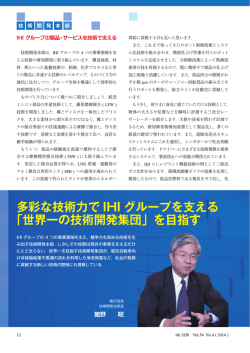
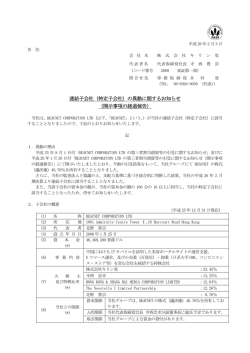
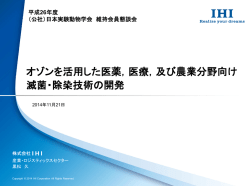
ボイラの損傷事例と保全技術 2014年02月20日 エネルギー・プラントセクター 齊川孔志 Copyright © 2013 IHI Corporation All Rights Reserved. 1 目次 1.ボイラ耐圧部漏洩の部位と要因 2.損傷の事例と対策 2-1 クリープ損傷 2-2 疲労損傷 2-3 腐食損傷 2-4 摩耗損傷 3.予防保全の考え方 Copyright © 2013 IHI Corporation All Rights Reserved. 2 1.ボイラ耐圧部漏洩の部位と要因 Copyright © 2013 IHI Corporation All Rights Reserved. 3 耐圧部漏洩の発生部位 事業用ボイラ 容器(含 む管台) 節炭器 配管 13% 11% 4% 自家発ボイラ 配管 7% 節炭器 12% 炉壁 30% 過熱器・ 再熱器 42% 〔特徴〕 ・起動停止頻度が高いことから管 寄スタブ管の管寄溶接部での損 傷が多い 容器(含 む管台) 4% 炉壁 43% 過熱器・ 再熱器 34% 〔特徴〕 ・炉壁管での損傷割合が比較的 多い IHI納入ボイラでの実績 (事業用:S43以降,自家発:S62以降) Copyright © 2013 IHI Corporation All Rights Reserved. 4 耐圧部漏洩箇所の損傷要因 (損傷形態から分類) 事業用ボイラ その他 14% 腐食 11% 自家発ボイラ その他 18% クリープ 18% クリープ 21% 腐食 10% 摩耗 5% 疲労 52% 〔特徴〕 ・起動停止頻度が高いことから疲 労要因が多い 摩耗 23% 疲労 28% 〔特徴〕 ・ボイラ型式,燃料が多様なため 損傷要因は種々 ・流動床ボイラ等での摩耗損傷が 比較的多い IHI納入ボイラでの実績 (事業用:S43以降,自家発:S62以降) Copyright © 2013 IHI Corporation All Rights Reserved. 5 2.損傷の事例と対策 2-1.クリープ損傷 Copyright © 2013 IHI Corporation All Rights Reserved. 6 クリープ損傷の過程と特徴 第1段階:遷移クリープ領域 転位のすべり運動により回復が進んで いる段階 指標としては硬さや物性質の変化 (Cr-Moの場合) 第2段階:定常クリープ領域 粒界にクリープボイドが発生・成長 する段階 損傷の指標としてはボイド 遷移クリープ領域 定常クリープ領域 第3段階:加速クリープ領域 ボイドの成長連結により粒界微小き裂 が発生し進展する段階 損傷の指標としてボイド,微小き裂 加速クリープ領域 破断 クリ ープ歪 時間 母材部 HAZ部 ・フェライトとパーライト (又はベーナイト)の 2層組織 ・パーライト部の分解・球状化 ・フェライト部への炭化物析出 ・炭化物の疑集・粗大化 ・パーライト部の消失 ・結晶粒の変態 ・焼き戻しマルテンサイト 組織 ・マルテンサイトラスの消失開始 ・マルテンサイトラス境界上に 炭化物析出 ・マルテンサイトラスの消失 ・ボイドの発生と成長 Copyright © 2013 IHI Corporation All Rights Reserved. ・ボイド,微視き裂の 発生 ・巨視き裂の発生 ・ボイドの連結 ・微視き裂の発生 ・巨視き裂の発生 7 クリープ損傷例 長時間クリープ損傷例 管外側 管内側 (b)断面マクロ組織写真 (c)ミクロ組織写真 (a)外観写真 短時間クリープ損傷例 C-1 C-2 (a)外観写真 Copyright © 2013 IHI Corporation All Rights Reserved. C-1ミクロ組織写真 ×100 C-2ミクロ組織写真 ×100 8 クリープ損傷事例 長時間クリープ 22% 自家発 短時間クリープ 78% 長時間クリープ 14% 事業用 【長時間クリープの損傷例】 • 管列乱れによる輻射熱増によりメタル温度高 (過 熱器) • ガス偏流での収熱増によりメタル温度高 (過熱 器,再熱器) • 管内酸化スケールの成長による熱伝達率低下,メ タル温度高 (火炉壁) 【短時間クリープの損傷例】 • 管内酸化スケールの成長と剥離・堆積による流路 阻害 (吊下形過熱器,再熱器) • バーナ火炎の接触による過熱 (火炉壁) 短時間クリープ 86% Copyright © 2013 IHI Corporation All Rights Reserved. 9 クリープ損傷事例 管内酸化スケールによる閉塞 水蒸気酸化スケールの生成 管内面側 吊下形過 熱器 外層スケール 内層スケール 母材 管母管 水蒸気酸化スケールの成長と剥離 • 水蒸気酸化スケールの厚さは、メタル温度が高いほど,また運転時間が 蒸気側 長いほど厚く成長し,起動・停缶時のスケールとメタル母材との熱膨張 差,温度差により剥離する • 剥離したスケールは伝熱管下部ベンド部に堆積,蒸気流路を阻害し,管 を過熱する 外層スケール Feが選択的に内層スケールの外側に 別の酸化膜を形成 内層スケール 蒸気より解離した酸素が母材側に拡散 してFeの他にCr等の合金元素を含む 酸化物を形成 点検方法 • 管抜管によりスケールの厚さを計 測 • 管外面からRTによりベンド部で の堆積状況点検 外層スケール 対策 (Fe3O4) • 化洗によるスケール除去(Cr-Mo鋼 管) • 耐水蒸気酸化特性を有する細粒鋼 管もしくは内面ショット加工管の 採用(SUS鋼管) 内層スケール (Cr主体) SUSスケール 地金 Cr-Moスケール Copyright © 2013 IHI Corporation All Rights Reserved. 10 2.損傷の事例と対策 2-2.疲労損傷 Copyright © 2013 IHI Corporation All Rights Reserved. 11 疲労損傷事例 腐食疲労 11% 機械的疲労 6% 熱衝撃 4% 自家発 熱疲労 79% 腐食疲労 機械的疲労 6% 6% 熱衝撃 5% 事業用 熱疲労 83% Copyright © 2013 IHI Corporation All Rights Reserved. 【機械的疲労】 • 吊下げパネルがSB噴射時に揺れ,拘束金物溶接部に繰返 し応力で損傷 【熱疲労】 • 管寄スタブ管溶接部が起動・停止時の温度差による熱応力 で損傷 • 異なる炉壁パネル間のフィン端溶接部や金具溶接部で起動 停止時の温度差による熱応力で損傷 • 管同士および管と金具の異材溶接部(SUS/Cr-Mo)が線膨 張率の差による応力で損傷 【熱衝撃】 • スートブロワ貫通部近傍がリークドレンによる急冷で損傷 【腐食疲労】 • 節炭器管の金物溶接部の管内面が繰返し応力と腐食により 損傷 • 火炉壁の収熱変動とガス中腐食因子によるファイアクラック 12 疲労損傷事例 後伝部側壁と後伝部後壁取合部割れ 「損傷状況」 後伝部側壁 「原因」 起動および負荷変化時に後伝部側壁/後伝部後壁/煙道 との間に温度差が発生し,起動停止毎,負荷変化每に繰り 返されることによる疲労割れ 「対策」 後伝部側壁 後伝部後壁 1.フイン端部の応力集中緩和のため 後伝部後壁 R加工(暫定対策) 2.フイン端部への応力集中を分散する ため補強板を取り付け 「右図」 割れ (割れ再発) 補強板 (暫定対策) 煙道 R加工 Copyright © 2013 IHI Corporation All Rights Reserved. 13 疲労損傷事例 管寄スタブ溶接部損傷 (1/3) 管寄スタブに発生する各種温度差:ΔTi 各種温度差 ΔT1 管寄と天井管間の温度差 ΔT2 同一パネル内の管間温度差 ΔT3 管寄上下間の温度差 各種ΔTによる管寄とスタブ の溶接継手部二番でのクラッ ク発生状況 管寄端部 管寄全体 管寄端部 左右 上下 上下 ボイラ中心 管寄 伸び差ΔL 管寄中心 天井貫通部 Copyright © 2013 IHI Corporation All Rights Reserved. ボイラ中心 管寄中心 天井貫通部 14 疲労損傷事例 管寄スタブ溶接部損傷 (2/3) 損傷発生時の寿命消費率評価 ボイラ前 管№1 3 5 2 4 6 漏洩 7 9 11 8 10 12 #1 #2 #3 #4 #5 <現状構造> 缶右 120.0 120 管破断 管破断 100 100.0 80 80.0 危険領域 寿命消費率(%) 寿命消費率(%) #65 #66 #67 #68 #69 缶左 60 亀裂発生 管No.4& 9 危険領域 60.0 管No.3& 10 き裂発生 40.0 40 20.0 20 0.0 0 1 2 3 4 5 6 7 8 9 10 11 管No. (a) 現状構造のパネル#1&#69各スタブの寿命消費率 Copyright © 2013 IHI Corporation All Rights Reserved. 12 1 缶左 11 21 31 41 51 パネル# 61 69 缶右 (b) 管No.4&9と管No.3&10の炉幅方向の寿命消費率 15 疲労損傷事例 管寄スタブ溶接部損傷 (3/3) 対策実施後の寿命消費率評価 ボイラ前 ボイラ前 漏洩 缶右 缶左 7 9 11 8 10 12 管 №1 3 5 2 4 6 管 №1 3 5 2 4 6 7 9 11 8 10 12 改善構造 < 改 造構 造 > < 現 状 構造 > 140 改善構造 140 120 120 破断 破断 100 100 寿命消費率(%) 寿命消費率(%) 従来構造 80 危険領域 60 亀裂発生 40 80 危険領域 60 き裂発生 40 管No.4&9 20 20 管No.3&10 0 1 2 3 4 5 6 7 8 9 10 管No. (b) 改善構造のパネル#1Eの寿命消費率 Copyright © 2013 IHI Corporation All Rights Reserved. 11 12 0 1 缶左 11 21 31 41 51 パネル# 61 69 缶右 (b)管No.4&9と管No.3&10の炉幅方向の寿命消費率 16 疲労損傷事例 過熱器管スライドスペーサー溶接部割れ 「原因」 スペーサー金具と管との伸び差で割れが発生,高温使用に伴うCr-Mo側の脱炭による強度低下(クリープ 劣化) と疲労の相乗により損傷 ①管と金物の温度差 ②異材継手の伸び差:管材質がCr-Mo鋼,付着金物がSUS材による線膨張差 上記①,②が起動停止毎に繰返されることで溶接端部に疲労割れが発生 (伸び差) 管及び溶材の線膨張係数とその差 単位:X10-6/℃ (割れ発生状況) 溶接端部 2.25Cr鋼 D309 SUS321 Cr-Mo管 18.9 18.5 13.8 差 4.7 差 0.4 対 策 SUS321 INCONEL 2.25Cr鋼 15.2 18.9 差 1.4 差 3.7 溶金,母材境界-① 13.8 INCONEL溶材使用 による継手短管更新 熱膨張係数α α3> α2>α1 温度「高」 SUS金物 α3 D309 溶 材 α2 溶金,母材境界-② α1 温度「低」 Copyright © 2013 IHI Corporation All Rights Reserved. STBA24管(21/4cr-1Mo鋼) 17 2.損傷の事例と対策 2-3.腐食損傷 Copyright © 2013 IHI Corporation All Rights Reserved. 18 腐食損傷事例 内面腐食 29% 自家発 外面腐食 71% 内面腐食 12% 事業用 外面腐食 88% Copyright © 2013 IHI Corporation All Rights Reserved. 【外面腐食】 • 高温酸化: 過熱器管・再熱器管の非加熱部で外面スケールの 剥離による酸化減肉が加速 • 高温腐食: 重油燃焼灰中のバナジウムを含む溶融塩により過 熱器・再熱器が腐食 • 硫化腐食: 硫化水素を含むガスによる還元性雰囲気で火炉壁 が腐食 • 低温腐食: 停缶時等の低温環境下で節炭器や天井管が硫酸 凝縮や雨水侵入により腐食 • 応力腐食(SCC): 材料がSUS系でベンド部・金具溶接部等の高 応力残留部位に塩素などの腐食媒体が濃縮し進展する腐食 【内面腐食】 • アルカリ腐食: 火炉ホッパ管で経年的に内面スケール中にアル カリ分が濃縮し腐食 • 水素アタック: コンデンサの海水リークによる塩素混入で火炉壁 管下部が窓状に破口 • ドレン腐食: 横置き過熱器が停缶中に滞留したドレンと溶存酸 素により局部腐食(孔食) 19 腐食損傷事例 火炉下部パス硫化腐食 損傷メカニズム 火炉内OAP部レベル以下の 還元性雰囲気 1000 炉内側 Fe-S-(O)- (Mo)- (Si) →FeS 外層 スケール Fe-O-S-(Cr)-(Mo) →Fe3O4,FeS 内層 スケール Fe-Cr-Mo 腐食発生部スケール横断面写真 母材側 模式図 外面スケール Si-O↓ H 2 Sお よびSO 2 濃 度(ppm) 経年的な腐食減肉進行 還元性ガスによる腐食 代表的な反応式: H2S+Fe→FeS+H2 2H2S+Fe2O3+H2→2FeS+3H2O H2S 100 10 観察結果:外面スケールは還元性ガス(H2S)腐食 で見られる硫化物主体で構成 1 0.7 発生原因:還元性雰囲気下の硫化腐食 0.75 0.8 0.85 0.9 0.95 空気比 還元性ガスの生成 (石炭中S分0.8%の場合) 対策:溶射施工,バウンダリエアー(炉壁に沿ってフレッシュ エアーを流す),燃焼調整 Copyright © 2013 IHI Corporation All Rights Reserved. 20 1 腐食損傷事例 アルカリ腐食 〔事象〕 火炉炉底ホッパ部の管頂部が溝状に腐食 Copyright © 2013 IHI Corporation All Rights Reserved. 〔損傷メカニズム〕 〔対策〕 • 定期的な肉厚計測 21 2.損傷の事例と対策 2-4.摩耗損傷 Copyright © 2013 IHI Corporation All Rights Reserved. 22 摩耗損傷事例 内面摩耗 15% 自家発 外面摩耗 85% 内面摩耗 32% 事業用 外面磨耗 68% Copyright © 2013 IHI Corporation All Rights Reserved. 【外面摩耗】 • SB噴射蒸気が燃焼灰を巻き込み摩耗 • ガス偏流により燃焼ガス流速やアッシュ濃度が局 部的に高くなり摩耗 • パネルの揺らぎなどにより管同士もしくは管と隣接 金具が接触し摩耗 • 石炭焚 ボイラの火炉壁,火炉上部伝熱部に成長し たクリンカが落下し炉底が損傷 【内面摩耗】 • 水系統の配管断面形状変化部で内部流体の縮流 によるエロージョンとコロージョンの相互作用で減 肉 (給水配管,節炭器) 23 摩耗損傷事例 スプレ給水管の減肉破口 調査部位の選定 ベンド部 & エルボ部 t γ-Ray t 対 応 ①減肉のある配管系のサイズアップ ②エルボ ロングエルボに改善 ボイラ性能改善等による スプレ給水量の増加 レジューサ下流部の流速UP ベンド部&エルボ部 エロージョン・コロージョン発生進行 配管サイズをアップすると管内流速が低 減し,エロージョン,コロージョンの進 行を抑制できる 経年的に破口に至る Copyright © 2013 IHI Corporation All Rights Reserved. 24 3.予防保全の考え方 Copyright © 2013 IHI Corporation All Rights Reserved. 25 (1)基本的なメンテナンスの考え方 定期保全 (Ex. Every 2 Years) 予防保全 時間計画保 全 (Ex. at intervals of 8×104hrs) 状態監視 保全 保守メンテ ナンス 経時保全 寿命評価が不可欠 緊急保全 事後保全 通常事後保全 Copyright © 2013 IHI Corporation All Rights Reserved. 26 (2)なぜ予防保全が必要か? 類似ボイラでのトラブル 検査技術・余寿命診断技術 水平展開 不可欠なツール 予防保全 緊急停止リスク の低減 高稼働率の達成 Copyright © 2013 IHI Corporation All Rights Reserved. メンテナンス計画 の見える化(予算化) 総合的なメンテナ ンス費用の最適化 27 (3)検査実施の効果 100 検査しない場合の 推定余寿命 寿命消費率 検査した場合の 推定余寿命 不確実性 (%) 検査しない場合 検査した場合 評価時点 0 検査実施時期 Copyright © 2013 IHI Corporation All Rights Reserved. 運転時間(hrs) 28 (4)ライフサイクルメンテナンス 140 耐力・機能向上 修理 耐力・機能のレベル (運開時のレベルを100とする) 120 事後保全 予防保全 100 80 許容レベル 60 経年劣化 損傷 40 求められるレベル の変化 20 0 0 5 10 運用開始 Copyright © 2013 IHI Corporation All Rights Reserved. 15 運転時間(年) 20 25 30 35 40 45 廃缶 29 ご清聴ありがとうございました
© Copyright 2026 Paperzz