1 1
LC34000P
MS)、 LC16000S(― N/1S)、
LC34(― MS)、 ・………
(―
ー
iCシ リ ズ
…… ………………………………………… ……………………………………
納 品内訳 …Ⅲ
12
13
14
……… ………… 15
設置上の こ注 意 … …………………………………… ……………Ⅲ
…
…
…
…
…
…
…
…
…
………
…
…
…
…
…
…
…
……
…
…
………
…
…
………………… 1 6
据付手順
………………… ……… 1 6
リー ズの 組 み立 て …………Ⅲ
ー
LC/LC― MSシ リ ズ (丸型風 防付 )の 組 み立 て …………… ……・ 1 6
LC/LC― R/1Sシリー ズ (丸型 ひ よう量皿 )の 組 み立 て ……… ……・ 1 6
AC/AC― MSシ
LC/LC一 MSシ リー ズ (ひょう曇 12k9以 下の角型 ひ よう墨皿 )
………… …………………………………… ……… 17
の 組 み立 て … ……Ⅲ
L C 3 4 0 0 0 P ( ―M S ) 、 L C 1 6 0 0 0 S ( - 6 / 1 S ) L、C 3 4 ( ―M S ) 、
……………………………………… ……… 17
十
C シ リー ズの 組 み立 て ・
L C 3 4 0 0 0 P ( ―X / 1 S )L、
C 1 6 0 0 0 S ( ―M S ) 、L C 3 4 ( ―M S ) 、
ー
………… ………………………… 17
iCシ リ ズの表示 部の角度 調整 ・
表示 ユニ ッ トの取付方法 (LC34000P(一 N/1S)、
LC16000S(一 MS)、
ー
……………Ⅲ
………………………
LC34(一 MS)、 ICシ リ ズ )…
18∼
……………………………………………… ……… 21
水平の調整 … ……・
……………………………………………… ……… 22
電源 へ の接続 ……・
周辺機器 の接 続 ……………………………………… ………………………………… 23
…………………………………………… ……… 23
安全 に関す る予防策 ・
…………………………………… ……… 23
無線周波障害 につ いて ……・
……………………………… ……… 23
帯電サ ンプル の ひ よう量 ………・
ひ よう量操作 … …………………………………………………………………………… 24
ー酉己
………………………………………………………………………………………………… 2 5
キー
列・
表示部の スイ ッチ O N と O F F … ……………………………… ……・ 2 6
……………………………………………… ……… 2 6
牙 ― トチ ェ ック …・
20
風袋 消去、
26
………………… ………… …… … ……… 26
ひ よ う曇 … … … … … … … … ・
ひ よ う墨 手順 ' …… … … … … … … … … … … … … … … … … … … … … … 2 7
ひ ょ う量 レン ジ … … … … … … … … … … … … … … … … … … … … … … 2 8
lQモ ー ドによるはか り込み
29
(はか り込 み量 の大小 による読 取限度変化)
キ ャ リブ レー シ ョン (感度校 正 )… ………………………………………… ………… 30
………………………………………… 31
内蔵校 正分銅 による感度 校 正 ・
……………… ………………… ……… 32
外部基準分銅 による感度 校 正 ・
キ ャ リブ レー シ ョンテス ト…………………………………… ……… 33∼
34
………………………… 35
イ ンタ ー フ ェー ス ………………………………・
床下 ひ ょう量 … ……………………………………………………………………………・ 36
…………………… ………………………………… 36
盗難防止 ………… ……………………・
第 2章 メ ニ ュー プログラム
……………………………………………………………………………… 37
概要 ……………… ・
ー
ー
………………………………………… 38″-39
メ ニュ コ ドの選択 ・設定 ・
……… 40
メ ニ ュー プ 回グラムの 回 ック …………………………………・
ー
ー
変更 したメ ニ ュ ヨ ドのす べ てを元 に戻 す方法 :リ セ ッ ト機能 40
………………………… ……………………… ………… 41
天 びんの動作パ ラメ ー タ ……・
天びんの設置環境 へ の 対応 ………………………………………………………・ 41
標 準 ひ よう量 モ ー ド ー マ ニ ュアル はか り込みモ ー ド…… ……… 41
…………………………………………………… 41
自動安定検 出器 感度 ・
自動安定検 出器の延 引 ……………………………… ………………………………
テアパラメー タ ……………………………… ………………… ………
42
42
………… …………………………………………… 42
オ ー トゼ 国機 能 …・
…・
……… 43
3レ ンジのひ ょう量 ……………………………………………・
………………… ……… 43
ひ ょう量 レン ジ数の設定 …………………… ・
重墨単位 ……… …………………………………… …………………………………… 43-44
……………………………………………………… 45
表示モ ー ド…… ……・
………………… ……… 45
安定 時のみの ひ よう量値 表 示モ ー ド………・
………・
……………………… ……・ 45
荷重量変化時最終桁 不表示 ……・
ラウン ドー オ フ機能 ………………………… ………………… ……… 45
… …………………………………………………………,・ 45
IQモ ー ド ・
…………………………… ………………… ……… 46
ポ リレンジ機 能 …・
3
………………………………… 47
キ ャ リブ レー シ ョン機能 …………………………・
……………
……・
…………………… 48
ー
プ リン ト出力、 デ タ転 送の利用
……………………………… ……… 48
デ ー タ出カパ ラメー タ …………・
一
ー
・
……………………………
………………… ……… 48
才 トデ タ 出力
……… 49
設定イ ンター バル によるデ ー タ出力 ………………………… ・
ー
ー
……………………………………
………
デ タ出力後 の オ トテア
49
デ ー タ IDヨ ー ド ……………………………… ………………… ……・ 50
その他の 機能 … ……………………………………………… ……………………………… … 51
……………………………… ……… 51
メ ニ ュー アクセ ス機能 …… ……・
…
…
…
…
…
…
………
……
………
……………………………………………………… 51
電子首
キ ー の ブ回 ック '……………………………… ………………… ………
リモ ー トコン ト回一 ル 用 ユ ニ バ ー サルスイ ッチ …………… ………
`
`
……………………… ………
アナ 回ク 表示 :バ ー ク ラフ/マ ー カ ー ・
………………………… …………`……… ……・
パ ワー ①Nモ ー ド ・
51
52
52
52
……… ・
……… 53
オー トオ フ機 能 (バッテ リセ ー バ ー )… …… ………・
……………・
………………………・ 53
バ ックライ ト表示 ………………・
リセ ッ ト機 能 ………………………………… ………………… ………・ 54
第 3章 ア プリケーションプログラム
概要 …… ………… … …… … … … … … … … …… …… … … …… …… 55
……………………………… ………………… …・
…・ 56
共通機 能 …… …・
……………… 57
イ ンフォメ ー シ ョン、 プ リン ト出力、デ ー タ転送 …・
・
……
………………
……………………………………………
テア メモ リ
58
…… ……… 58
風袋重量 ―正 llk重
墨 一総重量 :表 示/デ ー タ出力 ……・
………………………………………・
正昧合 計 (各正昧累 計重墨 )…
59
%ひ ょう量 …………………………… ……………………………………………………………… 60
…………… ………………… ……・
・ 60
重墨変化のパ ー セ ン ト測定 ……・
………………… ……… 61
粉末 ・粒状物質な どのも、
る しヽ
分別 測定 ……・
ー
・
………………・
……………………
……・ 62′-63
その他のパ ラ メ タの設定
過不足チ ェック ひ ょう量 ……………………………………………………………………… 64
………………… ……… 65
正昧重量過不 足チ ェック ー グラム表示 …・
ー セ ン ト表示 ・
……………… ……… 66
重量偏差過不 足チ ェック ー ノミ
ー
………
………………………
…………・
…・
その他のパ ラ メ タの設定
67-68
カ ウンテ ィング (個数算 出)… ………………………………………………… ………
`・
・
………………………………………
小部 品な どの カ ウンテ ィンク ・
4
69
69
70
第 4章 イ ンター フェースの解説
概要 …………………………… ………………… …………… …………………………………… 71
……………・
………………………………… ……・ 72
テク ニ カルデ ー タ …・
デ ー タ出カフ ォー マ ッ ト………………………………… …………………………………… 73
………………… ……… 73-75
16キ ヤラク タのデ ー タ出カ フ ォー マ ツ ト ・
…………………………………………………… ……… 76
特別 ヨ ー ド… ・
………・ 77
IDヨ ー ド付 デ ー タ出力 (メニュ ー コー ド 722)・ ………Ⅲ
……………………………………… 78
デ ー タ入 カフ ォー マ ッ ト…………・
コマ ン ド用 フ ォー マ ッ ト………………………………… ……… 78
制往「
………………………………… 79
天 びん プ回セ ッサ用 制御 コマ ン ド…・
設置環境 ……………………………………………………… ………………………… …………
フ アンクシ ョンキ ー 待」
御 コマ ン ド………… ………………… ………
79
80
数字入 力 (IACを 組み込んだ天 びんおよびマスタ ー シ リー ズ
…………・
…………………Ⅲ
………, 81
MS)の み )・ ………………Ⅲ
(―
・
ー
ー
……………………………………
……… 82
同期 、デ タ出 カパラメ タ
八 ン ドシ ェイ ク ……………………………… ………………… ………
ソフ トウ ェアノ\ン ドシ ェイク ………………………………… ………
82
82-83
デ ー タ出カ プ 回セ ス …………………………………………… ………
84
プ リン トコマ ン ドにお けるデ ー タ出力 ………………………………
84
84
85-86
制御 ライ ン ………………… ……………………………………………… ……… ………… …
ピン配列 ……… ……………………………………………………………
87
88
……………………………………………・
……… ……・ 89
ケ ー ブル 図解 …・
第 5章 マ スター天ぴんおよびlACパッケージ付 MCl天 びんの補足取扱説明
概要 …………………………… …………………………………………………………………… … 90
全自動校正機能 isoCAL(オ ー トセルフキャリブレー ション) … 91∼ 92
……… 93
lAC応 用ひよう量プログラム … '………………………………・
…………………………………………Ⅲ
…………,94
プログラムの選択 …・
…………………………………・
………………・ 95
…Ⅲ
プログラム リス ト…・
…・
…………………………………………………・ 96
その他のプログラム ・
lD番 号、時刻、日付の設定
iSO/GLP/GMP用
97
……………… ……… 98
キ ャ リブ レー シ ョンの記録 ・
ー タの 印字 …………………・
……………………… ………… 99
iSO/GLP/GMPデ
………………………・
……………………………………………………
動物 ひ ょう量 … ・
100′-101
計算 ………………… …………… ……………… … …… ……… … ………………… ……
102-103
…・
……………………… ………………………………… 104″-106
時計機能 ………… ………………・
……………………… 107″-108
カ ウンテ ィング …………………………… ………・
……………… ……… 109
デ ー タ コミ ュニ ケ ー シ ョン …………………… …・
…
…
……
…
…
…
……
…
…
…
…
…
…
…
…
…
…
…
…
………
…………………………… 110-114
比 重測定
…………………………… ………………………… 115
テ ア メモ リ…… ……・
…
…
…
…
…………………………………………………………………… 116-117
過不足チ ェ ック
%ひ よう量 ……… ………………… …………………………………………………………
統 計 …… …… ……………… … ……………… … …… … … … …… ……………
……………… …………………………………………………………………… …………
合計・
118∼ 119
1 2 0 ″- 1 2 1
1 2 2 ′- 1 2 3
第 6章 付 録
……………………… ……………… 124′-135
テ ク ニ カルデ ー タ …………………・
ー
アクセサ リ
( オプ シ ョン) … ………………………………………………………… 136″-139
………………… ……………………… ………… 140
メニ ュー コー ドの設定方法 ……・
…
……・
…………………………Ⅲ
… ………………………・ 140
リセ ッ ト機能
…………………………………………………………………・ 141
メ ニ ュー ヨー ドー 覧 ・
ー
……………………………… …………………… ………
共通 コ ド… ・
141′-147
…… 148
マスタ ー 天 びん ( 一
M S ) の みの コー ド … …………………… …・
マスタ ー 天 びん ( ―
M S ) お よび I A C パ ッケ ー ジ付 X / 1 C l 天びん用
ー
追加 ヨ ド ( 一部共通 ヨー ドを含む) … …… ………………… ……・ 149″-153
メ ンテナ ンス につ いて ………………………… …………………………
トラ ブル 時の対 策 ………………………………………… …………………………………
A C / A C ( ― M S ) / L C / L C ( ― M S ) / i C シ リー ズ外形寸法図 …… …………
154-155
156-157
158′-163
第7章_取 ヨ│・証明用天びんについて
…・
…………………………………………………………………… 1 6 4 ∼ 1 6 7
注意事項 …………・
……………………………… 1 6 8 ∼ 1 7 3
各種適含証明について, …………………………・
S A S 定 期点検サー ビスについて ………………………………………………… 表 3
第 1章 取 扱説明
製品 について
このたびは、ザル トリウス社の電子天びんをお買い上げいた
ます。
だきまして、あ リカミ
とうこざしヽ
天 びん を ご使 用 の 前 に、 必 す この 取扱説 明書 を よ くお
読み くださ いますよ う、お願 い 申 し上 げます。
ては、工場出荷時設定のメニ ュー
取扱説明」におしヽ
第 1草 の 「
ー
コ ドで使われる場合の取扱説明であることをお含みの上、
お読みください。
特定計量器 には、さまざまな技術基準があり、その基準
に適合するため、標準品 と一部仕様が異なります。必す
注意書きをお読み下さい。
保証 書
添付の保証書セ ットにこ購入年月日、その他の必要事項をこ
記入のよ 4呆
証書はお客様 にて保管され、lRI書 登録はがき
は、弊社までこ送付 くださいますようお願い申し上十
ザます。
保管お よび輸送 につ いて
●保管温度 : +5。 0 ∼ +40。 C
●解梱後、天びんの周辺に輸送による損傷がないかをこ確認
ください。
●梱包材は、後々の輸送などのために保 管 しておかれると便
利
で す 。
●天びん│よ
、極度の高低温、多湿、衝撃、振動などにさらさ
れることのないようにこ注意 ください。
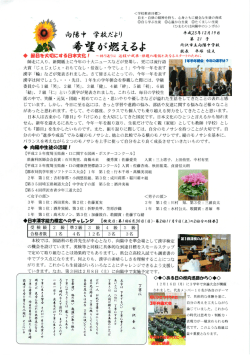
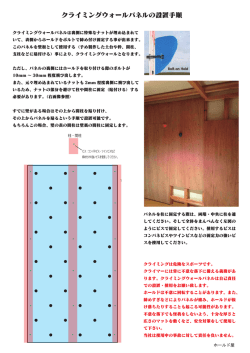
各部の名称
AC/AC―MSシ
リ ー ズ ( 風防 ケ ー ス 付 )
※ AC― X/1Sの表示言田よ下記表示部とは異なる
│
卜
21
20
19
18
17
16
15
6
7
8
4 3 0
9
0
1
2
-1
1.ひ よう量皿
2ひ よう曇冊 リング
3シ ール ドプレー ト
4ひ よう墨室ベー スプレー ト
12F2フ
アンクションキー
13 CFキ ー
140N/OFFキ
ー
15 銃 勤反
16 本 営章器
17盗 難防止器畏用接手
5メ ニュー アクセススィッチ
6.表 示部
7 Flフ アンクションキー
18 ACジ ヤック/電 源ソケット
19デ ータインター フェースポー ト
20 レ ベ リングフット
8.匡 ョ切 り換えキー
9イ ンフォキー
10テ アキー
21補 助フッ ト
11 プ リントキー
8
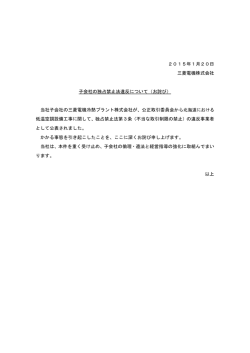
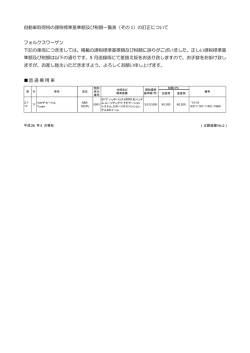
LC/LC―MSシ リー ズ (丸型風 防付)
※ LC―MSの 表示音田よ下記表示部とは異なる
22
21
20
19
18
1ア
16
15
4
3 0
ー
ひよう曇冊
ひょう墨室ベー スプレー ト
メニュー アクセススイッチ
14.ON/OFFキ
15.鏡掛反
16 刀k端
表示部
Flフ アンクションキー
匡ヨ切 り換えキー
インフォキー
17盗 難品ミ器異用接手
18 ACジ ヤック/電 源 ソケット
19デ ータインター フェースポー ト
テアキー
プリントキー
20 L/ベ リングフット
21″嗣 フット
22.風 防もヽ
た
F2フ アンクションキー
CFキ ー
23風
24ひ
9
防ガラスシリンダー
よう量mサ ポー トディスク
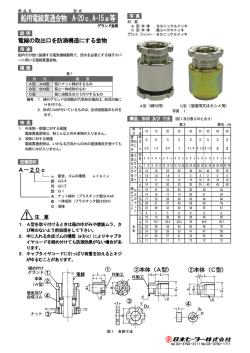
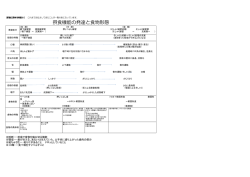
LC/LC―MSシ リー ズ (丸型 ひ ょう量皿 )
※ LC―X/1Sの表示部│よ
下記表示部と│よ
異なる
20
19
18
17
1も
5
15
6
7
8
4
9
3 0
0
1
2
1`ひ よう昌冊
5.メ ニューアクセススイッチ
6.表 示部
7 Flフ アンクションキー
8匡 ヨ 切 り換えキー
9イ ンフォキー
10.テ アキー
11 プ リントキー
12.F2フ アンクションキー
13,CFキ ー
14`ON/OFFキ ー
15 鋭掛反
16水 準器
17.盗 難防止器臭用接手
18 ACジ ャック/電 源 ソケ ット
19デ ータインターフェースポー ト
20レ ベ リングフット
21補 助フット
24,ひ よう昌剛サポー トディスク
25セ ンタリングデ ィスク
10
LC/LC―MSシ リー ズ (ひょう量 12kg以 下の角型 ひょう量皿 )
※ LC―X/1Sの表示言田ま下記表示部とは異なる
20
19
18
17
2
16
5
15
6
7
8
4
9
0
3 0
1
2
11ひ よう墨皿
5メ ニューアクセススイッチ
6.表 示部
7.Flフ アンクションキー
8.医 ヨ切 り換えキー
9.イ ンフォキー
10.テ アキー
11,プ リントキー
12.F2フ アンクションキー
13.CFキ ー
ー
140N/OFFキ
15銘 板
16.水 準器
171盗 難nlL器 臭用接手
18 ACジ ヤツク/電 源ソケ ット
ータインターフェースポー ト
ベリングフット
助フット
よう昌冊1貝
」
面風防
ー
(一部の型式のみ、メタルフレ ム)
28,ダ ストカ'い
19デ
20レ
21補
26ひ
LC34000P(―
MS), LC16000S(―
MS), LC34(―
MS)
※ LC―N/1Sの表示音田よ下記表示部とは異なる
ア
12
11
8
1 ひよう量TR
5メ ニューアクセススイッチ
6表 示音悟
7 Flフ アンクションキー
8座 ∃ 切 り換えキー
9イ ンフォキー
10テ アキー
打.プ リントキー
12.F2フ アンクションキー
13 CFキ ー
14 ① N/OFFキ ー
1 5 . 翁掛坂
1 6 刃輔
17盗 難防止器具瑠接手
18 ACジ ャック/電 源ソケット
19.デ ータインターフェースポー ト
20レ ベ リングフット
12
‖
Cシ リー ズ
1
1 ひ よう墨皿
5 メ ニユーアクセススイッチ
10 CFキ ー
6 募誠云音悟
7 Flフ アンクションキー
8座 ヨ 切 り換えキー
9イ ンフォキー
1 5 ` 壼掛反
16婦
10テ アキー
11 プ リントキー
12F2フ
14 ① N/OFFキ
ー
17盗 難防止器臭用接手
18 ACジ ヤック/電 源ソケット
19。データインターフェースポー ト
20 レ ベ リングフット
アンクシ ョンキー
13
│
納品内訳
ACシ リーズ
LCシ リーズ
ー
AC―MSシ リ ズ LC―MSシ リーズ
LCシ リーズ
LC―1/1Sシ
リーズ
LCシ リーズ
LC―MSシ リーズ
LC34000P(―MS)
LC16000S(―MS)
(丸型風防付)
(丸型ひょう量皿) (ひよう星12k9以下 LC34(一MS)
の角型ひよう量皿) i C シリー ズ
一風防ケース
一本体
一本体
一本体
一本体
付本体
一ACア ダプタ
ーダストカバー
―ACア タ`
プタ
ーダストカバー
一ACア ダプタ
ーダストカバー
ーひよう墨皿
一ACア ダプタ
ーダストカバー
一ACア ダプタ
ーひよう量皿
ーひよう量皿
―ひよう量皿リン 一ひよう量皿サポ
ー トディスク
グ
ーシール ドプレー ーひよう量室ベー
スプレー ト
ト
ーひよう量室ベー
スプレー ト
ー風防ガラスシリ
ンダー
ー風防応、
た
ーひよう量皿
ーひよう量皿
―ひょう量皿サポ ―ひよう墨皿狽l画
ー トディスク
風防
ーセンタリングデ (一部の型式のみ)
ィスク
設置上の ご注意
設置環境
●なるべ く温度変イ
ム 気流 振動がなく、また刺激′
1虫 腐
適切な場所を選んで設置する
食 性ガスなどの影響のなしヽ
ようにしてくださしヽ
。
●天 びん は、 爆 発 な どの 危 険性 の ある場 所 での 使 用
はでき ませ ん。
ようにして
●天びんを長時間湿度の高いところに置かなしヽ
くださ い。天 びんを低温の所から高温の所へ 移動すると、
空中の水分が天びんの内部で凝固水を形成 します。 した
が つて、天びんを比較的高温 (+40°C以 下)の 所へ移
動する場合 に│よ
、室温で 2時 間ほどウォームアップし
てから移動 してください。天 びんを電源に接続 しておけ
│よ 天びんの夕博呂
と内部の温度差がなくな り、凝固水の
形成を防ざます。
●ザ ル トリウス天 びん は、 標準 条 件下 での 使 用 に対
して最適状 態 になるように調整 さ れて い ますが、天
びんの設置環境 とひ ょう量 目的 に応 じて、さ らに適
メニ ュー 」選択 プ ログラムを
確 に対応す るため に 「
備 え て い ます。 詳 し くは第 2章 の 「メ ニ ュー プ ロ
グラム」の項 を ご参照 くださ い。
据簡調 順
AC/AC― MSシ リー ズの組 み立 て
ひょう畳書 内にひよう量室ペースプ レー ト (4)、シール
ドプレー ト (3)、ひよう昌mリ ング (2)、ひよう量冊 (1)
にセ ットしてくださしヽ
の 1原
LC/LC―MSシ リー ズ (丸型風防付)の 組み立て
天びんにひょう量室ベースプレー ト (4)を セットします。
ベースプレー トの 3箇 所の突起が天びん上のガイ ドには
まるように置き、ベースプレー トを押げようにしながら3
箇所の突起を溝に沿つて回して固定します。(これ│よ
ダス
ー
つ
カバ
ひよ
の有無にかかわらす行
次に、
てください
ト
)。
ー
Rサ
畳冊
畳「
ディスク
ひよう
う
ポ ト
(24)、
0)、 風防ガ
に載せます。
ラスシリンダー (23)、風防ふた (22)の 1原
n)の 組 み立て
LC/LC―MSシ リーズ (丸型ひょう言「
天びんにセンタリングディスク (25)を セットします。
ディスクの 3箇 所の突起が天びん上のガイ ドにはまるよ
うに置き、ディスクを押すようにしながら 3箇 所の突起
を溝に沿つて回して固定します。(これはダストカバーの
有無にかかわらす行つてください)。
n(1)
次にひよう畳mサ ポ_ト ディスク (24)、ひよう畳「
の慣ほ載せます。
16
国
短
国
LC/LC―MSシ リー ズ (ひょう量 12kg以 下 の角 型ひ ょ
う量皿 )の 組 み立 て
ダス トカバーの粘着パ ッドから白い裏張りをはがしてくだ
さしち ダス トカバーを天びん本体にかぶせ、粘着パ ッド部
分を上か ら軽 く押 してください。
ひよう曇m側 面風防 (26)(一 部の型式のみ)を 含む型式
についてはそれをセッ トしてか ら、ひょう昌冊 (1)を セッ
トします。
注)
ダス トカバーはひょう昌mに さわらないよう、充分注意 し
てセットしてください。
LC34000P('MS)、
LC16000S
iCシ リ ー ズの 組 み 立 て
(―MS)、 LC34(― MS)、
天びんの本 体の 上 にひ ょう曇冊 (1)を 載せて くださ しヽ
。
LC34000P(。 MS)、 LC16000S(口 MS)、 LC34(― MS)、
lCシ リー ズの表示 部の角度調整
表示部を見やすい位置に角度調整することができます。
ミ
債ミ
表示 ユニ ッ トの取付 け方法
( L C 3 4 0 0 0 P ( ―M S ) 、 L C 1 6 0 0 0 S ( 一M S ) 、 L C 3 4
MS)、 ICシ リーガ
(―
表示ユニ ットは以下のように取付けられます。
正面 に取 付 ける場合
(LC34000P、 LC16000S、 LC34
LC34000P― MS、 LC16000S― MS、
LC34-MS出
荷時取付け)
側面 に取 付 ける場合 (ICシ リー ズ出荷8寺
取イ
寸け)
表示ユニ ットをセパ レー トにする場合
表示 ユニ ッ トをセパ レー トにする場合
“
"P19を
表示ユニ ットを侵」
画 に取付 ける方法
参照
ー
してケ ブルを溝よ り取 りはす します。
3ケ所ある開田部の しヽ
すれかか らケー ブルをヨ│きのば
します。
ベースプレー トを元に戻 して、3個 のね じで固定 しま
す。次にアングルカバー プ レー トを 4個 のね じで固
定 します。
表示部サポー トを壁などに固定 して使用 できます。
(有効ケー ブル :約 2岡 )
18
表示 ユ ニ ットを側面 に取付 ける方法
ひょう曇冊を取付けたまま、ひょう曇冊が下になるよ
うに天びんをひつ くり返 してくださしヽ
。
ベー スプレー ト上にある 3個 のね じ (矢印参照)を
六角 レンチを使 つて取 りはすし、ベースプレー トを取
り去 ります。
アングルのカバープレー トにある 4個 のね じを取り
はすし、このカバープレー トを取り去ります。
表示ユニットの固定用ねじ2個 を、六角 レンチを使つ
てゆるめて取り去ります。
ケーブルをケーブ)鴫 より取りはすします。
19
表示ユニ ツトを天びんの側面に取付け、2個 のね じで
固定 します。 (セパレー トにする場合不要)
レを左図のようにきちんとケーブル溝に納めま
ケーフリ
す。 (セパレー トにする場合不要)
ベースプレー トを元にもどして、3個 のね じで固定し
ます。
次にアングルカバープレー トを 4個 のね じで固定し
ます。
20
水平の調整
水準器 (16)を 見ながら、左右の レベ リングフット (20)
で水平を出します。
ふ
天びんの右手前 にある補助 フッ ト (21)を 回 して、ガタ
ようにします。 (型式 によ り該当しな しヽ
ものがあ り
がな しヽ
ます)
(16)爛
水平の調整は、天びんの前方 にあるレベ リングフットを回
して、水準器の気泡が中央 にくるように調整 します。
◎ ◎ ◎ ◎
雄
印
ときは、左右の レベ リングフット
天びんの前方を上げた しヽ
を同時に右 に回 します。
天びんの前方を下げた いときは、左右の レベ リングフット
を同時に左に回 します。
この場合、右側 の レベ リングフットを右に、左側の レベ リ
ングフットを左に同時に回 します。
この場合、右1貝
の レベ リングフットを左に、左側の レベ リ
」
ングフッ トを右 に同時 に回 します。
注)
ている場合、水平の調整ができ
天びんを設置する台力Y頃しヽ
ないこと力`
ありますのでこ注意 くださしヽ
。
21
その後で、天びん台の表面に踊 虫
するまで補助フット(21)
を下 │ ザ
ます。
電源 へ の接続
AC電 源 との接続には、専用の ACア ダプタをこ利用 く
ださしヽ
。
使用電圧を 220V∼ 240Vな どに変更 したしヽ
、才
場合│よ
プションの ACア ダプタをお買い求め下さい。
ACア ダプタのプラグを天びんの電源ソケットに接続 し、
次いで電源 コンセン トに接続 します。
ACア
ダプタの プラグを天びんの電源 ソケッ トに接続す
る場合、型式によ り以下のようになります。
AC(― MS)/LC(一
MS)シ リーズ (ひよう量 12kg以 下)
の場合
LC34000P(― R/1S)、
LC16000S(― MS)、 LC34(― MS)、
lCシ リーズの場合 :
図のように電源ソケット (18)に 直角 に差 し込んでか ら、
ドライバー でネジを締め込みます。
ACア ダプタのプラグを電源コンセン トに接続 します。
周辺機器の接続
周辺機器 (ザル トリウスプリンタや PC)な どを天びんの
イ ンター フェー スポー トに接続 したり、取 りはすす場合は、
必す ACア ダプタを電源コンセン トか ら抜 いた後 に行 つ
てください。
安全 に 関する予 防策
ACア ダプタは、クラス 2(二 重絶縁)を 満足するもの
ですので、電源 コンセン トの差 し込みに対 して追加の安全
対策を全 く必要としません。出力電圧のガイ ドが天びんノ\
に接地されます。
ウジングに接続されて、動fTB寺
データインター フェー スも電気的に天びん八ウジング (接
地)に 接続 されます。
無線周 波障害 につ いて
注意 !
この装置は、無線周波エネルギーを発生 した り、使用 した
り、放射 します。取扱説明書 にしたがって正 しく設置 して
下さい。
帯電サ ンプルの ひ よう量
静電気に関する問題は、湿度の低 しヽ
環境で起 こります。 こ
のような場所で天びんを使用する際 に、 これらの問題を避
を使用 して
けるために、一般に市販されている帯電防止斉」
風防の内側と外側をきれいに拭います。
プラス
静電気を帯びた比較的大きな直径のガラスまた│よ
チックの容器を、o lrYR9が読 み取れる天びんで使用する
場合、
標準のひよう量皿の代わ りに静電気防止皿 (155rrnm
一
アクセサ リー」を参照)を 使用 してくだ
φ 第 6事 の 「
さし、
ひよう量操作
ウォームア ップ時間
ACア ダプタにより天びんと電源コンセントを接続直後、
た場合
もしくは、電源ヨンセントヘの通電が遮断されてしヽ
には 30分 以上のウォーミングアップをした後、こ使用 く
ださい。
表示部 に表示 される メ ッセ ー ジには、次の ような意味があ ります。
OFF
天びんは今まで電源に接続されていませんで したが、このメッセー ジにより天びん│ま
電源 に接
続 されたことが確認できます。また、スタンバイ中に一時的に天びんへの通電が遮断された場
合 にもこの表示に切 り換わ ります。ウ才一 ミングアップを した後、スイ ッチ ONに より天び
んをこ使用 になれます。も し、 このメ ッセー ジが表示されない場合に│よACア ダプタの接続
をチェックし、接続されている場合 には電源 コンセン トヘの電気の供給をチェックしてくださ
しも
0(ス タ ンバ イ)
臣ロ キー (14)に より、 スイッチ OFFに する と、天びん はスタンバイモー ドにな ります。
天びんの消新鋼 まスイ ッチ ①FF機 能とな り、スタンバイ回路のみ通電状態 になります。 この
場合、 スイッチ ONに よリウォー ミングアップな しです ぐにひょう量できます。
◇ (ビジー )
天びんをスイッチ ONに すると、 しヽ
すれかのキー操作 を行うまで、◇ シンボルが表示 され
ます。天びんを操作中にこのシンボルが表示された場合は、マイク回プロセッサが多忙中であ
ることを恵昧 し、このメッセー ジが出てしヽ
る間は他の命令を処理 しません。
Rlも しくは R2
Rl、 R2は 選択中のひよう量 レンジを示 します。
m
選択したアプリケーションのシンボルを示します (この場合│よ
、ひよう量モード)。
CALi
当該天びんは校正用分銅を内蔵 しております。
24
高 コン トラス トの読取表示 に操作 しやす いキ ー 配列
① ON/① FFキ ー
② CFキ ー :応用ひよう量プ回グラム用
③ テアキー
④ 応用ひよう量プ回グラム入力用テンキー (マスター天びんおよびIACパ ウケージ付 MCl
天びんのみ)
⑤ 匠ロフアンクションキー :応用プログラム用
⑥ 切換えキー
② インフォキー
字開始用
③ プリントキー :E口
③ 匝ロフアンクションキー :応用ひよう量プログラム用
25
表示部のスイ ッチ ONと
OFF(ス タ ンバイモ ー ド)
表示部のスイッチ ONお よび OFFに は、匝囲 キー (14)
を押 してくださしヽ
。
オ ー トチ ェ ック
スイッチ ONに
しますと、才― トチ ェック機能 によ り天
びんの 電子回路は自動的 にチェックされます。表示部 には、
ゼ回点が表示されて才― トチ ェックが終了し、天びん│よ
動
十
年平鍋こな ります。
セ2 回デ
軍: 0 9 / o o 9 / 0 0 0 9 / 0 . 0 0 0 9 / 0 0 0 0 0 9 / O k 9
(各型式による)
風袋 消去、 ゼ 回点 調整
ひよう量時に容器を用いる場合、または表示部がゼロ点を
表示 していない場合は、必すひよう量前に 2つ の区ロ キー
(10)の 内の 1つ を押 してください。
ひ ょう量
1宮]l」88す と
サンプルをひょう昌冊 (1)の 上に載せてください。表示
音居(6)に 安定化シンボルの重墨単位 (“
9",“ k9"ま た
メニュー プログラム」を参照)
は他の選択単位 一 第 2革 「
が現れたら重量値を読み取 つて ください。
26
ひ ょう曇手順
…
…
…
印
。
t約
‐
①FF状 態
R「
nw
n﹂
nw
または
スタンバイの時 に、
区ヨキー を押 しスイッチ ONし ます
デジタル回路を 自動的 にチェックします
(才― 卜 ・チ ェック)
向 向 n
uww
才一 卜 ・チェック終了後、
「◇ 」 とゼロ点を表示します
向 向 向
uUU
函ロキー を押 し、ゼロ点を確認 します
「 」は消えます
◇
◆
'ユ ヨ町 g
n向 向
uU口
g
風袋を載せます
画ロキー を押 し風袋消去 します
サンプルを載せ、 「
9」 サインが表示されてか ら重量値を
影)耳
叉ります
言
g,g tt g
かり込みを行う場合は、メニ ュープログラムの 「
マニュア)開よかり込みモー ド」
粉体や液体の│よ
に設定すると作業が迅速に行えます。 (P41参 照)
ひょう量 レンジ
シングル レンジ
ヽ
62009
0.019
“
型式名 AC(― MS)/LC(一 MS)/IC…
S"型 (たとえ
“ "型
ば AC21lS、 LC6201Sな ど)および LC… 無印
(た
とえば LC821な ど)が シング)レレンジです。 レンジ切
り換えのない広域 レンジが特長です。
最大ひょう量までの全域にわたつて、その読取限度 (たと
えば 0019)で ひょう量できます。
ポリレンジ
(型式 AC(。 MS)/LC(―
ジを 表す)
MS)/iC.… Pの Pは ポ リ レン
荷重量の大」Wこよ り自動的に読取限度の切 り換わる広ひょ
う量 レンジです。
ポ リレンジ型│よ3∼ 4レ ンジに分かれてお り、各 レンジ
におしヽ
て異なる読取 限度 となります。例 え│よ 4レ ンジに
分かれる型式な ら、最終重曇読取値は荷重量の増加にとも
ジットの分解能で表示 されます。
なしヽ
、1,2,5,10デ
(10デ ジット=表 示最終桁の左隣の 桁が読取限度 とな り
ます :こ の場合、表示最終桁│よ
ブランク状態となります。)
荷 重 時 にお いて も い ったん テ アキ ー (10)を 押 す と、
そ の後 は また各 ひ ょう量範 囲 内の読 取 限度 で はか れ
ます 。
28
lQモ ー ドによるはかり込み
(はか り込み量の大小 による
取限度変化)
IQモ ー ドにおいては天びんのひよう墨範囲全域にわたっ
て、ひよう墨ははか り込み墨の 010/。 (他の精度設定 につ
いては第 2事 の 「
メニュー プ回グラム」を参照)精 度、
即ち有効数字 4桁 までの ひよう量が行われます。
約 2k9の 荷重量 に対 しての表示精度│よ1グ ラムで充分で
あるというような場合、切 り換えキー 医ヨ (歴ヨ)(8)を
押 して 01%精 度の第ニ レンジを選択することができます。
'"1電
=│]雪口。
L…
… Ⅲl
l'言
目標重量の はか り込みを行うとき、絶対精度読取限度 の
2219929を
はか り取るよりも、22209を はか り取る方
がはるかに簡単なことです。
!11,,.11,1●
督 ユl χ
ご宮ロユ
g
表示精度を自動的に適応化する IQモ ー ドを選択すること
によって、迅速 に安定性の高いひょう量を行うことができ
ます。
試験 ・研究室などでのルーチンワークにおしヽ
ては、分析精
度を考慮 してひよう量を行うことがよくあ ります。 このよ
うなときに IQモ ー ドはお役に立ちます。例えば分析天び
ん におしヽ
て、サ ンプル 重量が 19以 下な ら小数点以下 4
桁 までの最高精度を必要とするでしようし、一方サ ンフル
重量が loo9以 上もあるな らもっと低 い精度で充分であ
るといえるでしよう。
サンプ)輝 曇の表示炉」 OQモ ー ド010/。
)
1 9 以下
1 0 0 9 め走上
→
―)
098769
12349
他の読取限度 (001%-1° /。
て│よ
)に つしヽ
、第 2章
ニユー プ回グラム」を参照 してください。
「
メ
注)取 引 ・証明に用 いられる特定計量器 には IQモ ー ド
はありませる。
29
キャリブ レーション (感度校正
天びんの設置場所を変更 したとき、も しくは設置環境が変
わ つたとき (温度 。気流の変化な ど)は 感度校正を行う必
要があります。
また分析天びん (ACシ リー ズ)の 場合 には、設置環境
が変わらなくても一 日一回の感度校正が必要です。さらに
きわめて正確にひよう量 したしヽ
場合 には、ひょう量前にそ
の都度感度校正 を行う ことをおすすめ します。
以下に示すような感度校正機能があ り、選択機台日よ表示部
に表示されます。
“
CAL"
“
C-1"
“
C―E"
“
C―t"
“
CALi"
キャリブレーション機能が作動する
内蔵校正分銅によるキヤリブレー ション
タ博呂
基準分銅によるキャリブレー ション
キャリブレーションテス ト
これを表示する天びんは校正用分銅を内蔵
キャリブ レー ションは、区ヨ キー (13)を 使用 していつ
でも中断 できます。
型式ににより校正用分銅を内蔵 しているものと内蔵 してしヽ
ないものとがあ ります。 (x/1Sシリーズ│よ
全て内蔵)
(第6車 のテクニカルデータの項を参照)
注)取 弓│。証明に用 いられる特定計墨器は、校正用分鋼
をす べ て内蔵 してお ります。叉、特定計墨器 はすベ
て外部基準分銅によるキャ リブレー ション及 びキ ャ
リブレーションテス トはできません。
30
内蔵校正分銅 による感度 絞正
匝ロキ ー によ る迅速キ ャ リブ レー シ ョン :
ひょう量皿に何 も載せていない状態 にします。テアキーを
押 し、表示部のゼロ点を確認後、匠コ キー (7)を 押 しま
す。
“
表示部 には C"が 表示 されます。内蔵校正分銅がサーボ
モータによ つて自動的に加除され、校正が行われます。
キャリブレー ション中に振動や風などの影響が大きい場合、
“
エ ラーメ ッセー ジ Err02"カ ミ
表示 されます。 この場合 に
はテアキー を押 してゼ 回点 を確 認 してか ら、も う一 度
生
匠ロキーを押 してや りなおしてください。電子首がキャリ
ブレー ションの完 了を知 らせます。
テアキ ー による 内蔵 分銅キ ャリブ レー シ ョン :
(匠ロキー にアプリケー ションプログラムの機能が設定さ
る場合)
れてしヽ
“
“
C―l"お よび CAL"(匝 コキーの とな りに)が 表示さ
れるまでテアキー (10)を 約 2や猟 押 し続けてください。
ひょう昌mに 伺も載せていない状態 にして、テアキーを押
し、表示部のゼ回点を確認後、匠ロ キー (7)を 押 します。
1讐 [― │
i
︲
′
ゴ′
←
1 1, , 1 1
ギ ロ四
日四
十
日四
,日 四
,同 四
:,
“
表示 されます。内蔵校正分銅がサーボ
表示部 には C"カ ミ
ー
モ タによ つて加除され、校正が行われます。
キャリブレーション中に振動や風な どの影響が大きい場合、
“
エ ラーメッセー ジ Err02"カ ミ
表示されます。 この場合 に
ー
はテアキ を押 してゼ 回点を確 認 してか ら、も う一 度
圧ヨキーを押してや りなおしてくださしヽ
。電子首がキャリ
ブレーションの完 了を知 らせます。
注)内 蔵校正分鋼機能を使用 するとき│よ
、ひょう量皿に
は伺も朝せないようこ注意 くださしヽ
。
取冒 ・証明に用いられる特定計墨器 で内蔵校 正分銅
による校正は、自己補正と定義されます。
外部基準分銅 による感度校正
こ使用の天びんの読取精度 と同 じか、もしくはそれ以上の
精度の基準分銅 を使用 してください。
LC221S、 LC421・ ………………………………………………… 2009
………・
… 5009
・
・
・
・
LC621S、 LC621P、 LC821 … …………・
…
致 濫 棚
掻 劉
…
軸
科
………100009
し
戦000S}…
う
仁
881開
“
`
C―E"ま たは C―l)(校 正用分銅を内蔵の型式のみ)
“
および CAL"(匝 コキーのとな りに)が 表示されるまで
テアキー (10)を 約 2秒 押 し続けてください。
注意 )
“
るときに匝 ]キー (7)を 押すと
C―l"が 表示されてしヽ
内蔵校正分銅によるキヤリブレーションが実 行されます。
校正用分銅を内蔵の型式において、
外部基準分銅 による感度校正を行う
場合 に│よ匠ロキー (12)を 押 して
くださしヽ
。
"を
“
“
C―E"は 外部基準 分銅 による感度校正
表 します。
ひよう量皿に何も載せていない状態 にしてテアキー を押 し、
表示部のゼ回点を確認後、匝コキー (7)を 押 します。外
町﹂何 U
︲
同日
.
中何
U
中何 U
中向 U
︲
5
部基準分鋼の重量値が現れます。
このときに振動や風な どの影響が大き い場合、エラーメッ
“
セー ジ Err02"が 表示されます。 この場合 にはテアキー
を押 してゼ 国点を確認 してから、もうT度 匠コキーを押 し
てや りなおしてくださしヽ
。
ひょう量皿の真中に表示葺量の基準分銅を載せます。
せます。
電子首がキャリフL/―ションの完了をlllら
注)取 引 ・証明 に用 いられる特定計量器は外部分鋼 によ
る校正ができません。
キ ャ リブ レー シ ョンテス ト
(感度校正用分銅を内蔵の型式 のみの 特別機 能 )
天びんの絶対精度は温度 と気圧の変動などによる影響を受
けます。長時間の測定中などにおしヽ
て、要求精度が維持さ
れているかどうか、さらにキャリブレーションを行う必要
があるかどうかを、内蔵液正分銅によ リチ ェックすること
ができます。
“
`℃
C-1"お よび
AL"カ ミ
表示される (表示部の右上に)
ー
までテアキ
(10)を 約 2秒 間押 し続けてください。
匝ヨキー (12)を 2度 押 して、キャリブ レー ションテス
“
ト C―t"を 呼び出します。
ひよう量皿に伺も載せてしヽ
なしヽ
状態にしてテアキーを押し
ます。
“
“
"を
表し
表示部の C―t"は キャリブレー ションテス ト
ます。
ゼロ点の表示を確認 して、 匝コキー (7)を 押 します。こ
こで、サーボモータによつて内蔵液正分鋼が荷重されます。
その後、内蔵分銅と前回校正 されたひょう墨 (グラム単位
のみにおいて瞬間的に表示される)と の偏差が表示されま
曳
キャリブレー ションテス ト中にイ
可らかの悪影響を受けます
“
と、一瞬エラー メッセー ジ Err02"が 表示されます。 こ
の場合 にはテアキーを押 してゼロ点を確認 してからもう一
度 iIコキーを押 してください。 (lFm差
が表示されます。)
注意 )
ゼ ロ点 にお ける 読 取偏 差 が 標 準 偏 差 (当該 天 びん型
式の テ ク ニ カル デ ー タ を 参 照)よ り大 き い 場 合 に は
匠ロ キ ー によ リキ ャ リブ レー シ ョンを 行 う よ う に し
て くださ い。
匠ロキー
:
天 びんは内蔵校正分銅によつて自動的
に感度佼正されます。
もしくは、
匠コ キー
キャリブレーションテス トモー ドを解
ザ 同ロ
︲
同ロ
︲何
U
︼ロ ロ
﹁同 日
l m
除します。
電子音がキャリブレー ションテス トの完了を知らせ、ひょ
う量モー ドに戻 ります。
注 )取 弓 ・証明に用 いられる特定計墨器はキャリブレー
ションテス トが出来ません。
34
インターフェース
ザルトリウスプリンタを使って測定データを記録す
る場合、天びんのインターフェースポー ト ( 1 9 ) に
プリンタのコネクタを接続するだけで使用できます。
公式 の 測 定 装 置 と して使 用 す る 天 びん/ス ケ ー ル に
つ いての 重要な注意事項 :
天びん/ス ケールを公式の測定装置として使用する場合、
承認を受けてしヽ
る周辺機器 しか接続することができません。
しか しながら、公式の測定装置として使用 しなけれ│よ 局け
のディスプレイやパー ソナルコンピュータなどの周辺機器
を自由に接続することができます。
データインターフェースポー トのイ
呆護キャップをはすして
くださしヽ
。
注意 )
ザル トリウスプリンタや周辺機器な どを接続 したり、取り
外す場合│よ
、必す ACア ダプタを電源か ら抜いた後に行 つ
てください。
プ リンタやオンラインコンピュータなとべ のデータの出力
は1石」
キー (11)を 押す ことによ って行われます。
28C1 00 13
せ60 00 9
13ti 80 9
=34 1 8 8
プ
ては第 2華 の 「
特別な デー タ出カパラメータ等につしヽ
ー
リント出力、デ タ転送の利用」を参照 してください。
ピン酉移」
、データ出力または入カフォーマツト等のデータ
ー
イ ンタ フェー ス に 関する詳細 は第 4草 の 「
イ ンター
ー
フェ スの解説」を参照 してくださしヽ
。
床下ひよう量
)
◎
Vl
ン
・
◎◎
>⑥
0し /′
①
天びんに働末下ひょう墨用 フックを装備 (型式 による)し
てお ります。 (ひょう量 12k9以 上の LC(一 MS)及 び IC
アクセサ リー」の項 を
シリー ズについては、第 6章 の 「
参照)し てください。
天びん底部の回転 プレー トを回転すると開口吉田こフックが
見 られます。
このフックにワイヤーを取 り付け、サ ンプルを液体中につ
るして、ル優動則定などができます。
注)床 下ひよう量を行なうときにはサ ンプル容器 (バス
ケッ トなど)や サ
ヨヘ 気流な どの 影響を防止する (特
に分析天びんの場合)た めの風除を設計製作する必
要があ ります。
盗難防止
た盗難 防止器具用接手
天びんの水準器の とな りに穴のあしヽ
(17)を 備えております。
この接手の穴 にチェー ンを通 して、錠とのセ ツトにより盗
難防止を施す ことができます。
36
第 2章
メニュープログラム
概要
ザル トリウス天びんは単に 「
ひょう量する」 だけのものではあ りません。
てもひよう墨できるように適応 したり、各種アプリケー ショ
不適当な天びんの設置環境におしヽ
ー
ンのために重墨デ タを処理するなど、天 びんは演」
て、 「
定プ回セスにおしヽ
考える」 ことがで
きます。
メニュー プ回グラムによって、天びんの設置環境 とひよう量 目的 。各種用途 に対 して的確 に対
応することができます。
出葡時には天びんは標準条件下での使用に最適なメニュー ヨー ドに設定されてお り、
ひょ
単に「
一
ー
ー
う墨する」だけならばメニュ ヨ ドを 切変更する必要はありません。特定の機能を選択す
るためには個々のメニュー ヨー ドをセ ットすることが必要です。
“ネ"は
、工場出荷時設定のメニュー コー ドを示 します。それぞれのメニュー コー ドを設定す
“ホ"の
ることによ つて
ない機能の選択ができます。
付 いてしヽ
数多くの コー ドを選択 して、たとえ、 これらの設定 ヨー ドをすべて消去 してしまったとしても
心配いりません。簡単 に工場出荷時設定のメニュー ヨー ドに戻すことができます。
ここにメニュー コー ドのセッ トの仕方を理解するのに役立 つ例を示 します。
さしヽ
。
/\ ヽ
樹上の一端の ワん こをこ覧ください。
ここで、この りん こがどこにあるかを人に説明する場合、4司
番目の樹の 司番 目の大校の、何番
目の小枝かを示さなければならないでしょう。 しかるに 3番 目の樹の、1番 目の大枝の、3番
ます。
目の小枝 にあ ると示 しますね。 これをメニュー ヨー ドで表現するなら、313と
言 しヽ
簡単に表現できますね。
メニ ュー コー ドの選択 ・設定
特定の機能を選択するには、それぞれのメニ ューコー ドを
設定する必要があります。
コー ドを変更するためには 3段 階あります。
一 メニ ュー の呼 び出 し
― コー ドの設定
― ヨー ド設定の 固定 と保 存
キーはメニュー コー ド、機能の設定に使用 します。 コー ド
の設定時 には表 示部の矢印が設定の方向を示す 4種 類の
キーを使用 します。
く医ヨ (歴∃)お よび >区 ∃ =左 および右 に移動する。
A匝 コ および V旺 ヨ =そ れぞれ 1回 押すことによ つて
数字を 1だ け増加および減少。
=コ ー ド設定を確認する。
斗
匝 璽 □
=コ ー ド設定を保存 し、メニュー を
回
終了する。
さあ、設定をや つてみましょう。第二 ひよう量 レンジにお
“
いて、グラムから k9"へ の単位変換 コー ド :313に
してみま しょう。
メニ ュー の 呼び出 し
― ON/OFFキ
ー により ①FFに します。
一 ON/OFFキ
ーにより ①Nに します。
一表示部 にすべ てのセグメン トが表示されてしヽ
る間に、テ
ァキ_ネ (10)を 押 します。
一も し一 L一 が表示された場合 には、以下の ようにメ
ニュー ロックを解除 します。
一本体の前面右側の保護キャップを取 り外 します (ひょう
墨 レンジが 12k9以 下の天びん)。
一メニューアクセススイッチ (5)が 見えるように苗面
(ま
た│ま
侵」
画)の左側にある大きなね じを取 り外 します (ひょ
う量 レンジが 12kgを 超え る天びん)。
一スイツチ (5)を 矢印の方向に切 り換えます。
キ=ひ
よう墨が 12k9を 超える LC(― MS)シ リー ズ及び
`T〕
iCシ リーズでは
ラベルの上を押 してください。
38
一匝ロキーを 2度 押 して左側の番号を “
3"に 変更 します。
苗苗
一区ヨキーを押 して莫ん中のコー ド番号 に移 します
。
―もう一度 区∃ キーを押 し “
31"か ら右側のコー ド番号
に移 します。
たコー ド番号
(このときヨー ド番号は前に設定されてしヽ
を表示します。)
一匠ロキー を押 して右側のコー ド番号を “
3"に 変更 しま
曳
"を
一 “
区画
押 してコー ド設定を固定 します。
注意 )
“
このとき、 コー ド番号の右側 に o"カ ミ
表示されます。
―今、設定 したコー ドを保存するために区 キー を押 し
コ
ます。
実際に設定されているメニュー コー ドは最後の番号の右側
“
に表示される小さな o"で 確認できます。
設定メニューコー ドを続けて変更 したい場合 には、変更後
に匠ロキー を押さすに区ロ キーを押 してから次の設定 に移
り、最後に区ヨ キーを押 して終了 します。
39
メニ ュー プ ログ ラムの ロ ック :
′
,
設定メニ ュープログラムをメニ ューアクセススイッチによ
り国ックするのを忘れな いようにしてください。 ロック状
"力
“
筋 されます。
態で│よ 一 L―
変更 したメニュー コー ドは逐一 回ックすることもできます
が、最後 まで変更操作を行 つてから回ツクするようにして
くださしヽ
。
注意 )
プ回グラムメニュー でコー ド 811に セッ トした場合に
はメニューアクセススイッチを向か つて左1貝
に切 り換え て
」
もロックされません。 回ツクする場合、812を
して下さい。
セ ット
変更 したメニ ュ ー ヨー ドのす べ てを元 に戻す方法 :
リセ ッ ト機 能
リセ ッ ト機能 によ り、変更 したメ ニュー ヨー ドをす べ て
“つ
で示される元の工場出荷時設定に戻す ことができま
す。
この リセ ットを行うためにはヨー ド9-1° を選択 します。
40
ヽ
メ
ラメータ
天びんの
天びんの設置 環境 へ の対応
テクニカルデータ」参照)。
設置環境 に応 じて測定時間 (働 崎間)を 変更することができます (「
ヨー ド
時間
非常 に安定条件の場合
1 1 1
安定条件の場合
1
1
2
1/8
不安定条件の場合
1
1
3
1/4
非常 に不安定条件の場合
1
1
4
9﹂
標準 ひ ょう量モ ー ド ー
1/16 sec
マ ニ ュアル はか り込みモ ー ド
へ の荷重 に対する変動を補償 して表示するた
マニュアプ
以まか り込みモー ドにおいて│よ
、天び方」
め、よ り安定性の高 い読み取 りを行うことができます。
標準ひょう量モー ド
マニ ュアル はか り込みモー ド
自動安定検出器感度
天びんに荷重後一定の安定検出幅に入って、安定状態を検出すると安定検出器 (9叉 は単位
記号)力凌 示されます。(1デジットは読取り値をさします)
コー ド
十/― 安定検出幅
ツト
025モ デシ〉
1
3
1
05デ ジット
注1)
1デ ジット
注1)
2デ ジット
注1)
4デ ジット
注1)
8デ ジット
1
3
2
1
3
3
1
3
4
1
3
5
1
3
6
*=工
場出荷時設定 (型式 による場合があ ります)
注 1)取 引 ・証明に用 いられる特定計量器にはあ りません。
41
自動安定検出器の延引
この設定により、分析天びんなどのひよう量室内に発生する気流の悪影響を緩和するなど(千
渉ファクターを補償します。だだし、自動安定検出器 (9)は 遅れて表示されます。
延 ヨ│なし
短い延引
延引
長 しヽ
かな り長い延引
テアパラメー タ
天びんのゼ回点調整、風袋消去を行うとき、次のいすれかの選択 ・設定を行うことができます。
常時可能
注1
表示が安定状態に達するまで表示されない
安定時のみ可能
オー トゼ回機能
“
"と
天びんには 才― トゼロ
して知られるゼ回トラツキング機能を装備しておりますので(ゼ
回点の表示が大変安定しております。この機育
目よメニューコー ドにより解除することもできま
す。
コー ド
牙― トゼロ ON
牙― トゼ ロ OFF注
2
1
6
1
6 2
1
ホ=工
場出荷時設定
注 1)取 弓│・証明に用いられる特定計量器 にはあ りません。
注 2)取 引 ・証明に用いられる特定計量器では才一 トゼロ oFFに 設定されています。
42
3レ ンジのひよう量
工場出荷時メニ ュー コー ドによる使用の場合、医 ヨ ([夏⊃ 切 り換えキー によって、第一 レン
ジ (Rl)と 第ニ レンジ (R2)を 相互 に切 り換える ことができます。
メニュー コー ドによ り 3レ ンジにセ ットした場合も、各 レンジの選択 は E亘](優ヨ)切 り換
えキーを押 して行しヽ
ます。
ひ ょう量 レン ジ数の 設定
コー ド
匡ヨ (匝∃)キ ーをブ回ック/1レ ンジ
2
1
1
2レ ンジ
2
1
2
3レ ンジ
2
1
3
切り換えキーを押して選択するレンジは表示部の IDコ ー ドによつて表示されます。この ID
はメニューヨー ド設定 により次のようになります。
I D コー ド
一
第 レンジ 1 第ニレンジ 1 第三レンジ
2レ ンジの場合
Rl
3レ ンジの場合
R2
なし
Rl
R2
重量単位
天びんの ON/OFFキ ー を ONに
単位が第一 レンジとな ります。
したときの表示単位が 「
初期重曇単イ
Lと
な ります。 この
メニュー コー ド設定により、各ひよう量 レンジにおしヽ
て異なる単位を設定することができます。
天
設定重曇単位の種類によ つては、最終桁まで表示されな い場合があります (例 :0 1 rlngの
びんでキログラムを設定 した場合)
*=工
場出荷時設定
注)取 引 。証明 に用 しヽ
られる特定計墨器 には 3レ ンジのものはあ りません。叉、重量単位
の設定は 9し かできません。
43
重量単位の設定
シンボル
グラム
*
グラム
キログラム
ネ
第一レンジ 1第ニレンジ 1第三レンジ
0
1
7
1
3
1
1
3
3
1
9
1
7
2
3
1
2
3
3
2
k9
1
7
3
3
1
3
3
3
3
1
7
4
3
1
4
3
3
4
カラット
ミリグラム
ヨード
O
1 7 13
3 113
3 3 13
コー ド 171、
ユー ザ十二十 ズに応 じていつでも他の単位をプ回グラミン
311、 331は
ー
グできるようにリザ ブされてお ります。標準く工場出荷時の単位 はグラムです。
“
ミリグラム単位設定などにおいては、自動安定検出器は o"の 表示にな ります。
重曇単位のシンボブ
朗こついては、表示部への表示とザル トリウスプリンタなどの出力が異なる
ものがあ ります。
て│よ
次に示すものにつしヽ
、表示は上の表の通 りですが、 プリンタなどへの 出力は以下のように
な ります。
表示
ミリグラム
*=工
出
力
o = m9
場出荷時設定 (型式 による場合があ ります)
表示 モー ド
必要に応 じて表示モー ドを選択することができます。工場 出荷時設定メニュー ヨー ドは第一 L/
ンジにおいて当該天びんの最高精度の読取限度を表示するように設定されております。各ひよ
う量 レンジのメニュー コー ド設定は次のペー ジの表に示 してあります。
安定時の みの ひ よう量値表示 モ ー ド
メニュー ヨー ド251を
設定 して、荷重 してか ら安定時のみのひよう量値が表示されるよう
―一"
にすることができます。各 レンジともにひよう副 直が表れるまではスペシャルシンボル “
ー
ー
が表示されます。工場出荷時の標準モ ドはヨ ド252(常
時表示)に 設定されてお りま
す。
ひょう量値表示モー ド
コー ド
ひようヨ 直が表われるまではスペ シャルシンボル
“――
常時表示
2
5
1
2
5
2
荷重量変化時最 終桁 不表示
天びんによリー貯量をはかり取る場合などにおしヽ
て、激しい荷重変イ
掛寺は最終 将]よ表示されな
いようにして、迅速性を高めます。変化が少なくなると最終桁も表示されます。
ラウン ドーオフ機能
よ り迅速な表示を行な いたい場合に当該天びん読取限度の最終桁を 2、5、10デ ジットの読取
限度に変更する ことができます。loデ ジットの場合 はすなわち最終桁が表示されないように
なります。
lQモ ー ド (はか り込み量の 大小 による読取 限度変化 )
IQモ ー ドお いては天びんのひよう量範囲全域 にわた つて、はか り込み量の大小による読取限
度変化が行われます。
表示精度に対応するこのモー ドを使用することによって、ひょう量 レンジ全域にわたって 1°
/。
から 0.01°
/0の間の読取限度が選択できます。3レ ンジの各 レンジに異なる IQモ ー ドを設定
することができます。選択 した精度は、アプリケー ション表示部の上部右端 に表示されます。
・=工
場出荷時設定
注)取 引 ・証明に用いられる特定計墨器 には、ラウンド牙フ機能及び IQモ ー ドはあ りませ
ん。
45
ポリレンジ機能 (シングル レンジの型式の場合のみ)
ポリレンジ機能によつて荷重墨の大小により自動的に読取限度の切 り換わる 3レ ンジ型にす
にともなしヽ
ることができます。すなわち、荷重量の増カロ
、最終重量読馴 直は 1、2、5デ ジッ
つたんテアキーを押すと、その後はまた各ひよ
トの分解で表示されます。荷重時においてもしヽ
う量範囲内の読取限度ではかれます。
かり込みの場合に利用すると便利です。
ポリレンジ機能も│よ
コー ド
一
第 レンジ 1第ニレンジ 1第三レンジ
表示モー ド
*1
8
1
荷重量変化時最終桁不表示
1
8
2デ ジットの読取限度
1
5デ ジットの読取限度
3
2
1
3 4
1
2
3
2
2
3 4
2
8
3
3
2
3
3 4
3
1
8
4
3
2
4
3 4
4
10デ ジットの読取限度
1
8
5
3
2
5
1°
/。
米
罰受
1
8
6
3
2
6
05°/。
精度
1
8
7
3
2
7
3 4
7
02%精
度
1
8
8
3
2
8
3 4
8
01°/。
精度
1
8
9
る 29
3 4
9
005°/。
沐
譲
1 8 10
3 2 10
3 4 10
002°/。
沐
罰受
1
3
3 4 11
001°/。
沐
罰受
1 8 12
3 2 12
3 4 12
ポリレンジ機能
1 8 13
3 2 13
3 4 13
最高精度の読取限度
*=工
8 11
2 11
3 4 5
*3 4 6
場出荷時設定
注)取 ヨ│・証明に用 いられる特定計墨器 には、第一 レンジ第ニ レンジはありません。又、最
高精度の調 又限度汲 び荷重墨変化B報 終桁不表示 しかありません。
46
キャリブレーション機能
メニ ュー ヨー ドの設定 によって、次のキャリブ レー ション機能を可能叉は不可 にすることがで
きます。
―夕博ほ
C―
基準分銅 によるキヤリブレー ション
一テアキー による内蔵分銅キャリブレーション
C―
―キヤリフレ ー ションテス ト
C―
Eの 表示
lの表示
tの 表示
ただし、メニューアクセススイッチを回ック解放状態 してお くと (一C一 の表示状態)、外部
基準分銅 によるキャリブレー ション不可のメニュー ヨー ド 192を
機能
設定 しても、これ│よ
しません。
外部基準分銅 によるキヤリブレー ション
弔 ヒ
利
テアキー による内蔵分銅キャリブレー ション
コー ド
可能
1101
利
1102
キャリブレーションテス ト
コー ド
可能
1 11 1
利
1
11
2
デ
キ)特 庫言
フ │ノシ 司ン展てド
テ ス 田 ま出来 月世
定計量器は外部分銅に るキ ャ │リ
匠ロキ ー による迅速 キ ャ リブ レー シ ョン
校正用分鋼を内蔵する型式にお いてはゼ 回点を確認後 匝コキー を押すだけの 「
迅速キャリブ
レー ション」を行うことができます (工場出荷時設定)。この 匝コキー による 「
迅速キャリブレー
ション」機能を 「
キャリブレー ションテス ト」機能 に変更することができます。また、 コー ド
1102ま
たは 1112を
選択 しても、これ らの機能 を動作 させることができます。
匠コキーの機能
コー ド
弁
率
様
艶台ヒ
2
2
1
CAL I")
内蔵分銅キヤリブレーション (“
2
2
5
キャリブレーションテス ト (“
CAL t")
2 2 6
キ=工
場出荷 時設定 (型式 による場合があ ります )
47
プリン
力
データ
用
ザル トリウス天びんにはインターフェースを標準装備 しております。
ザ)レトリウスプリンタや コンピュータをインター フェースポー トに接続 してプリントデータを
出力させたり、 コンピュータ にデータ転送させたりすることができます。さらに、天びんから
プリンタや コンピュータ ヘの出力は自動的に行うか、天びんのプリントキー によつて行うか、
選択することができます。
メニュー コー ドによリデータ出力のパラメータを種々設定することができます。
ピン酉夢」
、入カフォーマ ット等のデータインター フェースに関する詳細 は第 4事 の 「
インター
フェースの解説」を参照して ください。
デ ー タ出 カパ ラ メー タ
このパラメータ には自動安定検出器の点灯時 に出力させる方法と、自動安定検出器 とは無関係
に出力させる方法とがあ ります。
外部命令による出力 =プ リン トキーを押すか、ソフ トウェア命令を受領 したとき
データ出力
ー
=常
オ ト出力
時連続デー タ出力
コー ド
安定検出器と無関係 に外部命令による出力
6
1
1
安定検出器の点灯時外部命令による出力
6
1
2
安定検出器の点灯後のみ外部命令による出力
6
1
3
安定検出器と無関係 にオー ト出力
6
1
4
安定検出器の点灯中オー ト出力
6
1
5
オー トデー タ出力
プリン トキーを押すことによってオー トデータ出力をストップしたり、スター トさせることが
できます。
また、オー ト出カモー ドにおいて、オペ レータによる操作ミスを避けるためこの機能をブロッ
クすることができます。
コー ド
区ヨキーによリオート出力をストップ/ス タート
6 2
才― 卜出力のス トップは不 D」
6 2 2
キ=工
場出荷時設定
48
1
設定 イ ンタ ー バル によるデ ー タ出力
才一 卜出カモー ド (設定メニュー コー ド 614)の
場合、下表の メニュー コー ド設定によ り
ー
ー
に
されるデ
タのインタ ノUレを変更することができます。
自動的 出力
才一 卜出カインターノ∪レ
ヨー ド
表示 シーケンスの 1倍
6 3
表示 シーケンスの 2倍
6
表示 シー ケンスの 5倍
6 3 3
表示シーケンスの 10倍
6 3 4
表示シーケンスの 20倍
6
表示 シーケンスの 50倍
6 3 6
表示 シーケンスの 100倍
6 3
1
3
2
3
5
7
デ ー タ出力後 の オ ー トテア
ー連のサンプルや製品のひよう量時、演」
定の終わ つたひよう量物をひょう墨皿か ら降ろさすに
次の演」
定を したいときに便利 です。
一才ンラインコンピュータに重量が プリン トアウトまたはデータ転送されたサン功 以よひよう
昌mの 上にそのままにしておく。
一オンラインコンピュータに重量が プ リントアウトまたはデータ転送されたイ
ゑ 自動的 にゼ回
点調整 (風袋消去)さ れる。
一次のサンプルをひょう暑冊に載せる。
牙― トテアを行わな い
出力と同時 に自動的 にゼ回点調整 (風袋消去)
ネ=ェ
場出荷時設定
49
デ ー タ lDヨ ー ド
重曇、個数、パ ーセン ト値などを識別 ・確認するために、 これらのイ
直の前にコー ド文字がプリ
“
ントアウトまたは表示されます。lplえ
│よ 重量の前にプリントアウトまたは表示された N"
IDデ ータコー ド無 し」でコー ドを設定すると、
はそれが正昧重量値であることを表 します。 「
正昧重墨、パーセン ト結果、カウンテ ィングの結果だけが出力されます。アプリケー ションプ
ログラムのデータ IDコ ー ドについては、「
アプリケーシ ョンプ回グラム」を参照 くてください。
ー
ー
ヽ
よIDヨ
キヤラクタフォ マ ットにつして十
ドが無付加の場合 16キ ヤラクタ、付加の場合 は
22キ ヤラクタとな ります。
コー ド
デー タ出力時の IDヨ ー ドの有無
範小
7
2
1
有
7
2
2
*=工
場出荷時設定
ネネ =IACバ ー
ジョンの工場出荷時設定
50
その他の機能
数多くのメニューコー ドの設定によ り、その他の各種機能を作動 させた り、また、それを無機
台ヨヒしたりすることができます。
メニ ュー アクセ ス機 能
天びんのメニューアクセススイッチを切 り換えてメニュー ヨー ドの変更が不可能な状態 にして
も、その変更をできるようにすることができます。 この場合メニューアクセススイッチをいす
れに切 り換えても 一 C一 が表示されます。 したがつて、メニ ュー アクセススイッチの設定ポ
ジションに関係なくいつでもメニュー コー ドの設定ができます。
メニュー コー ド変更の可、/1・
則
コー ド
常時変史 El」
能
8
1
1
メニューアクセススイッチの設定 による
注)取 引 ・証明に用 いられる特定計墨器にはこの機台ヨよあ りません。
8
1
2
電子音
もし不要なら、電子音をまったく聞こえないようにすることができます。
コー ド
電子者の有無
8 2
有
1無
1
18221 1
キ ー の ブ ロ ック
表示部周辺パ ネルにあるキー類を o N / o F F キ
ーを除いてすべ てブ回ックすることができま
曳
キー機能
コー ド
機能状態
8
3
1
ブロック状態
8
3
2
*=工
場出荷時設定
リモ ー トコン トロー ル 用 ユニ バ ー サルスイ ッチ
ユニバーサルスイッチを接
当該機能の リモー トコン ト回―ル用としてインター フェースに夕博悟
ー ヨー ドを設定 します。
ニュ
ことがで
メ
きます。この機能を作動させるためには下表の
続する
コー ド
帯
艶台彰
プリン ト
8 4
テア (ゼロ点調整、風袋消去)
匠ロキー
8 4 2
匝ヨキー
8
1
4
3
8 4 4
アナログ表示 :バー グラフ/マ ーカー
バーグラフがアナ国グ表示されます。
メニューヨー ドの変更によつ
エ場出荷時設定 におしヽ
ては、
一
ー
ー
ー
て、このバ グラフを 切消去したり、または 2点 のマ カ が移動する表示にすることが
できます。
コー ド
アナ回グ表示
`
│い クラフの消去
8 5
バーグラフ
8
5
2
マーカー
8
5
3
1
パ ワー ONモ ー ド
動作モー ド、ライ ン電流、バ ッテリー動作または連続動作によ り天びんのパワー ONモ ー ド
を変更できます。
スタンバイとなつて
ON=≧
①N/OFFキ ー機能の工場出荷時設定 │よ:(パ ワー)① FF―
おります。
これを ON:立
たり天
(パ ワー)① FF切 り換え コー ドに設定すると、ACア ダプタを抜しヽ
びんへの通電の遮断があつた場合 ①FFの ままになります。天 びんのスイツチを OFFに した
スタンバイ」 モー ドにはな りません。 この 設定 では、天 びんは匝ロキー を使用 して
場合、 「
ONお
よび OFFに する ことができます。
ネ=ェ
場出荷時設定
これを ON=主 スタンバイ切 り換えヨー ドに設定する と、ACア ダプタを抜 しヽ
た り天びんヘ
の通電の遮断があつて、復帰 した場合 自動的 にパワー ONの 状態 にな ります。
また、オー トマチツクパワー ONに 設定すると、ACア ダプタを抜いたり天びんへ の通電の
遮 断があ つて復帰 した場合、さらに、匝ロ キーを押 しても、自動的にパワー ONの 状態 にな
ります。この設定 にすると匝ロキー によ り、もう天びんをパワー OFFの 1犬
態にする ことはで
きません。
パワー ①Nモ ー ド
①Nご
(パワー)① FF―
ー
①N=と
(パワ )① FF
スタンバイ
│ ON三 =ス タンバイ
才一 トマチ ックパ ワー ①N
オ ー トオ フ機 能 (コー ド 862設
可能なバ ッテ リオ プシ ョン)
定後 の 自動遮 断 (バッテ リセ ー バ ー )ま た は再充 電
外部充電式バ ッテ リパ ックを使用 している場合、 この機能を ①Nに してバッテ リの再充電回
数を減 らし、バ ッテ リ動十
制寺間を伸ばす ことができます。2分 間以上 ひょう墨値が変更 しなか つ
“
"が
た場合、またはこの間にどのキーも押さなか つた場合に、 ◇
表示されへさらに 2分 間
天びん力ヽ
弱 されなか つた場合、天びんへの通電は遮断されます。
オー ト才フ機能
コー ド
8
ON
18
│ OFF
注)特 定計量器にはバ ッテ リは使用 できません。
バ ックライ ト表示
設置場所 に応 じて、バ ックライ トを消したり、つけたりする ことができます。
1 消す
*=工
場出荷時設定
7
1
リセ ッ ト機能
この機台圏よ、すべてのメニュー コー ドをリセ ットして元の工場出荷時設定 に戻 します。
この機能 を動作させるに│よ
、メニュー ヨー ド9-1° をセットし区田キーを押 して確認を行い
ー
ます。 このコ ドを保存するためには 区ヨ キーを押 します。
リセ ット機能
ヨー ド
郵 乍
9--1
不 則
9--2
Ⅲ=工
場出荷時設定
第 3章 ア プリケ…ションプログラム
百般的な通常ひょう量機能に加えて、A/1Cl天びんテクノ回ジー には実験室や工場 において面
倒な仕事に応用すると便利な各種プログラムが標準装備されてお ります。
しヽ
力Hこス ピーデ ィで正確であるか、このカウンティング (個数算出)や 重墨の °
ひよう量変換
/。
などを実際に試 してみてください。
オプションの IAC応 用ひよう量プログラム付の MCl天 びん、マスター天びんをお使しヽ
の場
合は、動物 ひょう量などのさらに複雑な応用ひょう量が可能です。第 5事 「
マスター天びん
および IACパ ツケー ジ付 MCl天 びんの補足取扱説明」を参照してください。
この説明では、アプリケーシ ョンの簡単な例を示します。
111だ ッ
'1,1古
・
母
│
rgN“
ll_― iSIユ
テアメモ リ (風袋重量を保存 し、正昧重曇との合計量の演
算ができます)
向
H
四%
,商
エ
・﹁︱
﹂
%ひ よう量 (基準重量をパーセントに演算)
ザ 同日
,
同四
.
,同
四
l m
過不足チ ェックひょう量 (基準重量に対する偏差測定)
カウンテ ィング (1回
数算出)
これらのプログラムを組み合わせることもできます。
55
アプリケー ションプ回グラムや他の特別な機能を選択する場合は、メニューで必要なコー ドを
`
メニュー プ回クラム」で詳 しく説
設定 してくださしち メニ ュー コー ドの設定方法は第 2事 「
ます。また第 6事 の 「
メニ ュー コー ドー覧」をこ参照くださしヽ
明されてしヽ
。
特定の プ回グラムを実行 した り、データを表示またはプリント出力するための設定について│よ
、
コー ド表にリス トされてしヽ
ます。
他の プ回グラムに変更するためにコー ド設定する場合、また他の人が使用 していた天びんを使
“
"を
用するする場合に│よ
、ます リセ ット機能 ヨー ド9-1°
選択 し工場出荷設定コー ドに戻
してください。
共通機 能
匝□、区コ 、医 ヨ (歴ヨ)の 各キー は個々の プログラム によつて異な つた働 きを します。
圧コと匝ヨキーの機台ヨよ、表示部 に表示 されます。
匠ロキ
ー
匠ロキーは現在使用中の機能をクリアした り、プ回グラムをリセ ットします。
CFキ ー機能の設定
すべ てのキー機能をクリア
ー
I CF十 フアンクションキ による選択ク リア
ヨー ド 242の
説明
ヨー ド242を
選択することにより、特定の機能をク リアできます。
区□ 十匠コで区コクリア
匠□ +匝 コでIヨ クリア
辛=工
場出荷時設定
56
1
2
イ ンフ ォメー シ ョン、 プ リン ト出力、デ ー タ転送
インフォキー 匡□ には 2つ の機能があ ります。
一瞬B謝甲した場合 :イ ンフォメーションの表示、保存されたデータの印字、転送を します。
一長 く押 した場合 :%ひ よう量プログラムの基 準パーセン ト値やカウンティング
(個数算出)
プ回グラムの基準サ ンプル 個数な どを呼び出 します。 (詳しくは各 プ回グ
ラムの説明の項を参照して下さい)。
匝ヨキーを軽 く押 して下さい :
"が
表示部 に現れ
インフォメー ション機能を呼 び出 し、笥
ます。
さらに、匠□または匠∃ キーを押すと、各ファンクション
キーのメモ リー に保存されたデータが表示部に呼び出され
ます。表示される内容は、選択 したプ回グラムによります。
!l l pCsL__、
′L 「
│
伊」:カ ウンティング (個数算出プ回グラム)
表示 :基準サ ン功 И固数
甲写 g
EE rョ
∩Ref
t xxxxxxx pCS
wRef tt xxxxxxX 9
出カパラメータは
ヨー ド722の
設定
表示 :基準サンプル重量 (単重)
インフォキーを押 してから区ヨキーを押 して下さい。デー
タはインター フェー スを経由して出力 (印字または転送)
されます。 この場合、 プリン トシンボ)以よファンクション
“
キーカ半甲されるまで i"の とな りに表示されます。
インフォ 十 ファンクションキー →
メ モ リに保存されたデータを表示
インフォ 十 プリン ト 十 フアンクションキー →
保存されたデータの表示 と印字
プリン ト出力またはデータ転送の説明 につしヽ
て│よ
プリン ト出力、データ転送跡 」
、第 2章 「
用」
ー
ー
を参照 して下さい。第 3章 の例では、イ ンタ フェ スを通 してプリンタに印字 されるデー
タを示 してあ ります。
57
テアメモ リ
“
量を保存するために 匝コ キー (表示部に TAR"の
値力Y呆存されるときに表示されるシンボル :Net
1睫
表示)を 押 して下さしヽ
。
天びんは自動的にサ
副袋消去されヘゼ回点からのひよう墨が開始されます。
風袋重量 ―正 昧重量 ―総重量 :表 示/デ ー タ出力
コー ド 222
lTlで
使用されるメニューヨー ド :
テアメモ リ
2
2
2
デー タ IDヨ ー ド
7
2
2
自動データ出力
7
1
2
周俊 重畳
7
3
2
または、 この 出カノミ
ラメー タを選択 できます 。
│ マ
ニ ュアルデータ出力
17 1 11
アプリケー シ ョン :風 袋重量、正昧重量、総重量の表示およびデータ出力/印 字
操作引 ‖
影/キ ーi果
作
回
データ出力/印 字
0009
、 国
ひよう墨冊の上に容器を載せる
22659
風袋消去する :(TAR)回
0 009 Net
Tl
+
22659
容器にサンプルを入れる :区∃
十
250 249 Net
Nl + 250249
CF、 区∃
十
272899
N
データ IDヨ ー ド
Tl
I Nl
+ 272899
恵lll
メモリに保存されている風袋重量
十
22659
十
250249
正昧重量 (風袋 重畳を含まない)
十
272899
総重量 (1薩
58
墨十正昧葺暑)
―
」
正味合計 (各正昧 ・累計重量)
ヨー ド 222
`TAR"の
匠ロキー (表示部 に
表示)を 使 つて、はか り込みするそれぞれの コンポーネント
を保存 して下さしヽ
。重量を保存するたびに天びんは自動的 に風袋消去され、その者[贋ゼ ロ点か
らのひよう量が 開始されます。
lrlで
使用 されるメニュー コー ド :
テアメモ リ
2
2
2
デー タ IDヨ ー ド
7
2
2
自動 データ出力
7
1
2
7
3
1
または、 この出カパラメータを選択できます。
アプリケー ション :実 験室または生産ラインにおける単純な調含 ・配含
データ出力/印 字
操作引 ‖
ジ キー操作
ひよう曇冊の上に容器を載せる
回
、
22659
0009
国
最初のコンポーネン トのはか り込み
イ
呆存 :(TAR)匝 コ
41619
0 009 Net
2番 目の コンポーネ ントの│よ
か り込み
イ
呆存 :(TAR)圧 コ
Nl +
4`619
60339
0,009 Net
上記を繰 り返す
xxx xx9 Net
Nl + 601339
Nl + xxx,xx9
はか り込み終了および正昧累計
重量の出力 区ョ、区∃
データ IDヨ ー ド
60339
I Nl
IN
272899
+ 272899
恵昧
各成分重量
正味重量合計
N
+ 272.899
%ひ ょう量
このプログラムは基準重量の設定パーセン ト (5、10、20、50、100%設 定も しくは 1∼
/。
の任意整数°
999°
/。
)に 応じてサンプ)輝 曇をパーセントで示すものです。
基準重量表示は、メニュー設定パーセン トとして保存されます (工場出荷時設定は 100°
/。
)。
このパーセントを変更するときは P62を 参照 して下さい。 (基準パーセン トは、基準サンプ
ル重曇力Y締 されてしヽ
ないときに限り示されます。)
重塁変化のパーセン ト渦嵯
コー ド 215
例で使用されるメニュー コー ド :
1
一
も
7
2
7
1
つ“ 2
基準%と 基準重曇
2
°
/。
ひょう量
データ IDコ ー ド
または、この出カパラメータを選択できま
す。
基準重量のみ
17 1 3
アプリケーション :サンプル処理後の測定 (サンプル乾爆処理後の変化など)
i剰乍詞 隕/キー操作
データ出カ イ
E日
字
ひよう墨皿に容器を載せる
22659
圧
至
:ヨ
、[ [ Z : ] : ] [ ]
0009
容器に準備されたサンプルを入れる
4619
pRef
Wxx°
/。
十
1 0 0 0 °/ 0
十
基準重量を 100°
として保存
/。
する :(STO REF)Iヨ
水分の分析はここで 区田 を押す
1000/。
4.619
サンプルの入 つた容器をF4Aろ
す:
サンプルを処理
容器と処理後のサンプルを載せる
Q
十
725°/。
十
725°/。
十 十
サ ンプル処 理 後の重量表示 :
3349
3349
二≦
垂
亘
∃)
王
□(匠
□
デー タ IDコ ー ド
pRei + 100°
Wxx°
/ 。+ 4 6 1 9
Prc + 725°
N
+ 334q
恵昧
/0
/o
+ 72.5° /0
華 '\一セン ト
正昧基準重墨
処理後のパーセン ト
処理後の正昧重暑
60
3349
ヨー ド 215
粉末 ・粒状物質などのふるい射 暇庇
例で使用されるメニューヨー ド
°
ひよう量
/。
データ IDコ ー ド
十基準重墨
基準°
/。
テアメモ リ
各成分重曇の出力
2
1
5
7
2
2
7
1
2
また│よ
、この出カパラメータを選択できま
す。
│,3♀
基準重量のみ
17 1 3
アプリケーション :粒状物質のふる い筋 暇J定
操作詞 ‖
マキー操作
データ出力/E日
字
セットを載せる
ひょう量皿にも、
るしヽ
505189
0009
[玉
I王
] 、国
に入れる
るしヽ
サンプルを一番上の石、
160589
基準重量を loo°
として保存
/。
する :(STO REF)匠
コ
1 0 0 0 °/ 。
100°
/。
pRe十 +Wxx°
/。+ 160589
/5ヽ
るいセ ットを降ろす :ふ るう
空の容器をひょう量皿の上に載せて
区画 を押す
るしヽ
2の 中のサ ンプルを
容器 に石、
入れる :(TAR)匠 コ
十 十 十 十
レを
容器にふるい 1の 中のサ ンプリ
入れる :(TAR)匝 コ
126%
000/。
3 4 8 °/ 。
000/。
5、
るいの中のサ ン
同様に残 りのァ
プルを加え、同操作を繰 り返す
データ IDコ ー ド
pRef
+
100°
Wxx°/。 + 160589
Prcl
+
126%
慧llk
/0
Prcl +126%
基準パ ーセント
正昧基準重畳
サンプルのパーセント
P r c l + 3 4 . 8 °/ 。
その他のパラメータの設定
基準パーセン トの変更方法
基準パーセン トは必要に応 じて変更することができます。
基準パーセン トの設定は区ヨ キーを押すと、重塁単位 (シンボル)の 上に表示されます。
変更機能の選択 :匝
設定の変更
:―
ロ キー を 2秒 以上押 して下さい。
∧―が表示されたら匝コ キーを押 して希望の0/。
に設定 します。
間違えた場合は医ロキーを押 してクリアすることができます。
パーセン トの保存 :― スイ ッチ ①FFま での保存には匠ロキーを瞬B謝甲して下さい。
一スイッチ OFF後 も永久 に保存 しておきたしヽ
場合 にはロ キー を 2
秒以上押 して下さい。
注 :こ の設定 は、 リセ ッ トコー ド 9… 1° によ って取 り消す ことはでき ませ ん。
基準パーセン トの変更
ヨー ド
変史不可
2
3
1
5、10、20、 50、100、 5、10,… (°
/0)α抑畜環
2
3
2
2
3
3
1
2舟曽カロ (漏
/。
訪末999頂 胎ヒ
(°
)亥 」
)
基準重 量の保存 パ ラ メー タ
コー ド
嬰 鍾 室 の保存
最高精度の読取側度において
3
5
1
表示精度に応 じて
3
5
2
パーセント表示パラメータ
パーセン ト表示
コー ド
小数点以上
小数点以下―位
3
小数点以下三位
3 6 3
小数点以下三位
3
*=工
6
1
3 6 2
場出荷時設定
62
6
4
他のプログラムとの組み合わせによる使用
°
ひよう量プ回グラムは他のプログラムと組み合わせても使用できます。
/。
プ回グラム機能も利用できます。
他の プ回グラムと組み合わせる ことにより、その付カロ
コー ド
プ回グラム
テアメモ リ
2
2
2
正昧重量過不足チ ェックひょう墨
2
2
3
重曇偏差過不足チ ェックひょう量
2
2
4
63
過不 足チ ェ ックひ ょう量
このプログラムは充填や重量別 に分類するときに、また製品を話めたり、東にしたりするとき
ーグラ
にT定 の許容範囲内にあるかどうか検査するために使われます。このプ回グラムで1調ミ
フの上に矢印シンボルが表示されます。イコールサイン (=)は 基準重量を示します。マイナ
ス記号は基準重量に対 して不足を、またプラス記号は基準重量に対して超過を憲昧します。許
容範囲の場合、バーグラフのレスポンス感度は高くなります。必要に応じて、0.1%か ら10%
の間 (10段 階)で 許容上下限を限定することができます。これらの設定に関しては、P67の
表を参照して下さしヽ 工場出荷時設定は十/-1.0%と なつています。
許 容下 限
基準重量
(100%)
許 容上 限
↓
│
プラス
( 超過 )
チェックひょう量には下記の 2つ のプ回グラムがあります。
一正昧重量過不足チェック (コー ド223)
一重量偏差過不足チェック (コー ド224)
切り換えキー 匡ヨ ([重
⊃ によリレンジ選択をしてチェックひよう量を行うこともできます。
メニューコー ドによリアプリケーションプログラムを設定して、カウンティング (個数算出)
や%ひ よう量においてもチェックひょう量が利用できます。正昧重量過不足チェックひょう量
の例を参照して下さい。天びんのインターフェースにはデータ出カポー トラインと呼ばれる 4
本の制御ラインがあります。赤と緑の表示機能を持つリモー トディスプレイ (チェックひよう
ッ
量¬
ト)を 接続できます。選択基準重量および許容限界により機能します。さらに詳しい
説明については第 4章 の 「
インターフェースの解説」を参照して下さしヽ
過不足チ ェックひょう量の場合 はオプションの
ザ ル ト リ ウ ス チェッ ク ひょ う量 ユ ニ ッ ト
YRD10Zを
64
こ利用 ドさい。
コー ド 223
正昧重量過不足チェック ー グラム表示 ―
匝ロキーを押して、基準重量値を保存 します。
基準重量 はアナ回グ表示のバーグラフで表示されますが、バーグラフの端はチ ェックひよう墨
表示の (十、 一、 三)の イコールサインの下で終わ ります。
ーグラフの端がチ ェックひよう量表示の許容限界中にあることに
重量が許容範囲内なら│よ ノミ
なります。もちろん、実際の重量値を数値で読む こともできます。
例で使用されるメニュー コー ド :
3
2
2
1
2
1
4
4
2
7
2
7
または、この出カパラメータを選択できま
す。
基準重量のみ
17 1 3
アプリケーション :サンプルの一定量はかり込み
データ出力rE日
字
│マキー操作
操作手‖
匠□ ;ひ よう量皿に容器を載せる 十
回
サンプルを必要量はかり取る
保存する │(ST①)回
+
0009
+
235189
+
10°
/。
Li m +
Setp
サンプルの入った容器を降ろし、
他の容器を載せる :区□
ガイドとしてアナログ表示を使つて
サンプルをはかり取る
□
+
235189
+
0009
チ ェックひ よう量表示
+ 235559
+ 235559
+235559
上記を繰り返す
十
十
*約
恵昧
235189
基準重量 に対す るパーセン トによる過不足限界
保存されている基準重墨
23555q
正昧サ ンプル重量
110%
+
p
肺鎖N
データ IDコ ー ド
囲は P67参
100/。
+ 235189
照
65
コー ド 224
およびコー ド215
重墾偏差過不足チェック
ー パーセント表示 一
匝ロキーを使 つて基準値としての重量またはパーセン トの表示値を保存 してください。基準値
ーグラフの端はチ ェックひょう墨表示 (十、
アナ 回グ表示のバー グラフで表示されます力Xノ ミ
│よ
一、 =)の イ コールサインの下で終わ ります。
ーグラフの端はチェックひょう墨表示の許容限界内の中にあるこ
重量が許容範囲内なら│よ ノミ
とにな ります。実際の 重曇を数値またはパーセン ト値で読む こともできます。
例で使用されるメニュー コー ド :
重曇偏差過不足チ ェック
°
ひよう量
/。
データ IDコ ー ド
2
2
4
2
1
5
7
2
2
許容範囲 十目標 重曇
十基準重量 (出力)
基準 °
/。
7
1
2
または、この出カノ〔
ラメータを選択できま
す。
自動出力 (許容範囲内)
*
許容範囲 10°/。
アプリケーション :製品の重量偏差過不足チェックひょう量 (許容範囲内の自動出力)
操作詞 ‖
訂キー操作
[ 玉 垂: ] 、
データ出力1/印
字
表示
0.009
+ 235099
+ loo o°/0
回
基準重量の製品をひょう量皿に朝せる
(STO REF)匠 コ を押す
pRef + 100%
Wxx°/。1- 235099
許容限界を保存する :
(ST① )圧 □ を押す
+
基準重量の製 品を降ろす
チェックしたしヽ
製品を載せる
伊」:
チェックひょう墨表示
+ 0,7° /。(T〉
データ IDヨ ー ド
/。
Li m
/。
Setp
+
Prcl +
10°
Li m
Setp
+
1,00/。
+ 235099
Prcl +
基準パーセン ト
基準重量
235,099
0.70/。
ホ言
午套消菊囲副まP67乏 参照
Net
恵昧
pRef +
100°
Wxx%+ 235.099
+
o00/。
基準重量に対するパーセン トによる過不足限界
保存されている 目標重量
パーセ ントによる重墨偏差
o17%
その他のパラメータの設定
∼ 10°
±01°/。
/0の間で変更できます。
ヨー ド
許容範囲
01°/。 (基準重量 に対 して)
4
1
1
02°/。 (基準重量 に文寸して)
4
1
2
05°/。(基準重量 に対 して)
4
1
3
10°/。(基準重量 に対 して)
4
1
4
15°/。(基準重量 に対 して)
4
1
5
20°/。(基準重量 に対 して)
4
1
6
25°/。 (基準重量 に対 して)
4
1
7
30°/。 (基準重量 に対 して)
4
1
8
50°/。 (基準重量 に京寸して)
4
1
9
100°/。(基準重曇に対 して)
4 1 10
アナログ表示
バーグラフをアナ回グマーカー (2セ グメン ト)に して利用することもできます。
│∀ グラフ
アナログマーカー
本=工
場出荷時設定
67
自動データ出力
"の
“
限界内
値│よ
自動的 に印字または転送されます。データ│よ
表示が選択された限界内で安定
すると出力されます。データ出力後、この 自動データ出力機台目よひよう墨皿か らサンプルを完
全に降ろすまでブ回ックされます。
自動データ出力
コー ド
①N
4
2
1
OFF
4
2
2
他のプログラムとの組み合わせによる使用
コー ド
プ回グラム
2レ ンジひ ょう量
2
1
2
3レ ンジひ ょう量
2
1
3
カウンテ ィング (個数算出)
°
ひよう量
/。
2
1
4
2
1
5
キ=工
場出荷時設定
注)取 引 ・証明に用いられる特定計量器 は 2レ ンジおよび 3レ ンジひよう量は出来ません。
68
カウンテ ィング (個数算出)
重量表示は基準サ ンプル個数として保存 されます (工場出荷時設定 は 10個 )。この基準個数
の変更については P70を 参照 してください。 (基準サ ンプ)И回数は基準サンプル重墨がカウ
ン ティ ン グ用 に 保 存 さ れ な い 限 り表 示 さ れ ま す)。 カ ウ ンテ ィ ン グ 中 (pcs表 示)
匝ヨキー によ り、計数精度を高めるため に基準個数量を約 2倍 に増量 し、平均単重 を新たに
できます。
計算 して更新することカミ
コー ド214
小部品などのカウンテ ィング
例 で使用 されるメニュー ヨー ド :
または、この出カパラメータを選択できま
す。
カウンティング
アプリケーション :小部品などのカウンティング
操作手川
マキー操作
データ出力/E日
字
22659
十
0009
十
58559
10pcs
wRef
十
十
重量表示 :
十
医ヨ (歴ヨ)を 押す
回
匡ョ (歴ョ)を 押す
10pcs
5.85509
286pcs
十
容器 に計数サ ンプルを入れる
□
∩R e f
十
(ST① REF)圧 □
十
ひょう量皿の上に容器 を載せる
回 、匝亜□
サンプルを 10個 載せる
保存する :
286pcs
286pcs
Ont
1676669
1676669
+1676669
十
十
基準サン功 И固数を増量
( 約2 x n R e f ) :
20pcs
585449
wRef + 585449
(OPT)圧 コを押す
デー タ IDヨ ー ド
恵昧
nRef +
サンプ)И回数
wRef +
10pcs
5185509
Qnt
+
286pcs
N
+
1676669
平均単重
演」
定個数
正llt量
*サ ン功 閉こ重 量のバ ラツキがある場合 匠ロキー を使用すると表示 され ている個数 で正昧重塁
を害」り算 し計数精度 を高め る ことが 出来 ます。
69
るの他のパラメータの設定
サンブル個数の変更
必要に応 じてサン功 И固数を変更できます。サンプル個数は区ヨ キーを押すと単位シンボルの
上に表示されます。
変更機能の選択
:匝
:―
設定を変更
□ を 2秒 以上押 してくださしヽ
。
∧一が表示されたら、匠コ キーを押 して希望のサン功 財働数に設定
します。間違 えた場合は区ヨキーを押 してクリアすることができます。
サンプメ
И固数の保存 :― スイッチ ①FFま での保存 に│よ
匠コキーを瞬時押 してください。
一スイッチ OFF後 も永久に保存 しておきたい
場合 には□ 手 を
2秒 以上押 してください。
この設定はリセ ットコー ド 9-1° で 取 り消 しでき ません。
ヨー ド
サン功 И酸 の変更
変更本則
5、10、20、 50、 100、 5、10,
(個)の 循環より
1(個 )す つの増加
2
3
1
2
3
2
2
3
3
平均単重精度保存 パラメータ
コー ド
平均単重精度
最高精度の読取限度 において
3
5
1
表示精度において
3
5
2
サンプル個数の更新
カウンティング中、計数精度を高めるために匠ロ キー (とな りに一 〇PT一 の表示)を 使 つて
サン功 閉随
を増量 し、平均単重を新たに計算 して更新することができます。サンプル重曇
100デ
ジット以下の
が
軽すぎる場合 にはサ ンプル 更新機能を利用する と計数精度が高 くな り
ます。サンプルの更新は数回 にわたつて繰 り返す ことができます。
他のプログラムとの組み合わせによる使用
カウンテ ィングプログラム│よ
他のアプリケー ションプログラムと組み合わせても使用 できます。
他の プログラムと組み合わせることにより、その付加 プ回グラム機能も利用できます。
コー ド
プ回グラム
テアメモ リ
2
正昧重量過不足チェックひょう墨
2 2 3
重量偏差過不足チ ェックひょう墨
辛=工
場出荷時設定
2 2 4
70
2
2
第 4章 イ ンターフェースの解説
腰
リー ズ お よ び マ ス ター 天 び ん
この 解 説 はザ ル ト リ ウ ス MCl天 び ん AC/LC/iCシ
)/423イ ンター フェー スを つて、
ー
使
AC― MS/LC― MSシ リ ズに標準装備 の RS232C中
コンピュータや周辺機器等に接続するユーザーのために用意されたものです。
オンラインヽコンピュータを使用 して、天びんの機能およびア プリケー ションプ回グラムの変重
子うことができます。
作動、モニターをイ
ザル トリウスの MCl天 びん AC/LC/iCシ リーズおよびマスター天びん AC― h/1S/LC一
MS
シリーズには、RS232C/423カ W票準装備され てお ります。
このインター フェー スは リモー トコン トロール用ユニバーサルスイッチを接続 し、プリン ト
(データ転送)、ファンクションキー 匝コ または匠□の機能、テアの各種機能を利用するため
の出カポー ト、または各種アプリケー ションプ回グラム用出カポー トにもな ります。
一 般 にザル トリウス プ リン タな どの よ うな ザル トリウスオ リジナル周 辺 機器 を接続 す
る場 合 に は、天 びんの メニ ュー コー ドは工場 出荷 時設定の ままで接続 でき ますの で、
設定 を何 ら変更 する必要 はあ りません。
中)=ザ
ル トリウスピン酉夢」
テクエカルデータ
通信方式
二重
全
同期方式
非
同期
V28 RS232Cキ
イ
鎌
ネ
ノ\
ン ドシェイク )
2線
ネ)、
RS423
式イ ンター フェース :ソ フトウェアによる (XON/XOFF)
4線 式イ ンターフェース :八― ドウェア八 ン ドシ ェイクライ ンに
よる Clear to Send(CTS)お
よび Data Terrninal Ready
(DTR)
転送因受
辛)
キヤラクタコー ド
ホ
パ リテ ィ )
150、 300、 600、 1200、 2400、 4800、 9600、 19200bps
7-bit ASCII
マーク、スペース、才ッド、イーブン
*)
1ス ター トビット :1ま たは 2ス トップビット
剛 日
*)16ま
データ出カフォーマット
たは 22キ ヤラクタ
Ⅲ
キヤラクタフォーマツト )-1ス ター トビット
ー 7ビ ットアスキー
ー 1パ リティビット
ー 1ま たは 2ス トップビット
ネ)=変
キ*)=ザ
3」
史「
能
ル トリウス ピン配列
データ出カフォーマ ッ ト
メニュー ヨー ドの設定 によ り :721=デ
ータ IDヨ ー ド無
ータ IDヨ ー ド付加
722=デ
データは 16(メ ニュー ヨー ド設定 721)ま
ラクタのしヽ
すれか にて出力されます。
たは 22(メ ニ ュー ヨー ド設定 722)キ
ャ
22キ ャラクタの場合、重量データ 16キ ヤラクタの前に選択されたアプリケー ションプログ
ラムを認識するための 6キ ャラクタの ID力汁効日
されます。
16キ ャラクタのデータ出カフォーマット
表示セクメ ントが動作 しなしヽ(不表示)場 合│よ スペースとして出力されます。
次のデータブ回ックフォーマ ットは天びんの表示にしたがって出力 されます。
1
2
106
0
5
6
*
10b 1 0 J
0
0
7
8
9
*
*
*
0 0
*
0 0
4
*
0 0
10
11
12
10°
13
*
14
*
15
*
CR
*
10b
0
*
*=ス ペース、E=単 位
E
103
16
0
*
0 0 *
十 * 一
3
102 101 10°
0
0
0
0
*
*
*
*
E
E
LF
データが小数点なしで出力されるとき、小数点│よ
通常削除されます (表示モー ドによる)。
1
2
3
4
5
6
8
9
10
11
*
103
13
14
15
│
1 0 2 101 │
│
∩υ
104
12
ネ
16
*
と
* r
*
105
106
:│ネ
7
*
* E
*
―
│*
0
0
0
: ICRILF
010
0
データ出力例 :+1255.79
1
十
2
3
*
4
ネ
5
6
*
7
1
8
9
2
10
5
11
12
13
14
7
5
15
*
16
9
*
*
CR
LF
キヤラクタ :
1番 正
2番 ス
3∼ 10番 数
11香 ス
負記号、スペース
ペース
字、スペース、小数点
ペース
12∼ 14香 単 位、記号、スペース
15番 キ ャリッジリター ン (CR)
16番 ラ インフィー ド (LF)
て、ひよう量が安定 して いない場合
メニュー コー ド611ま
たは 614が
設定 されてしヽ
の データ出カフォー マットには、重量単位は出力されません。
"ま
"の
“
“
表示フォーマツトパラメータ 最終桁常時不表示
たは 最終桁安定B寺
のみ表示
場合、
第 10番 目のキャラクタはスペースとな ります。
ブランクにはな りません。ゼ回に固定されます。
小数点な しの最終桁の時 │ま
キ=ス ー
ペ ス、E=単 位
74
重墨単位 シンボル
***
安
9** グ
kg* キ
ct* カ
rIR9* ミ
定検出器不 表示
ラム
回グラム
ラツト
リグラム
特 別 ヨー ド
セ ツトされたときにのみ出力されます。
メニュー コー ド611、 614、 615が
データ出カパラメータ」を参照)
(P48の 「
スペ シャルステ ータスコー ド
1
2
3
4
*
米
*
*
5
6
*
7
8
A
*
9
B
10
*
11
*
12
*
13
*
“
AB"の 所に次のステー タスコー ドが出力されます。
米*: テ
ア (風袋消去、ゼ 回点調整)
H*: 才
辛]
L*: ア
C*: キ
ャリブレー ション
ーー : 安 定時 にすべての表示が一斉表示
14
*
15
*
16
CR
LF
―バー 回― ド
ンダー 回― ド
天びんが IACを 備えている場合、またマスター天びん l―
MC)の 場合、 もう 1つ のステー
ー
タス コ ドを出力できます。
スペシャルエラー ヨー ド
1
2
3
*
*
*
4
E
5
R
6
7
R
8
*
9
X
10
Y
11
Z
12
*
13
*
14
*
15
*
16
CR
LF
0、1、2の キヤラクタのエ ラー ヨー ド
YZ=2キ
ヤラクタの エラーイ ンデ ックスコー ド
X=*、
ネ=ス _ス
ペ
Ⅲl=校
“
正用分鋼内蔵の天びんの場合、ステータスコー ド C"は 、プリン トコマンドが受
信されたとき出力されます。
76
lDコ ー ド付デ ー タ出力 (メニ ュー コー ド 722)
IDヨ ー ド付デー タが出力されるとき、6キ ヤラクタか ら成 る IDヨ ー ドは 16キ ヤラクタ
フォーマットデータの前に付加されます。
22番 目
V =正
* =ス
負記号
ペース
x
=数
E
=単
.
K
=」
=ID注
字
位
ヽ
数点
釈文字
ヤリッジリター ン
インフィー ド
CR =キ
LF =ラ
スペシャルコー ドが出力 (メニ ュー コー ド611、 614、 615を
設定のときのみ)さ れ
“
るときステータスコー ド文字 Stat"は デー タフォーマットの 1番 目か ら 4番 目に付加 され
ます。
ステータス列 :
1番 目
S
t
7番
a
t
*
*
目
*
*
*
13番 目14番目
*
*
*
A
B
*
*
*
*
22番 目
*
*
CR
LF
エラー ステータス列 :
7 番 目 1 0 - 1 2 番 目 1 4 - 1 6 番目
1番 目
t
A、B
X
YZ
*
*
*
*
E
R
R
a
t
一
十
一
一
〓
S
ステータスコー ド
*、0、1、2の キャラクタのエラーコー ド
2キ ヤラクタのエラーインデックスコー ド
*
*
X
Y
22番 目
Z
*
*
*
米
CR
LF
データ入カフォーマット
天びんおよびア プリケー ションプ回グラム機能を制往lげるためにインター フェー スポー トを経
由 してコマンドは入力されます。
制御 コマ ン ド用 フ ォー マ ッ ト
怖附 ]コマンドは 13キ ヤラクタまで入力することができます。
それぞれのキヤラクタは、スター トビット、7ビ ットASCIIコ ー ドキャラクタ、ノミリテ ィビッ
トと 1ま たは 2の ス トップ ビッ トで送信されな ければなりません。
天びんのメニュー プ回グラムコー ド設定により、転送速度、パ リティ、ス トップビット、ノヽ
ン
ドシェイクモー ドをセ ットすることが できます。 (P85を 参照してくださしヽ
。)
フォーマット :
X
X
・
o
・
・
・
・
CR =キ
LF =ラ
・
ESC=エ
K =荷
X =鋭
=」
_ =ア
X
K
LF
ESC
CR
X
X
K
X
ESC
LF
CR
X
K
X
ESC
X
CR
スケープ (lBHex)
怖]キャラクタ
解
ヽ
数点
ンダーライン (5FH ex)
ャリッジリターン (ODttex)
インフィー ド (OAHex)
キヤラクタ CRと
LFIよデータ列の最後に付加しなければなりません。
78
LF
天びんプロセッサ用制御 コマンド
ESC
P
CR
LF
プリン ト
ESC
Q
C日
LF
電話
ESC
S
CR
LF
才― トチ ェック
ESC
T
CR
ESC
Z
CR
テア
LF
ネ
ー
内蔵分鋼 によるキヤリブレ ション
P、 Q、 T、Zの コマン ド│よ
天びんのメニュー ヨー ドの設定とは無関係のものです。 コマン ド
Sは プ回セッサを初期化状態にします (天びんの ON/① FFを ①FFか ら ONに した状態 に
する)。
天びんはプ回セ ッサが初期化されるまでく命令にしたが って動きます。一度電源が入るとプロ
セッサは常 にユーザー によつて入力されたメニュー ヨー ドを確認 します。
ESC
○
CR
キーボー ドブ回ック (ON/OFFキ
ESC
R
CR
キーボー ドブ回ック解除
ESC
K
CR
高安定条件の場合
ESC
L
CR
安定条件の場合
ESC
M
CR
ESC
N
CR
韓
LF
不安定条件の場合
非常に不安定条件の場合
本=校
正用分銅内蔵の天びんのみ
79
ーを除 く)
フ アンク シ ョンキ ー 制御 コマ ン ド
キー操作 によって選択できるアプリケー ションプ回グラムのすべての機台留よコマン ドによ って
も動作 させ ることができます。
スタンダー ド機能 :
ESC
f
0
CR
LF
医ヨ (歴∃)キー
ESC
f
1
CR
LF
回 フアンクシ ョンキー
ESC
f
2
CR
LF
ロ フアンクシ ョンキー
アプリケーションプ回グラム用 :
ESC
S
0
CR
LF
イ ンフォキー 匠□
ESC
S
3
CR
LF
クリアキー 区□
0
CR
LF
本
キヤリブレーションテス ト
ESC
さらに、 コマン ドs4-か ら s9-までは同じフォーマ ットになります。
キー を 2秒 以上押す場合の制御 コマン ドは機能キーのコー ドの前に 均"(Lの 小文字)を 挿
入 します。
ESC
│
N
CR
│
=Lの
小文字
“
“
ヽ
f/s =」
文字 f"ま たは s"
N =0∼
9の 任意の数
ホ 三
校正用分銅内蔵の天びんのみ
80
数字入力 (lACを 組み込んだ天びんおよびマスター シ リー ズ (一 MS)の み):
t
N
N
N
N
N
N
N ・
ESC
N
CR
LF
N=正
負記号と 7桁 の数値
“
“
.=小 数点 ."ま たは ,"
―=ア ンダーライン (5FHeX)
数値は 7桁 (小数点を含む)以 上は入力できません。
制御 キ ャラク タの f、s、t、xに よる コマ ン ドはア ン ダー ライ ン (ASCtl=5FHeX)で
します。
81
終了
、データ出カパラメータ
天びんとオンライン機器 (ヨンピュータ)と のデータ通信中、アスキーキャラクタから成るイ
ンフォメー ションはインター フェースを経由 して送信されます。
キヤラクタフォー マツト同様ボー レー ト、パ リティ、八ン ドシェイクモー ドを含むイ ンター
フェースパラメータは、双方の機器とも同 じでなければなりません。メニュー コー ドの変更に
より、オンライン機器 に合わせることができます。
これらのパラメータの設定に加えて、
天びんのデータ出力め)\ラメータも設定 できるのこ デー
メニュー プ回グラムのプリン ト出力、デー
されます (第 2事 の 「
タは各種状況にしたが つて送4言
タ転送の利用」を参照 してくださしヽ
)。
ブヽ
ン ドシェイク
天びんのインター フェー ス (Sartorius Balance interface‐ SBI)は 23バ イ トの送信
バッフアと 40ノミ
イ トの受信バ ッファを持つています。
各種八ン ドシェイクパラメー タを設定することによ り天びん操作メニュー にアクセスすること
ができます。
ソフ トウ ェア八ン ドシェイク :“XOFF"と
八一 ドウ ェア八 ン ドシ ェイク :―
一
“
CTS"の
“
CTS"の
“
XON"に
よって制御される
後に 2キ ヤラクタを送る
後 に 1キ ャラクタを送る
ソフ トウ ェアハン ドシ ェイク
財訓 嬬
“
X① FF"は 受信バ ッファが 26キ ヤラクタを保存す るまで送信されません。
“
送信を可能にするコマン ド XON"は ノミッフアが 14キ ヤラクタまでのすべ てのキヤラクタ
を出力 した後送イ
言されます。
82
他の 6キ ャラクタを
コンピュータ (制御機器)力 瑞」
御 コマン ドを理解 しない場合、天びん│よ
受け取る まで八一 ドウ ェア八 ンドシェイクで操作を続けます。
シーケンス
送信機器
(天びん )
信機器
受
一一一十 byte一
一――→
一――十一 byte― ―――→
十一 十 一 byte一 一一― →
←
〈
十
X①
一―一―― byte十 一
POSE
一
一
→
送 信 さ れ た と き 、 受 信 側
(一
度 、 〈X O F F ) が
は
最大 14バ イ トが受信可能な こと)
―十 →
一一―十 byte―
:
― ―
FF)一
:
十
一
―
一
←
(
X
①
N
)
一
一―一十 b y t e ― ―――
一一一十 b y t e 一 ―十
遭g 薔
:
データ通信用八 ンドシェイクコント回―ルの 必要性は、下記の場合です。
一連続自動データ出カパラメータに設定されているとき
丁 夕 出力がアプリケー ションプログラムによって制御されてしヽ
るとき
一度 〈
X①N〉
XOFF〉 力`
受信されると、それから後のキヤラクタの送信を中断します。次に、〈
が受信されると、中断後のデータを送ります。
アプリケーションプ回グラムが動作中で、データブ回ック (何行かのテキストブロック)か ら
る間に、制御ライン (CTS)、 またはコマンド (X①FF〉 によつてデータ通信が
出力されてしヽ
市昨lされると、天びんの表示もブ回ックされます。
データ出力│よ
インターフェースが送信可能シグナルを受信するまでブ回ックされます。
83
デニタ出カプロセス
データ出カパラメータを設定すると、データはプリントコマンドが受信されたとき、または出
カモー ドに設定されたときに出力されます。オー ト出カモー ド (ヨー ド614)に
は 2種 類
の方式があ ります。データ出力が天びんの表示シーケンスに同期、 または設定 されたインター
ノUレで出力するかの しヽ
すれかが選択可能です。 (パラメータの選択には、第 2事 の 「
メニュー
プログラムのプリン ト出力、データ転送の利用」を参照 してくださしヽ
)。
プ リン トコマ ン ドにお けるデ ー タ出力
プリン トコマン ド│よ
プ回グラムコマン ドまたはプリントキー で送信できます。
リモー トコン トロール用ユニバーサルスイッチを他の機器用ケーブルとともに、天びんのイン
ター フェー スポー トに接続できます。 (プリント機能 につしヽ
ては、第 2事 の 「
メニュー プ回グ
ー
ラムのプ リン ト出力、デ タ転送の利用」を参照 してくださしヽ
)。スイ ッチ用にはピン 8と
15を 使用 し、ケー ブルは 15m以 内の長さのものが使用できます。
プ回グラムコマン ドによ つて、データを出力するときは (「
データ入カフォーマ ット」の項を
参照)、RS232C用 に│ま15m、 RS423用 に│よ300mま でのケー ブルが使用 できます。
自動デニ タ出力
“
"操
て、データはプリントコマン ドな しでインター フェースポー
自動 プリン ト 作モー ドにお しヽ
ー
白 こ出力されます。安定化パラメ タ付/無において、一定のプリン トインターバルにより自
動データ出力が行われ、データ│よ
天びんにも表示されます。
自動 プリン トを選択 した場合、データはスイッチ ①Nに するとすぐに送信されます。メニ ュー
コー ド 621を
選択 した場合、自動データ出力はプリン トキーを押 したとき、または外部 プ
リントコマンドが受信されたときに止ま り、また再度スター トします。
データ出力機能は、第 2事 の 「
メニュー プ回グラムのプリン ト出力、データ転送の利用」を
参照 してくださしヽ
。
84
工王 二
コー ド
ボー レー ト
150 bps
5
1
1
300 bps
5
1
2
600 bps
5
1
3
5
1
4
5
1
5
19,200 bps
5
1
6
5
1
7
5
1
8
コー ド
5
2
1
5
2
2
5
2
3
5
2
4
変更
変更
ス トップ ビッ ト
1ス トップビット
2ス トップビット
八ンドシェイクモード
十
コー ド
ソフ トウエア
5
4 1
CTS後 2キ ヤラクタ八― ドウェア
5
4
2
CTS後 1キ ヤラクタ八一 ドウ ェア
5
4
3
デ ー タ出カパ ラメー タ
安定検出器 と無関係 に外部命令 による出力
安定検出器の点灯時外部命令 による出力
安定検出器の点灯後のみ外部命令 による出力
安定検出器と無関係にオー ト出力
安定検出器の点灯中才一 卜出力
85
変更
才― 卜出力をス トップ/ス ター ト
オー ト出カイ ンターバル
表示シーケンスの1倍
表示 シーケンスの2倍
表示 シー ケ ンスの5倍
表示シーケンスの1研音
1表示 シーケンスの2研音
表示 シー ケ ンスの5研音
表示 シーケンスの100倍
デ ー タ出力後の オ ー トテ ア
才一 トテアをイ
子わなしヽ
幽
里
理
型唖墜'
デー タIDコ ー ド
辛=ェ
場出荷時設定
辛十三
IACタ イプの場合の 工場出荷時設定
86
制御 ライ ン
過不足チェックひよう量における選別、充填用に外部オンライン表示、または制御機器の術断
卸
用として 4種 のデータ出カポー ト用電圧 レベルカY剣弱できます。
データ出カポー トの電圧レベブ
以よ、基準重量や上下限重量などの各種条件 により変化します。
下限
基
制御 出力
ピン
│
電圧 レベ ル
1
低
16
2
17
3
4
18
19
箭降]出力 1:設 定下限値より軽い
缶附 ]出力 2:設 定上下限内
制御出力 3:設 定下限値より重しヽ
市怖‖
出力 4:セ ット
87
準重量
上限
ピン酉
預J
インターフェースコネクタ :
D― サブ25S、 ネジ (インチタイヲリ 回ック金具付
ピン画
夢」
ピン 1
ピン 2
ピン 3
1絃 鋤
送信データ (TxD)
受信データ (RxD)
ピン 4
ピン 5
ピン 6
信号用接地 (TxD/RxD)
クリアーツ ーセン ド ( C T S )
飾
不則
ピン 7
ピン 8
信号用接地
ピン 9
ピン 10
ピン 11
リセ ッ ト_
-12V
ピン 12
ピン 13
ピン 14
ピン 15
ピン 16
ピン 17
ピン 18
ピン 19
ピン 20
ピン 21
ピン 22
ピン 23
ピン 24
ピン 25
信号用接地
+12V
キ
リセ ット_ア ウト
+5V
信号用接地
ユニバーサルスイ ッチ
過不足チェックひょう墨 設定下限より軽しヽ
過不足チェックひょう量 設定上下限内
過不足チェックひょう量 設定上限より重い
過不足チェックひょう量 セッ ト
データター ミナル レデ ィ (DTR)
“
供給電源アース COM"
末使用
未使用
供給電源入力+1525V
+5V
ネ=八 ―
ドウェア再スター ト
88
ケー ブル図解
データ通信 に RS232Cと
15mま でのケー ブルを使 つて天びんにコンピュータまた胴 辺機
器を接続
天びん
89
第 5章
マスター天びん(AC―
MS/LC―MSシ リーズ)
:ACパ ッケージ付 MCl天 びん
補足取扱説明
1概要
¬
このたびは、ザル トリウスマスター天びんおよび IACパ ツケー ジイ
寸Mcl天 びんをお買 い上
ただきまして、あ りがとうこざいます。
げしヽ
マスター天びんおよび IACパ ッケー ジ付 MCl天 びんの取扱 しヽ
につしヽ
ては、第 1事 ∼第 4事
に加え、 この第 5章 もこ参照の うえ、 こ使用 くださしヽ
。
マスタ ー 天 びんの特長 :
・内蔵サーボモーター による内蔵分銅キャリブレー ション
。isoCAL―
全自動校正機能
。ISO/GLP/GMPに
対応 した印字および記録
・マスター天びんおよび IACパ ッケー ジ付 MCl天
―テアメモ リ
ー
調 ・配合
―統計処理
°
―
ひよう曇
/。
―カウンテ ィング
ー
B寺計機能
一計算機能
―
合計機能
―動物ひよう墨
―
比重測定
―過不足チ ェ ックひょう量 ― IDコ ー ド
ーァータコミュニケー ション
90
びんによる各種アプリケー ションの利用
全自動校正機能― 冶oCAL
(オー トセルフキャリブレーション)
マスター天びんは、自動的にキャリブレー ションを行 います。
キャリブレー ションは、下記のパラメータにより実行されます。
器
温度変化
種
AC21lS― X/1S
LC3201 D― MS
L C 6 2 1 S ―M S
AC121S―
LC1201S―
LC621P―
L C 6 2 0 1 S 一M S
イ ンターバル
X/1S
1500
4h
MS
1500
4h
2000
6h
MS
LC4201S―
MS
L C 4 8 0 1 P 一M S
L C 2 2 1 S ―M S
LC34000P―
LC2201S―
40。C
MS
R/1S
LC421-MS
LC821-MS
LC2201-MS
LC4201-MS
LC6201-MS
LC16000S一 MS
LC12001S―
406c
X/1S
LC34-MS
マスター天びんは、電源接続後また│よ
時刻をセ ットした後 1時 間が経過すると自動的 にキャ
リブレー ションを行 います。
温度変化により、天びんが自動的にキャリブL/一ションを実行 した場合、キャリブレーション
のインターノ∪レは、新たに上記表のインターバブ
以こより実行されることになります。天びんが
スタンバイモー ドのとき、経過時間はインターノWレに含まれます。
この場合、天びんをスイッチ才ンにしたとき、経過時間は自動的にチ ェックされます。
m シ
ンボル
天びん使用中に、天びんがキャリブレーションを必要と半」
断すると、 このシンボルマークが点
減 します。操作を中断する必要│よ
ありません。ひよう墨皿に何もな しヽ
状態 (または最大ひょう
量の約 2°
/。
以内の荷重)の 状態が 2分 以上続いたとき、キャリフし 一 ションが実行されます。
この mシ ンボルマー クの点減│よ
、キャリブレー ションが実行される(セルフキャリブレー ショ
ンまたは手動)と 止まります。
キャリブレー ション」 p30 を こ
、第一事の 「
(手動 によるキヤリフレー シ ョンについて│よ
参照くださしヽ
。)
い
キャリフレー ションが、外部環境 (風へ振動等)α渭多
響を受け、中断 した場合には Err03"
ー
と表示さ升
ます。
仏 電子音が 2回 鳴 ります。その 2分 後 に、再度キャリブレ ションを行しヽ
キヤリブレー ションを中断する場合は区ヨキーを押 してくださしヽ
。
91
下記の コー ドよ り、キ ャリブレーション機能を選択 してください。
町so―CAL"(全
ヨー ド
自動校正機能)
不 可
1151
不則 (キャリフレーションシンボルのみ点灯)
]))
実行 (アプリケーションプログラム用参照数値等がクリアされる
1
15 2
1
15 3
1 15 5
実行 (アプリケーシ ョンプ回グラム用参照数値等がクリアされな しヽ
)
1)こ
の コー ドを選んだ場合 笥so―CAL"実 行後は、 アプリケーションプログラムの参照
注
“
数lSL等 (カウンテ ィング、はか り込み0/。
など)を 再度イ ンプットしてくださ しヽ
。 115
3"の 設定で│よ
、数値がクリアされます。
手動によるキャリブレーション
迅速キャリブレー ション (Quick―CAL)お よびテアキーを使 つての内蔵分銅キヤリブレー
ションについては、第一事 「
キャリブレーション」 p30を こ参照 ください。
印字お よび記録
プリンタまたはヨンピュータとの接続 により、日付 。時刻 ・器体番号 ・型式の記録および印字
が でき ますの こ 記録をさかの ぼつて調べ る ことも でき ます。 よ り詳 しくは P98/99の
ータの印字"の
lSO/GLP/GMP用
キャリブレー ションの記録および iSO/GLP/GMPデ
項をこ参照くださ しヽ
。
ISO/GLP/GMP印
コー ド
字または記録
利
8141
キャリブレー ション機能のみ
8 14 2
常時可能
8 14 3
比重測定キット (YDK01)、 特殊ひょう昌TR(YWP01/YWP02)と
キャリブレーシ ョン
YDK01、 YWP01、 YWP02を 天びんにセ ットしている場合、天びんは自動キャリブレー ショ
ンを行 しヽ
ません。
シンボルマーク 否石 が点減したら、牙 リジナルのひよう曇冊を、セ ットし、キャリブレー ショ
ンを手動で行 つてください。
`
MCttMP8イ
ンター フェースとキャリフ レーション
“
メニュー ヨー ドを 923"(イ
ンタフェース仕様を Mc■ → M P8)に 設定すると、セルフキャ
ー
リブレ ションを行 いません。手動で行 つてください。
* =工
**=ヨ
場出荷時設定
ード “
1152"が
設定されているとき、キヤリブレー ションが手動で実行されるま
ー
で、このシンボルマ ク 品 が点滅を続けます。天びんは自動ではキャリブレーション
を行いませんの で、手動で実行 してくださしヽ
。
生産 ライ ンで使 われる場合
生産ライ ンでマスター天びん 笥soCALを 使用すると、生産に遅れが生する場合があります。
この遅れを避けるためには、メニュー ヨー ド1152を
セ ットして、表示部 にキャリブレー
ションシンボル mの みを表示させます。 この場合 には、キーを押 してキャリブレーションを
動作させる必要があ ります。
92
:AC応 用ひょう量プログラム
このプ回グラム │よ
、次の場合 にこ使用 いただ けます。
●マスター天びん
。 MCl天 びんにオプションの lAC応 用ひよう量プログラム (YAC011/YAC021/YAC03/
YAC04)を
取 り付けた場合
プログラム内容
一 ISO/GLP/GMPに
―テアメモ リ
―統計処理
一カウンティング
対応 した印字および記録 一 調 ・配含
°
ー
ひよう量
/。
一
時計機能
ー
合計機能
一計算機能
―
比重測定
一動物ひよう量
―
IDコ ー ド
ー過不足チェックひょう量
―
データコミュニケー ション
93
プログラムの選択
よ く使用 されるアプリケー ション│よメニ ュー選択で│ま
な くプ回グラム番号の選択 によリワン
タッチで呼び出すことができます。
また、他のメニ ュー コー ドを入力することによリアプリケー ションの変更も可能です。
プログラムの呼び出しと保存の方法 :
一メニューアクセススイッチを ONに する (P38参 照)
一天びんをスイッチオフの状態 にする
―スイ ッチオンにする
一すべ てのセグメン トが表示されている間に区ヨ を押す
一テンキーでプ回グラム番号を入力する
一 STO― 歴コ を押 し、プログラム番号を確認する
一区ヨ を押 し保存す る
P「 日
同 一 プ ログラム 内 でメニ ュー コー ドを入 力 しア プ リ
ケ ー シ ョンを変更する方 法 :
ニ ュー 173の
lplメ
設定
*― 上記で回 を押 した後、続けて入力する。
-1を 入力、
匝 ョ を押す
-7を 入力、 臣∃ を押す
-3を 入力、 匠コを押す
一最後 に区ヨ を押す
*プ 回グラム番号を入力と同時に、メニュー コー ドは工場出荷時設定にリセ ットされます。メ
ニユー コー ドのみの設定ではリセ ットされませんのでこ注意 ください。それぞれのプ回グラ
ムが異な つたフ ァンクションキー (匝コ または匠コ)に セ ットされている場合、 プ回グラム
を組み合わせて使用できる場合もあ ります。
94
プログラムリスト
プログラム番号
プログラム
動物 ひよう墨
計
算
]寺言十 機 台旨
カウンティング
自動スター ト
手動スター ト
かけ算
わ り算
タイマー ・アラーム
アラームクロック
タイマー出力
基準サ ン功 財回数 (平均重墨)
基準サンフル 重曇 (単重)
データコミュニケー ション
比重演」
定
テアメモ リ
過不足チ ェック
90
91
50
51
10
11
ージ
100
101
102
103
104
105
12
106
110
107
111
20
108
109
浮力法
80
110
産艶0去
浮力法 (続計処理)
81
111
82
112
83
113
置換法 (続計処理)
比重びん法
正昧合計
基本ひよう墨 (目標重畳 )
°
ひよう量
/。
上下限の設定
残存重量 パーセン ト計算
損失墨パ ーセン ト計算
続計
手動入力
合計
ペ
84
114
60
115
100
116
101
117
70
118
71
119
40
120
自動入力
41
121
│よ
か り込みチ ェック
はか り込みチ ェックと統計
30
122
31
*上 記に 加えて、他の メニューの利用もできます。次ページをこ参照くださしヽ
。
95
123
プログラム
そ
下記プログラムまたはメニューヨー ドの選択により、特定のアプリケーションをメモリするこ
とができます。
プ回グラム
1
9
1
1
帯
銘
表示
n︶
0
メニ ュー コー ド
のこ
9
1
3
9--3
9
1
4
9--4
筒旨
工場出荷時設定 にリセット
ユーザー設定の呼 び出 し
ユーザー設定の保存
プ回グラム 2を 選択 匡ヨ 、STo― 匠コを押 し確認後、区□を押 し保存 します。これ らのパラメー
タの設定はプ回グラムの入力、幡 &イ 絢
動ミ
必要にな ります。
割‖
例 1 カ ウンテ ィングの プログラム Prol1 0を よく使用するために、登録 しておく場合 :
1.Prol10を 設定
2 Pro2 を 言
鍵
……・
この 間 に他の プ回グラムを設定使用 できますが (通常通 り設定する)、ProH Oは
消去 されません。
を言
3 Prolラ
錠
自動的に、Prol1 0が 呼び出され、カウンティングのプログラムカM輔 できます。
例 2.通 常ひよう量操作、表示モー ド、インター フェースパラメータカY締
されてしヽ
るとして、他の プログラムを追加する場合 :
(プ回グラム 2)
プログラム 1で メニュー設定を呼び出し Pro□ 、STO― 匠コ を押 し確認 します。
プ回グラム 40を 追加する場合│よ
、PrO□ 回 STO一 匠コを押 し区ヨ で追加保存 しま
す。
96
lD
、日付の
ヽ
天びんをオフ状態にしてからオンに
し、すべ てのセグメン トが表示され
てしヽ
る間に医ヨ (歴ヨ)を 押す。
ID番 号、時刻、 日イ
寸の選択 ―
GLP/GR/1P印
―または一 ヨ ー ド2 1 lo、プ回ク`
ラムの 10、
11、12の しヽ
すれかが設定されてい
る場合は□ を長く押す (ID番号
の設定をしない場合)。
“∧― "
匠コ
字用 ID番 号
―最大 7桁 で最大 2個 の小数点を
含む番号を入力/保存
lpl i□E回
□ □ □
→ Ч ヨユ !
ST① ―区∃
匝∃
□
□
と
同日
コヨ
Eヨ
同日
同﹂
◇ ■
団却
― ∧一臣∃
一時亥」
を入力/保存
例 :匝 ][□ 正]E□ 匝∃EE匝 コE□
sTo―
― 午 前 (A)/午後 (P)の選択 ∧―匡□
sTo一
- 248寺 間設定の場合
sTo―
―
卜古
IR I
一日、月、年の順に各 2桁 にし、それぞれ
を 。で句切る/保存
例 :□ 回 □ 回 □ □ □ □
( 1 9 9 1 年9 月 1 0 日 )
STO―
STO― 匠ヨを押 し、終了します。
97
匝∃
◇
→ │ユロ旦」コ !
Rと
^
キャリブレーションの記録
iSO/GLP/GMP用
(メニ ュー コー ド8142ま
たは 8143)
アプリケー ション :
品質保 証 システム lso9o00お よび
GLP/GMP規
制を受ける場所での天びん
8 14
1
8 14
2
卿
8 14
3
キヤリブレー ション終了後印字されます。
例:
MCl―
SARTORI∪
怖4 o d e l
S/N
039110038
ID
4-32-1
Date
25-Sep-94
Start
10 : 05 : 30
Cal
Test
-0049
Diff
Cal
1ntern
Stat
Complete
End
10 : 05 :45
Name
Set
S
LC6201S
天びんの種類
期
鞘 本寵
ID番 号 (ワークステー ション、オペ レータ)
!詔乍日
開始時刻
キャリブレーションモー ド (例.テ ス ト)
偏差
キャリブレー ションモー ド (例.内 部 CAL)
ステータスコメン ト
終了時亥」
担当者サイン
:
5000009
外部分銅によるキャリブレー ション値
(外部キャリブレー ションのみ)
* 工 場出荷時設定
98
ータ
iSO/GLP/GMPデ
(メニューヨー ド8143)
アプリケーション :
品質 保 証 システ ム i s o 9 0 0 0 お よび
GLP/GMP規
制を受ける場所での天びん
の瑚
□
匠コまたは圧ヨ
□回
―ヘ ッディングおよび最初 の値の印字
または参照データとともに印字
(同時 にデータの保存 )
一追加データの印字
―印字、データの記録の終了
例:
M Cl―
SARTORI∪
N/1odel
S/N
039110038
ID
4-32-1
Date
Start
S
LC6201S
25-Sep-94
10 : 05 : 30
10°
/。
Lirn
m in
+275199
rln ax
+280759
Setp
+277979
-0649
Nl
End
10 : 05 : 45
NarYn e
天びんの種類
型式
韓
ID番 号 (ワークステー ション、オペ レータ)
十
乍固
i果
開始時亥」
参照データ
(例.過 不足限界、上下数値、登録された目標重量)
測定値 (正昧重量偏差)
終了時刻
担当者サイ ン
* 工 場出荷時設定
99
動物ひょう量 :自 動スター ト
(プログラムー回口)
アプリケーション :
コー ド
3
︲
1
2
7
5
7
3
9
︲
プットする
―ひよう量回数を保存する
―皿 に動物を載せる
動物ひよう量
的
同U
ィ
一
調ら
一前 に設定 されている
機能をクリアする
一ひよう曇冊に動物用
皿を載せる
一ひよう量回数をイン
9 生 R ︶ つ乙 命O
平均値算出のためにひょう量 回数を前も つ
て言
姫
回
囲
□ □
圧□
STO REF―
一 しきい値 100dを こえ、偏差 02%以 内であれ│よ
ひょう量を開始
―右肩の数字が 20∼ 1ま で減 ってゆき、20回 の
印字例
rlndef
又―N e t
又―N e t
20
十
十
2809
25,79
平均値を表示 し、データを 自動で出力します
―動物をおろす
-0.09を 確認後 2番 目の動物をのせる (排せつ物等で 0,09で ない時は区□ を押 し表示
を 009に する)
―上記動物のあろす、のせるを繰 り返す
スター トディレー
静止状態
偏差 o10/。
3191
偏差
5° /0
3 19 7
3 19 2
10%
3 19 8
0.2% 3 19 3
05°
/。 3 19 4
20%
3 19 9
110%
3 19 5
50°
/。 3 1 9 1 0
100°
/。 3 1 9 1 1
20°
/。 3 19 6
※天びん上に載せられた動物のひよう量をスター トする
ための条イ
牛
100
ひよう墨回数はあらたにインプット
されるまでそのまま保存されます。
な お、 しき い値 につ いて は P101
をこらん下さい。
ょう量 :手 動スター ト
(プログラムー匝コ)
アプリケー ション :
平均値算出のためにひょう量回数を 10回
に設定、匠□ またはスイッチでスター ト
*ユ ニバーサルリモー トコン ト回―ルスイッチ (フットスイッチ)を インターフェースポー ト
に接続 して、動物ひょう量することもできます。
日
囲
皿を載せる
一皿に動物を載せ、 フ
ッ トスイッチを押す
かまたは圧ヨキーを
印引 列
押す
STO― 匠□
一動物を降ろす
-0009を
確認する (排せつ物等で 0009で
ない時は区ロキー により 0.009に する)
一次の動物を載せる
又一N e t
又―N e t
しきい値
5
6
7
2
7
8
4
7
7
2
3
2
7
7
2
2
2
7
7
100d
2
1
2
50d
7
20d
2
Od
200d
500d
1000d
※あやま ったスター トをさけるためにある一定の値をこ
えるまでスター ト出来ないようしきしⅥ直を設定できま
す。
101
10
rYRdef
上記を繰 り返 し、すべての動物を│よ
かる
10d
排5
o
”
増
中
一前に設定されてある
機能をクリアする
一ひょう暑冊 に動物用
十
84959
十
82129
“
ロ
〓”
ヤ
:か け算
(プログラムー匿口)
アプリケーション :
か り込み
目減 り重量差 し引き│よ
一工程 中にお ける 12°
/。
の重量損
失用に 088の フアクタを入力
◇1 1 1 1 , , 1 1 1 1 ' T 何りと
回 □ 匝コ[王]STO― 匝□
―ひょう曇mに 容器を載せる
□
区
―完成品重量に従 つて必要量をはか
り込む
フアクター を力Hすた値を表示
―計算結果を印字
一重量値への変換
'
日
.日
日
,1111,1,,1.学
agB
°
5 日己雪
回
匡
王
] ([E垂
三
])
[玉
印字例
Res + 502.9。
102
計算 :わ り算
(プログラムー匡コ)
アプリケーション :
コー ド
100cm2の 面 積 を も つ 標 準 サ ン プル を
使 つての画積の重量換算
2
1
6
3 12
4
3
2
6
1単 位 9/rn2当 たりの重曇は、下記のように換算することにより得る ことができます。
100cm2=001m2と
してi奥
算
―
区
一ひょう昌mに サンプル
ヨ 匝田
+
! 1 1 1 , 4 , 1 1 1 1 宰a g r
75.B°
シー トを載せ(除 数を入力
回 □ 回 □
一保存す る
S T O ―圧□
ファクター で害」
った値を表示
一言
回
十算結果を印字
―重量値への変換
E玉
匡
三
] ( E三
E]垂
)
103
印字例
Res + 760。
喜:タ イマ ー ・アラー ム
(プログラムー匝ヨ)
アプリケー ション :
前も つて設定されたインターノUレの終了時
コー ド
に電子音が鳴 り、8寺
亥」
と日付が印字される
B寺
言枕畿台旨
タイマー
2
1
2
12
電子首
2
13
〒
│
││
時間、分、ヽ
米 れぞれ 2桁 で入力 します。時間のあとに E∃ を入れて入力の短縮ができます。
-1時 間 10分 の設定、沢」
定開始
□ [王]□ 回 ST①
―設定時間が経過すると電子首が
―圧
□
! “) , , , 1
。
な ります。
タイマーを停止 し、再スター ト
ー設定時間の表示
匠
一日付と時刻への変換
―印字
STO― 圧コ
□ 区∃ STo― 圧□
十
回
(□
口
15伊6 “│
日 向
,U9
│
iSl°
印引 列
)
□
Alarm
TirFne
Date
104
1 : 10 : 00
13 :42
1 9 - 」u n - 9 5
1時 計機能 :アラームクロック
│
(プログラムー圧□)
アプリケーション :
メニ ュー
2
1
2 3
電子音
0
︲
94 2
口
寺言開幾自旨
アラームク回ック
︲
2
前も って設定 された時刻 に電子吉が鳴り、
と日付が印字される
時亥」
ヨー ド
時間、分、秒それぞれ 2桁 で入力します。時間の後 に匝∃を入れて入力の短縮ができます。
-10時 を設定、演」
定開始
◆
町
向
門
”
W
︲
何日
中日
旦
中同 U
.
︲
︲日 U
能が働いています。
―電子者が鳴 ります。
―タイマーを善ミ し、再スター ト
◇
STO― 匠∃
回 回 □
―午前 (A)、午後 (P)を選択
A_匠
コ sTO― 匠□
矢E日
が点滅 している間は、アラーム機
印刷 夕
」
A l a r 岡 10 : 00 : 00
sTo― 匝ヨ
ー設定時刻の表示 匝
一時刻と日付への変換
一印字
□ 区∃ STO一 匠□
tヨ (□ )
□
105
Time
13 : 42
Date
19-」un-95
時計機能 :タ イマー出力
(プログラムー圧ヨ)
アプリケーション :
使用量、蒸発量、吸収量の重墨変化の記録
テア (常時可能)
自動データ出力
継続モ ー ド
データ出力(安定化信号無関係)
義難膨
│あ
2
1
1
5
10
1
2
13
3
2
14
1
6
1
1
6
4
2
ザル トリウスプリンタ YDP02-OCEV2を
使用 して 20秒 間隔のサ ンプル の蒸発重量を印
“
字 します。 プリンタ上の STAT"キ ーを押すと統計データカY尋られます。
回
N
010:N
N
つ乙
0
0
l,
0
0
匡ヨ区ヨ STO一 匠ヨ
ーT― 夕出力およびテア│よ
自動的
に作動 します。
一ス トッヲ /再スター ト
STO一 圧ヨ
ユ
◆
町
F
﹂
阿
︺
”
囲
︲
日日
,
ご
中日 U
一容器にサンプルを入社 20秒
を入力/スター ト
中日旦
一ひょう昌冊に容器を置く
-00242
-00198
-00159
10
n
X
S
Σx
min
rln ax
106
-001766
-000257
-01766
-00242
-00159
カウンティング :基準サンう
鴎 数(平均重量)
(プログラムー面 口)
アプリケーション :
ヨー ド
1
i
g
↓
摘
ギ 同U
◇
匹
Ч
一
⋮⋮ ︲ヽ
ir ︲
一ひょう曇冊に容器を載せる
一サンプルを 20個 載せ、基準個
回囲
一前に設定されてある機能をクリ
アする
4
3
う
ん
う
手
福
数 十
蜂
1窒
0
カウンティング
1
2
軽重量で同種類のものを大量にカウンティ
ング
数として保存
匝ヨ匝□ STO REF― 匠ヨ
:基
L/回
ン功
数の更
準サ
オ プション
oPT― 匝□
新 (約2倍 )
一計数用サンプルを載せる
―個数 と重暑の読み取 り
―個数また│よ
重墨の印字
[二
重
王
] ( [二
]E)茎
回
印字例
nRef 十
20 pcs
wRef 十
010675 9
wRef 十
0,0677 9
Qnt
十
n
十
500 pcs
33.87 9
※製品にバラツキがある場合 │よ
オプシ ョンの基準サ ンプルの更新を数度繰 り返 して下さい。
107
ト
(プロクラムー匝1□)
アプリケーション i
コー ド
1
4
2
2
2
2
7
2
3
一重曇の印字
STO
0
︲
匝□区コ匝コ回
一個数の印字
一個数と重曇の変換
3
ヨ
TAR一 回
□ □ □
一基準サンプル重量lLLを
入力 ・サ
ンプルを載せる
1
容器を載せる
容器の葦量 を入力/保存
ギ日
中
向﹂A
ョ 区□
◇ ・
一前に設定されてある機能をクリ
アする
区
一ひよう曇冊 にサンプルの入った
カウンティング
基準重墨
テアメモ リ
データの印字 i Nl、Tl、 B:
2
棚卸作業 :同重量のものを大量にカウンテ
ィング。サンプルの重動 よび容器の重量
が既知の場合
印字例
REF一 □
PTl
□
[玉
] ( [三
E王
]E)匡
□
wRef 十
Qntl
Nl
PTl
B
108
十
nRef 十
+
+
十
十
23700 9
l pcs
O.3800 9
13158 pcs
499815 9
23700 9
523515 9
│デ ータコミュニケーション
│
`
(プログラムー歴口)
アプリケーション :
K、 と、Mコ ー ドによる識別 (IDコ ー ド
付ひよう墨値)
I
P
□ □ □ ST① ―匠□
間違えた場合は区ヨ を押 し、や り直 してください。
番号 を入力する場合は番号の上に重ねて入力、ST① ―匠□ を押 してください。
―永久的 に保存
(2秒 以上押す)
STO― 匠コ
一ス トアされた ID番 号の消去
(2秒 以上押す )
区
ヨ
109
印字例
L*
+- 205
由,FLコ
︲
何U
付き印字
i n
[玉
三
王
] ([E垂
三
])
◇ ・
一 IDヨ ー ドの選択 “
L"
一番号入力、保存後 コー ド
比重測定 :浮 力法
(プログラムー匝配)
アプリケーション :
分析天びんを使用 して団体の密度を演」
定
:水)
(使用lp」
定
1些
零
裂
で
ま
下4位
1 象
示窯以
H
◆
申
島
T
︼
げ
1
5
一旺
一人ンガーの上又は皿にサ ンフル
回
囲
E ―E 亘
ヨ
︲■︱
中ヨ
20℃を確認
巾
ュ
―前に設定されてあるメニューを
クリア
ーサンプルホルダーを沈める
―プ回グラムを呼び出す
―温度入力の数値入力または
印字例
S T O 一匠コ
を載せ保存 (A―空気中) sTo―
□
―サ ンプルを水中のホルダーの上
葺昌を保存 (L―
におく、
液体中)STO― 匠コ
ー計算された密度を読み取る
Tem p+
20.0
Rhof1
0 99820
vva
+150241
Wfl
+132351
vO1
1 7938
Rho
8 3755
''C オ
匂)】
副受
9/ 水 の密度
9 サ ンプルの空中での重墨
9 サ ンプルの水中での重量
CC mサ ンプルの体積
9/ サ ンプルの密度
エ タ ノー ル を選択す る場 合 ロ キー を 2秒 以上押 し、回
キーで Et日を選択 し匠ロ キー でメモ リー して下さい。
*他 の液体 については弊社までお問い合わせ くださしヽ
。
利用される公式
小数点以下位数
小数点以下なし
3
6
1
Rho
1位 まで
3
6
2
2位 まで
3
6
3
3位 まで
3
6
4
Rhofl
4位 まで
3
6
5
Wa
5位 まで
3
6
6
6位 まで
3
6
7
Rho
Wfl
korr
LA
徹ra'Rhofl)一
(Wa―
(Wil・ LA)
Wfl)。
korr
サンプルの密度
演」
定用液体の密度
サ ンプルの空気中での重∃ 直
サンプルの液体中での重量値
ワイヤーの補正値 (YDK01の 場合
099983)
B
空気密度 0.00129/8冊
注)比 重 測定をす る場合積分 時間 はも つ とも長 い時間を選択下 さ い。 (水中 にサ ンプル を入れ
る際、水が流動 し再現 性が悪 くなるのをさけるためです 。)
110
比重測定 :置換法
(プログラムー匝□)
アプリケーション :
上皿天びんを使用 して固体の密度を測定
(使用例 :水)
比重測定
産華0去
以
まで
窯
下3位
1 豪
尿
」`
ヌふ
│ ′
″判
υ l 上は ヽ
々志晋│
?響 il
91
13督
υ
lυ
私
ョ
◆
的
、
ギ
J
げ
,
200中
C
︲
日U
一前に設定されてあるメニューを
クリア
回
―ひょう曇冊 に液体の入 った容器
を載せる
―プログラムを呼び出す
一温度の数値入力または、
囲
E ―E F ヨ
印引 列
Temp +
20°
S T O ―匠□
Cを 確認
―容器の隣にサ ンプルを載せ保存
Rhof1
STO― 匠□
―サンプルをワイヤに付けて液体
に沈める
STO― 匠□
一言
された
み
十
算
密度を読 取る
0 99820 9/
VVa
+-
20926 9
Wil
+
16027 9
Vo1
16 073 ccrln
Rho
1 303 9/
エタノールを選択する場合前ペー ジ浮力法を参照下 さしヽ
*他 の液体については弊社までお問い合わせ下さい。
利用される公式
Rho =Wa X Rhofl十
Rho
Rhofl
Wa
VVfl
LA
十
LA
サンプルの密度
演」
定用液体の密度
試料の空気中での重量値
試料の液体中での重量値
空気の密度 0.0012yOm3
比重
:浮 力法 (
(プログラムー匝□)
アプリケー ション :
2
上皿天びんを使用 して国体のサンプ)昭 受
を演ll E
1 14
3
3
(使用例 :水)
20 1
5
2
9
2
6
一前に設定されている機能をクリ
アする
一サンプ)め 数量
を入力/保存
□ 回
―サンプ)昧 ルダーを沈める
一プログラムを呼び出す
―温度入力の数値入力または
20°
Cを 確認
一人ンガの上にサンプルを置き
空嵯
(A)を保存
一水の中にサンプルを沈め保存
(L=液 体)
一測定密度を読み取る
一それぞれの密度を保存
回
S T O ―匝コ
囲
E ―E □
S T O ― 匠コ
S T O ― 匠コ
S T O ― 圧コ
s T o ― 匠コ
099820 9/
Rhofl
Wa
十
15.0241 9
VVfl
+
13.2351 9
Vol
1 7938 ccm
Rho
83755 9/
1
n
83755 9/
Rho
10
n
8.3908 9/
Rho
10
8.3890
0.0720
9 9
十
続計値は自動的に計算されます。
20.0''C
Terlnp
十
―残 りのサ ンプルの密度を演」
定 RES― □
(温度からくり返す)
ぽ『字炉」
上ヒ
重測定 :置 換法 (縮計処理)
(プログラムー匝団)
アプリケーション :
ヨー ド
―前に設定されている機能をクリ
アする
区
ーサ ンプ)め 数量を入力、保存
ョ
□ 匝E STO― 匝コ
ーひよう昌冊に液体の入 った容器
を載せる
区
□
―プ回グラムを呼び出す
E―
匝□
―温度入力の数値入力または
20。Cを 確認
STO― 匠コ
―容器のそばにサンプルを置き保
存
STO―
一水の中にワイヤー に取 り付けた
□
―□
サンプルを沈め保存
ST①
―計算された密度を読む
一それぞれの密度を保存 STO一
匠コ
ー残 つたサンプルを演」
定 RES―
□
印字例
Tem p +
Rhofl
1/Va
200"C
099820 9/
+ 43595 9
1 / V1十 + 3 4 0 9 3 9
Vol
34 190 ccrlR
Rho
1276 9/
n
1
Rho
1276
9/
:
10
n
Rho
1280
10
+
統計値は自動的に計算されます。
2
統計
了
│
31
6
︵
3 9生
置 窮去
小数点以下 3位 まで
0
2
比重測定
1
つと ︵
じ
上皿天びんを使用 して固体のサンプ)耀 度
を演」
定
(使用例 :水)
1277 9/
+ 002399/
9/
比重測定 :比 重びん法
(プログラムー匝コ)
アプリケーション :
ヨー ド
3
4
2
2
画
一 町
―基準液体の温度を入力または
20℃ を確認
STO―
医
ョ
回 □ 回 □
◆
的
mu
げ
1
アする
一ひょう曇冊に空のびんを載せる
―プ回グラムを呼び出す
︲
5
―前 に設定されている機能 をクリ
4
I CF機 能
2
(使用lyl:水)
6
小数点以下 3位 まで
テアメモ リ
4
︲
比重びん法
0
2
定
比重演」
1
9 生 Q∪ R ︶ 9 ﹂ 9 ﹂
上皿天びんを使用 して粉状および粒状サン
功♭
定
密 度の演」
E―□
印字例
□
200
0 99820
+ 49870
9
1 360
C
39 182
Rho
+ 53252
― + 64052
Wr
9
Vo1
一密度を読み取る
一次の沢」
定を開始する
1/Va
9
Wf
9
びんを載せ保存
s T O ― 匠コ
―テアメモ リをクリアする
回 回
一びんに液を入才
仏 ひよう曇冊に
S T ① ―匠ヨ
載せる
9
Rhof1
” + 0218
Tem p +
R E S ―□
*他 の液体については弊社まであ問い合わせ下さしヽ
。
利用 される公式
た
に
る
め
得
はRho
河
程
傾
笑
霧
聖
鷲
匿
暮
卒
Fを
定す
①空のビンはよく乾燥させてから演」
る
②液体の温度を一定に保つ
Wa×
Rhofl
W 十1 + W a ―
Wr
十 LA
Rhofl
サンプルの密度
充填液の密度
Wa
サンプルの重 ∃ 直
1/Vfl
充損液の重塁値
サンプル と充損液の合計重量値
空気の密度 0 1 0 0 1 2 y c c
Rho
Wr
LA
C/ 酬/
Nl
9
―ひよう墨皿 に液イ
本の入 ったびん
s T O ―匠□
を置き重曇 を保存
―びんを空にして皿の上に置く T A R ―匠コ
―ひょう量冊 にサンプルの入つた
テアメモ リ :正 昧含計
(プログラムー匹□)
アプリケーション :
数種のサ ンカ を配合 し、
個々の正昧重曇/
正昧合計を測定
8
的%﹁
︲
5
r
―上記を繰 り返す
TAR―
匠コ
ー保存された重量値 を印字 ldi 区 ∃ 匝コ
ー終了
TAR一 匠コ
□
―正昧合計の印字
i
m
□
□
匝コ
□
”g
―前 に設定されてあるメニ ューを
ク リア
区
―ひよう量mに 容器を載せる
区
―最初のサンプルを載せる
TAR―
ー次のサンプルを載せる
TAR―
印字lrl
Nl +
Nl
818.579
+
166947 9
Nl +
99559
Tl
2587.59 9
+
+
5998‐ 33 9
1過 不足チェック :基本ひよう量(目標重量) │
(プログラムー 区コ)
4
3 5
同
Ug
印字例
I御
in
□
十 十 十
Li rlR
1 0 °/ 。
23538 9
rln ax
24007 9
Setp
23770 9
N
のはか り込みをする
重墨を印字
□
―ひょう墨中における過不足
チ ェック表示
PAR―
3 1
,督
5 ごと
冒ヨ77
一目標重曇をはか り込み保存
一 時的メモ リ
PAR― □
P A R ― 匠コ
永久的 メモ リ
(電子音が鳴るまで)
一容器を降ろ し、他のサンプ)溶
器を載せる
区
ーグラフを見なカミ
―ノミ
らサンプル
7
︲
―前 に設定 されてあるメニューを
クリア
回
―ひよう曇冊に容器を載せる
圃
―プログラムを呼び出す
P A R ― 匠□
4
4
自動 プログラム
YRD10Zコ
ント回―ル
3
(チェックひよう墨表示ユニ ット)
1
4
4
5
同 重暑サ ンプルの はか り込み
2
2
過不足 ・正昧重曇
目標重曇
± 1`0°
/。
許容限界
アプリケーション :
23695 9
回
LL=目 標重量未満
日H=目 標重量超過
る目標重量が自動的に表示されます。
天びんの スイッチ才ンと同時に永久的 に保存 されてしヽ
116
過不足チ ェック :上 下限の設定
(プログラムー匝亜p
アプリケーション :
コー ド
3
5
3
量
標
重
暑
」
暑
;」
會
昌
2
―完成品の品質管理
―同数墨サ ンプルのパ ッケー ジ
2
2
1 3 5
││
4
7
︲
土
呈
坐
ご
ご
軍
勝ち
ッ
そ
ま
旨
管
呈
写
門
│と
│:
―プ回グラムを呼び出す PAR―
一 (テンキー で値を入力するか、
ひょう昌冊上のサ ン功 閉直を保
匿□
存する)
ヽ
最/ 1重畳
ひょう量をする。
一過不足のチ ェックには PAR―
LL=最 小重量未満
H日 =最 大重量超過
rnin
47000
rln ax
48000
Setp
47300
N
47809
圧コ
ひよう量値が上下限内ならば自動的に
印字されます。
天びんのスイッチオンと同時に保存されている最終値が自動的 に表示されます。
9
`
バー クラフを討 きがらチ ェック
印字例
9 9
(電子者が鳴るまで)
甲 7ヨ
十 十 十
匡 □匝コ区ヨ P A R 一 回
匝 □座ヨ区ヨ P A R 一 回
最メ達壁轟
目標重曇―陶的保存 PAR一
回
ノ
ブ 永 久的保存
PAR―
匠コ
◇! 1 1 , 1 ・ 1 , 1 , 1 智5 E と
→
日
里
●
・
(プログラムー匠団)
アプリケーション :
ー岬蛇
ん
≧
量のスピ
れう
の金
農
ヨー ド
°
ひよう量
/。
2
1
5
1得
ま
:奈
尋
許
尋
ま
で │:11
1 小 数点以下 1位 まで
13 6 2
―ひょう昌 mに 容器を載せる 区 ヨ匝□
―容器にサ ン功 レを入れる
一日
□
寺的保存
STO REF―
匠コ
STO REF―
永久的保存
(電子音が鳴 るまで)
一容器を降ろ してサン妨
させる
印字例
乾燥
乾燥後のサ ンプルをひょう量冊に
を読み取る
載せ、°
/。
一残重量パーセン トの印字
回
一重曇表示
一残重昌の印字
医
区
ヨ ([憂
⊃
ヨ
118
pRef + 100°
Wxx°/。+ 4619
/。
R
+ 914°
/。
N
+ 4219
%ひ ょう量 :損 失量 パーセン ト害
( プログラムー区コ)
アプリケー ション :
サンプル蒸発重曇の測定
r
補
,
5
的%﹁
一ひょう曇冊に容器を載せる区ヨ、区 □
一容器にサ ンプルを入れる
ST① REF― 匡□
%
容器を降ろしてサンプルを乾燥さ
せる
乾燥後のサ ンフルをひよう昌mに
印字例
%
100
57
N
1347
22158
% 9 9
D
119
23505
一 一
十
D
一蒸発重曇パーセントの印字 (D)区 ヨ
ー重量表示
医
ヨ ([憂
⊃
一蒸発重量の印字(D)
区
∃
―残重量の表示
□
(□ )
一残重量 “
N"の 印字
区
ヨ
9
pRef 十
Wxx%十
載せ、蒸発重量の%を 読み取る
続計 :手 動入力
(プログラム区団)
アプリケーション :
重量値 に関する統計データ
自動 ス トア :匠 コ
比重演」
定/動物ひょう墨
しきしヽ
値 100d
!
g
ギご
Ч
”日
︻何U
5
s
囲
STO―
載せる
ーサ ンプルを降ろす
-2番 目のサ ンプルを載せ
匝コ
∩ N
回
上記を繰 り返 し
-10番 目のサ ンプルを載
十 十
n N
ク リアする
回
―ひよう昌冊 に最初のサ ンプルを
る
STO―
サ ンフルを降ろす
i
一サンプ)畿 を入力 E□ 回 STO一 回
―前に設定されてあるメニューを
1
508422
10
508009
10
+ 508223
512
プ回グラムは自動的 に比重および動物ひょう量の結果を保存 します。
120
9
STO―
□
統言
ll直は、自動的に印字されます。
一途中結果のE日
字等 に│よ
□
9
せる
1統 計 :自動入力
│
(プログラムー匡コ)
アプリケー ション :
9
7
2
4
4
5
2
7
5
8773 9
8338 9
8547 9
9245 9
N 十
n
20
文 + 8625
s
+
486
9 9
最終統言
村直は自動的に印字されます。
1
十 十 十
N
S T O ―匠コ
目まで上記を繰 り返す
0﹂﹁﹁J
r﹁ t s
印字lrl
N
目のサ ンプルを載せ
2
□
N
る
-20番
i﹁ !
ヨ
インプットする □
回 STO― 匠コ
ー最初のサ ンプルをひょう曇冊に
載せ、保存
S T ① ―匠□
-2番
”日
一前 に設定されているメニューを
ク リア
区
ーひょう曇冊 に容器を載せる
区
一サ ンプ)践 (ひよう墨回数)を
7
連続番号なし
しきい値 :100d
6
最初の値の自動ス トア
匝コ後の才― トテア
3
続計
2
小部品の統計データ
含計 :は か り込みチ ェック
(プログラムー匝口)
アプリケー ション :
コー ド
8
7
7
3
3
的,日
・ 5
Ч
︲向日
”冒
一回ット番号の入力、保存および
ヨー ド付き印字
伊」:□ 回 匝]STO― □
―ひよう暑mに 容器 を載せる
区 □ 区ョ
ー最初のサ ンプルを容器に入れる
2
2
ーシコ
ニ
ュ
ン
ケ
ョ
ミ
1 1タ
軍コ
あ
終
植
菖
動
凍
捧
ン
1叢
│
1
2
よか り込みおよび自動印字
部品等の十
E
STo― 匠ヨ
印字例
容器を降ろす
一次の容器を載せる
サンプルを容器 に入才
仏 表示の
安定後容器を降ろす
一次の能
載せる
サンプルを容器 に入才
仏 表示の
K本 十
205
n N
1
+
110560 9
:
4
安定後容器を降ろす
―ひよう曇同 数と合言
打直を印字
+
122
790105 9
含計 :は か り込みチ ェック と統計
(プログラムー匝□)
アプリケーション :
8
2
1
2
│
5
︲
1 最 大、最小、差
8
合言
‖直売み取 り
小数点以下四捨五入
4
︲
合計
︲
9↑ R ︶ 94 つじ
大墨部品等の区分け作業合言
tl庫売み取 り
一回ッ ト番号の入力、保存
IDヨ ー ド付き印字
例 : 匝 □ □□ 匠ヨ 匝 □
―ひょう曇冊に容器を載せる 区 □区コ
ー最初のサンプルを入れ、 プ回グ
印字例
ラムを呼び出す
STO― 匠ヨ
一容器を降ろし、次の容器を載せ
N
n 中
205
十
る
区
一次のサンプルを入れ、保存
K* 十
34273 9
□
匠コ
る
歴
一次のサンプルを入れ、保存
STO RES―
ー測定1直を印字
区
田
n
Σ ―N
34173 9
rlR ax
35186 9
注)サ ンプルを容器 に入 れる前 には、必す 囲 を押 してくださしヽ
も
123
3
103632 9
rrl l∩
Dlff
匠ヨ
ヨ
十 十 十
STO RES―
ー容器を降ろ し、次の容器を載せ
10139
第 6章 付 録
テクニカルデータ
型式 MCl天
びん (マスタ ー 天 びん )
AC21l S(― MS)
MS)
AC121S(―
レンジ
ひ よう量
210
120
言
痢 叉1倒受
00001
00001
風袋消去量
210
120
標準偏差
00001
010001
直線性偏差
± 00002
± 0.0002
安定所要時間 (代表値)
25-
IQモ ー ドにおけるレスポンス最短時間 s
積分時間 (デジタルフィルタ)
表示シーケンス (国雄 動 時間 による)s
感度 ドリフ ト (+10∼ +3げ C)
作業中許容周囲温度
ひよう量mの 大きさ
ーーー 1.5
キ
キーーーーー 4段 階選択可能
―-01∼ 04(選 択可能)一 ―――→
―
/。
C
ー
ー
十
一
十
一
―
キ
一
→
十
mm
1
0
°
C
+
∼
3
0
°
C
―
90 φ
ひょう畳事寸法 (W× D× H)
m rrl ―
ひょう量皿か らの高さ (有効高さ)
F〕rrR
正昧重畳
k9
-―
―
-200X180×
254
―
一一―- 75 -―
260-―
――
――― →
―
」ト
50160 Hz
ACアダプタ、
115/230V(-20°
/0∼キ15°
/。
)、
AC電 源
消費電力
2。106
±
00
VA
一
最大16:平 均8-―
一――→
k9ヽ Ctヽ rlR9-――一―一一一」ト
選択可能重量単位
- 9ヽ
アプリケーションプ回グラム
可 単位変換 !テアメモリi正昧│1合
計!%ひよう量: ト
過不足チェックひよう量(分
類および充損)!カウンティング
才― トゼロトラッキング機能
(メニューコー ドによりはすすことが可能)
インター フェース (内蔵)
標準装備
RS232C/RS423 1 7ビットt parity i even
odd、
space i転
、m a r k 、
送速度 ! 1 5 0 ∼
1 9 2 0 0 b p s1、
または2 ス トップビット、ソフト
ウェア/ 八―ドウェアA ン ドシェイク
4-マ スター天びん (一
MS)は 標準装備 ―一>
―
―
ー
IS①/GLP/GMP準
MS)│よ 標準装備 一
酌評 プリン ト出力 く
マスタ 天びん (一
拠言
■ ― マスター天びん (―
IAC応 用ひよう量プ回グラム
MS)は 標準装備 →
全自動校正機能 6soCAL)
●
●
●
ACア ダプタ
床下 ひよう墨用 フック
●一
●
●
ガラス風防ケース
●
●一
ダストカバー
●
●
校正用分鋼 (内蔵)
ー
※取ヨ│。
IQモ
に
いら
0 ∼ 30℃です 。
れる特定計曇器には
ドはあ りません。叉使用温度範囲は10°
証明 用
※仕様はお断りな しに変更させてしヽ
ただくことがあ ります。
│テ クエカルデー夢
型式 MCl天
びん (マスタ ー 天 びん )
LC3201 D(― MS) LC1204 S(。
レンジ
デュアル レンジ
ひ よう量
1000/3200
1200
諏
0001/001
0001
阿受
風袋消去量
介
票輸
差
直線性偏差
シ
3200
1200
0001/001
±0.002/0,01
0001
± 0002
一
1 5十
安定所要時間 (代表値)
IQモ ー ドにおけるレスポンス最短時間 s
1
積分時間 (デジタルフィルタ)
キーーーーー 4段 階選択可能
表示 シー ケ ンス (選択積分時 間 による )s
- 01∼
感度 ドリフ ト (+10∼ +3ぴ D
作業中許容周囲温度
MS)
ングル レンジ
0`4 (運
ヒ
動民可台
)一
十
±2・106
/OC
Oc
0-40°G
―
→
130φ
ひ よう量皿の大きさ
rn m
正昧重曇
k9
―
VA
∼
A C アダプタ、
1 1 5 / 2 3 0 V ( -/2。
0+°
1 5 % ) 5、0 / 6 0 H z
―一最大16:平 均8-― ――――チ
‐―
AC割
京
消費電力
選択可能重暑単位
アプリケーションプ回グラム
■ ――――――- 9、 k9、 Ctヽ rng一 一一一―――」ト
十
単位変換1 秘 モリ1 正昧 合計│ % ひよう量→
過不足チェックひょう量( 分
類および充填) │ カウンティング
一
才― トゼ回トラッキンヴ機 能
(メニューヨー ドによりはすすことが可能)
標準装備
ツト, parity i even
RS232C/RS423 1 7ビ
space i転
d、
送速度 ! 1 5 0 ∼
、r r l a rokd、
1 9 2 0 0 b p s1、
または2 ストップビット、ソフト
ウェア/ 八―ドウェアA ン ドシェイク
インター フェース (内蔵)
全自動校正機能 GsoCAL)
IS①/GLP/GMP準
拠記録 /プリント出力
IAC応 用ひよう墨プ回グラム
- 65
く― マスター天びん (―
MS)は 標準装備 →
千 ― マスター天びムジ (―
MS)は 標準装備 ―→
キー マスター天びん (―
→
MS)は 標準装備 十一
ダストカバー
●
風防 (円型 )
●
●
ACア ダプタ
●
●
床下ひょう量用フック
●
●
●
●
●
校正用内蔵分銅
※取引 ・
10°
C ∼ 30°
Cで す。
証明に用 いられる特定計量器 には lQモー ドはありません。叉使用温度範囲│よ
※仕様はお断 りな しに変更させていただくことがあ ります。
125
レデータ
テクエカメ
型式 MCl天
│
びん (マスター天びん)
LC621 S(。 A/1S)
LC621 P(―
A/1S)
レンジ
シングル レンジ ポ リレンジ
ひ よう墨
620
120/240/620
言
討 叉阿 受
0001
0001/0.002/0005
風袋消去量
620
620
標準偏差
0001
0001/0001/0003
直線性偏差
±0002
十 o oo2-0002/0005
安定所要時間 (代表値)
15
IQモ ー ドにおけるレスポンス最短時間 s
1 -
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間による)s
感度 ドリフ ト (+10∼ +3ぴ C)
04 6茎 勤R可能)一――――――」ト
-0.1∼
―±
2・106
/Dc
Oc
作業中許容周囲温度
ひ よう量皿の大きさ
正腫
4段 階選択可能
0-40℃
―一―――)
130φ
m rln
量
―
―-55
k9
∼+15°
ACアダプタ、
115‐
230V(-20°
50160 Hz
/。
/。
)、
AC電 源
消費電力
最大16:平 均8
VA
4-― ―― ―- 9、 k9、 Ct、 rlR9-――――一――」ト
選択可能重量単イ
立
アプリケーションプ回グラム
―
単位変換│テアメモリ1正昧1合
計│%ひよう量 引ト
ウンティング
過不足チェックひょう量(分
類および充損)│カ
―
才― トゼロトラツキング機能
(メニューヨー ドによりはすすことが可能)
標準装備
RS232C/RS423 , 7ビ ツトl party i even
、r l n a r ok d、d 、s p a c e i 転送速度 ! 1 5 0 ∼
19200bps、
1 または2 ス トップビット、ソフト
ウェア│ 八一ドウェア八ンドシェイク
インター フェース (内蔵)
マスター天びん (判 S)1押
全自動校正機能 GsoCAL)
…
IS①'G LP/GMP準
キ ーマスター天びん (―
N/1S)│よ
標準装備 一
く一 マスター天びん (―
MS)は 標準装備 ―ト
拠記齢 プリント出力
IAC応 用ひよう曇 プログラム
ダストカバー
風防 (円型)
●
軸
→
●
●
●
ACア ダプタ
●
●
床下ひよう墨用 フック
●
●
校正用内蔵分銅
※取引 ・
証明に用 いられる特定計量器 にはIQモー ドはありません。叉使用 温度範囲は1000∼30℃ です。
※仕様はお断 りな しに変更させていただくことがあ ります。
126
テクエカルデータ
型式 MCl天
びん (マスタ ー 天びん)
」
LC221S(―
lMS)
LC6201 S(。
│
MS)
レンジ
ひょう墨
220
6200
言
刺 叉1 側受
0001
001
風袋消去量
220
6200
標準偏差
01001
001
直線性偏差
± 0002
± 002
安定所要時間 (イ
壕詔直)
15
IQモ ー ドにおけるレスポンス最短時間
一
積分時間 (デジタルフィルタ)
表示 シーケンス (選択積分時間による)s
- 01∼
感度 ドリフ ト (+10-+3ぴ
C)
作業中許容周囲温度
ひ よう曇冊の大きさ
正昧重量
AC電 源
消費電力
選択可能重量単位
08-―
―― 十ト
04 G茎 靭R可台
ヒ
)一
―チ
± 2・106_____―
/。
C
Oc
0-4000
rlR m -130φ
十
-
-235×
180→
4 - 一 ―- 5 5 - ― ―ト ー
k9
650/°0 ∼
+ 1 5/°
A C アダプタ、
1 1 5 1 2 3 0-V2〔
50160 Hz
。
)、
――――→
―一
VA ―
最大16:平 均8-―
キ ー ーー ー 9、 k9、 Ct、 rln9-― ―――→
―
計! % ひょう量 引ト
単位変換│ テアメモリ1 正昧1 合
l
長
ェ
ン
ング
テ
チ
ッ
び
ク
ひ
よ
う
量
お
よ
充
ウ
ィ
過不足
類
(分
)│カ
―
才― トゼ回トラッキング機 能
(メニューヨー ドによりはすすことが可能)
インター フェース (内蔵)
1プ
ISO/‐
G LP/GMP準 拠記録十 リント出力
`
IAC応 用ひよう量プロクラム
キ
ー
ダストカノミ
風防 (円型)
一―Ⅲトー
4段 階選択可能
アプリケーションプ回グラム
全自動校正機能 6soCAL)
__1十
標準装備
RS232C/RS423 1 7ビ ツトi parity i even
、r r l a r ok d、d 、s p a c e i 転送速度 1 1 5 0 ∼
1 または2 ス トツプビット、ソフト
19200bps、
八一ドウェア八ンドシェイク
ゥェァ十
4-マ スター天びん (―
X/1S)│よ
標準装備
―マスター
MS)は 標準装備
■
天びん (―
ー マスター
X/1S)│よ
天びん (―
介
票幾 備
●
―→
―ト
―
→
●
●
ACア ダプタ
●
●
)末
下ひょう墨用フック
●
●
●
校正用内蔵分銅
ー
IQモ
※取ヨ 。
100C∼30℃です。
ドはあ りません。叉使用温度範囲│よ
証明に用 いられる特定計墨器 には
※仕様はお断 りな しに変更させていただくことがあ ります。
テクエカルデータ
型式 MG天
ぴん (マス タ ー 天 びん )
LC4201S(― MS)
Lく
力80tP(― MS)
レンジ
ポリレンジ
ひよう量
800/1600/3000/4800
0,01/0.02/0,05/0.1
0.01
4800
4200
0.01/0.02/0.05/0.1
十o.o2/0.02/0.03/0.05
0.01
殻
醸
鵜
標準偏差
直線性偏差
毎表値)
邦
間 (イ
IQモ ー ドにおけるレスポンス最短時間 s
4段 階選択可能
-0・
1∼0・
4(選 択可能)一
±
Oc
2・10 6
0∼ 40°
C 一
rn m
噂
kg
235× 180
5.5
115/230V(-20%∼+15%)、50/60 Hz
ACアダブタ、
AC朝
最大16:平 均8
VA
選択可能重量単イ
立
アプリケーションプ回グラム
- 9ヽ
―
単位変換: テアメモリ: 正昧1 合
計: % ひよう量 引>
過不足チェックひょう量( 分
類および充損) i カウンティング
標準装備
RS232C/RS423 i 7ビツトi parity i even
・
、mark、odd、space i転送速度 !150∼
1 または2ス トップビット、ソフト
19200bps、
ウェア/A―ドウェア八ンドシェイク
インター フェー ス (内蔵)
全自動校正機能 GsoCAL)
ISO/G LP/GMP準 拠記餅 プリント出力
k9ヽ Ctヽ rng― 一一十一一一」ト
一
オー トゼ回トラッキング機能
(メニューコー ドによりはすすことが可能)
IAC応 用ひよう量プログラム
±0.02
0.8
ひよう昌mの 大きさ
消費電力
4200
1.5
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間 による)s
感度 ドリフ ト (+10-十 賀 'C)
/00
作業中許容周囲温度
シングルレンジ
キー マスター天びん ●MS)1韓
一 マスター天びん ●MS)1韓
キー マスター天びん ←MS)1韓
ダス トカバー
●
●
ACア ダプタ
●
●
床下ひよう墨用 フック
●
●
備→
備十
備→
醐
校正用内蔵分銅
※取引 ・
C ∼ 30°
証明 に用いられる特定計量器 にはIQモー ドはあ りません。又使用温度範囲は10°
Cで す。
※仕様はお断 りな しに変更させていただくことがあ ります。
128
テクエカルデータ
型式 MCi天 びん (マスタ ー 天 びん)
LC2201S(―
レンジ
シングル レンジ
MS)
LC821(―
シ
ひよう曇
2200
820
言
諏 側受
0.01
001
風袋消去量
2200
820
オ
需宰偏差
0005
0005
直線性lFm差
±002
± 0,01
安定所要時間 (代表値)
15
IQモ ー ドにおけるL/スポンス最短時間 s
積分8寺間 (デジタルフィルタ)
表示シーケンス (選択積分時間 による)s
感度 ドリフ ト (+10-+3ぴ
C)
作業中許容周囲温度
08
→
4段 階選択可能
キーーー
/°C
01-04 (猷
キ ー ± 2・106_引
OG
ひ よう量皿の大きさ
k9
可台旨
)一
卜←_― ±4。106_→
0∼ 4000
一
正味重量
-
―一―――一-170φ
4--
36
∼+15%)、50/60 Hz
1151230V(-20°
/。
ACアダプタ、
AC電 源
消費電力
選択可能葺暑単位
最大16:平 均8-―
VA
‐― キー
全自動校正機能 6soCAL)
録 /プリント出力
拠言
己
IACI稿用ひょう墨プ回グラム
―――― →
k9、 Ct、 rln9-― ―――――」ト
―一
単位変換│ テアメモリ1 正昧! 合
計│ % ひよう量 ト
ェ
ン
チ
ッ
び
ウ
テ
クひよう量( 分
ィング
過不足
類およ 充填) │ カ
才― トゼ回トラッキング機能
(メニューヨー ドによりはすすことが可能)
インター フェース (内蔵)
9、
―
アプリケーションプ回グラム
IS①/G LP/GMP準
MS)
ングル レンジ
標準装備
RS232C/RS423 1 7ビ ツトl parity i even
d 、s p a c e i 転
送速度 ! 1 5 0 ∼
、r l n a rokd、
1 9 2 0 0 b p s 1、または2 ス トップビット、ソフト
ウェア/ 八―ドウェア八ンドシェイク
4-マ スター天び方υ (―
MS)は 標準装備 ― →
― マ薄 一天びん (―
MS)は 標準装備 →
_マ スター
く上
MS)は 標準装備 ― →
天びん (―
ダストカバー
●
●
ACア ダプタ
●
●
床下ひよう匡用 フック
●
●
国肪
サ
校正用内蔵分銅
※取雪 ・
Cで す。
証明に用いられる特定計量器には IQモー ドはあ りません。叉使用温度範囲は10℃∼ 30°
※仕様はお断りな しに変更させてしヽ
ただくことがあ ります。
129
テクエカルデータ
型式 MCi天 びん (マスター天びん)
LC421(― MS)
レンジ
シングル レンジ
ひよう墨
420
8000/16000/34000
言
諏 願
0.01
0.1/0.2/05
LC34000P(―
風袋消去量
420
34000
標準偏差
0.005
直線性偏差
± 0.01
01/02/0,5
±02/0.2/0.5
安定所要時間 (代表値)
15
IQモ ー ドにおけるレスポンス最短時間 s
0.8
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間による)s
感度 ドリフ ト (+10∼ +3ぴ C)
4段 階選択可能
- 011-0・
C
/。
OC
作業中許容周囲温度
ひよう昌mの 大きさ
-
0∼
±
m rln 4-130φ
噂
k9
4 (選 択可能)一 一―一―一一」ト
4。106
400C 一
―一―与 キー 417× 307-― →
一一■トー
-36-一
15-
ACアダプタ、
115/230V(-20%∼+15°
/。
50/60 Hz
)、
AC電 源
消費電力
VA
キ 最大16:平 均8-―
最大 18:平 幼 0→
選択可能重量単位
十 一十一一―- 9、 k9、 Ct、 m9-
アプリケーションプ回グラム
一
単位変換!テアメモリ1正昧1合計│%ひよう量―」ト
ゥンティング
過不足チェックひょう量(分
員)lヵ
類および充ナ
オー トゼ回トラッキング機能
(メニューヨー ドによりはすすことが可能)
インター フェース (内蔵)
全自動校正機能 GsoCAL)
ISO/G LP/GMP準
MS)
リレンジ
ポ
拠言
己録 /プリント出力
`
IAClh用 ひょう量プ回クラム
ダストカバー
標準装備
RS232C/RS423 + 7ビ ツトi parity i even
o d d 、s p a c e i 転
送速度 1 1 5 0 ∼
、m a r k 、
1 9 2 0 0 b p s 1、または2 ス トップビット、ソフト
ウェア/ A ― ドウェア八ンドシェイク
ー
キ マスター天びん (―
N/1S)は標準装備 ― →
ー‐
―)
キ マスター天びん (一
X/4S)は標準装備 一
4-マ スター天びん (―
MS)は 標準装備 →
●
風防
ACア ダプタ
●
床下ひよう墨用 フック
●
●
校正用内蔵分銅
※取引 ・
正明に用 いられる特定計曇器には IQモー ドはあ りません。又使用温度範囲は1000∼30℃ です 。
言
※仕様はお断 りな しに変更させてしヽ
ただくことがあ ります。
130
テクエカルデータ
型式 MCi天 びん (マスタ ー 天 びん)
LC12001S(一 MS)
LC16000S(― MS)
L/ンジ
ひ ょう量
9
16000
12000
言
誠期渡
9
01
01
風袋消去墨
9
16000
12000
標準偏差
9
011
0.1
直線性偏差
9
±
安定所要時間 (代表値)
IQモ ー ドにおけるレスポンス最短時間 s
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間による)s
感度 ドリフト (+10-+3げ C)
作業中許容周囲温度
ひよう曇mの 大きさ
0.2
-115
キーーー
08
-
―
→
―
0.7-
4(選 択可能)一
0・
-01∼
C
/°
…
。
C
kq
…
望 5。106…
±4'106_→
40。
C
O∼
307-―
― 十 -235対
-15--5.5-一
80-ト
―一引ト
∼+15%)、50/60 Hz
115'230V(-20°
ACアダプタ、
/。
AC電 源
消費電力
選択可能重曇単位
VA
キ 最大18:平 均10-→
…
アプリケーションプ回グラム
インターフェース (内蔵)
全自動校正機能 GsoCAL)
己
撮 /プリント出力
拠言
IAC応 用ひよう量プ回グラム
――
単位変換│テアメモリ1正昧1合
計│%ひよう量 →
ウンティング
過不足チェックひょう量(分
類および充す
長):カ
標準装備
RS232C/RS423 1 7ビ ツト i parity i even
o d d 、s p a c e i 転
送速度 1 1 5 0 ∼
、m a r k 、
1 9 2 0 0 b p s 1、または2 ス トップビット、ソフト
ウェア/ 八―ドウェアハンドシェイク
キー マスター天びん (―
N/1S)は標準装備 →
キ ー マスター天びん (―
MS)は 標準装備 ― →
4-マ スター天びん (―
MS) は標準装備 →
ダストカバー
風防
ACア ダプタ
床下ひよう墨用 フック
‐ 最大16:平 均8ト
一‐
一―
- 9、 k9、 Ct、 rY19-― ――一一一」ト
一
牙― トゼ回トラッキング機能
(メニューコー ドによりはすすことが可能)
ISO/G LP/GMP準
―
1
4段 階選択可能
rYl m -417×
正昧重墨
± 0,1
●
●
●
●
校正用内蔵分銅
※取引 ,証明に用いられる特定計量器には 十
Qモ ー ドはあ りません。叉使用温度範囲は10°
0 ∼ 30°
Cで す。
※仕様 はお断 りな しに変更させてしヽ
ただくことがあ ります。
テクエカルデータ
型式 MCi天 びん (マスタ ー 天 びん)
LC6201(― MS)
レンジ
シングル レンジ
ひ よう墨
6200
4200
01
シ
ングル レンジ
言
刺 叉側 受
01
風袋消去墨
6200
4200
介
需砦偏差
01
01
直線1堂偏差
± 011
安定所要時間 (イ
彬詔直)
十
± 01
一
―
―
―
_―
―
―
―
―
- 1
0
作業中言
午容周囲温度
ひよう曇冊の大きさ
□味重量
0.
C
/°
一
―
一一――
±4・106十
00
0∼ 4000
→
-
235× 180十
岡 rn
一
- 4
k9
1151230V(-20%∼+15°
ACアダプタ、
/。
50160 Hz
)、
VA
選択可能重量単位
キーーーーー 最大16:平 均8-― ―一――→
―
才― トゼ回トラッキンブ機 能
(メニューヨー ドによりはすすことが可能)
―一
単位変換! テアメモリ! 正昧十
合計! % ひよう量 ト
過不足チェックひょう量( 分
ウンティング
類および充損) │ カ
一
――
―― 標準装備
RS232C/RS423 1 7ビットi parity i even
d、
space i転
、r l n a rokd、
送速度 i 1 5 0 ∼
1 9 2 0 0 b p s1、
または2 ス トップビット、ソフト
ウェアr 八―ドウェア八ンドシェイク
インター フェース (内蔵)
全自動校正機能 (isoCAL)
ISO/G LP/GMP準
拠言
己録 /プリン ト出力
――――- 9、 k9、 Ct、 rln9- ―
一 ――――」>
一
アプリケー ションプ回グラム
IAC応 用 ひ よう墨 プ回グラム
階選択可能 一
― ――一― ol′―o4(運 動尺可能)一―――――」ト
原
消費電力
- 4段
十
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間による)s
AC罰
―
―
IQモ ー ドにおけるレスポンス最短時間 s
感度 ドリフ ト (+10-+3ぴ
MS)
LC4201(―
マスター天びん (―
MS)は 標準装備 ―‐)
―
ー
… マスタ 天びん (判 S)は 健 懲 端 一→
― マスター天びん (―
ト
MS)は 標準装備 ――
一
ー
ダス トカノミ
●
●
ACア ダプタ
●
●
床下 ひよう墨用 フック
●
●
風防
校正用内蔵分銅
※取冒 ・
られる特定計量器には IQモー
証明 に用 しヽ
Cで す。
ドはあ りません。叉使用 温度範囲は100C∼30。
※仕様│よ
お断 りな しに変更させてしヽ
ただくことがあ ります。
132
ヨ
型式 MCl天 びん (マスタ ー 天 びん)
LC2201(― MS)
レンジ
シングル レンジ
ひよう量
2200
言
刺 叉1 腰
0.1
MS)
LC34(―
ングル レンジ
シ
34000
2200
34000
標準偏差
005
05
直線性偏差
±01
十一
風袋消去量
安定所要時間 (代表値)
1-―
IQモ ー ドにおけるレスポンス最短時間 s
C)
作業中許容周囲温度
0.7
4段 階選択可能 一―――― →
積分時間 (デジタルフィルタ)
表示シーケンス (選択積分時間による)s
感度 ドリフ ト (+10-+3ぴ
- 01∼
/°
C
一
Dc
04 G華 割民
可能)一―一一―――」ト
±4・106_→
H←
± lo・lo 6-―
0-4000-―
→
――一
キ ー 417× 307-― 十
一
岡rTR 4--170φ
-36-―
ト
4-―
」 ー
k9
15-― ―――)
ひ よう曇 mの 大きさ
□味重量
ACアダプタ、
1151230V(-20°
/0∼+15°
/。
)、
50160 Hz
AC電 源
消費電力
選択可能葺量単位
VA
キ 最大1 6 : 平 均8 + ‐ 最大 1 8 : 平 均1 0 →
一―
―――一一→
- 9 ヽk 9 ヽ C t 、r I 門―
4-―
一
ょう量→
単位変換│テアメモリ1正昧1合
計10/0ひ
ェ
ッ
ひ
チ
ク
ょ
う
お
よ
び
充
ウ
過不足
量(分
類
損)│カ ンティング
アプリケーションプログラム
才― トゼ回トラツキング機能
(メニューコー ドによりはすすことが可能)
標準装備
全自動校正機能 GsoCAL)
酌計 プリント出力
拠言
IAC応 用ひょう量プ回グラム
――― 一
RS232C/RS423 , 7ビツトi parity i even
送速度 i 1 5 0 ∼
d、
space i転
、r l l a rokd、
または2 ストップビット、ソフト
1 9 2 0 0 b p s1、
ウェア/ A ―ドウェア八ンドシェイク
インター フェース (内蔵)
iSO/G LP/GH/1P準
―――一一
マスター天びん (―
R/1S)は標殺 輸 ―→
ー
ー
キ マスタ 天びん (―
X/1S)は標準装備 →
キー マスター天びん (一
MS)│よ 標準装備 →
―
ダストカバー
●
│ヨ
坊
‖
ACア ダプタ
府
●
ひ よう副 明フ ック
●
●
校正用内蔵分銅
※取引 ・
証明に用いられる特定計量器には 10モー ドはあ りません。叉使用 温度範囲は10℃∼ 300Cです 。
※仕様はお断 りな しに変更させていただくことがあ ります。
133
│テ クエカルデータ
│
型式 MCl天 びん
iC34
iC64
シングルレンジ
レンジ
ひよう量
k9
64
34
kg
64
34
05
0.5
読取限度
1国
泌む肖2蓬垂
標準偏差
耐荷重
十一
十一
画限断 差
130
k9
一
も
安定所要時間 (代表1直)
IQモ ー ドにおけるレスポンス最短時間 s
一
積分時間 (デジタルフィルタ )
表示シーケンス (選択積分時間による)s
-4段
作動中許容周囲温度
防塵 ・防水基準
(国際電気標準会議 :IEC529)
感度 ドリフト (+10∼ +30。 C)
ひよう曇皿の大きさ
□昧重量
Oc
階選択可能 ―一―一一一一一一-1'
- 01∼
04 (葉窒新RT可
台旨
)一
40°
C
0∼
―――→
キーーー 台はかり本体 :IP65-一
キーーー ACア ダプタ :IP65/C
rln rn
-5・
106__予
―
- 417×
k9
± 10。106 」 ト
307
15
AC電 源
消費電力
―――――一-08
ACアダプタ、
115/200V(-20%∼+15%)、50/60 Hz
VA
キー十一――最大 18:平 均 10-―
―――チ
k9ヽ Ctヽ rn9-一 一―――一一」ト
選択可能重量単位
- 9ヽ
`
アプリケーションプ回クラム
4単 位変換 !テアメモリ:正昧/合計i%ひよう量 →
過不足チェックひょう量(分
類および充損)1カウンティング
才一 トゼロトラッキング機能
(メニューヨー ドによりはすすことが可能)
標準装備
RS232C/RS423,7ビ ツト十parity ieven、
mark、
odd、
space i送
転速度 : 1 5 0 ∼
インターフェース (内蔵)
1 9 2 0 0 b p s1、
または2 ストツプビット、ソフト
ウェア/ 八―ドウェア八ンドシェイク
標準付属品
ACア ダプタ
●
●
※取弓│・
証明に用 いられる特定計曇器には lQモー ドはあ りません。叉使用温度範囲は1000∼30。
Cで す。
※仕様はお断りなしに変更させていただくことがあ ります。
134
r亨フエカルデータ
型式 MCl天 びん
│
lC34000P
tC16000S
リレンジ
ポ
シングルレンジ
レンジ
ひ よう曇
k9
16
8/16/34
言
刺叉
豚渡
k9
0.1
0,1/0.2/05
1国
泌む肖2連垂
16
34
標準偏差
0,1
0,1/0.2/0.5
直線性偏差
± 02
■ローーーーー
ーーー 130-― 一―
IQモ ー ドにおけるレスポンス最短時間s
■一一― 十
___08
積分時間 (デジタルフィルタ)
表示 シーケンス (選択積分時間 による)s
4-―
耐種
k9
± 012/02/05
1.5-一 ―一
安定所要時間 (代表1直)
一
キーーー ACア ダプタ :IP65-
(国際電気標準会議 :IEC529)
+30℃
ひ よう墨皿の大 きさ
□昧重墨
)
/C
rn m
± 4・106
± 2.5'10 6
-417×
307
15
k9
ACアダプタ、
115/230V(-20%∼+15%)、50/60 Hz
AC電 源
消費電力
階選択可能
一――一
0.4 (箕
墾折RT可
台ヒ
)一
0∼ 40°C
台はか り本1本:IP65-一 ――一チ
- 01∼
ac
作動中許容周囲温度
流達 ・防水基準
感度 ドリフト (+10∼
一-4段
―
VA
キーーーー最大 18:平 均 10
選択可能重量単位
アプリケーションプログラム
一
一
―
―
―
一
一
-
9 、
―
k 9 、
C t 、
r Y 1 9 - 一
一
―
一
一
」
ト
t単 位変換 │テアメモリ!正昧/合計:%ひよう曇 ―」ト
過不足チェックひよう量(分
類および充損)!カウンティング
オー トゼロトラ ッキング機能
すす ことが可能)
(メニュー コー ドにより│ま
―
標 準装備
ツト十parity t even
RS232C/RS423 i 7ビ
送速度 1 1 5 0 ∼
d d 、s p a c e i 転
、r n a r ko、
1 9 2 0 0 b p s1、または2 ス トップビット、ソフト
ウェア/ 八―ドウェア八ンドシェイク
インターフェー ス (内蔵
標準付属品
ACア ダプタ
●
●
ー
。
※取引 証明に用いられる特定計量器にはIQモ ドはありません。叉使用温度範囲│よ
10。
C∼ 30。
Cで す。
※仕様はお断りなしに変更させてしヽ
ただくことがあります。
135
アクセサリー (オプション)
● プ リンタ
YDP 02-OCEV2
および統計処理機能付
日付/時 亥」
印字速度 :15行 /秒
ヽ
法
:(lA/)150× (D)138× (H)43
「
●リモー トディスプレイ
天びんのインターフェースポー トに接続
―液晶表示
737101A
―液晶表示 (○日P用 )
737102A
●外部充電式バ ッテ リパ ック
ーひよう量 12k9以 下の天びん用
YRB 05 Z
―ひよう墨 12kgを 超える天びん用 YRB 06 Z
136
● 応用 ひ よう量 プ ログラム (IAC)
※マスター天びんには、標準装備されています。
b貝暁刃 リアルタイムク回ッ
経時変イ
調 ・酉
給 、続計処tIW、
クおよびタイマー機能、演算機能 (カ
ロ
算、乗算(減 気 除
算)、比重測定、動物ひよう曇/平 均、過不足チ ェックひよ
う量、ID番 号のメモ リ、カウンティング、°
ひょう量、
/。
lSO/GLP準
ション
拠 プリン ト出力/記 録、データ コミュニケー
― AC/LCシ
リーズ用
(丸型ひよう量皿 )用
― LCシ リーズ (角型ひょう曇m、
YAC 011
ひよう量 12k9以 下)用
YAC 021
-LCシ リーズ (角型ひよう曇冊、
ひよう量 12k9を 超え る)用
YAC 03
-lcシ リーズ用
YAC 04
変化量測定 プログラム :
水分の分析、変化量の渡」
定等 に最
適のプ回グラムです。
リーズ
(丸型ひょう曇冊)用
YDC 011
-LCシ リーズ (角型ひょう墨冊、
― AC/LCシ
ひよう量 12k9以 下)用
137
YDC 021
●外部校正分銅
天びんの型式
精度クラス (OIML)
Cat,No
重量 (9)
LC221S
E2
lx200
YCW 5228
LC421
Fl
lx200
YCW 5238
E2
lx500
YCW 5528
LC821
Fl
lx500
YCW 5538
LC4201S
E2
lx2000
YCVV 6228
Fl
lx2000
YCⅥ /6238
Fl
lx5000
YCW 6538
Fl
lx10000
YCW 7138
Fl
lx10000
YCW 7138
LC621S、
LC621P
LC4801P、
LC2201S
LC2201、 LC4201
LC12001S、
LC6201
LC34000P、
LC16000S
LC34
lcシ リー ズ
●チ ェックひ ょう量 ユニ ッ ト (レッ ド/グ リー ン/レ ッ ド)
・サ ンプル (充損量)力 `
許容範囲内か否かを色別 します。
YRD 10 Z
●風 防ケ ー ス
ー 1 30rlRrll ひよう量皿の天びん用
φ
YDS 011
-170rnm φ
YDS 041
ひよう昌mの 天びん用
● メタル フ レー ム風 防
角型ひょう墨、ひよう量 12k9以 下の LC天 びん用
●比重 測定 キ ッ ト
ー読取 限度 lm9以 下の AC/LC(一
MS)シ リーズ用
YDS 02
YDK団
● ユニ バ ー サ ル リモ ー トコン トロー ルスイ ッチ
プリン ト命令、テア命令、Flま たは F2キ ー機能の いすれかが可能
一フットスイッチ
7223
-Tヨ ネクタ付フ ットスイッチ
YPE 01 Z
一手元スイ ッチ
-Tコ ネクタ
7226
7258
●床下 ひ ょう量用 フ ック
(ひよう墨 12k9を 超える天びん用)
YSH 01 1B
138
●静電気防止 用 皿 ACシ リー ズ用
YWP01
●ダス トカ バ ー
ー ACシ リーズ
ー LCシ リーズ (丸型ひょう曇m)
69 60AC01
― LCシ リーズ (角型ひょう昌「
R、ひよう量 12k9以 下)
― LC,ICシ リー ズ (ひよう墨 12k9を 超える)(表 示部のみ)
69 60LC02
YDC 01 iC
∞ 60LC01
l
0
崎
2
0
C
﹂
l
0
C
A
139
B
D
Y
― LCシ リーズ (角型ひよう昌剛、ひよう量 12k9以 下)
B
D
Y
B
D
Y
0キ ャ リングケ ー ス
ー ACシ リー ズ
ー LCシ リーズ (丸型ひよう曇m)
メニューコー ドの設定方法
天びんの ON/OFFキ ーを O FFか ら ①Nに し、表示部 にすべ てのセグメントが表示されて
いる間 にテアキーを瞬B謝甲します。
“
"モ ー
―L―"表 示の場合にはメニ ューアクセススイッチ により “
―
C―
ドに変換 します。
以下のようにして設定 ヨー ドを選択 します。
一番号を増加するために、区コ を押すか、または
一番号を減少するために、匠コ を押す。
QC T 》
∪
じ
」
以下のようにして左1貝
、真中、右側の コー ドに移す。
―左方向へ移す場合は 医ヨ (優ヨ)を 押す。
一右方向へ移す場合は区 を押す
∃
。
選択 ヨー ドを保存するために区□を押す。
設定した コー ドを保存するために区ヨ を押す。
“ "表
メニュー アクセススイ ッチを ―
L―
示するように戻す。
リセ ッ ト機能
この機能により、変更 したメニュー コー ドをすべて元の工場出荷時設定に、すなわちメニュー
“
コー ド表中の *"マ ーク設定に戻すことができます。
この リセ ットを行うためには、メニュー ヨー ド9-1を 設定 し、区ロキー、区ヨキーの順に押
します。
140
メニューコー ドー覧
共通 コー ド
天びんの動作パラメータ
安定検出器の延
謹目
十三工場出荷時設定
(型式 によっては異なる場合があります)
注 1)取 引 。証明に用 いられる特定計量器にはあ りません。
注 2)取 引 ・証明に用 いられる特定計量器 にはあ りません。
注 3)取 引 。証明に用 いられ る特定計量器では才― トゼロ OFFに 設定されています。
141
ひょう量 レンジ数 と重量単位の設定 注1)
コー ド
レンジ数の選択
1レ ンジ
2
1
1
2レ ンジ
2
1
2
3レ ンジ
2
1
3
備考
第一 レンジ
ヨー ド 1備 考
第ニ レンジ
キ回グラム
ミリグラム
キ ャ リブ レー シ ョン機 能 オ3)
迅速キャリブレーション
*=工
場出荷時設定 (型式 によっては異なる
場合があ ります)
注 1)取 引 。証明に用 しヽ
られる特定計量器には、第 2レ ンジ第 3レ ンジはありません。
注 2)取 引 ・証明に用しヽ
られる特定計墨器における重塁単位の設定は 9し かできません。
注 3)取 引 ・証明に用いられる特定計量器 は、校醐 分鋼をすべて内蔵されております。叉、
特定計量器はすべて外部基準分鋼によるキヤリブレー ション及びキャリブレーションテ
ス トはできません。
142
表示 モ ー ド選択
表示
注1)
第一 レンジ
ヨー ド
第ニ レンジ
ヨー ド 1 能
備考
第ニ レンジ
コー ド 備 考
最高格度の読取限度
1
8
1
3
2
1
3
4
1
荷重量変化時最終桁不表示
1
8
2
3
2
2
3
4
2
2デ ジットの読取限度
1
8
3
3
2
3
3
4
3
5デ ジットの読取限度
1
8
4
3
2
4
3
4
4
10デ ジットの読取限度
1
8
5
3
2
5
3
4
5
1/°。
1
8
6
3
2
6
1346
05°/0
1
8
7
3
2
7
3
4
7
02°/。
1
8
8
3
2
8
3
4
8
01°
/。
1
8
9
3
2
9
3
4
9
005°/。
1
8 10
3 2 10
3 4 10
0020/。
1
8
3
3
001°
/。
1
8 12
3 2 12
3 4 12
ポリレンジ機能
1
8 13
3 2 13
3 4 13
11
2 11
4
11
ひよう量値表示モー ド
ひょう量値が表われるまではスペ シャルシンボル
本=工
場出荷時設定
注 1)取 ヨ│・証明 に用 しヽ
られる特定計墨器 には第 2L/ン ジ第 3レ ンジはありません。
度の読取限度扱 び荷重量変化時最終桁不表示 しかありません。
143
プ リン ト出力、デー タ転送の利用
コー ド
データ出カパラメータ
安定検出器と無関係に外部命令による出力
6
1
1
安定検出器の点灯時外部命令による出力
6
1
2
安定検出器の点灯後のみに外部命令による出力
安定臓出器と無関係にオー ト出力
6
1
3
6
1
4
6
1
5
安定検出器の点灯中オー ト出力
ヨー ド
オー トデータ出力
外部命令によリオート出力をストップ/スタート
6
2
1
オー ト出力のス トップは不可
6
2
2
オー ト出カインタープUレ
表示 シーケ ンスの 1倍
不D」
6
可能
6 4 2
6
3
1
2倍
6
3
2
5倍
6
3
3
データIEコー ド
10倍
6
3
4
ァータIDヨ ー ド
204吉 6 3 5
501苫 6 3 6
1001吉
6
3
コー ド
データ出力後のオー トテア
儲
4
儲
コー ド
7
2
1
有
7
2
2
儲
7
イ ンター フェースパラメータ
、
コー ド 儲
ポー トレー ト
ノヽンドシェイクモー ド
コー ド
150 bps
5
1
1
ソフトウェア
300 bps
5
1
2
600 bps
5
1
3
CTS後2キヤラクタA―ドウェア 5 4 2
CTS後1キャラクタ八―ドウェア 5 4 3
1200 bps
5
1
4
2400 bps
5
1
5
4800 bps
5
1
6
9600 bps
5
1
7
19200 bps
5
1
8
コー ド
ノミリテ ィ
マー ク
5
2
1
スペ ー ス
5
2
2
オッド
5
2
3
イーブン
5
2
4
ストップビット
1ストップビット
2ス トツプビット
儲
1
範小
ノ
ブ
コー ド
儲
コー ド
5
3
1
5
3
2
5
¬ バ ーサルスイッチ
儲
4
儲
1
コー ド
プリント
8
4
1
テア
8
4
2
Flキー
8
4
3
F2キ ー
8
4
4
儲
率=ェ
場出荷時設定
様 =IACバ ー
ジヨンの場合の工場出荷時設定
儲
144
プログラム用 ― 匝コ ー 注1)
基
ヨー ド
1レ ンジ
2
1
1
2レ ンジ
2
1
2
3レ ンジ
2
1
3
カウンティング
2
1
4
°
/。ひ よう墨
2
1
5
準%お よび基準個数
コー ド
1膨
轍
自旨
2
2
1
テアメモ リ
2
2
2
過不足 ―正昧重量
2
2
3
過不足 ―重量偏差
2
2
4
内蔵分銅校正
2
2
5
3
1
5、10、20…
2
3
2
1すつ 増加
2
3
3
儲
基準重量用 保存パラメー タ
コー ド
プログラム用 ― 匠コ ー
ヨー ド
変史不則
2
儲
最高精度の読取限度
3
5
1
表示精度に応 じて
3
5
2
儲
パ ー セ ン ト表示
コー ド
(本 )
キャリブレーションテスト 2 2 6
小数点以上
小数点以下―位
3
6
1
3
6
2
小数点以下三位
3
6
3
小数点以下三位
3
6
4
備考
ク リアフ ァンク シ ョン ー 区ヨ ー
コー ド
すべ てのキーをクリア
2
4
1
匝□、
匝コのク リア
2
4
2
儲
ネ=ェ
場出荷時設定
(キ
)=校 正用分銅内蔵型のみ
注 1)取 引 。証明 に用 いられる特定計量器 に│よ2レ ンジおよび 3レ ンジひよう量は出来ません。
145
過不足 チ ェ ックひ ょう星限界
パ ラメー タの 自動出力
ブ
十/-50° /。 ノ
許容範 囲内デ ー タの 自動 出力
自動テア出力 /印 字
ヨー ド
*=工
場出荷時設定
146
各成分の保存
7 3
各成分の累計
7 3 2
1
備考
その他の機能
3」注1 )
「
メニュー ヨー ド変更の可、/1・
コー ド
常時変史刺能
メニューアクセススイ ッチの設定│こよる
8
1
1
8
1
2
ヨー ド
バーグラフ
8
5
1
8
5
2
8
5
3
備考
儒
パワーONモ ー ド
(パワー)① FF→ ON=主
oN=:(パ
ONご
スタンバイ
ヮー)oFF
スタンバイ
才 一 トマチ ツクノミワー ON
才― トオフ機能
コー ド
ON
8
7
1
OFF
8
7
2
コー ド
バツクライ ト
つける
8
8
1
消す
8
8
2
ヨー ド
リセ ット機台ヒ
動作
9
1
利
9
2
ホ=工
場出荷時設定
注 1)取 引 ・証明に用 いられる特定計量器にはこの機台ヨよあ りません。
147
1巌
備考
艤
MS)の みの コー ド
マスター天びん (―
“
iso―CAL"(才
一 トセルフ校正機能)
ヨー ド
不則
1 15 1
不則 (キヤリブレーションシンボルのみ点灯)
1 15 2
実行 (アプリケー ションプ回グラム用参照数値等がク リアされる)
1
15 3
実行 (アプリケー ションプ回グラム用参照数値等がク リアされない)
1
15 5
十三
工場出荷時設定
148
儒
M S ) お よび I A C パ ッケ ー ジ付 M C l 天 びん用 追加 コー ド ( 一部共通
マスター 天 びん ( 白
ー
ヨ ドを含 む )
一2
1 正 負記号変換あ り 12 6 31
12131
カウンティング
/oひ よう量
│ °
1
つ﹂ 一 つ乙
一2
、
ソ
や
ソ 一ヽ
1
ン 一ン
レ 一レ
一
男 一一
男
1 第 3レ ンジ
2
12 1 51
1 計算
1
1
4
1
12161 1
0デ ジット
―
―
―
::11!_____一
―
―
―
―
―
―
―
―
―
―
―
!―
!____一
!―
!!!―
_____―
│
│____::ri:!!:i:!!:!!:::!_::::ど
│―
!:│__―
│―
1 続計
12191 1
1 10デ ジツト
12721
1 20デ ジット
12731
50デ ジット
12 7 4
│::::liiii:ii::il
1 200デ ジツト
12761 1
│:::::ri111111:Fi::::::::i:::::::i:::::::::::::i:::i::::::::i:i:│::i::!::i::!::1:::iiilll:i
・
│
1 調合 配含
12 1 121 1
12 1 131 1
1 動物 ひょぅ墨
1 1000デ ジツト
12 7 81 1
―
―
―
― ―
―
―
―
―
―
―
―
―
一
一
―
―
―
―
―
―
―
―
ヽ
一
―
一
一
―
―
―
―
―
――
―
― :'
: 「
「―
―
il‐
i::i
:i―
1
i:iiFi:i::i;'iliF;i::i
│―
― │
才ン (ON)
│ テ アメモ リ
12221
過不足正昧重墨
122
過不足重量偏差
2
31
4
2
ー
│ キャリブレ ションテスト 12 2 61
122
1肝寺言
十
彬
箕
台ヒ
制御
プリントアウト
2101
2 11
*=工 場出荷時設定
第
注 1)取 雪信正明に用 いられる特定計量 に│ま
2レ ンジ、第 3レ ンジはありません。
パーセン ト表示
スタンバイ時時刻表示
オン
(oN)
12 10 11*
―
―
―
-11-!_ど
こ
こ
:1____J二
│―
│ オ フ (①FF)
12 10 21
1
│
ー
1 12時 間モ ド
121221
タイマ /ア ラーム
ー
│ ア ラ ムクロック
小数点以上
3 6
小数点以下第 1位
3 6 2
小数点以下第 2位
3 6 3
小数点以下第 3位
3 6 4
小数点以下第 4位
3 6 5
小数点以下第 5位
3 6 6
小数点以下第 6位
3 6 7
1膨
1
基準値入力
1巌
1
12 12 21
コー ド
1 1 基
___│.__!!i
準重墨値
│
121321 1
1 自 動データ出力
12 13 01
1 1 比
│□ □槻彰亜 13亜王│
率1
131131 1
隆 ゴ 堕輩1援土 鐘撃│
│ 一 回限 リモ
ード
[型
21ネJ
*=工 場出荷時設定
150
│ ひ き算
131221 1
│ か け算
131231
わり算
3 12 4
ネ
│
個別 ひょう墨値
岸
合計値読み取 り
―
││
静止状態
314 11*
│
13142
1
3191
921*│
_里
1 偏 差 02°/。
131931 1
│
n、ヽ x、最大、最小、
差
1 偏 差 10°/。
131951 1
1 偏 差 20°/0
131961 1
1 偏差 50°/。
131971 1
│
/。
偏差 10°
/0
1 偏差 20°
3 19 8
13 19 91
1
1319101
n 、x 、s
│
_1316J_│
、最
小
「最大
詳惇│
―
―
一
!―
―
一
―
―
―
一
―
―
―
、
―
一
1 比 重びん法
土聖上上生――――__+上
工上―
料
L
――
3 20 1
浮力法
1 穫誕0去
°値入力
I 対ゼ回 ・/。
コー ド 1 備 考
比重測定
│
卜
1
132021
│― │
1
132031 1
│
I
13 18 31
1
│:::!!::::i!:ii:!,iiii:,
1 第
一成分 =100° /0
*=工 場出荷時設定
13 1861
1
オー ト出カインターバル
│
表示シーケンスの 1倍 16 3 1
l
l
〓内
主生王量主士王│
臣時
1甲 訓館 1毎 31
│
ノ
ブ
1
ー
ド1備
考││
1譴 務
当
総議し│ョ
ソブ
6321
16331
501音
16 3 61
―
1
堂1638LI
:i:
│―
十
立主型
型 LI
準
石
3121 1
I
警
評
に
要
共
1奮
「 ││―
│ と
│'' │ 丁
│
│
・
亨
1 変更可能データ
│ と共に
牛
5倍
―
―
ー
1―
;,テ
1
渦 不 犀手 Tウ
障∩ │
│ │
ド °1席
`ム
考││
1働 カ ク
ラ 呼札 し ヨ
:i ―
一 │
│
4 4 1
オフ
―
2倍
││
ノブ
311
144
100001吉 16 3 131
過不足チ ェック時の
ノミ
ラメーター入力
1
│
││││li:!iii
│!│││!:::!!:illil:::
雑
l::::::::::::::i:::i:
1 匠ョキー
冒
造
ン
捨
討
1最 キ
直14531 1
°
/。
対称偏差値
十目標重墨値
14541
/。
非対称 偏差 /bLttr_ 14 5 51
│ °
1
│'V VI I
*=工 場出荷時設定
152
16431 1
ISO/GLP/GMP印
コー ド
言
己録
字また│よ
不 刺
8 14 1
キャリブレーション機能のみ
8 14 2
常時可能
8 14 3
ネ =ェ
料 =ェ
ー
場出荷時設定 (マスタ 天びん)
ー
場出荷時設定 (lACバ ジヨン)
153
メンテナンスについて
点検
ザル トリウス (株)の サー ビス担当者が定期的に天びんの
点検サー ビスを行います。 この点検サ ー ビスはお客様との
た します。
サー ビス契約 に基づいて、1年 に一度実施 しヽ
(有料契約)
お手入れ
天びんのお手入れの前 に、必す ACア ダプタを電源ヨン
セン トか ら抜いてください。
ひよう墨皿および本体のお手入れ には強力な浴剤や洗斎」
は
使用 しないでください。やわらか しヽ
布 と石けん液で充分で
す。石けん液でとれな い汚れには、アル コール液または石
油ベ ンジンなどを使用 してみてください。 このとき、 これ
らの液体が天びん内部 に入 り込まないように)環 してくだ
さい。また、 これらの液体によるお手入れ後は、さらにや
わらか しヽ
乾 いた布で拭 いておいてくださしヽ
。丸到風防付き
の天びんの場合 には、丸型風防のガラスを布で拭しヽ
て静電
気を発生させないよう充分注意 してください。お手入れを
行 つた後、例え│よ 静電除去布ですべ ての風防ガラスの表
画を拭 いて帯電 した静電気を逃がすようにします。
LCシ リー ズのダス トカバ ー の交換
`
夕ス トカバーがきたない場合、次の手順で交換 してくださ
しヽ
。
一丸 型 ひ ょう量皿 (丸型 ガ ラ ス風 防付 の場 合 も)の
場合
天びんから次のコンポーネン トを取 り外 します。
(P16参 照)
一風随 ヽ
た (22)
―ガラスシリンダー (23)
―ひよう曇冊 (1)
一ひよう畳冊サポー トディスク
(24)
センタ リングディスク (25)ま た│ま
ひょう量室ベー スプ
レー ト (4)を 回して取 り外 します。古 いダス トカバーを
取 り外 して、新 ししヽ
ものと交換 します。センタリングディ
スクまたはひ ょう量室ベースプレー トを天びんの上に取り
付け、時計方向に止まるまで回 して固定 します。
154
一 ひ よう量 12kg以 下の角型 ひ ょう量皿の場 合
ー
天びんか ら次の コンポ ネ ン トを取 り外 します。(P17参 照)
一ひよう曇冊 (1)
一ひよう量冊1貝
」
面1副防 (26)
(型式 によ り装備の場合のみ)
`
夕ス
ダス トカバーの接着テー プをはがすようにして、首 しヽ
トカバー を取 り外 します。天びん接着テープの跡をきれしヽ
に取 り除きます。新しいダス トカバーの粘着パ ッドか ら白
い裏張 りをはが し、天びんにかぶせて粘着パ ッド部を上か
ら軽 く押 してください。
故障時のサ ー ビス 、メンテナ ンス
下記のような場合には、ザル トリウス (株)本 社、各営業
。
所のサー ビス係までこ連絡 くださしヽ
・天びんの外観 に損傷を受けている場合
・天びんが正常に動作 しなしヽ
場合
・天びんが不適当な保管場所に長期間保管されていた場合
・天びんが輸送時などに乱暴な目
賊 いを受けたような場合
輸送
修理のためにサ ー ビスセンターヘ輸送される場合は下記の
点にこ注意 くださしヽ
。
・ACア ダプタを天びんより取 り外 してくださしヽ
。
・ひょう量皿、サポー トディスクを天びんよ り取 り外 し、
無理な荷重が加わらないようにします。
・ACシ リーズ等│よ
、風防ガラスをテー プで動かないよ
ヽ
うにしてくださし。
・梱包材力Y呆管されて いない場合、代わ りのクッションを
天びんの底部、前後、左右にも充分入社 強いショック
がカロ
わ らないようにしてください。
トラブル時の対策
トラブル時の対策
匡示部ト
1表
ラ
ブ ル
(6)に 伺も現れな しヽ
― A C ア ダプタがす
ていない
一天びんが、スタンフ
“
ド o " ま た はラ
猛ン │
│
“
o f f " ( バックラ
えてしヽ
る)中に AC電 源か │
ら外さねへ 2分 以内に再び
AC電 源に接続された
F麻
「
L__________
'の
ド
表示
│“
│
―ひよう量 冊を正 しくセット
1 晃て高名
した場合
―ひょう曇冊に何かが載って
―振動、風の影響が大きい
―風随 、
たを していないか、│― 風防′
5、
た (22)を するか、
156
―しヽ
すれかのキーを押す
―振動、風の影響が大きしヽ
―設置場所を変更
一メニュー プ回グラムで設置
環境に対応
(第2事参照)
一ひょう量事のスライ ド扉が 一すべ てのスライ ド扉を完全
に閉める
ない
完全に閉ま つてしヽ
(スライ ド扉付のひよう曇奏
のある型式のみ)
一丸型ガラス風防がセ ットさ ―丸型ガラス風防をセ ットす
ない
れてしヽ
る
一ひよう畳事ベースプレー ト 一これらの コンポーネン トを
「
ペー ジ P16-23の
据付
(4)ま たはセンタ リング
詞‖
ディスク (25)が 正 しくセ
見 の項を参照 して正 し
くセ ットする
ットされていない
一特 に角型ひよう昌冊の型式 一ダス トカバーの粘着パ ット
の紙を│よ
の場合、ダス トカバーが正
が し、天びんにか
しく確実にセ ットされてな
ぶせてから押 しつけるよう
にして確実 に接着するよう
く、ひよう曇冊に接触 して
いる
にする
一ひよう昌mと 天びんの八ウ 一挟ま つているものを取 り除
ジングの間 に伺かが挟 まっ
く
ている
一床下ひよう曇フック部の回 ―床下のひよう量フック部の
プレー トを回転 して閉 じる
た状態 に
転プレー トが開しヽ
る
ようにする
なつてしヽ
一サンプル重墨が安定 しない
蒸発 によ
(水分の吸収 また│よ
る)
下記のような場合は ACア ダプタを電源より抜き、他の人が使用 できないよう保管 し、ザル
たはお書しヽ
トリウス1/mま
求めの代理店 までこ連絡下 さしヽ
。
一 外 観 に損傷がある
一 正 常に機能 しない
一 か な り長期間悪環境下に保管されてしヽ
た
I AC/AC― MSシ リーズ外形寸法図
AC21lS(一
MS)、 AC121S(―
MS)
単位/ m m
158
│
LC/LC―MSシ リーズ外形寸
`
LC621S(― X/1S)、
LC621P(― MS)、
LC3201 D(― R/1S)、LC1201 S(― A/1S)、
LC221S(一 MS)
LC6201S(―
LC6201(―
MS)、 LC4801P(―
N/1S)、LC4201(一
MS)、 LC4201S(―
MS)
単位/rYR rln
159
MS)、 LC12001 S(― MS)、
MSシ リーズ外形下
LC2201S(―
MS)、 LC821(― MS)、 LC2201(― MS)
押
◆
LC421(― MS)
I
J 呵
︱
単位/mm
160
―
0
LC/LC―MSシ リーズ外形寸法図
LC34000P(―
MS)、 LC16000S(一
MS)、 LC34(一 MS)
単位/rn m
161
iCシ リーズ外形寸法図
IC34000P、
iC16000S、
IC64、 IC34
単位/mm
162
iCシ リーズ外形寸法図
IC34000P、
十
C16000S、
IC64、 IC34
︱十
︱十
回 口︲︲円︱︱日
□剛 酬 岡 十
□ □
│
│
│
口 日
卜
1呂 引
日
│
□
了
□
□ 匝 コ
単位/rn rll
163
証明用天ぴんについて
第 7章 取 引・
平成 5年 11月 1日 よ り新計量法が施行されました。質量計では、非自動ほかりのうち取ヨ│・
証明用 に使われる目量が 10m9以 上のほか りは特定計墨器 と分類さ升
仏 さまざまな技術基準
を満たす ことを要求されています。ザル トリウス電子天びんをお買 い上げいただしヽ
ため郵 まで
特定計量器として取ヨ│・証明用 に使用 される場合は、検定証印の有無を必らすお確め下さしヽ
。
検定証印のな い天びんで目星が 10m9以 上のものを取引 ・証明用 に使用されると罰則がこざ
しヽ
ます。
ジ
の左側面の主銘板の検定証印等の と
くわ しく│よ
、弊社 まで御連絡下さい。検定証 E剛よ、天 びム
ころに刻印されます。
164
主銘 板位 置
LC/LC― MSシ リーズ角皿
①主銘板
②懐定証印等
③封印 (プログラム回ック)
④水準器
LC/LC一 MSシ
リー ズ丸皿
主銘板内容
碑
気式(電磁式)はかり 賄
使用温度範囲
型名 A
韓
定格国 王 DC12V
月
錦
最刺コ俊量
ザル トリウス株式会社
検定証印等
電
番号
型
名
1
LC2201S―
41 LC12001S―
ひよう塁
難
A
B
OCE
18桁
OCE
高
目
10∼ 30ac
B
G
量
││ が ¬
│て
傑進拝) 2 2kQ
01Q
補助目量
E
001o
舎新扱 Hヤ 扱
本
青)受
ひょう曇 C
目曇
D
E
補助目量
使用範囲 F
使用範囲
F
2o′- 22k
識 国館
G
22k
∼ 12kq 1 12k
0191 20
- 62k91 62k
ノ
ブ 1 62kq1 05Q 1 01Q 1 10q′
ノ
ノ 1 22kq1 01G 1 001o 1 2o- 2 2kG 1 2 2k
LC2201P―
OCER/4S
LC2201-OCEMS
LC12001S― OCEMS
019
∼ 12ko 1 12k
∼ 62k9162k9
☆検定証印及び A∼ Gは 打込み
“
“
☆☆製造番号 50107560は 、最初の数字の 5"が囲暦 1995年 の最終析子
の 5"を示します。
165
取引 。証明 に用 いる ことが 出来る型式の仕様 -1
型
式
1隅
項 目
十
IW推 │
皿
0 NIIl l 1φ
7 0 N I I l 1 2 3 5帽0
× 淳班皿 2 3 5 X 1 8 0 白
φ1 7 0 M l l l l7例
ひよう量
1 22k9 1 22k9 1 22k9 1 12k9 1 62k9 1
絲堪静罵斜
1内部カウント数 +2,816,00012,816,00012,816,00011,536,00011,587,2001
子
勘 麦維
0019
0019
22k9
2 2kg
!
29
!
29
無し
ネ
護 軸
1剣明筆
□
019
H級
019 1
│
gl腎 91
12竿
29 1 269 1 169
1
10。
C∼ 30°C
10
ひ ょう量を超え 3目 量以上 4目 量以下
気泡式水平器
有り (内蔵分銅値 lo009、 フアンクションキーにより作動)
自己補正機構
液晶表示器
表示穀
1質量以外の表示
│
有 り (個数、%判 別設定値表示)
ヤ
一
有り (Tキ ー により作動 ・半自動零設醐
1零 父聯
1零表示固定機構
罰
無 し
無し
零 トラッキンク機構
有り (作動範囲 1や鴎 に O o5目 星以下の変化時)
有り (Tキ ーにより作動、半自動風袋引帥
有り (風袋を取り除いたとき、員の符号とともに表示)
風袋曇表示
風袋引き機構の目量
最力 国袋 引き量
019
22k9
22k9
22k9
有 り (Tキ ーにより操作)
166
12k9
62k9
取ヨ│・証明 に用 いる ことが 出来る型式の仕様 -2
項
LC2201S
―O C E M S
LC2201P
―O C E M S
LC2201
-OCEMS
LC12001S
―O C E M S
22k9
2 2kg
2 2kg
12k9
62k9
019
19
059
22,000
12,000
12,400
SI
型
帽0 角皿 │235X180角 皿 │
φ 1 7 0 N l l l 1φ7 0 N I I l φ1 7 0 N l l 1 2 3 5 ×
目
1言剛
ひよう量
目量
1
翠
22,000
1
1内部カウント数 12,816,000上2,816,00012 , 樹6 1 0 0 0 1 1 , 5 3 6 , 0 0 0 1 1 , 5 8 7 , 2 0 0
1嗣 罰
直
│メ
護 諭及
1 0研
019
9
9 1 0団
│
H級
″ 昭
22k9
22k9
12k9
!
29
!
29
!
209
瑚 巌 鋼
イ
10°
C∼ 30°
C
表示の限界
ひょう量を超え 3目 量以上 4目 量以下
019
k9
6号
│
│
!
169 1
気泡式水平器
有り (内蔵分銅値 10009、 半自動及び自動)
茅
示
乖
1雰
液晶表示器
2欺 %判 別設定値表示)
有り (1回
有り (マスキングにて表示 )
ン
有り (Tキ ー により作動 ,半 自動零設定機構)
1譲 刺 聯
無し
無し
有り (作動範囲 1申嫡 に 005目 量以下の変化時)
零 トラッキング機構
たとき、負の符号とともに表示)
有り (風袋を取 り除 しヽ
風袋量表示
風袋引き機構の目量
最大風袋写│き曇
019
22k9
22k9
22k9
19
059
12k9
62k9
半自動風袋引き機構
プリセット風袋51き
機構
自己補正機構 :フ ァンクションキー による半自動及び温度変化と8寺
間経過 にて自動補正を行う。
167
1
各種適含証明 につ いて
│
た だ いた 天 びん に は、 CEマ ー クが は られ て います。 これ は、 EC指 令
お買 い上 げ しヽ
(European Directive)89/336/EEC電
73/23/EEC低
磁気環境適合性 (EMC)と
に適
剰 王指令 (LVD)に 基づいた下記の開 市
していることを証明
していま
i基準
合
す。
EMC技
術基準
E N50081-1、 2 妨 雲波の発生
E N50082-1、 2 妨 吾波の抵抗力
LVD i財 市撃
EN60742 変
EN60950 電
圧絢 旅
色孫
去、始 1生
家方デ
気事業器異/技 術器具の安全性
168
CE適 含 証 明 に つ い て
ザ ル ト リウ ス 製 品 の C E 適 含 マ ー ク
1985年 に、 ヨー 回ッパ共同体の委員会は共同体の技術基準の続 ―および標準化 に関する車実
を可決致 しました。tt EC関 係諸国は、CE適 合マークのイ
吏用を管理する組織を持 つてお り、
それぞれの国の活 宰に織 り込まれた EC指 令 によって管理 されております。
ザル トリウス天びんは、この EC指 令および ヨー 回ッパ 規格 に適 合するもの で、最新技術 を
取 り入れた多くの製品が世界中のお客様に長年にわたつて使用されております。
CE適 含マークは下記の指令 に適合する計墨機器 または関連装 置 にのみ使用 されるものです。
89/336/EEC 電
磁気適合性 (EMC)
この指令は電磁干渉を ヨき起 こす装置の使用 またはそのような干渉 によって影響を受ける機能
を規定するものです。
安全に関する必要条件には次のものがあ り、ザル トリウス天びんは、下記の覚 市
基準に適合 し
テ
ています。
一 妨 吾波の発生
EN 50081-1、
- 妨 喜波の抵抗力 EN 50082 1、
2
-2
169
Feder。
I Republic OfCermOny
Sorlottus AC′
Coettingen′
DeclorOttOn oFcOnfOrmiけ
lo Directtve 89/336/EEC
十
lhOl
lhe ser
O十 es
Sorio「
us AC)dec10res′
01 ls sole respons
b 卜 is bO10nces ond scoles
/ィ
AC′CC′ iC′LC′MC′ RC
i∩
cludin9 1he OssOciOied pO、
へ
/ersupp es,co∩
十
m iO lhe requ remenis O十 lhe EC Counc [)i「
○「
E ecirOm09∩ eliC Compol b liけ にA/1C189/336/こ
ecHve o∩
ECr prov ded ih011he b010nces/sco es hOve lhe CC mOrk
OfcOniOrmiw Os shOWn be Ow
FOr Occesso「
es o∩ d equipme∩
│lo be connecied′
see lhe lespeclive DeclorOI O∩
○十COnfOr「 nw
The rrOrk OF cOnfOrmiw cOns sis ofihe ct syrnbO(see be10w10nd lhe yeOr n wh ch ihe mOrk OicO∩
Offixed iO lhe equipmenl
市
esi s10ndOrds
l SOurce EC OFic OIBu ein Nos C90/2 0nd C44/12
2 Cenerc s10ndords
2 1 0eneric Erniss on Slondordi
EN 50081 ]
EN 50081-2
Res den1 01″cOmmerciol″
ond 9hi nd∪
51ry
ndusl「 01e∩
v rOn menl
2 2 0ener clmmuniw S10ndOrdi
にN50082 1
prEN 50082-2
Residen1 01′cOmme「c ol″
o nd 9hl ndusiry
v rOn menl
ndusiriol e∩
Si9ned in(DOelingen on ih s doy
O十
OnuO「
」
y4ァ1994
SARTORIUS AC
3/○/0(30ett ngen
ゑ務
B00rd OIハ
710n09emenl
Boord ofハ
ム0∩09emeni
170
十
Ormi「Ny WOS
法定計量器適合について
ザル トリウス天び徹 よ、公式の度量衡で使用 されるひよう墨装 置の EC指 令
90/384/EEC 非
量機器
自動型言
十
に適合 しており、その技術基準 EN45501を
十分満足し PTBよ り型式承認をうけています。
この指令は、商業用、公式および医療用の非自動型計量機器 について適用 されます。
例えば、
一 商 業的取喜│の目的での質墨の計演」
― 薬 局での処方 による医薬品の準備のための計量
― 医 学的治療の目的 で憲者を計演」
する医療作業
EC型 式試験で承認 された公式の演」
定装置として計量機器を使用する場合の各適合証明書 につ
いては次ペー ジを参照 してくださしヽ
。
Sortottus AC′
Federol Republic OFCermOny
COe‖ingen′
DeclorOttOn ofConfOrmiッ
lo Directtve No.90/384/EEC
-OulomoHc elecl「
This declo「Oi O∩ is vo id iOr nO∩
Omecho∩
icOl we19hing insl「umenis fo「 use in le901 meirOI09y
Theぃ /e19hin9 insl「Umen15 0CCepled iorie9ol meirOi09icOl verificOliOn hove o∩
The mOdelsl cO∩
Cerned is/Ore lisied below o10n9 wilh lhe respecive po‖
EC PO‖ o「n ApprOvol Cer市
licoie
ern/1ype des 9nOnOn ldeSi9nl″
Acc∪rOcy C Oss′
ond App「ovol Cerll cOie numberi
MOdet
PtFnな 序 Das帥
AC
MC BA 100
①
-OCE
s眠,C10tt APpF―
撫
lC胡 陥
[C
―OCE
MD BA 100
①
D93-09148
[C
OCE
′
vAA BA 200
①
D93-09149
ハ
ヽ
ブ
C ―①C[
KC BA 100
①
D93-09148
[C
OCE
ハ
ブ
ヽ
D BA 200
①
D93-09122
IC
―OCE[C
①
D93-09114
[C
―OC[
BA BA 200
①
D93-09122
RC
―OCE
KB BA 100
①
D93-09148
―
OCE
BB BA 200
No.
D93-09148
5orlor us AC)declores′
01 is 501e responslhollhe
bility′
des gn Ol is bo10nces/scOlesγcOrnp
lh lhees、
re9u101iOns
tOn AuiOmolic Nei9hin9 1n5rUmenis N0 90/384/EEC of」 une 2①′1990,lhe
OIlhe cOuncil Direciive ior卜
ン
ヽ
OSSOCiOled Europeon S10ndOrd ofハ
el「
0 109icOI Aspeci5 fOr卜
JOn―
AulomOlic VVe19hin9 1nsi「
Ume∩is卜↓
O E卜↓45501,
os M/e‖ osihe Orrended ve「
siOn oflhe EC membe「
s101es′nol on。 │lows on3 decreesl″
VerOrd∩ u∩9en″ I COncernin9
1e901 meirOlo9y ond verficOhO∩
″in which illis[)irecHve hOs been OdOpled iny ihe
vo1 r3 curren‖
versions,orld with
ihe「
equirernenis sttpuloled Onern
lheApprovol十
Po‖ 〇「le901 meirOI09icOl verficO1 0n
Th s Dec OrOlon ol COnfOrmiw s vOid On yl十
l h e v e r i c O i O n l D 1 0 b e l h o s l h e c c m O r k t t i c O ∩i O r r r i w O n d l h e
″″
ハ
ム lnumbers in 10rge pr nisiond lorihe ycOr n vAyh ch lhe in i101 verif cOliOn
9reen morkャvilh lhe s,omped elle「
wos perfOrrnedl
CC
│十lhese mOrks Ore nOl on ihe vericO10n lD lobel″
面 □
lhis Dec orOl on oi COniOrrriw S nOlvo d `
/o idirv con be
Ob10ined by bm
5∪lin9 1he bO10∩
represen101 ve
ce/scole fOr meirolo9icOIlesi n9 0nd inspeciion
o∪lhOr zed
by o∩
OI SOriOriu5 AC
千he perOd OfvO d卜
individuOI EC「
/○ 十lh sl)ec10rOhO∩
nerrber siOles FO‖
miw 5 90Verned bylhe r101 0日
Oi Con十 ○「
Ow n9 0rly mOd tticOlio∩
olre9u10i Ons in e十 leclin lhe
s orrepO rio lhe bO10nce/scole″
lhe soid cOnlOrrriw
ll、
ereof musi be redeclored by lhe persOns
min9 5UCh
perlO「
mOd ficOi
O∩ rs
5/repo
PrOvided lhOIII、e vO diぃ /Ofihe veri cO1 0n is im ied Pur5UOnllo ihe i、
OI O∩01「e9∪ 1010∩ s OIlhe EC
印lember 5101eS十 lle OperOIOr ollhe bO10nce/scole is perso∩
e veri cOi 00 ollheら
OI II、
5 i 9 ∩e d i n C O e ‖
。10rre/scole tO「
o‖y respons ble lO「 Ob10in r19(】n OUlhOr zed「 enevAvol
use 05 0 1e901 rreOstl n9 in51ru「Iienl lle901 fOr irOdel
「
1 9 C ∩ 〇∩ l h i t J O y O 十
」O n u O r y 4 ィ 1 9 9 4
SARTORIUS AC
3/①/O Goell∩
9en
Cerrrony
710nOgcmenl
B()o「
Jの十ハ
〔
172
指定製造事業所について
公式の度墨衡で使用 されるひよう墨装置の EC指 令
90/384/EEC ヲ
停
自動型計曇機器
この 指令は、EC型 式承認を発行 し、その検査を実施する指定 機関 についても規定 しています。
PTBは
ドイツ国内における指定機 関です。
2月 15日 に、ザル トリウス社は EC検 証の検査実施の権 限を PTBよ り委譲され、
指定製造事業所 とな りました。
ては次ペー ジを参照してくださ い。
ドイツでの権限委譲証明書につしヽ
1993年
173
Niedersachsisches Landesverwaltu∩ 9sarllt
一Eichwesen一
ARerkennung des
古骨
ssicherungssys,●
ms
Quαl:書
Das Niedersachsische Larldesverwattun9samt
―Eichwesen一anerkenntlT村
t dieser kurlde
U「
das
Qualitatssicherun9ssystem der Firma
]是
冊
♀
鋒甘
綜鮒3盟
き
糖駄
招
統札盟替村
穐e9der
Eichordnun9,wurde du「ch ein Audlliest9estellt
Die F rma ist damit berechtigt,an ihren
nichtsetbsttatigen waagen EG‐ Eichungen
gema8 der Eichordnung vorzunehrnen
Das QualRatssicherungssystem der Firma unterie9t der
sta∩
di9en EG―Uberwachun9 durch das Niedersachsische
Landesverwaltungsamt一 Eichwesen
Bestandte十
l dieser Anerkennun9(Re9-N「 S4-3363-01/92)
ist die Anla9e
Niedersachs8SCheS
Landesvewattungsamt
一Eichwesen―
Gcethestrane 44
3000 Hannoverl
Benannte Ste31e der
Komm3SSBOn
der Europaischen
Gemelnschaten
N ■0 1 1 1
Hannovert den 16 Februar1993
スについて
│
天びんの定 期点検の必要性
適正な精度管理が要求される時代背景
近年、十
S09000シ
リーズ取得や GMPの 改正、新計量法の実施 に伴 い、天 びんは常に正確
で高信頼性の測定値を要求されへ適正な構度維持管理が必要 にな つています。日常の精度管理
にカロ
え、定期的な検査 で米
罰受チ ェックを実施 し、さらに国際標準へ の トレーサ ビ リティが明確
な標準分銅で校正を行うことが要求されています。
日常点検 だけでは足 りない精度管理
精密天び矧 よ、日常、自主管理を実施 していても、設置環境 における)破 や昇王の変動、設置
場所の移動などで使用 している内に精度に変イ
ヒが生 じます。そのため、スペ シャリス トによる
専門的検査や調整を定期的に受け、精度を保証 してもらう必要があ ります。
SAS会 員の ご案内
SASへ 定期点検をお申し込みいただきますと、自動的に SAS会 員 に登録され、下記 5
つの特典をこ利用しヽ
ただけます。独自の システムで貴天びんの定期点検データおよび点検
1∼
2回
時期 (年
)を お知らせ し、こ都合に合わせ、速やかに訪 間、点検 させていただ
きます。なお、SAS会 員への登録│よ
無料です。
申し込みは専用の申し込み書に必要事項を こ記入のうえ、SAS会 員登録センターヘお送
りください。
S A S 会 員 になる と特典 が い つぱいです 。
①定期点検管理業務がラクに
お客様 にかわ り定期点検の管理を行 います。点検実施時期を自動的にお客様 におIElら
せ し、
検査結果をすべて保管しますので、自社での管理が軽減 されます。
戦 ― ビス
C内 部調整を無米
一
ース①をお申し込みの場合でも、内部調整
:ヨ
点検調整 般
(通常別料金)を 無米
戦 ― ビス
します。(SAS会 員でない方の料金は約 2倍 です)。
③ 切動 速 い
天びん削寧時に修理力Y動 白
旬に受けられます。
④天びんの適正な管理法をアドバイス
IS09000、 GMP/G LPに 対応した日常点検の方法や天びんの正しい使い方をこ乗内しま
す。
を即日
C漏謝群葬展
もき付
新製品に関する資料、展示会のお知らせを即時こ案内します。
:
: SAS会
:
:
お
申し込み先 :
員登録センター/〒 168 東 京都杉並区上高井戸 1-8-17 第 3保 谷 ビル新館 :
画面0 1 2 0 - 7 1 - 1 0 8 8 電く0 3 ) 3 3 2 9 - 3 3 6 6 F a x ( 0 3 ) 3 3 2 9 - 2 8 8 2 :
SCriOrius
ザ 〕bト リ」 ス 株 式 会 社
計量機器営業部
本 社 / 〒 1 6 8 東 京 都 杉 並 区上 高 井 戸 卜8 1 7 第
3 保 谷 ビル 新 館 … … a ( o 3 ) 3 3 2 9 3 3 6 6 F a x ( 0 3 ) 3 3 2 9 2 8 8 2
a(03)3329-1088(技
術サービスセンター)
大 阪 〒 5 3 2 大 阪 市 淀川 区 西 宮 原 2 7 3 8 藤
和新 大 阪 西 浦 ビル … a ( 0 6 ) 3 9 6 - 6 6 8 2 F a x 。( 0 6 ) 3 9 6 6 6 8 6
/ 〒 4 6 1 名 古 屋 市 東 区 代 官 町 3 5 6 第 一 富 士 ビル … … … … …a ( 0 5 2 ) 9 3 2 5 4 6 0 F a x ( 0 5 2 ) 9 3 2 5 4 6 1
名古屋′
福 岡 〒 8 1 2 福 岡 市 博 多 区 博 多駅 東 1 4 2 5 新 幹 線 ビル 2 号 館 a ( o 9 2 ) 4 3 1 2 2 6 6 F a x ( 0 9 2 ) 4 3 1 2 2 6 7
仙 台 〒 9 8 0 仙 台 市 青 棄 区 支 倉 町 4 4 0 4 0 4 … … … … ……… … … … a ( 0 2 2 ) 2 2 3 0 1 9 1 F a x ( 0 2 2 ) 2 2 3 0 3 7 3
© Copyright 2026 Paperzz