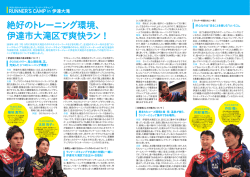
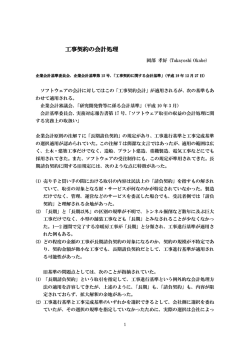
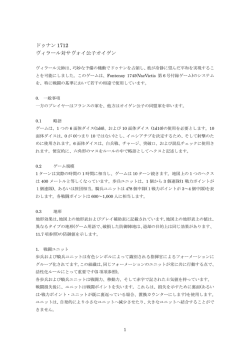
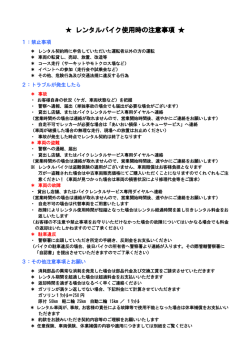
HYT-000-001K ハイトレル®の射出成形 ハイトレル®は溶融時の熱安定性および結晶化特性に優れているため、 射出成形によって種々の形状の成 形品を得ることができます。また、成形機は特殊なものを用いる必要はなく、汎用樹脂に使用されている ものをそのまま利用することができます。 しかし、ゴムとエンジニアリングプラスチックの谷間をうめる柔軟素材であるため注意を要する点もあ ります。 特に、柔らかいグレードを使用した小型の精密成形品の場合、バリや離型時の変形を少なくするための 工夫が必要となります。 この資料では、ハイトレル®を射出成形するために必要な事項“成形条件、成形装置、ペレットの取扱い 方や成形品および金型設計”についてまとめています。 東レ・デュポン株式会社 ハイトレル営業部 ハイトレル®は米国デュポン社の登録商標です。 1 内 容 Ⅰ.ハイトレル®の特性 ...................................................................... 3 1)融解挙動 ........................................................................... 3 2)溶融粘度および熱安定性 ............................................................. 3 3)結晶化特性 ......................................................................... 4 4)その他 ............................................................................. 5 Ⅱ.ハイトレル®ペレットの取扱い方 .......................................................... 5 1)乾燥 ............................................................................... 5 2)成形機の分解、清掃作業 ............................................................. 6 3)再生材の使用 ....................................................................... 6 Ⅲ.射出成形装置と操作方法 ................................................................. 7 1)シリンダ温度 ....................................................................... 9 2)金型温度 .......................................................................... 11 3)成形 .............................................................................. 11 4)射出圧力 .......................................................................... 11 5)射出速度 .......................................................................... 11 6)保圧 .............................................................................. 11 7)サイクル時間 ...................................................................... 11 8)スクリュー回転速度と背圧 .......................................................... 11 9)型締力 ............................................................................ 12 10)成形品の突き出し ................................................................. 12 11)成形収縮 ......................................................................... 12 Ⅳ.金型設計 .............................................................................. 13 1)金型材質 .......................................................................... 13 2)金型の表面仕上げ .................................................................. 13 3)金型の冷却 ........................................................................ 13 4)スプルブッシュ、ランナー、ゲートの設計 ............................................ 13 5)エア抜き .......................................................................... 15 6)アンダーカット .................................................................... 16 7)抜き勾配 .......................................................................... 16 Ⅴ.小型精密成形品の金型設計 .............................................................. 16 Ⅵ.部品設計の基本原則 .................................................................... 17 Ⅶ.トラブルシューティングの手引き ........................................................ 18 2 Ⅰ.ハイトレル®の特性 ハイトレル®で良好な射出成形品を得るためには、ポリマーの融解挙動、溶融粘度挙動、熱安定性、 結晶化挙動および変形のし易さ等の諸特性を理解する必要があります。 1)融解挙動 ハイトレル®は結晶化特性に優れているため、鋭い溶解挙動を示します。この傾向は固いグレードほ ど著しくなります。 ハイトレル®の溶解熱および室温から溶解するまでに必要な総熱量を他のポリマーと比較して表 1 に示します。 表 1 射出成形に必要な熱量 ポリマー 構 造 溶融温度 融解熱 総熱量 (℃) (kJ/kg) (kJ/kg) の種類 ハイトレル® 結晶 177~232 25~47 267~372 ポリスチレン 非晶 260 0 370 ポリアセタール 結晶 215 160~200 435~475 低密度ポリエチレン 〃 227 130 635 高密度ポリエチレン 〃 227 240 720 ナイロン66 〃 285 75-105 765-786 僅かに結晶 182~227 4.2~15.3 314~347 熱可塑性ポリウレタン 2)溶融粘度および熱安定性 ハイトレル®の溶融粘度挙動はポリブチレンテレフタレート樹脂(PBT樹脂)に似ています。 しかし、射出専用の低粘度グレード以外の一般グレードの粘度はナイロン、PBT樹脂の射出成形 グレードに比較するとやや高めであるため、 ノズル、 ランナー等はいくらか大き目に設計して下さい。 ハイトレル®溶融粘度の温度依存を図 1、ずり速度依存性を図2に示します。 ハイトレル®は溶融時の熱安定性に優れているため、通常の成形温度、滞留時間ではポリマーが分解 してガス状の副生成物を生じることは殆どありません。しかし、極端に温度を上げた場合や滞留させ た場合は熱分解によって、水を含んでいる場合は加水分解によってポリマーが分解してしまうため、 適切な温度にて、長時間の滞留は避け、必ず吸水率0.1%以下のペレットを使用して下さい。 3 図1 溶液粘度の温度依存性 図2 溶液粘度のずり速度依存性 3)結晶化特性 ハイトレル®は硬いグレードほど結晶化速度が速く、また到達結晶化度も大きい(30~40%)た め、短いサイクルで射出成形を行うことができます。ただし、柔らかいグレード、特に4057は結 晶化速度が小さいので、冷却時間を十分に考慮する必要があります。 4 4)その他 ハイトレル®の柔らかいグレードは離型時に変形し易い傾向を示します。その原因として、1)金属 との粘着力が高い、2)成形収縮率が小さい、3)弾性率が小さい、ことが挙げられます。 そのため、成形条件としてはシリンダ温度、射出圧力、金型温度の最適化および金型の突きピン径 等の検討が必要となります。 また、柔らかいグレードではバリが発生し易いため注意が必要です。スパイラル流動長さが同一に なる成形条件で成形した場合のゲート付近に発生するバリの長さを表 2 に示します。 表 2 バリの発生し易さ(スパイラル断面2x 10㎜、フロー長さ35㎜) 種類 バリ長さ(㎜) 60~72D 0.05~0.07 55D 0.10~0.15 40D 0.50~0.70 PBT 0.05 ポリアセタール 0.02 Ⅱ.ハイトレル®ペレットの取扱い方 1)乾燥 ハイトレル®は水分率が0.1%を超えると溶融時に加水分解し物性低下を引き起こしますので、必 ず、乾燥したペレットで成形して下さい。 水分率0.1%以下に乾燥したペレットも解放状態で放置すると数十分以内に水分率が0.1%以 上となるため再乾燥が必要となります。図3にハイトレル®5557の乾燥、吸水挙動を示します。 吸湿したペレットを乾燥するには、好ましくは除湿装置付きの乾燥機で 47D以下(例えば4047)の柔らかいグレード : 80~90℃ 3時間以上 55D以上(例えば5557)の硬いグレード : 90~110℃ 3時間以上 乾燥して下さい。 図3 ハイトレル®5557の乾燥、吸水曲線 5 2)成形機の分解、清掃作業 成形機を分解清掃する場合は、MI値の低い(0.25 g/10 min. 程度)の低密度ポリエチレンに置き 換えてから行って下さい。 長時間成形機を停止する場合は、シリンダ内の溶融物を排出するようにして下さい。 3)再生材の使用 ハイトレル®は十分防湿管理されていれば熱安定性が良いため、成形品、スプル、ランナー等を再利 用することができます。 再利用ペレットを作るには、軟質樹脂切断用に作られた鋭利なナイフ付きの粉砕機を使用し、成形 機のホッパー内での分級を防止するため、 粒径がバージンペレットと同程度の大きさになるようにし、 異物の混入にも注意して粉砕して下さい。また、再利用ペレットは必ず乾燥し、バージンペレットと よく混和した後に成形して下さい。 図4にハイトレル®6347再生回数と成形品MI値の関係を示します。ペレットの吸水量、シリン ダ温度、滞留時間の管理に十分注意すれば樹脂の劣化は低く抑えられます。 再生材の使用量は製品の要求特性によって各々異なりますので、要求特性を考慮して使用量を決め て下さい。なお、再生材の混和量の目安を表 3 に示します。 図4 ハイトレル®のリサイクル特性 6 表3 再生材使用量のガイドライン ハイトレル® 成形前ペレットのMI値 粉砕品のMI値 再生材利用可能量 グレード (g/10min.) (g/10min.) (%) 4057 11~15(200℃) 24 25 19 50 16 25 12 50 21 25 17 50 5557 7247 7~8 (230℃) 11~15(240℃) Ⅲ.射出成形装置と操作方法 ハイトレル®は 1 個当たり0.05g から7.3kg までの成形品が射出成形されています。成形品形 状としても複雑な形状から単純なものまで、さらには厚肉から薄肉まで成形できます。 成形機には特殊な仕様は必要なく、汎用タイプを用いることができます。 成形中のホッパー内でのペレットの吸湿を防止するためホッパードライヤーの使用をお勧めします。 スクリューは以下のものをお勧めします。 スクリューはポリエチレン用の圧縮ゾーンの長いタイプが好ましい(図5)。圧縮ゾーンが短い 急圧縮タイプのスクリューを用いた場合は、剪断発熱によりポリマー温度が制御しにくくなった り、スクリューの負荷電流が大きくなり易い。 圧縮比は約3.0~3.5の範囲のスクリューを用いる。 小型射出成形機の場合、ペレットのかみ込みを考慮して、供給ゾーンのフライト深さは5㎜以上 にする。 L/Dは18~24が好ましい。 スクリュー径(D) 40(mm) 50 60 90 上限 下限 推奨 計量部の深さ(h2) 2.1(mm) 2.5 2.7 3.2 供給部の深さ(h1) 6.7(mm) 8.0 9.2 10.3 計量部山数 圧縮部山数 供給部山数 35% 30% 50% 25% 20% 30% 30% 25% 45% 図5 漸次移行形スクリュー 7 8 ノズルは図 6 に示すような逆テーパー 型とし、ノズル洩れによる弊害がある場合 は閉鎖型ノズルを使用して下さい。 図6 逆テーパー型ノズル 1)シリンダ温度 通常、シリンダ温度はハイトレル®の融点+10℃~30℃を基準に設定します。ホッパー 下部はポリマーがスクリューに融着するのを防ぐため融点以下の温度に、またノズルは金型 による温度低下を防ぐため基準温度より約5℃位高めに設定します。代表的なハイトレル® グレードの標準的な設定温度条件の一例を表4に示します。 スクリューが過負荷になる場合は、ホッパー側の設定温度を高くし、ノズル側をやや低く 設定します。また、薄い肉厚の成形品の場合、流動性をよくするためシリンダ温度を高めに 設定することも可能です。但し、設定温度を高くすると樹脂の劣化速度が速くなりバリの発 生、成形品物性の低下の原因となりますので、高めに設定する場合は劣化に十分注意して下 さい。 厚肉の成形品の場合は、成形サイクルを短縮するためにシリンダ温度を低めに設定して下 さい。 図7に示すように、流動性はシリンダ温度によって大きく変化します。 表4 代表グレードの標準成形条件 ハイトレル®グレード 4057 4047 4767 条件 5557 7247 5557M 7247M 6347 6347M ホッパー下部 水冷 水冷 水冷 水冷 水冷 ホッパー側 160~180 180~200 190~210 200~220 210~230 中央部 170~200 190~220 210~230 220~235 225~245 ノズル側 180~210 200~230 215~240 220~245 225~250 180~210 200~230 215~240 220~245 225~250 20~50 40~60 40~60 40~60 40~70 シリンダ温度(℃) ノズル温度(℃) 金型温度(℃) 9 図7 ハイトレル®のスパイラルフローの長さ 10 2)金型温度 金型温度は流動性、成形収縮率、離型性などに影響します。ハイトレル®の標準的な金型温 度は30~60℃ですが、成形状況に応じて10~80℃まで変えることができます。一般 的に、金型温度が低いと成形収縮率が小さくなり、成形サイクルや離型性が改善され、高い と成形収縮率が大きくなり、流動性や成形品の表面光沢が改善されます。 4057、HTC2551の場合、金型温度が低すぎると成形収縮率が小さくなり型離れ が悪くなったり、成形品に透明、不透明のむらが生じることがあるので注意を要します。こ のような場合、標準的な金型温度で成形することをお勧めします。 3)成形 成形スタート時は、射出圧力、射出速度を低めに、冷却時間は長めに設定し、射出圧力を 徐々に高くし下限の充鎮圧力を決めて下さい。次いでその充鎮圧力より、30~50kg/cm2 圧力を高く設定し、成形条件の微調整を行って下さい。 4)射出圧力 射出圧力が高いとひけ、ボイドは改良されますが、成形収縮率が小さくなり離型しにくく なったり、バリが発生し易くなるので、できる限り低く設定することをお勧めします。 5)射出速度 射出速度が遅いと、射出圧力は高くなりますが、以下の長所があります。 フローラインやひけなどの成形外観不良が発生しにくい。 ガス焼けやガス逃げ不良による充鎮不足が改良される。 バリが発生しにくい。 従って、成形品肉厚約3㎜程度を基準に、それ以上の肉厚では遅く、以下では速く設定す ると良好な成形品が得られます。 6)保圧 保圧は、ゲートがシールするまで必要です。また射出圧力より極端に低くすると充鎮不足 やひけが発生し易いので注意を要します。 7)サイクル時間 サイクルは小型薄肉成形品の約10秒から大型厚肉成形品の約5分と主に成形品の肉厚に 依存します。単純な形状の厚さ2~3㎜程度の部品では30~45秒位からスタートして成 形品の外観、離型状況などを確認して最適サイクルを決めて下さい。 8)スクリュー回転速度と背圧 これらの値は、一概に決定できるものではありませんが、回転数は60rpm、背圧は10~ 60kg/cm2 を目安として下さい。スクリュー回転数と背圧は高くすると、着色、安定剤マス ターなどを添加したときの混練効果は良くなりますが、射出成形機での混練は限界がありま すので、より高い混練度が必要な場合は押出機などによる混練をお勧めします。 11 9)型締力 型締力はランナー等を含む成形品の投影面積に対し、500~1,000kg/cm2 の型締力 で十分ですが、特に、精密歯車などの小型精密成形品のバリの発生を防ぐ場合は、さらに大 きな型締力で金型の突き当てを強くする必要があります。 10)成形品の突き出し ハイトレル®の柔軟なグレードは変形し易いため注意を要します。 金型の設計に当たっては、1~2%の抜き勾配をつけ、可能な限り大径の突き出しピンを 用いるようにして下さい。また、金型面は高度に磨き上げないようにして下さい。 脂肪族アミド系や脂肪酸系の滑材をペレット重量の0.1%程度まぶして粘着防止に用い ることができますが、成形時の添加量が多いと成形後にブリードアウトを起こすことがある ので注意を要します。また、フロロカーボン型離型剤やシリコーン系離型剤を金型に塗布す れば突き出しが容易になります。コアのテフロン®コートも離型性改良効果があります。 11)成形収縮 成形収縮率は成形条件や成形品形状に依存して変化します。中でも、射出圧力、金型温度、 成形品肉厚は収縮率に著しく影響します。 代表的なグレードの成形品収縮率を表5に、射出圧力、成形品肉厚の影響の一例を図8に 示します。 表 5 ハイトレル®の成形収縮率 ハイトレル®グレード 成形収縮率(%) 4057 0.3~0.6 HTC2551,4047,4767 1.2~1.6 5557,6347,7247 1.4~1.7 図8 ハイトレル®の成形収縮性 12 Ⅳ.金型設計 ハイトレル®用金型の設計上の留意点を以下にまとめました。 1)金型材質 ハイトレル®の難燃タイプ以外のグレードは腐食性のガスを発生しませんので特殊な金型 材質は必要ではありません。しかしながら、ごく少量の試作程度の金型以外は一般に寿命(耐 久性)、耐ガラス摩耗性、加工性、仕上げ精度、バリ防止の突き当て強化などを考慮してプ レハードン鋼、工具鋼が使用されています。また、防錆目的でキャビティのメッキ処理も行 われています。 2)金型の表面仕上げ 金型キャビティ面は高度に磨き上げると樹脂とキャビティ面の密着(粘着)力が高くなり 離型しにくくなりますので、鏡面仕上げなど高度の磨き上げは避けて下さい。梨地模様、艶 消し加工面は離型性の改良効果があり、また、フローマークやひっかき傷、艶むらが目立た なくなりますので、外観が重視される成形品の場合はこれらの加工をお勧めします。 また、HTC2551や4057は高度のメッキ仕上げを行うと突き出しが困難になり易 いので、注意を要します。 3)金型の冷却 ハイトレル®は通常の成形条件で、1kg 当たり350kJ(84kcal)程度の熱の除去を必 要とします。ごく薄肉の成形品に対しては流動性をカバーするため金型温度を80℃程度ま で上げることもありますが、通常の場合は、それより低い温度で成形されています。 冷却管は一様な熱伝達を行って金型温度のむらをなくすような位置に設け、また冷却水用 のホースは十分な流量を保つため、13㎜以上の径のものを用いて下さい。 コア型の長さが直径の3倍の場合はできるだけ内部冷却を行うようにして下さい。 4)スプルブッシュ、ランナー、ゲートの設計 流れの中断を避けるため、スプル、ランナー、ゲート、キャビティへの移行部分はできる 限り流線型にして下さい。以下に留意点を示します。 a. スプルブッシュ スプルブッシュの設計が正しくないと金型への粘着が生じたり、サイクルが長くなったり することがあります。粘着防止のためには、ブッシュのテーパーを大きく取ることが重要で、 標準のブッシュ(テーパー約3°)より大きく、入口径は成形機のノズル径より0.5~1 ㎜程度大きく取るようにして下さい。スプルの引き出しは、Zピン、逆テーパーピン、ある いはオフセットアンダーカット等で行いますが、ハイトレル®はゴム的な性質を持っています ので少々大き目に設けて下さい。 b. ランナー ランナーは、溶融ポリマーの圧力損失、流動抵抗を防ぎ、多数個キャビティへの均一な充 13 鎮のためには、寸法は大きく、形状は真円が理想的です。しかし、大きすぎる寸法は材料の ロス、サイクルタイムの損失が大きくなるので好ましくありません。また真円形状は金型の 両面加工が必要になるため加工コストが高くなります。 加工コストの面では、台形、U字形状が有効です。従って、ランナーは成形品の形状、取 り数などを考慮して、流動性を損なわない範囲で小さくした寸法で、真円の次に流動抵抗が 少なく加工し易い台形形状がよく用いられます。台形にする場合、深さは最大幅のおよそ7 0~80%とし、コーナー部分には十分はRをもたせ、表面は滑らかにするがあまり磨き上 げないようにして下さい。 また、ホットランナーやランナー無しのダイレクトスプルでも成形できます。ホットラン ナーの場合は、ホットランナー中のポリマーの分解を防ぐため十分な温度制御を行い、かつ、 ランナーの固化を防ぐため十分な温度制御と熱容量を持たせるようにして下さい。 c. ゲート ハイトレル®にはダイレクト、サイド、フィルム、タブ、リング、ディスク、ビンポイント、 トンネル等の各種ゲートを使用することができます。サイド、フィルム、タブ、リング、デ ィスクはゲート付近でのフローマークや歪みを最小限に止めることができます。成形品の形 状、取り数、位置などを考慮して最適なゲートを選定して下さい。 ゲートの大きさは、良好な成形品を得るためのポイントとなります。一般に厚さが1.6 ㎜を超える成形品に対しては、ゲート厚さを成形品厚さの1/2に、1.6㎜以下の場合は、 成形品の厚さと同じにして下さい。また、ゲートランドはゲート厚さの1/2、あるいは0. 8㎜のどちらか大きな値を用いて下さい。 ピンポイントゲートのゲート径は0.5~1.2㎜、ランド長さは0.5~1㎜がよく用 いられます。ランド部のテーパーを40~50°にするとゲート切れ(ゲート残り)は良く なりますが、ハイトレル®は柔軟で粘り強いためゲート残りを0にすることは困難です。この ための対策としては、成形品の表面にできる限り大きな凹みを設けて下さい。 図9にピンポイントゲートの一例を示します。 トンネルゲートの径は 0.5 ~1㎜程度のものが用いられています。ゲートの残りはピンポ イントゲートより小さくなる傾向にあります。 図9 ピンゲート例 14 d. ゲートの位置 ゲートの位置は以下の点に留意して決めて下さい。 成形品が使用中に屈曲を起こす、あるいは応力が集中し易い箇所は避ける。 最小寸法の方向へポリマーが一様に流れるようにゲートの方向を定める。 キャビティから排出される空気がパーティングや突き出しピンの部分から抜けるよ うにする。 不完全な充鎮やひけの発生を防ぐため、できる限り断面の最も厚いところに設ける。 5)エア抜き 樹脂が高速、高圧で射出されるとキャビティ内の空気が断熱圧縮されて発熱し、樹脂の焼 けや、充鎮不良等の成形不良が発生することがあります。通常キャビティ内の空気はパーテ ィング面や突き出しピンの間隙から排出されますが、ゲートの位置、キャビティの形状によ っては空気の排出が十分に行われないことがあります。このような場合はさらに排出効率を 上げるためのエア抜き溝の設置が必要になります。エア抜き溝は溶融ポリマーの最終充鎮位 置に設けると最も効果がありますが、一点に集中すると時としてその部分が高温の空気、お よび樹脂から発生したガスによる摩耗、腐食によってエア抜き溝が大きくなりバリ発生のト ラブルともなりますので、できる限りキャビティの全面から均一に空気が排出されるような エア抜き溝を設けて下さい。 図10にエア抜き溝の一例を示します。直堀りキャビティでは溶融ポリマーがキャビティ の上部を塞ぎ、空気の逃げ道がなくなることがあります。このような場合は、空気が閉じ込 められる部分に捨てピンの加工をお勧めします。 図10 金型のエア抜き 15 6)アンダーカット ハイトレル®は柔軟な樹脂のため、一般のプラスチックより大きなアンダーカットを設置し ても、無理抜きによって処理できます。アンダーカット量は成形品の形状(寸法、肉厚等)、 成形条件、ハイトレル®のグレードによって異なりますが、弾性限界内で設計するようにして 下さい。以下にアンダーカット量の目安を示しますが、安全率を考慮し、可能な限りアンダ ーカット量は小さくする事を推奨します。 ハイトレル®グレード アンダーカット量の目安(%) 7247 10以下 5557 15以下 4047 25以下 アンダーカット量以外の注意点としては、突き出し面積を大きくとる(プレート突き出し 法が好ましい)、アンダーカット部の形状は勾配、面取りあるいはRを大きくとる、などが あります。 7)抜き勾配 抜き勾配は標準0.5°、深いキャビティやコア、リブを突き出す場合は0.5~2°程 度設けて下さい。なお、ハイトレル®は柔軟で、金型との粘着力が大きいため突き出し面積は できるだけ大きくして下さい。 Ⅴ.小型精密成形品の金型設計 直径が20~30㎜程度の小型精密成形品の場合、寸法精度(±0.05㎜)や成形品外 観を良くするため金型設計に当たって、更に以下の点に留意して下さい。 バリ対策 金型の合わせ面や突き出しピン部のバリが問題になる場合、合わせ面については、突き当 てを強化し面精度を上げて下さい。その場合、逆に合わせ面から空気が抜けにくくなるので、 合わせ面上にエア抜き溝を設け空気を逃がして下さい。合わせ面の突き当て強化方法として はキャビティ入れ子駒ブロックを金型パーティング面より0.05㎜程度凸にする方法がよ く用いられます。 突き出しピン部のバリに対しては、突き出しピンと穴のクリアランスを小さくすると共に、 穴部には耐摩擦摩耗鋼材のブッシュを打ち込んで下さい。 ハイトレル®は結晶化温度以下に冷却しても、高い圧力がかかると一種のコールドフローに よって樹脂が隙間に流れ込みバリとなるため、射出圧力、保圧は必要以上に高くしないで下 さい。この傾向は柔軟なグレード程大きくなります。 充鎮不足 成形品が直角となる部分は充鎮不足を生じやすいため直堀りはできる限り避けて、入れ子 駒方式を採用して下さい。またエア抜き溝は必ず設けて下さい。 16 Ⅵ.部品設計の基本原則 部品の設計に際しては、以下の点に留意して下さい。 肉厚は肉盗みなどによって一様にする。肉厚の急変は避け、徐々に変化させる(図11)。 鋭角部はすべて丸みをもたせ、応力の集中を少なくする。(最低R=0.5㎜) リブやボスの部分は厚みを最小にする。 ヒケやフローマークが生じ易い時は表面に梨地模様をつける。 強度不足、ソリが生じやすい平面部分は大きくしない。 十分な抜け勾配をつける。 図11.肉盗みの例 17 Ⅶ.トラブルシューティングの手引き ハイトレル®の射出成形時に発生する可能性のある種々の問題点を取り上げ、考えられる原 因と対策を以下に示します。 問題点 1.ショートショット 原因 A. 対策 樹脂不足 (成形開始時スクリ 射出ストロークを調整する ペレットのかみ込みを確認する ューが打ち切ってい B. 成形機容量が小さい 成形機を変更する る場合) C. 溶融ポリマーの逆流 スクリュー、逆流防止弁、リングバル ブの摩耗を確認する ポリマー温度を下げる A. 射出時間が短い 射出時間を長くする (成形開始時、スク B. 射出圧力が低い 射出圧力を上げる リューが打ち切って C. 射出速度が遅い 射出速度を速くする いない場合) D. エアー抜き不良 金型のエアー抜きを十分に行う E. ポリマーの温度が低い 溶融ポリマー温度を確認する 射出圧力が成形機能力の最大ならポリ 2.ショートショット マー温度を上げる F. G. 3.ショートショット A. (運転中) ノズル・スプル・ゲート ノズル温度を上げる の詰まり 真鍮線等で詰まりを確認し除去する 溶融粘度が高すぎる ポリマーの温度を上げる 低粘度のポリマーに変更する ヒーターバンドの作動を確認する ノズル・スプル・ゲート ノズル温度を上げる の詰まり 真鍮線等で詰まりを確認し除去する ヒーターバンドが作動し ていない B. C. 射出圧力不足 D. エア抜き不良 エアー抜き溝の詰まりを確認する E. 樹脂不足 ペレットのかみ込みを確認する F. 供給の中断 ペレット投入口の詰まりを確認する ペレットの量を確認する 投入口の冷却を強化する ホッパー側のバレル温度を下げる G. 投入口にペレットが粘着 4.ショートショット A. シリンダ温度の変化 温度コントローラーを調整する (運転中周期的) B. サイクルの誤作動 タイマーの作動を確認する 18 問題点 5.バリ 原因 対策 A. 射出圧力が高い 射出圧力を下げる B. 過充鎮 射出量を少なくする C. ポリマー温度が高い ポリマー温度を下げる D. 型締め力が低い 型締め力を上げる E. 金型合わせ面のポリマー 金型を清掃する 屑付着 F. 金型の組立不良 組立直す G. 金型の歪み 寸法変化を確認しオーバーホールする H. エアー抜きの不良 エアー抜き溝を清掃する 突き出しピンのクリアランスを調整す る。0.03㎜以下 6.離型性不良 I. 金型内圧力が不均一 キャビティやランナーの配置を変える J. 型締め力不足 型締め力を上げる キャビティ数を減らす A. バリが多い 5.項参照 B. 過充鎮 射出圧力、保圧を下げる C. 部品が柔らかい 冷却時間を長くする 金型温度を下げる 突き出しピンの径と数を増やす エアー突き出しを併用する 表面を荒らしたコアを使用する よく磨かれた金型への粘 上記 C.項参照 着 離型剤を使用する キャビティ面を荒らす a. 金型面の傷 金型面オーバーホールまたは研磨する b. 金型壁、コア、スプルの 長いコアやキャビティでは 1°以上の D. E. 金型条件 テーパーをつける テーパーが小さい c. アンダーカットの形状が R等を加工する ノズルとスプルブッシュを直線上に配 悪い d. スプルブッシュとノズル 置する がずれている 7.部品の変形 A. 成形品の内部応力が以下 の理由によって大きい a. 過充鎮 射出圧力を下げる b. 充鎮速度が異常に遅 シリンダ温度や射出速度を上げる い 19 問題点 原因 c. 対策 溶融温度が低く、溶 る 融が不均一 B. 成形品の温度が高い間の 金型温度を下げる。却時間を長くする。 シリンダ温度を下げる 離型 C. シリンダ温度、スクリュー背圧を上げ 突き出し機構のデザイン 再デザインする。突き出しピン径を大 きくするか数を増やす。プレート突き 不良 出しに変更する D. 部品のデザイン不良(不 に変化させる 均一肉厚) E. 再デザインする。均一な肉厚か、徐々 ゲートのデザイン不良 再デザインまたはゲート位置を変更す る(流れ方向の厚肉部分に設ける) F. アンダーカット、リブ、 再デザイン、アンダーカットはRを設 け、深さを 0.8 ㎜以内にする。リブや ボス等のデザイン不良 ボスのみを小さくする。 8.収縮率が過大 G. 金型冷却が不適切 冷却能力を上げる H. 金型可動部のずれ 再調整する A. ゲートシール不良 保圧時間を長くする 金型温度を下げる ゲートを大きくし、ランド長さを短く B. キャビティ内の圧力不足 a. ゲートが小さいまた する はデザイン不良 9.ひけや気泡等 10.焼け b. 溶融温度が低い シリンダ温度を上げる c. 粘度が高い 粘度の低いポリマーに変更する d. ノズル口が小さい ノズル口を大きくする C. 射出圧力が低い 射出圧力を上げる D. 金型温度が高い 金型温度を下げる E. 未充鎮 供給量を増やす F. 射出時間が短い 射出時間を長くする A. 8.項と同じ 8.項参照 B. 吸水 再乾燥する A. 溶融温度が高い シリンダ温度を下げる B. 巻き込みエアーに溶融ポ ホッパー内のポリマーを確認する リマーが接触する スクリュー回転速度を下げる スクリュー背圧力を高くする エア抜きが不適切、エア エア抜き溝を清掃する 抜き溝の詰まり 焼けが起こる部分にエア抜きを設ける キャビティ内へのポリマ エア抜きを設ける ー流入が速い 射出速度を遅くする C. D. 20 問題点 原因 E. F. G. 対策 シリンダ等でのポリマー ノズルやシリンダを清掃する の滞留 滞留物を取り除く 再利用ペレットの品質 再利用ペレットの異物や水分を除去する 通常のペレットで成形する 他のポリマーが無くなるまでハイトレ 成形機中に別のポリマー が残っている 11.分解 A. ル®を流し清掃する 樹脂温度が高い シリンダ温度を下げる 成形サイクル時間を短くする B. 熱電対の不良 すべての熱電対を点検する C. 温度コントローラーの不 リレーの作動を確認する 良 コントローラーを調整する 再利用ペレットの品質 異物、水分、分解など再利用ペレット D. の品質を確認する E. 成形機の停止方法が不適 成形機内ポリマーを排除後停機する 切 熱安定性の良いポリマーに置換して停 機する F. ポリマーの吸水 再乾燥する G. ポリマー滞留時間が長い 小型の成形機に変更する(1 ショット が成形機能力の 30~70%とする) H. シリンダ、ノズル、ノズルバルブ シリンダ温度を下げる デッドスポットを調べる 中のポリマーの滞留 12.寸法変化 13.成形品表面の状態 不良 A. ペレット供給量の変化 供給機構を点検する B. シリンダ温度の変化 4.A.項参照 C. サイクルの誤作動 4.B.項参照 D. 金型温度の調整不良 冷却水の温度変化を確認する A. 滑材の多量使用 金型面を拭く。滑材を少なくする。 B. 金型面への水分付着 アルコールをしみ込ませた布で拭く 金型温度を上げる 冷却水の漏れを確認する 材料を調べる ホッパー等を清掃する ハイトレル®で十分置換する C. 材料 a. 他の材料による異物 b. 気泡 エアの巻き込み スクリュー背圧を高くする 水分の付着、吸水 再乾燥する 21 問題点 原因 D. 対策 剥離 材料を調べる a. 異物 シリンダ温度を上げる b. ポリマー温度が低い 14.A. 項参照 E. 着色剤の分散不良 F. 光沢不良 射出圧力を上げる a. 射出圧力が低い 射出速度を速くする b. 射出速度が遅い 再乾燥する。金型を拭く。 c. 金型やペレット表面 フローライン(波状) シリンダや金型温度を上げる a. 溶融温度が低い 射出速度を速くする b. 射出速度が遅い 金型温度を上げる c. 金型温度が低い 粘度の高いポリマーを使う d. 粘度が低い 射出速度を遅くする e. ジェッティング現象 ゲートの位置とデザインを変える 再利用ペレットや添加剤の分散を良く の水分付着 G. f. H. 不均一な粘度 する ウエルドライン シリンダと金型温度を上げる a. ポリマー温度が低い 射出速度を速くする b. 速度が遅い エア抜きをつけるかオーバーフロー用 c. ウエルド部とゲート の距離が遠い d. 14.着色剤の分散不良 混練不足 B. 着色剤 b. C. 射出圧力を上げる 金型の清掃、離型剤を少なくする 背圧、スクリュー回転を上げる カラーフィーダーを使用する 着色剤とポリマーを予備混合する 予備混練されたマスターを使用する 過剰の離型剤 A. a. キャビティ内の圧力 不足 e. タブを設ける 供給が不均質 分散性が悪い マスター a. 希釈比が大きい 比率を小さくする b. マスターの着色濃度 濃度を下げる が高い 22
© Copyright 2026 Paperzz