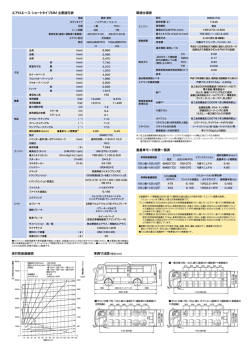
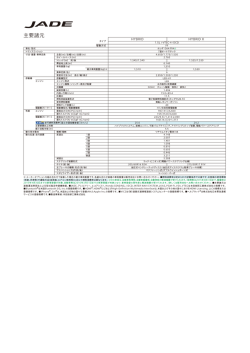
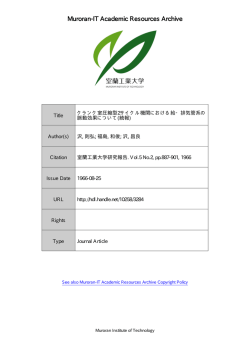
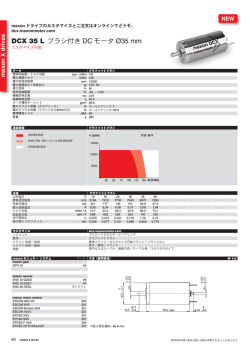
完全噛合型同方向回転平行 二軸押出機中の樹脂充満率の測定 (金沢大) ○杉山武雅, (ハッスル) 谷藤眞一郎, (カネカ) 村田隼一, 辻村勇夫, (金沢大) 瀧健太郎 1 二軸押出機と充満率 二軸押出機のフライト部は通常,未充満状態で運転される。 未充満領域 図 二軸押出機のスクリューを引き抜いた時に撮影された樹脂の充満率分布 2 二軸押出機中の樹脂の熱履歴と充満率分布 • 熱履歴 ∫Tdτ 樹脂が押出機内で”経験した温度”×滞留時間τ 熱履歴は(反応)押出成形品の品質や歩留まりに影響 樹脂の熱履歴の制御や予測法の開発が課題 • 滞留時間τ 樹脂が押出機内を滞留した時間。通常,分布がある。 滞留時間分布を狭くすることと,混練性を上げることは 一般的に相反関係にある。 滞留時間分布の管理が熱履歴の管理につながる。 • 充満率 =滞留時間τ×フィード量Q/(バレル容量ースクリュ体積) 充満率を測定・予測することは,熱履歴予測の第一歩 3 研究目的 充満率の分布を定量的に理論予測できれば、 熱履歴予測モデルの開発につながり, 二軸押出機の設計、運転、保守の 効率的な意思決定が可能 研究目的 二軸押出機における充満率の実験的評価と 2.5D解析による評価を比較し, 両者の妥当性について検証 4 実験材料 • 材料 – ホモポリプロピレン F-300SP プライムポリマー製 – MFR 3.0 g/10min, 溶融密度 770 kg/m3 複素粘度 [Pa s] • 複素粘度 1.E+05 1.E+04 1.E+03 1.E+02 PP 25Φ, Gap 1.0 mm γ=1%, MCR302 PTD650で測定 Crossモデルでフィッティング 0.1 1 10 100 角周波数 [rad/s] 1000 T 160 T 180 T 200 T 220 T 240 T 160 T 180 T 200 T 220 5 実験装置 テクノベル社製 完全噛合型同方向回転 平行二軸押出機 仕様 L/D = 90, D = 15 mm (L/D=40~90を実験に使用) 最大回転数 600 rpm 重量フィーダー付 6 樹脂の流れる方向 フィーダー 構成F 40℃ 160℃ フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト20/20 フライト15/15 フライト15/15 フライト15/15 フライト10/10 フライト10/10 フライト10/5 フライト10/5 フライト20/20 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 ニーダーR ニーダーN ニーダーL フライト逆ねじ 15/7.5L フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 フライト15/15 ニーダーR ニーダーN ニーダーL フライト逆ねじ 15/7.5L フライト20/20 スクリュー構成とバレル温度 フライト部3 200℃ 樹脂の充満率を測定した区間 7 評価法 • 評価法1 スクリュー引抜実験 ↕比較 • 評価法2 HASL TSSによる数値流動解析 ↕比較 • 評価法3 可視化実験 8 評価法1: 引抜実験による充満率の測定方法 1. 2. 3. 4. スクリューの引抜き スクリューを2本に分割 エレメントごとに樹脂のかきとり スクリューに付着した樹脂量を測定 樹脂のかきとりの様子 充満率 測定された樹脂重量/溶融樹脂密度 f ≡ バレル容積 − エレメント体積 − 軸体積 e 9 評価法2: HASL TSSの数値流動解析 1D 2.5D 3D 計算手法 FAN法 2.5D FEM法 (Hele-Shaw流れ) 直接数値計算 粒子法など 計算負荷 軽い 中程度 重い 解析対象 押出機全体 押出機全体 一部のエレメント 速度場 z y x ブランド Akro-co, Ludvic, TEX-FAN etc HASL TSS Fluent particle works etc. 10 評価法3 HASL TSSによる計算順序 材料粘度(Crossモデル) スクリュー構成 操作条件(フィード量Q,ヘッド圧P,回転数N) 計算条件(非等温,定常状態) スクリュー構成例 解析メッシュの自動生成 メッシュ例 2.5D有限要素法による 流速 ve と圧力 Pe,充満率 feの計算 流速分布 計算結果の可視化 充満率分布 11 評価法3: フライト部2の可視化実験 フライト部1 ニーダー部1 フライト部2 1.25 ニーダー部2 フライト部3 可視化映像をもとに, 押し側の樹脂厚さを測定 樹脂の流れ 30rpm 0.25kg/h 12 実験条件 引抜実験(評価法1):充満率が高くなりやすい,低回転数&高フィード量で実験した。 可視化実験(評価法3):ポートから樹脂があふれ出ないように,低フィード量で実験した。 フィード量 [kg/h] 0.25 0.35 0.50 0.75 引抜 可視化 ー 可視化 引抜 ー 引抜 ー 回転数 [rpm] 30 50 100 ー 可視化 ー 可視化 引抜 ー 引抜 ー 13 結果と考察 14 30 rpm, 0.5 kg/h 充満率の測定結果 スクリュ構成 フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 引抜実験 1 ニーダー部2は実験と 計算のかい離が大きい 充満率 [-] 0.8 0.6 0.4 0.2 TSSと良好に一致 0 150 充満率 HASL TSS 低い(0) 250 350 450 フィーダーからの距離 [mm] 30rpm0.5kg/h 550 15 高い(1) HASL TSSと引抜実験の樹脂充満状態の比較 30 rpm 0.5 kg/h HASL TSSによる充満率の計算結果(赤が充満率1,青が充満率0) 充満率 低い(0) 高い(1) スクリュー引き抜き実験結果(白い領域は樹脂が存在している) フライトスクリューの押し側の充満状態が良好に表現されている。 16 回転数の影響(引抜実験) フライト部1 1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 回転数を減少させると充満領域が拡大 充満率 [-] 0.8 0.6 0.4 100rpm0.75kg/h 0.2 50rpm0.75kg/h 30rpm0.75kg/h 0 150 350 フィーダーからの距離 [mm] 550 17 回転数の影響(HASL TSS) 充満率 低い(0) フィード量 0.75kg/h 30 rpm 50 rpm 100 rpm 高い(1) 回転数を低下させると,充満領域は拡大⇒引抜実験と定性的に一致 フィード量の影響(引抜実験) フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 フィード量の増加により充満領域が拡大 1 充満率 [-] 0.8 0.6 0.4 0.2 30rpm0.25kg/h 30rpm0.5kg/h 30rpm0.75kg/h 0 150 250 350 450 フィーダーからの距離 [mm] 550 19 フィード量の影響(HASL TSS) 充満率 低い(0) 回転数 30 rpm 0.75 kg/h 0.50 kg/h 0.25 kg/h 高い(1) フィード量の増加と共に,充満領域が拡大⇒実験と一致 引抜実験とHASL TSSの比較 フライト部2の平均充満率 フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 1 充満率 [-] 0.8 可視化実験 ◆ 引抜実験 TSS □ HASL TSS解析結果 0.6 0.4 0.2 低Q/Nでは良好に一致 0 0.005 0.01 0.015 高Q/NではTSSと実験に差 が生じた 0.02 Q/N [kg/(h・rpm)] 0.025 0.03 21 HASL TSSと可視化実験の比較 フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 押し側樹脂厚さ [mm] 5 評価法3(可視化実験) □ HASL TSS 4 評価法2(HASLT TSS) ◆ 可視化実験 3 この幅を測定 2 TSSと可視化実験で良好な 一致が見られた。 1 0 0 0.01 0.02 Q/N [kg/(h rpm)] 0.03 22 まとめ • スクリューの引抜実験(評価法1),HASL TSSによる解析(評 価法2)及び可視化実験(評価法3)を行った。 • フライト部の充満率 vs. Q/Nは,低Q/Nにおいて引抜実験と HASL TSSが定量的に一致した。 • フライト部の押し側樹脂厚さ vs. Q/Nにおいては,HASL TSSは 可視化実験と良好な一致が見られた。 • 今後の予定 – ニーダー部の充満率モデルの再検討 – さらに解析対象とする操作条件やエレメント構成を拡大 – 可視化センサーシステムを構築し滞留時間分布の実験と理論計算 の比較 23 可視化・センサーシステムの構築 バレルに石英窓を設置 • • • • • モーター電流値(トルク値) モーター回転数 フィード量 バレル温度 ニーダー部圧力,温度 連続測定 LabVIEW/DAQ 毎秒1000コマによる スクリュー高速可視化 ラインレーザーと高速カメラに よる3次元可視化(光切断法) (HAS-U2, DITECT製) (ALT-7500, エーエルティー製) ミニ分光器によるトレー 石英窓越しの非接触赤外線 サーの滞留時間分布計測 樹脂温度計 (C13555MA,浜松ホトニクス製) (TMHX-CQE0500,ジャパンセンサー製) 24 ご清聴ありがとうございました Q/Nと充満率の関係 Q ただしQ:実際の体積流量[m3/s] :最大体積流量[m3/s] f:充満率[-] N:回転数[1/s] A:二軸押出機の空間の断面積[m2] :らせんのピッチ長さ[m]26 滞留時間の計算 二軸押出機のバレル全体、もしくはエレメント1つを 連続槽型反応器として考えて滞留時間を求める。 フィード量 v0 [m3/s] 滞留時間 吐出量 v0 [m3/s] バレルとスクリュー間の容積V [m3]が Todd, D.B: Int. Polym. Proc., 6, 143(1991) 充満率f [-]で満たされている 27 滞留時間とトレーサー試験の関係 構成E 平均vsピーク 積算vs初出 積算vsピーク 平均vs初出 1000 1000 800 800 初出 or ピーク時間 [s] 初出 or ピーク時間 [s] 平均vs初出 構成F 600 400 200 0 平均vsピーク 積算vs初出 積算vsピーク 600 400 200 0 0 200 400 600 800 平均 or 積算 滞留時間 [s] 1000 0 200 400 600 800 1000 平均 or 積算 滞留時間 [s] 28 まとめと今後の課題 まとめ • スクリューの回転数を上げると樹脂の充満率が 低下した。 • フィード量を増やした場合樹脂の充満率は増加 した。 • Q/Nを一定とした場合充満率に大きな変化は見 られなかった。 今後の予定 ・ 各種センサーの取り付け ・ ハイスピードカメラでの観察 29 二軸押出機の研究課題 1. 2. 3. 4. 5. 充満率分布∝滞留時間分布 溶融可塑化 混練 反応押出 脱気 複雑な現象を簡略化する化学工学的なモデルが必要 本研究の目的は充満率分布を求めること 30 Q/Nと解析区間の平均充満率の関係 1 1 構成E 構成F 0.9 0.8 0.8 0.7 0.7 平均充満率 [-] 平均充満率 [-] 0.9 0.6 0.5 0.4 0.6 0.5 0.4 0.3 0.3 0.2 0.2 0.1 構成E 構成F 0.1 解析区間 0 全区間 0 0 0.01 0.02 Q/N [kg/(h・rpm)] 0.03 0 0.01 0.02 Q/N [kg/(h・rpm)] 0.03 31 充満率分布の測定結果 構成E フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 1 100rpm 充満率 [-] 0.8 0.6 0.4 0.2 0 150 250 350 450 フィーダーからの距離 [mm] 550 32 回転数の影響 構成E フライト部1 1 ニーダー部1 フライト部2 ニーダー部2 30rpm 50rpm 100rpm 0.8 充満率 [-] フライト部3 0.6 0.4 0.2 0 150 250 350 450 フィーダーからの距離 [mm] 550 33 フィード量の影響 構成E フライト部1 ニーダー部1 フライト部2 ニーダー部2 充満率 [-] 1 フライト部3 0.264kg/h 0.8 0.464kg/h 0.6 0.66kg/h 0.4 0.2 0 150 250 350 450 フィーダーからの距離 [mm] 550 34 Q/N一定時の充満率 構成F フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 1 30rpm0.23kg/h 0.8 充満率 [-] 50rpm0.38kg/h 0.6 100rpm0.75kg/h 0.4 0.2 0 150 250 350 450 フィーダーからの距離 [mm] 550 35 実験条件 構成F 回転数/フィード量 30 rpm 0.23 kg/h ○ 0.38 kg/h 0.75 kg/h - - 50 rpm - ○ 100 rpm - - ○ ※Q/Nが7.5×10-3一定となるような組み合わせで実験条件を設定 36 ピッチの影響 37 数値解析法の比較 次元 1D 2.5D 3D 解析法 FAN FEM FEM 用途 全解析域に対応 スクリュ軸方向に対する 圧力/流速/温度/充満 率分布の定量化 全解析域に対応 溶融体輸送領域に対応 スクリュ展開モデルに対 当該領域内3次元熱流動 する圧力/流速/温度/充 場/混合効率の定量化 満率分布の定量化 計算負荷 小 中 大 計算時間 数分以内 数十分以内 数時間以内 精度 低 中 高 運用性 易 中 難 評価法1: 充満率の測定結果 フライト部1 ニーダー部1 フライト部2 ニーダー部2 フライト部3 1 30 rpm, 0.5 kg/h 充満率 [-] 0.8 0.6 0.4 0.2 0 150 250 350 450 フィーダーからの距離 [mm] 550 39 HASL TSSと引抜実験の樹脂充満状態の比較 30 rpm 0.5 kg/h HASL TSSによる充満率の計算結果(赤が充満率1,青が充満率0) スクリュー引き抜き実験結果(白い領域は樹脂が存在している) フライトスクリューの押し側の充満状態が良好に表現されている。 40
© Copyright 2026 Paperzz