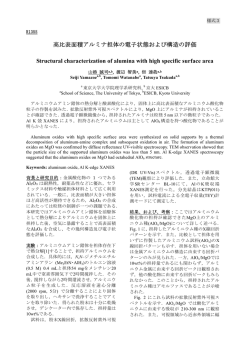
職業能力開発総合大学校紀要 第42号(2013年3月) Bull. Polytechnic University No.42, March 2013 各種アルミニウム 各種アルミニウムの アルミニウムのミグ溶接時 ミグ溶接時に 溶接時に発生する 発生するスマット するスマット量 スマット量の検討 浜田 知明* 居村 篤志* 朝長 直也** 藤井 信之* Examination of the quantity of smut in various aluminum when MIG welding is used. Hamada Tomoaki* Imura Atushi* Tomonaga Naoya** Fujii Nobuyuki* When MIG welding is used with aluminum alloy A5000, it is said that the smut occurs. In this study, it is examined whether or not the smut occurs with the aluminum of other types. A5183, A4043 and A1100 were used to the wire, and A1100, A2017, A5052 and A5083 were used to the base metal. And we confirmed occurrence of the smut from the combination of the base metal and the wire. Concerning the component analysis of the smut, the X-ray diffraction method and the fluorescent X-ray analysis were used. As a result, the followings are found. The quantity of Magnesium in the wire greatly influences the occurrence of the smut more than that of the base metal. The main ingredient of the smut is MgO. Keywords: MIG welding, smut, X- ray diffraction, Fluorescent X-ray analysis, MgO 1. はじめに アルミニウム合金は,その優れた性質から,車 も変化する.主な要因として,溶接トーチ角度, 両,船舶,航空機等の材料として様々な用途があ トーチ母材間距離, シールドガス流量,溶接電流, る.主な溶接法は,精密溶接に利点のあるティグ アーク長がある.スマットの発生原因はワイヤか 溶接,幅広い用途で高能率な溶接が可能なミグ溶 ら離脱した溶滴の一部がアークの熱により蒸発, 接がある. アルミニウム合金のミグ溶接において, シールド外に飛散し,酸化,凝固することにある. 5000 系ワイヤを用いると溶接ビード近傍にスマ 生成されたものは微細な金属酸化物であり,溶接 ット(黒紛)が付着する 1).スマットが溶接部に 強度に影響しないとされている 2).本研究では成 付着すると,アルミ独特の光沢の外観をそこなっ 分元素が異なるアルミニウムを使って, スマット てしまう.スマットは溶接ワイヤ及び母材の成分 発生量の差異を検討し,X 線回折法や蛍光 X 線分 (Al-Mg)に影響するとされている. 析によりスマットの成分分析,元素分析を行い, また,スマットの発生量は溶接施工条件によって スマットの成分元素について検討する. * 職業能力開発総合大学校 ** 栃木職業訓練支援センター Polytechnic University Tochigi Vocational Training Support Center 51 職業能力開発総合大学校紀要 第42号 2.2 2.実験 2.1 材料及び機器 実験条件 各種ワイヤと各種母材の組合せによるスマット 実験で使用する溶接ワイヤは, A5183-WY(Al-Mg の発生量を検討するために,以下の条件を用いミ 系),A4043-WY(Al-Si 系) そして A1100-WY(純 Al グ溶接でビードオンプレートを実施した. 系)である.母材は,A5083(Al-Mg 系),A5052(Al-Mg 溶接電流 180A,電圧一元制御 26.4V(A1100-WY・ 系),A2017(Al-Cu 系)そして A1100(純 Al 系)であ A4043-WY),23.0V(A5183-WY),溶接速度 250mm/min, る. 突出し長さ 15mm,シールドガス流量 Ar20ℓ/min, 母材寸法及び溶接箇所を図1に示す. 表1に溶 トーチ角度 25°(垂線に対して),アーク長 約 5mm, 接ワイヤの化学成分を,表2に母材の化学成分を 溶接長 200mm,後進法,水冷トーチ使用. 3) 示す . 試験回数 3 回. 今回使用した溶接ワイヤ径はφ1.2mm,母材板厚 実験条件を同一にするため母材テーブル敷板 は 6mm である.溶接機及び走行装置には,㈱ダイヘ (板厚 16mm)で温度測定を実施した.そのため赤外 ン製 DP350 及びマツモト機械㈱MAKO-Z2 型を使用 線サーモメーター(Raytek 製)を使用した 4). した. 2.3 実験方法 300 ジグで固定した水冷トーチを走行台車に固定 し,250mm/min で走行させた.実験装置外観を図 150 2に示す. 溶接進行方向( 溶接進行方向( 200 6 (mm) 図2 図1 母材寸法及び溶接箇所 実験装置外観 表1 溶接ワイヤの化学成分(mass%) ワイヤ A1100-WY Si Fe Si+Fe≦1.0 Cu Mn Mg Cr Zn Ti Al 0.05~0.20 MAX0.05 ― ― MAX0.1 ― MIN99 A4043-WY 4.5~6.0 MAX0.8 MAX0.3 MAX0.05 MAX0.05 ― 0.1 0.2 RE A5183-WY MAX0.4 MAX0.4 MAX0.1 0.5~1.0 4.3~5.2 0.05~0.25 MAX0.25 0.15 RE 表2 母材の化学成分(mass%) 母材 Si A1100P-H Fe 1.0 Cu Mn Mg Cr Zn Ti Zr Al 0.05~0.20 0.05 ― ― 0.1 ― ― MIN99 A2017P-O 0.2~0.8 0.7 3.5~4.5 0.4~1.0 0.4~0.8 0.1 0.25 A5052P-O 0.25 0.4 0.1 0.1 2.2~2.8 0.15~0.35 0.1 ― ― RE A5083P-O 0.1 0.19 0.05 0.65 4.62 0.1 0.04 0.01 ― RE 52 0.2 RE 浜田・居村・朝長・藤井:各種アルミニウムのミグ溶接時に発生するスマット量の検討 アルミニウム合金は熱膨張係数が大きい為に 後進法でスマットが多い理由について以下の 大きな溶接歪みが発生する.条件のバラつきを ように考えている.ノズル-溶接金属間距離が前 低減させるために,母材 4 箇所をバイスプライ 進法よりも長くなるため溶接金属がシールドガ ヤーで固定した.また, 溶接後母材テーブル敷板 スから外れやすくスマットが生じ易い.ノズル- の温度は平均 50℃に達した.そのため母材テー 溶接金属間距離の概念図を図5に示す. ブル敷板の加熱による条件の変動を防止する為, 溶接毎に母材テーブル敷板(板厚 16mm)を交換 し温度測定後,同一温度条件(25℃以下)で実験 を継続した.母材テーブル敷板設置の外観を図 3に示す. (前進法) (後進法) 敷板 図5 ノズル-溶接金属間距離の概念図 ワイヤ A5183A5183-WY A4043A4043-WY A1100A1100-WY 母材 図3 母材テーブル敷板設置の外観 スマット有 スマット有 A5083 3.実験結果・考察 本実験に先立ち,予備実験を行った.溶接進 行方向とトーチ角度の関係でスマット発生に違 いがあるのか実際に確認するためにビードオン スマット有 スマット有 プレートで溶接を行った.前進法よりも後進法, A5052 またトーチ角度が大きい方がスマットの発生が 多かった.溶接進行方向とトーチ角度における スマット発生の差異を図4に示す.この結果, 実作業の経験値から後進法でトーチ角度 25° スマット有 スマット有 で実験条件を決定した. A2017 30° 前進角 (前進法) 15° スマット有 スマット有 垂直 A1100 15° 後進角 (後進法) 30° 図6 各種ワイヤと母材の組合せによる 各種ワイヤと母材の組合せによるスマット発 スマット発生量の差違 図4 溶接進行方向とトーチ角度における スマット発生の差異 53 職業能力開発総合大学校紀要 第42号 各種ワイヤと母材の組合せによるスマット発 一番多い A5183-WY ワイヤと A5083 母材の組合 生 量 の 差 違 を 図 6 に 示 す .5000 系 ワ イ ヤ せによる試験材を選択し,X 線回折法 5)で表面の (A5183-WY)においては,4種類の母材すべてに 成分分析を行った. X 線回折法による成分分析結 同一傾向のスマットが発生した.A5183-WY ワイ 果を図 7 に示す.分析結果から Al,MgO,Al2O3 ヤ の Mg 量 は 4.3 ~ 5.2% と 多 く 含 有 し て い のピークが認められた.次に蛍光 X 線分析を行っ る.4000 系ワイヤ(A4043-WY)は Mg 量が 0.05%で た.蛍光 X 線分析による元素分析結果を図 8,図 あり,5000 系の 1/100 程度と少ない.4000 系ワ 9 に示す.蛍光 X 線分析により得られた結果から イヤの使用では,母材の種類に関係なくスマッ スマットが付着した表面とスマット無しの裏面の トの発生は確認されなかった.1000 系ワイヤ X 線強度(CPS)を調べることで,スマットの元素を (A1100-WY)の Mg 量は 0%である. 実験結果で 特定できると考えられる.図8,図9より Mg,O, は,4000 系ワイヤ同様に,スマットの発生を確 C,Si においてその差を認めることができた.検 認できなかった. 図6の外観結果から, 出した Mg,Si はワイヤ中から,O は空気中から, A5183-WY(Al-Mg 系)ワイヤのみスマットが付着し C は母材脱脂に使用したアセトン(CH3COCH3)から ていることがわかる.母材よりもワイヤに含まれ 発生したと考えられる.この結果からスマットの る Mg 量がスマット生成に大きく起因すると考え 主成分は MgO と考えられた. られる.スマットが発生した試験材から Mg 量が 図 7 X 線回折法による成分分析結果 16,000 O Mg g 2,100 実線 – スマット表面 スマット表面 破線 – 裏面 2θ(deg) 2θ(deg) 図8 蛍光 X 線分析による元素分析結果 54 浜田・居村・朝長・藤井:各種アルミニウムのミグ溶接時に発生するスマット量の検討 4.まとめ ミグ溶接を用いて各種ワイヤと母材の組合 せによるスマット発生量の差違を検討した結 C 果,以下のことが明らかになった. 2,000 (1) 母材よりもワイヤの Mg 量がスマット 生成に大きく影響している. (2) 母材の Mg 量の影響は少ない. (3) スマットの主成分は MgO の可能性が高い. 参考文献 (1) JWES 接合・溶接技術 Q&A1000 Q05-02-86 2θ(deg) (2) スマットの有無による機械的強度の差違 の検討-第 19 回職業能力開発研究発表講 演会予稿集 (3) 溶接材料 JIS 規格(JIS Z3232-2000) Si アルミニウム及びアルミニウム合金溶接 500 棒並びにワイヤ (4) Raytex サーモメーター取扱い操作書 (5) 溶接・接合用語活用辞典 1989 P57 2θ(deg) Al 2θ(deg) 図9 蛍光 X 線分析による元素分析結果 55
© Copyright 2026 Paperzz