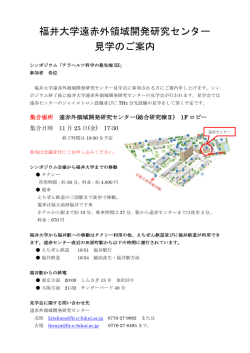
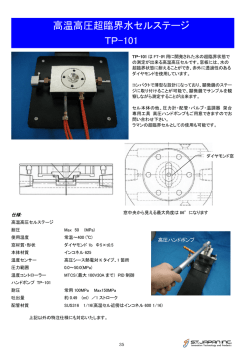
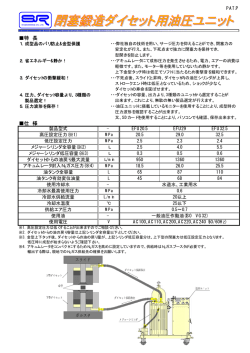
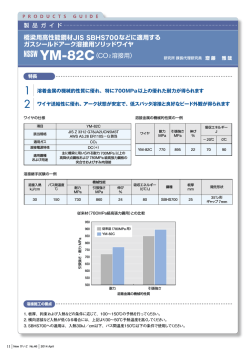
熱間鍛造とその加工熱処理の実情 護 法 良 憲 ㈱ ゴーシュー 熱間鍛造では高温の熱と塑性加工時の動的再結晶を活用した加工熱処理 が実施されている。省エネだけでなく高強度部品の要望の中で、被削性 も加味した制御冷却の活用事例、新たな傾斜機能の加工熱処理の実情を 紹介する。 1.はじめに 従来から熱間鍛造において鍛造時の熱と塑性加 も一層の高強度化が求められてきた。鍛造部品の高 工の特徴を活用した加工熱処理が実施されてきた。 強度化にはトレード・オフの関係で被削性の低下と 1970 年代の加工熱処理は熱間鍛造の加熱を有効に いう課題が残り、環境面で鉛(Pb)などの被削性改 活用しようとした省エネルギーが中心であったが、 善元素の使用は避けなければならない現実との板挟 1990 年以降には製品の機械的性質の向上や機械加工 みとなってきた。そのような中、必要箇所のみ高強 性の改善に主眼をおいたものに変化してきた。これ 度化を行う同一部品で部位別に必要な機能を付加す らの基本は熱間鍛造での動的再結晶による鉄鋼の特 る、いわゆる傾斜特性、部分的高強度化といった部 性強化にあり、鍛造後の冷却制御をいかに先人の理 品各部位に必要な機械的性質を付与する開発が、国 論に従った安定した過程にするかという量産技術の の支援もあり進められている。ここでは、1990 年以 革新でもあった。 降の加工熱処理の変遷と、量産の実情、それと開発 21 世紀に入り、自動車などではさらなる軽量化や が進む加工熱処理の概要を紹介する。 燃費の改善の要求が増し、部品としての熱間鍛造品 2.鍛造における加工熱処理の実施経緯 鉄鋼の世界では加工熱処理、特に板材の圧延工程 ������������� *省エネのための加熱工程省略型の加工熱処理 ⇒ 1970年〜1985年 での活用が過去から盛んで、多くの優れた鋼板を創 【強度】 出してきた。鍛造では、それ自体が広い意味での加 � 【被削性】 ・焼準し 工熱処理であり、1970 年代のオイルショック以降に � ・焼なまし (焼準し+ 焼戻し) 省エネルギーの観点で熱処理省略の方法が多用化さ れた。つまり、鍛造品の素材熱処理として常温の鍛 造品を再加熱し、焼入れ焼戻し処理(調質)や焼準し を行う工程を省略して鍛造焼入れ焼戻しや自熱焼準 がそれであった。加工熱処理の変遷経緯を図 1 に示す。 他方、鋼種としては非調質鋼があり、鍛造後の冷 ・焼入れ焼戻し ・ 鍛造焼入れ焼戻し ・ 非調質鋼 � ・ 自熱焼準 � ・ 鍛造恒温焼なまし (FIA) *材料機能 (強度・被削性) 高めるため加工熱処理 ⇒ 1990年〜2003年 【強度】 ・焼入れ焼戻し ・ 鍛造恒温微細析出処理 (FIR) 図 1 加工熱処理の変遷経緯 Vol.55(2014)No.8 SOKEIZAI 17 却速度を制御することで焼入れ焼戻しの調質工程を 1000 〜 1100 MPa の高い引張強度と同時に高い降伏比 省略できる材料として、顧客へのコスト低減の提案 を持つ新たな材料と鍛造恒温微細析出処理(Forged の主役となって機能部品への適用材の開発により使 Isothermal Refining:FIR)の加工熱処理により破断 用量が増加してきた。開発は古いが実用面で活用が 分割にも対応した加工熱処理が行われるようになっ 拡大したのはこの時期となった。非調質鋼は、微量 ている。 に添加されたバナジウム(V)やチタン(Ti)が窒素 これらは、省エネや機能向上のみならず少なから (N)や炭素(C)と微細な化合物をつくり、金属の強 ずコスト低減に結びつく方法でもあった。また、こ 化機構としての析出・分散強化をもって材料を強化 れらの開発の基礎は従来から教えられた鉄鋼の持つ するものであったが、鍛造工程自体の高温域への加 特性を示す 2 つの道具であり、鉄鋼の平行状態図と 熱により製品の結晶粒度は通常の熱処理に比べて粗 恒温変態曲線である。このありふれた道具から我々 大なものとなっていた。しかし、その引張強さに代 は個々の材料の鍛造後の最適な冷却条件を求め、生 表される性能は従来の焼入れ焼戻し処理に大差ない 産の量産化の中で安定した冷却条件を維持する工程 ものであった。熱処理という二度目の加熱を省略す 管理や最適な設備の構築が行われた。鉄鋼の平行状 る。焼準しが自熱焼準に。焼入れ焼戻しが鍛造焼入 態図と恒温変態曲線を加工熱処理を語る基礎となる れ焼戻しに、さらに非調質鋼の採用にとつながった。 図として図 2 に示す。 しかし、自動車をはじめとして軽量化の要望から、 部品の小型化、薄肉化へ と進み、部品への要求は 高強度化が求められるよ うになった。その結果、 肌焼き鋼を用い、完成品 として浸炭処理を行う部 品に対しては、被削性の 向上と歪の低減のため、 従来の自熱焼準から鍛造 恒 温 焼 な ま し(Forged Isothermal Annealing: FIA)へと進化し現在に 至っている。一方、エン ジン部品のコネクティン グロッドなどの部品では I 断面の高強度化のため、 炭素鋼の平衡状態 �������� 炭素鋼の恒温変態 �������� �������� �������� 図 2 基礎となる図表 金属データブック (日本金属学会編) 3.加工熱処理の実施事例 ここでは、従来の焼準しを省略して被削性を向上 ①自熱焼準 させた鍛造恒温焼なまし(FIA)と 1000 MPa 以上の 低炭素鋼や合金元素の少ない材料を鍛造した場 引張強度と同時に高い降伏比を実現している鍛造恒 合、鍛造のままで周囲の風などの冷却媒体の影響を 温微細析出処理(FIR)などの加工熱処理を紹介する。 なくす環境で安定した冷却を行うことで金属組織を フェライト+パーライトの組織とすることができ 3.1 自熱焼準と鍛造恒温焼なまし(FIA) 低合金鋼を中心に、切削加工後に浸炭を行う鍛造 品では、加工時の被削性と浸炭時の歪対策への要求 自己熱で冷却速度を抑制して冷却する方法をとる。 金属組織は焼準しに比べて粗大なものであるが、 が強くなっており、歪に関してはニアネットシェ 一定の制御を行うことで金属組織のばらつきはおさ イプが進む中で特に重要な改善項目となってきてい えられ、被削性も安定したものとなる。 る。その中で、自熱焼準と F. I. A について以下に紹 介する。 18 る。一般的にはトンネル状のフードで鍛造品の持つ SOKEIZAI Vol.55(2014)No.8 特集 加工熱処理技術 ②鍛造恒温焼なまし(FIA) 図中にも示すとおり、従来の自熱焼準ではベイナ 合金製の高い肌焼き鋼の場合、自熱焼準では冷却 イトが析出する鋼種でもフェライト+パーライト 後の組織にベイナイトが析出し、被削性の低下を招 の金属組織となり切削での被削性の低下はない。ま くことから更なる制御冷却の方策が必要となった。 た、図 4 に示すように一般の SCr 420 材であっても その方策が、鍛造恒温焼なまし(FIA)であり、その 焼準し後においても少量のベイナイトが発生する場 冷却冷却過程と金属組織を図 3 に示す。 合があり FIA の場合の結晶粒径が焼準しに比べ大き いことと相まって、被削性が大幅に改善される結果 �� ��� となっている。図 5 に SCr 420 材と SCM420 材につ ���� いてホブカッターで歯形状の切削を行った結果を示 �� ����������� � ��� �� す。焼準しと FIA で各材質を 400 個加工した時の摩 耗量を確認した結果では、FIA では SCM420 材では ��� � 1/2、SCr 420 材で 1/3 に摩耗量が減少し、刃具命数 が向上することが確認されている。 �������� �� ������ 3.2 鍛造焼入れ焼戻し、非調質鋼と鍛造恒温微 細析出処理(FIR) 図3 鍛造恒温焼なまし(FIA)の冷却過程とミクロ組織 処理 FIA 材質 焼準し SCr420 硬さ(HB) 163 163 結晶粒径 (平均) 35 m 15 m 金属組織 フェライト + パーライト フェライト + パーライト + ベイナイト 継続的な鍛造品への軽量化の要求の中で鍛造品に 求められる高強度化の中で新たな鋼材の出現とその 機能を最大限生かす加工熱処理の変遷を以下に紹介 する。 ①鍛造焼入れ焼戻し 鍛造焼入れ焼戻しは、従来の鍛造後、熱処理とし て行う焼入れ焼戻しの焼入れ工程を鍛造熱利用に置 き換えたもので、加熱温度の差によって焼入れ前の オーステナイト結晶粒が図 6 に示すように粗大であ ることで焼入れ性が高く相対的な焼入れ速度が速い ことが特徴であり、100 % マルテンサイトを得るこ とができる。その金属組織を図 7 に示す。 顕微鏡写真 完璧な焼戻しの金属組織(焼戻しマルテンサイト) となり、健全な機械的性質を得るものであったが、 焼戻し処理は従来どおりに燃料を使用し、焼入れ媒 図4 鍛造恒温焼なまし(FIA)と焼準しの比較 �������� �������� �������� �������� ��� ����������������������� ����������������������� �� ��������������������������� �� ������������������������ ������� ������� ������ � ��� ������ � ��� ������ � � ������ � � ������ � ��� ������ � ��� ������ � ������� � � 図 5 材質および熱処理によるホブカッター摩耗量 Vol.55(2014)No.8 SOKEIZAI 19 ������������� �������������� ������������� �������������� ������������� ������������� ������������� ������������� �� ���� �� ��� �� ���� �� ��� �� � �� � �� �������� �������� �������� �������� �� ������ ���� ���� ��� ���� ��� ��� ��� ��� ������ ������� ������� ������� ������ ������� ��� ���� ���� ��� ��� ������� ��� ������ ������� ������� ������ ������� ����������� �������� ������� ����������� �������� ������� ����������� ���������� ���� ������� ����������� ���������� ��������� ���� ������� ��������� 図 6 焼入れ焼戻しと鍛造焼入れ焼戻しのプロセスの差 引張強さ 降伏強さ (MPa) (MPa) 降伏比 (YR) 伸び (%) 硬さ (HB) 金属組織 ������� 焼入れ焼戻し 870 610 0.70 23.5 287 鍛造焼入れ焼戻し 880 764 0.87 22.8 287 図 7 S48C 材同形状鍛造品の焼入れ焼戻しと鍛造焼入れ焼戻しの機械的性質と金属組織 体の維持管理による省エネ、省資源の側面と鋼材の 改良により現在では非調質鋼に置き換わっている。 ②非調質鋼の活用 炭素鋼をベースとして、熱間鍛造の加熱と冷却に �� ���������� �� ���� よって、微量に添加されたバナジウム(V)やチタン (Ti)が窒素(N)や炭素(C)と微細な化合物をつく り、そのフェライト組織を析出物の分散により強化 ����� したものであり、鍛造温度での加熱により製品の結 晶粒度は通常の熱処理(焼入れ焼戻し)に比べて粗 大なものとなってしまうのが常である。その過程を 図 8 に示す。 20 SOKEIZAI Vol.55(2014)No.8 図 8 非調質鋼の冷却過程 ��� 特集 加工熱処理技術 表1 機械的性質の比較 金属組織 引張強さ(MPa) 降伏強さ(MPa) 降伏比 フェライト系 フェライト + パーライト 800 480 0.6 ベイナイト系 フェライト + ベイナイト 1000 650 0.65 焼戻し マルテンサイト 1000 800 0.8 非調質鋼 焼入れ焼戻し 一般的な焼入れ焼戻しに比べ、機械的性質では、 表 1 に示すように、同等またはそれ以上の引張強さ は得られるものの、降伏比は 0.6 〜 0.65 程度となっ てしまう。非調質鋼では降伏強さ(YP)が得られな いことから、鍛造部品の軽量化には貢献できず、機 能上重要な部品への適用は従来からの焼入れ焼戻し 処理を行うのが一般的であった。 ③鍛造恒温微細析出処理法(FIR) 非調質鋼の欠点でもあった降伏強さを改善し、鍛 造上の省エネを克服することで機能上重要な部品に も適用できる材料とその加工熱処理方法の開発が必 降伏比を高めるための要素検討の基本的な知見と して下式が使用された。 降伏強度 σF 降伏比(YR)= −−−−−−−−−≒ −−−−−−−−−−−−−−−−− 引張強度 σF・XF +σP・XP ここで、σF:フェライトの強度 XF:フェライトの体積率 σP:パーライトの強度 XP:パーライトの体積率 また、σF <σP 、XF+XP=1 要となり、1990 年代に入り開発されたのが鍛造恒温 微細析出処理法(FIR)である。この加工熱処理は、 この式から、降伏比の向上は、σF の増加と XF の 当時自動車用コネクティングロッドを対象として開 増加が有効となることがわかる。そのために、低炭 発されたものであった。エンジンの軽量化のために 素化によるフェライト分率増加と FIR による析出強 高強度化を図り燃費の改善に貢献し、鍛造後の機械 化を行うことで降伏比を高めることが可能となる。 加工では被削性(加工性)も改善し、破断分割を行 コネクティングロッドでは必須の機械的性質とし うことで、加工コストの低減を実現したものである。 て、座屈強度と疲労強度の向上がある。非調質鋼を 特に機能面では、高剛性、高疲労耐久性が求めら 使用した場合の座析強度、疲労強度の向上には、金 れた。これを満足にするためには、高降伏強さと金 属組織中のフェライトに対して固溶強化と析出強化 属組織の微細化が有効な必須要素である。そこで、 を活用すること、結晶粒の微細化と完全フェライト 従来の非調質鋼の改良型として、鍛造時の析出・分 +パーライト化を確実に行うこと、鍛造工程でメタ 散による強化を活用して引張強さが約 800 MPa 程度 ルフローの均一化をはかること、表面欠陥(脱炭、 の従来型を 1000 MPa 以上の高強度とさせて、降伏強 肌不良)を防止すること、鍛造後に圧縮応力を付加 さを現状 500 〜 650 MPa から 800 MPa 級に向上させ すること(コイニング、ショットピーニング)があ たものを開発し、材料の特性を充分に生かす鍛造加 り、そのため方策として加工熱処理工程での冷却制 工熱処理を完成させた。しかし、強度の向上は反面 御が重要なポイントとなっている。 後工程での機械加工性を低下させてしまうものであ るが、制御冷却による組織制御で解決された。 FIR はコネクティングロッド鍛造に適用されて、 非調質系材料を用いた熱間鍛造部品の高強度化に は、前述のとおり金属組織中のフェライト強化が最 大の課題となる。そのため、材料には低炭素鋼をベー 2002 年秋より量産として納入されてきた。材料、工法 スとした鋼種を開発し、熱間鍛造後の高温域で微細 については、特許 3720750 として知財化されている。 に析出する V、Ti を炭化物や炭窒化物としてオース 高強度コネクティングロッドの鍛造開発の課題と テナイト中に析出させて、オーステナイト結晶粒の して、a)従来の非調質鋼の欠点である低い降伏強さ 生成を止め、その後低温域で残った V、Ti の析出と を、結晶粒の微細化と炭窒化物の析出で焼入れ焼戻し ベイナイト化されやすい組織を完全にフェライト + の値まで向上させる、b)機械加工性向上のため、組 パーライトに変態させている。さらに、フェライト 織はフェライト+パーライトの単純組織を確保する、 の固溶強化のため、マンガン(Mn)、クロム(Cr)の c)鍛造工法としては熱間の保有熱を利用した省エネ 微量添加によって高強度化がねらわれた。 1) ルギー型加工熱処理とし、生産時間の短縮をはかる、 の 3 項目を設定し開発された。 FIR によって、金属組織の微細化と析出強化、固 溶強化を確実に行わせることで、コネクティング Vol.55(2014)No.8 SOKEIZAI 21 Vがγ中に固溶 VCNが粒界に 析出 ��� ���� ����� ������ 1200℃〜1250℃ 加熱 再結晶(微細化) 鍛造 F+P変態 600〜650℃ VCNがフェラト 中に析出 析出強化 図 10 確認されたフェライト中の炭窒化物 30〜40分 イナイトの生成を止め、金属組織上完全なフェライ ト+パーライト化をはかり、鍛造時の残留応力を除 図 9 FIR. の冷却過程 去するとともに、全体の引張強さ(TS)の低減をは ロッドという鍛造品に必要な最良特性を得ることが かった。これにより降伏比の向上と被削性の向上の できた。FIR の冷却過程を図 9 に示す。 両立を実現したものである。 この時のフェライト中の炭窒化物は図 10 に示すよ まず、熱間鍛造の加熱により 1200 〜 1250℃で Nb (C、N)、Ti(C、N)、VC 等の化合物を完全に固溶 うに、V の炭窒化物であることが確認されている。 させることから始まる。鍛造加工で微細化されたオー FIR で得た機械的性質を従来の焼入れ焼戻しや非 ステナイト結晶粒に転位が発生している中で、粒界 調質鋼を使用した場合と同じ鍛造品について比較し を主にして粒内にも高温析出型のニオブ(Nb)Ti の た。表 2 に比較を示す。なお、中炭素系非調質鋼の 化合物 Nb(C、N)、Ti(C、N)を微細かつ多量に析 炭素当量(Ceq)は 1.12 である。また、焼入れ焼戻し 出させる。この析出物によりオーステナイト結晶粒 の比較対象材として機械構造用鋼 JIS SCM435 を使 の内部転位と粒成長を止めるとともに、これを核と 用した。FIR では、従来の非調質鋼に比べその降伏 してのオーステナイトからのフェライト変態を開始 表2 させるものである。あわせて Mn、Cr のフェ 処理による機械的性質の比較 ライト固溶強化も行わせる。さらに、オー 項目 FIR 処理 従来の非調質 焼入れ焼戻し ステナイトからのベイナイト生成を起こさ 引張強さ (MPa) 1023 1055 1080 降伏点 (MPa) 829 707 820 降伏比 (YR) 0.81 0.67 0.76 微細化とフェライト中に炭窒化物での析出 伸び (%) 13.5 22.3 23.8 強化、そして固溶強化させることにより、 金属組織 フェライト +パーライト フェライト +ベイナイト 焼戻し マルテンサイト 処理法 熱鍛後 600℃ 30 分保持後空冷 熱鍛後 500℃まで 衝風冷却後徐冷 842℃ 油冷 600℃ 炉戻し ない領域でフェライトの変態およびパーラ イトの変態終了させる。その過程で、フェ ライト中に固溶する残る Nb、Ti と V をフェ ライト粒内に完全析出させるものである。 この FIR の冷却過程によって、結晶粒の 高降伏強さ(YP)を得るとともに、約 600℃ で保持することで成分的に発生しやすいベ 処理法 FIR 法 非調質 焼入れ焼戻し 金属組織 フェライト + パーライト フェライト + パーライト + (ベイナイト) 焼戻しマルテンサイト 結晶粒度 11 7 − 組織写真 × 400 図 11 FIR、非調質、焼入れ焼戻しとの金属組織比較 22 SOKEIZAI Vol.55(2014)No.8 特集 加工熱処理技術 比が 0.61 から 0.81 に改善されていることがわかる。 のコネクティングロッドが 600 gr と 100 gr(14 % 強) また、図 11 に金属組織を示す。金属組織は高強度 の大幅な軽量化が可能となり、部品自体の省資源化 に必要な微細化(粒度番号 JIS 11 〜 12)を示し、かつ はもとよりその装置の運動エネルギーの軽減にもつ 機械加工性に適するフェライト+パーライトを示し ながるものとなった。 ている。従来の非調質鋼と焼入れ焼戻しの金属組織 省エネ面では、鍛造工程の省エネ面でも、FIR は を比較として示す。FIR の金属組織と従来の非調質 従来の焼入れ焼戻し法の加熱エネルギーである灯油 鋼のそれとは明らかに結晶粒度が異なっている。 使用量が 60 L/ton に対し、15 L/ton と大幅な省エネ 加工熱処理の価値評価として機能面では、FIR の ルギーとなった。また、処理時間も前者の約 3 時間、 引張強さ 1023 MPa は、焼入れ焼戻し(JIS‑SCM435) FIR 鍛造との一貫処理で 30 〜 60 分と大幅に短縮さ の引張強さ 1080 MPa より若干低い値を示している れ、在庫削減の効果も認められた。 が、降伏強さについては FIR が 829 MPa と、高い値 後工程の機械加工面では、FIR が低・中炭素系非 を示している。この結果、降伏比が大きく改善され、 調質鋼使用の微細なるフェライト+パーライト組織 従来の非調質鋼に対して引張強さは若干低いものの であることから、ドリル加工やフライス加工等の一 降伏比が 21 % 向上している。FIR で製造したコネク 般的な機械加工において加工性が大幅に向上し、脱 ティングロッドの疲労試験結果を図 12 に示す。疲 リン(P)化も可能となった。表 3 にドリル加工試 労強度はいかなる構造部品でも最終評価の指針であ 験を実施された結果の一例を示す。また、伸びが約 り、コネクティングロッドでは必須の評価項目であ 13 % と低いため、当時焼結鍛造品に適用されていた る。実体での評価では、340 MPa から 360 MPa。従 「破断分割加工法」が、鍛造品においても適用可能 来のものが 270 〜 280 MPa であるのに対し 20 % 以上 高い値である。材料としての疲労強度も鍛造品から 加工したテストピースで評価されており、その値は 550 MPa 以上となっている。 となった。その良好な破断状態を図 13 に示す。 使用材料 (材質) C70S6 FIR 用材料:S30CVF コネクティングロッドに適用することで約 700 gr MPa 550 500 外観 450 ���� ���� ���� ������ 400 破断面 350 300 �������������� 250 ���� 200 1.E+04 1.E+05 回数 1.E+06 SEM 観察 1.E+07 ������������� ����� ��� ��� ������� ����� 20�m 図 12 FIR コネクティングロッドの実体疲労試験結果 表3 ���� ���� 20�m 図 13 コンロッドの破断分割状況 処理による加工性の比較 № 処理法 材質 硬さ HB ドリル加工径 VB 摩耗 摩耗比 1 焼入れ焼戻し S48C 277 ― ― ― 2 焼入れ焼戻し S48C‑Pb 302 Φ 7.3 × 671rpm 0.31 1 3 FIR FIR 用材料 (S33CVF) 302 Φ 7.3 × 671rpm 0.22 0.7 ◆加工長さ:5040mm、回転数:671rpm、送り量:0.15mm/rv ◆工具材質:SKH51(ノンコーティング) Vol.55(2014)No.8 SOKEIZAI 23 表4 FIR 法の経済的特長(定性評価で 600 点満点) 項目 FIR 非調質鋼 焼入れ焼戻し 材料コスト 90 90 100 機械的性質 100 60 100 降伏強さ大 省エネルギー 100 100 50 加熱、冷却が省略 仕掛物流コスト 100 100 80 加工時間が短い 機械加工性 100 80 80 組織は F+P 将来展開 100 80 80 軽量化ができる 総合評価 590 > 510 > 備考 ��� 490 これらの評価を使用材コスト、将来への技術展開 を加味し総合的に評価すると表 4 にまとめることが ����� 図 14 鍛造恒温微細析出処理(FIR)の量産稼動状況 できる。現在稼動しているコネクティングロッド鍛 造での FIR ラインを図 14 に示す。 4.新たな加工熱処理 平成 19 年(2007 年)から NEDO プロジェクトとし 造、または冷却速度を部位ごとに変えることで完成 て「鉄鋼材料の革新的高強度・高機能化基盤研究開 した鍛造品は部位ごとに必要な強度を持ち、その強 発」が 5 年計画で進められてきた。大学、公的研究 度は傾斜的に変化しているような加工方法である。 機関、大手製鋼メーカー各社の研究・鍛造部門で開 組織を狭い範囲で制御することで、切削加工をする 発がすすめられ中間報告として、その成果が 2010 部位は被削性の良好な金属組織と強度にし、切削加 年以降、JRCM REPORT 2)、塑性加工学会 3)や電気 工を行わない部位は高強度となるよう制御するもの 製鋼 などで報告されている。 である。 4) 炭化物の析出制御による高強度化と鍛造品内での ますます進む自動車の小型・軽量化に必須の技術 傾斜機能化や同様に動的再結晶を活用した高強度化 開発としてこのプロジェクトから多くの基礎データ と傾斜機能化、細粒強化などである。実証試験とし と発想が提案されてきており、実用化される中で新 て、コネクティングロッドやステアリング・ナック たな熱間鍛造の加工熱処理も機能重視の方向に進む ル部品で鋼材の加熱温度を長手方向に変化させて鍛 ものと期待する。 5.まとめ 鉄鋼の鍛造工程における加工熱処理を紹介した。 過去から、金属材料は、溶かす(鋳造)、伸ばす(圧 展と呼応して新たな加工熱処理技術の創造と日本の 鍛造の発展を期待するものである。 延)、精密な形にする(精密鋳造、ダイカスト)、最 後に鍛える(鍛造)として量産化が進歩してきたよ うに思う。塑性加工の発展の先輩は「圧延」にある と考える。鍛造品の部位毎に必要な機能を付与でき る改革が着実に進む中で、鍛造のみでなく圧延のノ ウハウを学び、今後の加工熱処理も進歩させてゆか ねばならない。そのためには、鉄鋼の材料が不可欠 であり、鉄鋼・鍛造が協力して発展させることが寛 容である。 参考文献 1 )特許 3720750 非調質鋼熱間鍛造部品の製造方法およ びその非調質鋼熱間鍛造部品 2 )梅本実:JRCM NEWS / 第 293 号,2 - 6(2011) 3 )長田卓,有川剛史,柿本英樹ら:第 63 回塑性加工連 合講演会概要集,263 - 264(2012) 4 )梅森直樹,藤原正尚,松村康志ら:電気製鋼,第 81 巻 2 号,123 -131(2010) ただ、鍛造による再結晶で生じた組織の乱れを焼 準し、焼なましにより組織の均一化を図り、焼入れ 株式会社ゴーシュー 営業部 焼戻し処理で強度を付与する基本を忘れてはならな 〒 520‑ 3115 滋賀県湖南市石部緑台 2‑ 1‑ 1 TEL. 0748‑77‑3112 FAX. 0748‑77‑3483 http://www.gohsyu.co.jp/ いと考えている。材料の基本を知って、塑性加工の 先輩の圧延技術にも学び、製造技術、生産技術の発 24 SOKEIZAI Vol.55(2014)No.8
© Copyright 2026 Paperzz