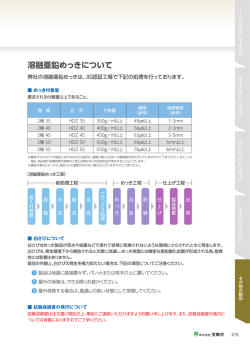
溶融亜鉛めっきを施すためのポイント 豊かな社会環境づくりのお手伝い 【 エコちゃん 】 【ガ ル】 【 めっき君 】 INDEX 目 1 2 3 4 5 6 7 次 P P P P P P めっき規格 めっき試験方法 めっき可能な素材サイズ 前処理工程で除去できないもの 吊り方に関するポイント めっき浴へ浸せきするための条件 製品の孔あけポイント P 8・P 9 P10 P11 P12 P13・P14 P15・P16 P17 P18 P19 P20 P21 A:形鋼製品の場合 B:パイプ製品の場合 C:パイプその他の場合 8 9 10 11 12 13 14 15 1 2・P 3 4 5 6 7 溶接合せ加工について めっきによる歪について 歪を抑える為の方法 判別方法 かん合のクリアランス マスキング (非めっき)処理方法 高力ボルト添接面の処理方法 溶 融 亜 鉛 めっきの関連リンク 亜鉛めっきを施すためには 溶融亜鉛めっきとは、約450℃に溶けた亜鉛の中へ 製品を浸せきしてめっきする方法です。 亜鉛めっきするためには、様々な加工条件が必要となります。 このカタログでは亜鉛めっきを施すために必要なポイントを解説していますので、ご参考にして頂ければと 思います。 このカタログは弊社ホームページからもご覧いただけます。 http://yokohama.z-mekki.com トップページから技術情報をクリック。 溶融亜鉛めっきを施すためのポイントをクリック。 で だく事 覧いた ご を 役に 本書 様 のお 皆 も ます。 少しで と思い ば れ 立て 1めっき規格 「溶融亜鉛めっき」 めっきの規格 試験 方法 ( JIS H8641より) 当社記号 硫酸銅 付着量 種類・記号 (鶴見工場エコZ) 試験回数 g/㎡ 平均めっき (参考) 膜厚μm 適 用 例(参考) 均一性試験 付着量試験 HDZ A EZA 4回 − 28〜42 厚さ5㎜以下の鋼材・鋼製品、鋼管類、直径12㎜以上のボルト・ ナット及び厚さ2.3㎜を超える座金類。 HDZ B EZB 5回 − 35〜49 厚さ5㎜を超える鋼材・鋼製品、鋼管類及び鋳鍛造品類。 HDZ 35 EZ 35 − 350以上 49以上 厚さ1㎜以上2㎜以下の鋼材・鋼製品、直径12㎜以上のボルト・ ナット及び厚さ2.3㎜を超える座金類。 HDZ 40 EZ 40 − 400以上 56以上 厚さ2㎜を超え3㎜以下の鋼材・鋼製品及び鋳鍛造品類。 2種 HDZ 45 EZ 45 − 450以上 63以上 厚さ3㎜を超え5㎜以下の鋼材・鋼製品及び鋳鍛造品類。 HDZ 50 EZ 50 − 500以上 69以上 厚さ5㎜を超える鋼材・鋼製品及び鋳鍛造品類。 HDZ 55 EZ 55 − 550以上 76以上 過酷な腐食環境下で使用される鋼材・鋼製品及び鋳鍛造品類。 EZ 110 − 1,100以上 152以上 1種 当社特別仕様 HDZ 55 以上の長期的な防錆が要求される鋼材・鋼製品。 ※素材にショットブラスト加工が必要とされる *平均めっき膜厚、適用例は参考となります。 備 考 1. HDZ55のめっきを要求するものは、 素材の厚さ6㎜以上であることが望ましい。 素材の厚さが6㎜未満のものに適用する場合は、 事前に受渡当事者間の協定による。 (ISO規格でも、 付着量550g/㎡を得るためには素材の厚さを6㎜以上としています。 ) 2. 表中、 適用例の欄で示す厚さ及び直径は、 呼称寸法による。 3. 過酷な腐食環境は、 海塩粒子濃度の高い海岸、 凍結防止剤の散布される地域などをいう。 4. めっき膜厚とは、 めっき表面から素材表面までの距離をいう。 5. 1種A及び1種Bの平均めっき膜厚欄の数値は、 硫酸銅試験回数から推定した最小めっき皮膜厚さの範囲を示す。 6. 平均めっき膜厚は、 めっき皮膜の密度を7.2g/㎤として付着量を除した値を示す。 7. HDZ110のめっきについては、JIS標準規格ではありませんので事前協議が必要とされます。 (板厚選択・材料成分の選定、 ブラスト処理等) エコZ について 鉛レス・カドミウムレス溶融亜鉛めっき(RoHS指令等環境規制対応) 『エコZ』 は、 RoHS指令を完全にクリアした鉛レス・カドミウムレス高純度溶融亜鉛めっき (JISH8641に 準拠) です。 従来の優れた防食性能は保持しつつ環境負荷物質を極限まで抑制した環境対応型溶融 亜鉛めっきですので、あらゆる分野における環境対応型商品の防錆処理に適しています。 ■「エコZ」の化学成分 ■「エコZ」の使用亜鉛地金 鉛 カドミウム (%) (%) RoHS指令値 (閾値) 0.1以下 (1,000ppm以下) 0.01以下 (100ppm以下) − エコZ 最純亜鉛 地金 エコZ 0.02以下 0.005以下 (50ppm以下) 99.5以上 従 来 蒸留亜鉛 地金1種 従来のめっき浴 0.8〜1.3 0.05〜0.13 97.5以上 (%) (浴・被膜成分) (200ppm以下) 亜鉛 種類 亜鉛 (%) 鉛 カドミウム 鉄 すず (%) (%) (%) (%) 99.995 0.003 0.002 以上 以下 以下 0.002 以下 0.001 以下 0.025 以下 ー 98.5 以上 1.3 以下 0.4 以下 地球環 境に、 とっても 優しいめ っきで〜 す♥ 1 2めっき試験方法 JIS H 0401 溶融亜鉛めっき試験方法 試験方法 付着量試験 必ず試験片を用意してください。 試験片は、受渡当事者間の協定によって、次のいずれかの方法で採取する。 ❶ 素材をそのまま試験片とする。 ❷ 製品を代表する素材から試験片を切り取る。 ※管類の場合は、両端からそれぞれ長さ約60㎜の管状試験片を1個採取する。 ※圧延鋼材類及び加工品類の場合、長さは約100㎜とする。板の場合は約100㎜×約100㎜とする。 ❸ 素材から試験片を切り取ることができない場合は、それに使われたものと同一材料から試料を採取し 試験片とする。 直接法 試験片をめっき前に秤量して、 めっき後再び秤量し、 その増量から付着量 (g/㎡) を 算出する方法。 間接法 めっきされた試験片を秤量した後、 塩酸でめっき皮膜を溶解除去し、 再び秤量し、 g その減量から付着量 ( /㎡) を算出する方法。 磁力式厚さ試験 磁力式測定装置 (電磁膜厚計)を用いて製品のめっき皮膜厚さを測定し、 その皮膜厚さ から換算によって付着量を算出する方法。 測定箇所 めっき皮膜厚さ測定箇所数は、切断面 (板厚面) または端部及び角から10㎜以内の部分は除き 製品の大きさによって❶〜❺のいずれかに依る。 ❶ 2㎡以上の場合は3ヶ所以上。 ❷ 100㎠以上2㎡未満の場合は1ヶ所以上。 ❸ 100㎠未満の場合は1ヶ所。 ❹ 2mを超える長さの場合は、両端及び中央の3ヶ所。 ❺ 2m以下の場合は、中央の1ヶ所。 操作及び付着量への換算 1カ所につき5点以上を測定し、その平均値を1ヶ所当たりのめっき皮膜厚さとする。 なお、測定点数は受渡当事者間の協定によって5点以外としてもよい。 換算付着量は、めっき皮膜密度を7.2g/㎤として換算する。 付着量(g /㎡) =7.2×めっき厚さ (μm) 2 磁力式厚さ試験(膜厚測定) 測定参考例 ■100㎜×100㎜試験片の測定箇所 ■製品の溝形鋼2,100㎜を試験片とした場合の測定箇所 10㎜ ❹ 10㎜ ❷ ⓫〜⓯箇所 ❺ ❶ (5点測定) 2,100㎜ ❻〜❿箇所 (5点測定) ❸ ❶〜❺箇所 100㎜ (5点測定) t ※1箇所につき5点測定し、 両端及び中央の3箇所、 計15箇所します。 5点測定の平均値を1箇所当た りの、 めっき皮膜厚さとします。 100㎜ ※■の範囲は測定除外です。 硫酸銅試験 必ず試験片を用意してください。めっきされた試験片を硫酸銅溶液の中に60秒浸漬し、 これを規定回数繰り返し、試験片表面の金属銅析出の有無を目視で判定する方法。 ※硫酸銅試験1回当たりの浸漬では、8μm程度の厚さが減少する。 密着性試験 目視による方法 仕上げ完了後、ハンドリングによるめっき皮膜の亀裂、又は剥離の有無を調べる。 めっき皮膜に亀裂または剥離がない場合は、合格とする。 ハンマ試験 必ず試験片を用意してください。 JIS H 0401に規定されたハンマで試験片に打撃を加えた時のめっき皮膜の表面状態を調べる。 試験片は、表面が平坦で約40㎜以上×40㎜以上×厚さ8㎜以上とする。 打撃は、 4㎜間隔で平行に5点行い、その打痕間の剥離及び浮き上がりを調べる。 ただし、角または端から10㎜以内は試験対象外とし、 また同一箇所を2回以上叩いてはならない。 ハンマ試験を行った結果、打痕間に連続した浮き上がりまたは剥離がない場合は、合格とする。 ハンマ試験参考例 R75 a 90° 20 かし材・質量約70g 硬さ (ビッカース硬さ) HV284以上 先端角度90° 刃先R0.8以下 a部詳細 60 90° 試験片 頭部質量213±3g 3 3めっき可能な素材サイズ 各工場のご紹介 鶴見工場について 鶴見 SINCE1951 2サイズの釜(めっき槽)を有し、 サイズに適した めっき と環境問題に取り組み、 高品質を可能に。 最新の技術情報と環境対応型商品の亜鉛めっきを始めた鶴見工場。 横浜ガルバーの最新技術及び高品質を支えるスタッフと設備がここにあります。 3,600 (3,300) 1,300 (1,200) コラム柱のめっき可能な仕口部の最大寸法 例 1,700 (1,600) 小釜 3,600×1,300×1,700 1基 6,500 (6,200) 1,300 (1,200) 大釜 6,500×1,300×1,900 幅1,200㎜ 1,900 (1,700) 1基 ↑は引き上げ方向、( 小釜1,600㎜ 大釜1,700㎜ )は有効寸法です 吊能力 3t/単重 幅1,200㎜ 小山工場について 小山 SINCE1998 長さ12,200㎜、深さ3,000㎜まで対応可能な大型めっき槽完備。 複雑で大型な鋼構造物に対応するための最新鋭機械設備と、 充分な幅と深さを有する12m級の 大型めっきラインは、 敷地面積の大きさと相まって、 ハンドリングも含め、 大規模な処理能力を発揮します。 2,100 (2,000) コラム柱のめっき可能な仕口部の最大寸法 例 3,200 (3,000) 12,500 (12,200) 幅2,000㎜ 3,200 (3,000) 12,500×2,100×3,200 ↑は引き上げ方向、( )は有効寸法です 深さ 20t/単重 国内最大級 は 能力 場吊 工 よ!! 小山 級だ 大 も 最 製品 国内 たい 重 り のだ! かな 来る 出 きが めっ G!! ぞY い 凄 4 3,000㎜ 吊能力 幅2,000㎜ 4前処理工程で除去出来ないもの 前処理はキレイなめっきの重要な工程 1:脱脂時のご注意 苛性ソーダ・ オルソケイ酸ソーダ 5〜12%溶液 70〜90℃ 脱脂 (ニスや油脂の除去) で除去出来ないもの ■厚いニスや油脂類の焼付き ■油性のペイントマーカーやマジック※ ※P17参照(マーキングは水性マーカーを使用して下さい) 2:酸洗時のご注意 硫酸5〜15%溶液 溶液40〜60℃ または 塩酸5〜15% 溶液、 常温 酸洗 (錆や黒皮の除去) で除去出来ないもの ■深い赤錆 ■熱処理による厚いスケール 3:その他のご注意 他に、 こんな物も前処理で除去出来ません ■シール粘着跡 ■塗料の付着 ■溶接スラグ ■スパッタ ■スパッタ防止剤 ■鋳 砂 キレイな仕上りの為に上記の付着がある場合は、 ブラスト処理等、 機械的に除去する必要があります て ... て深く が付着 .... く 多 サビが プライマー め サビ止 ... ... いよ なぁ 困った 除去できな で 前処理 前処理 は 大切だ ワン! 5 5吊り方に関するポイント めっき用吊り孔と吊り方について 吊り孔と吊り金具の例 吊り孔と、吊り金具は、製品の形状や重さによって変わりますので、ご相談下さい。 例:肉厚重量加工品 ※吊り孔・吊り金具が無い場合 例:鉄板類 ― 5 ― 5 ℓ1 ― 5 ℓ1 20~50 ℓ2 吊り孔10φ以上 深さ 深さ ℓ2 ℓ1 ※鶴見工場ℓ1 = 6,200ℓまで 小山工場ℓ1 = 12,200ℓまで 製品の吊り方の例 階 段 枠製品 架 台 溝形鋼 は ん、 吊り方 もちろ は 性 安全 りにも の仕上 き っ め 。 ますよ 影響し 6 吊り金具溶接 ― 5 ℓ2 6めっき浴へ浸せきするための条件 確認ポイント紹介 確認ポイント:1 空気が入っていませんか? ■鉄と亜鉛は比重が近く、製品内に空気が入って いると、めっき浴の中に製品を浸せきする事が 出来ません。 鉄の比重…7.85 確認ポイント:2 溶融亜鉛の比重…約6.6 ←空気を抜く孔が必要 空気、亜鉛抜きの孔、開口はありますか? ■製品上部には空気を抜く孔。下部には亜鉛を 入れて抜くための開口が必ず必要になります。 ←底面は開口 (孔の場合は出来るだけ大きく) 確認ポイント:3 ←貼り合わせ 空気 密閉構造になっていませんか? 貼り合わせの様な二重構造になっていませんか? ■密閉構造や貼り合せ部に前処理液などの水分が 入った場合、体積が約3,000倍に膨張して水蒸気 爆発を起こす危険性があります。 ※貼り合わせ部の溶接についてはP12を参照願います。 空気 や亜 鉛の 「歪 流れ み」や をス 「や 「水 ムー け 蒸気 」の原 ズに 爆発 因に しな 」 安全 を起こ な いと った 面に し、製 り 影響 品 が をす 破損 るの したり で十 する等 分注 意し てね 。 7 7製品の孔あけポイント A.形鋼製品の場合 ❶ 改良スカラップ工法・ノンスカラップ工法の加工例 隅角部 改良スカラップ工法での柱梁接合部 柱フランジ すみ肉サイズ+5㎜以上 孔加工 径35mm以上 梁フランジ ウェブ スカラップ R35mm以上 すみ肉サイズ+5㎜以上 回し溶接部止端 ノンスカラップ工法での柱梁接合部 スカラップ R40mm以上 柱フランジ 梁フランジ ウェブ ノンスカラップ工法の不具合例 不めっきが 亜鉛溜まりや、 発生する可能性がありますので 営業担当者と 打ち合わせ願います。 8 A.形鋼製品の場合 ❷ 空気溜まりはめっきの大敵です。 袋 状になる箇 所には空気が 溜まり、ニス・油脂・錆・黒 皮などを前処 理 工 程で除 去出来ないため、 不めっきになります。また、亜 鉛が流出できない 場 合、亜 鉛 溜まりが起こります。 空気溜まり=不めっき 1 空気溜まり=不めっき 2 3 スカラップ 3つの面が集まる部分にはスカラップが必要です 亜鉛溜まり スカラップの取り方の例 スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ スカラップ めっき にはス カラッ 必要ダ プが ヨ! ! ヨシ! ! 9 7製品の孔あけポイント B.パイプ製品の場合 亜鉛めっきに孔は絶対必要です! 製品を溶融亜鉛めっきする際は、空気を抜く孔や亜鉛を流入、流出する孔が必ず必要です! 内部孔の場合 同径 外部孔の場合 内部貫通孔 孔あけ 孔あけ 孔あけ 孔はなるべく際に! オープン オープン 孔あけ オープン ■穴あけ加工例 立体加工の孔位置 内部貫通孔 孔あけ 孔あけ オープン 孔あけ 内部貫通孔 オープン オープン オープン オープン オープン 孔あけ 注 空気抜きの孔はパイプ内径とほぼ同径が必要となります。 、 方が 孔の 部 内 比べ 孔に 外部 るよ! にな 質 高品 コーナー付近の孔はなるべく際にあけてください。 推奨空気抜き用孔径(例) パイプ径 推奨孔径※ 50A [60.5ø] 40A [48.6ø] 32A [42.7ø] 25A [34.0ø] 20A [27.2ø] 15A [21.7ø] 22ø 20ø 16ø ※孔径は製品構造によっても変りますので、事前にご相談下さい。 10 14ø 12ø 10ø C.パイプ、 その他の場合 密閉構造の場合 両端とも内径に等しく開放できない場合、図のような切欠きを付ける。 ■切欠きの大きさは内面積の30%以上解放されているものとし、素材直径が76㎜未満は45%以上とする。 丸パイプ 角パイプ オープン 孔あけ 孔あけ 孔あけ ( ベース側) オープン 孔あけ 孔あけ 孔あけ (ベース側) 内面にカエリがある場合 仕切板 ダイヤフラム部の孔あけ目安 H *単位㎜ W ボックスサイズ 中央孔直径 600+600 200 150 450+450 150 130 400+400 150 100 350+350 150 75 300+300 130 75 250+250 100 75 200+200 100 50 150 +150 75 50 [H+W] A B 安は の目 け 孔あ 見表を 早 右の てね。 し 活用 A 四隅孔半径 B 11 8溶接合せ加工について 溶接での貼り合わせ 鉄板の貼り合せ時のご注意 密閉状態にならない様な対策はされていますか? ※1 ※2 ■貼り合わせ構造部は爆発事故を防止する為、必ず孔あけ又は断続溶接を行い密閉状態にならない様に しなければなりません。面積が大きい場合は溶接せず、単品毎めっきを行いボルト接合とするか 400㎠を ※3 超える毎に1個所の栓溶接をする事も一つの方法です。 鉄板の貼り合わせ 断続溶接 全周溶接 A A A B A B B B 10ø以上の孔 全周溶接 ※1 密閉状態で溶接ピンホールから水分がしみこみますと、めっき時、 亜鉛浴中で水蒸気爆発を起こし大変危険です。 A B a ※2 貼り合わせ隙き間に水分が入りますので、めっき後の錆汁発生は まぬがれません。 b 栓溶接 ※3 貼り合わせ部の面 積が 400㎠を超える場 合は左の図の様に 全 周溶 接 を行 い 、Bに孔を開けAと栓 溶 接 を行 い穴を埋め、 溶接部分は、平滑に仕上げを行う方法もあります。 a×b=400㎠を超える毎に1箇所加工を行う。穴径については 板厚によって異なるため、事前打合せを行って下さい。 長尺品貼り合わせ時のご注意 断続溶接または、ちどり溶接がされていますか? ■長尺品の合わせ構造は、図の様に断続溶接または、ちどり溶接を行って下さい。部材間の板厚差が大きい場合、 溶接割れや板厚が薄い部材に変形及び亀裂が発生する場合があります。 長尺品の貼り合わせ 貼り合 せ品の めっき につい ては 事前相 談した 方が 安心で す。 変形例 ※防止策として長尺製品を分割する事で変形及び亀裂の発生を軽減できます。 12 9めっきによる歪について 歪の発生パターン❶ 歪についてもっと知ろう! 歪の発生には多くの要因が起因します。 ■歪の発生には、製品の構造・寸法及び構成する部材の形状・板厚、製作工程における曲げ加工や溶接の残留応力、 更にめっき条件等の数多くの要因が関与します。従って、めっき歪量を事前に定量的に予測する事は 極めて困難ですが、左右対称の構造であれば歪は少なく、溶接箇所が少ない方が単純な歪となります。 単体の場合[溶接加工が無い場合] ■鋼材の板厚の薄い物、長尺の物ほど歪量が大きくなる。 例:鉄板類 めっき前 波打ち歪が発生 全体的な湾曲の歪が発生 例:形鋼類 山形鋼 H鋼 溝形鋼 めっき前 H形鋼の場合は捻れる事もあります 例:鋼管類 ■小径管の場合、長さに比例して全長に対する歪量が増加する。 ■径大管の場合、管径に比例して真円度が悪くなる。 丸パイプ 角パイプ 例:鋼板類の残留応力 ■熱間加工時に生じた歪みを冷間加工で矯正すると、残留応力が 生じます。めっき時の加熱によりこの残留応力が解放されて、 もとの状態に戻ろうとするため、歪みを生じることとなります。 は 。 原因 んだぁ 歪の い な ゃ まで 1 つじ ら、ボク た .... 考えて たような き 歪んで 鋼板 めっき前 冷間加工の残留応力による歪み 13 9めっきによる歪について 歪の発生パターン❷ 溶接加工 発生例 ■異なる素材の組合せの場合 ■板厚差が大きい組合せの場合 L H 波打ち発生 反りと捻れ発生 波打ち発生 残留応力による発生例 縞鋼板 めっき前 溶接の残留応力による歪 溝形鋼 溶接側に引っ張られて全体的な反りが発生します。 又、 薄物の場合には波打ちが発生します。 溶接方法 ■溶接方法と歪みの関係は、基本的には下図のようなことがいえますが、全体的な構造や溶接条件などに より発生しない場合もあります。 めっき前 めっき後 歪発生 少ない 14 歪発生 少ない 歪発生 し易い 歪発生 し易い 歪やや発生 し易い 歪最も発生 し易い 10歪を抑える為の方法 歪を軽減することは可能です❶ ■薄板加工や溶接構造物の場合、歪発生はまぬがれませんが、次に挙げる方法によって、多少は発生を 抑える事ができます。 1 :素材の板厚が大きく異なる組合せは極力避け、めっき後ボルト接合をするのが望ましい。 2 :2.3 ㎜以下の薄板の溶接加工は避けた方が望ましい。 3 :折り曲げや溝つけ加工にする。 4 :補強を入れる。 ■鋼構造部材では、補強材のあるものは歪が小さくなる。 または など 5 :応力を逃す孔をあける。 ■孔をあける事によって鉄板の波打ちを少しは抑える事ができます。 ■上部を分割する等によってさらに波打ちを抑える事ができます。 6 :溶接で拘束しない構造(縁切り)にする。 拘束しない 拘束しない 7 :部材間の溶接の板厚比を2.5以下にする。 ■板厚比が大きく異なると熱膨張の度合が異なり、波状の変形や 溶接部の破損が生じます。 t1(薄板) t2÷ t1≦ 2.5 以下が望ましいです。 ここ は 要チ 、 ェッ クだ ワン ! (厚板)(薄板) t 2(厚板) 15 10歪を抑える為の方法 歪を軽減することは可能です❷ 歩廊・階段踊り場の歪み防止対策 W=1,000未満 ▶ 板厚4.5㎜以上 歪み防止のために 好ましい板厚 W=1,000以上 ▶ 板厚6.0㎜以上 歪み防止のための 補強材の取り方 裏面にFBまたはアングル材を400㎜以下の 間隔で入れる。 ※写真参照 歪み防止のための 分割形式 踊り場 部をコの字 型 加 工し分割にする。 ※図 参 照 裏面に補強材を入れた床板 階 段 踊り場 W 踊り場分割部の拡大図 径大管の歪み防止対策 ■径大管の場合、一般的に管径に比例して真円度が悪くなったり、溶接の 接続部において座屈を起こすことがあります。これらの現象を防止するため には、下記のような対策をとることが必要です。 ⅰ)管径に応じて板厚を増やす。(管長が管径の3倍以上の場合) ⅱ)歪・座屈を防止するため端部・内面に補強材を入れる。 れば をす 工 だ! た加 るん き 適し で 軽減 歪は で、 す。 る事 りま 減 が 歪が に繋 向上 の 品質 16 管 径 必要最低板厚 D<500 t>3.2㎜ 1500>D<500 t>4.5㎜ 1000>D<1000 t>6.0㎜ D<1500 t>8.0㎜ 11判別方法 マーキングの方法及び注意点 めっき前の塗料による判別方法 ■亜鉛めっき前処理工程(脱脂・酸洗)で除去可能な塗料、水性マーカー等をお使いください。 (推 奨 銘 柄としてはサクラ水溶性マーカー WSC、ピグマックスマーカー、三 菱ユニポスカ等) めっき後の判別方法 1:刻印付のメタルタグを取り付ける 文字は大きく、打刻は深く! ■本体または金札に刻印(文字サイズ10㎜以上)を できるだけ深く打刻して下さい。 金札に刻印 2:溶接札を取り付ける 打ち抜き、または溶接! ■金 札に 文 字・数 字 を写 真 のように溶接で描く。 また、打ち抜く方法も有効です。 金札の取り付けには、 10番線より太い番線を使用して下さい。 金札に溶接記号 3:製品に直接刻印する 溶接での本体マーキングも効果的! ■本体に溶接で文字・数字を図のように描く方法は、 使用範囲が限定されますが、有効な方法の1つです。 本体に溶接 マーキ ングが 消えち ゃった ... どうし よう . .... 17 12かん合のクリアランス ボルト、ナット及び可動部分のめっきについて クリアランスは規格で異なります。 ■通常寸法のボルト・ナットをめっきすると、めっき皮膜によってはめ合わせが出来ないため、めっき前に オーバータップするか、めっき後、タップ立てする必要があります。めっき前にあらかじめオーバータップ する場合のクリアランスは次のように、ボルトサイズ、種々の団体規格により異なっています。 [ 1 ] ボルト・ナットのクリアランス 日本橋梁建設協会の標準クリアランス ボルト 標準寸法 ナット 0.4㎜タッピング (めっき後) 鉄塔用ボルト・ナット ■現在M8以上、付着量HDZ-35の場合は、ナットを 左記のようにオーバータップした後、めっきします。 ボルト 標準寸法 ナット 0.8㎜タッピング (めっき前) 参 考<日本電気工業会> A ボルト ナット 種 標準寸法 B 種 0.3㎜減少 0.6㎜タッピング ■溶融亜鉛めっき鋼板桁橋梁設計示方書(案)では、 締付特性、ナット引張強さ、ねじ精度の管理面に より、めっき後ナットを 0.4 ㎜タッピングするよう 規定しています。 ただし、付着量HDZ-55の場合は、めっき後ナットを0.4㎜ タッピングします。 ■左記寸法によってオーバータップした後、めっき します。 めっき用ボルト・ナットのクリアランスは、用途によって 多少相違があります。 0.3㎜タッピング [ 2 ] ボルト孔径のクリアランス d≦20 r≦d+1.4〜1.6 d>20 r≦d+1.9〜2.1 d:ボルト径 r:ボルト孔径 ■通常、黒素材のボルト孔のクリアランスは国土交通省 告示により、M20以下の場合、 +1.0㎜、M20以上で +1.5㎜と定められています。しかし、めっきの場合、 規格・構造・板厚によってめっき皮膜が厚くなる為 標準寸法より0.4㎜〜0.6㎜拡大する必要があります。 [ 3 ] 可動部等のクリアランス スリーブジョイント 18 可動部 ■スリーブ、シャフト、シャックル、ハンドル、ヒンジ等の かん合部、可動部のある素材は分解してめっきする 必要があり、通常直径 2.0㎜以上のクリアランスを 必要とします。ただし、用途、精度上、一様に規定 することは困難ですので事前にご相談ください。 13マスキング [ 非めっき] 処理方法 ボルト、ナットや部分非めっきについて [ 1 ] ネジ部と部分非めっき処理 ■ボルトやナット単体ではめっき後に遠心分離機等により、ネジ部のたれ切りが可能ですが、鉄骨構造物に ついている場合は次のような処置を施しています。 めっき前に非めっき処理 ■めっき前には非めっき部分にボルトやパテ養生や特殊な塗料を塗布する。 ボルト シール材を巻いて ボルト締め 耐熱特殊塗料を めっき前に塗布 ※めっき後はずす ナット内径部にマスキング (パテ等) めっき後の亜鉛除去 ■めっき後、 小径の場合タッピングによるネジさらいにて除去する。 ↓ タップ ナット→ タッピング加工 タッピング加工 めっき後の溶接加工 ■部分非めっき処理することで、めっき後の溶接も 可能です。 現地 溶接 必要 とさ 作業等 非め れる で っ 必ず き処理 事前 に に連 ついて 絡し は てね 。 19 14高力ボルト添接面の処理方法 溶融亜鉛めっき高力ボルトによる摩擦接合 表面処理をすることで基準値以上のすべり係数を得られます ■通常、溶融亜鉛めっき処理した鋼材をそのままの状態で高力ボルトによる摩擦接合した場合、建築基準法に 定められたすべり係数は得られません。 しかし溶融亜鉛めっき施工後に摩擦接合面へ下記のような表面処理をすることで、基準値 0.4 以上の すべり係数を得ることができます。 ブラスト処理 ■ショットブラスト、グリッドブラスト、 サンドブラスト等によって表 面 粗 度 を (50μmRz) 以上にすれば、0.45〜0.50 程度のすべり係 数が 得られる。 ※ブラスト作業によりめっき合金層付近からめっき 皮膜が剥離する事があるので注意が必要です。 タナカ‒FC処理 施工中 タナカーFC処理(リン酸処理) ■摩擦 接合面を目荒らしした後に所定の、 りん 酸 亜 鉛 処 理 液 を塗 布し、その 後 自 然 乾 燥 さ せるだ け で 規 定 のすべり 耐力が得られる。 タナカ‒FC処理後 溶融亜鉛めっき高力ボルト接合設計施工指針および 溶融亜鉛めっき高力ボルト接合施工管理要項が改訂になりました。 ■国土交通省認定の「溶融亜鉛めっき高力ボルト接合工法」は、設計施工指針ならびに施工管理要領が 2010年に改定され、溶融亜鉛めっき高力ボルト技術協会よりタナカFC処理が指定されています。 タナカ̶FC処理の登録したすべり試験結果は、繰り返し有効です ■タナカ̶FC 処理は、一度登録すると、以後の工事におけるすべり耐力試験を省略できます。 ■タナカ̶FC 処理液と異なる種類のリン酸処理液でリン酸処理した摩擦面の組合せは使用してはいけません。 って 処理 C F 、 カ‒ だし タナ 簡単 も て とっ より ぁ! 処理 だな ! ト 利 ス 便 ラ いよ! ットブ 〜んと安 ョ シ もぐぅ コスト 20 15溶融亜鉛めっきの関連リンク ホームページのご案内 横浜ガルバー株式会社 田中亜鉛鍍金株式会社 http://yokohama.z-mekki.com エコZ(ROHS指令対応/鉛・カドミウムレスめっき) http://eco.z-mekki.com 秋田ガルバー株式会社 http://z-mekki.com http://z-mekki.com/company/c04.html 溶融亜鉛めっき鉄筋 日本溶融亜鉛鍍金協会 http://yokohama.z-mekki.com/new/data/ tekkin̲pamphlet2.pdf Ch http://www.aen-mekki.or.jp ec ki to ut ! 溶融亜鉛めっきを施すための製作上のポイント 初 版 第二版 平成23年 1 月 平成26年11月 21 本 社 〒230-0011 神奈川県横浜市鶴見区上末吉2丁目16番5号 TEL 045-575-2881㈹ FAX 045-572-4599 URL http://yokohama.z-mekki.com/ 鶴見工場<JIS表示認証工場>認証番号:TC 03 07 435 〒230-0011 神奈川県横浜市鶴見区上末吉2丁目16番5号 TEL 045-571-4081㈹ FAX 045-573-9978 E-mail [email protected] 小山工場<JIS表示認証工場>認証番号:TC 03 07 436 〒323-0115 栃 木 県 下 野 市 下 坪 山 1 8 3 8 番 地 1 TEL 0285-48-1919㈹ FAX 0285-48-1910 E-mail [email protected] グループ企業 本社工場<JIS表示認証工場> 〒555-0012 大阪市西淀川区御幣島 5 -1 - 1 TEL 06- 6472 -1231(代) 本社工場<JIS表示認証工場> 〒010-1601 秋田市向浜1-7- 3(向浜金属団地内)TEL 018-864-7500(代)
© Copyright 2026 Paperzz