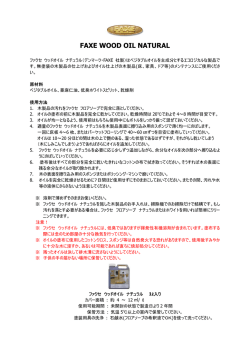
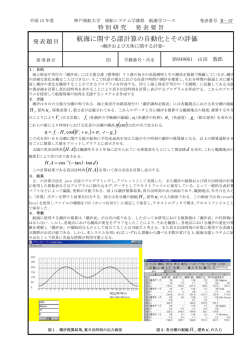
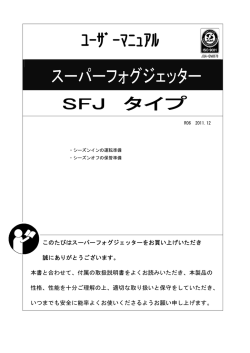
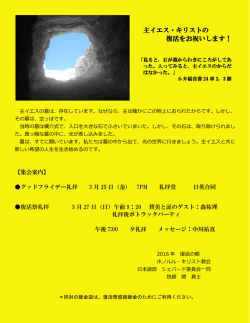
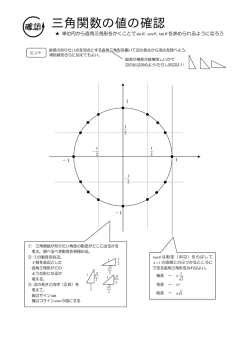
カップリングの組立・芯だし 1 軸心誤差の定義 一般に、最初に組立てられたときの芯出しが正確に行なわれているほど、カップリングの 寿命は長くなります。メーカのカタログに記載されている芯出し基準はとりあえず異常なく 廻せるためのもので、寿命を延ばすためには最初の芯出しが十分行なわれていないと 期待した運転寿命を保てなくなります。 芯だし誤差(英語でミスアライメントと言います)の定義 1.平行偏心:2軸が平行であるが、それぞれの中心線が一致してない。 2.偏角は:それぞれの中心線が交差している。 3.軸方向変位:軸方向のズレ 多くの偏心状態はこれらが組合わさって、存在しています。 平行偏芯 偏角 軸方向変位 2 1 歯車形軸継手(ギヤカップリング) JIS B1453 継手の種類は、SS(両並形)、SM(並・ミルモータ形)、SE(並・延長形)、CC(両サイド カバー形)、CE(サイドカバー延長軸形)の5種類が規定されています。 このうち、SS・SM・CC形は両方に歯が切ってありますが、SE・CE形は片側しか歯が 切ってありません。よって、SE・CE形には、偏芯量を吸収することが出来ません。 SS・CC形 SE・CE形 SM形 内筒及び外筒の振れの許容値 赤線部が芯だし 測定面となります。 3 芯だし方法 1.内筒の偏芯は、ダイヤルゲージで測定します。 2.側面の振れは、ダイヤルゲージ(ピックテスト)又はすきみゲージで 測定します。許容値はカタログを参照する。 3.高速で芯だし精度を高めたいときには、単体の振れ誤差が影響しない ように、共回しで計測します。共回しできないときは、単体で振れを計測 しておき、単体の振れ誤差が出ないようにします。 1500rpm以上では偏芯を0.05~0.1以下にします。 SS形ギヤカップリングの許容値(参考値) 外径 偏芯量 偏角 軸方向変位 100 0.75 SS・SM : 3° -0.5~+1.5 200 1.5 400 3.0 500 3.5 800 5.5 1000 7.0 CC : 2° SE : 1.5° CE : 1° -0.5~+3.0 -0.5~+6.5 -0.5~+6.5 -0.5~+9.5 -0.5~+12 但し、メーカが推奨する誤差は表の1/10以下 4 2 給脂・給油 グリス潤滑:グリスの充填方法 1.内歯、外歯の全面に塗布します。 2.一方の給油穴にグリスニップルを取り付け、他方のプラグを外しグリス ニップルを水平方向にして、スキマ部にグリスを追加補充します。 空気抜きを外してないと、グリス圧で内筒が軸方向に押されて スラスト荷重が掛かります。 グリスは一般に1号極圧添加剤入りを使用します。 給油潤滑: 1.給油穴のプラグ2ヶ所を外します。 2.上部給油穴より給油し、他方の穴から流れ出るまで給油します。 オイルは、ギヤオイル極圧添加剤入りのVG640 5 フォームフレックスカップリングの芯だし 平行誤差 偏角 軸方向変位 ギヤカップリングと基本的な誤差の考え方は同じです。 平行・偏角誤差はダイヤルゲージを取り付けて一回転させて振れを測定します。 6 3 フレックスカップリングの芯だし許容量 平行偏芯・偏角の基準は、通常0.25°、高速の場合は0.1°を目標に組立てます。 Tan(0.25)=0.004、 tan(0.125)=0.002より ・平行偏芯=L×0.002(0.004) 高速でL=500なら 500×0.002=1mmの偏芯まで可 ・偏角=D×0.002(0.004) 高速で外径100なら 100×0.002=0.2 振れが0.2mmまで可 ・平行変位は基準寸法 ±0.25 平行偏芯 偏角 平行変位 7 フォームフレックスカップリングの組立 芯だしが完了したら組立てます。 1.ワッシャの向きを間違わないようリーマボルトを入れます。 (エレメントにワッシャのRが向くように取り付ける) 2.Uナットを規定のトルクで締めます。 (ボルトを回すとバネが変形することがある) 3.Uナットは、回り止めの効果が無くなるので エレメントを 20回まで取外したら交換。 4.エレメントが変形していない事を確認 変形ささない リーマボルトの締め付けトルク ボルトサイズ ワッシャのRを エレメント側に 締付トルクN・m(Kg・m) M8 21.6 (2.2) M10 41.2 (4.2) M12 78.4 (8.0) M16 177 (18.1) M20 470 (48.0) M24 784 (80.0) 8 4 その他注意事項 ダイヤルゲージを取り付け時にたわみが無いように取り付 けること 上部と下部でたわみ量の倍の誤差がでる シングルエレメント(スペーサ無し)タイプは平行偏芯を吸収で きないので、平行偏芯は0.05以下にすること 9 チェーンカップリング 1.オイルシール(Oリング)をスプロケットにはめておきます。 2.スプロケットの側面を密着させて、偏角の調整をします。(図1) (すきみゲージで測定、許容誤差:1°、高速の場合は0.5°) 3.スケール又は定規を歯底に当てて偏芯量を修正します。(図2) (許容誤差:使用チェーンピッチの2%以下、高速の場合は1%以下) 図1 3.スプロケットのスキマを規定値に設定します。(図3) 4.両スプロケットの間とチェーンにグリスを塗り、継ぎ手で止めます。(図4) (グリスはLiグリスの極圧添加剤入り) 5.高速の場合は、グリスが遠心力で飛び散るためカバーを付けます。(図5) 図2 図3 図4 図5 10 5 パワーロック キーの代用として、テーパリングのクサビ作用で、軸とボスを固定します。 特徴 1.位相合わせが自由に出来る 2.軸方向の位置決めも容易にできる。 3.取り付け」取外しが容易 4.キー溝の加工が不要 締結原理 ボルトを締付けることにより、テーパリングが、インナリングと アウタリングを膨張させることにより、軸・ボスと締結します。 軸径やボス内径の寸法が公差内に出来てないと、 充分な締結力が出ません。 11 パワーロックの締め付け手順 取り付け手順 1.軸・ボスの内面を清掃し、オイル又はグリスを薄く塗ります。 2.パワーロックのボルトを抜き、軸・ボスの接触面にオイル又は グリスを塗ります。 ※オイルは、極圧添加剤や減摩剤の入っていないものを使用します。 3.軸・ボスにパワーロックを入れ、軸方向の位置決めします。 4.まず、規定締め付けトルクの1/4でボルトを対角に締めます。 5.次に、規定締め付けトルクの1/2でボルトを対角に締めます。 6.最後に、規定トルクで同様にボルトを締めます。 ボルトはトルクレンチで締付けます。 ※めっき処理したパワーロックで潤滑不要なタイプもあります。 12 6
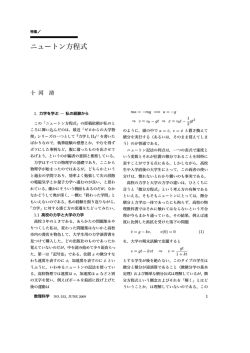
© Copyright 2026 Paperzz