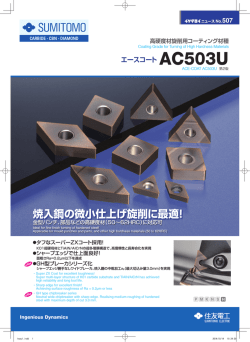
意 先 スジー F2039 パンフ vol.2(W-34) オモテ 名 版 月 日 07.10 業 番 号 23456 当 CEF0F7 者 廣澤 版 寸 法 284 下版 631 加工データ Vol.● 2 切削条件基準表 ■ P26316-G88チップによる ZAS合金の加工 使用工具 × × チップ材質 使用チップ 被削材質 材料記号 引張強さ 〜 炭素鋼 自動車試作型 ワーク名 合金鋼 〜 切削速度 工具鋼 送り速度 ZAS型の中荒加工において、従来の超硬ろう付けボールに比べて、 耐久が50%アップした(20時間→30時間)。従来は再研磨が必要 であったが、チップ式にすることで、工具管理が容易になった。 切込深さ ドライ 切削油剤 ダイス鋼 〜 鋳鉄 〜 ダクタイル鋳鉄 〜 門型マシニングセンタ 使用機械 * 1刃当りの送り ZAS合金 被削材質 切削速度 カッタ径 アルミニウム合金 **** ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 ■ ダイヤコートチップによるグラファイト電極の加工 使用工具 × × チップ材質 使用チップ 被削材質 グラファイト (ED-4) ワーク名 放電加工用グラファイト電極 グラファイト 〜 〜 〜 〜 〜 〜 使用上の注意点 1)F2039、 F2039Gは、 切削条件設定の際は、1枚刃のカッタとして送り速度を設定下さい。 2)F2039Gは、グラファイト加工専用工具です。 その他の鋼材等の加工に使用しないで下さい。 切込深さ 3)*印は在庫無くなり次第、廃番となります。 切削油剤 ドライ 使用機械 グラファイト加工機 10 切削時間(h) 50 100 無処理品 1)While setting up the machining conditions for the F2039 and F2039G, set the feed speed for a single-edge cutter. 取り代の大きな荒加工であったが安定した加工が行 えた。ダイヤコートチップは無処理超硬に比べて10 倍以上の寿命があり、大幅な効率アップが図れた。 ■ F2039による炭素鋼の加工 × 2)The F2039G has been designed exclusively for machining graphite. Do not use it for other types of work materials, such as steel. 3)*marked insert will be discontinued when it is out stock. 安全にお使いいただくために Safe use of cutting tools ●異常音・異常振動が発生したら、直ちに使 用を中止して下さい。 ●工具には手を加えないで下さい。 ●加工前に工具の寸法確認を行って下さい。 ●工具を使用する時は、 破損する危険がある ので、 必ずカバー・保護メガネ・安全靴等を 使用して下さい。 ●切れ刃は素手でさわらないで下さい。 ●切りくずは素手でさわらないで下さい。 ●工具の切れ味が悪くなったら使用を中止し て下さい。 ダイヤコート品 ◆製品については、常に研究・改良を行っておりますので、予告なく本カタログ 掲載仕様を変更する場合があります。 × ●Use safety cover, safety glasses and safety shoes during operation. ●Do not touch cutting edges with bare hands. ●Do not touch cutting chips with bare hands. Chips will be hot after cutting. ●Stop cutting when the tool becomes dull. ●Stop cutting operation immediately if you hear any strange cutting sounds. ●Do not modify tools. ●Please use co rrect to ols fo r the operation.Check dimensions to ensure proper selection. ◆Tool specifications subject to change without notice. ツール コミュニケーション 使用チップ 被削材質 ワーク名 溝・側面 ・ ケミカルウッド 送り速度 使用工具 * 1刃当りの送り 切削速度 チップ材種 切削速度 加工内容 被削材質 本 社 東部営業部 中部営業部 西部営業部 プレス型 〒442-8543 〒143-0025 〒465-0058 〒550-0013 苫小牧(0144)31-6080 仙 台(022)390-9701 秋田SOHO(018)896-1421 郡 山(024)991-7485 新 潟(025)286-9503 上 田(0268)28-7381 諏 訪(0266)58-0152 両 毛(0270)40-5855 宇都宮(028)651-2720 切削速度 送り速度 切込深さ 愛 知 県 豊 川 市 本 野ヶ原 3 - 2 2 東京都大田区南馬込3-25-4 名古屋市名東区貴船1-9 大阪市西区新町2-18-2 八王子(042)645-5406 川 口(048)294-3951 千 葉(04)7164-4811 常磐SOHO(0294)24-4565 東 京(03)5709-4501 厚 木(046)296-1380 静 岡(054)283-6651 浜 松(053)461-1121 豊 川(0533)92-1501 安 城(0566)77-2366 名古屋(052)703-6131 岐 阜(058)275-7061 三 重(0594)25-2212 金 沢(076)268-0830 京 滋(077)553-2012 大 阪(06)6747-7041 明 石(078)927-8212 岡 山(086)241-0411 〈 工 具 の 技 術 的 なご相 談 は… 〉 FAX(0533)82-1131 FAX(03)5709-4515 FAX(052)703-7775 FAX(06)6538-3879 (0533)82-1111 (03)5709-4501 (052)703-6131 (06)6538-3880 よ 四 国(087)868-4003 広 島(082)503-0205 九 州(092)504-1211 北九州SOHO (093)474-5485 熊本SOHO(096)331-3570 東部AW室(03)5709-4501 中部AW室(052)703-6131 西部AW室(06)6532-6591 い 工 具 は 一 OSG代理店 番 コミュニケーションダイヤル 切削油剤 使用機械 ドライ 立形マシニングセンタ 従来工具に比べて30%程度切削トルクが小さく、 切削音も静かであった。 コミュニケーションFAX 無料メールマガジン コミュニケーションE-mail E-mailで最新情報をお届けします。 OSG E-mail 倶楽部 入会窓口は https://www.osg.co.jp/products/club/index.php 〈その他のご相談は…〉 ※本書掲載内容の無断転載・複製を禁じます。 ※ All rights reserved. ©OSG CORPORATION.2007 このカタログの印刷には、 環境に配慮した植物性 大豆インキを使用して おります。 W-34.713.AⅠ.BⅠ(NT) 07.07 F2039 パンフ vol.2(W-34) ウラ 名 版 月 日 07.06 業 番 号 23456 当 CEF0F7 者 吉久 版 寸 法 284 初校版 631 ボールエンドミル 汎用タイプ(1刃タイプ) ボールエンドミル グラファイト用 スローアウェイタイプのボールエンドミル。切削抵抗の少ない 2溝=1刃構造。荒取り重切削加工用。 R Lc L1 β φD Features φd φD R Lc LS L L2 φd φD ツールNo. 呼び EDP No. Designation 適用チップ Applicable Inserts 8005641 8005643 8005644 8005646 8005647 L (単位:mm) (Unit:mm) EDP No. Designation 8005650 8005651 8005652 8005654 8005655 8005656 8005660 8005657 8005658 8005659 8005662 8005663 8005666 8005690 8005691 R10 ×SS20 × 45 R10 ×SS20 × 63 R10 ×SS25 ×100 R12.5×SS25 × 53 R12.5×SS25 × 75 R12.5×SS32 ×100 R15 ×SS32 × 63 R15 ×SS32 ×100 R16 ×SS32 × 63 R16 ×SS32 × 90 R20 ×SS42 × 75 R20 ×SS42 ×106 R25 ×SS42 × 85 R25 ×CN50.8×100 R25 ×CN50.8×150 首下 シャンク径 シャンク長 首部勾配 溝数 刃数 カッタ径 ボール 全長 刃長 首下長さ ストレート D 20 25 30 32 40 50 L R Lc 116 10 134 200 133 12.5 155 200 153 15 200 153 16 180 175 20 206 185 25 200 250 L1 45 20.5 63 100 53 23 75 100 63 30.5 100 63 31 90 75 41.5 106 46 85 100 66 150 L2 − d Ls 20 63 − 75 32 100 90 100 Inserts 3.5° − 80 7.5° 2 1 90 − − 形状 在庫 参考価 タイプ Number of 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Flutes Front Insert Number of Peripheral Insert Number of Type Stock(Yen) − 71 100 25 β 42 100 CN50.8 Inserts ● 35,700 1 ● 35,700 2 ● 39,600 ● 37,700 1 ● 37,700 2 ● 41,700 2 ● 45,600 2 ● 45,600 ● 45,600 1 ● 45,600 ● 57,500 ● 57,500 ● 77,300 3 ● 89,100 3 4 ● 99,000 ●=標準在庫品 ●=Standard stock item. ■部品 仕様 サイズ Appearance Designation Specifications Size Number of Cutting Edges R10 R12.5 R15 R16 R20 R25 R10 R12.5 R15 R16 R20 R25 3 3 3 3 3 3 3 3 3 3 3 3 M class M級 ブレーカ付き with chip former 精密級20° Ground ブレーカ付き with chip former チップ寸法 Insert Size 内接円径 厚さ 逃げ角 α B T 6.75 14° 2.78 8.5 14° 3.18 10.5 14° 3.97 10.5 14° 3.97 12.7 11° 4.76 12.7 11° 4.76 6.75 2.78 14° 8.5 3.18 14° 10.5 3.97 14° 10.5 3.97 14° 12.7 4.76 11° 12.7 4.76 11° Accessories カッタ径 ボールR 全長 D ×130 ×200 ×130 ×200 ×130 25 12.5 30 15 Lc 230 300 230 300 230 L1 d 130 200 130 200 130 50 53 66 Ls 刃数 Flutes 20 25 100 適用チップ Applicable Inserts 在庫 参考価 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Number of Stock (Yen) Front Insert Number of Peripheral Insert Number of 刃長 首下長さ シャンク径 シャンク長さ 溝数 L 10 2 1 32 Inserts Inserts ● 67,100 ● 70,900 8 ● 67,600 2 ● 71,400 ● 75,800 7 ●=標準在庫品 ●=Standard stock item. (F2039、F2039G共通) ツールNo. EDP No. 呼び 適用 Designation Range ●8008622 FS322 ●8008619 Clamping Screw R 20 ●8008543 ツールNo. EDP No. レンチ R10、 FS319 (Torx15) FS243 (Torx20) Wrench 、 ドライバ Screwdriver R20、 呼び 適用 Designation Range FLR15S R10、R12.5 ●78075 ●8008429 ●8008428 FS229 (Torx15) FS228 (Torx20) R15、 R20、 ●=標準在庫品 ●=Standard stock item. 先端適用チップ 外周適用チップ Available Front Insert R α Available Peripheral Insert α T B T 超硬材種 Grade of Carbide Materials WPM WP40 WKM 形状 呼び 仕様 Appearance Designations Specifications SPNT060304 M class M級 SDNT090308 ブレーカ付き with chip former SPMT120408 切れ刃数 Number of Cutting Edges 4 4 4 内接円径 B 6.35 9.52 12.7 チップ寸法 厚さ T 3.18 3.18 4.76 Insert Size 逃げ角 α 11° 14° 11° R 0.4 0.8 0.8 WK10 ●8010160 ●8030160 ●8010161 ●8030161 ●8010162 ●8030162 ●8010163 ●8030163 ●8010164 ●8014164 ●8030164 ●8010165 ●8014165 ●8030165 ●8040930* ●8032930 ●8040931* ●8032931 ●8040932* ●8032932 ●8040933* ●8032933 ●8040934* ●8032934 ●8040935* ●8032935 参考価 ダイヤコート 参考価 コーティング材種 Grade of Coated Materials 参考価 WMG40 (Yen) WTP35 1,200 1,320 1,560 1,560 1,870 2,010 1,260 1,390 1,620 1,620 1,970 2,080 ●8050160 ●8050161 ●8050162 ●8050163 ●8050164 ●8050165 WAP35 WAK15 WAP25 WTL41 (Yen) Dia.Coating WDC (Yen) ●8056160 ●8058160 ●8062160 ●8047160 1,450 ●8085160 8,740 ●8062161 1,580 ●8085161 9,600 ●8056161 ●8047162 1,860 ●8085162 11,400 ●8056162 1,860 ●8056163 ●8062164 ●8047164 2,250 ●8056164 ●8062165 ●8047165 2,390 ●8056165 * 印は在庫無くなり次第、廃番となります。 * marked insert will be discontinued when it is out of stock. ●=標準在庫品 ●=Standard stock item. (単位:mm) (Unit:mm) Available Peripheral Inserts P28415-00 P28415-0 P28495-1 1 切れ刃数 呼び ■外周適用チップ LS L (単位:mm) (Unit:mm) Available Front Inserts 形状 P26315R10 P26315R12 P26315R15 P26315R16 P26315R20 P26315R25 P26316R10-G88 P26316R12-G88 P26316R15-G88 P26316R16-G88 P26316R20-G88 P26316R25-G88 R10 ×SS20 R10 ×SS20 R12.5×SS25 R12.5×SS25 R15 ×SS32 クランプねじ B ■先端適用チップ L1 (単位:mm) (Unit:mm) LS L1 呼び Lc L Lc ツールNo. R LS L1 R Application グラファイト電極加工用のボールエンドミル。 様々な加工形状 に対応するロングネック形状。 φd スジー φD 先 φd 意 超硬材種 Grade of Carbide Materials WPM WP40 WKM ●8010629 ●8030629 ●8010630 ●8014630 ●8030630 ●8010601 ●8014601 ●8030601 コーティング材種 Grade of Coated Materials 参考価 (Yen) 872 1,060 1,340 WTL71 WTA51 WTA21 WTA61 参考価 WTL41 (Yen) ダイヤコート 参考価 Dia.Coating WDC (Yen) ●8050629 ●8056629 ●8058629 ●8062629 ※ 1,050 ●8085629 6,350 ●8050630 ●8056630 ●8058630 ●8062630 ●8047630 1,270 1,610 ●8050601 ●8056601 ●8058601 ●8062601 ●8047601 ※印は取り寄せとなります。Tools marked ※ are special order products. ●=標準在庫品 ●=Standard stock item. 吉久 版 寸 法 284 初校版 631 ボールエンドミル 汎用タイプ(1刃タイプ) ボールエンドミル グラファイト用 スローアウェイタイプのボールエンドミル。切削抵抗の少ない 2溝=1刃構造。荒取り重切削加工用。 グラファイト電極加工用のボールエンドミル。 様々な加工形状 に対応するロングネック形状。 For heavy-duty rough milling operations. Employs the-2-flute, 1-edge mechanism to minimize milling force. Ball Nose End Mill F2039 Type1 Type2 R R Lc L1 β Lc LS L L2 R LS L1 φd 23456 当 CEF0F7 者 φD 業 番 号 φd 07.06 Lc L1 L R LS L Type3 (単位:mm) (Unit:mm) φd 版 月 日 φD F2039 パンフ vol.2(W-34) ウラ 名 φd スジー φD 先 φD 意 ツールNo. 呼び LS EDP No. Designation 適用チップ Applicable Inserts 8005641 8005643 8005644 8005646 8005647 Lc L1 L (単位:mm) (Unit:mm) ツールNo. 呼び EDP No. Designation 8005650 8005651 8005652 8005654 8005655 8005656 8005660 8005657 8005658 8005659 8005662 8005663 8005666 8005690 8005691 R10 ×SS20 × 45 R10 ×SS20 × 63 R10 ×SS25 ×100 R12.5×SS25 × 53 R12.5×SS25 × 75 R12.5×SS32 ×100 R15 ×SS32 × 63 R15 ×SS32 ×100 R16 ×SS32 × 63 R16 ×SS32 × 90 R20 ×SS42 × 75 R20 ×SS42 ×106 R25 ×SS42 × 85 R25 ×CN50.8×100 R25 ×CN50.8×150 首下 シャンク径 シャンク長 首部勾配 溝数 刃数 カッタ径 ボール 全長 刃長 首下長さ ストレート D 20 25 30 32 40 50 L R Lc 116 10 134 200 133 12.5 155 200 153 15 200 153 16 180 175 20 206 185 25 200 250 L1 45 20.5 63 100 53 23 75 100 63 30.5 100 63 31 90 75 41.5 106 46 85 100 66 150 L2 − d Ls 20 63 − 75 32 1 3.5° − 80 100 90 100 Inserts − 71 100 25 β 2 7.5° 2 1 90 3 4 − − 形状 在庫 参考価 タイプ Number of 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Flutes Front Insert Number of Peripheral Insert Number of Type Stock(Yen) 5 42 100 6 CN50.8 Inserts ● 35,700 1 ● 35,700 2 ● 39,600 7 ● 37,700 1 ● 37,700 2 ● 41,700 2 2 ● 45,600 ● 45,600 8 ● 45,600 1 ● 45,600 ● 57,500 ● 57,500 9 ● 77,300 3 ● 89,100 3 4 ● 99,000 ●=標準在庫品 ●=Standard stock item. ■部品 切れ刃数 呼び 仕様 サイズ Appearance Designation Specifications Size Number of Cutting Edges R10 R12.5 R15 R16 R20 R25 R10 R12.5 R15 R16 R20 R25 3 3 3 3 3 3 3 3 3 3 3 3 3 4 5 6 1 2 3 4 5 6 P26315R10 P26315R12 P26315R15 P26315R16 P26315R20 P26315R25 P26316R10-G88 P26316R12-G88 P26316R15-G88 P26316R16-G88 P26316R20-G88 P26316R25-G88 ■外周適用チップ M class M級 ブレーカ付き with chip former 精密級20° Ground ブレーカ付き with chip former 呼び 仕様 Designations Specifications P28415-00 P28415-0 P28495-1 ×130 ×200 ×130 ×200 ×130 L 10 25 12.5 30 15 Lc 230 300 230 300 230 L1 d 130 200 130 200 130 50 53 66 Ls 刃数 Flutes 20 25 100 2 1 32 Inserts Inserts ● 67,100 ● 70,900 8 ● 67,600 2 ● 71,400 ● 75,800 7 ●=標準在庫品 ●=Standard stock item. (F2039、F2039G共通) ツールNo. EDP No. 呼び 適用 Designation Range ●8008622 FS322 ●8008619 Clamping Screw R 20 ●8008543 ツールNo. EDP No. レンチ R10、 FS319 (Torx15) FS243 (Torx20) Wrench 、 ドライバ Screwdriver R20、 呼び 適用 Designation Range FLR15S R10、R12.5 ●78075 ●8008429 ●8008428 FS229 (Torx15) FS228 (Torx20) R15、 R20、 ●=標準在庫品 ●=Standard stock item. 先端適用チップ 外周適用チップ Available Front Insert R α Available Peripheral Insert α T B T 超硬材種 Grade of Carbide Materials WPM WP40 WKM SPNT060304 M class M級 SDNT090308 ブレーカ付き with chip former SPMT120408 切れ刃数 Number of Cutting Edges 4 4 4 内接円径 B 6.35 9.52 12.7 チップ寸法 厚さ T 3.18 3.18 4.76 Insert Size 逃げ角 α 11° 14° 11° WK10 ●8010160 ●8030160 ●8010161 ●8030161 ●8010162 ●8030162 ●8010163 ●8030163 ●8010164 ●8014164 ●8030164 ●8010165 ●8014165 ●8030165 ●8040930* ●8032930 ●8040931* ●8032931 ●8040932* ●8032932 ●8040933* ●8032933 ●8040934* ●8032934 ●8040935* ●8032935 WPM 2 WTP35 1,200 1,320 1,560 1,560 1,870 2,010 1,260 1,390 1,620 1,620 1,970 2,080 ●8050160 ●8050161 ●8050162 ●8050163 ●8050164 ●8050165 WAP35 WAK15 WAP25 WTL41 (Yen) Dia.Coating WDC (Yen) ●8056160 ●8058160 ●8062160 ●8047160 1,450 ●8085160 8,740 ●8062161 1,580 ●8085161 9,600 ●8056161 ●8047162 1,860 ●8085162 11,400 ●8056162 1,860 ●8056163 ●8062164 ●8047164 2,250 ●8056164 ●8062165 ●8047165 2,390 ●8056165 ●=標準在庫品 ●=Standard stock item. WP40 WKM ●8010629 ●8030629 ●8010630 ●8014630 ●8030630 ●8010601 ●8014601 ●8030601 0.4 0.8 0.8 (Yen) * 印は在庫無くなり次第、廃番となります。 * marked insert will be discontinued when it is out of stock. 超硬材種 Grade of Carbide Materials R 参考価 ダイヤコート 参考価 コーティング材種 Grade of Coated Materials 参考価 WMG40 (単位:mm) (Unit:mm) 形状 9 チップ寸法 Insert Size 内接円径 厚さ 逃げ角 α B T 6.75 14° 2.78 8.5 14° 3.18 10.5 14° 3.97 10.5 14° 3.97 12.7 11° 4.76 12.7 11° 4.76 6.75 2.78 14° 8.5 3.18 14° 10.5 3.97 14° 10.5 3.97 14° 12.7 4.76 11° 12.7 4.76 11° Available Peripheral Inserts Appearance 7 8 D 在庫 参考価 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Number of Stock (Yen) Front Insert Number of Peripheral Insert Number of 刃長 首下長さ シャンク径 シャンク長さ 溝数 (単位:mm) (Unit:mm) Available Front Inserts 形状 1 2 Accessories クランプねじ B ■先端適用チップ R10 ×SS20 R10 ×SS20 R12.5×SS25 R12.5×SS25 R15 ×SS32 カッタ径 ボールR 全長 適用チップ Applicable Inserts コーティング材種 Grade of Coated Materials 参考価 (Yen) 872 1,060 1,340 WTL71 WTA51 WTA21 WTA61 参考価 WTL41 (Yen) ダイヤコート 参考価 Dia.Coating WDC (Yen) ●8050629 ●8056629 ●8058629 ●8062629 ※ 1,050 ●8085629 6,350 ●8050630 ●8056630 ●8058630 ●8062630 ●8047630 1,270 1,610 ●8050601 ●8056601 ●8058601 ●8062601 ●8047601 ※印は取り寄せとなります。Tools marked ※ are special order products. ●=標準在庫品 ●=Standard stock item. 吉久 版 寸 法 284 初校版 631 ボールエンドミル 汎用タイプ(1刃タイプ) ボールエンドミル グラファイト用 スローアウェイタイプのボールエンドミル。切削抵抗の少ない 2溝=1刃構造。荒取り重切削加工用。 グラファイト電極加工用のボールエンドミル。 様々な加工形状 に対応するロングネック形状。 For electrode processing of graphite. Long-necked cutter body for work on various material shapes. Profile Milling Cutter for Graphite R R Lc L1 F2039G β Lc LS L L2 LS L1 ツールNo. 呼び LS EDP No. Designation 適用チップ Applicable Inserts 8005641 8005643 8005644 8005646 8005647 L1 L (単位:mm) (Unit:mm) 首下 シャンク径 シャンク長 首部勾配 溝数 刃数 カッタ径 ボール 全長 刃長 首下長さ ストレート D EDP No. Designation 8005650 8005651 8005652 8005654 8005655 8005656 8005660 8005657 8005658 8005659 8005662 8005663 8005666 8005690 8005691 R10 ×SS20 × 45 R10 ×SS20 × 63 R10 ×SS25 ×100 R12.5×SS25 × 53 R12.5×SS25 × 75 R12.5×SS32 ×100 R15 ×SS32 × 63 R15 ×SS32 ×100 R16 ×SS32 × 63 R16 ×SS32 × 90 R20 ×SS42 × 75 R20 ×SS42 ×106 R25 ×SS42 × 85 R25 ×CN50.8×100 R25 ×CN50.8×150 20 25 30 32 40 50 L R Lc 116 10 134 200 133 12.5 155 200 153 15 200 153 16 180 175 20 206 185 25 200 250 L1 45 20.5 63 100 53 23 75 100 63 30.5 100 63 31 90 75 41.5 106 46 85 100 66 150 L2 − d Ls 20 63 − 75 32 100 90 100 Inserts 3.5° − 80 7.5° 2 1 90 − − 形状 在庫 参考価 タイプ Number of 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Flutes Front Insert Number of Peripheral Insert Number of Type Stock(Yen) − 71 100 25 β 42 100 CN50.8 Inserts ● 35,700 1 ● 35,700 2 ● 39,600 ● 37,700 1 ● 37,700 2 ● 41,700 2 ● 45,600 2 ● 45,600 ● 45,600 1 ● 45,600 ● 57,500 ● 57,500 ● 77,300 3 ● 89,100 3 4 ● 99,000 ●=標準在庫品 ●=Standard stock item. ■部品 切れ刃数 呼び 仕様 サイズ Appearance Designation Specifications Size Number of Cutting Edges R10 R12.5 R15 R16 R20 R25 R10 R12.5 R15 R16 R20 R25 3 3 3 3 3 3 3 3 3 3 3 3 ■外周適用チップ M class M級 ブレーカ付き with chip former 精密級20° Ground ブレーカ付き with chip former チップ寸法 Insert Size 内接円径 厚さ 逃げ角 α B T 6.75 14° 2.78 8.5 14° 3.18 10.5 14° 3.97 10.5 14° 3.97 12.7 11° 4.76 12.7 11° 4.76 6.75 2.78 14° 8.5 3.18 14° 10.5 3.97 14° 10.5 3.97 14° 12.7 4.76 11° 12.7 4.76 11° Accessories カッタ径 ボールR 全長 D ×130 ×200 ×130 ×200 ×130 25 12.5 30 15 Lc 230 300 230 300 230 L1 d 130 200 130 200 130 50 53 66 Ls 刃数 Flutes 20 25 適用チップ Applicable Inserts 在庫 参考価 先端チップ 使用チップ数 外周チップ 使用チップ数 Flutes Number of Stock (Yen) Front Insert Number of Peripheral Insert Number of 刃長 首下長さ シャンク径 シャンク長さ 溝数 L 10 Inserts 1 100 2 1 32 2 3 Inserts ● 67,100 ● 70,900 7 8 2 ● 67,600 ● 71,400 8 7 ● 75,800 ●=標準在庫品 ●=Standard stock item. (F2039、F2039G共通) ツールNo. EDP No. 呼び 適用 Designation Range ●8008622 FS322 R10、R12.5 ●8008619 Clamping Screw R 20 ●8008543 FS319 (Torx15) FS243 (Torx20) ツールNo. EDP No. レンチ Wrench R15、R16 ドライバ Screwdriver R20、R25 呼び 適用 Designation Range FLR15S R10、R12.5 ●78075 ●8008429 ●8008428 FS229 (Torx15) FS228 (Torx20) R15、R16 R20、R25 ●=標準在庫品 ●=Standard stock item. 先端適用チップ α 外周適用チップ Available Front Insert R 1 2 3 T Available Peripheral Insert α 7 8 9 4 5 6 T B 超硬材種 Grade of Carbide Materials WPM WP40 WKM 形状 呼び 仕様 Appearance Designations Specifications SPNT060304 M class M級 SDNT090308 ブレーカ付き with chip former SPMT120408 切れ刃数 Number of Cutting Edges 4 4 4 内接円径 B 6.35 9.52 12.7 チップ寸法 厚さ T 3.18 3.18 4.76 Insert Size 逃げ角 α 11° 14° 11° R 0.4 0.8 0.8 WK10 ●8010160 ●8030160 ●8010161 ●8030161 ●8010162 ●8030162 ●8010163 ●8030163 ●8010164 ●8014164 ●8030164 ●8010165 ●8014165 ●8030165 ●8040930* ●8032930 ●8040931* ●8032931 ●8040932* ●8032932 ●8040933* ●8032933 ●8040934* ●8032934 ●8040935* ●8032935 参考価 ダイヤコート 参考価 コーティング材種 Grade of Coated Materials 参考価 WMG40 (Yen) WTP35 1,200 1,320 1,560 1,560 1,870 2,010 1,260 1,390 1,620 1,620 1,970 2,080 ●8050160 ●8050161 ●8050162 ●8050163 ●8050164 ●8050165 WAP35 WAK15 WAP25 WTL41 (Yen) Dia.Coating WDC (Yen) ●8056160 ●8058160 ●8062160 ●8047160 1,450 ●8085160 8,740 ●8062161 1,580 ●8085161 9,600 ●8056161 ●8047162 1,860 ●8085162 11,400 ●8056162 1,860 ●8056163 ●8062164 ●8047164 2,250 ●8056164 ●8062165 ●8047165 2,390 ●8056165 * 印は在庫無くなり次第、廃番となります。 * marked insert will be discontinued when it is out of stock. ●=標準在庫品 ●=Standard stock item. (単位:mm) (Unit:mm) Available Peripheral Inserts P28415-00 P28415-0 P28495-1 LS L (単位:mm) (Unit:mm) Available Front Inserts 形状 P26315R10 P26315R12 P26315R15 P26315R16 P26315R20 P26315R25 P26316R10-G88 P26316R12-G88 P26316R15-G88 P26316R16-G88 P26316R20-G88 P26316R25-G88 R10 ×SS20 R10 ×SS20 R12.5×SS25 R12.5×SS25 R15 ×SS32 クランプねじ B ■先端適用チップ L1 (単位:mm) (Unit:mm) Lc 呼び Lc L R ツールNo. R φd 23456 当 CEF0F7 者 φD 業 番 号 φd 07.06 φd 版 月 日 φD F2039 パンフ vol.2(W-34) ウラ 名 φd スジー φD 先 φD 意 超硬材種 Grade of Carbide Materials WPM WP40 WKM ●8010629 ●8030629 ●8010630 ●8014630 ●8030630 ●8010601 ●8014601 ●8030601 コーティング材種 Grade of Coated Materials 参考価 (Yen) 872 1,060 1,340 WTL71 WTA51 WTA21 WTA61 参考価 WTL41 (Yen) ダイヤコート 参考価 Dia.Coating WDC (Yen) ●8050629 ●8056629 ●8058629 ●8062629 ※ 1,050 ●8085629 6,350 ●8050630 ●8056630 ●8058630 ●8062630 ●8047630 1,270 1,610 ●8050601 ●8056601 ●8058601 ●8062601 ●8047601 ※印は取り寄せとなります。Tools marked ※ are special order products. ●=標準在庫品 ●=Standard stock item. 3 意 先 スジー F2039 パンフ vol.2(W-34) オモテ 名 加工データ 版 月 日 07.10 業 番 号 使用工具 被削材質 Work Material ワーク名 Work P26316 R16-G88 Milling ZAS alloy using a P26316-G88 insert チップ材質 被削材質 WK10 切込深さ 合金鋼 ZAS型の中荒加工において、従来の超硬ろう付けボールに比べて、 耐久が50%アップした(20時間→30時間)。従来は再研磨が必要 であったが、チップ式にすることで、工具管理が容易になった。 aa=5mm, Pf=7mm ドライ Dry 切削油剤 Coolant When semi-roughing the ZAS die, tool life was improved 50% (20 hours to 30 hours) over the previously-used brazed carbide ball end mill. Tool regrinding was previously required, but now tool management has been simplified thanks to the insert style tool. 門型マシニングセンタ Bridge-style machining center ■ ダイヤコートチップによるグラファイト電極の加工 使用工具 F2039G R10×SS20×130 Tool 使用チップ P26315R10 P28415-00 Insert Work Material 切削速度 88m/min (1,400min-1) 送り速度 切込深さ Coolant グラファイト加工機 Graphite Milling Machine 使用機械 Machine 10 切削時間(h) Cutting Time 50 100 無処理品 ダイヤコート品 Insert 被削材質 Work Material プレス型 Stamping press die 切削速度 120m/min (760min-1) Cutting Speed 送り速度 Feed 切込深さ Depth of Cut 切削油剤 Coolant 取り代の大きな荒加工であったが安定した加工が行 えた。ダイヤコートチップは無処理超硬に比べて10 倍以上の寿命があり、大幅な効率アップが図れた。 使用機械 Machine Using F2039 to mill carbon steel **** 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 ≦ 〜 ≧ 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 〜 チップ材質 切削速度 加工内容 * 溝・側面 ・ 〜 〜 〜 〜 〜 〜 20mm 2)The F2039G has been designed exclusively for machining graphite. Do not use it for other types of work materials, such as steel. 3)*marked insert will be discontinued when it is out stock. 安全にお使いいただくために Safe use of cutting tools ●異常音・異常振動が発生したら、直ちに使 用を中止して下さい。 ●工具には手を加えないで下さい。 ●加工前に工具の寸法確認を行って下さい。 ●工具を使用する時は、 破損する危険がある ので、 必ずカバー・保護メガネ・安全靴等を 使用して下さい。 ●切れ刃は素手でさわらないで下さい。 ●切りくずは素手でさわらないで下さい。 ●工具の切れ味が悪くなったら使用を中止し て下さい。 ◆製品については、常に研究・改良を行っておりますので、予告なく本カタログ 掲載仕様を変更する場合があります。 ●Use safety cover, safety glasses and safety shoes during operation. ●Do not touch cutting edges with bare hands. ●Do not touch cutting chips with bare hands. Chips will be hot after cutting. ●Stop cutting when the tool becomes dull. ●Stop cutting operation immediately if you hear any strange cutting sounds. ●Do not modify tools. ●Please use co rrect to ols fo r the operation.Check dimensions to ensure proper selection. ◆Tool specifications subject to change without notice. ツール コミュニケーション 16mm 本 社 東部営業部 中部営業部 西部営業部 R30 600mm/min (0.78mm/t) 〒442-8543 〒143-0025 〒465-0058 〒550-0013 苫小牧(0144)31-6080 仙 台(022)390-9701 秋田SOHO(018)896-1421 郡 山(024)991-7485 新 潟(025)286-9503 上 田(0268)28-7381 諏 訪(0266)58-0152 両 毛(0270)40-5855 宇都宮(028)651-2720 愛 知 県 豊 川 市 本 野ヶ原 3 - 2 2 東京都大田区南馬込3-25-4 名古屋市名東区貴船1-9 大阪市西区新町2-18-2 八王子(042)645-5406 川 口(048)294-3951 千 葉(04)7164-4811 常磐SOHO(0294)24-4565 東 京(03)5709-4501 厚 木(046)296-1380 静 岡(054)283-6651 浜 松(053)461-1121 豊 川(0533)92-1501 FAX(0533)82-1131 FAX(03)5709-4515 FAX(052)703-7775 FAX(06)6538-3879 (0533)82-1111 (03)5709-4501 (052)703-6131 (06)6538-3880 安 城(0566)77-2366 名古屋(052)703-6131 岐 阜(058)275-7061 三 重(0594)25-2212 金 沢(076)268-0830 京 滋(077)553-2012 大 阪(06)6747-7041 明 石(078)927-8212 岡 山(086)241-0411 〈 工 具 の 技 術 的 なご相 談 は… 〉 aa=20mm, Pf=16mm ドライ Dry 立形マシニングセンタ Vertical Machining Center アルミニウム合金 〜 ≧ 〜 1)While setting up the machining conditions for the F2039 and F2039G, set the feed speed for a single-edge cutter. S50C Work ワーク名 4 WAP35 WTA51 〜 ≦ 〜 3)*印は在庫無くなり次第、廃番となります。 F2039 R25×CN50.8×100 P26315R25 P28495-1 ダクタイル鋳鉄 〜 1)F2039、 F2039Gは、 切削条件設定の際は、1枚刃のカッタとして送り速度を設定下さい。 Dia. Coated ■ F2039による炭素鋼の加工 〜 〜 ≧ 2)F2039Gは、グラファイト加工専用工具です。 その他の鋼材等の加工に使用しないで下さい。 A stable milling work was achieved despite the large amount of machining allowance. The diamond-coated insert has over 10 times the tool life of the non-coated carbide, offering a highly efficient operation. Non-Coated 鋳鉄 ≦ 使用上の注意点 ドライ Dry 切削油剤 〜 ケミカルウッド aa=50mm, ar=10mm Depth of Cut ダイス鋼 グラファイト 50mm 1,400mm/min (1mm/t) Feed * 1刃当りの送り Work Tool 〜 被削材質 WDC WDC 放電加工用グラファイト電極 Graphite electrode for electric discharge machine Cutting Speed 切削速度 カッタ径 Using diamond-coated inserts to mill graphite electrodes 10mm グラファイト (ED-4) Graphite 被削材質 使用チップ 引張強さ 〜 炭素鋼 工具鋼 Depth of Cut 使用工具 材料記号 1刃当りの送り 1,500mm/min (0.5mm/t) Feed チップ材種 Grades ● 切削条件基準表 300m/min (3,000min-1) 送り速度 ワーク名 下版 631 自動車試作型 Prototype die for automotive application Cutting Speed Machine 284 ZAS合金 Zinc Alloy for Stamping (ZAS) 切削速度 使用機械 版 寸 法 F2039 R16×SS32×63 Tool Insert 廣澤 Performance Data ■ P26316-G88チップによる ZAS合金の加工 使用チップ 23456 当 CEF0F7 者 よ 四 国(087)868-4003 広 島(082)503-0205 九 州(092)504-1211 北九州SOHO (093)474-5485 熊本SOHO(096)331-3570 東部AW室(03)5709-4501 中部AW室(052)703-6131 西部AW室(06)6532-6591 い 工 具 は 一 OSG代理店 番 コミュニケーションダイヤル 従来工具に比べて30%程度切削トルクが小さく、 切削音も静かであった。 Its small cutting torque was approximately 30% of conventional tools. Its cutting sound was also small. コミュニケーションFAX 無料メールマガジン コミュニケーションE-mail E-mailで最新情報をお届けします。 OSG E-mail 倶楽部 入会窓口は https://www.osg.co.jp/products/club/index.php 〈その他のご相談は…〉 ※本書掲載内容の無断転載・複製を禁じます。 ※ All rights reserved. ©OSG CORPORATION.2007 このカタログの印刷には、 環境に配慮した植物性 大豆インキを使用して おります。 W-34.713.AⅠ.BⅠ(NT) 07.07 意 先 スジー F2039 パンフ vol.2(W-34) オモテ 名 版 月 日 07.10 業 番 号 23456 当 CEF0F7 者 廣澤 版 寸 法 284 下版 631 加工データ 切削条件基準表 ■ P26316-G88チップによる ZAS合金の加工 使用工具 × F2039 × チップ材質 被削材質 材料記号 引張強さ カッタ径 Work Material Material Symbol Tensile Strength D 1刃当りの送り ZAS合金 被削材質 〜500N/mm2 炭素鋼 Carbon Steels 合金鋼 切削速度 Alloy Steels 送り速度 Tool Steels 工具鋼 ダイス鋼 S50C SCM440 〜710N/mm2 SKS SKD 〜980N/mm2 FC250 〜350N/mm2 Die Steels ZAS型の中荒加工において、従来の超硬ろう付けボールに比べて、 耐久が50%アップした(20時間→30時間)。従来は再研磨が必要 であったが、チップ式にすることで、工具管理が容易になった。 切込深さ ドライ 切削油剤 鋳鉄 Cast Iron ダクタイル鋳鉄 Ductile Cast Iron 門型マシニングセンタ 使用機械 アルミニウム合金 Aluminum Alloy ■ ダイヤコートチップによるグラファイト電極の加工 使用工具 × 被削材質 グラファイト (ED-4) ワーク名 放電加工用グラファイト電極 FCD450 〜500N/mm2 A**** D≦25 0.06〜0.1 D≧30 0.1 〜0.15 D≦25 0.06〜0.1 D≧30 0.1 〜0.15 D≦25 0.04〜0.08 D≧30 0.08〜0.1 D≦25 0.08〜0.12 D≧30 0.12〜0.18 D≦25 0.08〜0.12 D≧30 0.12〜0.18 D≦25 0.15〜0.35 D≧30 0.3 〜0.6 F2039G × 使用チップ WAP35 WTA51 140〜150 140〜160 180〜250 140〜180 100〜130 100〜130 120〜140 160〜230 120〜160 60〜100 60〜100 80〜100 120〜150 100〜120 WP40 140〜150 WKM 90〜110 100〜130 100〜130 Work Material Processing Type グラファイト 溝・側面 Graphite Slotting・ Side Milling Chemical Wood 100〜150 WKM WK10 WMG40* WTP35 WTL71 WAK15 WTA21 WDC 180〜300 180〜300 180〜300 200〜300 200〜300 Feed per tooth(mm/t) ケミカルウッド 100〜200 切削速度(m/min) Milling Speed(m/min) Inserts Grades 加工内容 WAP25 WTA61 100〜200 100〜130 チップ材質 被削材質 90〜120 WAK15 WTA21 300〜500 1刃当りの送り 切削速度 0.15〜0.4 使用上の注意点 送り速度 1)F2039、 F2039Gは、 切削条件設定の際は、1枚刃のカッタとして送り速度を設定下さい。 2)F2039Gは、グラファイト加工専用工具です。 その他の鋼材等の加工に使用しないで下さい。 切込深さ 3)*印は在庫無くなり次第、廃番となります。 切削油剤 ドライ 使用機械 グラファイト加工機 10 切削時間(h) 50 Comments 100 無処理品 1)While setting up the machining conditions for the F2039 and F2039G, set the feed speed for a single-edge cutter. 取り代の大きな荒加工であったが安定した加工が行 えた。ダイヤコートチップは無処理超硬に比べて10 倍以上の寿命があり、大幅な効率アップが図れた。 ■ F2039による炭素鋼の加工 × 2)The F2039G has been designed exclusively for machining graphite. Do not use it for other types of work materials, such as steel. 3)*marked insert will be discontinued when it is out stock. 安全にお使いいただくために Safe use of cutting tools ●異常音・異常振動が発生したら、直ちに使 用を中止して下さい。 ●工具には手を加えないで下さい。 ●加工前に工具の寸法確認を行って下さい。 ●工具を使用する時は、 破損する危険がある ので、 必ずカバー・保護メガネ・安全靴等を 使用して下さい。 ●切れ刃は素手でさわらないで下さい。 ●切りくずは素手でさわらないで下さい。 ●工具の切れ味が悪くなったら使用を中止し て下さい。 ダイヤコート品 ◆製品については、常に研究・改良を行っておりますので、予告なく本カタログ 掲載仕様を変更する場合があります。 × ●Use safety cover, safety glasses and safety shoes during operation. ●Do not touch cutting edges with bare hands. ●Do not touch cutting chips with bare hands. Chips will be hot after cutting. ●Stop cutting when the tool becomes dull. ●Stop cutting operation immediately if you hear any strange cutting sounds. ●Do not modify tools. ●Please use co rrect to ols fo r the operation.Check dimensions to ensure proper selection. ◆Tool specifications subject to change without notice. ツール コミュニケーション 使用チップ 被削材質 ワーク名 WK10 WTP35 WMG40* WTL71 WPM Feed per tooth(mm/t) 自動車試作型 ワーク名 使用工具 切削速度(m/min) Milling Speed(m/min) Inserts Grades 使用チップ チップ材種 ● Recommended Conditions 本 社 東部営業部 中部営業部 西部営業部 プレス型 〒442-8543 〒143-0025 〒465-0058 〒550-0013 苫小牧(0144)31-6080 仙 台(022)390-9701 秋田SOHO(018)896-1421 郡 山(024)991-7485 新 潟(025)286-9503 上 田(0268)28-7381 諏 訪(0266)58-0152 両 毛(0270)40-5855 宇都宮(028)651-2720 切削速度 送り速度 切込深さ 愛 知 県 豊 川 市 本 野ヶ原 3 - 2 2 東京都大田区南馬込3-25-4 名古屋市名東区貴船1-9 大阪市西区新町2-18-2 八王子(042)645-5406 川 口(048)294-3951 千 葉(04)7164-4811 常磐SOHO(0294)24-4565 東 京(03)5709-4501 厚 木(046)296-1380 静 岡(054)283-6651 浜 松(053)461-1121 豊 川(0533)92-1501 安 城(0566)77-2366 名古屋(052)703-6131 岐 阜(058)275-7061 三 重(0594)25-2212 金 沢(076)268-0830 京 滋(077)553-2012 大 阪(06)6747-7041 明 石(078)927-8212 岡 山(086)241-0411 〈 工 具 の 技 術 的 なご相 談 は… 〉 FAX(0533)82-1131 FAX(03)5709-4515 FAX(052)703-7775 FAX(06)6538-3879 (0533)82-1111 (03)5709-4501 (052)703-6131 (06)6538-3880 よ 四 国(087)868-4003 広 島(082)503-0205 九 州(092)504-1211 北九州SOHO (093)474-5485 熊本SOHO(096)331-3570 東部AW室(03)5709-4501 中部AW室(052)703-6131 西部AW室(06)6532-6591 い 工 具 は 一 3-22 Honnogahara, Toyokawa, Aichi 442-8543 Japan Tel. +81-533-82-1118 Fax. +81-533-82-1136 E-mail:[email protected] OSG代理店 番 コミュニケーションダイヤル 切削油剤 使用機械 ドライ 立形マシニングセンタ 従来工具に比べて30%程度切削トルクが小さく、 切削音も静かであった。 コミュニケーションFAX 0533-82-1134 無料メールマガジン コミュニケーションE-mail E-mailで最新情報をお届けします。 [email protected] OSG E-mail 倶楽部 入会窓口は https://www.osg.co.jp/products/club/index.php 〈その他のご相談は…〉E-mail:[email protected] ※本書掲載内容の無断転載・複製を禁じます。 ※ All rights reserved. ©OSG CORPORATION.2007 このカタログの印刷には、 環境に配慮した植物性 大豆インキを使用して おります。 W-34.713.AⅠ.BⅠ(NT) 07.07
© Copyright 2026 Paperzz