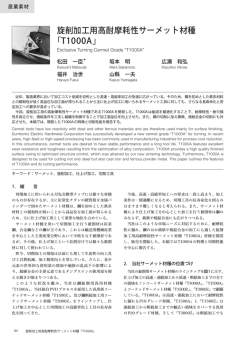
日本製鋼所技報 No,64 目次 巻頭言 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 取締役常務執行役員 水谷 豊 技術論文 Ni-Fe基超合金FENIX-700製10トン級A-USCタービンロータの試作と特性評価 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ■ 1 髙澤 孝一 ・ 室蘭研究所 髙橋 達也 ・ 室蘭製作所 田中 遼司 ・ 室蘭製作所 呉 晃宇 (株) 日立製作所 齊藤 英治 (株) 日立製作所 今野 晋也 ・ 室蘭研究所 大型鋼塊のマクロ偏析シミュレーションソフトの開発 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 室蘭研究所 9 澤田 朋樹 調質型C-Mn鋼の延性脆性遷移温度に及ぼすAlの影響 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 15 室蘭研究所 泉山 雄太 ・ 室蘭研究所 茅野 林造 MPS法による高粘性非ニュートン流体解析 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 22 広島研究所 福澤 洋平 ・ 広島研究所 富山 秀樹 柴田 和也 ・ 東京大学大学院工学系研究科システム創生学専攻 越塚 誠一 東京大学大学院工学系研究科システム創生学専攻 セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 28 広島研究所 中村 諭 ・ 広島研究所 石黒 亮 ・ 広島研究所 串崎 義幸 吉岡 まり子 ・ 産業技術総合研究所 向井 孝志 ・ 産業技術総合研究所 境 哲男 京都大学大学院農学研究科 単軸可塑化スクリュ解析と実験的検証 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 37 広島研究所 中川 一馬 ・ 広島研究所 安江 昭 ・ 広島研究所 荒木 克之 ・ 広島研究所 千葉 英貴 ■ 技術報告 670トン鋼塊製 低圧タービンロータ軸材の開発と製造・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43 室蘭製作所 室蘭製作所 山内 隆史 ・ 室蘭製作所 工藤 秀尚 ・ 室蘭製作所 岸 恭弘 ・ 室蘭製作所 上田 奏 吉田 一 ・ 室蘭製作所 木村 公俊 ・ 室蘭研究所 梶川 耕司 ・ 室蘭研究所 鈴木 茂 還元スラグの再利用技術確立・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 50 室蘭製作所 山根 佑介 ・ 室蘭製作所 関 佑太 ・ 室蘭製作所 生方 貴 ・ 室蘭製作所 鈴木 忠 ・ 室蘭製作所 上田 奏 二軸スクリュ押出機 SUPERTEX-αⅢの開発・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 56 広島製作所 広島製作所 住田 克己 ・ 広島製作所 友光 健二 ・ 広島製作所 佐賀 大吾 ・ 広島製作所 東定 誠 ・ 広島製作所 清水 陽平 小舘 一浩 ・ 広島製作所 石橋 正通 ・ 広島製作所 柿崎 淳 ・ 広島製作所 井上 茂樹 単軸押出機の最近の技術動向 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 63 広島製作所 有田 大就 ・ 広島製作所 板持 雄介 超大型機用 高可塑化・高混練スクリュの開発 広島製作所 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 70 神田 幸二 ・ 広島製作所 中島 英昭 ・ 広島製作所 柏原 裕吾 ・ 広島製作所 玉田 光一 可視化観察による成形不良現象の解明・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 75 広島研究所 安江 昭 ・ 広島研究所 荒木 克之 ・ 広島研究所 中川 一馬 ・ 広島研究所 千葉 英貴 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 広島研究所 ■ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 79 藤後 宏之 ・ 広島製作所 西見 裕介 ・ 広島製作所 間 輝之 ・ 広島研究所 沖本 翼 ・ 広島製作所 山口 篤典 製 品・技 術 紹 介 大型熱間鍛造プレス用スライドの製造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 85 二軸スクリュ押出機 SUPERTEX-αⅢ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 87 超大型全電動射出成形機 J3000ADの紹介・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 89 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 93 CLスクリュ (フライト頂部摩耗防止スクリュ) 溶融微細転写 装置 MTMⅡ130-30 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 95 高耐腐食射出成形機シリンダ“Nアロイ2000F-C”開発 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 99 最新鋭PFT用中空成形デモ機 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 101 巻頭言 「イノベーションの創 出 」 日本製鋼所技報は、1954年(昭和34年)の創刊以来、当社の主 要製品の技術論文や技術報告ならびに当社製品の紹介を中心に 刊行されてきましたが、今年創業106年目を迎えて第64号を発刊す るに当たり、 ひと言ご挨拶を申し上げます。 現在我が国の製造業を取り巻く経済環境は、大震災後の6重苦 の時代から政権の交代を経て、今年の6月には、新たな成長戦略で ある「日本再興戦略」が閣議決定され、科学技術のイノベーション政 策が国の重点施策の一つに掲げられるなどの諸施策とアベノミクス 取締役常務執行役員 水谷 豊 効果もあって2013年4∼6月期の実質GDPも2四半期続けて高めの経済成長率が報告されてい ますが、急激な円安・チャイナリスクや新興国市場の停滞など実感の無い回復基調から設備投資 は勢いを欠いており、消費増税後の回復が期待できるかがカギと見られています。 技 術 経 営を推 進しております当社におきましても平 成 2 4 年にスタートさせた中期 経 営 計 画 (JGGP2014)ですが、本年25年度を底とした受注回復・再成長への施策に舵を取ろうしておりま す。素形材事業・産業機械事業ともに、 まずは受注拡大に向けた製品競争力の強化・グループに よる事業展開・システム化によるスコープ拡大などを基軸とした回復対策を喫緊の課題とし、次期 中計に向けた「再成長・成長持続のエンジン」には、 コア製品・コア事業の強化と伸長に加えてイノ ベーションの創出が最優先課題と捉えて、次世代エネルギー・環境政策や新しい市場に於ける新 事業・新製品推進の強化を図ってまいります。 本号では、鉄鋼の主力製品であるタービンロータ・一体LPロータや、産業機械の主力である押出 機・射出機に関する技術論文や製造プロセスの技術改善に加えて、超大型電動射出機、高能力二 軸押出機、世界標準仕様対応の連結緩衝器など大型化・高性能化・最新鋭機化などのテーマと、 セパレータフィルム製造装置、溶融微細転写装置など新製品の一部がラインアップでき、 この一年の 技術成果や技術の進展を紹介することができましたが、 これらは、当社製品をご愛顧いただいてい る数多くの企業や研究所の皆様のご支援とご指導があってのものと深く感謝申し上げます。 「素形材・エネルギー事業」 と 「産業機械事業」において「ものづくりNo. 1グローバル企業」に向 けた技術経営を進めてまいりますが、技術経営が事業業績に貢献するためには「死の谷」から 「ダーウインの海」を克服するために、お客様と一緒に考えて受け入れられたものや、お客様の ニーズに応えて協創したものなどお客様目線で開発していることが重要と考えております。そして、 これらのイノベーション創出に挑戦し続ける人材と風土の醸成、営業部門や経理・財務部門ともコ ミュニケーションや連携を図って事業部と一体になった効率的推進や、 3現主義(現場で、現物を、 現認) による本質の追求などJSWグループの英知を結集して取り組んでまいりますので、今後とも 変わらぬご支援をお願い申し上げます。 技 術 論 文 Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 Trial Production and Evaluation of 10-ton Class A-USC Turbine Rotors of Ni-Fe Base Superalloy FENIX-700 髙澤 孝一 * 博士(工学) Dr. Koichi Takasawa 呉 晃宇 ** 髙橋 達也 * 博士(工学) Dr. Tatsuya Takahashi 今野 晋也 *** 博士(工学) Terutaka Kure Dr. Shin-ya Imano 田中 遼司 ** Ryoji Tanaka 齊藤 英治 *** 博士(工学) Dr. Eiji Saito 要 旨 先進超々臨界圧火力発電(advanced-ultra supercritical : A-USC)タービンロータ用 Ni-Fe 基超合金 FENIX-700 のタービンロータを試作し、ミクロ組織、引張・衝撃、およびクリープの各特性を評価した。試作ロータは 2 本製造し、 いずれも真空誘導溶解(vacuum induction melting: VIM)で製 造した電極をエレクトロスラグ再溶解(electroslag remelting: ESR)で二次溶解するダブルメルト法、および 14,000 トン自由鍛造プレスを用いた鍛造工程を経て、目標と した 10 トン級の試作ロータ製造に成功した。鍛造条件の違いがミクロ組織に及ぼす影響を調べるため、試作 2 本目では 鍛造仕上げ温度を低温化し、鍛造比を増加させた。 試作 2 本目では鍛造条件を変更した効果により結晶粒径が小さくなり、特に軸心部では結晶粒度番号が 0.5 から 2.8 と著 しい細粒化が認められた。細粒化に伴い、超音波探傷試験における最小検出欠陥寸法(minimum detectable flaw size : MDFS)が小さくなり、欠陥検出能が大幅に改善された。また、強度レベルは維持したまま、細粒化によって延性と靭性が 向上した。クリープ破断時間は従来実績と同水準であり、細粒化しても 700℃における 10 万時間破断強度は 100MPa 以 上を確保できる見通しを得た。今回の試作より、強度、衝撃、クリープ特性および超音波探傷試験における欠陥検出能に 優れた FENIX-700 製 A-USC 用 10 トン級タービンロータの製造が可能であることを実証した。 Synopsis The trial production of FENIX-700 turbine rotors for advanced-ultra super critical(A-USC)power generation was conducted, and their microstructure, tensile, impact, and creep properties were evaluated. Two 10-ton class trial forgings were successfully produced through double melting technique, which is the vacuum induction melting(VIM)followed by the electroslag remelting(ESR) , and free forging with a 14,000 ton hydraulic press. For examining the effect of the forging condition on the microstructure of the rotors, we adopted lower finish temperatures and an increased forging ratio on the last forging for the second trial. The grains of the second trial forging were refined by changing the forging condition. In particular, the grain size of the center of the rotor was remarkably decreased from the grain size number 0.5 to 2.8. Grain refinement improved the permeability of the ultrasonic wave in the ultrasonic inspection test, resulting in decreasing the minimum detectable flaw size(MDFS) . The ductility and toughness were also improved by grain refinement. Although the grain size was decreased, the time to rupture in the creep test at 700° C was comparable to the previous results of FENIX-700, and the estimated 10 5 h rupture stress at 700° C was sufficiently higher than 100MPa. The results of the present trial expressly demonstrated that it is possible to manufacture 10-ton class A-USC turbine rotors of FENIX-700 with excellent mechanical properties and sufficient flaw detectability for the ultrasonic inspection. *:室蘭研究所 Muroran Research Laboratory **:室蘭製作所 Muroran Plant ***: (株)日立製作所 Hitachi, Ltd. (1) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 1. 緒 言 で二次溶解するダブルメルト法で製造した。このインゴッ トの鋳造組織を破壊し適正な内部組織を造り込むため、 昨今の厳しい電力事情を背景に、経済性と供給安定性に プレス容量が 14,0 0 0 トンの自由鍛造プレスで鍛造した。 優れる石炭火力発電の重要性が大きく見直されつつあり、そ 鍛 造後、980 ℃で 溶 体 化 処 理、 および 8 40 ℃と 730 ℃ の高効率化に対する要求も一段と高まっている。高効率化を で二段時効処理を施し、機械加工、非破壊検査を経て 実現する候補技術の一つである A-USC は、主蒸気温度を 完成とした。 700℃以上に高め、発電効率の向上を図る次世代の火力発電 技術である。A-USC プラントを構成する主要部材であるター ビンロータは 700℃以上の高温の蒸気に晒される上、700℃ における 10 万時間クリープ破断強度が 100MPa 以上という 厳しい特性が要求される。そのため、従来のフェライト系耐 熱鋼は適用できず、Ni 基あるいは Ni-Fe 基超合金が有力な 候補材となっている。日本国内においては、2008 年度からス 図 1 A-USC タービンロータの製造工程の模式図 タートした「先進超々臨界圧火力発電実用化要素技術開発」 プロジェクト内において、700℃超級 A-USC プラントの実現 (1-4) を目指した材料開発が進められている 。 Ni-Fe 基超合金 FENIX-700 は、析出強化型 Ni-Fe 基超合 今回は 2 本の試作ロータを製造した。試作 1 本目と 2 本 目のインゴット寸法はそれぞれ直径 1,050mm、長さ 2,750 mm、重量 19 トンおよび直径 1,050mm、長さ 2,380mm、 金である Alloy 706 の Nb 添加量を減らし、かつAl 添加量を 重量 17 トンであり、いずれも溶解は正常に完了した。鍛 増やすことによって組織安定性と大型部材としての製造性を高 造工程においては、鍛造条件の違いが組織や機械的特性 (3) めた A-USC タービンロータ用超合金である 。FENIX-700 は に及ぼす影響を調べるため、試作 2 本目のロータは 1 本 これまで、直径φ1,050mm の大型 ESR インゴットを無偏析で 目に比べて鍛造仕上げ温度を下げ、また仕上げ鍛造時の 製造可能であることが実証されており、さらに熱間加工性や結 鍛造比を増やした。さらに、ロータ軸心部の鍛造比も試 晶粒成長挙動などタービンロータの製造に関わる種々の詳細な 作 1 本目より増やした。図 2 に試作 1 本目のロータの外 調査により、A-USC タービンロータ材として優れた特性を有す 観写真を示す。試作 1 本目のロータは外径 877mm、長さ (5) ることを明らかされている 。例えば、FENIX-700 は欧州にお 2,154mm、重量 10.5 トンであり、目標とした 10 トン級のロ ける A-USC タービンロータ候補材である Alloy617 と比較する ータ試作に成功した。 とより低温で熱間鍛造加工が可能であり、且つ変形抵抗が小 さいなど鍛造する上で有利な条件を備えている。また、結晶粒 成長挙動(5)、およびタービンロータのような大型部材では比 表面積が小さくなるため外表面と中心部で冷却速度が大きく 異なる、いわゆる質量効果の影響についても詳細に調査して おり(6)、その知見は FENIX-700 の時効条件の設定などに 活用されている。 しかしながら、これまでの知見は実 験 室規 模の試 験 で得られたものが主であり、実機のタービンロータその ものの諸特性はまだ調べられていない。特に、実機製造 時に不可欠である超音波 探 傷試 験において良好な欠陥 検出能を得るためには、ロータ各部における結晶粒径の 位置的な分布が重要なポイントとなる。そこで本報では、 FENIX-700 を用いた実機タービンロータを試作し、結晶 図 2 試作 1 本目タービンロータの外観写真 粒度など金属組織的な因子、および機械的特性を評価し た結果を紹介する。 2. FENIX-700 製タービンロータの試作 3. 試験方法 3.1 試験材採取 試作ロータ各部位の特性を調査するため、図 3 中の黒四 図 1 に FENIX-700 製試作ロータの製造 工程の概略を 角で示すようにロータ外表面(Surface)と軸心(Center) 、お 示す。素材となるインゴットは VIM で製造した電極を ESR よび Bottom、Middle、Top の各部から試験材を採取した。 (2) 日本製鋼所技報 No.64(2013.10) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 表 1 各試験材の化学組成(mass%) 黒四角には各採取位置の記号を付記した。なお、試作 1 した 10 mm × 10 mm ×長さ 5 5 mm の 2 mm Vノッチ試験 本目と 2 本目でロータの長さが異なるため、Bottom 端面か 片を採取し、室温にて実施した。クリープラプチャー試験 ら採取位置までの距離をロータの長さで規格化した長さ n は 図 3 中 の CA1、JA1、FA1 および CA2、MA2、FA2 を Bottom、Middle、Top の各位置に括弧で記した。表 1 の各位置において平行部の直径が 6.4mm の試験片を採取 に MA1 を除く各位置におけるチェック分析結果を示す。試 し、温 度 700℃、応力 333、294 および 245MPa の各 条 作 1 本目と2 本目ともに成分含有量に大きな差はない。また、 件にて行った。 軸心と外周でも成分に著しい差は認められず、均質な組成 であることを確認した。 また、試作 1 本目と 2 本目のそれぞれのロータに対し、 ロータ半径方向の超音波探傷試験を行った。超音波探傷 試験における MDFS を測定して欠陥検出能を評価した。 4. 試験結果と考察 4.1 ミクロ組織 図 4 に各位置におけるミクロ組織を示す。上段、中段、 下段をそれぞれ Top、Middle、Bottom として、軸心と外周 について試作 1 本目と 2 本目の結果を比較した。但し、試 作 1 本目の MA1 は SUMP 法で観察したミクロ組 織であ る。試作 1 本目では、Bottom、Top ともに結晶粒度番号 で 1.2 から 1.3 の粒度であり、外周と軸心では粒度に差はな い。Middle 部の結晶粒度番号は、外周(MA1)では 1.0 と Bottom や Top とほぼ同じであったが、軸心(JA1)ではこ 図 3 試験材採取位置(括弧内の数値はロータ長さで規格化した Bottom 端から各採取位置までの距離 n) れより粒度が粗く0.5 であった。また JA1 のミクロ組織には、 凝固時に形成されたデンドライト組織に対応する白いコントラ ストが認められた。一方、試作 2 本目ではいずれの場所に おいても試作 1 本目よりも結晶粒度番号が大きくなっており、 3.2 試験項目 図 3 の各位置から採取した試験材にエッチングを施し、 細粒化されていることを確認した。特に、Middle 部の軸心 (JA2)では 1 本目と比べて結晶粒度番号が 2.3 大きくなって ミクロ組織観察および結晶粒度測定を行なった。試作ロ おり、他のいずれの部分よりも細粒化の程度が大きかった。 ータ 1 本目の CA1、JA1 および FA1 の各 位置について なお、両ロータのいずれの部分でも混粒組織は認められな は電界放出型走査電子顕微鏡(field-emission scanning かった。図 5 は両ロータの結晶粒度番号の分布を示してい electron microscope : FE-SEM)を用いてγ ´相を観察し、 る。横軸は 画像解析にて円相当径に換算したγ ´相粒子径を求めた。 部のいずれも試作 1 本目と 2 本目でほぼ同じ 引張 試 験は図 3 の MA1 を除く各 位置 から平 行 部の n で表示しているが、Bottom、Middle、Top n であるた め、ロータにおける相対的な位置は同じと考えてよい。図 5 直径が 6. 25mm、ゲージ長さが 25mm の試験片を採取 からも試作 2 本目の方が全体的に細粒であることが判るが、 し、 室温と 70 0 ℃で 実 施した。 シャルピー衝 撃 試 験も 軸心よりも外周の方が細粒化の程度が比較的顕著である。 MA1 以外の各 位置から、ノッチ方向をロータ軸方向と (3) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 図 4 試作ロータ各位置のミクロ組織 (*: MA1 は SUMP 法によるミクロ組織観察) 晶粒成長が起こるため、鍛造終了時の結晶粒径とひずみが 最終的な結晶粒度の制御には極めて重要である。試作 2 本目 のロータにおいては、鍛造比を増やすことでひずみ量を増やす とともに、鍛造仕上げ温度を下げることで鍛造中の結晶粒の 成長を出来るだけ抑制している。このため、試作 2 本目では 全体的に細粒化されたと考えられる。軸心よりも外周で細粒化 が顕著なのは、外周の方がひずみが付与されやすいためであ る。また、Middle 部の軸心で最も細粒化の程度が大きかった のは、この部分の鍛造比を意図的に高めた効果である。 細粒化の効果は超音波探傷試験における欠陥検出能の 違いにおいても認められた。一般に結晶粒径が大きいと欠 図 5 試作ロータの結晶粒度番号分布 陥検出能は悪化する。これは、結晶粒が大きくなると超音 波の散乱形態が Mie 散乱に近くなって前方散乱が強まり、 2. 項で述べたように、試作 2 本目では 1 本目より鍛造仕上 超音波がより減衰するためである(7)。表 2 に試作 1 本目と げ温度を下げ、仕上げ工程における鍛造比を増やしている。 2 本目における MDFS を示す。MDFS が小さいほど欠陥 特に軸心の鍛造比を 1 本目より増加させている。Ni 基あるい 検出能が良好であることを表している。1本目では 3.7 ∼ は Ni-Fe 基のタービンロータ製造過程において、結晶粒径は 4.8mm であったのに対し、2 本目では 1. 6 ∼ 1.9mm と小さ 鍛造後の溶体化熱処理にて決まる。即ち、鍛造終了時の結 くなり、欠陥検出能が大幅に改善された。試作 2 本目では 晶粒径を初期粒径とし、鍛造仕上げ時に付与されたひずみエ 結晶粒径が小さくなったため、超音波の減衰が小さくなり、 ネルギーが駆動力となって溶体化熱処理中に再結晶および結 欠陥検出能が改善されたことを示している。 (4) 日本製鋼所技報 No.64(2013.10) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 表 2 試作ロータの最小検出欠陥寸法(MDFS) 図 6 に FE-SEM で観察した CA1、JA1 および FA1 の γ ´相粒子を示す。γ ´相の平均粒子径は、円相当径に換算 して CA1、JA1 および FA1 でそれぞれ 62.0、92.1 および 65.9nm であり、Middle 部の軸心(JA1)は他に比べて 30 nm ほど平均粒子径が大きい。これは質量効果の影響と考 えられる。FENIX-700 の場合、溶体化処理温度からの冷 却中にγ´相が析出する臨界冷却速度は約 50℃/ min であ り、上記のγ´相粒子径の実測値に基づけば、Middle 部 軸心と外周における推定冷却速度はそれぞれ約 1℃/ min および約 60℃/ min となる(6,8)。従って、今回の試作ロータ 中心部では溶体化熱処理からの冷却中にγ ´相が析出する と予想される。JA1 のγ ´相粒子径が他よりも大きかったの は、中心部の冷却速度が小さいため冷却中にγ ´相粒子の 粗大化が進行した結果と考えられる。γ ´相粒子径の差は 機械的特性に影響を与えうるが、これについては次項以降 で考察する。 4.2 引張特性 ・ 衝撃特性 図 7 ∼図 10 に室温と 700℃における引張試験の結果を 示す。各図の(a)は軸心、 (b)は外周側を示している。ま たいずれの図も横軸は n で表示した。 図 7(a)を見ると、試作 1 本目と 2 本目の軸心の 0.2%耐 力は室温、700℃ともにほぼ同じである。また図 7(b)と 比較すると、ロータの軸心と外周で強度に大きな差はなく、 強度的にも均質であることが判る。ところで図 7(a)では n = 0.5、即ち Middle 部において室温、700 ℃ともに 図 6 CA1, JA1, FA1 におけるγ ´相粒子の FE-SEM 像 (括弧内の数値は円相当径換算したγ ´相粒子の平均粒子径) 他の部分よりも 0.2%耐力が低下している。FENIX-700 に おいては、γ´相粒子径 と 0.2%耐力σ0.2 の間にσ0.2 = σ0 + / なる関係があることが明らかにされている(6)。こ こでσ0 は定数、 は転位と析出相との相互作用に関するパ 延性は図 9 と図 10 に示すように軸心、外周とも、室温では ラメータであり、ともに実験的に決定する値である。図 6 か 試作 1 本目と 2 本目でほぼ同等であるが、700℃では試作 ら得られたγ ´相粒子径を基に、上記の関係から Bottom お 2 本目の方がやや良好である。また図 11 に各部における室 よび Top と Middle との 0.2%耐力の差を見積もると室温で 温でのシャルピー吸収エネルギーを示す。軸心、外周とも 80 ∼ 90 MPa となり、図 7 において認められた差異と概ね に試作 2 本目の方が吸収エネルギーが大きく、靭性が向上 一致する。従って、Middle 部の軸心で 0.2%耐力がやや小 していることがわかる。 さいのは、γ ´相粒子径の差に起因すると解釈できる。 引張強度は図 8 に示すように、室温、700℃ともに試作 1 本目、2 本目でほとんど差はない。また軸心と外周でも 以上より、試作 1 本目と 2 本目の引張、衝撃特性を比較 すると、強度レベルは確保しつつも細粒化によって延性と 靭性が向上したといえる。 差は認められないことから、均一な強度分布となっている。 (5) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 図 7 試作ロータの 0.2% 耐力 (a) ; 軸心 (b) , 外周 図 8 試作ロータの引張強度 (a) ; 軸心 (b) , 外周 図 9 試作ロータの伸び (a) ; 軸心 (b) , 外周 図 10 試作ロータの絞り (a) ; 軸心 (b) , 外周 (6) 日本製鋼所技報 No.64(2013.10) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 図 11 試作ロータのシャルピー吸収エネルギー (a)軸心 ; (b) , 外周 4.3 クリープ特性 5. 結 言 図 12 にクリープ応力−破断時間線図を示す。同図中には これまで報告されている FENIX-700 のクリープ試験データ Ni-Fe 基超合金 FENIX-700 の A-USC タービンロータを も併記した。試作 1 本目と 2 本目を比較すると、2 本目の 試作し、ミクロ組織、引張・衝撃特性、およびクリープ特 方が概して破断時間が短い。一般に、高温変形において 性を評価し、それぞれに及ぼす冶金学的な影響を吟味し 結晶粒界は空孔や転位の吸収源や原子の高速拡散路として た。以下に得られた結果をまとめる。 機能するため、その近傍で変形が生じ易く材料の弱化因子 となり得る。従って試作 2 本目において破断時間が短くな (1)試作ロータは 2 本製造した。いずれもVIM で製造し ったのは細粒化のためといえる。しかし、FENIX-700 にお た電極をESRで二次溶解するダブルメルト法でインゴッ いては結晶粒度番号が -1 から 3 の場合、クリープ破断時 トを製造し、プレス容量が 14,000 トンの自由鍛造プレ 間は図中の点線の範囲内である(9)ことを鑑みると、今回の スで鍛造した。試作 1 本目と 2 本目で鍛造仕上げ温度 試作 2 本目の結果は実績範囲内の値である。試作 2 本目 や鍛造比などの条件を変えて鍛造し、熱処理、機械 と同程度に細粒化したとしても、700℃における 10 万時間 加工等を経て、目標とした 10 トン級の実 機ロータ製 クリープ破断強度は 100MPa 以上を十分に確保できる見 通しである。 造に成功した。 (2)試作 1 本目の結晶粒度番号は 0.5 ∼ 1.3 であったが、試 ところで、図 12 中の JA1 の破断時間は、同じ試作 1 本 作 2 本目では 2.1 ∼ 3.2 とロータ全体にわたって細粒化さ 目の他の位置と比較して短い。特に 333MPa の高応力条 れていた。鍛造仕上げ温度の低温化と鍛造比を増やした効 件において短時間で破断している。JA1 のγ ´相粒子径は 果であり、特に軸心において顕著な細粒化が認められた。 CA1 や FA1 のそれより約 30nm 大きく、析出物粒子で強 (3)細 粒化に伴い MDFS が小さくなり、超音波 探 傷試 化された材料の強化機構(10,11)を考慮すれば、破断時間の 違いはγ ´相粒子径の違いに起因すると考えられる。 験における欠陥検出能が大幅に改善された。 (4)室温と 700℃における強度レベルは維持しつつ、細粒化 によって延性と靭性が改善された。ロータの軸心の 0.2% 耐力が外周側よりもやや低いのは、質量効果によってγ´ 相粒子径が外周側よりも大きくなったためである。 (5)クリープ破断時間は従来実績と同じ水 準であり、細 粒化しても 700℃での 10 万時間破断強度は 100MPa 以上を確保できる見通しを得た。 今回の試作結果より、強度、靭性、クリープ特性および 超音波探傷試験における欠陥検出能に優れた FENIX-700 製 10トン級 A-USC タービンロータの製造は可能と結論する。 A-USC 発電技術は 2020 年以降に見込まれている国内既設 火力発電設備の更新における候補技術として期待されてい 図 12 試作ロータのクリープ応力−破断時間線図 るほか、欧米は勿論、最近では中国やインドなどの新興国 を含め世界中で開発の潮流が強まっている。今後はより 高品質、低コストを実現できる製造技術の確立を目指す。 (7) Ni-Fe 基超合金 FENIX-700 製 10トン級 A-USC タービンロータの試作と特性評価 6. 謝 辞 本研究の一部は、資源エネルギー庁補助事業「先進超々 臨界圧火力発電実用化要素技術開発」の一環として実施 されました。関係各位に深謝します。 参 考 文 献 (1) S. Imano, J. Sato, H. Kamoshida, E. Saito, K. Kajikawa, S. Ohsaki and T. Takahashi: Proc. of EPRI 2010 6th International Conference on Advances in Materials Technology for Fossil Power Plant,(2010) , p. 423. (2) R. Yamamoto, Y. Kadoya, T. Nakano an S. Kurata: Proc. of EPRI 2007 5th International Conference on Advances in Materials Technology for Fossil Power Plant,(2007) , p. 3B-4. (3) S. Imano, H. Doi, T. Takahashi and K. Kajikawa: Proc. of Superalloys 718, 625, 706 and Derivatives, ed. by E. A. Loria,(The Minerals, Metals & Materials Society, 2005) , p. 77. (4) S. Miyashita, M. Yamada, T. Suga, K. Imai, K. Nemoto and Y. Yoshioka: Proc. of the 34th MPA-Seminar, (2008). (5) 髙橋達也 , 大崎智 , 梶川耕司 , 呉晃宇 , 今野晋也 , 佐 藤順 , 斉藤英治 , 土井裕之 : 日本製鋼所技報 , Vol. 61 (2010), p. 7. (6) 髙橋達也 , 大崎智 , 今野晋也 , 斉藤英治 , 竹山雅夫 : 熱 処理 , Vol. 51(2011) , p. 289. (7) 日本非破壊検査協会 : 非破壊検査便覧 (日刊工業新聞 , 社 , 1967) , p. 15. (8) K. Takasawa, S. Ohsaki, T. Takahashi, S. Imano, J. Sato and E. Saito: Proc of IFM2011 18th International Forgemasters Meeting,(2011) , p. 224. (9) S. Ohsaki, T. Takahashi, S. Imano, J. Sato and E. Saito: Proc. of EPRI 2010 6th International Conference on Advances in Materials Technology for Fossil Power Plant,(2010) , p. S1C-3. (10)竹山雅夫 : 日本鉄鋼協会西山記念技術講座 , 耐熱材料 の材料科学−微細組織制御−,(日本鉄鋼協会 , 2008). (11)丸山公一 , 中島英治 : 高温強度の材料科学 ,(内田老 鶴圃, 1997), p. 177 (8) 日本製鋼所技報 No.64(2013.10) 技 術 論 文 大型鋼塊のマクロ偏析シミュレーションソフトの開発 大型鋼塊のマクロ偏析シミュレーションソフトの開発 Development of simulation code for macrosegregation during solidification of large ingots 澤田 朋樹 博士(工学) Dr. Tomoki Sawada 要 旨 多元系 Fe-C 系合金の大型鋼塊に対応したマクロ偏析シミュレーションソフトを開発した。このソフトを用いて低合金鋼の 570t 鋼塊の解析を行い、その有効性を検証するため、解析結果と実機の押湯マクロ組織と軸心 C 濃度分布の比較を行った。 開発したソフトには、C 元素の高速拡散による平衡分配挙動とその他の元素の非平衡分配を考慮したミクロ偏析 - 凝固モデ ルを採用した。解析結果には、実機の押湯マクロ組織と同様に多数の逆 V 偏析が生じていた。また、解析結果における軸 芯 C 分布は実機の分布と同様の傾向を示し、開発したソフトの有効性を確認することが出来た。 Synopsis We developed a numerical analysis code for macrosegregation in large ingots of Fe-C based multi-component alloys. A numerical simulation of macrosegregation in a 570-ton low-alloyed steel ingot was performed using the developed code in a 2-dimensional axisymmetric coordinate system. The calculated segregation pattern was compared with the macrostructure of an actual ingot to verify the effectiveness of the developed code. A solidification-microsegregation model that takes into account both the equilibrium redistribution of carbon and the non-equilibrium redistribution of other elements was formulated and used in this simulation code. In the simulation, numerous inverse V segregations were predicted as was observed in the macrostructure of the hot-top portion the actual ingot. The computed carbon concentration profile along the centerline of the ingot presents a similar tendency to that due to the actual measurement. The developed code can be applied to the prediction of macrosegregation in large ingots. 1.緒 言 関する知見は重要である。しかし、大型鋼塊の試作には 多大な費用を要するため、600t 級の鋼塊濃度分布を調査 大型鋼塊が凝固するためには長大な時間を要する。この するためだけに鋼塊の試作を行うことは極めて困難である。 ため、固液共存域で分配された濃化液相が熱溶質対流に また、サイズ効果など大型鋼塊特有の現象があるため、実 よって鋼塊全域にわたって流動し、マクロ偏析が不可避的 験室規模の鋼塊から実機の大型鋼塊の濃度を推定するこ に生じる。マクロ偏析の例として、正偏析を引き起こす重 とは困難である。このため、以前より数値計算による大型 力偏析や負偏析を生じる洗浄効果や沈殿晶の沈殿などが 鋼塊の凝固・マクロ偏析予測技術の検討が行われてきた。 挙げられる。こうして正偏析や負偏析が生じた部位は、そ 数値解析によるマクロ偏析シミュレーションは 1980 年代 の濃度によっては製品として受け入れられないこともあるた から精力的に行われ(1-3)、Darcy 則を考慮した流体の運動 め、マクロ偏析は製品の歩留まりに大きく影響する。この 方程式、質量保存則、エネルギー保存則、溶質保存則の ため、品質の確保、省コストの観点から鋼塊の濃度分布に 連成問題を離散化して解析を行うことが基本的な手法とな 室蘭研究所 Muroran Research Laboratory (9) 大型鋼塊のマクロ偏析シミュレーションソフトの開発 っている。初期においては Schneider や Felliceli らなどの K/kg]、 は熱流束 [J/m2]、 は潜熱 [J/kg]、 S は固相率 ように、小型鋼塊における Freckle、逆 V 偏析といったチャ [-]、 ンネル型の偏析の解析(1, 3)が多く見られた。しかし、近年 溶質保存則における右辺第 2 項の液相濃度の固相率による では計算機の進歩に伴い、実インゴットを解析した例(4, 5)も 微分はミクロ偏析を示すが、この微分係数については次節 見られる。そして、こうした解析には沈殿晶モデルも考慮さ に述べる。 , は 種の液相溶質濃度である。式(4)、すなわち れ、実鋼塊内部の輸送現象が明らかになりつつある(5)。 こうしてマクロな運動や輸送が焦点となる一方、鉄鋼材 2.2 ミクロ偏析モデル 料のマクロ偏析の解析では特異なミクロ偏析現象のモデル これまで多くの研究者により様々なミクロ偏析モデルが提 化も重要と考えられる。鉄鋼材料は炭素 C を含有し、そ 案されている。これらのモデルは、閉じた系における固相 の拡散係数は他の添加元素に対して非常に大きい。このた 率と液相濃度の関係を記述し、物質保存則の積分形で表 め、C のミクロ偏析挙動は平衡凝固に近い分配、他の金属 現されている。しかし、マクロ偏析シミュレーションでは、 元素などは Scheil モデルなどによる非平衡分配となると考 それぞれの検査体積の間で様々な物質輸送が行われるた えられている。こうした複雑な分配挙動を考慮する方法の め、検査体積を閉じた系とみなすことは出来ず、積分形ミ 一つに CALPHAD(6)との連成(7)が考えられるが、計算時 クロ偏析モデルをそのまま使用することは出来ない。よっ 間の増大を招くことが予想される。そこで本研究では、C て、本モデルでは微分形のミクロ偏析、凝固モデルを用い 元素の平衡分配と他の元素の非平衡分配を同時に考慮し る。例えば、式(5)と(6)は平衡凝固と Scheil-Gulliver モ たミクロ偏析モデルを定式化し、これを採用したマクロ偏 デルのミクロ偏析の微分形である。 析シミュレーションソフトを開発した。この開発したソフト を用いて 570t 鋼塊のマクロ偏析シミュレーションを実施し て実機の調査結果と比較し、実用性を検討した。 2. 計算手法 2.1 支配方程式 微分形を用いることにより、分配係数が凝固中一定値と 溶湯は非圧縮性流体とし、固液共存域における流れは 仮定する必要もなく、より現実的なミクロ偏析挙動を再現す Darcy 則が成立するものとした。しかし、熱溶質対流は液 ることが出来る。その他のより複雑な後方拡散を考慮した 相の温度や溶質濃度による密度変化により引き起こされる。 ミクロ偏析モデルについても微分形を用いることは可能で そこで、連続の式の上では溶湯は非圧縮性流体とし、運動 ある。多くの後方拡散を考慮したミクロ偏析モデル(8-10)は式 方程式の外力項でのみ密度変化を考慮する Boussinesq 近 (7)の様に示され、その微分形は式(8)となる。 似を用いた。液相中の溶質濃度は流動、拡散、そして固液 界面再分配により変化するものとした。支配方程式を以下 に示す。 ここでβは後方拡散パラメータである。原理上、こうし た複雑な後方拡散を考慮したモデルも本手法にて用いるこ とは可能である。しかし、後方拡散パラメータの決定の困 難さにより、のちに示す解析では単純な平衡凝固モデルと Scheil-Gulliver モデルを用いた。 また、多くの鉄鋼材料の凝固温度範囲内には包晶反応 温度が存在し、2 つの異なる分配係数を有する固相、δ相 式(1) ( 、2) ( 、3) ( 、4)は、それぞれ運動量保存則、連続の式、 とγ相が晶出する。本解析では、平衡分配する元素につい エネルギー保存則、溶質の保存則を示す。ここで、 は時 てはδ相とγ相の体積平均による見かけの分配係数を用い、 間 [ ]、 、 は流速、および空塔速度 [m/s]、 は密度 [kg/ 非平衡分配する合金については晶出する固相の分配係数を m3]、 は圧力 [Pa]、 は同粘 性 係 数 [m2/s]、 は透過率 用いることにした。 2 2 [m ]、 は重力加速度 [m/s ]、 は温度 [ (10) ]、 は比熱 [J/ 日本製鋼所技報 No.64(2013.10) 大型鋼塊のマクロ偏析シミュレーションソフトの開発 2.3 固相率の発展方程式 本解析手法では温度回復法を用いた凝固解析を行う。但 し、固相率の発展方程式が無いため、何らかの仮定の下に 定式化する必要がある。本研究では、凝固中の温度について 次の式を満足するものとした。 また、式(16)から明らかなように、液相線温度と固相線温 度が一致している場合には、 式(16) と式(14)は等価である。 2.4 流動解析 流動解析アルゴリズムは Fractional Step 法(11)を基にし、 式(9)は、凝固中は温度が常に液相線温度に等しいことを 固液共存域の流れ、すなわち Darcy 項を安定化した流動 意味する。しかし、式(9)から直接固相率の発展方程式を 解析アルゴリズム(15)を用いた。Darcy 項に現れる透過率は、 導出することは出来ない。そこで、式(10)の、液相線温度 Carman-Kozeny モデルを用いた。概要を以下に示す。式(1) は液相組成にのみ依存すると仮定した式(9)の時間微分形 を、時間に対して次のように離散化する。 を用いる。 式中のρ は各検査体積で与えられた温度と液相組成によ 式(10)の時間微分項に対して、式(3) 、式(4)を代入するこ り算出する。移流項は時間空間 3 次精度のCIP (Constraint とで固相率の変化の式が得られる。 Interpolated Profile)法(13)により計算する。中間速度場 * を導入し、式(15)を式(18)と式(19)に書き換える。 式(19)の両辺の発散をとることで、圧力 Poisson 方程式を 得る。ここで、式(20)で定義する無次元数 E を用いた。 さらに、式(11)を書き直すことで固相率の発展方程式(14) が得られる。 しかし、式(10)は温度と液相線温度が一致することを間 空塔速度は式(22)のように算出した。 接的に表す微分形である。このため、式(14)を直接離散 化して解析すると、様々な誤差の為に温度と液相線温度 が異なる値になってしまうことがある。そこで、安定な解 析を行うために、式(10)の代わりに 1 次精度の時間積分 による表現を用いる。 透過率は液相で∞、固相で 0 となるが、式(20)の無次元 数 を見て明らかなように液相では 1、固相では 0 となり、 透過率の特異な挙動を安定に取り扱うことが出来る。 式(3) 、 (4) 、 (15)から式(16)の半離散的な固相の発展方 程式が得られる。 (11) 大型鋼塊のマクロ偏析シミュレーションソフトの開発 結果を図 1 と 2 に示す。図 1 は固相率 - 温度曲線を示 2.5 温度場と液相濃度場の離散化 温度場、液相溶質濃度場のいずれの保存則においても、 し、図 2 は C と Ni のミクロ偏析挙動を示す。また、図中 *) の固相率 0.90 近傍の破線は本モデル合金における包晶反 ともに時間離散化において中間温度場と濃度場( *、 を導入する。中間温度場、濃度場は式(23) 、 (24)により 応点を示す。いずれの結果においても、本手法による解析 陽的にあらわされる。 結果と Thermo-calc による結果は非常によく一致している ことが確認できる。さらに、計算速度については本手法が Thermo-calc に対して 400 倍高速であった。以上の結果よ り、本手法が高精度な凝固 - ミクロ偏析挙動を高速に再現 できることが分かった 本解 析では、式(23) 、 (24)における移流項は 2 次 精度 TVD 風上スキームと 2 次精度 Runge-Kutta 法により計算 した。次いで、固相率を、式(16)を離散化した式(25)によ り計算する。 最後に、式(3)と式(4)の固相率項を計算し、温度場と濃 度場を更新する。 図 1 モデル合金における温度 / 固相率曲線 3. 解析結果 3.1 凝固 - ミクロ偏析モデルの検証 液 相 濃 度や 温 度により分 配 係 数や 液 相 線 温 度 が 適 切な関 数 形で 定 義されて いれ ば、 本 手 法 は 本質 的に CAPLHAD や実合金の凝固におけるミクロ偏析を再現可能 であると考えられる。これを確認するため、Thermo-calc(14) によるミクロ偏析シミュレーションと本手法による結果を比 較した。 この比較では、Fe-0.1mass%C-1.0mass%Ni の組成のモ デル合金を用いた。Thermo-calc による解析では、C 元素 は平衡分配し、Ni は液相完全混合で固相内拡散無し、す なわち Scheil-Gulliver モデルに従うものとした。本凝固 ミクロ偏析解析では、液相線温度は液相組成の、分配係 図 2 モデル合金におけるミクロ偏析挙動の解析結果 数は温度と液相組成の多項式関数とした。多項式関数は、 各変数の 1 次、2 次および交差項を含むものとし、各項の 係数は Thermo-calc により得られた結果から最小二乗法 により求めた。 (12) 日本製鋼所技報 No.64(2013.10) 大型鋼塊のマクロ偏析シミュレーションソフトの開発 3.2 大型鋼塊の解析 ここで、 は 多 孔 質体 の 特 性 長さ [m] を示 す。 本 解 低合金鋼の 570t 鋼塊のマクロ偏析シミュレーションを 2 次 析ではデンドライト 1 次アーム間隔(PDAS)を特 性長さ 元軸対称の座標系にて解析した結果について以下に述べる。 とした。これまでの解体調査により 600t 級の鋼塊では 鋼塊の平均直径は 4095 mm であり、鋼塊底部から押湯付根 PDAS が 1.5 mm 程度となることが分かっているので、こ 部までの高さは 4000 mm である。図 3 の計算形状概略図に の値を用いた。 示すように、この系は鋼塊と鋳型と押湯煉瓦、および上部の C 偏析比分布と固相率分布の変遷を図 4 と 5 に示す。そ 断熱材を含む。これらの物性値や熱抵抗など解析に用いた値 れぞれ凝固開始より、100000s、200000s、300000s の分 を表 1 から 3 に示す。また、透過率には式(28)に示す等方 布である。C 偏析比分布において多数のスジ状の濃化領域 (12) モデルである Carman-Kozeny モデル を用いた。 が、固相率分布においては高液相領域が形成されているの が確認でき、このスジ領域は逆 V 偏析であることが分か る。次いで図 6 に実機の押湯マクロ組織と数値解析結果 を示す。実機のマクロ組織では、多くの逆 V 偏析は closeup2 の様に V 字状だが、幾つかの偏析の向きは close-up 1 の様に湾曲している。こうしたスジは、押湯下部領域で V 字状に鋳壁側に向かっているのに対し、押湯上部では逆 V 状に軸芯に向かっている。数値解析結果においても、逆 V 偏析となるチャンネルは実機と同様に殆どが V 字状であり、 湾曲しているスジも実機と同様の特徴を有している。実機 と同様の傾向を持つ逆 V 偏析を再現可能であることから、 本手法で採用したモデルの物理的な妥当性が確認できる。 図 3 計算形状の概略図 表 1 伝熱計算に用いた物性値 図 4 C 偏析比分布の変遷 表 2 計算に用いた物性値など 表 3 各物質間の熱抵抗値 図 5 固相率分布の変遷 (13) 大型鋼塊のマクロ偏析シミュレーションソフトの開発 4. 結 言 Fe-C 系の合金、すなわち鉄鋼材料では、その凝固時に C 元素が高速拡散するため平衡分配挙動に近く、その他 の合金元素は非平衡分配する。本研究では、この現象を 考慮した凝固 - ミクロ偏析モデルを定式化した。3 元系モ デル合金において Thermo-calc の解 析結果と比較した。 本モデルによる解析結果は Thermo-calc による結果を高 精度に再現しており、その計算速度は Thermo-calc に対し て 400 倍程度であることを確認した。次に、提案した凝固 - ミクロ偏析モデルを採用したマクロ偏析シミュレーションソ フトを開発し、低合金鋼の 570t 鋼塊のマクロ偏析シミュレ ーションを行った。解析による C 偏析比分布に現れた逆 V 偏析は実機の押湯部のマクロ組織と同様の特徴を呈してお り、本手法に採用したモデルの物理的な妥当性が確認出 来た。また、本手法による軸芯の C 濃度分布は実機の値 に対して 10% 程度の誤差で予測することが可能であり、実 用的な定量性も有していることが分かった。 図 6 押湯部の実機マクロ組織と数値解析による C 偏析比分布 次に実機及び解析結果における軸芯における高さ方向 C 参 考 文 献 偏析比分布を図 7 に示す。底部より 2500 mm より下では やや解析結果の濃度が高く、2500 mm 以上では実機に対 してやや低めの濃度となっている。しかし、実機の調査結 果との誤差は 10% 程度であり、実用上十分な予測が可能 と思われる。ただし、この実機との相違が数値的な誤差に よるものではなく、沈殿晶による負偏析が再現されていな いために生じている可能性も考えられる。凝固初期に負偏 析領域が形成されることで、負偏析領域形成以後に凝固す る部位ではより高濃度になる。このため沈殿晶を考慮した 解析を行うことで、より実機の成分分布に近い解析結果と なる可能性は高い。よって沈殿晶モデルの採用による検証 が今後の課題と考えられる。 図 7 軸芯における C 偏析比プロファイルの比較 (14) (1) M. C. Schneider and C. Beckermann: Metall. Mater. Trans. A, Vol. 26A(1995) , pp. 2373-2388 (2) D. G. Neilson and F. P. Incropera: Int. J. Heat Tran., Vol. 34(1991) , pp. 1717-1732 (3) S. D. Felicelli, D. R. Poirier, and J. C. Heinrich: Metall. Mater. Trans. B, Vol. 29B(1998) , pp. 847-855 (4) H. Combeau, M. Založnik, S. Hans, and E. P. Richy: Metall. Mater. Trans. B, Vol. 40B(2009) , pp. 289-304 (5) Y. Ebisu: Metall. Mater. Trans. B, Vol. 42B(2011) , pp. 341-369 (6) T. G. Chart, J. F. Counsell, W. Slough, and P. J. Spencer: Int. Met. Rev., Vol. 20(1975) , pp. 57-82 (7) M. C. Schneider, J. P. Gu, C. Beckermann, W. J. Boettinger, and U. R. Kattner: Metall. Mater. Trans. A, Vol. 28A(1997) , pp. 1517-1531 (8) H. D. Brody and M. C. Flemings: Trans. AIME, Vol. 236 (1966) , pp. 615-624 (9) T. W. Clyne and W. Kurz: Metall. Trans. A, Vol. 12A (1981) , pp. 965-972 (10) I. Ohnaka: Trans. ISIJ, Vol. 26(1986) , pp. 1045-1051 (11) J. Kim and P. Moin: J. Comp. Phys., Vol. 59(1985) , pp. 308-323 (12) C. Pequet, M. Gremaud, and M. Rappaz: Met. Mater. Trans. A, Vol. 33A(2002) , pp. 2095-2106 (13) F. Xiao, T.Yabe, G. Nizam and T.Ito: Comput. Phys. Commun., Vol. 93(1996) , pp. 103-118 (14) B. Sundman, B. Jansson, and J. O. Anderson: CALPHAD 9, Vol. 2(1985) , pp. 153-190 (15) T. Sawada, K. Oikawa, K. Anzai, F. Takahashi, K. Kajikawa, and H. Yamada: JFS, Vol. 81(2009) , pp. 283-288 日本製鋼所技報 No.64(2013.10) 技 術 論 文 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 Effect of Aluminium on Ductile-to-brittle Transition Temperature in Quenched and Tempered C-Mn Steels 泉山 雄太 茅野 林造 博士(工学) Yuta Izumiyama Dr. Rinzo Kayano 要 旨 本 研 究では、 グラニュラーベイニティックフェライト及び 擬ポリゴナルフェライトからなる中間 段 階 変 態 組 織( 独 : Zwichenstufen Umwandlungs-produkt, Zw)を有する調質型 C-Mn 鋼の延性脆性遷移温度(DBTT)に及ぼす Al の影響 を明らかにするために、ベイニティックフェライトや有効結晶粒の大きさと分布、機械的性質について検討を行った。Zw 組織 を有する鋼においても DBTT は劈開破面の有効結晶粒径( )に関係があり、有効結晶粒の粒径及び分布は結晶方位差 EFF 15°以上の大角粒界に囲まれたベイニティックフェライト粒のそれにほぼ一致した。また、DBTT は降伏応力(YS)の増加と ともにいったん低下したのち上昇した。本鋼種は焼入れにて析出物に起因する結晶粒微細化と分散強化が起こり、Al 量に よって DBTT を支配する要因が変化することがわかった。これらの結果から、本鋼種においては DBTT を最も低温化する Al の最適量が存在することが示唆された。 Synopsis In order to clarify effects of Al on the ductile-to-brittle transition temperature(DBTT)in quenched and tempered C-Mn steels with intermediate stage transformation microstructures(Zw)consisting of granular bainitic ferrite and quasi-polygonal ferrite, a relationship between mechanical properties and microstructure was investigated in light of the distribution of effective grain size( steels with Zw microstructures, DBTT has been related to EFF ) . In those EFF on cleavage fracture surfaces, and the size distribution of EFF has corresponded to that of bainitic ferrite grains surrounded by large angle grain boundaries with misorientation over 15 degrees. With an increase in yield stress(YS), DBTT has been slightly lowered then increased. It has been considered that grain refinement and dispersion hardening have taken place due to the precipitates produced through the quenching process and that their influences on DBTT have changed with the Al content. These results indicate that an optimal Al content exists to lower DBTT. 1.緒 言 延性脆性遷移は熱活性過程である塑性変形の降伏応 力(YS)が劈開破壊の破壊応力よりも大きくなるために 体 心立方格子を持つ鉄 鋼材料は、温度の低下に伴っ 起こる。換言すると DBTT はある応力状 態における破 て破壊形態が延性破壊から脆性破壊に移行して靱性が 壊応力と YS の釣り合いで決まり、YS が大きいほど、わ 損なわれる、延 性 脆 性 遷移が 起きることが 知られてい ずかな温度低下で YS と破壊応力が釣り合うようになる。 る。鉄鋼材料の使用にあたっては、脆性破壊しないこと そのため、結晶粒微 細化(1)や、Ni のような低温で固溶 が求められ、シャルピー衝撃試験で得られる破面遷移温 軟化を起こす元素(2)の添加による強化を除いて、YS の 度(FATT)のような延性脆性遷移温度(DBTT)は重要 増加は DBTT の上昇に結びつく。 な指標となる。 DBTT に影 響を与える因子としては、YS 以外に結晶 室蘭研究所 Muroran Research Laboratory (15) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 粒径やミクロ組織、化学成分などが挙げられる。結晶粒径 2. 実験方法 の影響については、古くからフェライト−パーライト鋼にお いて、 (1)式或いは(2)式の関係が成り立つことが知られ (1) てきた 。 供試材として、表 1 に示すように、真空誘導加熱炉にて 溶製した Al 量を 0.008, 0.030, 0.047 mass% の 3 水準に 変えた 50 kg 小型鋼塊 Steel A ∼ C を用いた。これらの 鋼塊を 1200℃にて板厚を 50 mm から 25 mm まで圧延し た後に、980℃にて焼入れ、580℃にて焼戻しを施した。 機械試験として、引張試験及びシャルピー衝撃試験を この関 係は結晶 粒 径 ( 3) を Gr i f f it h 理 論 の 先 在き 実施した。引張試験はゲージ直径 6.0 mm、ゲージ長さ 裂 長さに対 応づ けることで 説明され る。 マルテンサイ 30.0 mm の丸棒引張試験片を鋼板の板幅方向から採取 ト鋼 に おいては、 劈 開 破 面の 大きさである 有 効 結 晶 し、機械式引張試験機(Shimadzu Autograph AG-B) ) の考え方を用いることにより、 が旧 を用いて、 室温でクロスヘッド変位 速 度 0.54 mm/min オーステナイト(γ) 粒 或いは パケットの大きさに対応 ( 公 称ひずみ速 度 約 3 × 10 - 4 s -1) で 行った。 破 断 後の し、 ( 1) 式 或 いは(2) 式 の関 係 が 成り立つことが 報 試 験 片を突き合わ せて伸び 及び 絞りを求めた。 シャル 告されている(4),(5),(6)。 ピー衝撃試験は 10 × 10 × 55 mm(2 mm V ノッチ)の 粒 径( EFF DBTT の EFF EFF 依 存 性は、 フェライト−パーライト鋼 (6) ,(7),(8) フルサイズシャルピー衝 撃 試 験 片を板 幅方向から採 取 、DBTT はミク し、−120℃から−20℃の間で破断させて、延性破面率 ロ組 織の 影 響を受ける。 しかしながら、 ベイナイトに と吸収エネルギーから、FATT 及びエネルギー遷移温度 とマルテンサイト鋼では異なり 代 表 され る 中 間 段 階 変 態 組 織( 独 : Zwichenstufen Umwandlungs-produkt, Zw)については、その組織の (9) ,(10),(11) も相まって、特 複 雑さやターミノロジーの混乱 に低炭素鋼においては不明な点が多い。 (ETT)を求めた。 ミクロ組織観察は 3% 硝酸アルコールにてエッチングを 施し、光学顕微鏡により行った。 有効結晶粒径の測定は、−196℃にて破断させたシャ 一方、DBTT に及ぼ す化学成分の影 響を単純に説明 ルピー衝撃試 験片の破面を熱電子銃型の走査型電子顕 するのは難しい。例えば Ni の添加による DBTT の低下 微鏡(SEM、JEOL JSM-6060A)にて観察し、それぞ は前述の固溶軟化の他にも結晶粒微細化も影響している れの劈開破面の大きさを画像解析して求めた。 (2) 。Ni 以外の DBTT を低下させる元素としては、古くか 結晶学的な結晶粒径を得るために、コールド型の電界 ら Al キルド鋼の形で低温 用鋼として用いられてきた Al 放射型 SEM(FE-SEM、JEOL JSM-6335F)に取り付 が注目される。Pickering は結晶粒径への影響と区別し けた電子線散乱分 光(EBSD)装置(TSL MSC-2200) て、Al の添加によってフェライト鋼の DBTT を下げる効 を用いて、Fe(bcc)の結晶方位差 15°以上の大角粒界 果があるとしている(12)。従 来の 合金 学においては、Al に囲まれた結晶粒径を求めた。 (12) というような、定性的 の役割は有害な窒素と結びつく な説明で済まされることが多かった。このような説明は 3. 実験結果及び考察 確かに合金元素の持つ様々な性質の一面を説明している が、他の組織を有する鋼においても同じ機構が成り立つ とは限らず、 しかも YS や EFF などの DBTT に関わる 因子との相互関係も明確でない。 3.1 機械的性質 図 1 に引張 試 験における YS 及び 引張 強さ(TS) 、伸 び(El) 、 絞 り(RA) 、 降 伏 比(YR) に 及 ぼ す Al 量 の そこで、本 研究では Zw を有する鋼のうち、荒木らの 影 響 を 示 す。Steel A(0.008 mass% Al) 及 び Steel B 分類(10),(11)によるところのグラニュラーベイニティックフ (0.030 mass% Al)の YS 及び TS がほぼ同程度であったの ェライト(αB)及び擬ポリゴナルフェライト(αq)の混合 に対し、Steel C(0.047 mass% Al)の YS 及び TS は Steel B 組 織を有する調質型 C-Mn 鋼を対 象に、DBTT に及ぼ より約 50 MPa 大きいことがわかる。YR は YS と TS の増加 す Al の影響について検討したので報告する。 に伴い上昇する一方、El 及び RA はいずれも同程度であった。 表 1 供試材の化学成分(mass%) (16) 日本製鋼所技報 No.64(2013.10) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 Steel A は Steel B よりも FATT が高く、遷移域が約 50℃ とかなり広い。これらより、Al は添加量が 0.030 mass% 以下の小さい側では FATT を下げ、遷移域を狭める効果 を持つのに対して、それよりも添加量が大きい側では狭い 遷移域のまま遷移曲線を高温側にシフトさせて FATT を高 める効果を持つことがわかる。 ETT はいずれの鋼種ともほぼ FATT と同じ温度であっ た。この結果は吸収エネルギーに上部棚・下部棚エネルギ ーと延性破面率の混合則を仮定すれば理解できる。図 3 に Steel A ∼ C の延性破面率と吸収エネルギーの関係を 示す。いずれの鋼も比例関係にあることがわかる。塑性変 形は熱活性過程であるため、上部棚エネルギーは厳密に は温度依存性を持つものの、遷移域に限定すれば混合則 が成り立ち、FATT と ETT は等価であるとみなせる。そ こで、以降の検討では FATT と ETT の両者をまとめて DBTT として整理した。 図 1 機械的性質に及ぼす Al 量の影響 シャルピー衝撃試験より得た遷移曲線を図 2 に示す。延 性破面率には延性から脆性破面への顕著な破面遷移が認 められ、吸収エネルギーにおいても同様に上部棚から下部 棚へのエネルギー遷移が認められた。FATT は Steel B が −88℃と最も低く、かつ遷移域も約 30℃以内と狭いことが わかる。一方、Steel C は FATT が−64℃と比較的高く、 Steel B の曲線が高温側にシフトしたような形になっている。 図 3 シャルピー衝撃試験の延性破面率と吸収エネルギーの関係 図 4 に FATT と YS の関係を示す。Steel C は Steel B と比較して YS が約 60 MPa 大きく、FATT が 24℃高く なっている。Pickering は、衝撃試 験の遷移温 度に及ぼ す YS の影響について、YS が 9.8 MPa 増加する毎に、転 位導入強化で +6℃、分 散強化で +4℃、結晶粒微 細化 で −10℃変化すると述べている(12)。Steel C においては、 FATT が YS 9.8 MPa あたり約 3.9℃上昇しており、分散 強化による遷移温度上昇とほぼ同じ値であった。Steel B と Steel C における FATT の相違は Al の添加による析出 物の分散強化により説明できると考えられる。一方、Steel A においては、YS の大きさが Steel B とほぼ同じであり、 Pickering の述べる関係からYS で FATT を説明すること ができない。 図 2 シャルピー遷移曲線 (17) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 3.2 ミクロ組織 図 5 に Steel A ∼ C のミクロ組織の光学顕微鏡像を示 す。いずれもミクロ組織は Zw に属する複雑な組織であり、 荒木らの分類(10),(11)に従えば、この組織は αB とαq の混 合組織であると判断された。供試材が低炭素鋼であるた め、調質後組織のαB はシーフ状の傾向が小さく、αq とほ とんど区別できなかった。また、焼戻し後のミクロ組織か らは旧γ粒界を部分的にしか判別できなかった。 Steel B のシャルピー衝撃試験片の破面に平行な方向に おける EBSD IPF マップの一例を図 6 に示す。以降の評 図 4 0.2% YS と FATT の関係 価では中心成分である Steel B で代表させているが、Steel A 及び Steel C も本質的には変わらない。結晶方位はラン ダムな方向を向いており、特定の方向に配向している傾向 は認められなかった。 図 6 EBSD IPF マップ (結晶方位差 15° 以上を粒界と定義、Steel B) 3.3 破面観察及び有効結晶粒 図 7 に Steel B のシャルピー衝撃試験片の起点近傍破面 の SEM 像の一例を示す。破面はいずれもリバーパターンを 持つ劈開破面となっていた。起点近傍には介在物は少なく、 認められた場合も介在物が破断しているものは皆無であっ た。これより、供試材の脆性破壊形態は粒内劈開破壊で あると判断した。 図 5 供試材のミクロ組織(硝酸アルコールエッチ) (18) 図 7 −196℃にて破断させたシャルピー衝撃試験 片の破面の SEM 像(Steel B) 日本製鋼所技報 No.64(2013.10) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 図 8 有効結晶粒径と DBTT(シャルピー衝撃試験より得た FATT 或いは ETT)の関係 (6),(7),(8),(13) , 図 8 に花村ら(7)(8) がまとめた、マルテンサイト或いはマルテ (6) ンサイト・ベイナイト組織を持つ調質型高張力鋼 及びフェラ (13) (7) ,(8) イト−パーライト鋼 、超微細フェライト−セメンタイト鋼 おける DBTT(FATT 或いは ETT)に及ぼす EFF に 表 2は EFF の境界になる結晶方位差を示したものであり、マ ルテンサイト鋼においては 10 ∼ 20° 以上、フェライト−パーラ , (8) , (13) , 。 イト鋼では 15° 以上の結晶方位差が有効とされる(4)(7) の影響 のグラフに、供試材の結果をプロットしたものを示す。 EFF と 表 2 各ミクロ組織における有効結晶粒径に対応する組織因子(4),(7),(8),(13) DBTT の関係は、破壊の表面エネルギーと Hall-Petch 係数 の違いによって、大きくフェライト鋼とマルテンサイト鋼のグル ープに分かれている。それぞれのグループ内の DBTT のばら つきは前述の YS、或いは後述する粒径分布の影響を受けた ものと思われる。供試材の Steel A 及び Steel B の FATTと EFF の関係はフェライト鋼グループの下側、Steel C のそれは 同じグループの中程度に位置している。 それぞれの劈開破面の大きさから求めた EFF の分布を EBSD より得た結晶方位差 15°以上の大角粒界に囲まれた 3.4 有効結晶粒分布の影響 前述したように、延性脆性遷移は YS と破壊応力の釣り 結晶粒径分布と比較した結果を図 9 に示す。両者の分布 合いで決まる。Griffith 理論によれば、破壊応力σF は先在 はよく一致しており、αB とαq の両方を含めたベイニティック き裂長さ を用いて、 フェライトの大きさが EFF になることがわかる。αB とαq か らなる Zw においても、結晶方位差 15°以上の大角粒界が DBTT の評価に有効であることを示している。 粒径分布は特定の DBTT を持つ結晶粒の存在確率を表 (3) の形で表される 。ここでγは破壊の表面エネルギー、 しているから、シャルピー衝撃試験の遷移曲線の形に直接 はヤング率である。供試材のような粒内劈開破壊の場合、 (3) 影響を与える。図 9 の Steel A と Steel B のベイニティック 式の を EFF フェライト粒径の分布を比較すると、Steel A の方が 20 μm で置き換え、 以上まで結晶粒径分布が広がっているように見える。図 2 における Steel A の遷移域の広さは粒径分布の広がりに対 応すると推察される。 (14) ,(15) は Steel C においては、いずれの粒径分布においても最大 それぞれの結晶粒が異なる破壊応力と YS を持つこと、す ピークの他に約 20 μm の粒径に二次ピークが存在してい なわち、それぞれの結晶粒が異なる DBTT を持つことを る。花村らは超微細フェライト−セメンタイト鋼の bimodal 示している。 粒径組織の ETT への有効結晶粒が大角粒界に囲まれた と表すことができる。 (4)式と Hall-Petch の関係 は結晶の劈開面の大きさであり、その境界は一定角 結晶粒径分布の大きい粒径域モード値に対応することを報 度以上の結晶方位差を持つ大角粒界に対応すると考えられ 告している(7),(8)。しかしながら、Steel C の二次ピークは る。き裂の伝播を考えると、小角粒界は方位ずれエネルギ 最大ピークになっておらず、YS も高いために、粒径分布の EFF ーが小さく障壁にならないから、 EFF の境界になり得ない。 みで Steel C の FATT を説明するのは難しい。Steel B と (19) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 図 9 有効結晶粒径及び EBSD より得たベイニティックフェライト粒径(結晶方位差 15° 以上を粒界と定義)の分布 Steel C が EFF ではほぼ等しいにも拘らず、遷移曲線につい ここで、 は定数、 は析出物半径 は析出物の体積分 て Steel C が Steel B から高温側にシフトした形になってい 率である。ここで、ピン止め粒子として AlN を考えると、 るのは、図 4 に示したように、Steel C の方が高い YS によ その固溶温度 は Darken の式(17)で表される。 る強度とのトレードオフと考えられる。Steel C では析出強化 で YS の非熱的成分が増加して、Steel B よりも高い温度で YS と破壊応力が釣り合うようになったと推察される。 (6)式より、Steel A 及び Steel B の AlN の固溶温度 3.5 Al 添加の役割 表 3 に鋼の強化機構による YS 及び有効結晶粒径の影 響と DBTT の変化の例を示す。ここでは固溶と析出に限っ はそれぞれ 882℃及び 1010℃となり、Steel A では焼入れ の 980℃の加熱でもγ粒成長のピン止めが働かないと推察 される。 て示しており、一般に合金元素の固溶は YS の増加により 本鋼における旧γ粒径とベイニティックフェライト粒径の DBTT を上昇させることが知られている。一方、窒化物の 関係については、充分に把握できていないものの、例えば ような析出物の影響は複雑である。析出物の寸法及び間隔 髙田らは Zw の旧γ粒径とベイニティックフェライト粒径の は析出強化、ピン止め効果による結晶粒微細化に関係する 間に比例関係が成り立ち、鋼の成分によらず比例定数は一 からである。 定であると報告している(18)。これより、γ粒成長の違いが DBTT に影響したと考えられる。一方、遷移域の広がりや 表 3 鋼の強化機構による YS 及び有効結晶粒径への影響と DBTT の変化 ばらつきについては、各種粒径分布の対応、析出物の大き さ及び間隔の分布を論ずる必要があるものの、現状ではデ ータが少なく議論が難しい。 図 10 に Steel A ∼ C を 950 ∼ 1250℃、0 min 加 熱 後 CO2 ガス冷却したときの旧γ粒径を示す。1100℃以下にお いては、Steel B 及び Steel C の旧γ粒径は Steel A のそ れよりも細かく、Al の添加によってγ粒成長が進みにくくな っている様子が認められる。一方、1250℃においては、い ずれの鋼種も旧γ粒径がほぼ同程度であった。 γ粒成長時に析出物がピン止め粒子として働くとき、旧γ 粒径 は Zener の式(16)で表される。 γ (20) 図 10 オーステナイト粒成長に及ぼす Al 量の影響 (加熱時間 : 0 min、CO2 ガス冷却) 日本製鋼所技報 No.64(2013.10) 調質型 C-Mn 鋼の延性脆性遷移温度に及ぼす Al の影響 本 研 究における DBTT に及ぼ す Al の影 響は 析出物 参 考 文 献 に起因すると考えられ、Al 量によって DBTT に影 響す る機構が変化している。すなわち、Al の添加量が 0.030 (1) N. J. Petch : Philos. Mag., Vol. 3(1958) , p. 1089. mass% 以下の少量では Al 添加による析出物のピン止め効 (2) 前野圭輝 , 田中將己 , 吉村信幸 , 白幡浩幸 , 潮田浩作 , 果が大きく働き、0.030 mass% を超える添加では析出強化 の影響が大きく現れたと推察される。この機構の変化から は、DBTT を最も低温化する Al の最適量が存在すること 本 研究においては、DBTT に及ぼす Al 添加の影響を EFF (3) A. A. Griffith : Philos. Trans. R. Soc., Vol. A221(1920) , p. 163. (4) T. Inoue, S. Matsuda, Y. Okamura and K. Aoki : Trans. が示唆される。 YS 及び 東田賢二:鐵と鋼 , Vol. 98(2012) , p. 667. を通じて説明できることを示した。この結果 はある調質型 C-Mn 鋼における限られたものであるが、同 じ評価手法を用いることは、様々な成分系や組織におけ る、DBTT に及ぼす各合金元素の添加の影響を定量的に 解析する手段となりうる。 JIM, Vol. 11(1970) , p. 36. (5) F. Terasaki and H. Ohtani : Trans. Iron Steel Inst. Jpn., Vol. 12(1972), p. 45. (6) 大谷泰夫 , 寺崎富久長 , 邦武立郎: 鐵と鋼 , Vol. 58 (1972) , p. 434. (7) T. Hanamura, F. Yin and K. Nagai : ISIJ Int., Vol. 44 (2004) , p. 610. (8) 花村年裕 , 趙明純 , 邱海 , 殷福星 , 長井寿:鐵と鋼 , 4. 結 言 Vol. 95(2009) , p. 71. αB とαq からなる Zw 組 織を有する調質型 C-Mn 鋼の DBTT に及ぼす Al の影響について、機械的性質及び各種 粒径から検討を行った。結果を以下に示す。 (9) 荒木透:熱処理 , Vol. 29(1989) , p. 322. (10)荒木透 , 榎本正人 , 柴田浩司:鐵と鋼 , Vol. 77(1991) , p. 6. (11)日本鉄鋼協会・基礎研究会 ベイナイト調査研究部会: (1) 以上の大 EFF の分布は EBSD より得た結晶方位差 15° 鋼のベイナイト写真集− 1 ― 低炭素鋼の連続冷却 角粒界に囲まれた結晶粒径の分布に一致し、αB とαq (中間段階)変態組織―日本鉄鋼協会 ,(1992), p. 1. の両方を含めたベイニティックフェライトの大きさが EFF になることがわかった。αB とαq からなるZwにおいても、 結晶方位差 15° 以上の大角粒界が DBTT の評価に有効 である。 (12)F. B. Pickering : 鋼 の 強 靱 性 , Climax Molybdenum Co., Tokyo,(1971) , p. 9. (13)寺 崎 富久 長 , 大 谷 泰 夫: 鐵と鋼 , Vol. 58(1972) , p. 10 67. (2) Al の添加量が 0.030 mass% 以下では DBTT を下げ、 遷移域を狭める効果を持つのに対して、0.030 mass% を 超える添加では遷移曲線を高温側にシフトさせて DBTT を高める効果を持つ。 (14)E. O. Hall : Proc. Phys. Soc., Vol. 64 B(1951) , p. 747. (15)N. J. Petch: Progress in Metal Physics, Vol. 5(19 54) , p. 1. (16)C. Zener : Trans. AIME, Vol. 175(1948) , p. 45. (3) Al の添加量が 0.030 mass% 以上では YS の増加に対応 して DBTT が上昇する強度と靱性のトレードオフ関係が (17)L. S. Darken : Trans. AIME, Vol. 191(1951) , p. 1174. (18)髙田啓督:材料とプロセス , Vol. 23(2010) , p. 1324. 認められた。YS に対する DBTT の上昇量は分散強化 のそれとほぼ同じ値であり、Al 添加による遷移曲線の シフトは析出強化によって説明できると考えられる。 (4) Al の添加量が 0.030 mass% 以下では DBTT の低下は 劈開破面の大きさから求めた ともに、 EFF EFF の減少に対応すると の分布が遷移域の広さとばらつきに対応し た。DBTT の低下はベイニティックフェライト粒径の減 少に対応し、 析出物によるγ粒成長の抑制がベイニティッ クフェライト粒径に影響したと考えられる。 (5) Al の添加量によって DBTT を支配する要因が変化して いることから、DBTT を最も低温化する Al の最適量が 存在することが示唆された。 (21) 技 術 論 文 MPS 法による高粘性非ニュートン流体解析 MPS 法による高粘性非ニュートン流体解析 Numerical analysis of high viscous non-Newtonian fluid flow using the MPS method 福澤 洋平 * 博士(工学) 富山 秀樹 * 博士(工学) Dr. Yohei Fukuzawa 柴田 和也 ** 博士(工学) Dr. Hideki Tomiyama Dr. Kazuya Shibata 越塚 誠一 ** 工学博士 Dr. Seiichi Koshizuka 要 旨 粒子法解法の一種である MPS(Moving Particle Semi-implicit)法に溶融樹脂流体を対象とした新たな解析機能の開発 を行った。従来の MPS 法は水のようなニュートン流体を対象とした流動解析が多いため、今回新たに樹脂流動の基本で ある高粘性非ニュートン流体モデルを従来の MPS 法に適用した。新たな解析手法を導入することで、現実的な計算時間、 かつ安定した予測精度にて高粘性非ニュートン解析が可能となった。これら解析手法の有用性を示すため、基礎的な剪断 流れ場である平板ポアズイユ流の流速理論解と比較することで解析精度の検証を行い、良好な結果が得られた。本報では、 これらの解析手法と検証解析について述べる。 Synopsis Numerical analysis of polymer fluid flow is developed by using the MPS(Moving Particle Semi-implicit)method which is one of particle method. The conventional MPS method was mainly applied for Newtonian fluid model such as water. In order to apply for non-Newtonian fluid, the power-law model is used as the constitutive equation of a non-Newtonian fluid in the MPS method. Furthermore, the gravity and the viscous terms in the momentum equation are implicitly solved. For a comparison with the theoretical distribution of the velocity in plane Poiseuille flow, the obtained simulation results are in good agreement. In this paper, we present the improvement of the MPS method and the verification of calculation method. 1.はじめに どの複雑流れや原子力分野、生体系など幅広い分野で用い られ、今後、実用性を伴った開発が期待される解析手法 現在、ラグランジュ系演算手法である粒子法解析が様々 な分野に応用され発展している。粒子法は有限要素法と違 である。 粒子法の一種であるMPS(Moving Particle Semi-implicit) いメッシュを用いない手法であり、計算点である「粒子」が 法(1, 2)は、微分演算子に対応する粒子間相互作用モデル 速度と圧力の変数によって移動する。自由表面の変形に際 を用いて連続体の支配方程式を離散化する手法である。 しては、有限要素法のようなリメッシュをする必要が無いた MPS 法の特 徴は非圧 縮性 流体の支 配方程 式を重 力項 め、取り扱いが容易である。そのため、粒子法は混相流な と粘性項を陽的に解き、圧 力項を陰的に解く半陰的ア *:広島研究所 Hiroshima Research Laboratory (22) **:東京大学大学院工学系研究科システム創生学専攻 Department of Systems Innovation School of Engineering, The University of Tokyo 日本製鋼所技報 No.64(2013.10) MPS 法による高粘性非ニュートン流体解析 ルゴリズム(3)を用いることにある。MPS 法を用いた解析で は船舶への海水打込み解析(4, 5)など、ニュートン流体を対 象とした流動解析が多い。しかしながら、溶融樹脂は非ニ ュートン性を示す流体であり、これら流動場をニュートン流 体解析にて評価するには定性的にも挙動が一致せず、非 ニュートン性を考慮した解析手法の適用が必要である。ま た、溶融樹脂の流動は、粘度のオーダーが 10Pa・s 以上と 非常に高い粘性を示す。従来の MPS 法である半陰的アル ゴリズムを用いた手法で高粘性解析を実施するには、数値 安定性の条件である拡散数を満たす必要があり、刻み時間 を微小に設定しなければならず莫大な計算時間を要する。 は 粒子間 距 離、 は空間 次 元数、 0 は初 期 配 置で つまり、高粘性流体のリーズナブルな解析のためには演算 の粒子数密度、 手法自体の改良・開発が必要である。これらの課題を克服 各粒子間の相互作用は、粒子の有効半 径内に位置する するため、溶融樹脂の流動解析を対象とした新たな手法を 近傍粒子との粒子間距離に応じて重み付き平均を求める MPS 法に導入した。また、導入した解析手法と解析精度 ことで評価する。その際用いる重み関数 を評価するため、剪断流れ場である平行平板ポアズイユ流 離 にて行った基礎的な検証解析について述べる。 粒子 における密度ρ の代わりに粒子数密度 は粒子間距 に対して (7) 式から求められる。また、MPS 法では、 る。粒 子 数 密 度 2.MPS 法アルゴリズム は重み関数である。MPS 法において、 を用い は 重 み 関 数を用いて(8) 式で定 義 する。 2.1 MPS 解法の概要 非圧縮性流体の支配方程式は次式で表される連続の式 とナビエストークス方程式を用いる。 は粒子間相互作用の及ぶ有効半径であり、影響半径と定 義する。通常、影響半径 u は速度ベクトル、 は時間、ρは流体密度、 は圧力、ηは し、図 1 に は 2 .1 ∼ 4 . 1 の値を用いて計算 = 3 . 1 の場合の と の関係を示す。 剪断粘度、g は重力である。 (2) 式の圧力項は陰的に、粘性・ 重力項を陽的に計算すると(2)式は以下になる。 ここで、k は時間ステップ、 は刻み時間である。MPS 法では勾配とラプラシアンの微分演算子に対して、ある粒 子 とその近傍の粒子 との間で相互作用モデルを与え離 散化を行う。勾配モデルとラプラシアンモデルはそれぞれ 以下のように与える。 図 1 重み関数 と粒子間距離 の関係 (23) MPS 法による高粘性非ニュートン流体解析 MPS 法では図 2 に示す半陰的アルゴリズムで計 算を 行う。半陰的アルゴリズムでは、まず粘性・重力項を陽的 (11)式の発散を取り、圧縮性流体の連続の式から圧力の ポアソン方程式が得られる。 に式変換を施し仮の速度 u* と位置 r* を求める。 (12)式のポアソン方程式は(5)式を適用して離散化する と対 称 行 列になることから CG(Conjugate Gradient: 共 役勾配法)法より圧 力を求める。求めた圧 力と(11) 式を用いて、 +1 ステップの速度ベクトルと粒子位置が決 定される。 2.2 溶融樹脂流体モデルの適用 溶融樹脂流体は、剪断速度の増加に伴い剪断粘度が低 下する挙動を示す擬塑性非ニュートン流体である。剪断粘 度ηは剪断速度γ依存となるため、各粒子の剪断速度γを算 出する必要がある。この計算アルゴリズムを以下に示す。 また、本研究では代表的な純粘性非ニュートン流体のひと つである Power-law モデルを用いた。 図 2 MPS 法アルゴリズム η0 はゼロ剪断粘度、 は第二不変量、D は変形速度テン ソルである。 (18)式の速度勾配項にグラディエントモデルを 適用し、変形速度テンソル D を求め、 (15)∼(17)式よりη とγを算出する。ここで求めたηは(9)式に適用することで、 仮の速度 u* の算出が行われることになる。 次に、仮の位置 r* では粒子数密度 * となり初期粒子数密 度 0 を保っておらず、非圧縮性の条件を満たしていない。 以 上の定 式化により M P S 法で 非 ニュートン性を考 慮 した。 そこで、非圧縮性の条件を満たすため、速度と位置を修正 する必要がある。修正速度は(3)式の圧力項で生じるとす ると(11)式が得られる。 2.3 粘性項の陰解法化 溶融樹脂 流体は剪断 粘度ηが 10 1 ∼ 10 5 Pa・s 程度と 非常に高い粘性流体である。従来の MPS 法では拡散数 に対する数値安定性の条件である(19)式を満たすため、 高粘性流体では刻み時間 を微小に設定しなければな らず、膨大な計算時間を要する。そこで、 (9)式粘性項の (24) 日本製鋼所技報 No.64(2013.10) MPS 法による高粘性非ニュートン流体解析 計 算を従来の陽解法から陰解法(6)にすることで の制限 が無く計算時間を大幅に短縮でき、高粘性流体の解析を 流体粒子に 方向に加速度 5 m/s2 を与え、 と 方向の 左右両端は自由境界とした。 可能とした。 ここで、 は粒子間距離である。 (9)式にかえて、陰的にかつラプラシアンモデルにより離 散化を施し、仮の速度 u* を求める。 図 4 解析モデル:平行平板ポアズイユ流 図5に 断面での各流体挙動の解析結果を示す。ニュ ートン流体では平板の中心に向かってシャープな放物線を 示しているのに対して、非ニュートン流体は中心部分で平坦 化する形態を示している。この傾向は非ニュートン性が強く u* を求める際の反復計算には、圧力の算出と同様に CG 法 なる( n < 1)につれ、顕著に現れている。非ニュートン流 を用いた。この後の圧力と圧力項の速度計算は前項に記述 体では、壁面近傍での剪断速度が速く剪断粘度の低下によ した手法と同じとした。 り流動性が良いのに対して、平板の中心部では剪断速度が 遅く剪断粘度の上昇により流動性が悪い。これは理論的な 3. 検証解析 挙動に一致しており、解析結果の流体挙動は定性的に捉え ていると判断できる。 図 3 に解析に用いたニュートン流体と Power-law 流体の 剪断粘度曲線を示す。ここで、ゼロ剪断粘度 η0 = 10 Pa・sと し、Power-law index はそれぞれ、Power-law 流体 1; = 0. 6、Power-law 流体 2; = 0.2 とした。これらにニュート ン流体を加えた 3 流体を用い、平行した平板の間を流体 が流れる剪断流れ場(平行平板ポアズイユ流)での流体挙 動、流速分布、陽解法と陰解法との比較についてそれぞれ 評価を行った。 図 5 解析結果:各流体挙動 3.2 流速分布の評価 各流体モデルの流速分布を詳細に評価する。図 6 に示す モデルを用い、重力は無視する。境界部( = 0m ; 断面)で の流入の流速を 0.2 m/s とレイノルズ数が十分に小さい層流 とし、定常時の流速分布を評価した。また、評価の比較対 象は平行平板ポアズイユ流の理論値とした。 図 3 剪断粘度曲線 3.1 流体挙動の評価 解析には図 4 に示すモデルを用い、ニュートン流体と非 ニュートン流体の挙動について比較を行った。解析条件は 図 6 解析モデル:平行平板ポアズイユ流 (25) MPS 法による高粘性非ニュートン流体解析 まず、定常時の評価を行うため、定常状態に発達するま での時間を確認する必要がある。 3.3 陽解法と陰解法との比較評価 陽 解 法と陰 解 法との 計 算 結 果 の比 較 評 価 を 行 う。 図 7 に 各 流 体 モ デ ル の 流 速と時 間との 関 係 を 示 す 図 9、10 に Power-law 流体 2;n = 0.2 の陽解法と陰解法 (粒子位置: = 0 m、 = 0. 15m) 。図 7より、どの流体モデル にて計算した際の流速分布と剪断速度分布をそれぞれ示 においても時間 = 0. 5 s 以降で流速がほぼ一定になっており、 す。図 9 より平板中心部の低剪断速度領域に差異が生じ、 定常状態に十分に発達していることが分かる。これより、 陽解法は陰解法に比べ流速が速くなっていることが分か = 0.5 s の結果を用いて流速分布の評価を行う。 る。また、図 10 の剪断速度分布に関しても陽解法では平 板中心部において理論値との剥離が確認でき、剪断速度 が大きく算出されていることから流速の増加につながった と考えられる。これは、陰解法で計算を行うことで低剪断 速度領域、つまり高粘度になっても計算が安定に行えるこ とを示している。 図 7 各流体の流速と時間の関係 次に、解析値と理論値の流速分布について比較評価を 行った。理論値の流速分布式 を(22)式に示す(7)。 図 9 は 方向平均流速、 断面の流速分布( 0.2) は平板間幅である。図 8 に各 流体モデルの流速分布( 方向平均流速 と流速 の比) の解析結果(評価時間: = 0. 5 s、評価位置: = 0.15 mm) と理論値を併せて示す。図 8 より、前項で述べたようにニ ュートン流体では放物線の流速分布に対して、非ニュートン 性が強くなるにつれ plug flowの形態になっていることが分 かる。また、解析結果と理論値を比較すると、どの流体モ デルにおいても理論値と良好に一致しており、妥当な結果 が得られた。これより、十分な予測精度を有しており、擬 塑性流体への適用は妥当である。 図 10 (26) 図 8 断面の剪断速度分布( 0.2) 断面の流速分布 日本製鋼所技報 No.64(2013.10) MPS 法による高粘性非ニュートン流体解析 表 1 に陽解法と陰解法との計算時間の比較を示す。陰解 参 考 文 献 法では 1 ステップの計算時間は陽解法に比べ 4 倍要してい るが、時間刻みが 2 オーダーも違うため全計算時間では陰 1)Koshizuka, S. and Oka, Y. : Moving particle semi-implicit 解法の方が圧倒的に速くなった。高粘性流体の計算では陰 method for fragmentation of incompressible fluid, Nucl. 解法の導入は演算コストの面で極めて有用であることが判 Sci. Eng., Vol.123, pp.421-434, 1996. 2)越塚誠一 : 粒子法, 丸善株式会社, 2005 明した。 3)Amsden, A. A. and Harlow, F. H. : The SMAC method, 表 1 陽解法と陰解法の計算時間の比較 A numerical technique for calculating incompressible fluid flows, LA-4370, 1970. 4)Shibata, K. and Koshizuka, S. : Numerical analysis of shipping water impact on a deck using a particle method, Ocean Engineering, Vol.34, pp.589-593, 2005. 5)Shibata, K., Koshizuka, S. and Tanizawa, K. : Three -dimensional numerical analysis of shipping water onto a moving ship using a particle method, J. Mar. Sci. Technol., Vol.14, pp.214-227, 2009. 6)永田潤 : 粒子法による融解・凝固シミュレーションとコン ピュータグラフィックス, 東京大学修士論文, 2008. 7)Prakash, R., Chhabra, R. P. and Eswaran, V. : TwoDimensional Steady Poiseuille Flow of Power-Law Fluids Across a Circular Cylinder in a Plane Confined Channel: 4. 最後に Wall Effects and Drag Coefficients, Ind. Eng. Chem. Res., Vol.46, pp.3820-3840, 2007. 本研究では、MPS 法を溶融樹脂である擬塑性非ニュー トン流体の流動解析に適用する手法を開発した。検証解 析例として、剪断流れ場である平行平板ポアズイユ流の解 析を行い、本手法の妥当性を評価し、以下の結果を得た。 (1)MPS 法を用い、擬塑性非ニュートン流体モデルとした流 動解析手法を開発した。ニュートン流体と非ニュートン流 体の挙動は定性的に捉えており、解析値と理論値の流速 分布の比較では定量的に良好な一致を示した。 (2)粘性項の速度計算を従来の MPS 法である陽解法から陰 解法にて計算する手法を示した。陰解法化にすることで、 高粘度領域を含む計算においても、刻み時間の制限が無 く陽解法に比べ現実的な計算時間で行え、かつ高精度 で解析が可能である。 開発した計算手法により、高粘性非ニュートン流体の流 動解析において適切な解析結果が得られ、解析コードはほ ぼ完成したといえる。今後は溶融・凝固の相変化モデルや スクリュ混練予測といった新たな機能開発を進める所存で ある。 (27) 技 術 論 文 セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 セルロースナノファイバー複合材料を用いた セパレータ製造プロセスの開発 Development of the production process for the lithium-ion battery separator 中村 諭 * 石黒 亮 * Satoru Nakamura Ryo Ishiguro 吉岡 まり子 ** 博士(農学) Dr.Mariko Yoshioka 串崎 義幸 * 博士(工学) Dr.Yoshiyuki Kushizaki 境 哲男 *** 向井 孝志 *** 博士(工学) Takashi Mukai Dr.Tetsuo Sakai 要 旨 本研究では、市販の微結晶セルロース粉末を化学修飾後に機械的に解繊し、二軸押出機中でポリエチレンと複合化した ペレット原料を用いて、一般的な湿式法によりリチウムイオン電池用セパレータを試作した。試作したセパレータ特性を評価 した結果、耐熱性と機械的強度が大きく向上した。また、このセパレータを用いて 2032 ボタン型電池を製作し、特性を評 価した結果、高温時の電池特性が大きく向上することを確認した。 Synopsis In this study, we have used the cellulose nanofibers(CeNF)for making composite with Polyethylene(PE ).The microcrystalline cellulose powders were chemically modified and pulverized by an ultra high-pressure counter-collision treatment. Then the obtained cellulose water slurry was put in the twin-screw extruder for making the PE pellets composited with the CeNF. And then, we have made a lithium- ion separator by wet process using this CeNF composite and tested the properties of this separator. Through several characterizations, it became apparent that the heat resistances and the mechanical strengths of the CeNF dispersed PE films were higher than those of neat films. Also, we made a 2032 type LIB using the sample separators and evaluated the battery characteristics at the high temperature. The melting down and the shut down temperature were 20℃ higher than the conventional LIB . *:広島研究所 Hiroshima Research Laboratory (28) **:京都大学大学院農学研究科 Graduate School of Agriculture, Kyoto University ***:産業技術総合研究所 Advanced Industrial Science And Technology 日本製鋼所技報 No.64(2013.10) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 1. 緒 言 5wt%含む水懸濁液を調製した。この懸濁液をスターバ ースト 100(スギノマシン製:HJP25080)を用いて解繊処理 車載用やインフラ用の蓄電池として市場拡大が期待される を施した。スターバースト処理フローを図 1 に示す。この方 リチウムイオン電池(以下、LIB)は、高容量化による電解液 法は、245MPa の超高圧下でセルロース水懸濁液を 2 方向 量の増加や、貯蔵エネルギーの増加に伴い、より一層の安全 から対向衝突させることによりセルロースを解繊する方法で 性の向上が求められる(1)。LIB 主要 4 つの構成部材のうち安 ある。ここでは、スターバースト処理を 10 回行い、セルロ 全装置の役割を担うセパレータには、耐熱性と引張強度及び ース水スラリーを調製した(14),(15)。 突刺強度のより一層の向上が必要である(2),(3)。一般的にセ (5) 。湿 パレータの製造方法は湿式法と乾式法に大別される(4), 式法は原料にポリエチレン(以下PE)などのポリオレフィ ンを用い、二軸混練機中でパラフィンと溶融・混練するこ とで、両者が相溶化する。その後、Tダイからシート状に キャスト成形することで急冷され、スピノーダル分解によ る相分離が進み、PEとパラフィンがナノサイズの海島構造 を形成する。このシートを縦横に延伸した後、パラフィン 部分を塩化メチレンなどの抽出剤で抽出除去することで、 微多孔を持つセパレータフィルムが製造される。前記のよ うな従来のセパレータフィルムは、強度や耐熱性などの特 図 1 スターバースト処理フロー 性の原料依存性が高いため、市場が求める安全性要求に 十分に答えることが出来なかった。改善策としてはセパレー (6)∼(8) 2.2 Ce NF複合ペレット原料製造方法 や、PP 本研究ではまず上流工程として CeNF 複合化 PE を製造 (10) が実施されてきたが、コータ と PE を貼り合せる方法等(9), し、これを下流工程の湿式法にて押出機中で連続的にパラ ーや貼り合せ装置等が別途必要なため、設備コストが高くな フィンと混練し、シート化した。上流工程の製造装置構成 る。本研究では鋼鉄の 5 倍以上の強度を持ち、熱による溶 図を図 2 に示した。 タの表面にセラミックスをコーティングする方法 融はなく、熱膨張が 1/50 といわれるセルロースナノファイバ まず、重量式フィーダーを用いて原料である超高分 子 ー(以下、CeNF)を補強材として PE 中に複合化することで、 ポリエチレン(三井 化学 ㈱,ハイゼックスミリオン 030S, 従来の製造装置構成とプロセスは変えることなく、高特性セ Mw=50 万,以下、UHMwPE)を押出機中に投入した。 パレータを製造することを目的とした。 次に、液添ポンプを用いて前述した方法で化学修飾・解 繊を施した CeNF 水スラリーを注入した。なお、本工程で 2. 実験方法 は、溶融樹脂中の水分を除去するために、真空脱揮工程を 設ける。押出機中で混練・脱揮した樹脂は、シリンダ先端 2.1 CeNF の化学修飾と解繊方法 に取り付けられたストランドダイより 5 ∼ 10kg/h で押出し、 2.1.1 CeNF の化学修飾 ストランドバス中で冷却を行い、ストランドカッターを用いて 本 研究では、セルロース原料に市販の高純度セルロー ペレット状に成形した。 ス微粉末(旭化成ケミカルズ製:CEOLUS FD-101)を用い た。セルロース繊維は水素結合により互いに凝集しやすい 性質を有し、また水酸基の存在が疎水性の樹脂との相互 作用を阻害する(11)。これを抑制するために、原料である セルロースに対して、無水コハク酸半エステル化処 理を 施した。 本方法では、まずセルロースと無水コハク酸を 1 0 0 :1 1 . 8 1 の重量比で、125 ℃,20 分間加圧ニーダー 内で混練した後、未反応物をアセトンで抽出除去して精 製した(12),(13)。 図 2 CeNF 複合ペレット製造装置構成図 2.1.2 解繊処理方法 セルロースの解繊(ナノファイバー化)処理を行うために、 無 水コハク酸半 エステル化 処 理したセルロース粉末を (29) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 2.3 CeNF 複合セパレータ製造方法 下流工程でのセパレータサンプル製作は、一般的な製造 方法である湿式法で行い、原料は前節で作製したペレット を用いた。なお、樹脂とパラフィンの比率は、3:7 である。 原料の配合を表 1 に示した。 表1 使用したセパレータ製造用原料 UHMwPE(三井化学製) パラフィン(モレスコ製) 原料 CeNF 化学処理 種類 重量 % 種類 ① 無 無 030S 30 P-350P 70 ② 有 半エステル化 030S 30 P-350P 70 重量 % 図 3 に下流工程で用いた装置構成図を示す。まず、重 量式フィーダーで CeNF 複合化ペレットとパラフィンを、そ れぞれ二軸押出機(㈱日本製鋼所,TEX30 α)に投入し、 混練後Tダイからシート状に押出し、チルロールで冷却し、 図 4 テーブルテンタでの延伸状況 製膜・巻取りを行った 押出されたシートは、1st キャストロールで冷却され、PE とパラフィンが相分離した原反となり、これを成形機で巻 取った。実機工程では、キャスト工程後に、延伸工程及び パラフィンの抽出工程である脱脂工程、延伸時の残留応力 を緩和するための熱固定工程を経てセパレータフィルムが 作製される。しかし、本実験では装置上の制約から、キャ スト工程以降をそれぞれバッチにより作製した。製造条件 図 5 簡易脱脂状況 は表 2 に示した。 2.4 セパレータ特性評価方法 表 3 に作製したセパレータの特性評価項目及び評価装 置概要を示す。なお、厚み依存性のある突刺強度、引張 強度、ガーレ値については、25 μm 換算を行い評価した。 また、作製したセパレータは、産業総合技術研究所関西 センターユビキタス研究部門電池システム研究グループで高 温充放電評価試験を実施した。評価試験は 2032 型のボタ ン電池を作製し、正極は LiNi 0. 3 3 Mn 0. 3 3 Co 0. 3 3 O 2 、負極に はグラファイトをそれぞれ用いた。作製したセパレータは、 両極間を絶縁するように配置した。評価用電池概要と模式 図 3 湿式法製造装置構成図 図を図6に示した。また、電極組成及び電池構成条件を表 4 に示す。 次に、高温充放電評価試験の手順を以下に示す。まず 表 2 セパレータ製造条件 押出条件 キャスト工程 MD・TD 工程(テーブルテンタ) 30℃で 4.6V(0.1C)まで充電した Graphite/3 元系リチウ CeNF 複合化率 ムイオンセルを、60℃の温度で 1 時間、加熱放置した。次 混練温度 押出量 ロール温度 倍率 倍率 (℃) (kg/h) (℃) (倍) (倍) (wt%) に、電池を 30℃まで冷却後、放電して電池容量を測定し 180 10 30 6 7 0.5 ∼ 1.0 た。同様の充放電操作を 90℃,120℃,130℃,140℃の 温度で行った。なお、電池を高温放置する前の放電容量を 得られたシートを切り出して、卓上二軸試験機で縦 6 倍 100% とした。 ×横 7 倍に延伸し(図 4)、これを円形金枠に固定して脱 脂・熱処理を行い(図 5)セパレータフィルムを作製した。 (30) 日本製鋼所技報 No.64(2013.10) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 表 3 測定項目と装置概要 測定項目 測定装置 メーカー 表面観察 FE-SEM CarlZeiss 社製: SUPRA55VP ポロシメータ 島津製作所製: オートポアⅣ 9520 形 元素分析 EDX Aztec 社製 Kentaurus ガーレ値 ガーレ式 自動計測機 TESTING MACHINES INC 社製 :58-03-01 キット 突刺強度 突刺強度計 カトーテック社製: KES-FB3-AUTO 引張強度 オートグラフ 島津製作所製: AG-I 20KN 熱収縮 加熱炉 − 孔径サイズ 空孔率 図 7 解繊処理後の CeNF の S EM写真 (超急速凍結乾燥試料) 3.2 CeNF 複合ペレットの分散状態 図 7 では解 繊が進んでいるものの、一部分は未だ数 本の繊 維が 絡まっている様 子が 観察された。これを全 てスターバーストにより解 繊 することは困 難 であるが、 図 6 評価用電池模式図 UHMwPE と二軸混練機の高トルクを用いて混練すること で、図 8 に示した様に CeNF が二軸押出機中で機械的せ 表 4 評価用電池電極組成と構成 電極組成 負極:グラファイト:導電助剤:水系バインダー = 93.5:2.5:4wt% 正極:LiNi0.33Mn 0.33Co 0.33O2:導電助剤:水系バインダー = 90:5:5wt% 電池の構成 グラファイト /3 元系セル 電池容量:1.5mAh/cell N/P = 1.13(正極 1.5mAh/cm2、負極 1.7mAh/cm2) 電解液:LiPF6 1mol/L(EC:DEC = 50:50vol.%) + VC 1wt% ん断と発熱により凝集を解かれ、UHMwPE 中にナノ分散 した状態を確認した。混練は設定温度が 180℃と十分高 いため半エステル化セルロースのプラスチック凝集を打ち 破ってナノファイバー化し、ナノ分散した要因であると考え られる。 3. 結果および考察 3.1 CeNF の化学修飾と解繊状態 CEOLUS FD-101 の無水コハク酸半エステル化物のス ターバースト処理は、当所、無水コハク酸の半エステル化 反応を、セルロース 100 重量部と無水コハク酸 11.81 重 量部を加圧ニーダ中で無触媒、無溶媒の下で、125℃で 20 分間混練反応し、微量の未反応無水コハク酸をアセト ン抽出により除去精製を行ったが、繊維間の凝集による 図 8 CeNF 複合ペレット SEM 像 粗大化が起こった。この繊維間の凝集の原因は、原料セ ルロースとして用いたアビセルの反応性が良好であるため、 二塩基酸無水物(無水コハク酸)による半エステル化反 応が過度に進行し、セルロースの可塑化がより進んだ結果 と考えられる。 そこで、反応性を抑制すべくセルロース 100 重量部に対 する無水コハク酸の添加量を 20% 低減させて半エステル 化反応を行い、生成物をスターバースト 処理を行った上 で、FE-SEM で観察した結果を図 7 に示す。結果から、 半エステル化が抑制され、セルロース繊維が良好に解繊 されている様子が観察された。 (31) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 表 5 セパレータ特性評価結果 3.3 CeNF 複合セパレータ評価結果 3.3.1 セパレータ特性 作製したセパレータの特性評価結果を市販サンプル及 測定結果を図 11 に示す。この図は、二次電子像上のプ ロットの位置に酸素が存在することを意味している。標準 サンプルにおいても酸素が検出されたが、酸素の割合は、 び、母材を UHMwPE 単体で作製した JSW 標準サンプル 0.37% と低かった。そのため、030S 単体のセパレータ表 (以下、標準サンプル)と合わせて表 5 に示す。CeNF 複合 面において酸素が検出された原因は、セパレータ表面の酸 サンプルの突刺強度は JSW 標準サンプルよりも約 50% 高 化によるものと推察される。 くなった。また 120℃の熱収 縮率は UHMwPE 単体のセ パレータと比較して走行方向(MD)に 53%、幅方向(TD) に 68% 低減した。FE-SEM 観察結果より、CeNF を添加 したセパレータでは、標準サンプルでは見られない数珠状 の特異なモルフォロジーとなり、このモルフォロジーの差異 と特性向上との関連が示唆された。 3.3.2 EDX を用いた CeNF 分散状態の測定 CeNF の樹脂中への分散性を確認するために EDX を用 図 9 PE と CeNF 分子構造 いた酸素の定量を行った。図 9 に示すように CeNF はポリ エチレン中に存在しない酸素を分子構造中に含むため、こ れを分析することで CeNF の分布を確認できると考えられ る。 そこで、CeNF セパレータと UHMwPE 単体セパレ ータの代表的 SEM 画像中の 20 箇所について測定を行っ た。結果を図 10 に示す。尚、図 10 の各プロットで横軸は SEM 画像内の異なった測定位置を示す。 これから、SEM 画像内での酸素濃度の平均値は CeNF を含む場合では 1.37%、CeNF を含まない場合は 0.45% となり、 約 3.0 倍 の 差 異が 認められた。 このことから、 CeNF のセパレータ中への分散と特性向上への寄与が示唆 された。 図 10 EDX での酸素分析結果 次に、セパレータ中における酸素存在位置を CeNF 複合 サンプルと標準サンプルについて比較した。 (32) 日本製鋼所技報 No.64(2013.10) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 一方、CeNF 複合化セパレータでは、030S 単体のセパ レータと比較すると、一様に酸素が検出された。また、セ パレータ中における酸素の割合は、1.18% と 030S 単体の 3.3.3 熱収縮による溶融観察 CeNF 複合サンプルの温度によるモルフォロジー変化を 図 13 a)∼d)に示す。 セパレータと比較して、4 倍高かった。以上から、CeNF 同図a)から、常温では数珠状の特異なモルフォロジー 複合化セパレータにおいて、セルロースが均一に分散して が確認された。これを温度 100℃にすると、同図b)に示 いることが確認された。 すように一般的な繊維状ラメラ結晶に変化した。さらに温 度を 120℃にすると、同図c)から確認されるように、こ の繊維状ラメラ結晶への変化がさらに進むが、微多孔の 閉塞は確認されない。一般的には 120℃程度からシャット ダウンが始まると考えられるが、この状態が高温側へシフ トしているということは、結晶構造変化による潜熱吸収が 影響している可能性が考えられる。そのことは図 14 に示 した DSC 計測結果から、融点の上昇と融解熱量の増加 からも示唆される。図d)は 140℃におけるモルフォロジ ーである。一般的セパレータでは表面が全て溶融する温 度であるが、この温度においても一部の微多孔が残存し ている。このことは、次項の高温時の電池特性評価から も示されるように、CeNF 複合効果による機械的な構造 補強効果と結晶状態への影響によるものであると推定さ れる。 図 11 EDX を用いた酸素分析結果 さらに、セパレータ断面においても同様に CeNF の分散 状態を調べた。CeNF 複合化セパレータの断面を凍結ミク ロトームで切出し、その断面について EDX を用いた元素 分析を実施した。TD 切断面での SEM 画像を図 12 に示 す。画像から、複数層の繊維状結晶が配向して積層され、 その間を結晶性が低いと考えられる繊維状物質がつないで いるモルフォロジーが認められた。画像からは、繊維状に 配向したモルフォロジー上に酸素の存在が確認されたこと から、繊維状結晶に取込まれる形で CeNF が分散してい ると考えられる。 図 13 a,b 各温度によるセパレータ表面 SEM 写真 図 12 TD 切断面での EDX での酸素分析結果 (33) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 図 15 各温度での放電試験結果(他社製) 一方、CeNF 複合化セパレータを用いた場合の充放電 試験結果を図 16 に示す。また、正極及び負極それぞれの 面におけるセパレータ表面の観察写真を図 18(下段)に示 図 13 c,d 各温度によるセパレータ表面 SEM 写真 す。CeNF 複合化セパレータを用いた場合は、130℃でも 70% 以上の電池容量を維持しており、電池機能を保持する ことが確認された。また、市販セパレータ表面に見られた 活物質と推測される黒色の付着物は、160℃の実験後に電 池から取出した CeNF 複合化セパレータにおいても一部に 確認された。これは容易に除去されることから、負極の活 物質はセパレータへ溶着または埋没しておらず、複合化に よる耐熱性の向上を確認することが出来た。CeNF 複合セ パレータにおいて、各温度での実験後に、再度充電試験を 行った結果を図 17 に示した。各温度で多少劣化は認めら れるが、充放電が可能であることを確認した。 図 14 DSC 計測結果 3.4 電池評価結果 市販セパレータを用いた充放電試験結果を図 15 に示す。 また、充放電試験後に電池を分解して取り出したセパレー タの観察写真を図 18(上段)に示す。市販のセパレータを 用いた場合は、120℃において、急激に電池容量が低下し た。また図 18 で見られるように、120℃の実験後に電池か ら取出したセパレータの一部に活物質と思われる黒色の溶 着物が認められた。 図 16 各温度での充放電試験結果(複合品) (34) 日本製鋼所技報 No.64(2013.10) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 が DSC の熱分析結果から確認されたことから、CeNF を UHMwPE 中へ複合化することで、セパレータが機械的・ 化学的に補強される効果が期待できる。 図 17 各温度での放電後の再充放電試験結果 図 19 高温時のセパレータと活物質状態模式図 5. 結 言 LIB の安 全 性を向上させるために、CeNF を複合化 したセパレータの製 造・評 価を行った結果、 以下の結 論を得た。 ① 複合セパレータでは、UHMwPE 中に CeNF が高度に分 散していることを確認した。 ② 主原料に UHMwPE を用いた CeNF 複合 PE を用いてセ パレータを作製した場合、UHMwPE 単体よりも、突刺強 度が 50% 向上し、熱収縮が、MD に 53%、TD に 68% 図 18 高温電池特性評価後のセパレータ それぞれ低減する。 ③ EDX 計測結果から、耐熱性向上は母材 UHMwPE 中へ の CeNF の高度分散による構造的な強化による効果であ 4. 考 察 る可能性が示唆された。また、DSC 計測結果から結晶構 造の変化も示唆された。 図 18 に示したセパレータ表面に見られた黒色の付着物 ④ CeNF 複合 PE セパレータを試作し、電池評価でシャット は、負極に使用しているカーボンがセパレータ中に埋没 ダウンが市販のセパレータより約 20℃上昇している事を確 し、取込まれたことを示している。一般的にリチウムイオ 認した。また、ショート温度も約 20℃上昇している事が示 ン電池は図 19 に示すように、正極及び負極の活物質が電 唆された。 解液と接触することで Li イオンが液中に放出され、化学 反応により充電及び放電される。しかし、活物質がセパ レータ中に取り込まれると、電解液と接触する活物質の量 が少なくなるため、電池容量が低下すると考えられる。以 上より、120℃以上に電池を加熱した場合における電池容 量の急激な低下は、溶融したセパレータ中に活物質が取 り込まれたことが原因と考えられる。 一方 CeNF を複合化すると、融点以上でも活物質が埋 没しないように構造的強化される。これは解繊が進んだ CeNF の UHMwPE 中への均一分散によるものと推定さ れ、EDX の結果もこのことを示唆している。また、CeNF の存在が UHMwPE の結晶状 態に影 響している可能 性 (35) セルロースナノファイバー複合材料を用いたセパレータ製造プロセスの開発 参 考 文 献 1)矢野経済研究所 . リチウムイオン電池部材市場の現状 と将来展望 CMEO 事業部 (2010) , ,p.42-52 2)金村聖志:産業と環境,No5(2011), 18-20 3)山田一博:機能材料,Vol.31(2011), 36-42 4)半田晴幸 , 近藤孝彦:高分子論文集 , Vol.64(2007) , 368 -372 5) P.Arora, Z.Zhang:Chem., 104(2004) , 4419-4462 6)S.Lee,S.Park,H.Song:Polymer,47(2006), 35403547 7)F. S a deg h i , A . Aj ji , P. C a r r e av:Jo u r n a l o f Membrane Science, 292(2007) , 368-372 8)X.Huang:J Solid State Electrochem, 15( 2011), 649-662 9)E.Choi , S.Lee:J Mater Chem,21(2011), 147471475 4 10)J. FA NG , A . Kelarakis , at . a l:Phys . Chem . , 13 (2011) , 14 4 5 7-14 4 6 1 11)矢野浩之 . 第 62 回日本木材学会大会研究発表要旨集 , Vol.62(2012), 12)吉岡まり子. 第 63 回日本木材学会大会研究発表要旨集 , Vol.63(2012), 13)M.Yoshioka , Y.Nishio, S.Nakamura , Y.Kushizaki, R.Ishiguro, T.Kabutomori, T.Imanishi, N.Shiraishi :Cellulose,Book 2(2012), 14)中村諭 , 串崎義幸 , 石黒亮 , 兜森俊樹 , 吉岡まり子 , 向井孝志 , 境哲男 , 辻岡則夫:電気化学会創立 80 周年 記念大会要旨集(2013) ,p.151 15)石黒亮 , 中村諭 , 串崎義幸 , 兜森俊樹 , 吉岡まり子, 向井孝志 , 境哲男 , 辻岡則夫:成形加工 ’ 13(2013) , p . 8 7- 8 8 (謝辞) 本研究は科学技術振興機構(JST)における研究成果最 適展開支援プログラム(A− STEP シーズ顕在化タイプ)の 助成を受けて実施されたものであり、ここに謝意を表します。 (36) 日本製鋼所技報 No.64(2013.10) 技 術 論 文 単軸可塑化スクリュ解析と実験的検証 単軸可塑化スクリュ解析と実験的検証 Single Screw Plasticating Analysis and its Verification by Experiments 中川 一馬 安江 昭 荒木 克之 千葉 英貴 Kazuma Nakagawa Akira Yasue Katsuyuki Araki Hideki Chiba 要 旨 単軸押出理論の構築は Z.Tadmor、C.I.Chung らによって行われてきた。しかし、検証方法はスクリュ冷却引き抜き試験 やスクリュシミュレータ装置によるものであった。そこで、可視化シリンダを用いて、実際のスクリュ・シリンダ内に近い状態 での溶融挙動を観察し、日本製鋼所技報 63 号でその結果を報告した。本報告では、赤外線サーモグラフを用いて可視化窓 からスクリュ・ シリンダ内の樹脂温度を測定し、赤外線サーモグラフでの定量的な温度測定について考察した。可塑化部分 に Tadmor と Chung のモデルを基に作成した単軸可塑化スクリュ解析と実験結果の比較を行い、解析のシリンダ内温度計 算の精度について評価した。 Synopsis Theories for polymer extrusion of single screw were constructed by Z.Tadmor and C.I.Chung,etc. But their theories were verified by the screw extracting method or experiments used the screw simulator(which is used for melting efficiency measurement). We have observed the plasticating behavior inside the screw and cylinder using a visible cylinder. The visible cylinder with sight glass windows enables to directly observe in the cylinder. And, we measured resin temperature inside the cylinder using an infrared thermograph. We considered the accuracy of measured temperature. We developed a single screw plasticating analysis program based on Tadmor and Chung model, and made comparative verifications of the resin temperature between analyses and experiments. 1.緒 言 の溶融挙動の解明において、シリンダ内の樹脂温度の評価 は重要である。 単 軸スクリュでの可 塑 化 解 析は、Tadmor と Klein の 樹脂温度の測定は、熱電対をシリンダに挿入する方法が Engineering Principles of Plasticating Extrusion や あるが、スクリュ回転中は測定できないこと、また熱電対 Chung の Extrusion of Polymers Theory and Practice にシリンダの熱が影響するといった問題があり、正確な測 に代表されるように、これまで押出機分野で発展してきた。 定は困難であった。そこで、可視化シリンダと赤外線サー 押出機では、スクリュ回転は連続運転(定常動作)であり、 モグラフを用い、スクリュ・シリンダ内の樹脂温度を非接触 前述の構築された理論式に基づく解析も多く行われている。 の状態で測定した。 日本製鋼所技報 63 号で定常単軸可塑化スクリュ解析に 本報告では、このサーモグラフを用いた樹脂温度測定方 関して報告したが、温度計算に関しては、パージ樹脂温度 法、及び測定した実験結果と定常単軸可塑化スクリュ解析 でのみの評価となっていた。スクリュ・シリンダ内での樹脂 の温度計算結果を比較したので報告する。 広島研究所 Hiroshima Research Laboratory (37) 単軸可塑化スクリュ解析と実験的検証 2.サーモグラフを用いた温度測定 2-5 サーモグラフでの温度測定方法 実際にサーモグラフで測定されるエネルギーは灰色体の 2-1 温度測定原理 仮定に従った関数を積分したものである。つまり、灰色体 サーモグラフは放射エネルギーを測定し、温度に換算す の仮定をおくと、測定対象の温度がわかっていれば物体の るものである。よって、黒体放射においては、プランク放 持つ放射率を決定することが可能ということになる。この 射の関数を積分して得られるステファン・ボルツマンの法則 放射率さえ決定できれば、灰色体の仮定が適用できる範囲 を用いてその温度を計算式によって求めることができる。 内において、サーモグラフを用いて精度のよい温度評価が しかし、測定対象である実際の物体は黒体ではない。 可能となる。 そこで、放射エネルギーは各波長において灰色体の仮定を よって、原理的には事前に温度がわかっている物体から おくことによって得られる波長の関数を積分して得られる。 放射率を決定することで、その物体に関してはサーモグラ フで定量的に温度測定ができるということになる。 2-2 透過率と反射率と吸収率の関係 反射率をρ、吸収率をα、透過率をτとおくと、 2-6 実験装置 図 1 に装置の概観を示す。 (ⅰ)可視化シリンダ の関係がある。ここで、単色放射におけるキルヒホッフの 可視化シリンダの内径は 66mm であり、サイトグラスを挿 法則から吸収率αと放射率εは等しいので 入した観察窓を 5 箇所備え、スクリュ長の約 60%の範囲を 観察することができる。 可視化シリンダの窓番号は図 1 に示すとおり、ホッパ側 から 1 窓、2 窓、3 窓、4 窓、5 窓とする。 となる。サーモグラフでの放射温度測定は放射率を決定し て実施する。ここで(2)式より、透過率τと反射率ρをあ わせた透過反射率が、測定を実施する環境において変化 が小さいと放射率が安定するので誤差の小さい温度測定 が可能である。今、樹脂の放射率は 0.9 程度と大きく、透 図 1 装置概観 過反射率は小さいので透過反射率の変化の影響も小さい。 よって、温度の定量評価には向いているといえる。 (ⅱ)赤外線サーモグラフ 短波長タイプの赤外線サーモグラフを使用した。表 1 2-3 測定波長帯 にサーモグラフのスペックを示す。 サーモグラフはその検出素子によって測定波長帯が決 表 1 サーモグラフ まっている。短波長タイプのサーモグラフの場 合は約 2 ∼ 5 μ m の波長帯で測定する。測定波長帯がせまいた め、実際の放射と灰色体の仮定をして得られた波長の関 数との誤差が小さく、精度のよい測定が可能となる。 値 単位 測定波長 2∼5 μm 解像度 320 × 256 ピクセル 測定速度 365(MAX) fps 2-4 サーモグラフでの測定の特徴 サーモグラフでの測定の特徴として、 (ⅲ)サイトグラス ・ 応答性がよい。 サイトグラスは測定波長帯において透過率が高いものが ・ 加熱シリンダ壁面など周辺部の熱の影響を受けない。 よい。透過率が高いと、サイトグラスが存在することによる ・ 樹脂の流れを阻害せずに測定できる。 測定温度への影響が小さくなるため、補正をしたときの誤 ・ 測定対象(樹脂)によって放射率が異なるため、都度補 差が小さく、温度を精度よく測定し、評価する際には必要 正が必要となる。 な条件となる。 ・ 深さ方向の温度分布が測定できない。 などが挙げられる。 (38) 日本製鋼所技報 No.64(2013.10) 単軸可塑化スクリュ解析と実験的検証 2-7 樹脂の放射率の決定方法 サイトグラス越しにパージ樹脂をサーモグラフで測定 する。 サイトグラス越しに測定 する場 合 の 樹脂の放 射 2-9 パージでの温度確認結果 射出圧力のエネルギーが熱に変換されるとして計 算を 行った。その計 算式は 率の測定方法を図 2 に示す。 まず、パージ樹脂のサーモグラフで測定している場所 と同じ 場所を熱電 対で測定する。次に、この熱電 対で 測定した温 度とサーモグラフでサイトグラス越しに測定 した温度が同じになるようにサーモグラフの放射率を決 である。ここで、 は圧力、 ρ は樹脂密度、 は樹脂比熱 である。本実験の場合は射出圧力が 5MPa であったので 定する。 である。その結果、リザーバの温度を射出補正して得ら れるパージ樹脂温度は 191.7 ℃となり、実際のパージ温 度 190.4℃とほぼ一致した。測定結果を図 4 に示す。 図 2 測定概略図 2-8 パージでの温度確認 パージ樹脂の温度とリザーバ(射出前に可塑化樹脂が 溜まる部分)の樹脂 温 度の比較を行い、サーモグラフ で可視化シリンダ内の樹脂 温 度が定 量的に評 価できる ことを確認した。測定状況を図 3 に示す。サーモグラフ で図 3 中のプロット 2 点を測定する。1 点目はパージ樹 脂である。サーモグラフを用いた測定ではサイトグラス 図 4 温度測定結果 越しにパージ樹脂温度を測定する。ここで、パージ樹脂 を熱電 対でも測定し、熱電 対での測定温 度とサーモグ ラフで温度測定をする。そして、2 点目として、1 点目を よって、サーモグラフでシリンダ内樹脂 温 度はよい精度 測定した時と同じ放射率を用いてリザーバ内の樹脂温度 で測定できていると考えられる。可視化シリンダ内の樹 を測定する。 脂温度は小さな誤差でサーモグラフを用いて精度よく評 ここで、リザーバの樹脂はパージのときに射出圧力に 価できることがわかった。 よってエネルギーを受け温度上昇する。また、リザーバ にたまっている樹脂はスクリュで溶融しきっており混練も 十分なされていると仮定した。 3. サーモグラフでのシリンダ内の樹脂温度測定 3-1 シリンダ内温度解析方法 質量保存の式及びエネルギーバランスの式から温度を計 算する。計算方法は日本製鋼所技報63号に記述したとお りであり、 図 3 測定状況 である。 ここで、樹脂密度ρ、樹脂速度 、樹脂比熱 熱流束 、せん断応力τである。 、温度 、 (39) 単軸可塑化スクリュ解析と実験的検証 3-2 実験方法 一方、メルトプール部に関してはサーモグラフ観察結果か 2.で示した方法で決定した放射率を用いて可視化シリ らある程度均一な温度であることが分かった。また、メル ンダ内の樹脂温度を、サーモグラフを用いて測定した。表 2 トフィルムと比較してメルトプールの樹脂量のほうが十分大 に実験条件を示す。 きい場合、メルトフィルムの流入による温度変化は無視でき ると考えられる。よって、温度評価はメルトプール部で実施 表 2 実験条件 スクリュ回転数 30、120rpm シリンダ設定温度 200℃ 樹脂 PE-G701 した。 3-3-2 温度比較・評価結果 図 7 に溶融モデルを示す。定常可塑化の計算ではソリッ ドベッドの溶融、メルトフィルムのメルトプールへの流入、ソ 3-3 温度解析の実験との比較 リッドベッドの変形を繰り返す。また、図 8 と図 9 にサーモ 3-3-1 評価ポイントの決定 グラフで測定した熱画像を、図 10 と図 11 に解析したメル 図 5 に可視化画像と熱画像の比較を示す。ソリッドベッド、 メルトプール、スクリュフライトが確認できる。 トプール温度とサーモグラフで測定したメルトプール温度の 比較を示す。プロットが実験、ラインが解析である。解析 温度がスクリュ根元側で極端に低い部分はメルトプールが 形成されていない部分であり、固体の温度を示している。 急激に立ち上がった部分からメルトプールを形成している。 また、表 4、表 5 に実験値と解析値の誤差を示す。 温度がある程度均一なメルトプール温度で比較する。し たがって、図 8 と図 9 の熱画像に示す 16 個のポイントを測 定点とする。 図 5 熱画像の見方 メルトプール部、ソリッドベッド(メルトフィルム)部に加え、 フライトもサーモグラフで確認することができた。スクリュ内 模式図を図 6 に示す。サーモグラフでの測定においてメルト フィルムの後ろにソリッドベッドがあることが分かる。 ソリッドベッド(メルトフィルム)部に関して、測定温度は 不均一であった。これはメルトフィルムからのエネルギーとソ リッドベッドからのエネルギーが合わさったものが温度に換 算されているためと考えられる。また、漏洩流の影響やメル トフィルムでのせん断発熱の影響もあり、温度が安定しない と考えられる。 図 6 スクリュ内模式図 (40) 図 7 スクリュ溝内での溶融モデル 日本製鋼所技報 No.64(2013.10) 単軸可塑化スクリュ解析と実験的検証 図 10 温度測定及び計算結果(30rpm) 図 8 熱画像(30rpm) 図 11 温度測定及び計算結果(120rpm) 表 4 実験と解析の比較(30rpm) 測定点 実験 [℃ ] 解析 [℃ ] 誤差 [℃ ] ① 190.2 175.3 14.9 ② 192.3 177.7 14.7 ③ 183.5 180.2 3.3 0.9 ④ 182.2 181.3 ⑤ 184.0 184.1 0.1 ⑥ 185.8 185.3 0.5 ⑦ 188.4 189.7 1.3 ⑧ 190.3 191.2 0.9 表 5 実験と解析の比較(120rpm) 図 9 熱画像(120rpm) まず 30rpm について、温度の計算結果と実験結果は特に スクリュ先端側(ポイント⑤∼⑧ )でよい一致を示した。後 に示すように 30rpm においては可塑化能力の誤差も 4%と 測定点 実験 [℃ ] 解析 [℃ ] 誤差 [℃ ] ⑨ 188.9 172.7 16.2 ⑩ 190.5 175.8 14.7 ⑪ 188.8 179.1 9.6 ⑫ 188.1 179.8 8.3 ⑬ 188.8 181.6 7.2 ⑭ 188.3 182.3 6.0 ⑮ 189.3 184.1 5.2 ⑯ 191.4 185.6 5.7 小さい。しかし、スクリュ根元部分(ポイント①∼④ )では 温度の計算結果と実験結果は乖離した。これは、実験と解 らず不安定なメルトフィルム温度の影響を大きく受けるスク 析で樹脂に加わった熱の分配が異なるためと考えられる。 リュ根元側で乖離が生じたと考えられる。 さらに解析において、ソリッドベッドはプラグであること、 ここで、メルトプールの温度はシリンダとの伝熱、せん断 スクリュの軸方向の伝熱を無視していることなどのモデル化 発熱及びメルトフィルムの流入によって温度が決まる。ここ の問題がある。そのため、メルトプールがあまり成長してお で、溶融開始直後のメルトプールが小さい間の実験と解析 (41) 単軸可塑化スクリュ解析と実験的検証 の乖離がある。一方、スクリュ先端側ではメルトフィルムの 参 考 文 献 流入によってメルトプールの体積が増えるので相対的に流入 するメルトフィルムの影響が小さくなっていくと考えられる。 計算においてもこれと同様の溶融モデルを組んでいるので、 実験と解析はスクリュ先端側でよく一致したと考えられる。 次に 120rpm について記述する。ここでも 30rpm と同 様の理由でスクリュ根元側の温度には実験と解析に関し て乖離が生じると考えられる。ここで 120rpm のほうが 30rpm よりも樹脂が溶融しにくいのでメルトプールの体積が 小さい。よって、30rpm の時に記述した原因で大きな影響 (1) Z.Tadmor、I.Klein Engineering Principles of Plasticating Extrusion (2) Z.Tadmor, C.G.Gogos プラスチック成形加工原論 (3) C.I.Chung Extrusion of Polymers Theory and Practice (4) 技術情報協会 ポリマーの混錬・分散技術とその評価 (5) 長岡 洋介 を受けると考えられる。 統計力学 3-3-3 温度と可塑化能力の乖離の関係 (6) 関信 弘 編 可塑化能力がほぼ一致していることは、樹脂のシリンダ 内での樹脂の流速が実験と解析でほぼ等しいことを示す。 よって、熱履歴が計算条件のモデル化、近似などを除い て同等とみなせる。ここで、表 3 に示すように可塑化能力 は 30rpm では 4%程度、120rpm では 9%程度の誤差で あった。 伝熱工学 (7) 村田 泰彦、横井 秀俊 射出成形における温度計測技術 (8) プラスチック成形加工学会 編 成形加工における移動現象 (9) 大門 寛、一村 信吾 したがって、解析結果は実験結果をある程度再現できて いると考えられる。 光応用技術 [ Ⅰ ] (10)富山 秀樹、石橋 正通、井上 茂樹 日本 製 鋼 所技 報 No . 5 5 , 3 2 2 0 0 4 表 3 可塑化能力 可塑化能力 実験 解析 30rpm 33.8 kg/h 32.5 kg/h 120rpm 107.0 kg/h 117.1 kg/h 4. まとめ サーモグラフを用いて可視化シリンダ内樹脂温度をサイト グラス越しに精度よく測定できた。 サーモグラフを用いて測定した可視化シリンダ内樹脂温 度と可塑化解析の温度計算を比較したところ、評価可能な メルトプールの温度に関して傾向を捕らえ、精度のよい測定 ができた。また、可塑化解析は実験の傾向をある程度捕ら えることができた。 (42) 日本製鋼所技報 No.64(2013.10) 技 術 報 告 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 Development and Production of an LP Rotor Shaft Forging Made from a 670ton Ingot 山内 隆史 * 工藤 秀尚 * 岸 恭弘* 上田 奏 * Takafumi Yamauchi Hidenao Kudo Yasuhiro Kishi Sou Ueda 吉田 一 * Hajime Yoshida 木村 公俊 * 博士(工学) 梶川 耕司 ** 博士(工学) Dr. Kimitoshi Kimura Dr. Koji Kajikawa 鈴木 茂 ** Shigeru Suzuki 要 旨 原子力発電用の低圧タービンロータ軸材は最大 600トンの鋼塊を用いて製造してきたが、高出力化した最新 鋭の発電所においては低圧タービンロータ軸材が大型化し、製作には 600トン鋼塊よりもさらに大きな鋼塊が必 要である。鋼塊の大型化に伴って内部の偏析、非金属介在物、及び微小空隙欠陥が不可避的に増加すること から、性状の優れた鋼塊を造ることは難しい課題であった。そこで、2010 年度に 650トン鋼塊を試作し、内部 性状を評価するために解体調査を行った。その結果、 650トン鋼塊の内部性状は 600トン鋼塊と同等であるこ とを確認した。更に、2011 年度には世界最大の 670トン鋼塊から胴径φ 3200mm のロータ軸材を試作し、内 部品質、機械的性質および熱安定性の評価を行い、従来の 600トン鋼塊製と同等であることを確認した。 Synopsis Mono-block low pressure(LP)turbine rotor shaft forgings for nuclear power plants have been produced from ingots weighing up to 600 tons. However, with increasing the generator capacity in modern power plants, ingots over 600 tons are becoming necessary to produce larger LP rotor shafts. Manufacturing such massive ingots with high soundness was considered quite difficult because segregation, non-metallic inclusions, and micro porosities inevitably increase with the ingot size. So, a test production of 650 ton ingot was carried out in 2010. The 650 ton ingot was dissected and investigated in order to assess its internal quality. According to the results of investigation, it was found that the internal quality of 650 ton ingot is equivalent to that of 600 ton ingots. Subsequently, we produced a 670 ton ingot, the world’ s largest, in 2011 in order to produce a trial LP rotor shaft forging which is φ 3200mm in the body diameter. The result of investigation has confirmed that internal quality, mechanical properties and thermal stability are equivalent to those of LP rotor shaft forgings made from 600 ton ingots. *:室蘭製作所 Muroran Plant **:室蘭研究所 Muroran Research Laboratory (43) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 1. 緒 言 最新鋭の原子力発電所は発電効率の向上とともに、発 電機出力の増大が進められており、その最大出力は 160 ∼ 170 万 kW にも上っている。このような高出力化が進む最 新鋭の原子力発電所においては、低圧タービンの大型化や 原子力圧力容器の大口径化が必須となり、運転中の高い 信頼性を確保するため一体化設計が採用されていることも あり、いずれも超大型の部材となっている。1985 年以降、 これらの部材は最大 600 トンの高品質鋼塊を用いて製造し てきた(1)が、発電機出力増大に伴い大型化される低圧ター ビンロータ軸材やフランジ一体型ノズルシェルなどの製造 には、更なる鋼塊の大型化が不可避である。これに応える ため平成 22 年度に 650 トンの超大型鋼塊を試作し、解体 調査を経て清浄度の高い健全な鋼塊であることを確認した (2) (3) , 。更に平成 23 年 4 月には 650 トンをも上まわる (図 1) 670 トン鋼塊を鋳込み、今までにない大きな低圧タービン 図1 650 トン鋼塊縦断面マクロ組織 ロータ軸材を試作した(以下、試作ロータと称す)。本報で は試作ロータの製造、並びに内部品質と機械的性質につい て紹介する。 上まわるφ 3200mm とした。機械的性質は既存の要求値 で最も高いクラスの引張強度 870N/mm2 級を目標とした。 2. 670 トン鋼塊製試作ロータの製造 その後、焼戻しを追加で行い引張強度を 780N/mm2 級と し、低強度における機械的性質についても評価することで 2-1 製造諸元 計画した。 試作ロータの胴径は、国内外の重電各社から得られた将 図2に試作ロータの製造・品質管理工程を示す。品質の評 来的に予想される設計情報を基本とし、超音波探傷検査で 価としては、超音波探傷検査による内部品質の確認、材料試 の胴部中心における透過性の確認、及び機械的性質を評 験による機械的性質の評価、 及び素材に起因する振れを計測 価するため、従来の最大サイズであるφ 2820mm を大きく する熱安定性試験の実施を計画した。 図2 670 トン鋼塊製 試作ロータの製造・品質管理工程図 (44) 日本製鋼所技報 No.64(2013.10) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 2-2 製造条件 2-2-1 製鋼 2-2-2 鍛 錬 鋼塊の中心部には凝固収縮に伴い多数の微小な空隙が 鋼塊の大型化に伴い鋼塊内部の偏析、非金属介在物 不可避的に発生する。鍛錬工程では鋼塊の中心部まで十 や微小空隙欠陥が不可避的に増加するが、その予測精 分なひずみや圧縮の応力を付与することにより、粗大な鋳 度は十分ではなく、性状の 優れた大 型鋼 塊を造ること 造組織を緻密化するとともに空隙を確実に圧着させ、健 は難しい課題である。670 トン鋼塊を製作するに際して 全な内部性状とすることが必須である。そこで、FEM 解 は、 平成 22 年度に製 造した 650 トン鋼 塊の 知 見を基 析により従来と同等の空隙圧着効果を有する鍛錬法を検 に最 適 製 造条 件の検 討を行った。670 トン鋼 塊を製 作 討し、14,000 トン自由鍛造プレスを用いた特殊鍛錬法を するため、アーク式 120 トン電気炉を用いて 135 トン分 行い、鍛造打上げ時で胴径φ 3270mm の試作ロータに鍛 の原材料を 5 回溶解した。原材料の溶解後は取 鍋精錬 造した(図 4)。 炉において成 分、 温 度 調整 及び溶 鋼中の水素、 窒素、 酸 素などの不純物ガス元 素を低減するため、真空下で 溶 鋼を攪 拌させる真空 脱ガス処 理を行った。取 鍋 5 基 合 せによる鋼 塊の製 造は過去に実 績があるものの、過 去最大湯量であるため、各取 鍋の溶鋼温度、成分調整 や精 錬 終了のタイミング合 せに注意を要した。その後、 鋳型及び押湯枠が段取りされたタンク内を高真空雰囲気 として、真空下にて炭素による脱酸反応を促進し高清浄 図4 試作ロータの鍛錬打上後の外観 度の鋼塊を製造する真空炭素脱酸法を適用し、真空流 滴脱ガス処 理を経て最大の 鋳 込 重 量となる 670 トン鋼 塊を製造した(図 3)。 2-2-3 熱処理 熱処理工程は大きく分けて 2 つの工程からなる。鍛錬 本鋼塊の化学成分を表 1 に示す。成分は低 圧用ター 後に結晶粒を微細化し、均質な組織と良好な超音波透過 ビンロータ軸材に用いられる 3. 5%NiCrMoV 鋼である。 性を得るためにオーステナイト化を繰返す焼ならしと焼戻 しからなる予備熱処理工程、そして最終的な材料特性を 確保するための焼入れと焼戻しからなる調質工程である。 予備熱処理工程は横型台車引出式ガス炉で行い、焼なら し回数は 600 トン鋼塊製低圧タービンロータ軸材と同じ 3 回とした。予備熱処理後は機械加工及び超音波探傷検査 による内部品質の確認を行い、調質を実施した。調質工 程は竪型大型電気炉での加熱と竪型大型噴水装置による 焼入れを実施したが、試作ロータは φ3200mm もの過去 に類をみない胴径を有しており、大型化に伴う中心部の靭 性低下を懸念し、予備熱処理工程に加え、第4回目の焼 ならし処理を追加した工程とした。 図3 試作した 670 トン鋼塊の外観 表 1 試作ロータの化学成分(mass%) 3. 品質評価 3 -1 超音波探傷検査 調 質 後、 機 械 加 工 によって 酸 化 スケ ールを 除 去し JEAC3703-2010 に 準 拠した 超 音 波 探 傷 検 査 による内 部 品質の 評 価を行った。 図 5 に探 傷 感 度 2.25MHz で の最小欠陥検出サイズ(MDFS : Minimum Detectable Flaw Size)を示す。中心部における MDFS は目標の≦ φ 1.6mm に対してφ 1.0mm ∼φ 1.2mm と 600 トン鋼塊 製低圧タービンロータ軸材の実績と同等以上の欠陥検出 能であることを確認した。又、MDFS を超えるインジケー ションも検出せず、内部品質は良好であった。 (45) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 と比較すると実績範囲内であるものの、データバンドの下 限側である傾向がみられた。これは胴径の大型化に伴う 焼入時の冷却速度の低下が影響している可能性がある。 図 10 に低サイクル疲労試験結果を、図 11 に疲労き裂進 展速度と応力拡大係数範囲の関係を示す。いずれも胴部 3 箇所の結果は同等であり、また、これまでの 600 トン鋼 塊製低圧タービンロータ軸材の実績とも一致していること を確認した。 図5 調質後の超音波透過性 3-2 材料試験 JIS Z 2241 及び JIS Z 2242 に準拠し引張及び衝撃試験 を実施した。図 6 に引張強度 870N/mm2 級における試作 ロータの機械的性質を示す。引張試験により評価される耐 力、引張強さ、伸び、絞りについては胴部表層、中心部に おいて目標を満足していると共に、600 トン鋼塊製低圧ター ビンロータ軸材の実績と同等であった。衝撃試験について は 600 トン鋼塊製低圧タービンロータ軸材と比較して、胴 中心部の吸収エネルギーは低めで FATT(破面遷移温度) は高めの傾向がみられたが、目標とした特性は満足するこ とが出来た。これは胴径の大型化に伴い焼入れ時の冷却 速度が低下したことによる影響と考えられる。また、胴中 心部 Bottom 側、中央、Top 側の順に吸収エネルギーが低 く、FATT が高くなる傾向にあるが、鋼塊の Top 側に向 かうにつれて成分濃化している影響と考えられる。図 7 に 胴部外表面から中心部までの FATT を示す。FATT は調 質工程における焼入れ時の冷却速度の影響により、中心側 になるほど高くなる傾向を示したが、胴中心部での実績は 最大 22℃であり、600 トン鋼塊から製造された同一強度レ ベルのものとほぼ同等な結果を確認した。 図3 試作した 670 トン鋼塊の外観 図6 試作ロータの機械的性質 異なる強度レベルにおける機械的性質を評価することを 目的として、再焼戻しにより引張強度を 870N/mm 2 級か ら 780N/mm 2 級へ調整し引張および衝撃試 験を実施し た。なお、従来は製品の一部となり、試験を実施するこ とができなかったスリット底から中心孔までの範囲からも 試験片を採取し機械的性質を評価した。FATT の分布を 図 8 に示すが、胴中心部における FATT は最大 -20℃と 良好で、600 トン鋼塊から製造された同一強度レベルのも のと同等な結果であることを確認した。 破壊靭性試験(J IC , K IC)、低サイクル疲労および疲労き 裂進展試験を中心部から採取したφ135mm のコア材を用 いて、胴部 Top 側、中央、Bottom 側の 3 箇所にて実施 した。図 9 に温度と破壊靭性の関係を示す。胴部の試験 位置では破壊靭性遷移特性はほぼ同等であった。600 ト ン鋼塊から製造された低圧タービンロータ軸材の実績値 (46) 図7 胴部外表面から中心部までの FATT 分布 日本製鋼所技報 No.64(2013.10) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 図 11 疲労き裂進展速度と応力拡大係数範囲の関係 図8 追加焼戻し後の胴部外表面から中心部までの FATT 分布 3-3 中心孔コア材の調査 試作ロータの中心部から採取した直径 135mm のコア材 を用いて、マクロ組織観察、化学成分分析、非金属介在 物清浄度測定、及び非金属介在物組成調査を行った。 採取したコア材の横断面について、JIS G0553 に準拠 しマクロ組織観察を行った。塩化銅アンモニウム法による 腐食を行い、ペーパー研磨後にデンドライト組織観察を行 った。図 12 にマクロ組織観察位置とマクロ組織写真を示 す。胴部と軸部を比較すると、軸部の方が微細なデンドラ イト組織となっており、胴部の方は粗大なデンドライト組 織となっていた。これは試作ロータの胴部と軸部での鍛 造比の違いに起因すると推察されるが、軸部及び胴部共 に健全な組織であることを確認した。 化学成分分析結果については、採取位置を鋼塊形状に 図9 破壊靭性試験結果 復元し、600 トン鋼塊 製低 圧タービンロータ軸材と平成 22 年度に試作した 650 トン鋼塊の中心部における成分分 析結果と比較し評 価した。図 13 に中心部における C 濃 度分布を示す。鋼塊押湯(Top)側へ向かうほど成分濃 度が上昇する傾向が認められたが、これは凝固の進行に 伴って濃化成分が残液相側へ排出されるため、鋼塊の押 湯(Top)側へ向かうほど各元素の成分濃度が高くなるこ とが原因であると考えられる。また、成分の濃化傾向は 650 トン鋼塊、及び 600 トン鋼塊製低圧タービンロータ軸 材と同等であることを確認した。 検出した非金属介在物は A2 系(SiO2 +酸化物)と C1 系(単体酸化物)が主体であり、JIS の点算法による清浄 度は 0.0018 ∼ 0.0044% であった。また、非金属介在物 の面積率は平成 22 年度に試作した 650 トン鋼塊の中心部 図 10 低サイクル疲労試験結果 とほぼ同等であった。 (47) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 図 12 中心孔コア材のマクロ組織 図 13 中心部の C 濃度分布 3-4 熱安定性試験 機械的性質の評 価後、試作ロータに対してスリット加 工を行い熱安定性試験を実施した。スリット形状は重電 図 14 熱安定性試験結果 会社から得られた設計情報を基に決定した。試験条件は ASTM A472 に準拠し、試験温度については原子力用低 圧タービンロータ軸材で行われる試験で最も高い 400℃と した。また、試作ロータの胴径はφ3200mm と大きいた め、従来の設備では対応ができないことから、加熱用の炉 体を新規製作して試験を行った。 3-5 マクロ組織観察 試作ロータの全縦断面を JIS G0553 に規定されている要 領に従い、マクロ組織試験を実施した。本試験に用いた腐 図 14 に熱 安定 性 試 験 結果を示 す。 試 験 中の 振 れ量 食方法は塩酸法および塩化銅アンモニウム法に準拠したも は加熱範囲である胴部 3 箇所で測定し、最高加熱保 持 のである。図 15 に縦断面のマクロ組織を示す。鋼塊 Top 時(400℃)と冷却後(室温)における軸芯移動量の差 側軸部の胴部付け根部において、逆 V 偏析が認められた。 を求めて 評 価した。ASTM A472 で定められている軸 逆 V 偏析は鋼塊の中間層で紐状に生成する成分濃化部で 芯 移 動 量 ≦ 2.5/100mm に 対して、 試 作 ロータは 最 大 ある。マクロ組織観察で確認された逆 V 偏析を図 16 に示 0.8/100mm であり、規 格を十分 満足しているとともに、 す。通常逆 V 偏析は鋼塊が大型化するほど顕著になる傾 従来の 600 トン鋼塊製低圧タービンロータ軸材の実績と 向があるが、本試作鋼塊に認められた逆 V 偏析は数本認 同等であることを確認した。 められる程度であり、軽微な偏析状況であった。 (48) 日本製鋼所技報 No.64(2013.10) 670 トン鋼塊製 低圧タービンロータ軸材の開発と製造 図 15 試作ロータの縦断面マクロ組織 図 16 鋼塊 Top 側軸部に認められた逆 V 偏析 4. 結 言 以上のことから、試作ロータは内部品質、機械的性質 ともに従来の 600 トン鋼塊製と同等であることが確認され 世界最大の 670 トン鋼塊を用いて、今までにない胴径φ た。世界最大の 670 トン鋼塊製低圧タービンロータ軸材の 3200mm の試作ロータを製造・評価し、以下のような結果 製造技術を確立したことで、今後、原子力発電プラントに が得られた。 おける発電容量増大に大きく貢献できるものと考える。 (1) 超音波探傷検査による内部品質評価では優れた透過性 を有し、MDFS を超えるインジケーションは検出されな 本開発は平成 21 ∼ 23 年度の経済産業省による補助金 事業の一部として行ったものである。 かった。 (2) 機械的性質についても従来の 600トン鋼塊製低圧ロータ 参 考 文 献 軸材と同等であった。 (3) 鋼塊中心部では押湯(Top 側)へ向かうほど成分が濃 (1) 佐 藤 育 男 , 村井悦夫 , 津村治 , 栗原行 , 斉藤康信 , 化する傾向が認められたが、その程度は 600トン鋼塊 唐 牛 敏 晴 , 田中泰彦 :日本 製 鋼 所 技 報 , Vol . 5 8 製低圧タービンロータ軸材と同等であった。 (2007) , p.15 (4) 熱安定性試験の結果、素材に起因する異常な振れは (2) 梶川耕司 , 鈴木茂 , 高橋史 生 , 山本 卓 , 鈴木忠 , 認められず、その振れ量は小さく問題がないことを確 上田奏 , 柴田尚 , 吉田一 : 平成 23 年度 火力原子力 認した。 発電大会論文集(2011) , p.93 (5) 解体後の縦断面マクロ組織観察では Top 側の軸部に一 部逆 V 偏析が観察されたが、軽微な偏析であった。 (3) 梶 川耕司 , 鈴 木茂 , 高橋史 生 , 山本 卓 , 鈴 木忠 , 上田奏 , 柴田尚 , 吉田一 : 日本製鋼所技報、Vol.63 (2012), p.48 (49) 技 術 報 告 還元スラグの再利用技術確立 還元スラグの再利用技術確立 Recycling technology of reducing slag 山根 佑介 関 佑太 生方 貴 鈴木 忠 上田 奏 Yusuke Yamane Yuta Seki Takashi Ubukata Tadashi Suzuki Sou Ueda 要 旨 電気炉および LF では溶鋼の精錬を目的に石灰をはじめとする造滓材 / スラグが使用されるが、精錬後には 酸化性スラグおよび還元性スラグに大別され廃棄物として多量に発生している。還元スラグに関しては製作所内 でのマウンド化処理(埋立て)で対応してきたが、近い将来にはマウンド整備量が限界になることが予想され、産 →γ)に 廃処理量の増加が懸念される。また、還元スラグに関してはスラグ中の 2CaO・SiO 2 の相転移(α→α’ よる体積膨張や未滓化 CaO の水和反応等に起因した粉化現象が生じ、運搬作業の支障および製作所内外の 環境悪化が問題となっていた。 問題点の解決策として市販のスラグ固化材を用いた還元スラグの粉化防止を実施することで保管・運搬時の 粉化現象を防止することが出来た。また固化した還元スラグを電気炉で使用する造滓材(石灰)の代替材とし て使用することで、造滓材費用と産廃処理費用を削減、更には電気炉の生産性向上が実現された。 Synopsis On the steel making process by electric furnace(EF)and ladle furnace(LF) , lime and other slag are used for refining the molten steel. After refining, slag is separated to oxidizing and reducing slag, and they become a large amount of industrial waste. Although the reducing slag has been reused for reclaiming the plant site by mounding, the site availability is approaching a limit and the increase of industrial waste in the near future is becoming a great concern. Moreover, the reducing slag has a tendency of powdering caused by swelling due to the phase transition of contained 2CaO・SiO2(α→α’ →γ)and by the hydration of unreacted CaO. This character has caused difficulty of handling and deterioration of air quality in and around the plant. To solve these problems, we applied a commercial slag solidification material to the reducing slag and have successfully prevented powdering during storage and transportation. The solidified reducing slag has also been reused in EF instead of lime, which has led to the cost reduction of slag and of industrial waste disposal and to the improvement of productivity of EF. 1. 緒 言 クリート材料として再利用が進んでおり(1)、当所においても 製作所構内の路盤材料として再利用が進んでいる。一方還 ゼロエミッションの推進は環境問題を考える上で最重要 元スラグについては凝固・保管する際の粉化や吸湿の問題 課題の 1 つであるが、煉瓦屑や酸化及び還元スラグ等製鋼 があり再利用技術の開発が遅れていたが、近年は大手鉄 工場内で発生する廃棄物量は他工場と比較しても多い。廃 鋼メーカにおいて炉外精錬炉(LF)取鍋内に残った還元ス 棄物の中でもスラグの排出量が最も多いことから、スラグ ラグを溶融状態で電気炉へ排滓し再利用するホットリター 排出量低減のための 3R 活動が検討されてきた。酸化スラ ン法が採用され始めている。しかしながら本方式は LF 取 グについては大手鉄鋼メーカをはじめとして路盤材料やコン 鍋を電気炉ラインへ運搬する、またはクレーンを改造し造 室蘭製作所 素材製造部製鋼課 Steel Melting Shop Material Manufacturing Dept., Muroran Plant (50) 日本製鋼所技報 No.64(2013.10) 還元スラグの再利用技術確立 塊ラインから排滓する大掛かりな設備投資が必要となるた 3. スラグ固化材の適用 め、当所をはじめとする特殊鋼メーカや普通鋼電気炉メー カでは採用が見送られてきた経緯がある。 3.1 スラグ固化材の適用方法 今回、製鋼工場内造塊ラインでの還元スラグの粉化およ 粉 化防止 対 策としてはホウ酸 塩によりβ -2CaO・SiO 2 び埠頭保管時に粉化して粉末スラグが飛散することにより 化させる事が知られており(3)、現在ではスラグ固化 材と 工場内外の環境が悪化していた対応として市販のスラグ固 して市販されている。そこで今回のスラグの改質・固化 化材を用いたところ問題は解消された。これを受け還元ス については市販されているスラグ固 化 材(B 2 O 3 :約 60 ラグの再利用に関する検討を開始した。 ∼ 70wt%)を採用することとした。スラグ固化材の概略 本報では廃棄物の 3R 活動を通して原材料コストの合理 物 性値を表 1 に示 す。 スラグ固化 材の適 用にあたって は、一 般 的には還 元スラグの 排 滓 前に取 鍋内へスラグ 化を図った事例について紹介する。 固化 材を添加しポーラス・プラグ(P.P)からのガス撹拌 により溶 融・均一 化させる。 しかし排 滓 後の取 鍋内に 2. 問題点 残存したスラグが次チャージ精錬時へのホウ素(B)の成 製鋼工場で発生するスラグは電気炉からの酸化性スラ 分 汚染につながるため当所では本方 式を採用せ ず、あ グと LF からの還元スラグに大別される。酸化性スラグは らかじめスラグポット内に底置きし、鋳造が終了した取 フッ素問題が挙げられるものの構内の路盤材として再利用 鍋内のスラグを排 滓することでスラグ中に分 散・溶解さ している。一方、還元スラグに関しては製作所構内での せる方法を採用した。また添加量の適正化を図るためス マウンド化処理(埋立て)で対応してきたが、近い将来に ラグ固化材の添加量はスラグ重量対比で 1. 5 ∼ 3.0wt% はマウンドスペースが不足することが予想され、産廃処理 の範囲で変動させて添加することとした。 費の悪化が懸念される。また、図 1 に製作所内埠頭処理 図 2 にスラグ固化 材の添加風景及び 凝固後の還元ス 場における還元スラグの粉化状況を示すが、スラグ中の ラグ状況を示す。なお、スラグポット内の溶融スラグは →γ)による体積膨張や未滓 2CaO・SiO2 の相転移(α→α’ 24 時間冷却後に埠頭に運搬される為、埠頭で大気ばく (2) 化 CaO の水和反応等に起因した粉化現象 が生じ、運搬 露下での粉化状況を経過観察した。 作業の支障および製作所内外の環境悪化が問題となって いた。 表 1 スラグ固化材の概略物性値 図 1 還元スラグの粉化状況 図 2 スラグ固化材の添加風景及び凝固後の還元スラグ状況 (51) 還元スラグの再利用技術確立 3.2 スラグの固化状況 スラグ固化材を添加した還元スラグの経過観察を実施 4. 電気炉における石灰・蛍石代替品としての 還元スラグの使用 した結果、当所の操業条件ではスラグ固化材添加量が スラグ重 量 対比 2.0wt% の場 合では時間経 過とともに 4.1 還元スラグリサイクル 粉化が進み最終的に全体の約 3 割程度が粉化した。そ 当所で製造する代表的鋼種では還元スラグの化学組成 のためスラグ固化 材 添 加量を増量し粉化 状 況を観察し は石灰(CaO)が約 50wt%,蛍石(CaF2 )が約 20wt% 含 たところ 2. 3wt% 以 上添 加 することで全 量 粉 化せ ずに 有しているため、電気炉や LF で使用する造滓材である 安定固化する事が判明した。大気ばく露後のスラグ状況 CaO や CaF 2 の代替品として使用出来る。しかし従来は粉 を図 3 に示す。 化現象に伴うハンドリング作業に問題が生じており、また 保管時の吸湿に伴う溶鋼水素への影響から再利用できず にいた。今回、前項で述べたスラグ固化材の使用によりス ラグの粉化が抑えられハンドリングが容易となったため、還 元スラグリサイクルに関して試験を実施できる状況となっ た。そこで、還元スラグのリサイクルにあたり、懸念事項の ひとつである成分汚染(後述する B 量と水素量)の影響が 少ない電気炉へのリサイクル試験を実施した。 4.2 電気炉でのリサイクル試験方法 固化した還元スラグは埠頭で重機により 50mm 角程度 の塊状に粉砕され、山積みされる。粉砕された還元スラグ の外観を図 4 に示す。粉砕した還元スラグは 500kg 毎に フレコン詰めした後に製鋼工場電気炉へ搬入した。電気炉 1 回の溶解(チャージ)当たりの還元スラグ使用量を 1.0 ∼ 2.0ton とし、電気炉内への添加は以下の方法で行った。 a. 残湯出鋼後の場合:フレコンをクレーンで吊り直接添加 (残湯出鋼:電気炉内での除滓作業低減とエネルギー原 単位低減のため溶鋼を残し出鋼する方法) b. 初回溶解と全量出鋼後の場合:スクラップを追加装入す るバスケット内にスクラップと一緒に事前投入 本試験での確認事項としては、溶鋼の品質面では①ス ラグ中 B2O3% および溶鋼中 B 量、②溶鋼中水素(H)量、 ③溶鋼中硫黄(S)量について調査をおこない、また電気炉 の精錬性・作業性の面では電気炉における石灰および蛍石 として使用した際の④精錬時間の遅延やスラグの流動性に ついての変化確認とし調査を行なった。 図 3 スラグ固化材添加量別 還元スラグ粉化状況 図 4 粉砕後の還元スラグ (52) 日本製鋼所技報 No.64(2013.10) 還元スラグの再利用技術確立 4.3 試験結果 (1)スラグ中 B 2 O 3 量及び溶鋼中 B 量 図 5 に還元スラグを再利用した各チャージの電気炉出 鋼前および LF 鍋出前のスラグ中 B2O3 量のヒストグラムを 示す。電気炉出鋼前の酸化スラグには還元スラグからピッ クアップしたと推定される B2O3 の含有が確認されたが、 LF 鍋出時には B 2 O 3 の含有はほぼ 認められず影 響が極 めて軽微である事が確認された。また LF 鍋出時の溶鋼 中 B 量を調査したところ、すべてのサンプルで 0.0003% 以下の値を示したことから溶鋼への B の影響は皆無であ ると判明した。 (2)LF におけるH量 図 6 に各 LF 工程の溶 鋼中水素 量について水素迅 速 分析装置(ヘレウスエレクトロナイト製 Hydris)による分 析値をヒストグラムで示す。真空処理(VD)前の溶鋼中 水素量が最も還元スラグによる水素ピックアップの影 響 を受ける工程であるが、還元スラグの使用量に関わらず 還元スラグ未使用時の水素量とほぼ同等の水素量を示し ていた。また VD 後、精錬終了(鍋出)時の水素量にも 還元スラグの使用の有無による相違は見られないことか ら、還元スラグからの水素ピックアップは無く、溶鋼の水 素量への影響は無いことが判明した。 図 5 スラグ中 B2O3 量のヒストグラム 図 6 各 LF 工程における水素量のヒストグラム (53) 還元スラグの再利用技術確立 (3)溶鋼中硫黄(S)量 図 7 に還元スラグの使用量別に電気炉出鋼時の溶鋼中 S 量を示す。還元スラグの使用量が多くなるにつれて溶鋼中 の S 量も多くなる傾向が見られた。ただし、S 量の増加は 還元スラグ 1ton 使用時で、平均 0.0003wt%、2ton 使用 時で平均 0.0009wt% の微増である事から LF 精錬におけ る作業性への影響はほぼ無いと考えられる。 図 8 電気炉送電時間のヒストグラム 図 7 電気炉出鋼時の溶鋼中 S 量 (4)電気炉における精錬性・作業性 図 8 に電気炉送電時間のヒストグラムを示す。還元スラ グ使用時の電気炉送電時間は未使用時と比較すると 5 分 程度長くなっている。これは、前チャージの出鋼方法が残 湯出鋼(当所の代表的出鋼方法:各ヒストグラムの約 60%) である場合、還元スラグの添加はクレーンによってフレコン を吊り上げて電気炉内に直接添加しており、添加作業時間 分の電気炉操業時間が長くなったためと推定される。 還元スラグの使用による脱燐(P)不良などの不適合は皆 無であり、またスラグの流動性については目視観察ではあ るが向上していることから電気炉の精錬性・作業性の悪化 図 9 CaO-SiO2 -CaF 2 三元系状態図 は無いと判断する。 図 9 に Si 脱酸 鋼種で発生する還 元スラグ(CaO-SiO2 CaF 2 )の三元系状態図を示す(4)。また、図 10 に Al 脱酸 鋼種で発生する還元スラグ(CaO-SiO2 -Al2O3 )の三元系状 態図を示す(5)。Si 脱酸の還元スラグの融点は 1350℃前後、 Al 脱酸の還元スラグの融点は 1600℃前後である。従来は CaO と CaF 2 を混合せずに添加していたため融点が 2000 ℃を超える CaO は滓化性が悪かった。一方還元スラグは、 LF 精錬に使用したスラグのため既に CaF 2 や Al2O3 等がプ リメルトされた低融点材料である事から、CaO 単独で添加 するよりも滓化性が良好となったと判断する。スラグの流動 性が良くなると脱 P 反応が促進される事から、これまで還 元スラグを使用したチャージにおいては脱 P 不足などの不 適合は発生していないと考える。 (54) 図 10 CaO-Al 2O3 -SiO2 三元系状態図 日本製鋼所技報 No.64(2013.10) 還元スラグの再利用技術確立 5. 効 果 6. 今後の課題 図 11 に電気炉における CaO 原単位を示す。CaO 原単 今回の調査で確立できたスラグ量低減は還元スラグの再 位は還元スラグの使用量増加と共に低減しており、1 チャー 利用のみであるが、さらに現状の電気炉におけるスラグ使 ジ当たり 2ton の還元スラグを使用した場合には CaO の原 用量自体を低減する事を目指していく。今後は電気炉酸化 単位は約 5kg/ton 程度低減可能である。しかし現在まで 精錬中のスラグおよびメタル中の P 濃度の推移を調査し、 に排出した還元スラグは脱酸材(Al 脱酸と Si 脱酸)別に分 適正な CaO 使用量を把握し、使用量の低減およびスラグ 類することが出来ない。そのため製造する製品や要求品質 排出量の低減を図っていく。ただし、操業中のバラツキや によっては Al 量の混入を徹底的に排除することが必要で 脱 P 能の低下なども考慮する必要があり、鋼種別の長期間 あることから、現状では還元スラグの添加は Al 脱酸適用 のデータ採取が必要であると考えられる。 鋼種に限定している。 7. 結 言 還元スラグの再利用およびスラグ排出量低減のため、電 気炉における還元スラグ再利用試験を実施した結果、以下 の事が判明した。 ・還元スラグのハンドリング性向上のため、B2O3 を主成分 とするスラグ固化材を添加した結果、当所の操業の場合 には 2.3wt% の添加量でスラグの粉化を完全に防止する 事が出来た。 ・電気炉における還元スラグの再利用による溶鋼中 B 量、 H量の影響は皆無である。 ・還元スラグの再利用による溶鋼中のS量への影響は還元 スラグの添加量の増加に伴い増加する傾向となった。但 図 11 電気炉における石灰原単位 し、還元スラグの添加量をチャージ当り 2ton とした場合 には 0.001wt% 程度の S 量のピックアップであり、LF 操 図 12 に平成 23 年度における Al 脱酸適用鋼種の割合を 示す。Al 脱酸適用鋼種は全出鋼量中 50% 程度である。こ の全てに還元スラグの再利用を実施した場合には年間チャ 業への影響は少ないと推定される。 ・還元スラグの組成から推定される融点は CaO 単独よりも 低くなるため、滓化性が向上した。 ージ数を 1,000 チャージとすると 500 チャージで還元スラ ・還元スラグの再利用によりCaO原単位は 5kg/ton低減され、 グの再利用が可能となり、年間 1,000ton の還元スラグが 年間スラグ排出量は 1000t(33%)低減されると推定される。 再利用できる。また還元スラグの排出量は現状約 250ton/ 月であり、年間 3,000ton の還元スラグを排出している事 参 考 文 献 から、500 チャージに還元スラグを再利用した場合には約 33% の還元スラグ排出量の低減となる。 (1)鉄鋼スラグ協会:環境資材 鉄鋼スラグ(2011) (2)桑山忠ら:材料、 40(1991) 、 p.1545 (3)窯業協会:窯業工学ハンドブック(1966) 、p.1628 (4)Verlag Stahleisen:SLAG ATLAS(1995) p.105 (5)Verlag Stahleisen:SLAG ATLAS(1995) p.194 図 12 平成 23 年度 Al 脱酸適用鋼種の割合 (55) 技 術 報 告 二軸スクリュ押出機 SUPERTEX- αⅢの開発 二軸スクリュ押出機 SUPERTEX- αⅢの開発 The development of the twin screw extruder“SUPERTEX- αⅢ” 住田 克己 友光 健二 佐賀 大吾 東定 誠 清水 陽平 Katsumi Sumida Kenji Tomomitsu Daigo Saga Makoto Tojo Yohei Shimizu 小舘 一浩 石橋 正通 柿崎 淳 井上 茂樹 Kazuhiro Kodate Masamichi Ishibashi Jun Kakizaki Shigeki Inoue 要 旨 コンパウンディング分野における市場ニーズは、競争力強化のための高品質化と低コスト化の方向に進んでい る。高品質化においては、従来までの混練性能をさらに向上させるプロセスへの対応が必要であり、また、低 コスト化においては、従来以上の品質を維持しつつ、押出量を増加させる技術への期待が高まっている。これ らの市場ニーズを受け、当社では新シリーズの同方向回転二軸スクリュ押出機 SUPERTEX- αⅢを開発した。 SUPERTEX- αⅢは、現行機の SUPERTEX- αⅡシリーズが有する混練押出性能を高トルク化技術により更に 向上させ、従来よりも 40%以上の押出量を実現し、かつ SUPERTEX- αⅡシリーズで蓄積した様々な技術やノウ ハウを最大限に活用できることを特長とする。本稿では、この SUPERTEX- αⅢシリーズの基本性能を概説し、 混練機構や適用事例などを紹介する。 Synopsis The demands from polymer compounding market have been heading for both product quality improvement and production cost reduction to enhance market competitiveness. Advanced compounding technologies are required for product quality improvement, and throughput increase is required for production cost reduction. In order to meet these demands, JSW have developed“SUPERTEX-αⅢ”series, a new generation co-rotating intermeshing twin screw extruder. The characteristic of“SUPERTEX-αⅢ”is its improved operation torque capability, achieving a throughput increase over 40% from predecessor“SUPERTEX-αII”series, along with their dimension congruency, enables technological know-hows obtained from current“SUPERTEX-αII” series smoothly to be transferred to the“SUPERTEX-αⅢ”series. In this report, performances of the new SUPERTEX- αⅢ series, its compounding technologies, and applications are introduced. 広島製作所 樹脂製造機械部 Plastics Machinery Dept., Hiroshima Plant (56) 日本製鋼所技報 No.64(2013.10) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 1. 緒 言 樹脂温度による高粘度領域での混練によって、従来以上の 高い分散性を得ることが可能になったことを示唆している。 景気回復が見込まれプラスチック業界も徐々に活気を取り 戻し始めている。各社とも競争力強化のため、製品の高品 質化、低コスト化を推し進めており、さまざまな複合化技術 に対応するための製造プロセスの開発及び合理化が盛んに 行われている。二軸スクリュ押出機は多くのプラスチックス 材料の改質や高付加価値化に用いられ、その果たす役割 は年々大きくなっている。これらを背景として、近年は、多 品種少量生産に対応するための操作性の向上と大容量化 への要望が高まってきている。当社は、これら市場のニー ズを満足させるため、二軸スクリュ押出機“TEX シリーズ” の改良に継続して取り組んできた。本稿では、従来機の 図 1 TEX- αⅡと TEX- αⅢのトルク比較 “SUPERTEX- αⅡシリーズ”を進化させた“SUPERTEXαⅢシリーズ”の開発経緯、適用事例などを紹介する。 この高トルク化に対応するため、開発の重点アイテムの一 つとして、スクリュ軸に焦点を当てた。具体的にはスクリュ 2. 基本コンセプト 軸に用いるスプライン形状を含めた断面形状の最適化と、強 度と疲労限をバランスさせた新規材質の開発および製造方法 プラスチック製品の高品質化、低コスト化という市場ニー ズに応えるため、従来機“SUPERTEX- αⅡシリーズ” (以 下、 “TEX- αⅡシリーズ”と称す)で蓄積した技術やノウハ を確立することで、過酷な市場ニーズに対応可能な当社独自 のスクリュ軸の高強度化を達成した。 図 2 はスクリュ軸の検討に際し、三次元強度解析によ ウを最大限に活用できることを特長とし、さらに数々の新し り応力集中の検討を実施した事例を示す。また、図 3 に い機能を付与した新シリーズ“SUPERTEX- αⅢシリーズ” “TEX- αⅡ”と“TEX- αⅢ”のスクリュ軸のねじり強度の (以下、 “TEX- αⅢシリーズ”と称す)を開発した。写真1 に開発した新型1号機 TEX54 αⅢ -63BW-14V の外観を 示す。 比較を示し、図4に疲労強度の比較を示す。 シリンダについても材質、熱処理の最適化を行い、従来の “TEX- αⅡシリーズ”に比べ高強度かつ高性能化を実現させ た。併せて減速機の新設計も行い、歯車強度、軸強度を見直 す設計を行った。また、近年の高押出量の要求に応えるため、 従来の“TEX- αⅡシリーズ”ではオプションとして設定していた 高スラスト対応軸受および強制給油装置を標準装備した。 このような高トルク・高吐出に対応するための設計思想の 採用にて、従来の“TEX- αⅡシリーズ”より広い運転領域 の確保と高い信頼性を実現した。 写真 1 TEX54 αⅢの外観 2.1 高トルク化への進化 “TEX- αⅢシリーズ”の開発コンセプトとして最も特徴的 な点は、 “TEX- αⅡシリーズ”から更に高トルク化を実現し、 押出量を従来比で約 40%以上向上させたことである。 図 1 に“TEX- αⅡシリーズ”と“TEX- αⅢシリーズ”のト ルクの比較を示す。この図が示すように、押出量の増加のほ か、高トルク化によって“TEX- αⅡ”より低いスクリュ回転 速度による低樹脂温度での押出しが可能となり、また、低 図 2 スクリュ軸スプラインの三次元強度解析事例 (57) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 表 1 TEX シリーズの開発変遷 図 3 TEX- αⅡと TEX- αⅢのスクリュ軸 ねじり強度比較(TEX44) 表 2 TEX- αⅢシリーズの基本仕様 2.3 高度な混練技術 “TEX- αⅡシリーズ”は高い混練性能を発揮する当社 独自の特殊技術(ツイストニーディングディスク“TKD”、特 殊混練シリンダ“NIC”など)を搭載することでコンパウン ドの高品質化に対応してきたが、前述のように、 “TEX- α Ⅲシリーズ”は、スクリュ溝深さなどの基本設計を“TEX図 4 TEX- αⅡと TEX- αⅢのスクリュ軸 疲労強度比較(TEX44) αⅡシリーズ”と同一としているため、長年に渡って培わ れてきた“TEX- αⅡシリーズ”での混練技術をそのまま “TEX- αⅢシリーズ”へ適用することが可能である。また、 2.2 基本仕様 表 1 は、 “TEX シリーズ”の初代から現在に至るまでの開 これらの技術は高トルクと併せることで、更なる高混練化や 高押出量化などへの発展が期待される。 発変遷を示したものである。前述のように、近年の価格競争 の激化に伴い、今後もプラスチック製品への高付加価値の付 3. “TEX- αⅢシリーズ”の性能検証試験 与、押出量の高能力化などの市場ニーズは益々高まることが 予想される。開発した新型“TEX- αⅢシリーズ”の基本仕 コンパウンド用二軸スクリュ押出機の性能については様々 様を表 2 に示す。 “TEX- αⅢシリーズ”はコンパウンディン な考え方が存在するが、例えば、生産コスト低減を重要視 グ市場を主なターゲットとし、 “TEX44 αⅢ”から“TEX120 するユーザーに対しては、現状の品質を維持しながら、よ αⅢ”の7機種をラインナップしている。 り小型の二軸スクリュ押出機で、より高い処理能力が必要 また、 “TEX- αⅢシリーズ”の上市に伴い、その性能を最 大限引き出す為の脱気機構付きサイドフィーダー“SFD” 、新 となる。ここでは、新開発した“TEX- αⅢシリーズ”の検 証試験事例を紹介する。 型ストランド用ダイヘッド等を同時に開発した。これらの詳細 については、5 章と 6 章にて説明する。 “TEX- αⅢシリーズ”は“TEX- αⅡシリーズ”のスクリ ュの溝深さ、D/d などの基本仕様を踏襲していることから、 3.1 試験装置 当社広島製作所の技術開発センターには様々な機種の “TEX”が設置されており、多種多様な押出実験が可能で “TEX- αⅡシリーズ”からのスケールアップ・ダウンは勿論、 ある。本章では、新型“TEX54 αⅢ”を使用したコンパウ “TEX- αⅡシリーズ”で蓄積した混練技術やノウハウを容易 ンド事例を紹介する。表 3 に“TEX54 αⅢ”の主仕様を に移行することができることも特徴の一つである。 (58) 示す。本試験機は幅広いプロセスへ対応するため、シリン 日本製鋼所技報 No.64(2013.10) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 ダ長を L/D = 63(18 ブロック)としている。試験原料は、 エンジニアリングプラスチックコンパウンドの一つであるポリ カーボネート樹脂(Mw=21,000、以下 PC 樹脂)にガラス 繊維(以下 GF)を 30wt%添加する系とした。 試験装置は図 5 に示すように、PC 樹脂は重量式フィーダ ーを用いてホッパーシリンダから供給し、GF は押出機下流 側に設置したサイドフィーダーから定量供給する構成とした。 スクリュ形状は、PC 樹脂の均一な可塑化を行うために 最適化された可塑化混練部と、GF の繊維長を維持しなが ら GF の均一分散のために最適化された GF 混練部を有し た形状とした。 表 3 試験装置 TEX54αⅢの主仕様 図 6 押出量の比較 図 7 樹脂温度と比エネルギーの比較 図 5 試験装置構成 3.3 検証試験結果のまとめ 検証試験結果に基づく“TEX- αⅢシリーズ”の性能を 3.2 試験結果および考察 試験結果を図 6 および図 7 に示す。図 6 より同一スクリ ュ回転速度における押出量を比較すると、 “TEX- αⅡシリ ーズ”に対して“TEX- αⅢシリーズ”は約 50%押出量が 増加したことがわかる。 樹脂温度と比エネルギーの比較を図 7 に示す。この結果 から“TEX- αⅢシリーズ”は、樹脂温度で最大 10℃、比 以下にまとめた。 ①押出量 “TEX- αⅡシリーズ”に比べ約 50%の押出量の増加を確認 した。 ②樹脂温度、比エネルギー(PC+GF30wt% の場合) “TEX- αⅡシリーズ”に比べ、樹脂温度で最大 10℃、 比エネルギーで 10%の低下を確認した。 エネルギーで最大 10%低下したことがわかる。 “TEX- αⅢシリーズ”は“TEX- αⅡシリーズ”に対し 4. “TEX αⅢシリーズ”の適用分野 て最大トルクを 36%増加したことにより、同じスクリュ回転 速度でも高押出量を得ることが可能でありながら、同時に 低樹脂温度、省エネルギー化を達成することができる。 TEX の適用分野は図 8 に示すように多岐にわたってい る。第3章で述べたエンジニアリングプラスチックをはじめ、 エラストマーのコンパウンド分野などで性能向上(押出量増 加、低温押出、省エネルギー)が確認されており、ユーザ ーからの認証テストで多くの好評を得ている。 今後さらに、他のエンプラコンパンドやオレフィンコン パウンド等の分野においても検証試験を継続的に実施し ていく計画である。また、次項以降で 紹 介 する“SFD” (59) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 (Side Feed Deaerator)や新型ストランドダイヘッドのような “SFD”は、駆動機やスクリュは従来のサイドフィーダー “TEX- αⅢシリーズ”の超高トルクを最大限に生かすため と同一であるため、シリンダを排気装置付のシリンダへ変更 の押出機周辺機器のラインナップの充実も図ってゆく所存 するだけで既存のサイドフィーダーを“SFD”へ容易に改造 である。 することが可能である。 写真 2 SFD45 の外観 図 8 TEX の適用分野 5. “SFD” (Side Feed Deaerator)の開発 タルクなどに代表される微粉末原料を樹脂へ混練するフ ィラーコンパウンドにおいては、微粉末原料の食い込み不 良によって処理量が制限される現象がしばしば発生する。 この微粉末原料の食い込み不良を大幅に改善することが可 能な“SFD” (Side Feed Deaerator)を開発した。 “SFD” 図 9 SFD45 の断面構造図 は、押出機側方から原料を供給するサイドフィーダーに微 粉末原料に含まれる空気を強制的に機外へ排出する装置を 取り付けたものである。以下に“SFD”の特徴を示す。 5.2 “SFD”の運転事例 “SFD”を使用した運転事例を以下に示す。原料は、 ポリプロピレン樹脂(PP)とエラストマーに、嵩密度 0.19g/ 5.1 “SFD”の特徴 “SFD” の 外 観を写 真 2 に、 断 面 構 造 の 模 式 図を 図 9 に示す。 cc、平均粒径 4.4 μ m のタルクを 30wt% 配合する系を用 いた。試 験 装置は“TEX44 αⅡ” (φ 47mm)L/D=52.5 を使用し、図 10 に示すように PP を可塑化溶融した後、サ “SFD”は、シリンダにフィルターを設けた排気装置を イドからタルクを全量供給する構成とし、同一のスクリュ・ 搭載している。排気装置へ接続された真空ポンプによって シリンダ構成にて従来型のサイドフィーダーと“SFD”それ 排気装置内を減圧することで、 “SFD”内を搬送される微 ぞれについて押出量の比較を行った。 粉末原料から空気あるいは他のガス成分のみを強制的に 図 11 に比較試験の結果を示す。この結果から“SFD” 排出し、微粉末原料の食い込み性を大幅に向上する。排 を用いることで、押出機のシリンダとスクリュ構成を変更す 気装置内には、微粉原料から空気あるいは他のガス成分 ることなく、押出量を約 60%向上できることがわかる。 のみを分離するためのフィルターが設けてあり、そのフィ “SFD”は、タルクだけでなくマイカ、ウィスカなの無機 ルターは微粉末原料の粒径に対して最適な目開きのものと フィラーや、カーボンブラック、微粉末樹脂原料など各種 している。フィルターとスクリュと間の空間に微粉末原料 微粉末原料に対して押出量増加の効果が確認されている。 の層(以下、パウダー層)を形成することで、微粉末原料 この微粉末原料の食い込み性を大幅に向上させる“SFD” を機外へ漏らすことなく空気やガス分のみを排出すること を活用することで“TEX- αⅢ”の超高トルクの有効性を最 が可能である。 大限に引き出すことができる。 (60) 日本製鋼所技報 No.64(2013.10) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 今回、この流動解析技術を用いることで最適な流路構造を 持った新型ストランドダイヘッドを開発した。図 12 は、新型と 従来型のストランドダイヘッドの各ダイノズルにおける吐出量を 比較したものである。これらの図より、新型ストランドダイヘッ 図 10 試験装置構成 ドでは、幅広い原料粘度、押出量に対してダイヘッド幅方向 において均一なストランドの吐出が可能なことがわかる。 以上から、新型ストランドダイヘッドは、安定したストラン ドの吐出によって“αⅢシリーズ”の高い押出性能を十分に 引き出すことができると確信する。 7. 周辺機器を含めた適用プロセス事例 当社では、押出機だけではなく、コンパウンディングプロ セスに不可欠な原料供給装置、ギアポンプ、スクリーンチ ェンジャー、ペレタイザー等の周辺機器も製作している。 また、数多くの大型造粒プラントで培った実績に基づく 最適トータルシステムの提供も行っている。図 13 は、コン パウンディングプラントシステムの納入事例を示す。更に現 図 11 SFD の有無での押出量の比較 地工事や作業を最小限に抑えることのできる機器・配管・ 配線をスキッド内に搭載したモジュールスキッド(図 14 参 照)も上市しており、 “TEX”コンパウンディングシステムを 6. 新型ストランドダイヘッドの開発 さらに魅力のあるものとしている(2)。 “TEX- αⅢシリーズ”の超高トルクによって高能力化が 可能になったが、一方でストランドダイヘッドは、高能力化 に対応するために大型化が必要となるが、ダイス幅方向で ダイスノズルから吐出される樹脂の流量が不均一となる課 題を生じる。当社ではフィルム・シート成形用のTダイを製 造販売しているが、その内部流路は非常に薄く、かつ非常 に幅広い構造となっている。フィルム・シート成型用 T ダイ の設計においては、その幅広の流路において幅方向に均一 な厚みで樹脂を押出す必要があるため、T ダイの開発で導 出された当社独自の理論設計式を用いた流動解析技術を 構築している(1)。 図 13 コンパウンディングプラントシステム事例 図 12 新型と従来型ストランドダイヘッドの ダイノズル吐出の比較 図 14 モジュールスキッドの例 (61) 二軸スクリュ押出機 SUPERTEX- αⅢの開発 (3) 8. シミュレーションソフトウェア“TEX-FAN” これらのことから“TEX-FAN”を使用することにより、 二軸スクリュ押出機を利用した新しいプロセスの開発にお かみ合い型同方向回転二軸スクリュ押出機の複雑な混 練挙動を予測することでスクリュ形状やプロセス条件の開 けるスクリュ形状に代表されるハード面と運転条件に代表さ れるソフト面の開発時間短縮が可能となる。 発を支援するために FAN(Flow Analysis Network)法を 用いて独自に開発したシミュレーションソフトウェア“TEX- 9. まとめ FAN”を紹介する。 図 15 に“TEX65 αⅡ”を用いたポリプロピレン(PP)の 本 稿 では、 “TEX- αⅡシリーズ ” を更に 進 化させ た コンパウンディングテスト結果をもとに、 “TEX-FAN”で検 “TEX- αⅢシリーズ”の開発コンセプト、開発経緯、適用 証解析を実施した事例を示す。図中のプロットは、各測定 実施例を概説した。高能力化および高品質化はもとより、 点に設置した圧力・温度センサにて測定した実測値を示す。 安定したコンパウンドの製造を行うにあたり二軸スクリュ スクリュの送り能力が低いスクリュほど充満率は上昇し、 押出機の信頼性は、非常に重要な要素である。 「高能力」 圧力分布は実測値と比較して良い一致を示していることか 「高品質」 「信頼性」の三つの要素を兼ね備えた“TEX- α ら、各スクリュエレメントの押出特性が良好に予測できてい Ⅲシリーズ”は、お客様のあらゆるニーズに対応するととも ることがわかる。 に、現状の課題を打破できるものと確信している。今後も 樹脂温度分布と固相占有率の結果は、溶融・可塑化は 第一混練部で開始され、第二混練部では完全な溶融状態 時代の最先端をいく二軸スクリュ押出機“TEX”の開発に 努力していく所存である。 となっているが、その間の輸送部で生じた非充満区間では 可塑化速度が低下するなど、妥当な傾向が予測できてい 参 考 文 献 る。押出機先端樹脂温度は、予測値と実測値との差異が 5℃程度で、伝熱量や粘性発熱量の計算がほぼ妥当であ (1) 富山秀樹:プラスチックスエージ 12, Vol. 57, p94(2011) ることを示している。 (2) 井上茂樹、石橋正通、戸田賢二、他 日本製鋼所 技報 No.57, p60(2005) (3) 富山秀樹、石橋正通、井上茂樹 日本製鋼所 技報 No.55, p32(2004) 図 15 TEX65 αⅡによる PP コンパウンディングテストの シミュレーション結果 (62) 日本製鋼所技報 No.64(2013.10) 技 術 報 告 単軸押出機の最近の技術動向 単軸押出機の最近の技術動向 Current technology of single-screw extruder 有田 大就 板持 雄介 Hironari Arita Yusuke Itamochi 要 旨 フィルム・シート成形には古くから単軸押出機が使用されてきた。近年、フィルム・シート製品の高機能化、高 品質化が進んでおり、単軸押出機に求められる性能も高度なものとなってきている。こうした背景の中、当社で は高機能な単軸押出機を開発し、上市してきた。本報では当社の単軸押出機を紹介するとともに、各押出機内 での樹脂の溶融形態、高品質化技術を解説する。 Synopsis Single-screw extruders have used for forming film/sheet products for a long time. In recent years, the required performance and quality for film/sheet products is getting higher, and also higher-performance single-screw extruders are required. In this trend, JSW has developed and delivered high-performance single-screw extruders to the market. This report introduces and explains JSW single-screw extruders, the behavior of melting plastics in the extruder and the technology of extruding high-quality plastics. 1. はじめに 格も低く、充満押出であるために樹脂の酸化劣化、炭化物 生成は発生しにくい。このため、単軸押出機の需要は依然 フィルム・シート成形に使用される主な押出機として、古 として高く、高機能フィルム・シート成形への対応も求めら くから単軸押出機が使用されてきた。ここ数年は、無機フィ れている。ここでは、単軸押出機の最新技術について解説 ラの混合、液状物の混合、多種樹脂、添加剤の混合、さ する。 らには高粘着樹脂の安定供給が必要とされる高機能フィル ム・シートの直接成形を目指すことが多く、同方向回転噛 2. 単軸押出機の構造と機能 み合い二軸押出機の採用が増えてきている。しかし、二軸 押出機は飢餓供給のための定量フィーダや計量・昇圧のた 単軸押出機の構造とフルフライトスクリュでの溶融形態を めのギヤポンプが必須となり、装置構成が複雑になり、装 図 1 に示す。シリンダ、スクリュの断面が六角形である HM 置価格も同押出量の単軸押出機と比較すると高くなる傾向 押出機 1)の構造を図 2 に示す。HM 押出機は、高粘度樹脂 にある。さらに、飢餓押出であるために空気に触れる機会 を低樹脂温度で押し出す用途で採用されている。なお、固 が多く、樹脂の酸化劣化、炭化物生成の懸念がある場合 体輸送、溶融と液体輸送の機能を二台の押出機に分離し、 は、劣化防止対策に十分注意を払う必要がある。これに対 これらを直列につなぎ、高吐出、低樹脂温度、安定押出を し、単軸押出機は構造が簡単で操作も容易であり、装置価 。 実現した HM 型タンデム押出機 2)も製造されている(図 3) 広島製作所 樹脂加工機械部 Plastics Processing Machinery Dept., Hiroshima Plant (63) 単軸押出機の最近の技術動向 また、単軸押出機では、スクリュの特性を補助するために 3. フルフライトスクリュでの樹脂の溶融形態 各種のミキシングエレメントが使用されている。高能力押出 機のスクリュ構成の一例を図 4 に示す。 図 1 に示すように、樹脂はスクリュ口径比 3.5 ∼ 4D 目 (シリンダ温度が溶融温度あるいは樹脂が流動を開始する 温度となる位置)からスクリュの回転に伴う剪断応力を受 け、メルトフィルム層と呼ばれる薄い溶融層が生成する。こ のメルトフィルム層で溶融した樹脂は、スクリュの回転に伴 い、押し側のフライト側面に集められメルトプールと呼ばれ る溶融樹脂の溜まりとなる。この溶融モデルは提唱者の名 前をとり Tadmor の溶融モデルと呼ばれている 3)。スクリュ を運転中に急停止し、シリンダおよびスクリュを急冷した後 シリンダを再加熱しながらスクリュを抜き出し(図 5)、スク 図 1 単軸押出機の構造と基本的溶融形態 リュに巻き付いた樹脂をはぎ取り、スクリュ軸方向断面で 切断し、溝内を観察した写真を図 6 に示す。Tadmor のモ デル以外に、これらの試験の溶融モデルとしてメルトフィル ム層が厚くなったものや、スクリュ側にも溶融樹脂層があ るもの、メルトプールが見られないものなどが観察される。 (図 7 参照) 樹脂がスクリュ先端へと進むと、固相樹脂の塊であるソ リッドベッドの幅は減少し、メルトプールの幅が増大してく る。樹脂が溶融しやすい PE 系の樹脂ではメルトフィルムの 厚みが増大することも多い。圧縮ゾーンに達するとソリッド ベッドは溶融速度よりも固相樹脂の進もうとする速度が速 図 2 非円形シリンダをもつ単軸押出機(HM 押出機) くなり、テーパ部で詰まりが発生する。その下流側の固相 樹脂はメルトフィルムでの引きずり力により、スクリュ長手方 向に伸長作用を受けて速度を増そうとし、連続性を保てな くなり、固相樹脂の間に液相樹脂が入り込む、いわゆるソ リッドベッドのブレークアップ(固相樹脂の破壊)現象が発 生する。 (図 1,8 参照) このブレークアップ現象が生じた後は、固相樹脂の塊と、 液相樹脂が混在した状態になる。このブレークアップ現象 は樹脂温度の不均一や押出量の変動(樹脂圧力の変動) となり、フローマークや溶融不良による押出物の外観不良、 厚み変動となって現れる。また、気泡の発生やスクリュフラ イト摩耗現象を起したり、樹脂劣化物(変色、ゲル)の発 図 3 HM 型タンデム押出機 生の要因となる。 固相樹脂の幅はスクリュ先端に行くにつれて次第に小さ くなるが、筆者らの試験では、ソリッドベッドの幅が溝幅の 1/2 以下になる前にブレークアップする場合が殆どであっ た。なお、圧縮部テーパの角度が小さい程ブレークアップ 直後の固相樹脂の塊は大きくなる傾向にある。 圧縮部で破壊現象を起こした固相樹脂塊は、液相・計 量部に到達すると、図 9 に示すように液相樹脂中に浮遊し た状態となり、主に周囲の液相樹脂からの伝熱により溶融 し少しずつ小さくなりながらスクリュ先端へと進む。 (64) 図 4 最近の高性能単軸押出機の構成 日本製鋼所技報 No.64(2013.10) 単軸押出機の最近の技術動向 図 5 スクリュ冷却固化抜き出し 図 6 フルフライトスクリュでの樹脂溶融形態 図 7 冷却固化試験で観察された各種溶融モデル (65) 単軸押出機の最近の技術動向 バリヤ型スクリュでの樹脂溶融形態の説明を図 11 に、 スクリュ冷却固化試験で観察されるスクリュ溝長手方向 各断面の写真を図 12 に示す。 図 10 各種バリヤ型スクリュ 図 8 ソリッドベッドのブレークアップ現象 図 11 バリヤ型スクリュでの固液分離機能 図 9 液相樹脂中に浮遊した固相樹脂 4. バリヤ型スクリュの溶融形態 フルフライトスクリュでのソリッドベッドのブレークアップ 現象による各種欠点を解消するスクリュとして樹脂溶融部 に、固相樹脂と液相樹脂を分離するためのバリヤフライトを 持つバリヤ型スクリュが開発された。本バリヤ型スクリュは 塩化ビニール用として Maillifer 社によって開発され、その 後、他樹脂への適応が進み、図 10 に示すような類似のバリ ヤ型スクリュ多数が発表されている。国内では、 Maillifer 社 と技術提携していた三菱重工(株)4)を中心に開発が進めら れてきた。ダムフライトの半径方向高さは、主フライトに対し て低くなっており、このダムを溶融樹脂のみが乗り越える。 (66) 図 12 バリヤ型スクリュでの樹脂溶融形態 日本製鋼所技報 No.64(2013.10) 単軸押出機の最近の技術動向 5. バリヤ型スクリュ設計上の留意点 6. 非円形シリンダ(HM シリンダ)を持つ押出機の溶融形態 バリヤ型スクリュであっても、設計によってはソリッドベッ 高粘度樹脂を低樹脂温度で押出すことのできる押出機と ドのブレークアップが発生したり、低樹脂温度、高押出量 して、HM 型押出機がある。HM 押出機はシリンダ、スク を得ようとするときには工夫が必要となる。 リュが六角形であるが、類似形状の押出機も作られている。 ブレークアップ現象は、固相樹脂溝の深さと幅の変化率 この押出機では、スクリュの回転と共に、スクリュとシリン が大きい場合や、固相樹脂圧力と液相樹脂圧力の差が小 ダで形成される樹脂流路がスクリュ回転と共に変化し、従 さくなる場合に発生しやすく、また、樹脂によってはバリヤ 来の円形シリンダのメルトフィルムを持つ溶融モデルとは全 の開始位置が遅い場合には、フィード部で発生することも く異なった機構で溶融が行われる(図 14 参照)。この押出 ある。 機での溶融は、主に樹脂粒子間摩擦で溶融を開始し、スク 高押出量を得ようとする場合、液相部の輸送能力に余裕 リュ回転に伴う流路断面形状変化による分割、合流、引き を持たせるので、バリヤ型スクリュの押出量は、可塑化溶 延ばし、攪拌による分散混合作用で溶融樹脂から固層樹脂 融部によって決定されることが多い。樹脂溶融量は、主に への伝熱促進が行われ高効率に溶融が進む。この機能は、 固相溝側の固相樹脂とシリンダの接触面積、すなわちメル 二軸押出機の溶融機構に類似したものと言える。 トフィルムの表面積とスクリュ回転周速によって決まる。高 スクリュ回転では、液相部での剪断速度が増大し、樹脂温 度が高くなってしまうため、高押出量を狙ったバリヤ型スク リュでは、バリヤフライトの形状を工夫している。メルトフィ ルムの接触面積を増大したり、ダムフライトのダムクリアラ ンスを大きくして、一部の半溶融樹脂がダムを乗り越えやす くしたスクリュとし、スクリュ1回転当たりの押出量を増大 する工夫がなされる。その1例を図 13 に示す。このような スクリュでは、バリヤ部を通過した半溶融樹脂の溶融を促 進するスクリュエレメントが組み込まれる。また、固相樹脂 圧を高め、固相樹脂塊であるソリッドベッドの予熱効果が 期待される溝付きシリンダ(キードスリーブ)をスクリュ基 図 14 HM 押出機の機能と溶融形態 部に設置することもある。 図 13 最近の高性能単軸押出機の構成とその機能の説明 (67) 単軸押出機の最近の技術動向 7. 単軸押出機に必要とされる副機能 留部の少ないスクリュ形状が採用されている。図 15 に押出 機で樹脂劣化が発生する可能性がある箇所を示した。 押出量、樹脂温度、昇圧という押出機の主可塑化品質 また、PC 樹脂では劣化・着色を防ぐために流路に鉄系 (主機能)以外にも必要な他の可塑化品質を得るための設 材料を使わない、またフッ素系樹脂では非常に強い腐食性 計上の工夫、対策について以下に述べる。 を持つため、装置材料として高価な Ni 系材料、Co 系材料 が使用されることが多い。 (1)樹脂温度の均一性 主機能の領域で均一性が保たれない場合、スクリュ先端 部にダルメージ、ピンなどを付加しスクリュ溝断面内の樹脂 温度、剪断履歴の均一性を図っている。 (2)押出安定性圧力 押出変動に関しては、固体輸送部での原料嵩密度のバラ ツキやスクリュへの巻き付き現象による変動幅の大きい押 出変動、ブレークアップ現象発生による押出変動、樹脂の 溶融不良による樹脂圧力の小周期変動、スクリュ内未充満 による押出変動などがある。これらに対する工夫として、固 体輸送部スクリュ冷却、スクリュ基部に対応したシリンダ温 図 15 押出装置での樹脂劣化発生箇所 調ゾーンの分割設計、スクリュ固相部溝深さの増大、ブレー クアップ現象を抑制するバリヤ型スクリュの適正設計、樹脂 の溶融促進のための Maddock、 MD メルタなどのエレメント の採用、また、スクリュ先端圧調整、樹脂未充満部をつくり 出さないスクリュ設計が行われる。 (3)混練・分散性 (6)摩耗防止、耐摩耗性向上 単軸スクリュは片持ち状態でシリンダの内部で回転してお り、フライト頂部が摩耗し、押出量低下や金属異物の発生な どの不具合を生じることがある。 微量添加剤、異樹脂などの混練分散を向上するために HM 型押出機や UB スクリュ、Maddock、MD メルタ等の ①ブレークアップ現象によるスクリュとシリンダ間でのかじ 溶融促進、分散型スクリュエレメントが使用される。無機質 り磨耗現象 (フィラ)や液状成分を多量に添加する必要がある原料の混 圧縮部で発生するブレークアップ現象に伴う固相樹脂通 合には、圧力が低い条件下で高い混合分散機能を持つ二軸 過時と液相樹脂通過時の樹脂圧力差で不平衡加重が発生 押出機が使用される。 し、フライト頂部とシリンダが接触し、摩耗が生ずることが (4)気泡発生の防止 ある。これを防ぐためには、ブレークアップ防止を考慮して 固体樹脂と共に混入する空気及び樹脂に含まれている揮 5) 設計されたバリヤ型スクリュが有効である 。フルフライトス 発物を除去するため、ベント(脱気)タイプスクリュが採用 クリュの場合、中途半端な長さ(4 ∼ 7D)の圧縮部は避ける されている。 ことが望ましい。なお、本現象が発生すると小さな金属の また、ポリエステルでは、原料供給部を真空にした状態の 固体輸送方式が採用されている。 ただし、ノンベントタイプスクリュでもスクリュ自体の圧 縮作用により固体原料粒子間の空気を除き気泡の発生を けずり粉がスクリーンに付着する。また、フライト頂部に擦 り傷や、バリが観察されることが多い。 ②オイルホワール現象(スクリュの振り回り)によるスクリュ とシリンダ間の摩耗現象 6) 低減することも可能である。なお、この圧縮作用による脱 オイルホワール現象は、円筒軸受けにおいて軸受油膜の 気作用にはブレークアップ現象が大きく関与しており本作 影響で軸が振り回りを起こす現象であるが、シリンダとスク 用を向上させる目的でもロングバリヤ型スクリュが有効な リュにおいても同様に樹脂の影響でスクリュが振り回りを起 場合が多い。 こすことがあり、HDPE、L-LDPE、無機フィラ入 PP など (5)樹脂劣化防止 溶融し易い樹脂で発生する。スクリュ回転の 1/2 の速度で 樹脂が酸化あるいは熱劣化すると分子架橋によりゲル スクリュ軸心が旋回し、本現象が発生すると、通常のフライ 化しソルトゲル、フィッシュアイ、焼け・変色物などの発生、 ト形状ではフライト頂部の潤滑圧力は全く期待できない。ま あるいは分子切断による低分子化など成形品の品質が低 た、この現象発生時、フライトクリアランスが小さくなる方向 下する。その対策として酸化劣化を防止するためホッパ部 に向けて、さらに近づけようとする力が働いていることを確 での窒素ガス置換、または真空ホッパが採用されたり、滞 かめている。 (68) 日本製鋼所技報 No.64(2013.10) 単軸押出機の最近の技術動向 本現象は、主に固体輸送部(フィード部)の終わりから圧 参 考 文 献 縮部入口あるいはバリヤ開始部に発生するもので、フィード 部の長さなどのスクリュ形状の工夫、 フライト頂部へのステッ 1)松林三郎 , 田村幸夫 : 三菱重工技報, 14(5) , 828(1977) プランド加工で改善を計っている。また、スクリュ山外周へ 2)後藤幸雄 , 村田吉則 , 田村幸夫 : 三菱重工技報 , 32(2) , 97 のモリブデン溶射で対摩耗性の向上を行っている。 (1994) 本現象による摩耗では、不平衡力が小さく、比較的長期 3)Tadmor,Z. and Klein,I. ”Engineering principles of 間による研磨状の摩耗が観察される場合が多い。本現象と plasticating extrusion” , Van Nostrand Reinhold (1970) 前述のソリッドベッドのブレークアップ現象が同時に発生す 4)伊藤孝之, 田村幸夫 : プラスチックス, 26(2) , 52(1975) る場合もある。①、②の現象が発生するときに観察される 5)有田大就 , 板持雄介 : 日本製鋼所技報, 61,91(2010) スクリュ内の樹脂圧力波形を図 16 に示す。 6)田村幸夫 , 上地哲男, 谷口邁 , 水野貴司 : 三菱重工技報 , ③無機質などの充填原料による土砂摩耗 25(2) , 131 (1988) スクリュ山外周及び谷部にまで発生する摩耗で、高硬度 の特殊材採用により改善を図っている。 その他の摩耗事例として、腐食や加熱時の熱膨張による シリンダの曲がり、地盤沈下などによるアライメント不良、固 化状態での急激な起動によるスクリュ摩耗が発生する場合 もある。 図 16 スクリュ摩耗の危険性の高いスクリュ内樹脂圧力波形 8. おわりに 本報では、最新の単軸押出機の技術動向について解説し た。フィルム・シートの高機能化、高品質化とそれに伴う樹 脂原料の多様化の流れは今後も継続してゆくものと予想さ れる。こうした背景の中で、顧客の求めるフィルム・シート を得られる押出機を提供するためにも、さらなる技術開発に 取り組む所存である。 (69) 技 術 報 告 超大型機用 高可塑化・高混練スクリュの開発 超大型機用 高可塑化・高混練スクリュの開発 Development of a screw with high plasticizing capacity and high mixing performance for ultra large size injection molding machine 神田 幸二 中島 英昭 柏原 裕吾 玉田 光一 Koji Kanda Hideaki Nakashima Yugo Kashiwabara Koichi Tamada 要 旨 近年、型締力 2,000トンを超える超大型射出成形機においては、成形品品質は高レベルを保持したままで低 コスト化及びハイサイクル化の要求が強い。要求を満たすためにスクリュとシリンダの性能は大きな役割を果たす こととなる。超大型射出成形機用スクリュ・シリンダの開発においては、実機での先行試作によるトライ・アンド・ エラーでは膨大な費用と時間が必要になるために、コンピュータ解析と保有機のテスト結果から相関を指標化す ることで仕様を決定した。本稿では超大型射出成形機で、中心となるφ 150mm 及びφ 200mm クラスのハイサ イクル成形用スクリュの開発プロセスについて紹介する。 Synopsis In recent years, over large-sized injection molding machine exceeding clamping force of 20,000kN, our customer has the strong demand of high quality molding products with the low-cost and high-cycle performance. And the screw and barrel performance is the major factors to achieve them. In development of the screw and barrel for ultra large-sized machines, huge expense and time are required for trial and error approach by using prototype. So screw and barrel specifications were determined by scale-up method considering the correlation between computer analysis and experimental results of small-sized machine. In this paper, we introduce the development of the size of φ 150mm and φ 200mm class screw and cylinder for high cycle molding for ultra large size injection molding machine. 広島製作所 射出機械部 Injection Molding Machinery Engineering Dept., Hiroshima Plant (70) 日本製鋼所技報 No.64(2013.10) 超大型機用 高可塑化・高混練スクリュの開発 1. 緒 言 2.1 実験機結果 < 3100H(φ 92mm)> と解析結果 可塑化能力性能と混練・分散性能の両立のため、従来 M3 当社の超大型射出成形機に標準的に搭載されている M3 スクリュはその構成においてダブルフライト形状を採用する ことで、樹脂溶融工程において溶融樹脂と未溶融樹脂を分 離することが可能となり、均一な可塑化品質の樹脂を成形 することができるデザインを持つ。 タイプの先端部形状を変更することにした。 先端部のダブルフライト部を除いたスクリュを製作し、従来の ダブルフライト部分と置換する各種ミキシング形状を考えた。 スクリュにおいては、供給部の溝深さと長さを変化させ下 記 A ∼ C の 3 種類の仕様を比較する。 成形コストの低減を目的とし、再生材や顔料を使用する ことで、従来のスクリュデザインでは樹脂を均一に混練す ることは難しくなり、さらにサイクル時間短縮のためにスク A:M3 供給部溝深さ同等 リュ回転速度を上げると顔料の色分散不良や樹脂の混練不 B:供給部深溝 足が発生しやすい傾向がある。 C:供給部短縮 射出成形機用スクリュの可塑化能力と混練性はトレード オフの関係にあるために、両者を高いレベルで両立させる ことが課題である。そのため、高可塑化能力を有し、さら に混練・分散性を高めるミキシング部を持つスクリュの開発 図 1 スクリュ形状 が必要となる。 開発には、中・大型機の実機による可塑化能力や色分 散性評価と解析による可塑化能力、樹脂温度やソリッドベ また先端に取り付ける、形状が異なる 3 つのミキシング ッド比率を比較することで解析結果の妥当性等を検証した 部(ミキシングピース①∼③ )を製作し、それぞれの組み 後、超大型射出成形機用スクリュにスケールアップさせた。 合わせに対して可塑化能力テストと成形品の色分散評価 また、溶融樹脂を模 擬した擬似流体で分 散 過程を可 を実施した。 視化実験することで、ミキシング部の形状・配置やクリア ランスの最適化を行い、溶融樹脂における撹拌効果を確 認した。 2. φ 150mm クラス超大型機用スクリュの開発 図 2 ミキシング部形状 例えば自動車用バンパーの成形サイクルは 40 ∼ 50 秒が 図 3 はφ92mm スクリュでの可塑化能力の解析結果と実 一般的であるが、樹脂の改質・改良、金型冷却効率の改 験値の例である。実験値と解析値に最大で約 10% の差は 善が進み、よりサイクル短縮が要求され、均一混練性能及 あるが、スクリュ及びミキシングピースの違いによる可塑化 び可塑化能力の要求値は近年高くなっている。 能力は同じ傾向を示していた。 その背景を受け、φ 150mm クラス機においては、成形 サイクル 30 秒以下の条件で以下 2 点の目標を設定した。 図 4 は色分散性をインデックス化し、グラフ化したもの であるが、色分散性とパージ樹脂温度は正の相関、可塑 化能力は負の相関が見られた。φ 150 mmのスクリュデザ ・色分散性が良好であること イン検討では、実機製品で色分散性評価ができないため、 ・可塑化能力 900kg/h 以上のこと 分散評価指標にパージ樹脂温度評価を参考指標とするこ とにした。図 5 には 3100H (φ 92mm)実験機のパージ樹 スクリュ設計における諸元設計にはコンピュータ解析を 実施し、実験機で検証する手法を取った。 なお、コンピュータ解析については 1 サイクル工程におい てスクリュは断続的な回転と軸方向移動を有するため、定 脂温度と解析した樹脂温度の比較を示した。解析における 樹脂は、ダブルフライトを通過すると完全溶融状態になる ために、ダブルフライト部を通過する直前のソリッドベッド 平均温度を評価指標とした。 常的解析が困難である。そのためスクリュの軸方向位置を 固定して、ノズルから樹脂を定常的に押し出すモデルとして 解析した。実験機は社内で検証可能なφ 92mm サイズで 実施し、パラメータの調整を実施した後にφ 150mm スクリ ュの解析値との比較を実施した。 (71) 超大型機用 高可塑化・高混練スクリュの開発 図 3 実験機(φ 92mm)と解析の可塑化能力比較 図 6 各種スクリュ+各種ミキシングの可塑化能力比較 2.2.2 樹脂温度解析 φ 92mm の実機テストにおいて分散性能が最も良かっ たスクリュ C +ミキシングピース②の組み合わせ例では、 解析におけるソリッドベッドの平均温度は 210℃であった。 ハイサイクル成形では一定の樹脂温度を確保することが色 分散性能には必要であるため、1 サイクル中にヒータから 受ける熱量によるソリッドベッドの温度上昇差を考慮して、 φ 150mm の解 析ではソリッドベッド温 度の評 価指標を 図 4 実験機(φ 92mm)の色分散評価データ 図 5 実験機(φ 92mm)と解析の樹脂温度比較 213℃以上とした。 (図 7、 8) 図 7 各種スクリュ+ミキシング樹脂温度比較 2.2 φ 150mm スクリュ諸元検討 2.2.1 可塑化能力解析 解析用スクリュデザインは 4 種類を用いた。 Ⅰ , Ⅱ , Ⅲ , Ⅳの順で供給部が長く、計量部が短くなる形 状を有す。各スクリュの先端にミキシングピース①、②、③ を付けた場合の可塑化能力の計算結果を図 6 に示す。 供給部が長い順番に可塑化能力が高く、ミキシングピー ス③、②、①の順番で可塑化能力が高くなった。 図 8 各種スクリュソリッドベッド樹脂温度 (72) 日本製鋼所技報 No.64(2013.10) 超大型機用 高可塑化・高混練スクリュの開発 2.2.3 ミキシング部粒子解析 表 1. φ 150mm スクリュ諸元 図 10 は 3D モデルを用いた粒子解析結果の一例である。 スクリュ径 φ 150mm 可塑化能力 950kg/h(PP 樹脂) L/D 24 スクリュ最高回転速度 135min-1 ミキシング部 マドック型 評価は溶融樹脂がミキシング部に入った時点で同じ溝深さ に存在した粒子群がミキシング部を抜ける際に、溝深さ方 向にどのように運動分布をしているかとした。 また、図 9 のような粒子挙動観察装置を用いて、図 11 に示すような粒子挙動観察を加え、ミキシング部の最適形 状についても検討した。 3. φ 200mm クラス超大型機用スクリュの開発 φ 200mm クラス成形品は PP、PE 樹脂が多い。PP 樹 脂は、結晶性であり溶融点近傍で比熱は非常に高く、溶融 までに大熱量を必要とする。よって高可塑化能力が出にく い特性を持つ。また、PE 樹脂は結晶度が高く、溶融潜熱 が大きいことによりスクリュの圧縮部に材料が送られてくる と、急激に固体から溶融体に変化するために、スクリュフ ライト内にアンバランスフォースが発生して、スクリュを一定 方向に曲げようとする力(サイドフォース)が発生しやすく なりスクリュの山頂部とバレル内面に強い接触がおこり、 接触面が損傷しやすい傾向を持つ。 図 9 粒子解析装置外観写真 上記の事項を考慮し、高可塑化能力を満足することを目 標として超大型標準型 M3 スクリュをベースにφ200mm ク ラスのスクリュ開発を進めた。 3.1 実験機試験 < 3100H(φ 92mm)> 310 0H の実 験 機 試 験 から( 図 12) スクリュのロング 図 10 ダルメージ型ピースの粒子解析 L/D 化は、標準タイプよりも高い可塑化能力を実現するこ とが可能であることが理解されており、今回 200mm クラ スもロング L/D スクリュを搭載することとした。 図 11 マドック型ミキシングピースの粒子挙動 2.3 最終諸元の決定 図 12 3100H 実験機試験による可塑化能力比較 φ 92mm における実機テストではミキシングピース③は色 分散性が悪く、ミキシングピース①、②と各スクリュの組み 合わせの中で、樹脂温度を十分に確保可能でかつ最も可 塑化能力が高い組み合わせを選択した。本技術が搭載さ れた射出成形機での本格的な生産は、2013 年秋を予定し ており各検証も当時期となる。 (73) 超大型機用 高可塑化・高混練スクリュの開発 3.2 解析 前述したように超大型機でオレフィン系材料を用いる場合 は、ハイサイクル成形対応のために可塑化能力を重視した 設計にする必要がある。解析は M3 形状で供給部の長いス クリュをベースにして、溝深さや圧縮部の長さを変更し計算 検討を実施した。 3.2.1 可塑化能力解析 図 13 に示すように、3100H 標準 M3 スクリュをモデル 化したスクリュ②をベースに、解析スクリュ①は供給部溝 深さを大きく、スクリュ③は圧縮部長さを短くして解析を 図 14 各種スクリュのソリッドベッド幅比率 実施した。可塑化能力の評 価では高い順より、③、①、 ②であった。 溝が浅く、圧縮部が短い(供給部が長い)デザインほど 可塑化能力が高い傾向となった。 3.3 φ 200mm クラススクリュの最終仕様 ソリッドベッド幅の比率が低く、可塑化能力も高い解析 スクリュ③が樹脂の溶融と供給のバランスが優れていると 判断して本デザインを採用した。本設計技術が搭載され た射出成形機での本格的な生産はφ 150mm スクリュと同 じ時期を予定しており、今後に具体的な検証結果が出てく る予定である。 表 2. φ 190mm スクリュ諸元 図 13 各種スクリュ可塑化能力解析 3.2.2 溶融相と固体相の解析 スクリュ径 φ 190mm 可塑化能力 1400kg/h(PP 樹脂) L/D 24 スクリュ最高回転速度 90min-1 ミキシング部 ダブルフライト型 4.結 言 供給部と圧縮部においての樹脂流動量のバランスが悪 いと、溶融不十分な樹脂のスクリュ先端側への輸送量が 本稿で紹介した超大型のみならず当社機搭載のスクリュ 増えることで、容積圧縮を受けるために大きなサイドフォ 性能向上をはかり、市場ニーズに対応できるように研究開 ースが発生して、スクリュフライトとバレルの接触面圧が高 発を重ね、可塑化技術の向上に努める所存である。 くなり、樹脂変色や表面損傷を引き起こす可能性がある。 樹脂流動量バランスの悪さ指標として、ダブルフライト後 半部のソリッドベッド幅比率を用いた。ソリッドベット幅は 供給部からの固体輸送量が大きく、圧縮部ダブルフライト 部での溶融能力が不足した場合に大きくなるため、溶融相 と固体相のバランスの良い設計が要求される。 解析結果を図 14 に示し、ソリッドベッド幅の比率を各ス クリュ別で比較した。15 ∼ 20 ピッチ部にて解析スクリュ ③の供給部溝底が浅く、圧縮部の短いスクリュのダブルフ ライト部ソリッドベッド幅の割合が 0.6 ∼ 0.8 になり、妥当 性のある結果が得られた。 (74) 日本製鋼所技報 No.64(2013.10) 技 術 報 告 可視化観察による成形不良現象の解明 可視化観察による成形不良現象の解明 A study of the molding defect phenomenon by using the visualization cylinder 安江 昭 荒木 克之 中川 一馬 千葉 英貴 Akira Yasue Katsuyuki Araki Kazuma Nakagawa Hideki Chiba 要 旨 特殊な成形条件において、PMMA(ポリメタクリル酸メチル)の溶融挙動を可視化シリンダで観察中、シリンダ 内部で発火現象を捉えた。発火後、 その周囲の樹脂が黒い筋状となって流動する様子が観察され、 その現象が 成形品不良に見られる黒条の要因であることを突き止めた。さらに発火は、溶融樹脂中に見られた気泡の断熱 圧縮による温度上昇で発火点に到達し発火しうることが示唆された。 Synopsis Using the visualization cylinder, a combustion phenomenon of PMMA(Poly Methyl Methacrylate)was observed under a particular injection molding condition. Around the combustion point, lined black flows were also observed. Thus, it was concluded that Black Streak, a product defect in the injection molding process was caused by the combustion phenomenon. And this phenomenon was supposed that the void gas in melted resin was compressed adiabatically and the temperature reached to the ignition point. 1. 緒 言 リンダ内に長時間滞留した際に熱分解され発生することが 知られている 2)。しかし、黒条が発生する過程を明確にし 我々はある特殊な成形条件において、PMMA の溶融挙 た報告はない。そこで本報では、可視化シリンダで観察さ 動を可視化シリンダで観察中、シリンダ内部で発火する現 れた結果から、黒条の発生過程を詳細説明するとともに、 象を捉えた。発火後、その周囲には黒いすすを発生し、黒 発火の要因について検討したので報告する。 い筋状となって流動する様子が観察され、その現象が成形 品不良に見られる黒条の要因であることを突き止めた。一 般的な成形品不良である黒条は、樹脂や可燃性揮発分あ るいは潤滑剤が燃焼して、成形品に黒い条痕が生じる現象 である 1)。射出シリンダにおいて成形品に黒条が発生する 原因には、シリンダ温度の設定が高すぎるときや樹脂がシ 図 1 黒条の成形サンプル 広島研究所 Hiroshima Research Laboratory (75) 可視化観察による成形不良現象の解明 2. 実験装置 表 1 実験条件 実験には、射出シリンダ内の樹脂の溶融過程を観察でき る可視化シリンダを用いた。図 2 に可視化シリンダの外観を 示す。スクリュ直径は 66mm で、シリンダ側面にはサイトグラ スを外挿した観察窓を 5 箇設けており、スクリュの供給部か ら計量部を観察することができる。樹脂は PMMAを用いて、 高速カメラと赤外線サーモグラフィで溶融挙動を観察した。 図 4 成形サイクル 図 2 可視化シリンダの外観(φ 66mm) 観察窓を通して撮影した観察画像の一例を図 3 に示す。 4. 実験結果 可視画像および熱画像において、ソリッドベッド・メルトプー ル・スクリュフライトを確認できる。赤外線サーモグラフィ 表 2 に発火現象の観察状況をまとめる。発火は背圧 5MPa による温度測定は、物体固有の放射率を決定することが重 のとき、計量後に待機時間がある実験条件で観察された。こ 要である。本報では詳細説明を割愛するが、サイトグラス の現象は、12 セット(計 36 ショット)のうち合計 6 ショット 越しにパージ樹脂を熱電対と赤外線サーモグラフィで温度 発生し、待機時間後の 1 ショット目の計量中に図 5 に示す観 が一致するように放射率を決定し、溶融樹脂の温度測定を 察窓の位置で観察された。一方で、背圧 5MPa で待機時間 。 行った 3) がない場合、および背圧 15MPa では発火現象は観察され なかった。 表 2 発火現象の観察状況 図 3 可視化シリンダの観察画像 (上 : 可視画像 下 : 赤外画像) 3. 実験方法 表 1 および図 4 に実験条件と成形サイクルを示す。この 成形サイクルは、金型メンテナンスなど突発的に長時間樹脂 を滞留させた場合を想定したもので、3 ショットを 1 セットと 図 5 可視化シリンダの発火観察位置 し、各セットの 3 ショット目の計量後に待機時間を設け、こ のセットを繰返した。また待機時間が、樹脂の溶融に及ぼ す影響を検証するため、待機時間がない通常の成形条件も 実施した。ただし射出は、可視化シリンダのサイトグラスが 射出圧力に耐えられないので低速でのパージを行った。 (76) 日本製鋼所技報 No.64(2013.10) 可視化観察による成形不良現象の解明 表 3 に示す可視化シリンダの観察結果から、黒条の発生 過程について説明する。 可視および赤外画像を詳細観察すると、発火直前には溶 融樹脂中に気泡が見られ、そのスクリュ半回転後に発火して いることが分かった。赤外線サーモグラフィで樹脂温度を測 定したところ、発火直前では約 270℃であったが、発火時で はその中心付近において、急激な温度上昇が見られた。発 火直後には、火炎が樹脂の流動方向に流れ消炎したのち、 その周囲には黒いすすが発生して筋状となり、スクリュ先端 に流れる様子が観察された。図 6 に示すように、このときの 図 6 パージ材の観察比較 パージ材には黒い筋状の模様が観察され、シリンダ内部で 発生した発火現象が成形品不良に見られる黒条の一つの 5. 考 察 要因であることが判明した。 ここで発火現象の発生メカニズムについて考察する。シリ 表 3 可視化シリンダの可視画像と赤外画像 ンダ内部で発火現象が観察されたということは、その実験 条件において下記①∼③に示す燃焼条件が成立したと考え られる。 ①可燃性ガスが存在すること。 ②着火源が存在するか、または可燃性ガスと空気の混合 ガス温度が発火点以上であること。 ③空気と可燃性ガスの混合比率が爆 発限界の範囲であ ること。 さらに溶融樹脂中に空気および可燃性ガスが気体として 存在するためには、空間が必要である。表 3 の発火直前の 画像には溶融樹脂中に気泡が観察され、また図 7 に示す発 火直後の火炎の画像を見ると、火炎と溶融樹脂の境界面が 見てとれる。したがって、発火したものは溶融樹脂中に観察 された気泡と考えられ、気相での燃焼反応を前提としてメカ ニズムを推定した。 図 7 発火直後の拡大画像 5.1 可燃性ガスの存在 まず、燃焼条件①の可燃性ガスの存在であるが、PMMA はシリンダ温度が高温である場合、熱分解を起こしやすい 4)。 PMMA が熱分解すると、図 8 に破線で示す分子鎖の位置 で切断され、モノマー体である MMA(メタクリル酸メチル) を生成する。この MMA は、常温で液体として存在してい るが、赤外線サーモグラフィの測定結果より、気泡周辺の溶 (77) 可視化観察による成形不良現象の解明 融樹脂の温度は、約 270℃であることから気体として存在し その結果を図 9 に示す。図 9 は、圧縮前ガスの温度 1 を 、圧 ていると考えられる。表 4 に示すように、MMA の発火温度 パラメータにとり、縦軸と横軸には圧縮後ガスの温度 は 421℃の可燃性ガスであり、シリンダ内で燃焼した可燃性 力 ガスは MMA を主体とする成分と推察される。 る測定の結果、発火位置における樹脂圧力は 0.6MPa である 2 圧力センサーによ 2 を示す。本報では説明を割愛したが、 ことが分かっている。したがって、圧縮前のガス温度 1 が、 150℃以上であれば断熱圧縮によって発火点に達する計算結 果となった。 気泡周囲の溶融樹脂の温度が約 270℃であること、さらに 待機時間によって圧縮前ガスの温度は 150℃以上あると考え られる。これらより着火源が存在しなくとも、気泡が断熱 図 8 PMMA の分子構造 圧縮による温度上昇で発火点に到達し発火しえることが示唆 された。 表 4 MMA の物性値 5 ) 図 9 断熱圧縮によるガス温度の変化 5.2 気泡の断熱圧縮による発火の可能性 混合ガスが燃焼するためには、火付け元となる着火源が 6. 結 言 存在するか、または発火点を越えなければならない。着火 源としては、スクリュフライトがシリンダ内面に接触した際に 金型メンテナンスなどを想定し、 突発的に長時間樹脂を滞留 生じるスパークが考えられる。しかし、表 3 に示す観察結 させた場合の実験において、シリンダ内部で発火する現象を捉 果から発火部とスクリュフライトは乖離しており、その間に溶 え、それが成形品不良に見られる黒条の一つの要因であるこ 融樹脂が介在していることから、スパークが着火源としては とが判明した。さらに発火は、MMA を含む混合ガスの気泡 考えにくい。 が断熱圧縮によって温度上昇し、発生し得ることが示唆され、 そこで燃焼条件②については、MMA を含む混合ガスの 黒条の発生メカニズムを理論的に説明することができた。 温度が断熱圧縮で発火点に到達する可能性を検討した。断 本報では詳細な説明はしていないが、高めの背圧設定や待 熱圧縮の計算に際しては、MMA の爆発限界(下限値)が 機時間がない安定した成形条件では、発火せず黒条は見られ 低いことから「空気」と仮定し、式(1)で大気圧から圧縮 ない。このことは、発火による黒条の発生が成形条件に大き した場合の上昇温度を計算した。 く依存していることを示しており、燃焼条件に関係する空気の 混入や可燃性ガスの発生が抑制されたためと考えられる。しか し、気泡の発生原因などまだ未解明な事象もあり、今後も更な る研究開発を進め、成形技術の向上に努めていく所存である。 参 考 文 献 1)瀬戸ほか : 射出成形, 1970 , 6 版 , p.292 2)北川, 中野 : 型技術, 27(2012)No.9 pp.104-110 3)中川, 安江 : 成形加工, 2013 , pp.29-30 4)プラスチックデータブック, 1999, 初版 , pp.76-78 5)製品安全データシート MSDS, C22-001(2009) (78) 日本製鋼所技報 No.64(2013.10) 技 術 報 告 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― Activities for the Global Market of Railway Products - Development of Buffer Coupler in Conformity with the World Standards - 藤後 宏之 * 西見 裕介 ** 間 輝之 ** Hiroyuki Togo Yusuke Nishimi Teruyuki Aida 沖本 翼 * 山口 篤典 ** Tasuku Okimoto Atsunori Yamaguchi 要 旨 世界的規模での急成長がみられる海外鉄道市場に対して当社鉄道製品の展開を図るため、広い地域で採 用されている欧州規格に準拠した連結緩衝器を開発した。高速鉄道向けに開発した本機器について、欧州 第三者認証(NoBo 認証)を取得し、欧州法規の要求事項に対する適合性が証明された。認証評価に際し ては、ドイツ公的試験場において供試実機を用いた実証試験を行ない、相互連結性、静的強度、自動調芯 連結および衝突安全性が確認された。衝突エネルギーを吸収する粘性緩衝器や塑性緩衝器の荷重特性につ いて、解析予測値が実験計測値と精度良く一致することを確認した。また、列車編成全体の緩衝器構成を最 適化するために自連力解析技術の改善を図るとともに、衝突試験で確認された荷重振動現象の原因について 数値解析による検証を行なった。 Synopsis In order to promote sales of our railway products to the growing global market, we have developed an automatic center buffer coupler in conformity with the European standards. We also obtained the European 3 rd party certification, i.e. Notified Body(NoBo)certification with high-speed railway specifications to demonstrate the conformity with the European standards requirements. To verify the product function, dimensional test, strength test, gathering coupling test and collision test were carried out by NoBo. Regarding the load characteristics of the viscoelastic fluid buffer and deformation tube to absorb collision energy, it was confirmed that the predicted values by our analyses were in good agreement with the experimental values. We also improved the analysis techniques for the automatic coupler force in order to optimize the buffer configuration of the entire trainset, and carried out the numerical analysis to verify the cause of the load oscillation phenomenon identified in the crash test. *:広島研究所 Hiroshima Research Laboratory **:広島製作所 産機部 Industrial Machinery Dept., Hiroshima Plant (79) 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 1. 緒 言 衝器の開発に着手し、2011 年 12 月には欧州第三者認証を 取得した。その後も、さらなる設計技術の向上を継続的に 現在、鉄道業界では高速鉄道を中心とした多数の新線敷 進めている。 設計画が世界的規模で進行している。図 1 は、世界の高速 本報では、開発した欧州仕様連結緩衝器について、欧 鉄道敷設計画のうち大規模な計画を示したものであり、事 州法規要求事項への対応と各機器の特性および解析事例 業規模1兆円を超える案件が多数見受けられる。大規模な について述べる。 路線拡大の背景には、先進国を中心とした環境負荷低減の 政策推進とともに、新興各国の著しい経済成長にともなう輸 2. 欧州法規要求事項 送負荷の急激な増大があり、高いエネルギー効率で大量輸 送を可能とする高速鉄道に注目が集まったものである。 図 2 に、開発した欧 州仕様 連 結緩衝 器に対して当社 が 取得した欧 州第三者認証と主要な適用法 規をあわせ て示す。欧 州第三者認証は、NoBo 認証とも呼ばれてお り、欧州連合の加盟国によって指定された公的認証機関 (Notified Body)が審査発行するものであって、欧州法規 の要求事項に対する適合性を書類審査と実証試験の両側 面から評価する型式認証である。欧州連合加盟国の何れか で取得すれば相互適用が可能であり、当社はオランダの公 的認証機関(Notified Body)である Luxcontrol Nederland 図 1 世界の主要な高速鉄道の敷設計画 B.V. から取得した。 適用法規は、欧州鉄道指令(2008/57/EC)を頂点とし 特に欧州連合圏内では、加盟国間での輸送効率化を て体系的に構築された鉄道関連法規群である。欧州横断 図るために相互 乗入を前提とした欧州横断ネットワーク 鉄道ネットワークの技術的な詳細事項は、TSI(Technical (TEN:Trans European Network)計画が推進されており Specification for Interoperability)と呼ばれる技術仕様書 法整備が急速に進められている。この計画は欧州圏外の として欧州鉄道指令の直下に 2008/232/EC で規定されて 新興各国の法整備にも広く影響を与えており、欧州鉄道業 いる。 界の規模の大きさも影響して、多くの鉄道新線において欧 州仕様が採用されつつある。 欧州法規の要求事項は、強度信頼性、耐火特性など多 岐に及ぶが、相互連結性と衝突安全性は欧州鉄道に特徴 このような市場動向のなか、国内の鉄道運営および車両 的である。相互連結性の規定は欧州横断ネットワークを構 製造各社も積極的な海外進出を図っており、国内仕様の鉄 築する一要素であり、連結器の標準化を進めるものであ 道システム輸出と欧州仕様の車両製造輸出の両方により拡 る。衝突安全性の規定は、衝突事故を前提としている点に 大が推進されている。 おいて、運用システムによる衝突回避を前提とした日本の 当社に於いては、1950 年から連結器を、また 1957 年か 鉄道とは、安全性確保に対する設計思想が大きく違うこと ら緩衝器を製造しており、50 年を超える国内市場の供給 を示すものである。次頁に、連結緩衝器に対する要求事項 実績を有している。また、2010 年度から欧州仕様連結緩 について、構成機器毎に分けて詳述する。 図 2 欧州第三者認証と主要適用法規 (先頭用連結緩衝器) (80) 日本製鋼所技報 No.64(2013.10) 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 3. 機器構成と主要仕様 結方式である。開放操作は、車両から供給される計装エア による自動開放方式と、手動開放方式の両方式が可能であ 3.1 連結緩衝器の概要 る。更に、列車連結時の芯ズレに対して自動調芯連結が可 図 3 に連結緩衝器の全体構成を示す。主な構成機器は、 能である。 前方から直列配置された連結器、粘性緩衝器、塑性緩衝 器と、これらを支持する胴受装置、および首振復芯装置で 3.3 粘性緩衝器(Visco-elastic Fluid Buffer) ある。表 1 に主要仕様を示す。機器仕様は欧州法規で規 粘性緩衝器は、連結動作時の列車運動エネルギー吸収 定される高速車両向けの要求事項を満足しており、設計強 を主な目的としているが、衝突時にも補助的なエネルギー 度は圧縮 1,500kN、引張 1,000kN である。また、軌道曲 吸収が可能である。従って、連結(最大 7.2km/h)から衝 線に沿って左右水平± 20 度、上下垂直± 8 度の首振動作 突(最大 36km/h)までの広い作動速度で効率的なエネル が可能である。なお、列車編成の最前部と最後尾に設置 ギー吸収機能が得られるよう設計している。構造は単筒式 する先頭用連結緩衝器について述べるが、各車両を連結す シリンダ・ピストンの Hydrostatic 方式を採用しており小型 る中間連結緩衝器についても類似の機器構成であり、第三 で大荷重特性を有する。内部に加圧充填する作動流体に 者認証機関の審査に合格している。 は、温度変化に対する粘度変化が小さいシリコンを採用し ている。エネルギー吸収機能は、ピストン挿入による作動 流体の圧縮抵抗と流動抵抗の2種類の反力によって得られ る。作動後は、作動流体の内圧によってピストンを初期位 置まで自動復帰することが可能である。 3.4 塑性緩衝器(Deformation Tube) 塑性 緩衝器は、粘性 緩衝器のエネルギー吸収量を超 えるような過剰速度での連結時に作動して車体を損傷か ら保護するほか、正面衝突事故のような高速衝突時に車 図 3 欧州仕様連結緩衝器の機器構成 両 Crushable Zone を補助する機能を有する。Crushable Zone とは、エネルギー吸収躯体として列車先頭に設けられ 3.2 連結器(Coupler Head) た構造体であって、塑性変形による大容量エネルギー吸収 連結器は、欧州横断ネットワーク高速車両の標準連結器 機能を有するものである。塑性緩衝器の構造は拡管方式を として prEN16019 で規定される Type10 形状を採用してお 採用しており、厚肉円筒状の本体内部に円筒内径よりも僅 り、他社連結器との相互連結が可能である。また、車両 かに大きな圧子を押し込むことで反力が得られ、塑性変形 間で計装エア配管をつなぐ継手としても機能する。連結操 による大容量のエネルギー吸収が可能である。通常は、剪 作は、連結器2機を対面接触させるよう押し付けることで、 断ピンによって固定されているが、所定の荷重作用時に剪 互いの内部連結機構を作動させて噛合いが完了する自動連 断ピンが破断して機能する。 表 1 NoBo 認証機の主要仕様(先頭用連結緩衝器) 一般仕様 連結器 粘性緩衝器 塑性緩衝器 設計要素 適用車両 最大衝突速度 環境温度範囲 連結面から首振軸心までの長さ 首振角度 型式 連結速度範囲 圧縮最大荷重 引張最大荷重 定格エネルギー吸収量(at 25℃ , 36km/h) 定格作動荷重(at 25℃ , 36km/h) 最大ストローク 定格エネルギー吸収量 定格作動荷重 最大ストローク 設計仕様 高速車両(EN12663 P-1) 36km/h (EN15227 C-1) -25 ∼ +40℃(EN50125 ClassT1) 1,480 mm 水平:± 20° , 垂直:± 8° Type10(prEN16019) 0.6 ∼ 7.2km/h 1,500kN 1,000kN 190kJ 1,360kN 175mm 900kJ 1,600kN(+15%/-0%) 600mm (81) 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 4. 機能性評価試験 欧州第三者認証における機能性評価試験について述べ る。試験は、連結緩衝器の供試実機をドイツ公的試験場 に持ち込んで実施した。以下に結果を詳述する。 4.1 相互連結性評価(Dimension Test) 欧州横断ネットワークでの相互連結性を評価するために、 欧州法規で規定されるType10 連結器の寸法要求値を満足 していることが認証機関で確認された。 また、認証試験とは別に、当社の連結試験設備を用い て、他社製 Type10 連結器との連結試験を実施し、相互 図 5 Type10 連結器の最低自動調芯範囲(prEN16019) 連結が可能であることを確認した。 4.2 静的強度評価(Static Strength Test) 図 4 は、認証機関で実施した静的強度試験状況である。 図の左側は連結器、右側は粘性緩衝器の試験状況を示 す。評価試験では、規定設計荷重の圧縮 1,500kN と引張 1,000kN を供試体に負荷して、歪ゲージ計測値と設計文書 に記載のFEM解析値が比較評価されるとともに、如何な る損傷も無いことが確認された。 図 6 自動調芯連結試験(Gathering Test) 図 4 静的強度試験 4.3 自動調芯連結評価(Gathering Range Test) 図 7 自動調芯連結の前後状況(図 5 P5 位置) 図 5 に、前述の自動調芯連結機能について、法規で規定 される最低調芯範囲を斜線で示す。自動調芯は、連結面 4.4 衝突安全性評価(Impact Test) から伸びるガイディングホーンや左右2ヶ所に設けられた雌 列車同士の連結時や衝突時の運動エネルギーは、直列 雄のコーンが2機の連結器間で互いに干渉スライドし合うこ 配置された粘性緩衝器と塑性緩衝器によって吸収される。 とによって機械的に作動する。図 6 には、認証機関で実施 安全性確保の観点から、エネルギー吸収能力を精度良く予 した自動調芯連結試験の状況を示す。評価試験では、図 測する設計技術が極めて重要である。そこで、認証試験に 5 に併記する P1 ∼ P9 の 9 点の芯ズレ状況からの連結操作 先駆けて国内最大規模の衝突試験場で、粘性緩衝器と塑 を行ない、全ての試験で良好な自動調芯連結が確認され 性緩衝器それぞれの機器個別に対する詳細な評価試験を た。図 7 には、図 5 に示す P5 芯ズレ位置からの連結前後 実施した。その後、ドイツ公的試験場において実施した認 状況を示す。 証試験では、粘性緩衝器と塑性緩衝器を直列配置した状 態で、大型の衝突車両を用いた衝突試験を実施した。 (82) 日本製鋼所技報 No.64(2013.10) 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― (1)粘性緩衝器および塑性緩衝器の個別衝突試験 (2)認証評価時の衝突試験 図 8 に、粘性緩衝器と塑性緩衝器のそれぞれについて国 図 11 と図 12 に、ドイツ公的試験場で実施した認証試験 内で実施した衝突試験状況を示す。試験方法は、車両前方 状況を示す。供試体は、粘性緩衝器と塑性緩衝器を直列 に供試体を搭載した 3.8ton 台車を、所定の速度で衝突バリ 配置して実際の機器構成を再現し、試験軌道の終端に設 アに打ちあてる方式である。エネルギー吸収性能の評価は、 けられた衝突バリアに設置した。エネルギー吸収能力の設 荷重特性をバリア内部に設けられたロードセルで計測し、変 計値は合計 1,090kJ である。また衝突台車には、ウエイト 位特性を車両に搭載したレーザー変位計とハイスピードカメ を積載した質量 31.6ton 車両を用い、後部からディーゼル ラ3台による画像解析データを併用して計測して行なった。 車で押すことによって試験設備能力最大の速度 28km/h ま で加速して自由衝突させた。 図 13 に、衝突試験で計測された荷重 - 変位特性を示す。 結果、粘性緩衝器と塑性緩衝器によって、設計上限荷重 1,840kN を超えることなく、台車の運動エネルギー 970kJ を吸収できることが確認された。 図 8 機器単独の衝突試験 図 11 認証試験の衝突台車 図 9 と図 10 には、粘性緩衝器と塑性緩衝器についての 解析予測値と試験実測値を併せて示す。いずれの試験に 於いても、試験のエネルギー吸収特性を解析によって精度 良く予測することができた。 図 12 認証試験の供試体(粘性緩衝器 + 塑性緩衝器) 図 9 衝突特性の予測精度評価(粘性緩衝器) 図 10 衝突特性の予測精度評価(塑性緩衝器) 図 13 認証試験での衝突特性評価結果 (83) 鉄道製品のグローバル展開への取り組み ― 世界標準仕様に対応した連結緩衝器の開発 ― 5. 解析事例 図 15 は、前述の塑性緩衝器の衝突試験結果生データで あり、ノイズカット処理は施していない。同図には、衝突バ 5.1 自連力解析 リアを含む試験設備をフルモデルで再現して実施した衝突 鉄道輸送における高いエネルギー効率と衝突安全性を両 解析データを合わせて示す。結果、解析によって実際の荷 立するためには、軽量性とエネルギー吸収性能をバランス 重振動現象を再現することが出来た。さらに、荷重変動は させる最適化が必要である。即ち、列車編成全体での緩 対衝突物である衝突バリアの時刻暦応答特性に強く影響を 衝器の数量、位置、容量などを最適化することが重要であ 受けて生じていることが分かった。解析結果の振動周波数 り、そのためには精度の高い自連力解析が必要となる。自 が実験値よりも高い値を示した点については、断続溶接で 連力解析とは連結時や衝突時において各車両間に掛かる荷 構成されている衝突バリアの具体的な溶接線長が不明であ 重特性の動的解析であって、一般的に先頭車両に近いほど ったため、全周溶接としてモデル化したためと考えられる。 高い自連力を示す。 実際には、車両剛性を考慮すれば衝突試験よりも荷重 図 14 に、当社の自連力解析例として、2両編成列車の 振動が軽減すると推測される。今後、車両剛性と振動特 剛壁衝突を模擬した計算結果を示す。解析ツールには機構 性を考慮した解析を行なえば、より信頼性の高い自連力解 解析ソフト Adams を用いており、粘性緩衝器や塑性緩衝 析に展開できるものと考えられる。 器などの荷重特性計算サブルーチンとして、前述の衝突試 験で高い精度が確認された当社独自のプログラムを組み込 むことで、解析精度の向上を図っている。これにより、列 車設計に応じて最適な機器構成の提案が可能である。 図 15 衝突時の荷重振動解析 6. 結 言 本報では、海外市場の高速鉄道向け製品として開発した 欧州仕様連結緩衝器について、法規対応と機能性評価試 験結果および解析技術について概説した。 本連結緩衝器は、欧州第三者認証機関によって、欧州 法規の要求事項を満足していることが認証された。欧州特 有の要求事項である相互連結性と衝突安全性について、実 図 14 自連力 Simulation(剛壁衝突) 機試験によって検証するとともに、衝突時の荷重特性を精 度良く予測できる解析技術を構築した。 5.2 荷重振動解析 今後、本開発で得た経験をもとに、高速車両以外の近 前述の衝突試験結果から、衝突時に大きな荷重変動が 郊車両や新交通システム向けの鉄道製品拡充を図り、益々 生じていることが分かる。衝突安全性の評価方法を規定し 発展していくとみられる海外鉄道市場に対して、信頼性の た欧州規格 EN15227 では、180Hz の Low Pass Filter に 高い製品を提供していけるよう積極的に対応していく所存 よるノイズカットが許容されており、前述の試験結果も同様 である。 の処理を行なっている。一方で、実際には高い荷重が計測 されていることから、僅かな時間ながらも車両構造体の耐 力を超える荷重が負荷される可能性を懸念した。そこで、 荷重振動現象の原因について、数値解析による検討を実施 した。 (84) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 大型熱間鍛造プレス用スライドの製造 二軸スクリュ押出機 SUPERTEX-αⅢ 超大型全電動射出成形機 J3000ADの紹介 CLスクリュ (フライト頂部摩耗防止スクリュ) 溶融微細転写 装置 MTMⅡ130-30 高耐腐食射出成形機シリンダ“Nアロイ2000F-C”開発 最新鋭PFT用中空成形デモ機 製品・技術紹介 大型熱間鍛造プレス用スライドの製造 1. 概 要 3. 組立構造溶接 大型熱間鍛造プレス用スライドを住友重機械テクノフォ 5 つの鋳鋼部材および 12 枚の鋼板部材を構造溶接する ート様より受注した。本製品は 2011 年 3 月より製造に着手 となると、溶接ラインがかなりの長さとなり溶接に多大な し、2012 年 11 月に無事出荷することができた。スライドは 時間が必要となる。そのため各部材の構造溶接には、作 プレスの主要部材の一つであり、大きな成型荷重を支える 業効率を考えサブマージアーク溶接(SAW)を採用した。 必要があることから高強度高靭性を要求され、要求品質を SAW を採用するためには直線的な溶接線となる開先形状 満足できるよう成分設計から検討を進めた。 とする必要があり、各鋳鋼部材の形状を決定する際に最適 以下に、本製品の製造に関するいくつかの改善事例を紹 介する。 な開先形状となるように考慮した。図 1 に各部材と一体化 した製品の形状および構造溶接組立の概要を示す。 2. スライドの外観 スライドの外観を写真 1 に示す。スライドは上面側から見 ると十字の形状をしており、長さ約 7 m、高さ約 3 m、製 品重量は約 340 トンと超大型製品に分類される。鋳造工場 におけるハンドリングの関係から、最大重量が 125tになる よう 5 つの鋳鋼部材に分割鋳造し、鋼板部材 12 枚を含め た組立構造溶接が可能なように設計変更を申し出し、ご了 承いただいた。 ひとつ一つの部材は肉厚変動が大きく、鋳造欠陥や引け 巣が発生しやすい形状といえる。そこで内部品質を確保す るために凝固解析を行い、十分な押湯、余肉を付与し、ま た冷金を効果的に適用することで、最終凝固部を製品に残 さない鋳造方案とした。 写真1 スライドの外観 図1 各部材と構造溶接組立の概要 (85) 製品・技術紹介 される予定であった。そこで、この吊り手を当社出荷時に 4. 材料特性 借用させていただくことを検討した。これにより、当社では スライドの主要 化 学成 分 の一 例を表 1 に、 要求 特 性 新規に吊り手を作製する必要がなくなり、住友重機械テク と製品の機械的性質の一例を表 2 に示す。スライドには ノフォート様では、吊り手が付いた状態で納入されることか SCW620 相当の高強度、高靭性が要求されているが、この ら吊り手取り付けに掛かる時間を短縮できるというメリット ような大型鋳鋼品では衝撃特性の確保に難しさがある。そこ がある。写真 2 に船積み時のスライドの外観を示すが、朱 で、N i 量を中心に化学成分を変化させ、最適成分の検討を 色の部材が吊り手であり、これにより問題なく船積みを完 行った。その結果、2.5%のNi量が最良と判断した。これ 了することができた。住友重機械テクノフォート様の御協力 により、要求特性を満足する製品を製造することができた。 に深く感謝申し上げます。 5. 出 荷 6. まとめ スライドは仕上げ加工を行った状態で出荷することとなっ 本製品は厳しい納期が要求されていたが、最適成分の ているため、工場内で使用していた吊り手を除去する必要 検討、適切な鋳造方案の検討、効率的な構造溶接を可能 があった。そのため、船積みのための吊り手が別途必要と としたこと等により、要求納期通り顧客に引き渡すことがで なる。一方、住友重機械テクノフォート様では、プレスへの きた。今後も、顧客満足を達成できるよう技術改善、品質 組み込み時に使用する吊り手を製作しており、納入後使用 確保に努めていく。 表1 化学成分の一例(mass%) 表2 要求特性と機械的性質の一例 写真2 船積み時のスライドの外観 (86) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 二軸スクリュ押出機 SUPERTEX -αⅢ まえがき 特 徴 各社とも競争力強化のため、製品の高品質化、低コスト ・高トルク 化を推し進めており、さまざまな複合化技術に対応するた “TEX-αⅢシリーズ”は、 “TEX-αⅡシリーズ”から更に めの製造プロセスの開発及び合理化が盛んに行われてい 高トルク化を実現し、押出量を従来比で約 40%以上向上さ る。二軸スクリュ押出機は多くのプラスチックス材料の改質 せたことである。 や高付加価値化に用いられ、その果たす役割は、年々大き 図 1 に“TEX-αⅡシリーズ”と“TEX-αⅢシリーズ”のト くなっている。これらを背景として、近年は、多品種少量 ルクの比較を示す。この図が示すように、押出量の増加のほ 生産に対応するための操作性の向上と大容量化への要望が か、高トルク化によって“TEX-αⅡ”より低いスクリュ回転 高まってきている。当社は、これら市場のニーズを満足さ 速度による低樹脂温度での押出しが可能となり、また、低 せるため、新シリーズ“SUPERTEX- αⅢシリーズ” (以下、 樹脂温度による高粘度領域での混練によって、従来以上の “TEX-αⅢシリーズ”と称す)を開発したので以下に紹介 高い分散性を得ることが可能になった。 する。 写真1に TEX54 αⅢ- 63BW-14V の外観を示す。 図 1 TEX-αⅡと TEX-αⅢのトルク比較 ・高強度スクリュ軸 “TEX-αⅢ”の高トルクに対応するため、スプライン形 写真 1 TEX54 αⅢの外観 状を含めた断面形状の最適化と強度と疲労限をバランスさ せた新規材質の開発および製造方法を確立することで、過 基本仕様 酷な市場ニーズに対応可能な当社独自のスクリュ軸の高強 度化を達成した。 “TEX-αⅢシリーズ”は、コンパウンディング 市場を 主なターゲットとし、表1に示すように“TEX44αⅢ”から 図 2 に“TEX-αⅡ”と“TEX-αⅢ”のスクリュ軸のねじ り強度の比較を示し、図 3 に疲労強度の比較を示す。 “TEX120αⅢ”の7機種をラインナップしている。 表 1 TEX- αⅢシリーズの基本仕様 図 2 TEX-αⅡと TEX-αⅢの スクリュ軸 ねじり強度比較(TEX44) 図 3 TEX-αⅡと TEX-αⅢの スクリュ軸 疲労強度比較(TEX44) (87) 製品・技術紹介 ・高強度シリンダ 材質、熱処理の最適化を行い、従来の“TEX-αⅡシリーズ” に比べ高強度かつ高性能化を実現させている。 ・新設計減速機 “TEX-αⅢ”の高トルクに対応するため、歯車強度、軸 強度を見直した。また、近年の高押出量の要求に応えるた め、従来の“TEXαⅡシリーズ”ではオプションとして設定 していた高スラスト対応軸受および強制給油装置を標準装 備している。 図 4 SFD の断面構造図 ・運転ノウハウの互換性 “TEX-αⅢシリーズ”は“TEX-αⅡシリーズ”のスクリ ュの溝深さ、D/d などの基本仕様を踏襲していることから、 “TEX-αⅡシリーズ”からのスケールアップ・ダウンは勿論、 “TEX-αⅡシリーズ”で蓄積した混練技術やノウハウを容易 に移行することができる。 ・新型高性能ストランドダイヘッド “TEX-αⅢシリーズ”の超高トルクによって高能力化が 可能になったが、一方でストランドダイヘッドは、高能力化 に対応するために大型化が必要となるが、ダイス幅方向の 各ダイノズルから吐出される樹脂の流量が不均一となる課 TEX-αⅢの性能を引き出す周辺機器 題を生じ易くなる。当社ではフィルム・シート成形用のTダ イの設計に使用される独自の理論設計式を用いた流動解析 ・脱気機構付きサイドフィーダー“SFD” 技術を用いることで、最適な流路構造を持つ新型ストランド タルクなどに代表される微粉末原料を樹脂へ混練するフ ダイヘッドを開発した。図 5 に示す通り、新型ストランドダイ ィラーコンパウンドにおいては、微粉末原料の食い込み不 ヘッドは、幅広い原料粘度、押出量に対してダイヘッド幅方 良による処理量の制限がしばしば発生する。この微粉末原 向において均一なストランドの吐出が可能である。 料の食い込み不良を改善するために、微粉末原料に含まれ る空気を強制的に機外へ排出する機構を組み込んだサイド フィーダー“SFD” (Side Feed Deaerator)を開発した。 “SFD”の外 観を写真 2 に、断面構造の模式図を図 4 に示す。 “SFD”は、シリンダにフィルターを設けた排 気装置を搭載している。排気装置へ接続された真空ポン プによって排気装置内を減圧することで、 “SFD”内を搬 送される微粉末原料から空気あるいは他のガス成分のみ を強制的に排出し、微 粉末原料の食い込み性を大幅に 改善できる。 図 5 新型と従来型ストランドダイヘッドの ダイノズル吐出の比較 まとめ 高能力化および高品質化はもとより、安定したコンパウン ドの製造を行うにあたり、二軸スクリュ押出機の信頼性は、 非常に重要な要素である。 「高能力」 「高品質」 「信頼性」 の三つの要素を兼ね備えた“TEX-αⅢシリーズ”は、お客 様のあらゆるニーズに対応するとともに、現状の課題を打破 写真 2 SFD の外観 (88) できるものと確信している。 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 超大型全電動射出成形機 J3000ADの紹介 (1)ハイサイクル性能 1. 概 要 新開発「J3000AD」にて生産する事により、大幅なサイク 当社の大型電動射出成形機は、生産性、経済性、成形安 定性に優れた高性能が認められ、業界トップに立っている。 ル短縮が可能となる。弊社の電動トグル式にすることで、 図 1 に示すように油圧機に比べ 40% も短縮となり、これに 自動車分野や OA 機器・家電分野などの成形ユーザーで より生産性は大きく向上し、 ユーザーに多大なメリットをもた は生産性の追及に加え、成形品の大型化・薄肉化・精密化 らすことが期待できる。それを実現する為の主要能力として が進み、特に電動射出成形機の性能が大型成形品にまで必 以下にあげる 3 つの高性能を保有している。 要とされるようになってきている。特に自動車分野において は、自動車の軽量化・低コスト化の流れから、樹脂化はも とより複合成形や工程短縮など付加価値を持った設備要求 に加え、部品点数低減による一体化により高い型締力への 要求が増えている。 このニーズに応えるために、型締力 29,400kN(3000tf) の超大型全電動射出成形機「J3000AD」 を開発したので、 こ 䎃 䎃 䎃 䎃 䎃 䎃 㩿㪪㪼㪺㪀 㪇 㪌 㪈㪇 表 1 に「J3000AD」の主仕様を、全体外観を写真 1 に示す。 表1 J3000AD 主仕様表 㪉㪇 㪉㪌 㪊㪇 㪊㪌 㪋㪇 㪋㪌 㪌㪇 㩷 䍙 䍐䍖 䍷䍞 䍐䍯 㩷㪋㪍㪅㪐 ဳ㐽䊶䍹䍍䍖䊶㪎㪅㪎 㪋㪅㪇 㪎㪅㪇 ⸘㊂㪉㪉㪅㪇 ಄ළ㪈㪏㪅㪇 䍏䍻䍹䍍䍖䊶ဳ㐿㪌㪅㪉 ข㪎㪅㪇 㩷 㩷 ᚑᒻຠ䋺䍨䍼䍻䍨䍽䍎 䍙 䍐䍖䍷 䍞 䍐䍯 㩷㪉㪏㪅㪊 ຠ㊀㊂䋺J ဳ㐽䊶✦㪋㪅㪏 㪊㪅㪏 㪍㪅㪇 ⸘㊂㪈㪌㪅㪋 ᧚ᢱ䋺33 ಄ළ㪎㪅㪇 䎃 こに紹介する。 㪈㪌 ဳ㐿㪊㪅㪌 ข㪌㪅㪌 䎃㩷 図 1 バンパー成形での油圧・電動機サイクル比較 ①高速型開閉 当社射出成形機はハイサイクル性・省エネ性に優れること から従来よりトグル式型締構造を採用している。 その豊富な実績と技術力により本J3000ADでは最適なト グルデザインを追及し、クラス最速の型開閉速度 65m/min を達成した。更に後述する JSW 独自のサーボモータ制御と の融合により、スムーズで正確な型盤停止性能が実現可能 となり、型開閉時間を大幅に短縮することが可能となった。 図 2 に当社油圧機との型開閉速度・時間の比較を示す。 型開閉速度は当社油圧機と比べ 60% の向上、型開閉時間 は 33% も短縮した。 写真1 J3000AD-22000H 全体外観図 2. J3000AD の特長 J3000AD大型電動射出成形機は安定した生産性を実現 するために 3 つのキーワードをもとに開発した。それぞれの 図2 3000T クラス型開閉速度・時間比較 キーワードに対するJ3000AD の特長および技術を以下に紹 介する。 (89) 製品・技術紹介 ②可塑化能力アップ 更に、油圧機器類からの発熱が少ないので工場の冷却水使 成形品質を決定付けるスクリュには低温均一可塑化、高 用量及び空調電力も低減でき、設備費の縮小も可能となる。 混練性、 可塑化能力に優れた MⅢスクリュの長所を継承し、 当社ではさらに省エネ効果のある電源回生機能をいち早 さらに進化させた『新型MⅢスクリュ』を搭載した。ロング く旧 J − EL Ⅲシリーズより装備した。本機能は射出や型締 L/D のスクリュにより、可塑化能力は大型射出機業界では などの機械動作によって蓄積されたエネルギーを電気エネ トップレベルの高可塑化能力を実現した。 ルギーとして回収するシステムである。各々の駆動モータで の電源回生により大幅な省エネルギーを実現した。 ③高速複合動作 以上により同クラスの油圧機と比較すると、消費電力で約 更なるサイクル短縮の為に、高速複合動作を標準装備して 60%、 CO2 排出量に換算すると年間 580トンもの削減となる。 いる。可塑化中の型開閉、型開中のエジェクタ、金型タッチ 射出、冷却完了前型弛め、などの多彩な動作モードを有し ている。各成形動作が独自の駆動源を持ち個々に制御され ている為、油圧機では不可能な同時複合動作を、能力ダウ ンすることなく高速運転が可能である。 (3)成形安定性能 ①高速サーボ制御システム 制御装置には自社開発したサーボ制御周期 62μs の高速 サーボ制御回路を搭載した。130㎜ /s で射出した場合の射 出保圧切り替え位置のばらつきは、 わずか 0.01㎜しか発生せ ず、繰り返し安定性能が飛躍的に向上した。また、その高 速演算性能を支えるためにエンコーダの分解能力を従来機 の 4 倍に、ロードセルの分解能力を 5 倍に向上させた。こ れらの高精度制御性能はハイサイクルを実現した高速動作 の繰り返し安定性の大幅な向上に貢献する。 図 3 高速複合動作 (2)省エネルギー性能(消費電力低減) 省エネへの関心が家庭から産業分野まで広がっている近 年、省エネ化へ対応するためエネルギー効率の低い油圧駆 動からサーボモータとボールねじで構成された電動駆動方 式へと急速に移行している。 当社は電動駆動方式の採用により大容量の油圧源を必要 とせず、金型用の油圧アクチュエータなどで使用するわずか な量の作動油しか必要としない。これにより、 油圧に関する わずらわしい保全作業も減り、メンテナンス費用は激減する。 図 4 型開閉工程中の回生電力 (90) 図 5 制御基板と切換バラツキ比較 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 ②超大型駆動装置と制御技術 3. 充実の装備 型締力 29400kN、射出力 4050kN という巨大なパワーを 必要とする「J3000AD」は、下記の機械構成となっている。 射出装置は、 サーボモータ4 台とボールネジ4 本で駆動され、 可塑化装置はサーボモータ 2 台と大型減速機で駆動される。 (1)型締力表示装置 タイバーに歪センサを標準で搭載しており、実際の発生型 締力を画面表示する事が可能となった。これにより、トグル 型締装置は、 サーボモータ 4 台とボールネジ 2 本で駆動さ 機の課題であった「型締力の可視化」が可能となり、 容易に れ、エジェクタ装置はサーボモータ 1 台とボールネジ 2 本で 最適型締力に設定することができる。この型締力表示装置 駆動される。 により、金型への負荷状況を把握する事が容易となり、ガス 射出および型締装置の制御は、大型ELⅢシリーズで実績 のある 2 軸サーボ技術を改良し、さらに大容量化に向け開 抜け効果の確認や金型への負荷の低減、金型メンテナンス の負担軽減への効果も期待できる。 発した多軸同期制御技術により、ハイパワーかつ高精度な サーボシステムを実現している。 図 7 型締力表示装置外観 (2)SYSCOM3000 コントローラ搭載 コントローラは弊社小型から大型機すべてに搭載してい る SYSCOM3000 を 「J3000AD」でも搭載した。このコント ローラは 15 インチ TFT カラー液晶画面を装備し、同一画 図 6 大容量多軸サーボシステム 面内に条件設定、実測モニタ、測定波形などが同時に表示 し、操作しやすくしている。 大容量サーボシステムの特徴として、PWM コンバータ また、成形条件や波形・測定値データに加え、画面デー を標準装備しており、必要最小限の動力のみ供給する力率 タまでもが USB メモリへ取り込むことができ、 パソコンでの 100% 制御、 さらに機械の運動エネルギーを電源回生する機 編集や管理が容易になった。 能によって、高効率かつ最小の設備容量で動作するシステム 更に便利な新機能として、停止精度を向上させて段数を増 となっている。また、大型のインバータ機器として、電源ラ やした金型保護3段制御や、射出圧力をピーク圧だけでな インへ及ぼす高調波の問題に対しても、高調波含有率ゼロ く、充填途中の圧力も監視できる射出圧力監視機能、成形 となるように制御が行われている。 中でも別の成形条件を連続成形運転中に閲覧できる別条件 「J3000AD」は、合計 13 軸の多軸サーボシステムによっ 閲覧機能が追加された。 て構成されており、それに対応する制御装置も大型化する。 これをコンパクト化するために、SYSCOM コントローラとし て実績の高い分散制御システムと、多軸高速通信技術、さら に並列コンバータの技術を生かし、 制御盤の分割収容によっ て可能な限りコンパクト設計し、省スペース化を実現した。 図 8 SYSCOM3000 外観と画面 (91) 製品・技術紹介 セキュリティ対策としてはパスワード機能が追加され、管 4. おわりに 理レベルによって設定が可能である。 また、お客様が自由に文字を入力する事ができるメモスク 以上、ご紹介したようにハイサイクル性・省エネ性・成形 リーン機能の対応する事が可能であり、多彩な機能を選択 安 定 性 を 極 限 まで 追 及し た 超 大 型 電 動 射 出 成 形 機 することが可能である。 J3000ADはお客様の生産性・品質・経済性の大幅な向上を 約束する自信作である。今後もお客様のニーズに応え、より (3)軽量高剛性型締装置 強靭さで定評のある型締装置は徹底したFEM解析設計 満足のいただける製品を提供できるよう更なる研究開発を 邁進する所存である。 によって、変形を最小限に抑えた高剛性型盤を装備した。型 盤デザインにはフラットプレスプラテン構造を採用し、金型 全面に均一な面圧を与え、成形品のバリレス化、肉厚ばらつ きの最小化を図っている。 (4)駆動部部品の耐久性向上 耐極圧性・高温付着性の高いグリス JS0を改良した新開 発 JS1グリスを型締・射出の両装置に採用している。これは 高速・高負荷での使用環境においても長期間にわたりボール ねじ表面に適切な油膜を形成する。 ボールねじにおいても、射出・型締・エジェクタの全軸 にボール間にピースが入った高性能ボールねじを採用してお り、前述のグリスと合わせ、ボールねじの寿命向上を図って いる。 (5)高精度拡張発泡成形システム 環境負荷低減に寄与する自動車の燃費改善方法に自動 車用樹脂部品の軽量化技術がある。その技術の 1 つが拡張 発泡成形である。化学発泡剤を混ぜ合わせた樹脂を金型に 充填した後に金型を一定量開き、キャビ内圧を解放すること によって樹脂を発泡させる成形法である。金型の開き量が 直接製品寸法となるため高精度な型盤停止位置精度が要求 される。J-AD シリーズではトグル式型締装置の特長でもあ る高精度型盤位置制御と高速サーボ制御システムにより抜 群の繰り返し安定性を実現した。 (6)安全規格対応 J-AD シリーズは、安心して使える機械として、JIMS(日 本産業機械工業会規格)の安全通則 (K-1001)に準拠した安 全装置を標準装備しており、型盤内・ベッドステップ上に安全 マット、安全ドア内に非常停止ボタン他を装備している。さら にオプション仕様にて、各国の安全規格(中国:GB、韓国: KCS、欧州:CE、米国:ANSI)への対応が可能である。 (92) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 CLスクリュ(フライト頂部摩耗防止スクリュ) 2つ目の特徴は、最大摩耗部のスクリュフライト頂部が、写 1. 背 景 真1のように研摩耗状態を呈することである。 射出成形機のスクリュ摩耗は、可塑化時間の延長による 生産性の低下を起こす。そのため、摩耗要因別にさまざま 2. 原因の究明 な対策が採られている。摩耗要因とその対策についてのま とめを表 1 に示す。樹脂物性による要因、腐食による要因 当社では、シリンダの根元側から先端側までの広い範囲 については、様々な素材開発や表面処理技術の適用が行 に 5 つの観察窓をつけた写真2に示す、可視化シリンダを われてきた。しかし、溶融過程による要因が引き起こすス 作製し、樹脂の溶融過程を観察している。可視化シリンダ クリュ摩耗の対策は、摩耗原因の究明が進まず、有効な対 の窓から、レーザー変位計でスクリュの動きを測定すると、 策は無かった。 径方向のスクリュ位置は周期的に変化していることが判明し しかし、当社では溶融過程によるスクリュの摩耗原因を た。この変位波形のパワースペクトル解析を行うと、 スクリュ 明確にし、対策を確立してその効果を実機で確認できたの 回転成分とは異なる公転成分が存在することがわかった。 で報告する。このスクリュは、CLスクリュ(Contact Less Screw)と命名して販売している。 表 1 スクリュ摩耗要因と主な対策 摩耗要因 主な対策 1 樹脂物性による要因 スクリュ材料の高硬度化 2 腐食による要因 スクリュ材料の耐腐食性向上 3 溶融過程による要因 これまでは有効な対策なし この摩耗の特徴は、スクリュ材料の改善だけでは完全に は回避できない現象である。図 1 はこの現象によって摩耗 したスクリュの直径を測定した結果で、他の摩耗要因とは 写真 2 可視化シリンダ外観と観察窓 異なる特徴的な摩耗状態を示す。1つ目の特徴は、摩耗箇 所は供給部終わりからスクリュ先端にかけての広範囲にわ この公転成分の運動は、潤滑の文献でも紹介されている たってスクリュ径の減少が見られ、圧縮部で最大となるよう ジャーナル軸受で発現する「ハーフホワール現象」に類似し な摩耗量分布を持つことである。 たものである。この運動を模式的に示すと図 2 のようになる。 スクリュはスクリュ中心軸周りに回転(自転)しながら、ス クリュ中心軸もシリンダ中心軸周りに回転(公転)している ことになる。 図 1 摩耗したスクリュの直径測定結果 図 2 スクリュの運動の模式図 写真 1 摩耗したスクリュフライト頂部 (93) 製品・技術紹介 スクリュの公転運動の振幅をスクリュ回転条件別に測定 3. 対策と効果確認 した結果を図 3 に示す。振幅の分布はスクリュの中ほどで 最も大きくなり、とくに高回転条件ではスクリュとシリンダ 図 5 はスラスト軸受けの段付きパッドの模式図であり、こ が接触するほど振幅は大きくなっていく。 の潤滑力を発生させる理論をスクリュのフライトに応用した 図 1 と図 3 を比較すると、この現象によってスクリュ中ほ のがCLスクリュである。CLスクリュでは、公転運動の振 どの圧縮部でスクリュとシリンダは強く接触し、大きなスク 幅の低減効果が確認できており、高速回転時でも、シリン リュ径減少を伴う摩耗へと発展していることが分かる。 ダに接触していない。 図 5 スラスト軸受の段付パッド形状 前述の図 1 は、実際の生産工場での射出成形機の摩耗 図 3 スクリュ公転運動の振幅測定結果 事例であり、スクリュのフライトは数mm摩耗していた。そ のため、可塑化時間が数十%も延びて、大幅な生産性の低 下を招いていた。 図4は樹脂の溶融過程を、回転条件別に可視化シリンダ 同じ成形 機にCLスクリュを搭載し、2年間(540,000 によって観察した結果である。白い部分はソリッドベッドと ショット)の成形を行った。その結果、 図 6 のようにスクリュ 呼ばれるペレットの集合体であり、透明に見える部分には 径の減少はまったく発生していなかった。また、フライト頂 溶融樹脂が充満したメルトプールである。図 4 の黄色の矢 部を観察したところ、シリンダとの接触痕もまったくなかっ 印のように高速回転時にはソリッドベッドの存在範囲が長く た。以上の結果、CLスクリュは溶融過程による要因の摩 なり、ジャーナル軸受のような形状に近づくため、スクリュ 耗に非常に有効であることが証明できた。 公転運動を強く発現しスクリュ振幅が大きくなる。 図4の結果より、スクリュ公転運動とソリッドベッドの大き さには深い関連性があることが分かる。すなわち、スクリュ 公転運動は溶融過程による不可避の現象であると言える。 図 6 CLスクリュの実成形テスト結果 4. まとめ CLスクリュはこれまで多くの実績があり、耐摩耗効果を 出している。しかし、どのような樹脂のどんな運転状況で、 溶融過程要因の摩耗が起こるか正確には掴めておらず、摩 図 4 可視化シリンダによる溶融状態の観察結果 耗が判明した場合の対策としている。今後は実績とテスト で、摩耗の危険性を事前に判定し、摩耗の可能性がある 場合にはCLスクリュを推奨していく予定である。 (94) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 溶融微細転写 ® 装置 MTM Ⅱ 130-30 概 要 熱可塑性樹脂製品の表面に nm 台から µm 台の微細な凹 凸を形成すると、光学特性の制御(反射、偏光、回折等) 、 表面特性の制御(撥水、親水等)および微小化(微細配線、 大容量記憶、薬物送達等)等により、表 1 に代表される新 たな特性や機能を備えたデバイスの実現が期待される。た だし、十分な性能を発揮するには質の高い微細形状が要求 され、nm 台から数百 µm の線幅を、高アスペクト比 [ 高さ÷ 線幅(または直径)] かつ高い寸法精度で実現し、バリ、倒 壊、伸び、折損等のない良好な形状を大面積に均一に形成 する必要がある。 しかし、微細構造を有する樹脂デバイスの開発が進むに 伴って、現在の射出成形法や熱インプリント法では作製困 難な製品が顕在化してきた。そこで、当社は上記の要求 図 1 溶融微細転写プロセス 品質に適合する独自の「溶融微細転写 ® プロセス」を追究 本プロセスは、可塑化直後の溶融樹脂をスタンパに塗布 し、生産性向上、省設置スペース化等を実現した新シリー することで、成形工程の中で最も高い流動性と濡れ性およ ズ「MTM Ⅱ 130-30」を開発した。本稿では、プロセスの び最も低い弾性率を持つ充填に有利な状態の樹脂を微細 特長、溶融微細転写システム MTM Ⅱ 130-30 の仕様および 凹凸に供給することができる。 成形実績等を紹介する。 2)型表面での樹脂流動の最小化による均一転写 表 1 微細構造を有する様々な樹脂デバイス Tダイを移動させながらスタンパ表面に溶融樹脂を供給する ことに加え、最終的に得られる成形品の幅、長さおよび厚みに 精度良く溶融樹脂を塗布するため、塗布工程および加圧工程 中に溶融樹脂はほとんど型表面を流動しない。これにより、樹 脂の流動に伴う応力、配向、温度分布および圧力分布を極め て小さくでき、均一な転写が可能である。 3)高分子量樹脂の利用による強靭な微細凹凸の形成 微細な凹凸を倒壊や伸びなく高品質に樹脂表面に形成す るには、樹脂の強度が最も重要である。一般に射出成形法 では、微細凹凸の転写性を優先して流動性の高い(分子量 の低い)グレードの樹脂を用いるが、固化状態での樹脂の 強度不足により、スタンパから成形品を離型する際に転写パ 溶融微細転写プロセスとその主要な特長 ターンが変形する場合がある。 本プロセスは、高い流動性と濡れ性を有する溶融樹脂を利 溶融微細転写プロセスを図 1 に示す。微細凹凸が加工さ 用することに加え、塗布工程および加圧工程中も型表面で溶融 れた金型(スタンパ )に、溶融状態の熱可塑性樹脂をシート 樹脂を流動させる必要がないため、流動性の低い高分子量の 状に塗布した後に加圧し、スタンパの微細凹凸が表面に転 樹脂でも利用でき、強靭な微細凹凸を高い精度で形成できる。 写された成形品を製造する。 4)高アスペクト比微細凹凸の高精度転写 1)溶融樹脂の最高の流動性を利用した微細凹凸転写 スタンパに加工された微細凹凸形状を精度良く転写するに は、微細凹凸に樹脂を十分に充填させる必要がある。 ①最高の流動性を有する可塑化直後の溶融樹脂を使用す る、②塗布工程および加圧工程中に溶融樹脂はほとんど型 表面を流動しないため、流動応力やひずみが極めて小さい、 (95) 製品・技術紹介 ③溶融樹脂がスタンパ表面に接触すると付着力が発生し、 表 2 MTM Ⅱ 130-30 の主仕様と成形性能 樹脂の冷却に起因する熱収縮応力は付着力で形状が保持 されている間に緩和するなどの理由から、高い寸法精度と ともに、円滑な離型が確保される。これにより、極めて高い アスペクト比を有する微細凹凸パターンの形成が可能である。 5)幅広い適用樹脂と自在な厚み調整 インラインスクリュ式の射出可塑化装置を搭載したこと で、非晶性、結晶性を問わず市場に広く流通する多様な 種類およびグレードの熱可塑性樹脂ペレットから直接 微 細転写成形品を製造できる。また、スタンパと T ダイリ ップとの距離、吐出樹脂量および T ダイの移動速度を調 整することで、塗布厚みを 50µm から 5mm の範囲で自 在に調整することができる。 溶融微細転写装置 MTMⅡ130-30 図 2 に MTM Ⅱ 130-30 の 外 観、 表 2 は 主仕 様と実 績ベースの成形性能を示す。従来機種に比べて操 作性、 成形事例 1)線幅数十 nm 台の高アスペクト比ナノ構造の成形 数十 nm 台の微細構造は、ナノワイヤーや量子ドットを 生産性、設 置スペース(設 置面積と全高)およびコスト 利用した高効率太陽電池、発光材料、表面プラズモン共 パフォーマンスを大幅に改善した。 鳴センサ、フォトニクス結晶、高密度記録媒体等への適用 装置は、 ① インラインスクリュ式の 射出可 塑 化 装置 を目指して多くの研究が行われている。 せる塗 布装置(X・Z サーボ 駆 動ステージ)、 ③ 急 速 加 図 3 は、4 インチのシリコンウェハ(Si)上に加工された 最小幅 45nm、深さ 350nm [アスペクト(Asp)比 7.8 ] の 熱・冷却が 可能で、かつ、加 熱・冷却時の温 度分布や 溝に囲まれた直径 250nm のナノピラーの走査型電子顕微 熱たわみを極限まで 低 減した専用金 型、④竪 型サーボ 鏡(SEM)写真を示す。図 4 は、比較的流動性の低いア クリル(PMMA)樹脂 [ パレペット EH1000、Tg=110℃、 (サーボ駆動)、② T ダイおよび射出可塑化装置を移動さ プレス、 ⑤ 制御システム等から構成される。 射出可塑化装置、T ダイ、竪型サーボプレス等は当社射出 MFR=1.3g/10min(230℃、37.3N)、クラレ製 ] で ナノピ 成形機およびフィルム成形機の豊富な実績を最大限に活か ラーを転写して得たナノホールアレイの SEM 写真を示す。 して製作した。また、制御装置も射出成形機のコントローラ 成形条件は、樹脂温度(シリンダ設定温 度 )270℃、金型 SYSCOM を基本に、本プロセスに要求される 1 ∼ 2 桁高い 温度 145℃、加圧力 2MPa、加圧時間 10 s とした。成形品 精度で、位置、速度および圧力等を制御するシステムを開発 厚みは 200µm である。 した。さらに、従来機種では別置だった電装・制御機器を ベッド内に収納し、設置スペースの大幅な低減を実現した。 図 2 溶融微細転写装置 MTM Ⅱ 130-30 (Micro-Nano Melt Transcription Molding Process) (96) 最小線幅 45nm、高さ 350nm の隔壁に囲まれたナノホール アレイが良好に成形できている。 図 3 ナノピラースタンパ(Si 製、Asp 比 7.8) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 2)線幅数 µm 台の高アスペクト比マイクロ構造の成形 サブµm から数百 µm の微細構造を有する素子は、マイク ロ流体チップ、薬物送達(DDS)部材、細胞培養デバイス、 集光レンズ、導光板等に幅広く利用される。 図 7 は、幅 10µm および 30µm、高さ 50µm(Asp 比 5 と 1.6)の隔壁に囲まれた格子パターンで形成される 10mm 角チップの 14 個取り成形品を示す。樹脂はポリスチレン (PS)樹 脂 [ トーヨースチロール MT5D、Tg=93 ℃、MFR =2.9g/10min(JIS K 7210) 、東洋スチレン製 ] で、成形条 件は樹脂温度 240℃、金 型温度 155℃、加圧力 9.9MPa、 加圧時間 27s、サイクルタイム 75s である。本プロセス専用 図 4 ナノホールアレイ成形品(PMMA 樹脂) (パラペット EH1000、MFR=1.3g/10min) 図 5 は、S i 上に加工された最深部の線幅 25nm、深さ 400nm(Asp 比 16.0) 、溝ピッチ 200nm のライン & スペー の金型で実現される均一な温度・圧力分布により、成形品 の中央、端を問わず 14 個全てで良好な転写を得た。本成形 品は、国際プラスチックフェア IPF2011 にて、5 日間で 1500 ショットの全自動成形を実演した。 ススタンパの SEM 写真を示す。図 6 は、スタンパ上にポリ カーボネート(PC)樹脂 [ パンライトAD5503、Tg=142℃、 、帝人化成製 ] を塗布 MVR= 54cm3/10min(300℃、12N) して得た成形品の SEM 写真を示す。塗布条件は、樹脂温 度 295℃、金型温度 180℃、塗布時の樹脂圧力 0.03MPa と した。塗布厚みは 200µm とした。 塗布のみで Asp 比 16 の形状をほぼ転写しており、可塑化 直後の最高の流動性と濡れ性および最も低い弾性率を持 つ溶融樹脂をスタンパに塗布する本プロセスが、極めて 高い転写性能を持つことを示している。 図 7 マイクロ格子 14 個取り成形品(PS 樹脂) 図 8 は、根元直径 300µm、高さ 500µm の微細針成形 品を示す。DDS 用の微細針は高さが数百 µm と高く、鋭利 な先端形状が求められる。針の先端はスタンパの円錐穴の 底になるため、他の工法では形状転写が難しい。しかし、 本プロセスでは針先端に至るまでスタンパの形状を精度良 く転写した。樹脂や形状に依存するが、サイクルタイムは概 ね 2 から 3min 程度である。 図 5 ライン & スペーススタンパ(Si 製、Asp 比 16) 図 6 ライン & スペース成形品(PC 樹脂) [ 塗布のみで転写(加圧転写なし)] 図 8 微細針成形品 (97) 製品・技術紹介 本プロセスはスタンパ表面に溶融樹脂を塗布するため、ス タンパ 上に mm 台の凹部がある場合、溶融樹脂を充填す ることができ、立体や偏肉成形に対応できる。 図 9 は、直径 4mm、高さ 1.7mm の円錐状の光学素子成 形品を示す。溶融樹脂がスタンパ表面に接触すると付着力が 発生し、樹脂の冷却に起因する熱収縮応力は付着力で形状 が保持されている間に緩和する特長を利用し、円錐形状の表 面に数百 nm、数 µm および数十 µm の階段状の微細構造を シャープエッジに転写した。光学グレード樹脂を用いて、樹脂 温度 250℃、金型温度 185℃、加圧力 5MPa、加圧時間 55s とすることで、mm 台の円錐形状の形成と円錐表面の微細 構造のシャープエッジ転写とを両立させた。 図 10 溶融微細転写プロセスでの成形実績 成形支援体制 高品質の微 細構造を有する樹脂デバイスを高い生産性 の下で安定して生産するためには、図 11 に示すように、本 プロセスを核とする①微細スタンパ、②樹脂特性、③評価 技術、④樹脂挙動の解析、⑤成形技術、⑥成形装置およ び周辺機器に関わる技術・ノウハウを結集する必要がある。 図 9 表面に微細構造を形成した光学素子成形品 図 10 は、溶融微細転写プロセスでの成形実績の一覧を 示す。射出成形法と比較すると、高アスペクト比の微細凹 当社は、お客様の要求に応えるため、多くの成形実績を通 じて要素技術を整備し、単に装置販売だけでなく、お客様 の成形技術構築の支援を行える体制を整えている。 凸形状の転写性に優れ、フィルムを軟化させて転写する熱 樹脂製品が有望成長分野に向けてさらなる発展を遂げる インプリントに比べると、溶融樹脂の使用により大きな樹 ためのコア技術として、本プロセスを役立てていただけるも 脂変形が容易なため、100µm 前後のパターン転写に明確 のと確信している。 な優位性を有する。 図 11 高品質な樹脂転写成形に必要な要素技術 (98) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 高耐腐食射出成形機シリンダ “Nアロイ 2000F-C”開発 材料開発の背景 この度開発した N2000F-C(図 2)は、N2000F の耐摩 耗性を損なうことなく、耐腐食性を向上させたライニング材 近年のプラスチック材料の多様化、高機能化の傾向は、 である。ライニング材の耐腐食性は、マトリックスとなる Ni 樹脂加工機械用のスクリュ・シリンダに対する耐摩耗性・耐腐 基合金の耐腐食性にほぼ依存される。そのため、Ni 基合 食性の要求を益々厳しいものとしている。今後も、さらにプラ 金に耐腐食性を付与する合金成分の添加が必要となるが、 スチックの特性を高めるため、様々な新しい添加剤やフィラー このようにして耐腐食性能を上げた Ni 基合金が遠心鋳造 を含有した新しい成形材料が開発される可能性が高い。 法に適するとは限らない。N2000F-C では、これまでに当 当社では、このような新しい要求に応えるべく、耐摩耗・ 耐腐食材料の開発、改良に努めてきている。 今回、特に腐食性元素を含有すると共にフィラーも含有 するエロージョン・コロージョン性の高い材料の成形におい 社が蓄積してきた遠心鋳造技術と成分設計技術により、当 社遠心鋳造法に最適な Ni 基合金成分とすることで、ライ ニング材の耐腐食性の向上と製法へのマッチングを両立さ せることが可能となった。 て、従来材より耐腐食性に優れるライニング材を有する射出 成形機用 N アロイシリンダを開発したのでここに紹介する。 N アロイ 2000F-C の概要 Nアロイ 2000F(以下、N2000F と記す)は、遠心鋳造 法により製造されるバイメタリックシリンダのライニング材で ある。N2000F は当社射出成形機の標準ライニング材であ Nアロイ 2000F-C の特徴 < 耐腐食性の向上 > 耐腐食性能の評価として、各種酸水溶液を用いた浸漬腐 食試験結果を図 3 に示す。尚、試験結果は 10%HCl によ る N2000F の値で規格化した値で示している。 N2000F-C の耐腐食性能は、いずれの酸でも向上してお り、耐食性に優れる Ni 基合金マトリクス中に、耐摩耗性 り、特に H 2SO4、H3PO4 環境下では大きな改善効果が見 に効果のある高硬度炭化物を均一に分散させた組織を有す られる。 ることにより、優れた耐摩耗性・耐腐食性を示す。図 1 に シリンダ構造の模式図を示す。 <試験条件> 溶液:各種溶液での全浸漬 温度:69℃ 時間:6Hr 図1 N アロイシリンダ構造 図3 N2000F-C の耐腐食性能 また、 電 気化 学 的 測定 であるアノード分 極曲線 測定 (JIS G0579)を行なった。30% H 2SO4 における腐食電流密 度 i corr(= 全面溶解域の腐食速度)を Tafel 外挿法により 図2 N 2000F-C の金属組織写真 求めた結果の一例を図 4 に示す(縦軸は対数表示) 。 (99) 製品・技術紹介 N2000F-C の腐食電流密度は、N2000F と比べ一桁以上 小さくなっており、浸漬試験の結果と一致している。試験 後に行なった試験片の表面観察結果から、Ni 基合金マト リクスの腐食による損傷が抑えられており、添加合金元素 の効果が確認された。 <試験条件> 溶液:30%H2SO 4 温度:30℃ 図6 N2000F-C の耐摩耗性能 N2000F-C は、従来の N2000F と同等の耐摩耗性を有し ており、Ni 基合金の成分調整による耐摩耗性の影響はな い。 その他、ライニング層の硬さ、熱膨張係数、融点等の諸 特性も N2000F と同等であり、従来どおりの製造方法によ り製造することが可能である。 図4 N2000F-C のアノード分極曲線 N2000F-C の評価 < 耐摩耗性 > 耐摩耗性(アブレッシブ摩耗)の評価として、砂摩耗試 開発した N2000F-C シリンダの実機性能を評価するため 験(ASTMG65-80)を行なった。試 験 概 念図を図 5 に、 に、腐食摩耗性の高いプラスチックを使用する成形機にお 試験結果を図 6 に示す。尚、試験結果は窒化鋼の摩耗体 いて評価を行なった。 積で規格化した値で示している。 この試 験は、 一定 速 度で回転させたブチルゴムを被 覆 し た 車 輪( φ 228.6 ㎜× 12.5 ㎜) に 対して、 直 方 体 その結果、概ね従来の N2000F シリンダよりも腐食摩耗 による拡径速度が抑えられ、シリンダ寿命を延長すること が確認できた。 の試 験 片を押 付けると同時に、 両者の 接触部にケイ砂 (SiO2 , AFS50/70)を連続的に落下させ、試験片表面を研 摩耗させるものである。 ま と め 以上のように、N2000F-C は従来のシリンダライニング材 <試験条件> 車輪回転速度:200rpm 回転数:2000 回 荷重:130N に比べ、同等の耐摩耗性と、高い耐腐食性を有しており、 腐食環境を伴う近年の厳しい樹脂の溶融環境に対応し、優 れた特性を発揮できる耐摩耗・高耐腐食シリンダライニング 材である。 図5 砂摩耗試験機 (100) 日本製鋼所技報 No.64(2013.10) 製品・技術紹介 最新鋭 PFT 用中空成形デモ機 1. はじめに 従来はコートハンガー型と呼ばれる比較的大きなサイズのク ロスヘッドが用いられてきたが、当社では競合他社に対す 自動車や二輪車の燃料タンクに対しては軽量化および る差別化技術として、クロスヘッドの小型化およびそれに伴 形 状 設計の自由度の高さが常に要求され、これに応え う省エネ化や使用原料の削減等の実現を目的に、2009 年 る解の一つがプラスチック製 燃 料タンク(PFT : Plastic 度よりスパイラル型クロスヘッドの開発に着手した。各種解 Fuel Tank)である。当社の中空 成形 機(Blow Molding 析や検証テストを経て 2010 年に完成したスパイラルヘッド Machine)は早くから PFT 化に対応しており、1985 年に は、以降の生産機の多くに採用され良好な性能を発揮して PFT 用中空成形機を上市した。その後、多層化や大型化 いる。従来型のヘッドに比べて重量は約半分(3t) 、ヒータ あるいは高サイクル化等の技術開発を推進し現在では型締 消費電力(昇温時) を4割程度低減した。 力 120t 級の 4 種 6 層 PFT 機が主力製品となっている。 その進歩の過程において顧客向け成形デモ・テストや社 内の技術開発に供するために中空成形デモ機(テスト機) を 1989 年に導入して運用してきたが、近年の客先要求仕 様の変化に対応し、かつ当社中空成形機技術の進歩をタイ ムリーに反映するために大幅な更新・改善をおこない、さら なる性能向上を実現した。 図1 自動車用プラスチック燃料タンク(PFT) 2. 採用した新技術 図2 スパイラルクロスヘッド (ヘッド内の溶融樹脂展開流路がらせん形状) 従来機と比較した主要な変更点は以下の新技術や新ユ ニットの採用である。 ② NHB-120 型タイバーレスハイブリッド型締装置 更新前デモ機の型締装置は油圧のみにより型締をおこな ① S450 型スパイラルクロスヘッド うタイバー方式(型締力 60t)であったが、今回の更新によ ② NHB-120 型タイバーレスハイブリッド型締装置 り、電動と油圧のハイブリッド化による省エネ・高速化お ③低温高分散スクリュ搭載φ 120mm 押出機 よびタイバーを廃した事による軽量・コンパクト化を実現し ④新制御システム た。さらに型締力を更新前の2倍となる 120t(生産機相当) とし、より大型・薄肉の成形品が生産可能となっている。 ① S450 型スパイラルクロスヘッド 中空成形機で製造される PFT は 4 種類の樹脂で6層構 造になっており、クロスヘッドはこの多層構造を形成し、パリ 型締装置重量は約 20t(従来同型生産機では 30t) 、消費 電力量は約 20kWh(〃 41kWh)まで低減され、型開閉およ び型移送のサイクル時間を大幅に短縮することができた。 ソンと呼ばれる筒状の樹脂溶融体を造る心臓部分である。 (101) 製品・技術紹介 3. 今後の展開 今回のデモ機更新により、当社製第3世代 PFT 中空成 形機のメリットや競合との差別化技術となる「省エネ」「省 資源」「ハイサイクル」「軽量・コンパクト」 「グローバル対 応」等の要素を具体的に目に見える形で顧客へ PR するこ とが可能となった。今後、欧州および国内の有力タンクメ ーカにおける世界規模での生産拠点拡大やアジアローカル タンクメーカからの需要増大が見込まれている。着実に受 注を増やし「世界 No.1 中空成形機メーカ」の目標達成に向 け、さらなる工夫と改善を盛り込みつつ、本デモ機による 拡販および新技術開発を進めていきたい。 図3 NHB-120 型タイバーレスハイブリッド型締装置 4. デモ機主仕様 ③低温高分散型スクリュ搭載φ 120mm 押出機 本デモ機 の 粉 砕 再 生 樹 脂 層用 押出 機 はφ 90mm か らφ 120mm スクリュ(生産機 相当)にサイズアップして <押出機> 樹脂層 型式 最大押出量 P120-28AB 300 kg/h P90-28AB 190 kg/h 時間当たりの樹脂 押出量を増 加させている( 約 180kg/ 粉砕層(選択) h → 300kg/h) 。また、このスクリュは近年の研究開発成 主材内層 P90-22BB 220 kg/h 果である低温高分散型スクリュを使用可能としており、生 主材外層 P65-22BB 70 kg/h 産機相当のスクリュサイズでのテストが可能となっている。 接着内層 P30-25AB 10 kg/h 今後大口径スクリュの開発に寄与することが期待できる。 接着外層 P30-25AB 10 kg/h バリヤー層 P50-28BB 25 kg/h <クロスヘッド> 型式 S450ML(スパイラルリングタイプ) 最大押出量 600 kg/h ダイコア φ 150- φ 450 mm ヒーター定格容量 40 kW 図4 120mm 粉砕層用押出機 <型締装置> 図5 低温高分散型スクリュ ④新制御システム 従来の国内メーカ制御システムに加え、欧州主要タンク 型式 NHB120(タイバーレスタイプ) 型締力 120 ton f デーライト 2,690 ∼ 1,150 mm 重量 20 ton 型開閉速度 最大 250 mm/s 開閉サーボモーター容量 8 kW 型締油圧ユニット電力 11 kW メーカの標準仕様である SIEMENS 社制御システムを搭載 移送速度 500 mm/s し、グローバル展開への対応力を強化した。また、押出量 移送モーター容量 15 kW の変動を更に低減させた新ロスインシステムを採用すること により、樹脂原料のムダを大幅削減している。 (102) 日本製鋼所技報 No.64(2013.10) 日本製鋼所技報 64 号発行にあたり 拝啓 貴下ますますご清祥のこととお慶び申し上げます。 さて,弊社 日本製鋼所技報 64 号が発行の運びとなりましたので,ここにお届けさせていただきます。 ご高覧の上,ご批判,ご指導賜れば幸いに存じます。今後とも一層のお引き立てをよろしくお願い申し上げ ます。 万一 宛先の間違い,送付部数の過不足,本紙の落丁,乱丁などがございましたら失礼を深くお詫び申し 上げますとともに,FAX にてご一報賜りたくお願い申し上げます。 敬 具 平成 25 年 10 月 株式会社 日本製鋼所 研究開発本部 技報編集事務局 吉田 稔 日 本 製 鋼 所 技 報 第64 号 発 行 日 平成 25 年 10 月 編集責任者 研 究 開 発 本 部 長 小 野 信 市 発行責任者 経 営 企 画 室 長 田 中 義 友 印 刷 所 株 式 会 社 東京都江東区石島 7 番 9 号 電話 03-3615-6481 発 行 所 株 式 会 社 内 外 日本 製 鋼 所 東京都品川区大崎 1 丁目 11 番 1 号 電話 03-5745-2001 (非 売 品 ) 無 断にて転 載を禁じます。 編集委員長 小 野 信 市 編 集 委 員 藤 村 浩 〃 徳 重 祐 之 〃 東 司 〃 岩 井 淳 一 〃 大 津 英 彦 〃 上 野 五 郎 (103) FAX No. 03-5745-2049 FAX 通信用紙 (宛 先) (発信元) (株)日本製鋼所 研究開発本部 所 属: お名前: 技報編集事務局 行 T E L: F A X: 日本製鋼所技報第 64 号 (通信欄) (104) 日本製鋼所技報 No.64(2013.10) ■ 本 社・支 店 本 社 東京都品川区大崎1-11-1(ゲートシティ大崎 ウエストタワー) 〒141-0032 ☎ (03) 5745-2001 FAX. (03) 5745-2025 関 西 支 店 大阪府大阪市西区靭本町1-11-7(信濃橋三井ビル) 〒550-0004 ☎ (06) 6446-2480 FAX. (06) 6446-2488 九 州 支 店 福岡県春日市桜ヶ丘1-23-2 〒816-0872 ☎ (092) 582-8111 FAX. (092) 582-8124 名古屋支店 名古屋市中区栄2-9-15(三井住友海上名古屋しらかわビル7階) 〒460-0008 ☎ (052) 222-1271 FAX. (052) 222-1275 中 国 支 店 広島県広島市安芸区船越南1-6-1 〒736-8602 ☎ (082) 822-0991 FAX. (082) 822-0997 札 幌 支 店 北海道札幌市中央区北一条西5-2-9(北一条三井ビル) 〒060-0001 ☎ (011) 241-2271 FAX. (011) 241-2275 ■ 製 作 所 室蘭製作所 北海道室蘭市茶津町4 〒051-8505 ☎ (0143) 22-0143 FAX. (0143) 24-3440 広島製作所 広島県広島市安芸区船越南1-6-1 〒736-8602 ☎ (082) 822-3181 FAX. (082) 285-2038 横浜製作所 神奈川県横浜市金沢区福浦2-2-1 〒236-0004 ☎ (045) 781-1111 FAX. (045) 787-7200 ■ 研 究 所 室蘭研究所 北海道室蘭市茶津町4(室蘭製作所内) 〒051-8505 ☎ (0143) 22-9226 FAX. (0143) 22-4180 広島研究所 広島県広島市安芸区船越南1-6-1(広島製作所内) 〒736-8602 ☎ (082) 822-3231 FAX. (082) 822-4298 ■ 海外拠点/海外現地法人 JAPAN STEEL WORKS EUROPE GMBH HEAD OFFICE Friedrichstr. 19, 40217 Dusseldorf, F.R.Germany TEL.+49-211-3116660 FAX.+49-211-31166640 JAPAN STEEL WORKS AMERICA,INC. NEW YORK OFFICE 122 East 42nd Street, Suite 3810, New York, NY,10168, USA TEL. 1-212-490-2630 FAX. 1-212-490-2575 DETROIT OFFICE 41135 Vincenti Court Novi, MI 48375 U.S.A. TEL. 1-248-536-0288 FAX. 1-248-536-5615 HOUSTON OFFICE 9801 westheimer,Suite 220,Houston,TX77042 TEL. 1-713-588-1303 FAX. 1-713-588-1322 JAPAN STEEL WORKS INDIA PRIVATE LTD. HEAD OFFICE 611, Time Tower, MG Road, Sector 28, Gurgaon, Haryana, 122001, India TEL. 91-124-469-4444 FAX. 91-124-469-4433 JSW MACHINERY TRADING (SHANGHAI) CO.,LTD. HEAD OFFICE 上海市天山路600弄4号 思創大厦28 28A, Strength Plaza, No.600-4, Tianshan Road, Shanghai 200051, China TEL.+86-21-6192-1022 FAX.+86-21-6192-1023 BEIJIN BRANCH 北京市朝陽区東三環北路3号 幸福大厦B座622室 Room 622, B Section, Xingfu Plaza, No.3, DongSanHuan North Road, Chaoyang District, Beijing, 100027, China TEL.+86-10-6590-8967 FAX.+86-10-6590-8968 JSW PLASTICS MACHINERY,INC. HEAD OFFICE 555 South Promenade Ave., Unit 104 Corona, California 92879, U.S.A. TEL. 1-951-898-0934 FAX. 1-951-898-0944 CHICAGO OFFICE 540 Capital Drive Suite 130, Lake Zurich, IL 60047, U.S.A. TEL. 1-847-550-0704 FAX. 1-847-550-0725 DETROIT OFFICE 24301 Catherine Industrial Drive, Unit 118 Novi, MI 48375 U.S.A. TEL. 1-248-449-5422 FAX. 1-248-449-6018 JSW PLASTICS MACHINERY(S)PTE LTD. HEAD OFFICE 17,Gul Lane,Jurong Town,Singapore 629413, Republic of Singapore TEL. 65-6861-4511 FAX. 65-6862-3166 TLX.RS26561(JSWPTE) PHILIPPINE OFFICE Unit 802 Alabang Business Tower, 1216 Acacia Avenue, Madrigal Business Park Alabang Muntinlupa city Metro Manila 1771, Philippines TEL. 63-2-478-2533 FAX. 63-2-478-2534 JAKARTA OFFICE Gedung Gajah Unit K, Jl. Dr. Saharjo No. 111 Rt. 001/01, Kel. Tebet Barat, Kec. Tebet 12810 Jakarta TEL. 62-21-8370-2536 FAX. 62-21-829-8264 JSW PLASTICS MACHINERY(T)CO.,LTD. HEAD OFFICE 78/6 JST Building 4th Fl., Moo 7 King Kaew Road, Rachatewa,Bangplee, Samutprakarn 10540, Kingdom of Thailand TEL. 66-2-738-5272 FAX. 66-2-738-5277 JSW PLASTICS MACHINERY(M)SDN.BHD. HEAD OFFICE D6-5-G, (Ground Floor), Block D6, Pusat Perdagangan Dana 1, Jalan PJU 1A/46, 47301, Petaling Jaya, Selangor Darul Ehsan, Malaysia TEL. 60-3-78426076 FAX. 60-3-78426078 JSW PLASTICS MACHINERY VIETNAM LTD. HEAD OFFICE Room 103, Techno-Center Thang Long Industrial Park Dong Anh District, Hanoi, Socialist Republic of Viet Nam TEL. 84-4-3951-6383 FAX. 84-4-3951-6384 JSW PLASTICS MACHINERY(H.K.) CO.,LTD. HEAD OFFICE 香港新界沙田安麗街11號企業中心9楼907室 Room 907, Corporation Park, 11 On Lai Street, Shatin, New Territories, Hong Kong TEL. 852-2648-0720 FAX. 852-2686-8204 JSW PLASTICS MACHINERY(TAIWAN) CORP. HEAD OFFICE 桃園縣亀山郷大湖一路23號1樓 1F., No.23, Da Hu 1st Rd., Guishan Shiang, Taoyuan, Taiwan (R.O.C.) TEL. 886-3-396-2102 FAX. 886-3-396-2104 TAINAN BRANCH 台南縣永康市小東路689-78號15樓之7 15F-7, No.689-78, Shiau E. Rd., Yongkang City Tainan,Taiwan (R.O.C.) TEL. 886-6-311- 4192 FAX. 886-6-311- 4193
© Copyright 2026 Paperzz