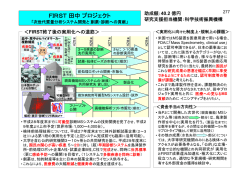
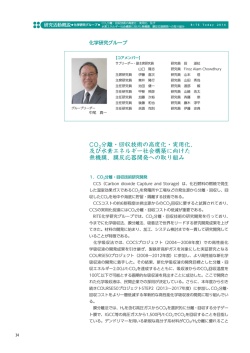
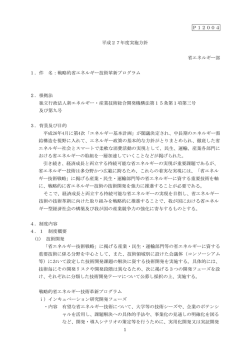
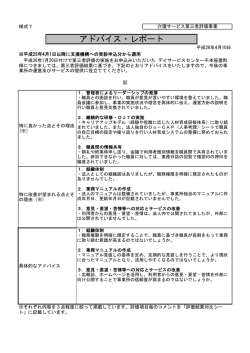
3.2 3.2.1 鍛造技術分野 鍛造技術分野ロードマップの考え方 (1) 鍛 造 の 定 義 と 検 討 範 囲 塊 状 の 金 属 に 力 を 加 え て 塑 性 (永 久 )変 形 を 与 え て 所 定 の 形 状 に す る 塑 性 加 工 法 を 「鍛造」と言う。鍛造を製品の大きさで分けると、容量が数千~7 万トンの特殊大型 プ レ ス を 用 い て 製 造 す る 製 品 重 量 数 百 kg 以 上 の 「 大 形 品 鍛 造 」 と 、 通 常 の 鍛 造 加 工 設 備 で 製 造 さ れ る 重 量 数 十 kg 以 下 の 各 種 機 械 部 品 を 製 造 す る 「 中 小 形 品 鍛 造 」 と に なる。大形型鍛造品は日本でも重要な課題 1)に な り つ つ あ る が 、 そ の 用 途 お よ び 生 産 者が限定されるため、鍛造技術の一般的な方向性を提示する本ロードマップでは扱わ ないことにする。 鋼 の 鍛 造 方 法 を 温 度 で 分 類 す る と 、 素 材 を 約 1,000℃ 以 上 に 加 熱 し て 鍛 造 す る 「 熱 間 鍛 造 」、 素 材 を 加 熱 し な い 室 温 で 鍛 造 を 行 う 「 冷 間 鍛 造 」、 お よ び 両 者 の 中 間 の 200 ~ 850℃ で 加 工 す る 「 温 間 鍛 造 」 に な る 。 熱 間 鍛 造 品 で は 脱 炭 層 が 生 じ る た め に 表 面 を切削により取り除いて使用するのが普通である。冷間鍛造は表面状態および寸法精 度が良く、あまり切削しないで使用するため大量生産のコスト競争力があるが、工具 の耐圧限界やプレス容量の限界で小形の製品の生産に限られている。温間鍛造は冷間 鍛造方法の高精度を維持しながらより大きい製品を製造するために、冷間鍛造とほぼ 同じ形式の加工法で行われる。冷・温間鍛造は、製品精度が高いため精密鍛造、ニヤ ネ ッ ト シ ェ イ プ 鍛 造 (切 削 量 が 極 め て 少 な い )、ネ ッ ト シ ェ イ プ 鍛 造 (切 削 を 全 く 行 わ な い )な ど と 呼 ば れ て い る 。 (2) 鍛 造 の 現 状 と 課 題 1.歴 史 的 経 過 鍛 造 は 6000 年 程 度 の 古 い 歴 史 を 持 つ 加 工 方 法 で あ る が 、近 代 的 な 鍛 造 は 19 世 紀 前 半に蒸気ハンマーが発明されて熱間鍛造の大量生産が可能になったときに始まった。 20 世 紀 前 半 ま で は 、 「 鍛 造 」は ハ ン マ ー に よ る 熱 間 鍛 造 意 味 し た 。1940 年 頃 に ド イ ツ で 発 明 さ れ た 冷 間 鍛 造 は 兵 器 (薬 莢 )の 製 造 に 用 い ら れ た が 、第 二 次 大 戦 後 は ア メ リ カ 、 ドイツで自動車部品の加工の大量生産に使用されるようになった。 第 二 次 大 戦 で 壊 滅 的 な 打 撃 を 受 け た 日 本 の 鍛 造 業 は 高 度 成 長 の 始 ま っ た 1960 年 代 に欧米からプレス、潤滑、加熱装置、金型材料などの技術が導入して自動車部品を供 給するようになり、その後自動車産業の発展と共に成長してきた。 日 本 の 鍛 造 技 術 は 1970 年 代 に 欧 米 の 水 準 に 追 い つ き 、 1980 年 頃 か ら は 温 間 鍛 造 、 閉塞鍛造などの新しい鍛造方法が世界に先駆けて開発・利用されるようになった。こ れらはオイルショック後に世界的に増えた小型車用の等速ジョイント部品の生産など で 用 い ら れ る よ う に な っ た 。ま た 、1990 年 以 後 は 、歯 車 な ど の 非 常 に 精 度 の 高 い 精 密 鍛造製品が次第に実用されるようになり、この分野では世界の先頭に立った。 2.最 近 の 鍛 造 技 術 1990 年 以 後 、日 本 で は 各 種 の 歯 車 鍛 造 方 法 が 開 発 さ れ る な ど 、精 密 鍛 造 方 法 に つ い 97 ては日本の開発が世界に先行していると言える。傘歯歯車の閉塞鍛造はすでに多くの 実績があり、分流法、金型駆動法など可能性のある新しい加工法も日本から提案され ている。 日本の鍛造品が世界的に評価されてきた原因として鍛造用の鋼材の品質が非常に良 いことが挙げられる。しかし、最近中国などの製鉄製鋼技術が向上してきており、ま た人員削減や団塊世代の大量退職により、日本製鋼材の品質についても不安材料がで てきている。 熱間、温間の高温の鍛造では材質改善が可能であり、今までは鋳造組織の除去や空 隙欠陥の押しつぶし言った伝統的な材質向上の利用方法はあった。最近、圧延では熱 処 理 の 組 合 せ (加 工 熱 処 理 )が 進 歩 し て き て お り 、 今 後 は 鍛 造 と 加 工 熱 処 理 の 組 合 せ で 材質改善、加工力の低減といったことも期待されている。 鍛 造 用 材 料 と し て は 鋼 材 の 他 に ア ル ミ ニ ウ ム 製 品 が 増 加 し て い る 。 航 空 機 に は Ti、 合 金 、Ni 基 合 金 も 使 用 さ れ て お り 、非 鉄 金 属 の 鍛 造 品 は 付 加 価 値 が 高 く 重 要 に な っ て い る 。 ま た Mg は 最 軽 量 実 用 材 料 と し て 鍛 造 で も 注 目 さ れ て い る 。 鍛 造 設 備 と し て は 1990 年 代 に は サ ー ボ プ レ ス が 日 本 で 開 発 さ れ た 。 サ ー ボ プ レ ス の鍛造への応用例はまだ少ないが、ラムの自由な動きは新しい加工法に適しているの で、サーボプレスを用いた新加工法開発の可能性は大きい。 鍛造金型には工具鋼のほかに熱間鍛造では高速度鋼が、冷間鍛造では超硬合金が使 用 さ れ て い る 。 最 近 10 年 ほ ど は 新 し い 工 具 材 料 の 開 発 が 見 ら れ ず 、 新 し い 工 具 材 質 の 開 発 が 望 ま れ て い る 。金 型 の 表 面 処 理 に つ い て は PVD、CVD、窒 化 処 理 な ど が 採 用 され、金型寿命向上に寄与してきたが、今後も新しい工具表面改質方法の開発が重要 である。 鍛 造 は 潤 滑 剤 が 環 境 負 荷 が 大 き く 、騒 音 や 振 動 な ど 作 業 環 境 も 良 く な い こ と が 多 い 。 1990 年 頃 か ら 作 業 環 境 の 改 善 の た め 熱 間 鍛 造 用 白 色 潤 滑 剤 が 、廃 液 処 理 に よ る 環 境 負 荷を低減する冷間鍛造用一液処理が開発され、環境対策では世界に先駆けている。切 削でドライカットが実用化されているから、無潤滑鍛造の可能性の期待も大きい。作 業環境としては、工場内および周辺の騒音や振動の防止が不可欠になっている。 鍛 造 で も IT 技 術 の 進 歩 は め ざ ま し い も の が あ り 、特 に 大 手 企 業 で は CAE に よ り ト ラ イ ア ル 回 数 を 大 き く 減 少 し て い る 。 CAD/CAM/CAE の ほ か エ キ ス パ ー ト シ ス テ ム 、 知 能 化 設 備 な ど IT の 高 度 利 用 は 、 今 後 の キ ー テ ク ノ ロ ジ ー で あ る と 言 え る が 、 中 小 の鍛造企業には普及が遅いのが問題である。 3.鍛 造 産 業 の 状 況 鋼 製 の 中 小 型 鍛 造 品 を「 鍛 工 品 」と 呼 び 、国 内 の 年 間 生 産 量 は 約 250 万 ト ン で あ る 。 そ の 70%程 度 は 自 動 車 用 部 品 、 約 20%が 種 機 械 部 品 で あ る 。 世 界 的 に 見 る と 、 北 米 、 ドイツ、日本がほぼ同程度の鍛工品の生産量であるが、米国では航空宇宙部品が大き な割合を占めているなど、製品の構成比率は各国の製造業の状況によって異なる。 日 本 の 自 動 車 生 産 は 1990 年 頃 ま で は 国 内 生 産 が ほ と ん ど で あ っ た が 、 海 外 生 産 が 徐 々 に 増 え 、現 在 で は 国 内 生 産 と 海 外 生 産 と が 同 じ 程 度 (各 々 1,000 万 台 程 度 )に な っ て 98 い る 。自 動 車 会 社 で は 海 外 生 産 で の コ ス ト 削 減 な ど で 部 品 の 現 地 調 達 を 増 や し て お り 、 鍛造部品についても例外ではない。 自 動 車 の 国 内 生 産 が 増 加 し て い な い た め 、鍛 造 品 の 生 産 量 も あ ま り 増 加 し て い な い 。 一方、中国、タイなどの後発国では日本の鍛造技術を導入して高度成長をしており、 特に中国は生産量では世界のトップになった。中小企業の多い日本の鍛造業は技術力 を高めてグローバルな対応をすることが不可欠である。 日 本 の 鍛 造 産 業 に お け る 強 み は 、加 工 機 械 、素 材 、金 型 、潤 滑 剤 、加 熱 や 潤 滑 設 備 、 金型加工機械といった関連産業がそろっており、これらの支援で高精度、高品質鍛造 品の製造技術、高生産性技術などが開発されていることである。こうした強みを生か して新技術開発により各種の問題点を解決していく必要がある。 最近まで、鍛造の産業と鍛造関係の学会とは独立して活動をしてきたが、最近、日 本 鍛 造 協 会 と 日 本 塑 性 加 工 学 会 (鍛 造 分 科 会 )が 協 力 し て 鍛 造 人 材 育 成 事 業 を 推 進 す る ようになり、産学協力の地盤ができた。今後は鍛造技術の開発において両者の協力が 望まれる。 (3) 鍛 造 技 術 の 問 題 点 と 将 来 像 日 本 の 鍛 造 業 の 抱 え る 問 題 点 は 平 成 18 年 に 纏 め ら れ た「 我 が 国 重 要 産 業 の 国 際 競 争 力 強 化 に 向 け た 鍛 造 技 術 の 高 度 化 の 方 向 性 に 関 わ る 調 査 」2 ) に 詳 し く 述 べ ら れ て い る 。 ここで抽出されている日本の鍛造の弱みは次のようなものである。 ・ 設 計 な ど を 経 験 に 頼 っ て 、独 自 の IT 利 用 技 術 が 少 な い た め 、生 産 準 備 に 時 間 が か かる。 ・ 航空機部品など高付加価値品が少なく、付加価値の低い鍛造品が多い。 ・ 常にコストダウンが求められ、資金不足が経営を圧迫している。 ・ 優秀な人材が集まり難く、人材不足に陥っている。 これらの我が国独自の問題点以外に、世界の鍛造業全体が抱える共通の問題点として ・ 作業騒音、エネルギ消費、潤滑の環境負荷が大きい が挙げられる. これらの問題点を解決し、日本の鍛造業を活性化するため、本ロードマップでは日 本の鍛造技術が目指すべき将来像を次のように設定した。 ☆ IT 支 援 技 術 の 活 用 に よ る 設 計 、 生 産 の 高 効 率 化 ☆独自の環境技術による地球環境、作業環境の改善 ☆精密鍛造による軽量複雑形状品など高付加価値品の製造 ☆経済的生産技術による国際競争力の強化 将来の金型技術の方向性として今般、型技術戦略をまとめたが、その概念図である 「革新的次世代型技術」を本項の文末に掲載する。 (4) 取 組 む べ き 技 術 課 題 99 以上に示した日本の鍛造業の将来像を実現するために必要な技術開発の課題を、平 成 20 年 3 月 に 纏 め ら れ た 「 次 世 代 素 形 材 産 業 に お け る 先 端 的 研 究 開 発 課 題 に 関 す る 調 査 」 3)か ら 抽 出 し 、 さ ら に 新 た な 課 題 も 検 討 し て 加 え た 。 本 ロ ー ド マ ッ プ は 、 そ れ らの技術課題を以下のように分類して、詳細に検討したものである。 Ⅰ 高品質・高付加価値の素形材製品を製造するための技術 Ⅰ -1 新 機 能 を 実 現 す る た め の 材 料 技 術 Ⅰ -2 高 度 な 生 産 を 可 能 に す る 技 術 Ⅰ -3 高 品 質 ・ 高 付 加 価 値 を 実 現 す る た め の 新 プ ロ セ ス Ⅰ -4 新 規 ユ ー ザ 分 野 に 対 応 す る 新 素 形 材 技 術 Ⅱ 設計・製造プロセスを高度化するための技術 Ⅱ -1a 設 計 プ ロ セ ス 最 適 化 の た め の 知 能 化 ・ 情 報 化 技 術 Ⅱ -1b 製 造 プ ロ セ ス 最 適 化 の た め の 知 能 化 ・ 情 報 化 技 術 Ⅱ -2 グ ロ ー バ ル ネ ッ ト ワ ー ク を 活 用 し た 技 術 Ⅱ -3 設 計 デ ー タ の 即 時 製 品 化 技 術 Ⅱ -4 高 品 質 ・ 新 機 能 を 支 え る 評 価 技 術 Ⅲ 社会的要請や制約に対応するための技術 Ⅲ -1 省 エ ネ ・ 温 暖 化 ガ ス 削 減 の た め の 素 形 材 技 術 ( 長 寿 命 化 な ど ) Ⅲ -2 省 資 源 の た め の 素 形 材 技 術 Ⅲ -3 安 全 ・ 安 心 ・ 快 適 な 生 活 の た め の 素 形 材 技 術 Ⅳ 素形材技術革新を支える技術的基盤 Ⅳ -1 新 た な 技 術 体 系 の 構 築 Ⅳ -2 素 形 材 技 術 の 支 援 技 術 ・ 周 辺 技 術 の 構 築 Ⅳ -3 研 究 開 発 体 制 の 整 備 Ⅳ -4 技 術 ・ 技 能 の 伝 承 Ⅳ -5 人 材 の 育 成 と 確 保 Ⅳ -6 技 術 と 経 営 の 融 合 Ⅳ -7 ロ ー バ ル 化 へ の 対 応 参考文献 1) 新 エ ネ ル ギ ・ 産 業 技 術 総 合 開 発 機 構 (委 託 先 : 素 形 材 セ ン タ ー ): 超 大 型 鍛 造 用 プ レ ス 機 を 利 用 し た 革 新 的 部 材 の 開 発 に 関 す る 調 査 研 究 、 平 成 15 年 3 月 2) 中 小 企 業 庁 (委 託 先 : 日 本 鍛 造 協 会 ): 我 が 国 重 要 産 業 の 国 際 競 争 力 強 化 に 向 け た 鍛 造 技 術 の 高 度 化 の 方 向 性 に 関 わ る 調 査 、 平 成 18 年 3 月 3) 経 済 産 業 省 (委 託 先 み ず ほ 情 報 総 研 ):次 世 代 素 形 材 産 業 に お け る 先 端 的 研 究 開 発 課 題 に 関 す る 調 査 、 平 成 20 年 3 月 100 革新的次世代鍛造技術 -コスト競争力のある軽量・複雑部品の精密鍛造- 現状と課題 設計を経験に頼り,生産準備時間が長い 作業騒音,エネルギ消費,環境負荷が大 付加価値が低い鍛造品が多く,経営を圧迫 競争力のためにはコストダウンが不可欠 材料分野の革新 ・非調質高強度鋼 ・制御鍛造用材料 周辺技術の高度化 ・鍛造機械 ・加熱/付帯設備 ・金型材料と被膜 ・潤滑剤/潤滑方法 鍛造技術の将来像 ①コスト競争力のある「高精度、軽量部品を鍛造で製造」 ②高歩留まり低CO2排出の「環境に優しい鍛造ライン」 ③短工程、低不良率、長金型寿命の「合理的な生産の実現」 ④IT技術を活用した「生産準備期間の短縮」 鍛造プロセスの革新 前処理高度化/省略 加熱 切断 潤滑 知能化鍛造 精密鍛造 成形 (形状付与) (材質付与) 将来成型品特性 後処理高度化/省略 焼入れ・焼戻し 切削 ・研削 ショットピーニング ・超薄肉中空軽量品 ・精密歯車製品 ・高信頼性航空機部品 ・Mg,Ti,Ni などの新材料 将来鍛造品例 実効性高いシミュレーション予測/インライン計測制御 鍛造技術のプロセス革新 中空薄肉軽量部品 (孔が潰れやすく難加工) 高精度、軽量部品を 鍛造で製造 環境に優しい鍛造ラ イン 合理的な生産の実 現 薄肉鍛造 中空鍛造 ヘリカル歯車鍛造 Mg 、 Ti 、 Ni の 鍛 造 サーボプレス鍛造 高度リサイクル 高歩留まり鍛造 低騒音プレス 高熱効率加熱炉 環境適合潤滑剤 省切削精密鍛造 歩留まり100% 後熱処理省略 長寿命金型材料 低摩耗型面皮膜膜 101 生産準備期間の短縮 鍛造用知能ロボット インライン計測技術 金型組織予測 型寿命予測 エキスパートシステム ヘリカル歯車 (傾いた歯の高精度 加工が困難) 航空機部品 (Ti,Ni合金) 3.2.2 鍛造技術分野のロードマップ概要一覧 【重点化の評価】 1.日本の技術競争力優位 2.共通基盤性 3.ブレークスルー技術 4.市場のインパクト Ⅰ. 高品質、高付加価値の素形材製品を製造するための技術 中項目 小項目 (テーマ名) Ⅰ○ Ⅰ-1 1 鍛造性が良好な高強 新機能を 度高靱性鋼材 実現する ための新 材料技術 重要度 ◎ Ⅰ○ 2 熱間鍛造用材料のデ ータベース Ⅰ○ 3 制御鍛造による材料の 作りこみ Ⅰ○ 4 難加工性材料の高度 加工技術 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 5 年後 10 年後 5 コスト低減から鍛造後の鋼材の熱処理省略が要望され 現 ● るが、鍛造加工のままでは結晶粒が粗く必要な靭性が ● 確保できない。また高強度部品では遅れ破壊が課題 開発 実用化 である。このため、鍛造性を確保しつつ、これらにも強 い高強度高靱性鋼材の開発が必要である。 15 年後 20 年後 15 年後 ● 普及 5.基礎技術の開発が必要 6.安全・安心の確保のために必要 7.標準化の検討が望まれる技術 8.省資源、省エネルギ 25 年後 律速要因 1 2 3 4 5 6 ・水素脆化メカ 解明 ・製品性能保 ○ ○ ○ ○ ○ 証 最先端を行く高強度の材料の特性を活かし、低コスト 現 3 6 年後 で安定生産するには材料の特性把握が重要である。こ ● ● ● の特性を業界として有効的に活用出来るデータベース 開発 実用化 普及 の確立が必要である。 ◎ 5 機械部品は鍛造後、熱処理により部品全体を高強度 現 ● 化している。しかし熱処理では切削が必要な部分まで ● 硬くしてしまうため、切削工具寿命の観点から高強度 開発 実用化 化の上限が発生する。そこで、鍛造のままで鍛造品の 必要なところに必要な特性(高強度部位、良機械加工 性部位など)を造り込む技術を、材料面とプロセス面か ら開発する。 室温における延性不足の材料、焼き入れ鋼や Ni 基合 現 金などの変形抵抗過大の材料、Ti などの工具への焼 ● き付き易い材料などを高加工度、高精度に成形するた 開発 めの、難加工の原因に対応した新しい鍛造技術であ る。 102 ○ ○ 15 年後 ● 普及 8 ○ ○ ・実用化技術 ・製品性能保 証技術 ○ ○ ○ 10 15 年後 ● ● 実用化 普及 7 ・航空機の国 内生産の進展 ・自動車軽量 化の進展 ○ ○ ○ ○ ○ ○ 中項目 小項目 (テーマ名) 重要度 Ⅰ○ 4 難加工性材料の高度 加工技術 ◎ Ⅰ○ Ⅰ-2 6 熱間鍛造用新工具材 高度な生 料の開発 産を可能と する技術 ◎ Ⅰ○ 7 鍛造用恒温、高温金型 材と金型構造の開発 Ⅰ○ 8 高機能金型表面皮膜 処理技術 現在 5 年後 室温における延性不足の材料、焼き入れ鋼や Ni 基合 現 金などの変形抵抗過大の材料、Ti などの工具への焼 ● き付き易い材料などを高加工度、高精度に成形するた 開発 めの、難加工の原因に対応した新しい鍛造技術であ る。 Ⅰ○ 5 アルミ、マグネシウム、 チタンなど軽量化対応 の鍛造用材料の開発 10 年後 15 年後 20 年後 10 15 年後 ● ● 実用化 普及 25 年後 律速要因 1 ・航空機の国 内生産の進展 ・自動車軽量 化の進展 5 10 年後 軽量化対応として Al、Mg、Ti は市場拡大が期待され 現 ● ● ている。各々の材料において高強度化を目指すが、Al ● については耐熱性、耐 SCC(応力腐食割れ)性を、Mg 開発 実用化 普及 は耐熱性、耐食性,低廉化,高品質化を、Ti において は低廉材の材料技術開発を推進する。 ・組織制御と鍛 造の融合化 技術 ・Mg の耐熱性 アップ ・コストダウン 5 熱間鍛造用の鋼製工具は冷間鍛造型に比べ金型寿 現 ● 命が短く,塑性変形による形状変化などの問題があ ● る.通常の熱間鍛造ばかりでなく,今後増加すると見ら 開発 実用化 れる密閉鍛造や Ni 基合金などの特殊材料の鍛造のた めにも,高温,高面圧に耐える工具材料を開発する。 ・材料開発 Ni 基、Cr 基合金等の難加工材の成形性および形状 現 精度向上のためには、セラミックも含めた金型材料の ● 開発および型寿命を考慮した型構造の開発が必要で 開発 ある。 ◎ 重点化の評価 開発・実用化・普及 線表 技術の概要 ①高強度皮膜処理を行うことにより型の摩耗や損傷を 現 5 押さえて型寿命を延ばすために,摩擦が低く母材と ● ● の密着性が向上した皮膜の開発,膜厚の制御技 開発 実用化 術,局部摩耗が発生した場合の再皮膜処理などの 技術が望まれる. ②金型精度を維持するため,焼き戻し温度以下での処 理における CVD 処理を上回る密着性の向上と膜剥 がれ,突沸などの品質欠陥をなくすための洗浄技 術,設備技術を向上させる必要がある. 103 15 年後 ● 普及 10 15 年後 ● ● 実用化 普及 15 年後 ● 普及 2 3 4 5 6 7 8 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 材料開発 型温解析 ○ ○ ○ 新皮膜材 処理法開発 密着性評価 ○ ○ ○ ○ ○ ○ 小項目 (テーマ名) 中項目 重要度 Ⅰ○ 9 複雑形状品のための 新しい鍛造設備 ◎ 軽量化(板・中空・薄肉) 鍛造 ◎ Ⅰ○ 14 鍛造と板成形、接合、 切削との新しい組合せ 5 年後 10 年後 15 年後 20 年後 25 年後 1 2 ○ ○ 5 10 年後 鍛造製品の精度やせん断面の品質を向上させるため 現 ● ● には、工具の動きのばらつき(ふらつき)を低減する必 ● 要がある。スライド面にクリアランスのない高剛性のプレ 開発 実用化 普及 スやダイセットにより、高品質の鍛造を可能にする。 高精度ヘリカル歯車 用複合プロセス(熱処 理歪みの小さい鍛造 プロセス) Ⅰ○ 13 無酸化熱間鍛造 現在 律速要因 従来の一方向成形軸だけの設備では複雑形状鍛造 現 3 6 年後 品の成形には限度がある。また複動差動の設備は特 ● ● ● 定鍛造品形状に特化するケースがほとんどで、形状に 開発 実用化 普及 応じた任意の成形軸を有する段替性の高い鍛造設備 の開発が望まれている。 Ⅰ○ 10 高剛性のプレスとダイ セット Ⅰ○ Ⅰ-3 11 高品質・高 付加価値を 実現するた めの新プロ セス Ⅰ○ 12 重点化の評価 開発・実用化・普及 線表 技術の概要 鍛造・熱処理 の 設 計 ・ CAE 関連技術者の ○ ○ 減少 5 10 年後 エネルギ削減のための軽量化が要求されている。軽量 現 ● ● 化には薄肉化、中空化であるが、その鍛造技術の開発 ● が望まれる。また、素材に板材を用いることにより薄肉 開発 実用化 普及 化が容易になるが、その応用範囲を広げることも期待 される。異方性のない板料の開発も必要である。 方向性の無い 板材の開発 5 10 年後 高精度な冷間鍛造並みの加工精度を熱間鍛造で得る 現 ● ● には加熱時・成形時・熱処理時の表面酸化が大きな障 ● 害となっている。更なるネットシェイプ化を目指すため 開発 実用化 普及 に必要なプロセスである。 無酸化炉 104 4 5 6 7 8 ○ ○ ○ 5 10 年後 高精度ヘリカル製品の鍛造は金型への負荷が高く、ま 現 ● ● た、両歯面のひずみが不均一になること、また、成形後 ● の熱処理で大きなひずみが生じる。そこで、成形荷重 開発 実用化 普及 を大幅に低減できる成形法や変形抵抗が低く熱処理 ひずみの小さい材料の開発が必要である。 5 10 年後 鍛造工程の中に板成形、接合、切削などの加工法を 現 ● ● 含めることにより、鍛造または他の加工法単独より、製 ● 品の軽量化、低コスト化などの大きなメリットを得ること 開発 実用化 普及 のできる新しい加工方法 3 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 中項目 小項目 (テーマ名) Ⅰ○ 15 材料ロスの少ない高精 度美肌棒材切断法 重要度 ◎ Ⅰ○ Ⅰ-4 16 ロボット・マイクロマシン 新規ユー 用精密鍛造品 ザ分野に 対応する新 素 形 材 製 Ⅰ○ 17 航空機用鍛造品 品 Ⅰ○ 18 燃料電池、電気自動車 部品用鍛造品 Ⅰ○ 19 風力発電用鍛造品 Ⅰ○ 20 生体材料の鍛造品 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 5 年後 10 年後 15 年後 20 年後 5 10 年後 変形の少ないシャー切断(ex 青熱脆性域利用)、高速 現 ● ● 度で切粉が極小(刃厚み 0.5mm 以下)となる鋸切断ま ● たはプラズマやレーザ等の技術を組み合わせた複合 開発 実用化 中型への普及 的な切断機の開発。 25 年後 律速要因 1 ○ 5 10 年後 複合材の増加により機体構造にも変化が生じており、 現 ● ● エンジン品も含めて設計と連携した軽量化、低コスト化 ● 技術の開発が必要である。 開発 実用化 普及 航空機の国内 生産 5 10 年後 燃料電池車、電気自動車には鍛造品の設定がなく、 現 ● ● 代わってクランクシャフト、コネクティングロッドなどの大 ● 物がなくなるため、モータからホイールまでの駆動部品 開発 実用化 普及 の軽量化などによる付加価値向上が急務となる。 バッテリ技術 燃料電池開発 5 10 年後 風力発電機の導入件数の急増並びに大型化の傾向 現 ● ● から、発電機の耐久性向上のニーズが高まると予想さ ● れ、増速機用ギヤ部品・旋回駆動装置(YAW ギア)・ 開発 実用化 普及 軸部品への鍛造化が期待される。 5 10 年後 長寿社会の到来と共に人工関節、歯科補綴物等のイ 現 ● ● ンプラント製品の需要が増大する。生体適合性に優れ ● る材料の開発と共に、その加工方法の開発が望まれ 開発 実用化 普及 る。 105 3 4 5 6 ○ ○ ○ ○ 5 10 年後 新しい機械として登場したロボットやマイクロマシンは、 現 ● ● 今までより格段に軽量、高精度、微小な鍛造品を必要 ● とする。 開発 実用化 普及 ◎ 2 7 8 レーザ出力 ○ ○ ○ ○ ○ ○ ○ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○ 【重点化の評価】 1.日本の技術競争力優位 2.共通基盤性 3.ブレークスルー技術 4.市場のインパクト 5.基礎技術の開発が必要 6.安全・安心の確保のために必要 7.標準化の検討が望まれる技術 8.省資源、省エネルギ Ⅱ.設計・製造プロセスを高度化するための技術 中項目 小項目 (テーマ名) Ⅱ○ Ⅱ-1a 1 鍛造金型の寿命予測 設計プロセ 評価システム(データ ス最適化の ベース含む) ための知能 化・情報化 技術 Ⅱ○ 2 鍛造工程エキスパート システムによる工程設 計 重要度 ◎ ◎ Ⅱ○ 3 鍛造中および鍛造後の 材料組織と熱処理ひず みの予測、制御技術 Ⅱ○ Ⅱ-1b 4 インテリジェント鍛造プ 製造プロセ ロセス ス最適化の ための知能 化・情報化 技術 Ⅱ○ 5 金型、設備の予知保全 現在 5 年後 10 年後 5 金型の寿命要因である、摩耗や割れの発現時期と量 現 ● を予測するシステムを構築し、製品設計・工程設計に ● フィードバックして金型の長寿命化を実現する。 開発 実用化 15 年後 15 年後 ● 普及 5 過去の技術知識を蓄え、製品パラメータ変更による工 現 ● 程作成機能、新規工程の提案機能、技術者ミスを知ら ● せる機能などを持つ鍛造工程設計技術者を支援する 開発 実用化 システムの構築。 鍛造加工のままの部品は、強度保証の面からも鍛造後 現 の材料組織と熱処理ひずみの制御、予測が必要であ ● る。これらを鍛造シミュレーションにより予測、制御し、さ 開発 らに鍛造工程とリンクさせることによって高い生産性を 実現する。 ◎ 重点化の評価 開発・実用化・普及 線表 技術の概要 15 年後 ● 普及 10 ● 15 年後 ● 実用化 普及 20 年後 25 年後 律速要因 1 型材 DB 潤滑 DB 充実 2 ○ ○ ○ 6 7 知見の蓄積 検索アルゴリズ ム開発 ○ ○ ○ ○ ○ ○ 各シミュレーシ ョン(熱処理、 鍛造)支援デ ○ ータベース完 成度 10 金型や設備などは破損する前に補修や保全をする必 現 ● 要があるが、これを予知する特性(鍛造音など)を設定 ● しモニタリングし、破損の前に予知する技術が大きな効 開発 実用化 果をもたらす。 金型、設備使 用会社と製造 会社の採取デ ータ連携 106 5 ○ 製造条件の計 測、統合制御 技術 ○ ○ 普及 4 ○ 5 10 年後 鍛造品の高精度化と低コスト化に必要な条件として、 現 ● ● 素材温度・金型温度制御、そして金型冷却と潤滑条件 ● の確立がある。これら要素を一元化したインテリジェント 開発 実用化 普及 な鍛造プロセス制御システムを構築する。 15 年後 ● 3 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 8 中項目 小項目 (テーマ名) 重要度 Ⅱ○ Ⅰ-2 6 ネット利用のための鍛 グローバル 造 CAD/CAM/CAE シ ネットワーク ステムの共通化( 鍛 造 を活用した CAD/CAM/CAE のネ 統合システ ット化技術を含む) ム Ⅱ○ Ⅱ-3 7 設計データの即時製品 設計データ 化 の即時製 品化技術 Ⅱ○ 8 RP による金型試作 Ⅱ○ Ⅱ-4 9 鍛造品の画像処理三 高品質・新 次元計測(高速、全数、 機能を支え 自動、非接触) る評価技術 Ⅱ○ 10 鍛造品の強度保証(高 速、全数、自動、非接 触) 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 5 年後 15 年後 10 年後 20 年後 25 年後 律速要因 1 2 3 4 5 6 7 世界中のどこでもいつでも、製品設計・工程設計・製造 開発:独自のネットワークインフラの整備 ライン情報が共有化されていて、アクションが同時並行 実用化:遅れている国で、ネットワークイン フラの整備 で展開できる仕組みを構築する。 普及:グローバルネットワークの整備 ○ ◎ 現 ● 5 ● 開発 実用化 普及 ○ ○ IT 技術の進展 現象のデータ ベース化 ○ ○ ○ ○ ○ ○ 10 年後 ● 5 IT 技術を活用して、製品設計データを製造プロセス設 現 ● 計、金型設計・製作へ展開し、工程設計期間や金型製 ● 作期間の短縮を図り、超短納期での製品化を実現す 開発 実用化 る。 15 年後 ● 普及 5 10 年後 金型製作日数を大幅に短縮することができる技術が望 現 ● ● まれるなか、金属粉末を用い三次元形状データから直 ● 接金型を製作し、熱処理前加工並びに放電加工等の 開発 実用化 普及 熱処理後の加工を省くラピッドプロトタイピング(RP)技 術の実用化が期待されている。 現在、三次元自動非接触計測法が実用化されている 現 3 5 年後 が、非常に時間がかかり抜き取り検査のみに適用され ● ● ● ている。これを高速化し全数自動保証の実現のための 開発 実用化 普及 技術開発が期待される。 新規に開発した鍛造品の機械的強度を簡易的に把握 現 する技術と、シミュレーション技術等を組み合わせた保 ● 開発 証技術の評価方法を確立。 107 10 15 年後 ● ● 実用化 普及 ○ ○ 画像処理ソフト の開発 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 材料データベ ースの構築 8 【重点化の評価】 1.日本の技術競争力優位 2.共通基盤性 3.ブレークスルー技術 4.市場のインパクト Ⅲ.社会的要請や制約に対応するための技術 中項目 小項目 (テーマ名) Ⅲ○ Ⅲ-1 1 高熱効率の加熱・鍛造 省エネ・温 システム 暖化ガス削 減のための 素形材技 術 ( 長 寿 命 Ⅲ○ 2 金型寿命の向上 化など) Ⅲ○ Ⅲ-2 3 鍛造ばりレス化 省資源のた めの素形 材技術(資 源枯渇問 題への対 Ⅲ○ 4 ネットシェイプ鍛造 応) Ⅲ○ 5 非鉄材料リサイクル技 術の高度化 重要度 ◎ ◎ ◎ ◎ ◎ 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 5 年後 10 年後 15 年後 20 年後 熱間鍛造成形におけるエネルギ消費の大半を占める 開発 実用化 普及 加熱システムには省エネ・温暖化ガス削減の見地から ● ● ● ● 更なる高熱効率化やシステム効率の向上が望まれて 更なる改良 いる。 金型の早期破損や、それに伴う鍛造設備の稼働率低 下によるコストアップやエネルギの損失につながってい る。金型の寿命を延長するために新しい型材の開発は もとより、熱処理、加工方法、表面処理技術の開発と共 に材料の歪速度依存性などの特性を活用した「新しい もの造り」が必要である。 開発 実用化 普及 ● ● ● ● 改良の技術開発 5.基礎技術の開発が必要 6.安全・安心の確保のために必要 7.標準化の検討が望まれる技術 8.省資源、省エネルギ 25 年後 律速要因 1 2 3 4 5 6 加熱ヒータ 廃熱回収 設備の小型化 ○ ○ ○ ○ 鍛造ばりなどを有効に再利用するため、レオキャスティ ング法などの鋳造と塑性加工との融合したような成形 システムの開発を行う。 108 開発 実用化 ● ● ● 8 ○ 耐高温特性を 持つ型材の開 発 ○ ○ ○ ○ ○ 原材料からスクラップなしで製品が出るのが理想 現 5 10 年後 である。素材取り、鍛造、後加工においてスクラッ ● ● ● プをいかに少なくするかが問われる。本技術は、熱 開発 実用化 普及 間閉塞鍛造により複雑形状の部品を密閉化するも のである。 省資源、省エネルギのため、切削、研削などの後加工 を行うことなく最終製品形状(ネットシェイプ)に鍛造加 工する技術。現在の精度数十μm の製品精度から、 数μm の精度へと高品質化を行う必要がある。その実 開発 実用化 普及 ● ● ● 現には進んだ各種の周辺技術を統合した技術協業体 (協業体制確立) 制でのもの作りが必要である。 7 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 溶湯清浄化技 術 ○ 小型化 信頼性 ○ ○ ○ ○ ○ 低歪材と低歪 加工の開発 ● 新たな開発 普及 中項目 小項目 (テーマ名) 重要度 Ⅲ○ 6 レアアースメタ ル代替 材(型材、被加工材) Ⅲ○ Ⅲ-3 7 化成皮膜を用いない冷 安 全 ・ 安 間鍛造用潤滑剤 心・快適な 生活のため 8 水だけの無潤滑熱間 の 素 形 材 Ⅲ○ 鍛造 技術 (医 療・生体関 連、低騒 音 ・ 低 振 動、有害物 9 低騒音低振動のため 質 の 排 出 Ⅲ○ の鍛造プロセスの開 抑制など) 発 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 工具材料に使用される W や Co など、鍛造被加工品に 現 使用される Ni や Ti などはほとんど輸入に頼っており、 ● これらの枯渇に対処するため代替品の開発が求められ 開発 る。 5 年後 10 年後 15 年後 20 年後 10 15 年後 ● ● 実用化 普及 5 10 年後 環境に優しい(廃棄物の出ない、且つ CO2 排出量の少 現 ● ● ない)冷間鍛造用潤滑剤・潤滑システムを開発し、実用 ● 化していく。 開発 実用化 普及 25 年後 律速要因 1 2 3 発生した振動と騒音を低減するためアクティブノイズ、 アクティブバイブレーション技術の開発が求められてい る。ハード面では振動や騒音を発生させない設備面で の技術開発が求められている。(ex.サーボプレスの開 発) 109 開発 実用化 ● ● ● 普及 5 6 ○ 排出に関する 法律 5 10 年後 熱間鍛造における金型寿命の延長には、加熱素材の 現 ● ● 温度と塑性変形熱・摩擦熱による温度上昇による金型 ● の温度上昇を抑制することが最も重要である。そこで、 開発 実用化 普及 水だけによる金型冷却を行い、その他の潤滑剤を用い ないで鍛造する技術開発が望まれる。 ◎ 4 7 8 レアアース価 格 不規則なアク ティブバイブレ ーションとノイ ○ ○ ○ ズに対する技 術 ○ ○ ○ ○ ○ ○ ○ 【重点化の評価】 1.日本の技術競争力優位 2.共通基盤性 3.ブレークスルー技術 4.市場のインパクト Ⅳ.素形材技術革新を支える技術的基盤 中項目 小項目 (テーマ名) 重要度 現在 5 年後 10 年後 15 年後 Ⅳ○ Ⅳ-1 1 企業の有するノウハウ 新たな技術 について学会等で原 体系の構 理の解明を行い情報を 築 共有化 5 10 年後 企業のノウハウを集め、日本塑性加工学会鍛造分科 現 ● ● 会で協力してシミュレーションや実験により原理を解明 ● し、データベースとして公開できるようにする。 開発 実用化 普及 Ⅳ○ Ⅳ-2 2 鍛造工程エキスパート 素形材技 システム 術の支援 技術・周辺 技術の構 築 Ⅳ○ 3 鍛造用知能ロボットシ ステム 5 10 年後 専門家の知識を組み込むことにより、鍛造製品設計、 現 ● ● 工程設計、金型設計などの作業を支援して能率を大 ● 幅に改善するようなシステム。特にユーザフレンドリー 開発 実用化 普及 な操作環境が望まれる。 Ⅳ○ Ⅳ-3 4 産学共同利用鍛造研 研究開発 究開発センターの設立 体制の整 備 Ⅳ○ 5 公設試の基盤強化、大 学における鍛造コース 等の創設 ◎ 重点化の評価 開発・実用化・普及 線表 技術の概要 5 10 年後 視覚センサー等により情報(素材重量・鍛造温度・加工 現 ● ● 荷重・加工トルク・消費エネルギ・製品の厚み寸法・型 ● 潤滑剤の量)を収集して加工条件(プレス加工速度・ア 開発 実用化 普及 ジャスト調整・型潤滑量・素材加熱温度)などをリアルタ イムに判断・制御するインテリジェンス機能を併せ持っ た熟練作業者に替わるシステムが望まれている。 5 10 年後 今日では設計、材料、後加工を含めた総合的な開発 現 ● ● が必要であり、一企業では対応が難しい。業界全体の ● 競争力向上に向けて、産学官が連携した集中開発拠 開発 実用化 普及 点として、基盤技術開発、重要プロジェクト開発、更に は市場開拓のための商品開発を推進する。 5 年後 大学・地方公共団体・商工会議所等と企業の連携によ 現 ● る、中小企業の鍛造技術者・技能者向けの鍛造コース ● の開設と技術開発支援については、既に一部地域で 開発・ 実用化・普及 実現している。こうした取り組みを今後は全国規模に展 開していく必要がある。 110 20 年後 5.基礎技術の開発が必要 6.安全・安心の確保のために必要 7.標準化の検討が望まれる技術 8.省資源、省エネルギ 25 年後 律速要因 1 2 3 鍛造シミュレー ションソフト データベース ○ ○ 4 5 ○ 6 7 △ ソフト開発体制 ○ ○ ○ ○ ○ ○ ○ ○ ○ △ ○ 8 中項目 小項目 (テーマ名) 重要度 重点化の評価 開発・実用化・普及 線表 技術の概要 現在 5 年後 10 年後 15 年後 Ⅳ○ 6 専門性を有する(鍛造) 産学の共同開発仲介 センター 5 10 年後 新鍛造方法などの開発を目指す企業と、そのシーズを 現 ● ● 持ち実用化研究のための資金を必要とする大学などと ● を仲介するため、鍛造の専門知識を持ち、大学などの 開発 実用化 普及 教育研究について理解を持つ専門家集団からなる組 織 Ⅳ○ Ⅳ-4 7 鍛造熟練技術の科学 技術・技能 的解明と技能のデータ の伝承 ベース化 5 10 年後 熟練者の技能と知恵を実験やシミュレーションにより 現 ● ● 「見える化」して理論的説明をつけてデータベース化 ● し、後世に利用できる形で残す。 開発 実用化 普及 Ⅳ○ Ⅳ-5 8 ネットワークを用いた鍛 人材の育 造教育体制 成と確保 5 10 年後 鍛造教育用 e-learning を作成して、業務多忙や遠隔 現 ● ● 地のため鍛造中核人材育成プログラム等の教育システ ● ムに参加できない鍛造技術者・技能者が自習するため 開発 実用化 普及 の鍛造教育システムを構築する。 Ⅳ○ 9 技能検定と教育を関連 させた人材養成システ ム 5 10 年後 高い固有技能能力を持つ人材を維持していくため、現 現 ● ● 場において熟練技能者を指導者にして技能の向上を ● はかるとともに、その技能に科学的な知識を加えてより 開発 実用化・普及 高度な技能にして伝承していくシステムをつくる。技能 の科学化教育は産学からの支援により共通的に行い、 技能の質は技能検定により保証する。 Ⅳ○ 10 鍛造技術者人材育成 のための大学教育プロ グラムの改革 5 年後 インターンシップ、中核人材育成など産業界の協力を 現 ● 得て大学における鍛造に関する基礎教育と実務教育 ● の充実のための教育システムを構築する。 開発・ 実用化・普及 Ⅳ○ 11 鍛造技術者人材育成 に有効な産学連携シス テムの構築 5 10 年後 大学や企業の鍛造エキスパートによる鍛造技術者育 現 ● ● 成のための教育システムについては、既に「鍛造中核 ● 人材育成プログラム」として始動したところである。今後 開発 実用化・普及 このプログラムの内容を日本鍛造協会および日本塑性 加工学会鍛造分科会の連携の下、さらに充実したもの とし、継続性のある事業として確立させることが求めら れる。 111 20 年後 25 年後 律速要因 1 2 3 4 5 6 7 ○ シミュレーショ ンソフト △ ○ データベース 構築 ○ ○ ○ ○ ○ ○ ○ 8 中項目 小項目 (テーマ名) 重要度 Ⅳ○ Ⅳ-6 12 インターネットを用いた 技術と経営 鍛造関連の情報システ の融合 ム 中小企業においてはこれまで往々にして鍛造の加工 法案は企業秘密として特許等の権利化を行ってこなか った。自社にて開発した鍛造方案を簡単に権利化でき る環境、また他の権利を簡単に調査できる環境を整え る必要がある 我が国の鍛造技術の優位性をユーザに対して積極的 にアピールし、市場からの評価を確立するための「ブラ ンド化」戦略を業界を挙げて推進する。 Ⅳ○ 14 技能を適正評価し、そ の優位性をユーザに積 極的にアピールする仕 組み Ⅳ○ 15 外国人技術者の活用 Ⅳ○ 16 金型・鍛造設備のコン パクト化 Ⅳ○ 17 海 外 展 開 の 際 の 技 術 流出を防止するため技 術管理システム構築 現在 5 年後 10 年後 15 年後 20 年後 25 年後 律速要因 1 2 3 4 5 6 7 5 10 年後 中小企業において鍛造ソフト、及び使用データをそれ 現 ● ● ぞれ所有するのは難しく、インターネットを活用したデ ● ータ共有化等が望まれる。 開発 実用化 普及 Ⅳ○ 13 知的財産の権利化支 援 Ⅳ-7 グローバル 化への対 応 重点化の評価 開発・実用化・普及 線表 技術の概要 ◎ グローバル化に伴い優秀な外国人の活用が不可欠に なっている。しかし、彼らには日本的な雇用システムが 必ずしも有効に機能しない。外国人の力をさらに活用 するための新しい仕組みが求められる。 小ロット、少量生産でも利益が確保できるシンプル・スリ ムな金型・設備・鍛造ラインを実現し、世界のどこでも 同一品質の鍛造品を供給できる体制を構築する。 現 ● 5 ● 10 年後 ● 開発 実用化 普及 現 ● 5 年後 ● 開発・ 実用化・普及 現 ● 5 ● 10 年後 ● 開発 実用化 普及 現 ● 5 ● 開発 実用化 普及 10 年後 ● 5 10 年後 イントラネットなどに流通する図面や工法ノウハウデー 現 ● ● タベースなどのセキュリティを確立するため大容量デー ● タに対する暗号化技術が必要となる。 開発 実用化 普及 112 ○ ○ ○ ○ ○ ○ ○ ○ ○ 8 3.2.3 鍛造技術分野の技術マトリクス 製品高度化 目標 技術要素 目標内容 技術内容 被加工材 鋼 a1 アルミ a2 a3 Ti合金 a5 矯正 b1 (Ⅰ⑫:b5A6) Ⅰ⑭:b5A6 b2 引抜き 素材 型 加圧設備 マテハン 素材加熱 潤滑 せん断 b 切断 b3 板 b5 鋳造 b6 粉末 型設計 b7 c1 Ⅲ④:c5A1 型製作 c2 型研磨 c3 型材料 c4 c 表面改質 熱処理 c5 c6 d 剛性 d1 d2 多軸 d3 制御 d4 計測 d5 工具交換 d6 逐次 d7 故障診断 d8 搬送機 e1 電気炉 f1 重油炉 f2 f ガス炉 f3 高周波炉 f4 抵抗加熱 その他 h f5 g1 Ⅲ④:g4A1 皮膜処理 g2 i 期間短縮 C 環境保全 D 経 営 E B1 B2 B3 B4 B5 B6 B7 B8 リードタイム 工程検討 図面作成 型準備 C1 C2 C3 C4 CO2・エネルギー削減 資源保護 リサイクル・廃棄物処理 作業環境改善 地域環境改善 有害物質削減 潤滑剤・加工油削減 D1 D2 D3 D4 D5 D6 D7 人材育成 国際化 技能・技術伝承 産学連携 品質保証 標準化(規格) 安全管理 E1 E2 E3 E4 E5 E6 E7 情報化 (CAD・CAM・CAE) CAD CAM CAE データベース化 エキスパートシステム I⑲:a1D1 (Ⅲ④:a1D1 (Ⅲ⑤:a2D3) Ⅲ④:b4B2 Ⅳ③:bB7 Ⅳ⑯:bB5 Ⅰ②:c1B7 (Ⅰ⑪c1B8 c4B8 c5B8) Ⅱ①:c1B8 (Ⅱ①:c1B7) (Ⅱ②:c1B7) (Ⅱ⑤:c2B7) Ⅲ②:c4B1 Ⅲ③:c4B2,c5B2 Ⅲ④:b4B2 Ⅳ③:cB7 Ⅳ⑯:cB5 Ⅱ⑧:c2C1 (Ⅱ①:c1C2) (Ⅱ②:c1C2) (Ⅱ②:c1C1) Ⅱ⑥:c1C1,c2C1 Ⅱ⑧:c2C1 Ⅱ⑤:d4B7 Ⅱ⑤:d8B8 Ⅳ③:dB7 Ⅳ⑯:dB5 Ⅲ⑥:c4D2 (Ⅱ②:c1E1) (Ⅱ⑥:c1E1) (Ⅰ⑪:c1F3) (Ⅱ①:c1F3) Ⅱ②:c1F5 Ⅱ⑥:c1F3 Ⅲ⑨:d4d6,d4D7 Ⅱ⑤:d4E7 Ⅲ④:d2F3 Ⅳ③:fB7 Ⅳ⑯:fB5 Ⅲ①f1D1(D4) f2D1(D5) f3D1 f4D1(D4) f5D1 Ⅳ③:gB7 Ⅳ⑯:gB5 Ⅲ⑦: g2D6 Ⅲ⑧: g4D7 g3 水溶性 g4 潤滑設備 製品欠陥 g5 h1 (Ⅰ①:h5A2) Ⅰ⑬:h5A4 h2 Ⅰ⑱:h5A h3 Ⅱ④:h4A1 h4 Ⅲ④:h2A1 製品特製 h5 工具温度 B Ⅳ③:eB7 Ⅳ⑯:eB5 油性 工具面圧 後処理 I ⑩:d1A1 (Ⅰ⑪:d4A8) e マニピュレータ e2 e3 ロボット g 固体 生産性向上 コスト削減 生産速度 歩留り 省エネルギー 省資源 多品種少量生産 自動化 システム化 金型寿命 (Ⅰ⑪:a1B2) Ⅲ③:a1B2 Ⅲ④:a1B3 Ⅲ⑤:a2B4(D3) b4 速度 材料流動 成形工程 寸法精度 A1 強度 A2 形状 A3 表面性状 A4 組織 A5 軽量化 A6 ばらつき A7 ネットシェイプ A8 Ⅰ①:a1A2 Ⅰ③:a1A2 Ⅰ⑤:a2A2, 3A2 ,a5A2, a1A6 Ⅰ⑪:a1A8 Ⅲ④:a1A1 a Mg Ni合金 a4 A 工程設計 h6 形状検査 i1 割れ検査 i2 材質検査 i3 バリ取り i4 表面改質 i5 熱処理 i6 鍛造後冷却 i7 デスケール i8 (Ⅰ③:i7A2) Ⅱ③:i7A2 Ⅱ⑤:d8B8 (Ⅱ⑨:i1A1) (Ⅱ⑩:i3A2) Ⅱ⑨:i1A1 Ⅱ⑩:i1A2 Ⅲ④:i1A1,i6A1 (Ⅱ④:h4B7) Ⅳ③:hB7 Ⅳ⑯:hB5 Ⅱ⑦:h5C1 (Ⅱ⑨:i1B6) (Ⅱ⑩:i3B6) Ⅲ③:i1B2 Ⅳ③:iB7 Ⅳ⑯:iB5 j 113 (Ⅰ⑪:h1F3,h2F3,h4F3) (Ⅱ④:h4F4) Ⅳ②:h6F5 Ⅱ⑨:i1E5 Ⅱ⑩:i3E5 (Ⅱ③:i7F3) (Ⅱ⑨:i1F4) (Ⅱ⑩:i3F4) Ⅳ①:jE4,jE6 Ⅳ④:jE4 Ⅳ⑤;jE1,jE4 Ⅳ⑦:jE3 Ⅳ⑨:jE1,jE3 Ⅳ⑩:jE1,jE4 Ⅳ⑪:jE1,jE4 Ⅳ⑬:jE7 Ⅳ⑮:jE2 Ⅳ⑰:jE2 Ⅳ①:jF3,jF4 Ⅳ⑦:jF4 Ⅳ⑧:jF6 Ⅳ⑫:jF6 F F1 F2 F3 F4 F5 3.2.4 鍛造技術分野のロードマップ個票 分野名:鍛造技術 小項目№:Ⅰ① 小項目(テーマ名) 鍛造性が良好な高強度高靱性鋼材 関連マトリクス分野 a1A2、(h5) コスト低減から鍛造後の鋼材の熱処理省略が要望されるが、鍛造加工のままでは 結晶粒が粗く必要な靭性が確保できない。また高強度部品では水素起因で発生す 技 術 の 概 要 る遅れ破壊が課題である。このため、鍛造性を確保しつつ、これらにも強い高強度 高靱性鋼材の開発が必要である。 機械部品の強度・靱性は焼入れ焼戻しを行うことで確保しており、この熱処理省略 経 済 社 会 的 背 景 が可能となればコスト低減、省エネルギの観点からも有益である。さらに高強度化に よって部品を小型・軽量化することは CO2 低減からも必須である。 重 要 度 緊 急 性 ◎ 日本の技術力が高い分野であり、省エネルギに関連し自動車、産業機械、建 築など多くの分野に共通する課題であり、インパクトも大きい。しかし、水素脆 化解明などでは基礎的技術開発が必要でもあり重要課題である。 ② 新しい鋼材が研究・開発されているがなかなか実用化に至らない。CO2 削減 の観点からもある程度の緊急性が必要 ・熱処理(非調質)なしで強度・靱性を確保できる鋼材は現在 80 ㌔級が上限 現在の技術レベル ・耐水素脆化鋼とて、機械部品は 100 ㌔級、建築用は 130 ㌔級が上限 要素項目 到達目標の時期と 非調質鋼 耐水素脆化鋼 レベル ・機械部品 ・建築用 目 標 設 定 の根 拠 短期 (2 年後) 100 ㌔ 現状 80 ㌔ 100 ㌔ 130 ㌔ 150 ㌔ 中期 (5 年後) 120 ㌔ 長期 (10 年後) 130 ㌔ 120 ㌔ 150 ㌔ 180 ㌔ 200 ㌔ 現在の進捗状況、および、CO2 削減に向けた社会環境とそれに対する自動車など の軽量化進展 ・組織制御、析出制御などを活用し通常の熱間鍛造のままで高強度・高靱性可能 目標に到 達 するた な鋼材、さらには制御鍛造とリンクさせた鍛造品の結晶粒微細化へ向けた最適 めの技術開発内容 鋼材の開発。 例 ・水素脆化機構自体が解明されておらず、遅れ破壊メカニズムの明確化 ・鍛造性を確保した耐水素脆化に優れた高強度材の開発 波 及 効 果 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 備 自動車等の産業機械、建築分野など適用範囲は広い。また材料自体で高強度化 することが、最も効率的に部品軽量化が可能とできる。 鋼材開発の面では国内が最も進んでいる。 鍛造分野、特に熱間鍛造は海外移転が多い。しかし、海外で製造できない先端的 鋼材を駆使した高強度、軽量鍛造部品により鍛造分野を国内にとどめることが可能 と考える。 製品性能保証、使用技術が律速要因 考 技術指針の関連項目 * 2 (1)②、(2)⑤ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 114 分野名:鍛造技術 テーマ番号:Ⅰ③ 小項目(テーマ名) 制御鍛造による材料の作り込み 関連マトリクス分野 a1A2、(i7) 機械部品は鍛造後、熱処理により部品全体を高強度化している。しかし熱処理で は切削が必要な部分まで硬くしてしまうため、切削工具寿命の観点から高強度化の 技 術 の 概 要 上限が発生する。そこで、鍛造のままで鍛造品の必要なところに必要な特性(高強 度部位、良機械加工性部位など)を造り込む技術を、材料面とプロセス面から開発 する。 切削工具寿命と無関係に高強度化が可能となれば、鍛造部品の格段の高強度 経 済 社 会 的 背 景 化が可能となり、鍛造部品の軽量化、省エネルギが可能となり、その意味は 大きい。 重 要 度 緊 急 性 ◎ 省エネルギに関連し、材料、鍛造技術との日本が進んでいる分野である。 共通基盤、ブレイクスルー技術であるが、鍛造時の結晶粒微細化に関し ては基礎技術開発が必要である。 ② 部品軽量化は最優先課題であり、それを具現化する技術として制御鍛造 は必要であり、緊急性が要求される。 鍛造品強度は 100 ㌔上限であるが、制御鍛造を駆使することによるその上限 が無くすことが可能となる。なお、板分野の材質予測進んでいるが、炭素量 現在の技術レベル が多い鍛造用鋼は鍛造後の組織が複雑なことから材質予測技術が遅れてい る。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 到達目標の時期と レベル 制御鍛造 130 ㌔級 150 ㌔級 180 ㌔級 (フェライト粒 (3μm) (1μm) (0.5μm) 基本モデル 実機化モデル 10μm) 材質予測技術 目 標 設 定 の根 拠 100 ㌔級 なし 自動車軽量化対応として、現状強度の 30%アップを早急に解決する必要があ る。 ①高強度化には結晶粒微細化、析出物の有効利用が必要であり、温度、加工 ひずみ、冷却等の組み合わせによる鍛造プロセス開発、さらにそれに見合 目標に到 達 するた った鋼材の開発。 めの技術開発内容 ②所定の場所に、所定の強度を得るには、鍛造シミュレーションと材質予測 例 を活用し、鍛造品性能の事前予測が必須である。しかし、鍛造用鋼に関す る材質予測モデルは無く、基本モデルからの開発が必要。 制御鍛造はすべての鍛造部品へ適用が可能な技術であり、その波及効果は高 波 及 効 果 い。 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 備 考 結晶粒微細化技術はまず板材分野で開発が進み、鍛造分野では Al 材など分野 では国内外で研究が行われているが鍛造用鋼に関してはほとんど無い。鋼板 含めて、鋼材での細粒化技術は日本が進んでいる。 材料技術、サーボ鍛造機、鍛造シミュレ-ションなど日本が進んでいる鍛造 技術を駆使することで可能となる技術であり、日本の優位性が確保できる。 ・製品性能保証、実用化技術が律速要因 ・Ⅱ④「インテリジェント鍛造プロセス」との組み合わせが必要 技術指針の関連項目 * 2 (1)②、(2)③ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 115 分野名:鍛造技術 テーマ番号:Ⅰ⑤ 小項目(テーマ名) アルミ、マグネシウム、チタンなど軽量化対応の鍛造用材料の開発 関連マトリクス分野 a2A2、a3A2、a5A2、a1A6 軽量化対応として Al、Mg、Ti は市場拡大が期待されている。各々の材料において 高強度化を目指すが、Al については耐熱性、耐 SCC(応力腐食割れ)性を、Mg は 技 術 の 概 要 耐熱性、耐食性、低廉化、高品質化を、Ti においては低廉材の材料技術開発を推 進する。 自動車の省エネルギのために軽量化が重要であるが、アルミ、マグネシウム、チ 経 済 社 会 的 背 景 タンは材料面から軽量化に寄与するものと期待されている。 重 要 度 緊 急 性 ◎ 使用材料の軽量化は軽量化の基本であり、非常に重要である。 ① 材料自体は既に存在しており、緊急性は大きくない。しかし、新材料開 発は長い時間を必要とするため、継続的な開発が不可欠である。 Al:長年の実績がある。Mg:最近鍛造が始まり、いくらかの実績がある。高 現在の技術レベル 強度α-βTi の恒温鍛造の実用は少ない。室温で鍛造可能で熱処理強化できる βTi の鍛造技術が進展している。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 到達目標の時期と 引張強度 Al: 290 320 360 380 レベル MPa (常温) Mg: 270 290 310 340 1,250 βTi: 目 標 設 定 の根 拠 1,350 1,500 Al は A6061 系、Mg は AZ 系、Ti は 15V 系 βTi を目標設定の根拠とした。 従来は合金成分を改良することで強度向上を実施していた。最近では組織微 細化による高強度化など総合的な検討がなされ、高強度化が達成されつつあ る。 合金組成の微量添加物による高強度化検討の他に、例えば次のような技術開 目標に到 達 するた 発が必要 めの技術開発内容 ・合金の高強度化技術の開発(例えば急冷凝固法、組織微細化の徹底など) 例 ・複合加工による高強度化(例えば加工再結晶微細化技術の開発など) 波 及 効 果 比重の小さな軽量化材料を高強度化して、比強度を向上することで、自動車、 建機、OA 機器の小型・軽量化が達成できる。また、製品の省材料化が可能 になり省エネルギ化につながり経済的・社会的波及効果は大きい。 海 外 の取 組 状 況 ・ 技術レベル 世界的に、素材面の研究開発は滞気味で、研究は例えば溶湯直接圧延などの 効率生産がなされている。高強度化に的を絞った、鍛造技術を加味した研究 はなされていない。 国際的優位性の 予測 本技術は鍛造技術と素材製造技術を融合化して、軽量化材料を高強度化する ものである。従って、素材メーカと鍛造メーカが協力してなされるもので、 我が国の得意とする分野で、独自領域の技術開発が可能となり優位性がある。 備 考 技術指針の関連項目 * 2 (2)①ア、(2)② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 116 分野名:鍛造技術 テーマ番号:Ⅰ⑥ テーマ名(小項目) 関連マトリクス分野 熱間鍛造用新工具材料の開発 c4B8 A7 熱間鍛造用の鋼製工具は冷間鍛造型に比べ金型寿命が短く、塑性変形による形 状変化などの問題がある。通常の熱間鍛造ばかりでなく、今後増加すると見られる 技 術 の 概 要 密閉鍛造や Ni 基合金などの特殊材料の鍛造のためにも、高温、高面圧に耐える工 具材料を開発する。 熱間鍛造金型には高面圧と高温が同時に繰返し加わるため、冷間鍛造金型に 比べ型寿命が極めて短い。型製作費用・型交換の時間・在庫スペースなどの 経 済 社 会 的 背 景 コスト面のみならず、型材料の省資源化、摩耗・変形による精度低下は高い 品質保証にも影響する。型寿命を飛躍的に延ばすことの経済的・環境的な意 義はきわめて高い。 ◎ 良質な型材は熱処理技術・表面処理とともに日本が最も進んでいる分野 であるが、最近は新しい材料が開発されていない。基礎技術開発、摩耗 重 要 度 現象の整理把握も含めて、産学協同で本格的に取り組み、相当なブレイ クスルーが必要な技術である。 緊 急 性 ② 材料・時間・コスト面のロスを早急に食い止める必要があり、重要な製 品の金型に限定してでも、優先的に取り組む必要がある。 鋼製の熱間鍛造型は千~1 万個程度の型寿命であり、冷間型の 10 万個~100 万個に比べ遙かに短い。型寿命改善には潤滑条件の改善や型温度管理、工程 設計なども重要であるが、新しい型材料の開発が最も影響が大きい。単純形 現在の技術レベル 状の型ではセラミックスによりかなり長い型寿命が得られているが、破損し やすく複雑形状の型には適用できない。複雑形状金型にも適用できるように、 材料強度のみならず応力・伝熱を考慮した材料設計が必要であり、また、材 料評価の方法の開発も必要である。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 到達目標の時期と ( 特 定 の 金 型 現状を 100 150 200 500 レベル で ) 現 在 の 型 とする 寿命との比 目 標 設 定 の根 拠 金型強度が 10%増加すると 5~10 倍の型寿命になるため、金型の高温強度が 最も重要である。現在、650~700℃程度の軟化温度を 100℃以上高くする。 ①工具鋼、超硬合金、セラミックなど金型材料の熱間での問題点解決 目標に到 達 するた ②熱間型に加わる熱負荷、応力負荷の分布や計時変化の解析による評価 めの技術開発内容 ③均一材料のみならず、表面と内部とで異なる複合材料、傾斜機能材料など 例 の開発 果 熱間鍛造製品は年産 250 万トン程度もあり、金型材質改善はすべての熱間鍛 造品に影響するため、波及効果は非常に大きい。 海 外 の取 組 状 況 ・ 技術レベル ドイツのハノーバー工科大学などが高い水準の熱間金型寿命の研究を行って いる。金型材料開発は日本が優位であると見られる。 国際的優位性の 予測 材料技術、サーボ鍛造機、鍛造シミュレーションなど日本が進んでいる鍛造 技術を駆使することで可能となる技術であり、日本の優位性が確保できる。 波 備 及 効 考 技術指針の関連項目 * 2 (3)② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 117 分野名:鍛造技術 テーマ番号:Ⅰ⑧ テーマ名(小項目) 関連マトリクス分野 技 術 の 概 要 経済社会的背景 重 要 度 緊 急 性 高機能金型表面皮膜処理技術 c5B8 D7 ①高強度皮膜処理を行うことにより型の摩耗や損傷を押さえて型寿命を延ばすた めに、摩擦が低く母材との密着性が向上した皮膜の開発、膜厚の制御技術、局 部摩耗が発生した場合の再皮膜処理などの技術が望まれる。 ②金型精度を維持するため、焼き戻し温度以下での処理における CVD 処理を上 回る密着性の向上と膜剥がれ、突沸などの品質欠陥をなくすための洗浄技術、 設備技術を向上させる必要がある。 冷間鍛造は、切削に比べて材料ロスが少なく、材料を加熱しなくても良いためにエネルギ的に も有利な加工である。しかし材料の変形抵抗が高い領域での加工なので、型への応力的な負荷 が極めて大きい。型材全体が破損しないようにある程度の粘り強さを残し、表面は摩耗しない ように硬くする必要があり、コーティングには高い有効性が認められている。型寿命も飛躍的 に向上する。 ◎ 高機能金型皮膜は冷間鍛造において金型寿命を延ばす最も有効な技術で ある。基礎技術開発、摩耗現象の整理把握も含めて、産学協同で本格的 に取り組み、相当なブレイクスルーが必要な技術である。 ② 材料や負荷条件とも勘案して、取り組むべきで、冷間鍛造では最優先課 題といえる。 切削、板成形、ブランキングなどでは皮膜利用によりドライ加工が一部実現している。鍛造で も焼付きを防ぎ、摩擦を下げる表面処理が試みられている。密着性が最大課題であり、密着性 現在の技術レベル のメカニズム、繰り返し負荷への耐久性、摩擦特性などは不明。再処理技術までも含めた開発 が必要である。 要素項目 現状 短期 中期 長期 (2 年後) (5 年後) (10 年後) 150 200 500 現在の皮膜と 現状を 100 と 比べた型寿命 する 到達目標の時期と 120 150 180 密着性の評価 現状を 100 と レベル する スクラッチテ ストをデータ ベース化 型強度が10%増加すると寿命が5~10 倍になることから、最終的には型の疲労強度を10% 目 標 設 定 の 根 拠 増加させる皮膜を想定している。皮膜の密着性、摩擦特性の評価方法が先ず必要である。 目標に到 達 するた ①高性能な皮膜処理材料(組成・組織など)の開発。 ②皮膜の密着性や摩擦を測定する基礎的、実用的な評価尺度や評価方法の開 めの技術開発内容 発 例 ③皮膜の特性と皮膜厚さの制御 冷間鍛造の型寿命を飛躍的に向上させうるため、波及効果は非常に大きい。 波 及 効 果 海 外 の取 組 状 況 ・ 技術レベル コーティング材料、処理技術、摩擦解析では日本が世界トップレベルである。 皮膜処理方法の開発は欧州が先行している。 国際的優位性の 予測 単一表面処理技術については、世界トップレベルを有している。 皮膜処理のメリット・デメリットを複合的に組み合わせることにより一層の 強度アップを図り生産性の向上を生み、日本の優位性が確保できる。 備 考 技術指針の関連項目 * 2 (3)②、(6)③ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 118 分野名:鍛造技術 テーマ番号:Ⅰ⑪ テーマ名(小項目) 高精度ヘリカル歯車用複合プロセス(熱処理歪みの小さい鍛造プロセス) 関連マトリクス分野 a1A8、(a1B2)、(c1B8,c4B8,c5B8)、(c1F3)、(c4D2)、(d4A8)、(h1F3,h2F3,h4F3) 高精度ヘリカル製品の鍛造は金型への負荷が高く、また、両歯面のひずみが不均一になること、 技 術 の 概 要 また、成形後の熱処理で大きなひずみが生じる。そこで、成形荷重を大幅に低減できる成形法や 変形抵抗が低く熱処理ひずみの小さい材料の開発が必要である。 製品コスト低減の要求に応えることに加え、自動車の静粛性など高付加価値の向上 経 済 社 会 的 背 景 にも繋がる高精度歯車鍛造を実現する複合プロセスの開発が望まれている。 重 要 度 緊 急 性 現在の技術レベル 到達目標の時期と レベル 目 標 設 定 の根 拠 目標に到 達 するた めの技術開発内容 例 波 及 効 果 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 備 考 ◎ 製品の高強度化・高精度化・歩留まりの向上が可能となり、省資源・環 境改善に大きく貢献する。 ① 新興国含め鍛造業界がグローバル化する中、世界の鍛造技術をリードし てきた日本の鍛造技術の優位性を維持・発展するために、最先端の実用 的なヘリカル歯車鍛造技術の開発が必要である。 ヘリカル歯車では鍛造加工時の精度・金型の短寿命・熱処理による変形などの問題があり、一部 の小径歯車や操舵用ピニオン歯車を除き、 大半のヘリカル歯車の鍛造化が進んでいないのが現状 である。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年 後) 遊星歯車(小 歯筋方向誤差 30μm 25μm 20μm 15μm 物) (測定長さ:20mm) 歯形誤差 15μm 13μm 12μm 10μm ミッション 歯筋方向誤差 40μm 30μm 25μm 20μm 歯車(大物) (測定長さ:20mm) 歯形誤差 25μm 20μm 15μm 10μm ・ 歯車用の材料として鍛造後のひずみを小さくすることを目的とした結晶粒の粗大防止鋼など の研究が進んでいる。 ・金型材料・潤滑・表面被膜処理の研究が活発であり、型寿命の向上が期待できる。 ・複雑な位置制御や圧力制御が可能なサーボプレスの開発が進んでいる。 ・閉塞、分流法、背圧付加を利用した鍛造技術の開発 ・低変形抵抗材料の開発 ・鍛造後のひずみの最小化を目的とした材料の開発 ・熱処理ひずみを最小化する鍛造・熱処理プロセスの開発 ・鍛造、熱処理、ミクロ組織予測解析技術の融合による総合的な設計支援お よび製品評価技術の開発 ・歯の補正技術を含めた鍛造条件のデータベースの開発 ・高精度鍛造ヘリカル歯車部品の適用領域拡大が期待できる。また、鍛造化 による品質向上(高強度化・疲労寿命向上)、コスト低減効果も期待できる。 ・本技術はヘリカル以外の鍛造歯車部品全般に応用できるため、高精度ネッ トシェイプ鍛造分野において全体的な技術レベル向上も期待できる。 海外は、平歯車の一部が鍛造できているだけで、ヘリカル歯車の開発が進ん でいない。 日本国内は、新たな鋼種の開発、低歪みの浸炭焼入れ方法、サーボプレスと いった特殊な鍛圧装置、CAE を活用した材質予測技術が開発されつつあるの で、その技術と複合プロセスにより、国際的に競争力は増すと考えられる。 Ⅲ④「ネットシェイプ鍛造品の高精度化に向けてのシステム開発」の開発促 進に貢献する。 技術指針の関連項目 * 2 (3)①ア、(6)①③ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 119 分野名:鍛造技術 テーマ番号:Ⅰ⑫ テーマ名(小項目) 関連マトリクス分野 軽量化(板・中空・薄肉)鍛造 a1A6(b5) エネルギ削減のための軽量化が要求されている。軽量化には薄肉化、中空化であ るが、その鍛造技術の開発が望まれる。また、素材に板材を用いることにより薄肉化 技 術 の 概 要 が容易になるが、その応用範囲を広げることも期待される。異方性のない板料の開 発も必要である。 自動車の省エネルギのために軽量化が重要であるが、質量の大きい塊状の部 経 済 社 会 的 背 景 材を板材、中空材、薄肉材などで構造的に軽量化する必要性は大きい。 重 要 度 緊 急 性 ◎ 省資源、省エネルギに関連し、日本の技術競争力優位の技術で、共通基 盤性、ブレイクスルー技術性、市場のインパクトがあるが、基礎技術の 開発が必要である最重要技術である。 ② 現在、内外で新しい各種の軽量化鍛造方法が開発されており、ある程度 の緊急性が要求される。 板材・中空材・薄肉化鍛造品が最近行われるようになったが、未だ実績は少なく、 現在の技術レベル 技術としてはまだ初期段階と見られる。 要素項目 板鍛造 到達目標の時期と 中空鍛造 レベル 短期 中期 長期 (2 年後) (5 年後) (10 年後) CVT ピストン トランスミッシ ターボ用ハウジ コンロッド ョンキャリア ング トランスミッシ クランクシャフ ョンギヤ ト 現状 薄肉鍛造 等方性板材 目 標 設 定 の根 拠 トランスミッシ 厚板材のインラ ョンシャフト イン焼準 現在の進捗状況、自動車の軽量化進展 目標に到 達 するた 鍛造で板厚を 2 倍にする技術 めの技術開発内容 フランジや歯車と中空軸の鍛造による接合 圧延方向強度と直角方向強度の比が 1 に近い鍛造用板材 例 波 及 効 果 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 高強度鋼材を用いて構造的に軽量化する技術はコスト的に最も可能性が大き く、波及効果は大きい。 ドイツで一部取り組みが始まっているが、日本が先行している。 材料技術、サーボプレスなど日本の得意技術を駆使して技術開発を行うと優 位性が保てると見られる。 Ⅱ④「インテリジェント鍛造プロセス」との連携が必要。 備 考 技術指針の関連項目 * 2 (2)③④ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 120 分野名:鍛造技術 テーマ番号:Ⅰ⑮ テーマ名(小項目) 関連マトリクス分野 材料ロスの少ない高精度美肌材料切断法 b4A1 変形の少ないシャー切断(ex 青熱脆性域利用)、高速度で切粉が極小(刃厚み 技 術 の 概 要 0.5mm 以下)となる鋸切断またはプラズマやレーザ等の技術を組み合わせた 複合的な切断機の開発。 鍛造品のネットシェイプ化が進むにつれてビレット素材の切断寸法精度・切 経 済 社 会 的 背 景 断面精度の向上が重要視されている。また切断プロセスのインライン化のた めに設備のコンパクト化も急務だ。 重 要 度 緊 急 性 ◎ 切断面の精度向上は新加工方法開発・製品高度化の促進に大きく寄与し、 省資源効果も大きいために重要度は高い。 ② 切断時の材料ロスを最小にする改良は省資源効果を早く具現化させるた めにも早期の対応が望まれる。 切断機ではワレ・傷の発生、鋸切断機では材料ロスの問題がある。またプラ 現在の技術レベル ズマ・レーザ等の切断方式やアグレッシブジェット式切断方式の中空材料切 断等への基礎研究開発が展開できていない。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 切断面粗さ ~(シャー切断) ~(シャー切断) ~(シャー切断) 100S(シャー切 到達目標の時期と 20S(鋸) 15S(鋸) 10S(鋸) 断) レベル 10S 以下(鋸) 切断ロス幅 重量誤差 目 標 設 定 の根 拠 2.6mm(鋸) ±0.15% 2.2mm(鋸) ±0.1% 1.5mm(鋸) ±0.1% 1.0mm(鋸) ±0.05% 切断面粗さ改善はシャー切断、鋸切断において機械加工レベルを目指す精度 目標とする。切断による材料ロスはノコ切断において顕著である。 ・青熱脆性域利用等の切断条件最適解探求の基礎研究(シャー切断) 目標に到 達 するた ・切断ノコ刃の極薄化を可能にする切断刃材料・形状の開発(鋸切断) めの技術開発内容 ・切断面品質の劣化を防いだプラズマ・レーザによる加工工法の開発 ・切断機のインライン化を可能にする設備のコンパクト化技術 例 ・中空材料の変形を極小にした切断工法の開発 果 切断材の精度向上は鍛造品のネットシェイプ化が更に促進され高精度鍛造が 可能になると思われる。また切断ロス低減による省資源効果は大きい。 海 外 の取 組 状 況 ・ 技術レベル 切断材料の切断面粗さ向上の取組は少なく、材料の切断ロスが課題となって いる。またシャー切断、鋸切断以外の切断技術開発は日本が先行している。 国際的優位性の 予測 新たな複合的切断技術の開発においては、基礎技術・NC 制御技術共に日本 が先行しており、設備開発で優位に立てると予測する。 波 備 及 効 考 技術指針の関連項目 * 2 (3)①イ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 121 分野名:鍛造技術 テーマ番号:Ⅰ⑱ テーマ名(小項目) 関連マトリクス分野 燃料電池、電気自動車部品用鍛造品 h5A 燃料電池車、電気自動車には鍛造品の設定がなく、エンジン用鍛造品が不要 技 術 の 概 要 になるために、モータからホイールまでの駆動部品の強度向上、軽量化など による鍛造品の付加価値向上が急務となる。 化石燃料の枯渇を見越して燃料電池車・電気自動車普及への期待が年々強ま 経 済 社 会 的 背 景 り、実現化一歩手前まで来ている。 重 要 度 緊 急 性 ◎ 社会的要請/制約(省エネ、温暖化ガス削減)に対応する自動車の性能向上 や、また鍛造品の量確保の意味でも重要度は高い。 ① 燃料電池車、電気自動車の駆動部品開発において早期に鍛造品の優れた 強度面・コスト面での利点をアピールする必要がある。 冷間鍛造において板材料の鍛造や、中空化鍛造が一部実用化されてきた。 現在の技術レベル 複合流動制御ネットシェイプ鍛造のようなアプローチも盛んである。 到達目標の時期と レベル 要素項目 現状 複合鍛造 一部実用化 (フランジカップ 等) 半溶融鍛造 目 標 設 定 の根 拠 研究段階 短期 (2 年後) 新部品設定 中期 (5 年後) 量産技術開発 実用化 新部品設定 長期 (10 年後) 量産化 量産化 電動自動車は現在、開発途上であるため具体的なターゲットを定めにくく、 軽量化の視点から部品開発への支援を行う。 ・軽量化のための板材料鍛造や中空化鍛造などの工法の開発 ・板成型と鍛造の複合化技術(バーリング成形と増肉成形など)の開発 目標に到 達 するた ・(燃料電池用水素ボンベや水素貯蔵合金を利用した容器は 300 気圧以上の めの技術開発内容 高圧で計画されており、増肉を伴う複合成形が必要) 例 ・Al 等の半溶融鍛造による難加工品や複雑形状品への工法開発 ・モータの高効率化のためにはモータコア材にも高い降伏強度が求められそ の新素材に最適な鍛造工法の開発 果 新技術による鍛造品の付加価値向上が可能になれば、素形材分野における鍛 造加工の適応範囲の拡大に繋がり、大きな効果が見込まれる。 海 外 の取 組 状 況 ・ 技術レベル ハイブリッド車をはじめ燃料電池車、電気自動車の量産化への技術開発では 日本が先行しており、鍛造部品への取組も先行する事が出来る。また中核技 術の冷間加工技術やプレスのサーボ化では大きく日本が先行している。 国際的優位性の 予測 車両用動力が内燃機関から電動機へ移り変わる初期開発期間に鍛造品分野に おいて先行できれば、国際的にも大いに優勢になると予測する。 波 備 及 効 考 技術指針の関連項目 * 2 (6)③ 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 122 分野名:鍛造技術 テーマ番号:Ⅱ① テーマ名(小項目) 関連マトリクス分野 鍛造金型の寿命予測評価システム(データベース含む) c1B8、(c1B7、c1C2、c1F3) 金型の寿命要因である、摩耗や割れの発現時期と量を予測するシステムを構 技 術 の 概 要 築し、製品設計・工程設計にフィードバックして金型寿命の安定化を実現す る。 近年、顧客ニーズや価値観の多様化により幅広い商品をタイムリーに提供す 経 済 社 会 的 背 景 ることが求められている。また地球環境にやさしいもの造りの重要性も高ま っており、金型寿命向上に貢献できる技術の確立が重要である。 重 要 度 緊 急 性 ◎ タイムリーな商品提供に不可欠な効率化技術であり、システムの適用範 囲も広く実現した場合の効果は非常に大きい。 ② グローバル化や原材料費急騰の背景を受け、少ない試作数量で安定した 技術確立が急務となっている。 型割れについては型材が充実しており高い予測精度を確保できている。 現在の技術レベル 一方摩耗については大物~小物鍛造の代表部品にて金型の摩耗量を算出でき るレベルであり、相対的な摩耗量の比較のみが可能なレベル。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 予測精度 予測誤差 30% 適用範囲 異形 部品(クラ 到達目標の時期と (摩耗量) レベル ンク・ベベルギ 誤差 20% ← 誤差 10% 誤差 5%以下 異形精密部品 超精 密部 品(電 (T/M ギヤ) 子部品など) ヤ) 目 標 設 定 の根 拠 予測精度向上により、より短期間での製造プロセスの造り込みが可能になり、 適用部品の範囲を拡大させることにより、一層の技術進歩が期待される。 1)金型材料熱軟化特性 目標に到 達 するた 2)金型材料の高温時の SN 線図 めの技術開発内容 3)表面処理の熱軟化特性 例 4)熱伝達係数の DB 化 果 金型を使用する上でニーズのある技術であり、試作短納期化や型品質安定化 に不可欠な技術である。また鍛造、プレス、焼結など幅広く適用できる。 海 外 の取 組 状 況 ・ 技術レベル ドイツで一部取組みが始まっているが日本が特にデータベース(材料、熱伝達 係数)で先行している 国際的優位性の 予測 型材、熱伝達係数データの構築により精度の高い予測が可能となる。日本で はそうした機関が多く存在しその活用により優位性を確保できる。 Ⅰ-3と密接な関係があるテーマで、新プロセス開発において是非とも取り 入れたい支援技術である。 波 備 及 効 考 技術指針の関連項目 * 2 (4)② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 123 分野名:鍛造技術 テーマ番号:Ⅱ② テーマ名(小項目) 関連マトリクス分野 鍛造工程エキスパートシステムによる工程設計 c1F5、(c1B7、c1C2、C1C1、c1E1、c1F5) 過去の技術知識を蓄え、製品パラメータ変更による工程作成機能、新規工程 技 術 の 概 要 の提案機能、技術者ミスを知らせる機能などを持つ鍛造工程設計技術者を支 援するシステムの構築。 近年、顧客ニーズや価値観の多様化により幅広い商品をタイムリーに提供す 経 済 社 会 的 背 景 ることが求められている。また地球環境にやさしいもの造りの重要性も高ま っており、試作短納期化に貢献できる技術の確立が重要である。 ◎ 重 要 度 緊 急 性 ② タイムリーな商品提供に不可欠な効率化技術であること、また過去の技 術を捨てることなく蓄積することによる開発ポテンシャル向上の効果は 非常に大きい。 グローバル化や原材料費急騰の背景を受け、少ない試作数量で短期間に 安定した技術確立が急務となっている。 一部でシステムを構築している情報はあるが、鍛造工程のような複数の成形 現在の技術レベル 工程への適用で効果をあげた事例はほとんど報告されておらず、技術的には 初期段階であると推定される。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) システム化率 到達目標の時期と 適用範囲 レベル 一部部品のみ ↑ 設計期間 達成レベル 目 標 設 定 の根 拠 10%適用 50%適用 80%適用 冷鍛部品 冷鍛部品 熱鍛部品 現状比 2/3 現状比 1/2 現状比 1/10 若手技術者並 中堅技術者並 - 鍛造工程設計を、短期間で精度よく造りこむシステムを確立することにより、 開発期間の短縮や技術者の育成・底上げに貢献できると期待される。 目標に到 達 するた 1)過去の知見データベース構築 めの技術開発内容 2)工程設計の数値化と標準化 例 3)データベースからの検索アルゴリズム&システム 新商品を検討する際の試作短納期化、低コスト化に貢献する。 波 及 効 果 プレス分野へも適用できる。 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 備 過去の知見データベースの構築は欧州が大幅に先行している。但し、そこか らエキスパートシステムとして活用されている事例はほとんど紹介されてい ない。 過去の知見からの最適な工程設計は、すなわちコスト競争力のあるライン設 計に繋がる。日本が得意とする現場データからの良品条件を織込むことで使 えるシステム構築すれば優位性を確保できる。 考 技術指針の関連項目 * 2 (1)②、(2)①イ、(3)①ア、(4)②、(5)②、(6)①② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 124 分野名:鍛造技術 テーマ番号:Ⅱ④ テーマ名(小項目) 関連マトリクス分野 インテリジェント鍛造プロセス h4A1、(h4B7、h4F4) 鍛造品の高精度化と低コスト化に必要な条件として、素材温度・金型温度制御、そ 技 術 の 概 要 して金型冷却と潤滑条件の確立がある。これら要素を一元化したインテリジェントな 鍛造プロセス制御システムを構築する。 製造時の各種条件の安定化制御は鍛造品の精度や品質を左右するため重要であ 経 済 社 会 的 背 景 るが、熟練者の経験に依存する部分もまだまだ多く、体系化が遅れている。 重 要 度 緊 急 性 ◎ 複合的に影響を及ぼす各種の条件を的確に把握し、加工状態が一定となるよ うに制御することにより、寸法ばらつきの低減や品質向上、ネットシェイプ化推 進が期待できる。 ① 新興国に対して日本の鍛造産業が今後とも国際的競争力を維持するために は,高精度化・高品質化・低コスト化を推進して差別化を図ってゆく必要があ る。 素材温度など、計測制御により条件の一定化が図られている要素もあるが、 現在の技術レベル 金型温度や潤滑条件の制御は人手に頼った部分がまだまだ多く、一元管理可 能なシステムを構築するまでには至っていない。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 製品品質 厚さ精度 厚さ精度 厚さ精度 厚さ精度 到達目標の時期と (精度) 0.5mm 0.2mm 0.1mm 0.05mm レベル 部品適用範囲 鍛造品全般 異形部品 異形精密部品 超精密部品 (クランクシャフ (ギヤ部品) (電子部品な ト) ど) 目 標 設 定 の根 拠 製造条件と製品品質のデータ一管理と制御により、製品品質(特に寸法精度)向上 とネットシェイプ化推進に寄与できる。 目標に到 達 するた 1)潤滑皮膜厚さや金型温度等の重要な要素を悪条件下で計測する技術 めの技術開発内容 2)各要素を安定して制御するロバスト制御技術 例 3)金型温度と潤滑皮膜など交互作用のある複数の要素を統合制御する技術 海 外 の取 組 状 況 ・ 技術レベル 熟練作業者の不足しがちな昨今の状況に対応できる。 海外への生産拠点進出時にも安定した生産が期待できる。 プレス・粉末冶金の分野にも応用できる。 鍛造製品の寸法や品質の数値管理はしっかりしているが、製造条件の制御技 術に関しては、国内と同じ乃至やや低いレベルと思われる。 国際的優位性の 予測 この取り組みにより、高精度化や低コスト化が実現されると国際的競争力が 高まる。 波 備 及 効 果 考 技術指針の関連項目 * 2 (2)③、(3)①イ、(4)②④、(5)② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 125 分野名:鍛造技術 テーマ番号:Ⅱ⑦ テーマ名(小項目) 関連マトリクス分野 設計データの即時製品化 h5C1 IT 技術を活用して、製品設計データを製造プロセス設計、金型設計・製作へ展開 技 術 の 概 要 し、工程設計期間や金型製作期間の短縮を図り、超短納期での製品化を実現す る。 顧客ニーズの多様化、製品ライフサイクルの短期化が進んでおり、魅力ある新製品 経 済 社 会 的 背 景 をタイムリーに市場に供給するため、開発リードタイム短縮は重要になっている。 ◎ 重 要 度 緊 急 性 ① 経済・企業のグローバル化が進展している中で、様々なニーズに対応した製 品開発が必要になっており、短期間での新製品開発が益々重要になってい る。 世界的な競争を勝ち抜くためには、IT 技術を駆使して、急速なグローバル化、 顧客ニーズの変化、環境・安全などに迅速に対応する必要がある。 クランクやコンロッドなどの異形部品では、3 次元 CAD を活用した製品・工程設計を 実施し、型製作(CAM)にデータ活用される様になってきているが、CAE や CAT の 現在の技術レベル 活用例は少ない。また、ギヤ&シャフトなどの軸対称部品では 3 次元設計そのもの の活用が遅れている。 要素項目 現状 短期 中期 長期 (2 年後) (5 年後) (10 年後) 各要素適用範 異形部品(クラ 囲 ンクシャフト) 異形部品 異形精密部品 到達目標の時期と CAD/CAM (T/M ギヤ) レベル CAE 異形部品 異形精密部品 CAT 異形精密部品 現状比 2/3 リードタイム 現状比 1/2 現状比 1/10 デジタルツールを活用し、その完成度と適用範囲を拡大することにより、製品設計 目 標 設 定 の 根 拠 から量産時の製品品質保証までのリードタイムを画期的に短縮できることが期待さ れる。 1)設計の標準化(雛型モデル化) 目標に到 達 するた 2)CAE/CAT 精度向上 めの技術開発内容 3)CAE/CAT 時間短縮(計算速度向上) 例 4)CAE データベース化(境界条件等、実際の現象のデータベース化) 開発リードタイム短縮は、魅力ある製品をタイムリーに供給出来る様になる。 波 及 効 果 開発の効率化・工数削減に繋がる。 鋳造・プレス・粉末冶金の各分野にも応用できる。 3 次元 CAD の活用は、従来から仕事に仕組みが、設計トップダウンであった欧米を 海 外 の取 組 状 況 ・ 中心とした海外が先行。また、CAE の最先端分野もソフト開発を中心に海外が先 技術レベル 行している。 IT 技術開発、例えば CAE 精度向上は、IT だけでなく実際の現象を把握して、 国際的優位性の CAE に返すデータベース化が重要。日本の得意分野である IT と現地現物データ 予測 を有機的に結びつける事で優位性は保てると考える。 本テーマは、ニーズとしては鋳造・プレス・粉末冶金の各分科会共通であると思わ 備 考 れる。 技術指針の関連項目 * 2 (1)②③ア、(3)①ア③、(4)②④、(5)②、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 126 分野名:鍛造技術 テーマ番号:Ⅲ① テーマ名(小項目) 関連マトリクス分野 高熱効率の加熱・鍛造システム f1D1(D4)、f2D1(D5)、f3D1、f4D1(D4)、f5D1 熱間鍛造成形におけるエネルギ消費の大半を占める加熱システムには、省エネ・ 技 術 の 概 要 温暖化ガス削減の見地から、更なる高熱効率化やシステム効率の向上が望まれて いる。 鍛造で使用するエネルギは熱エネルギが最大である。高熱効率の加熱・鍛造 経 済 社 会 的 背 景 システムを開発して確立することはコスト及び技術面での競争力強化に寄与 する。 重 要 度 緊 急 性 ◎ 熱間鍛造では環境面及び製造技術面で高効率の加熱・鍛造システムの開 発を行うことは極めて重要な問題である。 ② 加熱装置の省エネルギの取組は従来からなされていた。これに環境面を 加え、鍛造をスルーで考えたシステム開発は緊急を要する。 加熱炉の熱効率は重油炉、ガス炉で 30%程度、誘導加熱炉で 55~60%程度、 抵抗加熱(軸通加熱)で 80%程度の熱効率が一般的なレベル。今後は加熱源と 現在の技術レベル 使用エネルギの熱効率も考慮した環境に優しい加熱装置の開発が必要とな る。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 到達目標の時期と 熱効率 レベル 誘導加熱炉 55% 65% 70% 80% ガス炉 30% 40% 50% 60% 現状、種々の省エネルギ型の誘導加熱炉が提案されている。開発目標が 80% 以上であり、これを基準とした。ガス炉に関しては設備を小型化することで 目 標 設 定 の根 拠 この目標値とした。抵抗加熱(軸通抵抗加熱は応用展開の拡大のため目標設定 からは除外した。 ・誘導加熱炉、ガス炉いずれも小型で高い熱効率を有する装置開発が必須で ある。 目標に到 達 するた ・加熱装置と成形工程をシステムとしてとらえ加熱と鍛造の同期生産を実施 めの技術開発内容 していく 例 開発が必要である。抵抗加熱は熱効率の優位性を生かした適用製品拡大展 開の実施 現状レベルの熱効率を誘導加熱炉で 15%、ガス炉で 30%の高効率化を目標と 波 及 効 果 した。これを根拠に鍛造生産量を年間 200 万トンで換算すると、前者で 2,200 万 L/年、後者で 6,600 万 L/年の石油エネルギの節約となりその効果は大きい。 海 外 の取 組 状 況 ・ 技術レベル 世界的に省エネルギと環境問題が取り組まれており、ユーロ圏で熱心な研究 が見られる。加熱炉の熱効率レベルは我が国とほぼ同等である。 国際的優位性の 予測 誘導加熱方式について、国際優位性は出しにくい。しかし、天然ガスを利用 する方法では「天然ガス複合発電技術」に見られるように我が国の国際優位 性を発揮可能である。 備 考 技術指針の関連項目 * 2 (3)⑤、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 127 分野名:鍛造技術 テーマ番号:Ⅲ② テーマ名(小項目) 関連マトリクス分野 金型寿命の向上 c4B1 金型の早期破損や、それに伴う鍛造設備の稼働率低下によるコストアップや エネルギの損失につながっている。金型の寿命を延長するために新しい型材 技 術 の 概 要 の開発はもとより、熱処理、加工方法、表面処理技術の開発と共に材料の歪 速度依存性の特性活用や、複合鍛造による「新しいもの造り」が必要である。 型寿命の延長により部品コストの大きなウエイトを占める金型費用を低減す 経 済 社 会 的 背 景 ることは競争力の強化につながる。 重 要 度 ◎ 型寿命の延長は単に金型コストの低減だけではなく、稼働率の向上につ ながり、廃却金型の減少はエネルギ・環境問題にも有効である。 緊 急 性 ③ 従来技術の延長での改善は行われているが、材料の加工特性等を有効利 用できる新たな型材料の開発が急務である。 型材・表面処理共に既存の技術の延長上での改善はおこなわれているが、新 現在の技術レベル しい発想での新しい特性を持った型材・表面処理が必要である。 要素項目 現状 冷鍛用型材 現型寿命を 到達目標の時期と ・強度.靭性 etc 100%とする レベル 温熱間用型材 現 型 寿 命 を ・耐高温特性 100%とする ・耐加熱温度 目 標 設 定 の根 拠 現状 2~300℃ 短期 (2 年後) 中期 (5 年後) 長期 (10 年後) 150% 300% 500% 200% 500% 1000% 500℃ 800℃ - 新規型材の開発を始め、加工特性に適した型材の開発により、金型が占める コストを 1/5~1/10 にするため寿命の目標を 500~1000%とした。 冷・温間鍛造:製品精度の向上のため高強度・高靭性・高ヤング率特性をも 目標に到 達 するた った超硬型材の開発が必要である。 めの技術開発内容 温・熱間鍛造:高温特性に優れた型材、熱伝導率が限りなくゼロに近い型材・ 例 表面処理材(素材を冷やさず鍛造可能)を開発する。 波 及 効 果 海 外 の取 組 状 況 ・ 技術レベル 国際的優位性の 予測 備 考 ・ネットシェイプ化が可能になり鍛造品のトータルコストの低減が可能。 ・熱間鍛造での歪速度依存性の利用により加工荷重の大幅低減が可能。 ・複合鍛造への型材の利用により「もの造りの多様化」が可能。 ・冷間鍛造における超硬金型材、温・熱間における工具鋼ともあまり進んで いない。日本の技術を参考にしている面が多い。 ・基本的な技術レベルは日本が高いため、更に優位に展開するための、次世 代の金型(寿命延長が可能な型材)の開発でも優位である。 ・Ex.熱間鍛造で、歪み速度依存性を利用するための型材の開発の優位性あり。 ・テーマ番号Ⅰ⑥では従来の延長線上での型材の改良を目指すが、本テーマ は新加工ソフトの開発と、その加工に最適な特性を有する型材を開発する。 技術指針の関連項目 * 2 (1)①、(3)②、(5)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 128 分野名:鍛造技術 テーマ番号:Ⅲ③ テーマ名(小項目) 関連マトリクス分野 鍛造ばりレス化 a1B2、 c4B2、c5B2、i1B2 原材料からスクラップなしで製品が出るのが理想である。素材取り、鍛造、 技 術 の 概 要 後加工においてスクラップをいかに少なくするかが問われる。本技術は、熱 間閉塞鍛造により複雑形状の部品を密閉化するものである。 BRICS に代表される新興国の工業製品の急激な増加に伴い、エネルギ、原材 料費の高騰が大きな社会的問題になっている。鍛造における材料歩留りを向 経済社会的背景 上させると使用材料費が大幅に削減でき、単に企業の収益への貢献だけでな く社会的ニーズへの大きな貢献となる。 ◎ 現在熱間鍛造では、対象部品が複雑形状のものが多く、ばり出し鍛造の 重 要 度 ものが多い。これらの複雑部品のばりレス化が実施できれば資源削減に 大きな貢献ができる。 ① 社会的背景にも述べたが、原材料費高騰は沈静化するより今後益々進ん 緊 急 性 でいくことが予想され、材料歩留り向上は急務である。 現在投影形状が円形の軸対称品、あるいはそれに近いものはすでに 100%歩 留りで生産されている例が多い。複雑な投影面積形状のものはほとんどばり 現在の技術レベル 出し鍛造で生産されている。これに対し、いくつかの技術提案がされている が大量生産に結びついていない。 要素項目 現状 短期 中期 長期 (2 年後) (5 年後) (10 年後) 到達目標の時期と 熱間鍛造品の 現在のばり量 90% 80% 50% レベル 平均歩留り向 を 100%とす る。 上 熱間鍛造品の材料歩留りは、密閉鍛造の適用は向上しているものの、同時に 円形投影形状のものが冷間鍛造に移行しているため長い間にほとんど向上し 目 標 設 定 の根 拠 ていないのが実情である。半減という大きな目標を設定することにより大き な技術革新を開発して対応しようというものである。 目標に到 達 するた すでにドイツなどでクランクシャフトの密閉鍛造のフィジビリティスタディ めの技術開発内容 が始まっている。丸棒形状から、閉塞鍛造を用いて部分的に増肉部分を成形 して、密閉のまま多工程で低荷重で成形する方法を開発する。 例 変形能の高い材料開発、新しい潤滑剤、専用の多軸プレスの開発など鍛造の 周辺技術の開発が促進される。 波 及 効 果 原材料削減に伴い、材料加熱費の低減、合金鋼のレアメタル削減などの大き な波及効果が見込まれる。 ドイツなどでのフィジビリティスタディが先行しているが、他国での取り組 海 外 の取 組 状 況 ・ みの報告は特にない。* 技術レベル 国際的優位性の 予測 備 考 産官学で取り組むと、材料、設備、潤滑剤、表面コーティング技術など鍛造 周辺技術の高さにより国際的優位性は高いと思われる。本件が実現できた場 合は、周辺技術の整ってない国に対し大きな優位性をもつことになることが 予測される。 Ⅰ-3「熱間鍛造用新工具材料の開発」Ⅰ-4「高機能金型表面皮膜処理技 術」が必要技術となる。 *参考文献:Foerster ら:”Flashless precision forging of flat long pieces” Proc. of the 4th ISPF, (2006)117-122) 技術指針の関連項目 * 2 (1)③ア、(3)①イ④、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 129 分野名:鍛造技術 テーマ番号:Ⅲ④ テーマ名(小項目) 関連マトリクス分野 技 術 の 概 要 経済社会的背景 重 要 度 緊 急 性 ネットシェイプ鍛造品の高精度化に向けてのシステム開発 a1A1、a1B3、a1D1、b4B2、b4B2、c6B8、d2F3、g4A1、h2A1、h2A1、i6A1 省資源、省エネルギのため後加工なく最終製品形状(ネットシェイプ)は熱処 理時の歪が大きく数十~百μm である。市場拡大のためには数μm 精度の高 品位化が必要であり、CAE を活用したシミュレーション技術と周辺技術の協 業のもの作りが必要である。 熱間鍛造、冷間鍛造等の複合鍛造品の鍛造直後の精度は 10~20μm である。 その後の加工で精度が悪化、この為、材料の成分精度、鍛造加工の見直し、 熱処理の歪予想そして金型精度と寿命予測が高精度化の考えと思う。 ◎ ネットシェイプ鍛造の高精度化には材料の低歪化の為成分の均一化等と 鍛造条件の安定化はもとより熱処理の歪予測、金型加工精度の大幅向上 と金型寿命の変化予測が必要である。 ➀ 日本が今後とも技術優位性を維持するためには、現状の課題の抽出と開 発、そして周辺技術の協業によるシステム作りが欠かせない。 鍛造工程の高精度化に関する技術、手法等は進んでいる。しかし、鋼材成分 現在の技術レベル の均一化、熱処理歪の定量化、そして金型寿命の変位予測は定量的に評価で きる状況ではない。 要素項目 現状 短期 中期 長期 (2 年後) (5 年後) (10 年後) ネ ッ ト シ ェ イ 大きく精度変 鍛造工程の見 金型精度、寿 材 料 成 分 、 到達目標の時期と プ 高 精 度 化 の 化を起す熱処 直し、鍛造品 命の変位予測 鍛 造 条 件 、 た め の 改 善 策 理歪、金型寿 形状と熱処理 で鍛造品との 金 型 精 度 と レベル 寿命変位の 命 は 経 験 値 歪の要因確立 確立 の提案 最適化 10~30μm 30~60μm 50~100μm 5~8μm 市場の大きい複合鍛造のネットシェイプ化は経験から成長してきたが、より 目 標 設 定 の 根 拠 高精度化のためには、高度化してきている CAE 技術により、経験的技術を 入れ、日本の強い協業力を活用する。 ・鍛造、熱処理はもとより材料の経験ノウハウを CAE 技術に取り込みそし 目標に到 達 するた て低歪材の開発等でネットシェイプの精度向上 めの技術開発内容 ・熱処理歪に関しては材料、鍛造形状を取り入れ、より定量的な把握の技術 確立 例 ・金型の寿命予測の為、データベースの蓄積と CAE の確立 現在、日本が優位に立っているネットシェイプ鍛造技術を定量的に確立する 波 及 効 果 ことにより市場の拡大と省資源、省エネルギが達成できる。またこれにより、 鍛造品のコスト低減が可能となる。 経験的技術を活用して、ネットシェイプ鍛造品での国際的な地位の確立は現 海 外 の取 組 状 況 ・ 在では有しているが、ドイツを主体に大学と業界が共同で技術開発を進めて おり又、東南アジアでは日本の技術指導で現状の品質レベルのネットシェイ 技術レベル プ鍛造品もサンプル出荷されてきている。 周辺技術の協業によりネットシェイプ高精度化技術が確立されれば国際的な 国際的優位性の る技術優位性は安定的となり、省資源、省エネルギが進み市場拡大が期待で 予測 きる。 備 考 技術指針の関連項目 * 2 (1)①、(2)②、(3)①ア④、(5)①② 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 130 分野名:鍛造技術 テーマ番号:Ⅲ⑤ テーマ名(小項目) 関連マトリクス分野 非鉄材料リサイクル技術の高度化 a2B4(D3) 鍛造ばりなどを有効に再利用するため、レオキャスティング法などの鋳造と塑性加 技 術 の 概 要 工との融合したような成形システムの開発を行う。 鍛造工場内で発生するスクラップを有効活用する方法は省資源、環境対策か 経 済 社 会 的 背 景 ら考えて有効である。また、経済的視点からも競争力アップに寄与するもの と期待できる。 ◎ 熱間鍛造のスクラップは素材投入の 3~4 割発生する。これを有効活用 重 要 度 することは省エネルギの原点であり、重要な技術開発である。 ② 緊 急 性 非鉄材料(Al、Mg)の鍛造は素材費が高価であり、コスト低減あるいは省 エネルギの観点から緊急性は高い。近年海外生産の傾向があるが、本技 術開発により特殊合金への対応が海外でも可能になる。 Al では連鋳細径棒が採用されるようになり、既に一部実施されている。また、 現在の技術レベル 特殊合金(高けい素 Al-Si 系合金、A6061 系合金)も製造され、世界的に見て も高い技術レベルを有している。Mg は未実施。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 到達目標の時期と スクラップ 利用率 3~10% 15% 30% 40% レベル 装置の小型化 5 トン 1 トン 0.5 トン 0.3 トン (鋳造量) 自社で発生するスクラップを有効活用することが前提であり現状数値を参考 にして決めた。また装置の小型化は技術普及の指針であり、鍛造現場で利用 目 標 設 定 の根 拠 可能な小回りの効く機械とした。最終的には鍛造機と素材製造装置の一体化 を目標とする。 ・スクラップを有効活用するには、溶湯の清浄化が重要であり、溶湯処理技 術の開発が必要である。 目標に到 達 するた ・スクラップを溶かし、溶融した金属を鋳造して鍛造素材とする。このため めの技術開発内容 鋳造法の技術確立が必要となる。(現状技術の横展開は可能) 例 ・設備費の低廉化と省エネルギ溶解技術がポイントであり、小型の設備開発 が必要。 果 運送コストの低減ができ、必要最小限の熱エネルギで鍛造素材が製造可能に なる。 このため低コスト化が達成でき、在庫負担軽減など効果は大きい。 海 外 の取 組 状 況 ・ 技術レベル 海外の鍛造メーカでは素材の溶解・鋳造・鍛造を一貫化する取組はなされて いない。海外では素材メーカは素材、鍛造メーカは鍛造と特化し各々が独立 している。 国際的優位性の 予測 本技術は溶解・鋳造技術と鍛造の融合・複合化である。この様な技術開発は 海外では見られず、テーマも奇抜性があり、国際的優位性を確立できる。 波 備 及 効 考 技術指針の関連項目 * 2 (3)④、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 131 分野名:鍛造技術 テーマ番号:Ⅲ⑨ テーマ名(小項目) 関連マトリクス分野 低騒音低振動のための鍛造プロセスの開発 d4D6、d4D7 発生した振動と騒音を低減するためアクティブノイズ、アクティブバイブレ 技 術 の 概 要 ーション技術の開発が求められている。ハード面では振動や騒音を発生させ ない設備面での技術開発が求められている。(ex.サーボプレスの開発) 作業環境の制約による工場移転の要求や、劣悪な環境で作業者の定着率の低 経 済 社 会 的 背 景 下などを無くすことにより、生産効率の改善が可能である。 重 要 度 緊 急 性 ◎ 現時点では決定的な対応が無いが、鍛造を継続可能な「もの造り産業」 とするためには不可欠な技術である。 ③ ステップを踏んだ開発が良い。ハンマー等の騒音など、著しく悪い環境 に対しては早急に対応し、その後は鍛造設備全体に対して環境改善への 展開が必要である。 防振装置、防音ボックスなどで一部対応されているが、大型設備ではコスト 現在の技術レベル 面での負担が大きい割に効果が少なく、作業性の低下などが避けられない状 況である。 短期 中期 長期 要素項目 現状 (2 年後) (5 年後) (10 年後) 騒音 100~110dB ~90dB ~80dB ~75dB 到達目標の時期と (操作盤前面) レベル 振動 ~65dB ~63dB ~60dB ~55dB (第2種区域) 目 標 設 定 の根 拠 ハンマー関係は現在のプレス機械並を目標値に考えた。 その後は自動の機械プレスが 24 時間稼働可能なレベルを目標値とした。 アクティブバイブレーション、アクティブノイズなどの技術を開発する。 規則性のない振動・騒音に対しては、予測技術も織り込みながらサイクルの 目標に到 達 するた 初期段階で検出・作動・補正を繰り返し、低振動低騒音化を目指す。 めの技術開発内容 ハード面では、従来のメカニカルプレスをサーボ化にすることにより、クラ 例 ッチ/ブレーキを入・切りを無くして振動・騒音を低減したり、型と素材・ 型と型との衝突による振動・騒音を無くすためスライドの速度を制御する。 果 作業環境や周辺環境の問題で困っている企業は多く、他の業界への(板金プレ ス加工、鋳造、etc)波及も考えられる。 海 外 の取 組 状 況 ・ 技術レベル 現在の日本の状況と同等であり、欧米の先進国では同様のニーズが考えられ ている。 国際的優位性の 予測 環境技術の面での優位性は高まるが、コスト面での優位性については環境対 策によって後進国との間では多少マイナス面が避けられない。 波 備 及 効 考 技術指針の関連項目 * 2 (6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 132 分野名:鍛造技術 テーマ番号№:Ⅳ③ テーマ名(小項目) 関連マトリクス分野 鍛造用知能ロボットシステム b~iB7 視覚センサー等により情報(素材重量・鍛造温度・加工荷重・加工トルク・消費エネ ルギ・製品の厚み寸法・型潤滑剤の量)を収集して加工条件(プレス加工速度・アジ 技 術 の 概 要 ャスト調整・型潤滑量・素材加熱温度)などをリアルタイムに判断・制御するインテリジ ェンス機能を併せ持った熟練作業者に替わるシステムを開発し、鍛造技術の高度 化を図る。 鍛造業は、騒音・振動・暑熱・重筋労働といった厳しい労働環境などから、優秀な 経 済 社 会 的 背 景 人材の確保が容易ではない。人材を確保、定着させ、そして生産技術者、熟練技 能者として育成していく策を講じていくことが不可欠である。 ◎ 重 要 度 緊 急 性 ① 我が国の鍛造業の優位性を維持、向上させるための技術の高度化には、熟 練技術・技能のデータ化、IT 化が重要である。知能ロボットの開発とエキスパ ートの育成が我が国鍛造業の国際競争力強化のために大きな課題である。 我が国の少子化社会と産業のグローバル化が急速に進む中で、我が国の競 争力強化と新興国の追い上げへの対応が急がれている。 センシング・制御・ロボットの要素技術は活用できるレベルにある。鍛造へ 現在の技術レベル の適合性技術、個人知のデータ化などが課題である。 要素項目 センシング技 到達目標の時期と 術 レベル 制御技術 加熱温度 FB 制御技術 中期 (5 年後) 知能ロボット の開発 長期 (10 年後) 知能ロボット システムの実 用化・普及 5 軸ロボット 知能レベル 知能レベル 知能レベル 10% 50% 100% 現在開発が進められているデータ化技術開発及びセンシング技術、ロボット 技術の展開状況から目標設定ができる 知能ロボット 目 標 設 定 の根 拠 加熱温度・成 形荷重/エネ ルギ 短期 (2 年後) ワーク/金型 温度・潤滑・ 寸法 現状 目標に到 達 するた 現在のデータ化技術の進化と、 めの技術開発内容 ① 必要なセンシング要素と技術 ② 制御要素と制御技術の開発 例 ③ 鍛造用ロボットの開発 ④ 知能ロボットシステムの開発 果 鍛造現場が知能職場になることにより、業界での研究開発の促進と大学・研 究機関の革新的な研究開発が促進されると同時に、優秀な研究者が業界に排 出される。 海 外 の取 組 状 況 ・ 技術レベル 鍛造技術の先進国ドイツではロボット化の取り組みが進んでいるが、レベル の高い熟練技術・技能を持つ知能ロボット化は開発されていない。 国際的優位性の 予測 鍛造現場の知能化による鍛造技術の高度化は、国際競争力の1ランクアップ に繋がり、我が国が革新技術の発信基地となる。 波 備 及 効 考 技術指針の関連項目 * 2 (1)①、(3)③、(4)②、(5)①、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 133 分野名:鍛造技術 テーマ番号:Ⅳ⑯ テーマ名(小項目) 関連マトリクス分野 金型・鍛造設備のコンパクト化 b~iB5 小ロット、少量生産でも利益が確保できるシンプル・スリムな金型・設備・ 技 術 の 概 要 鍛造ラインを実現し、世界のどこでも同一品質の鍛造品を供給できる体制を 構築する。 自動車・土木建設機械業界のグローバル化の中で、現地生産で[Q/C/D]を満た 経 済 社 会 的 背 景 す鍛造の生産システム構築が求められている。 重 要 度 緊 急 性 ◎ 我が国の鍛造品の高い品質がユーザ産業の標準とされて、海外への工場 進出で利益を確保できる鍛造ラインの設備技術、金型技術の開発は鍛造 業の国際競争力維持、向上に不可欠である。 ① ユーザの現地生産化が加速している状況であり、我が国鍛造業界の生き 残りのための時間的余裕はない。 汎用設備活用で、最適な鍛造方案と金型・ライン設備による大量生産で最大 現在の技術レベル 効率を追求する鍛造技術 要素項目 鍛造技術 到達目標の時期と 設備技術 レベル 金型技術 ライン化技術 現状 汎用大量生産 短期 (2 年後) モデルライン 構築による要 素技術検証 設備容積 1/2 中期 (5 年後) 適用部品拡大 と要素技術開 発 設備容積 1/5 長期 (10 年後) 本格的普及 設備容積 1/10 プレス型鍛造のモデルラインの試行、検証が実施段階に入っている。 目 標 設 定 の根 拠 目標に到 達 するた コンパクト化を具現化する。 めの技術開発内容 ① 鍛造成形方案・工程技術開発 ② 鍛造設備の最適化技術開発 例 ③ 金型技術 ④ 鍛造ライン設備の最適化技術開発 果 ユーザニーズへの対応で、鍛造企業の海外進出の拡大に加えて、鍛造関連設 備メーカの技術力の幅が増大し、設備開発の促進と革新設備の創出効果が期 待できる。 海 外 の取 組 状 況 ・ 技術レベル 鍛造業において先進国のドイツは鍛造品の高度化に開発の焦点が置かれてい る。中国、インドなどの新興国は、1970 年代の我が国鍛造業拡大時期と同じ 大量生産指向であり、本コンセプトでの取り組みは行われていない。 国際的優位性の 予測 市場の変化に柔軟に対応できるコンパクトな鍛造体質は、QCD で国際的優位 性を持つと共に、革新設備、金型技術についても世界を凌駕することになる。 波 備 及 効 考 技術指針の関連項目 * 2 (3)⑤、(4)④、(6)① 3 *:「中小企業のものづくり基盤技術の高度化に関する法律」に基づく技術高度化指針(案)において「2.高度化の方向性」または「3.配慮事項」として掲げられた項目 134
© Copyright 2026 Paperzz