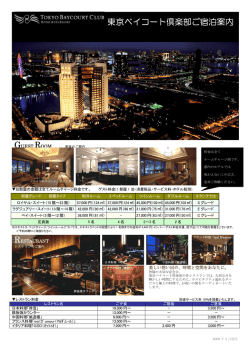
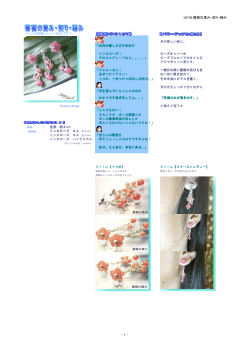
プレシジョンマシニング&フィニシング プレシジョンマシニング 工具メーカーが 競争力を持つために —— PCD、PCBN、CVDダイヤモンド、単結晶ダイヤモンドが 可能にします プレシジョンマシニング 2 成功のための パートナー エレメントシックスは、お客様とのパートナーシップを通じ て、競合から差別化できるような高い競争力を生み出すよ うな最先端の製品と素材を開発しています。エレメントシ ックスのコミットメントとキャパシティは、イノベーションと 画期的なビジネスチャンスを生み出し続けます。 イギリスのオックスフォード近郊にある最新技術を集めた グローバルイベーションセンター(GIC)は、合成ダイヤモン ドおよび超素材の研究における世界的なリーダーとしての 立場をさらに高めるとともに、超素材が持つ優れた特性 を活かして、画期的な性能を実現できる製品の開発に取り 組んでいます。 エレメントシックスは、GICでの次世代製品開発のために コラボレーションをお考えのお客様を心より歓迎いたしま す。また、製品の性能を従来よりも高めるだけではなく、こ のようなイノベーション製品の市場展開を速やかに行うこ とも可能です。 プレシジョンマシニング 3 PCDとCVDダイヤモンドグレードと特性 PCDグレードと特 性 グレード アプリケーション 特性 耐チッピング性の要求が非常 に高いアルミニウム合金のフ ライスおよび粗切削に最適で す。また、チタン及び複合材料 の加工にも向いています。 サブミクロンの粒径を使用し ています。 プロファイルルータおよびねじ 切り工具用に最適です。また、 耐摩耗部品のアプリケーショ ンにもお使いいただけます。 平均粒径2µmで、コバルト含有 量が多く、加工がしやすくなっ ています。 C TB010 1つの工具で粗から仕上げ加 工まで行うような場合に最適 です。シリコン含有量が低から 中のアルミニウム合金の加工 に推奨します。 平均粒径は10µmです。 C TH 025 高シリコンアルミニウム合金、 金属複合材料(MMC)、タング ステンカーバイド、セラミックス などでの実績があります。 平均粒径は25µmです。 C TM302 アプリケーションとしては MMC、高シリコンアルミニウム 合金、高強度の鋳鉄やバイメタ ルの加工などがあります。優れ た耐摩耗性と熱安定性を備え ています。 CTM302は耐摩耗性に優れ、か つ刃先強度と刃先品位を保つ ため、2μm と30μm のダイヤ 粒径が混在しているPCDグレ ードです。 CMX850 C T X0 02 ミクロ構 造 超微粒構造のため、鋭利な刃 先、またその維持に優れてお り、鏡面仕上げが必要なアプ リケーションに最適です。 工程が多く必要な複雑形状の 工具に最適です。 CTB010は、靱性と耐摩耗性の バランスが必要な多くのアプリ ケーションに最適の主力グレ ードです。 CTH025は非常にアブレシブな 加工条件において最適な耐摩 耗性を発揮します。 C VDダイヤモンドグレードと特 性 グレード アプリケーション 特性 CDE PL アプリケーションとしてはラミ ネートフローリング、ファイバー ボード、セメントボードの加工 があります。 導電性を備えた切削工具用 CVDダイヤモンドグレードは、 お持ちのEDMやEDGマシンで 工具製造が可能です。 CDM PL MMC、アルミニウム合金、ガラ ス繊維強化プラスチック、炭素 繊維素材の加工に実績があり ます。 切削工具向けの汎用グレード です。 プレシジョンマシニング 4 ミクロ構 造 PCDとCVDダイヤアプリケーションガイド アプリケーションに合わせたグレードおよび製品選 択 切 削 条 件と刃先 形 状 非鉄 金 属 亜 共晶シリ コン合 金 (SI<12 %)お よび 共晶シリコ ン合 金 (SI =12 %) 過 共晶アルミ ニウム合 金 鋳 物 (SI> 12 %) 5000 500 1000 100 200 10 CD E CD M C T M 3 02 C T H 02 5 C T B 010 切 削 速 度( m / m i n ) C T X0 02 C M X850 P CD/C V Dグレード選 択 送り, f (mm) f z( m m /イ ン サ ート) 切り込 み 深さ a p (m m) 0 .1 - 0 . 4 0 .1 - 4 . 0 一 般 的な 刃先 形 状 N 01 N10 F = 7-20° = 0°/+6° N20 0 .1 - 0 . 3 0 .1 - 3 . 0 0 .1 - 0 . 5 0 .1 - 4 . 0 N3 0 N 01 N10 F/E = 7-11° 金 属複合材料 (M M C ) = 0°/+6° N20 0 .1 - 0 . 3 0 .1 - 3 . 0 0 .1 - 0 . 4 0 . 2 -1. 0 0 .1 - 0 . 2 5 0 .1 - 0 . 5 N3 0 セラミック加 工 (グリーンボ ディ) 未焼結 セラミック加 工 (焼結) 焼結 銅および その 合金 N 01 マグネシウム 及び その 合 金 N3 0 バイメタル N20 F/E = 0 -7° = 0 °/- 6 ° F 0.03- 0.3 0 . 0 5 -2 . 0 = 7-11° =0 °/+6 ° F/E 0.08-0.2 0 . 2 5 -1. 0 = 7-11° =0 °/+6 ° ネズミ鋳 鉄お よび 高 強 度の 鋳鉄 複合プラスチ ック K01 F 0.08-0.2 0 . 2 5 -1. 0 = 7-11° =0 °/+6 ° K4 0 01 F/E 0 .1 - 0 . 2 0. 2-3. 0 = 7-11° =0 °/+6 ° 20 S 01 F/E 0 .1 - 0 . 2 チタン S30 0.2- 0.5 = 7-11° =0 °/+6 ° 被削材特性と切削パラメータをもとにして、切削工具に対する要件、ひいては工具素材特性の最適なバ ランスが決まってきます。例えば、被削材の組成などのアプリケーション知識があれば、最適なグレード 選定や適切な工具形状の選択が容易になります。被削材の組成と加工パラメータ(vc, f, ap)には密接な 関係があることが多いため、各パラメータに対し、ある程度幅を持たせた一般的な数値を提案していま す。 プレシジョンマシニング 5 凡例 =すくい角 F = シャープ E = ホーニング =逃げ角 PCD製品群 P CDディスクの 仕 様 グレード 外径 (M M) P CD の 使 用 P CD 層 可能エリア (M M) (M M) C M X850 76 70 0.3 C M X850 76 70 0.5 C M X850 76 70 1. 0 C T X0 02 76 70 0.5 C T B 010 76 70 0.3 C T B 010 76 70 0.5 C T B 010 76 70 0.7 C T B 010 76 70 1. 0 C T H 02 5 76 70 0.5 C TM302 76 70 0.5 C TM302 76 70 0.7 C TM302 76 70 1. 0 C TM302 76 70 1. 5 P CD 層厚 み (M M) 全 体 厚 み (+/- 0. 05M M) 0. 8 1 ü ü 1. 2 1.4 1. 6 ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü 2.0 3.18 8 . 0 0 0. 20 - 0.45 0.40 - 0.60 ü ü ü ü ü ü ü ü ü ü ü エレメントシックスは、PCD層の状態を示す特殊な超 音波スキャン図を提供しています。スキャン図に示さ れた「ノースポイント」は、ディスクにレーザーで印を つけた「ノースポイント」と一致するため、使用領域を 最適化することが可能になります。 プレシジョンマシニング 6 0. 20 - 0.45 0.40 - 0.60 ü 0. 53 - 0. 88 0 . 8 8 - 1.13 0.40 - 0.60 0.40 - 0.60 ü ü ü PCD 層スキャン図 0 . 8 8 - 1.13 0.40 - 0.60 0. 53 - 0. 88 0 . 8 8 - 1.13 ü 1. 3 5 - 1. 8 8 適切なPCDグレードの選択 幅広いアプリケーションに対応するPCDグレード PCDグレードの選 択で 考慮すべき4つの 主な要素 合成技術と新製品の開発能力の向上により、工具の性能 に対するあらゆる課題に対応するための特性を備えた CMX850とCTM302が誕生しました。CMX850は加工性と性 能との最適なバランスを実現、CTM302は究極の耐摩耗性 を発揮します。 アプリケーション における挙動 –– 耐チッピング性 –– 耐摩耗性 –– 放電性 加工特性 被削材のアブレシブさ WORKPIECE ABRASIVITY –– 研削性 CTM302 MMC MMC AlSi ALLOYS Si AiSi 系合金 > Si>13% 13% CT H 02 5 AlSi ALLOYS Si AiSi 系合金 < Si<13% 13% CT B 01 0 CMX85 0 CT X 002 展伸アルミニウム合金 WROUGHT Al ALLOYS SUPER 超仕上げ FINISHING FINISHING 仕上げ GENERAL 一般加工 MACHINING ROUGHING 粗加工 SUPER 超仕上げ FINISHING FINISHING 仕上げ GENERAL 一般加工 MACHINING APPLICATION SEVERITY アプリケーションの過酷さ 素 材と機械 加工 エレメントシックスのPCDグレードは、アプリケーションに おける挙動と工具への加工特性との理想的なバランスを もち、切削作業での要件を満たします。 アプリケーションにおける挙 動 グレード C M X850 粒径 1µm C T X0 02 2µ m C T B 010 10 µ m C T H 02 5 2 5µ m C TM302 2-30 µ m 耐チッピング性 加工特 性 耐摩 耗性 放電 加工性 プレシジョンマシニング 7 研削性 ROUGHING 粗加工 エアロダイアナミクス – PCD回転 工具 用素材 グレードと特 性 グレード A 3MT チューブ アプリケーシ ョン ミリング 粒径 中粒 特性 –– 従来の超硬エンドミルに比べ、最大 で250倍の耐摩耗性向上 –– 加工速度が最高12倍アップ –– PCDがチューブ形状になっているの で、フルートの角度と方向を自由に設 定可能 A 3MH へリック ス ミリング 微粒 –– ヘリカル形状のため、より低い工具へ の抵抗と良好な切り粉排出性を実現 –– 高い熱伝導性と低い摩擦係数によ り、加工熱の低減と耐溶着性を発揮 –– 鋭いPCDの刃先が繊維をきれいに 切断 A 2DS シェブロ ン ドリリング A 3D P プレー ナー ドリリング 粗粒 –– 超硬ドリルの10倍の工具寿命向上 –– フルディスクか半月形状で提供可能 –– ご注文によりEDMによるカットピース 販売が可能 微粒 –– ドリル先端部形状を柔軟に設計 –– 超硬ドリルと比較して工具寿命が10 倍以上向上 –– 工具への抵抗を低減するため大きい レーキ角を取ることが可能 A 3D C コーン ドリリング 中粒 –– 従来の超硬コートドリルと比較し、耐 摩耗性が大幅に向上 –– 工具寿命のばらつきを抑制 –– アルミニウムおよび/またはチタンと CFRPのスタック材ドリル加工に最適 プレシジョンマシニング 8 自由な工具設 計を実現 回転工具用素材のエアロダイアナミクス製品群は、全く新 しい形状のPCD工具の設計を可能にし、PCD工具設計に おける既存の課題を解決することが可能です。 –– フルート形状を自由に設計 –– 複数のフルート –– フルートの角度と方向の自由 エアロダイアナミクス - 複合材 加工工具に変革をもたらす 超硬コート工具の置 き換えとして、こうし た次世代複合材加 工用工具ソリューシ ョンは、複合材部品 の製造要件を満たし ます。 3次 元 超 硬 工 具 2次 元 P CD 2フルート工 具 P CD 超 硬 裏付きディスク ミリング工具向けの画期的なAD - M3素 材 3次 元 P CD 複 数フルー ト工 具 P CD 回 転 工 具 用素 材 複 雑なドリル 形 状を実現するユニークな AD - D3素 材 エアロダイアナミクスのミリング工具向け製品群は、超硬 コート工具よりも大幅に生産性を向上します。 エアロダイアナミクスのドリリング工具向け製品群は、超 硬コート工具よりも大幅に生産性を向上します。 –– 加工速度が3-12倍アップ* –– 工具への切削抵抗の低減* –– 切粉排出性の向上* –– 超硬コートドリルと比較し、耐摩耗性が大幅に向上* –– CFRPのドリル加工において工具寿命が10倍向上* –– アルミニウム・CFRPスタック材のドリル加工速度が2倍 向上* –– 工具寿命のばらつきを抑制* –– 被削材の良好な仕上げ精度* 優れた表面仕上げを実現 コートなし超 硬 工 具 AD - M 3チューブ 5mmのCFRPテストピースの表面仕上げ 5mmのCFRPテストピースの表面仕上げ プレシジョンマシニング 9 C VDダイヤモンドグレードと特性 グレード アプリケーション 特性 ミクロ構 造 CDE PL 様々なサイズ、形状のレーザーカッ ト品が提供可能で、MMC、炭素繊 維素材、木工製品の精密加工に実 績があります。 導電性を備えた切削工具用 CVDダイヤモンドグレードは、 お持ちのEDMやEDGマシンで 工具製造が可能です。 CDM PL 様々なサイズ、形状のレーザーカ ット品が提供可能で、MMC、炭素 繊維素材の精密加工に実績があ ります。 切削工具向けの汎用グレード です。 エレメントシックスのC VDダイヤモンドを使 用するメリット:C VDITE –– 中粒径グレードのPCDと比較し高い耐摩耗性 –– 極めて高い耐摩耗性 –– 優れた熱安定性と熱伝導性 –– 高温の加工条件で行われるアプリケーションに最適 –– バインダー不使用のため化学的に非常に不活性 –– 高純度 グレード 粒径 CD E 60 -80µm CDM 60 -80µm C T B 010 10 µ m アプリケーションにおける挙 動 加工特 性 耐チッピング性 放電 加工性 耐摩 耗性 研削性 該当なし 適切なC VDITEグレードの選 択 C VDITEとPCDの寿命 エレメントシックスのCVDITEは通常、高い耐摩耗性が求 められる非鉄素材の機械加工に推奨されます。CVDITE は、PCDよりも高い熱安定性と耐摩耗性を備えています。 アプリケーションによる耐摩 耗性 µm 寿 LIFE 200 200 μm CRITERIA 命基準 100 µm 寿 LIFE 100 μm CRITERIA 命基準 フランク摩耗 (μM) FLANK WEAR (µM) 高い耐摩耗性と低いすべり摩擦係数のCVDITE製品は、ド ライあるいはウェットの環境で、耐摩耗部品としても理想 的です。 200 PCD CVDite 100 0 プレシジョンマシニング 10 比率 4:1 RATIO 4:1 CVDite-PCD life CVDite-PCD寿命 TIME RATIO 比率7:1 7:1 単結晶ダイヤモンドグレードと特性 単結晶MCC アプリケーション 特性 MCCは2ポイントと4ポイントの面方位の 製品を提供しています。アクリル、銅、ゲ ルマニウムなどの超精密加工で、非常に 優れた表面仕上げを実現します。 非常に高い純度で製造するため、外観は無色で す。低い熱膨張、極めて高い耐摩耗性、優れた耐 チッピング性、高い熱伝導性を備えています。 MONODITE アプリケーション 特性 MONODITEの主なアプリケーションとし ては、超精密加工用の切削工具、バニシ ング工具、ワイヤーガイドなどの耐摩耗部 品です。 独自の高温高圧合成プロセスで製造しており、色は淡黄色です。この単 結晶合成ダイヤモンドは、ばらつきが少なく、その特性や挙動を予測す ることができるので、切削工具のアプリケーション要件を満たす合成ダ イヤモンドとしては最高の選択肢です。 製品 群 製 品の主な特 徴 主なアプリケーション M SP 刃先の長い工具向け、石ごとに価格 を設定した製品 長いエッジが必要な要件(例:プ ロファイル工具) MLP ほぼ長方形のログ形状で研磨仕上 げ、刃先の長い工具用途に推奨 長いエッジが必要な要件(例:刃 先のうねりを管理した工具) 研磨加工したプレートで、形状に合 M T L (長 方形) M T T (三角形) わせてレーザーカットした製品。 M T R (円 形) MXP 内接四角形を保証するほぼ正方形 状のプレート MWS P T4 内接円直径を保証するほぼ円形状の プレート MWS P T 2 面方位が2ポイントの研磨仕上げの プレート 超仕上げ用切削工具、バニシン グ工具、耐摩耗部品、ワイヤーガ イドなど。使いやすい形状にカッ トされている。 超仕上げおよび精密加工(例:貴 金属およびMMC素材)) エレメントシックスの単結晶を使 用する メリット: –– 表面の面粗度はナノメートル単位のオーダーで、形状精 度は通常サブミクロンで実現 –– 高い安定性、予測可能な特性と挙動 –– 切削工具の刃先精度を10nm単位で、形状精度をマイク ロメーター単位で製造することも可能 –– 従来のPCD工具素材では実現できない、優れた表面 仕上げと精度を達成 プレシジョンマシニング 11 PCBN標準製品シリーズ その 他のサイズと形 状についてはご相談ください。 P CB N 超 硬 裏付きディスク製 品 群 グレード D CN 450 D CC 50 0 D C X650 D BW85 D BS9 0 0 ディスク外 径 (M M) 76 76 76 76 76 P CB N 使 用可能 エリア(M M) 70 70 70 70 70 P CB N層(M M) 全 体 厚 み( (+/- 0. 05M M) 0.7-1. 0 0.7-1. 0 0.7-1. 0 0.7-1. 0 0.7-1. 0 1. 6 2 . 38 3.18 4.76 ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü ü 低 含有ソリッドP CB N 製 品 群 グレード DSN 450 DS C 50 0 導電性 / 非 導 電性 1.0 1. 6 導電性 導電性 ü ü ü ü 全 体 厚 み (+/- 0. 05M M) 2 . 38 3.18 4.76 6 . 35 ü ü ü ü ü ü ü ü ディスク外 7.9 4 径 (M M) ü 94 ü 94 P CB N 使 用可能エリ ア (M M) 90 90 高含有ソリッドP CB N 製 品シリーズ 牌号 導電性 / 非 導 電性 A MB9 0 非 導電性 A MK 9 0 非 導電性 全 体 厚 み (+ / - 0.13M M) 3.18 4.76 6 . 35 ü ü ü ü ü ディスク外 径 (M M) P CB N 使 用可能エリ ア (M M) 97 97 97 97 PCBN シンスキャン 独自のカットセグメントサービス エレメントシックスは、PCBN層の形状を示す特殊な超 音波スキャンをご用意しています。 迅速で高品質かつ費用効果の高い当社のカットサービ スは、様々なメーカーのレーザーカットマシン、および放 電加工機(EDM)を使用しており、非常に大きいキャパ シティがあります。ご希望に応じ、標準形状も特注の複 雑形状にも対応いたします。 エレメントシックスは、PCBN層の状態を示す特殊な超 音波スキャン図を提供しています。スキャン図で示さ れた「ノースポイント」は、ディスクにレーザーで印をつ けた「ノースポイント」と一致するため、使用領域を最 適化することが可能になります。 独自のセグメンテーション技術 大規模EDM設備およびレーザーカット技術 プレシジョンマシニング 12 PCBNグレードと特性 グレードと特 性 グレード アプリケーション 特性 中断続の旋削と仕上げミリング、また高速連続旋削 約45% のCBN含有量 に向いています。 サブミクロン粒径のCBN 競合グレードと比較して最も優れた耐クレータ摩耗 DSN450 性を備えています。販売しているグレードの中で最 TiCNバインダーを採用 (ソリッド: も細かい粒径を採用しており、サブミクロンレベル PCBN層のみ、 の表面仕上げを実現できます。 超硬の裏無し) D CN450 ( 超硬 裏付き) D CC 50 0 ( 超硬 裏付き) DSC 50 0 (ソリッド) D C X650 一般的な自動車用鋼材の連続および軽断続加工に 約50% のCBN含有量 向いています。耐摩耗性に優れているため、冷間工 具鋼または、種類によってはバルブシート合金の加 平均粒径1.5µmのCBN 工に最適です。また高強度鋳鉄の仕上げにも推奨 TiCバインダーを採用 されます。 一般的な焼入れ鋼の中断続から重断続旋削に最適 約65%のCBN含有量 です。靱性と耐クレータ摩耗性、耐フランク摩耗性 のバランスを備えています。バルブシートリングのプ 弊社独自のマルチモー ダルデザインで平均粒径 ランジ加工にも使用されます。 3µmのCBNを使用 TiNバインダーを採用 D BW85 優れた強度と耐摩耗性を備えているため、ネズミ鋳 鉄の仕上げ中ぐり加工およびバルブシートの加工に 向いています。硬度があり、摩耗性の高い被削材、 例えば粉末冶金部品などの重断続切削に最適で す。また、仕上げミリングのアプリケーションでも性 能を発揮しています。 約85%のCBN含有量 平均粒径2 µmのCBN 極めて高い耐チッピング性 を得るためAlWCoBバイン ダーを採用 D BS9 0 0 長い工具寿命を求められるアプリケーションに最適 約90%のCBN含有量 です。ネズミ鋳鉄および高硬度鋳鉄の断続加工、焼 入れ鋼のミリング、一般的なバルブシートリングな 平均粒径4 µmのCBN どの合金の加工に優れています。一般的な鉄系焼 究極の耐摩耗性と耐チッ 結合金の加工の第一候補素材です。 ピング性を得るため、新 しいバインダーシステムを 採用 A MB9 0 ブレーキディスク、ポンプ、インペラ、大型ロール部 品などのネズミ鋳鉄と高硬度鋳鉄の旋削およびミ リング、焼入れ鋼の重旋削に向いています。 約90%のCBN含有量 AMB90と同じようなアプリケーションエリアに向き ますが、より優れた耐摩耗性を備えています。高ク ロム鋳鉄のような摩耗性の高い素材の加工に性能 を発揮します。インサートの両面を刃先に使用でき ます。 約90%のCBN含有量 A MK9 0 バインダー相は窒化アルミ とホウ化物です。 バインダー相は窒化アルミ とホウ化物です。 プレシジョンマシニング 13 ミクロ構 造 PCBN アプリケーションガイド アプリケーションごとの製品とグレード選 択 最小 13 0 焼入れ鋼 H0 1 H 10 10 0 H2 0 10 0 H30 ハードミリング 10 0 最大 最小 2 10 - 17 0 16 0 19 0 最大 0.5 - 0.5 - 0.5 - 0.5 最小 - 0.5 - 0.3 - 0.3 ノーズR, r ε (mm ) ( 6 ) エッジR, r β ( μm) ISO16462に基づいて製造される交換インサートは刃先形状についてアル ファベットの文字(S,T,Eなど)を用いて明記しなくてはなりません。5桁はT ランドの形状を示します。ホーン形状はISO表記では示されていません。 例: CNGA120408 S 015 30 推奨領域 最大 0.5 - ISO1832ではいくつかの刃先形状について示されていますが、PCBN交換イ ンサートにはこのうちの3つを適用することが一般的です。 チャンファー 幅,b γ (mm) チャンファ ー角度, γ ƅ ( mm) ( 4 , 5 , 7 ) 切り込み深さa P 送 り , f ( mm) ( 3 , 5 , 7 ) 刃先 形 状 ガイド 切削スピード v C( m / m i n ) A MK90 A MB90 明るい色のバーは特殊な条件で使用されるグレードを示して います。 切 削条 件 DBW 8 5 濃い色のバーはより望ましいグレードを示します。 DB S 900 切削工具素材のアプリケーションエリアの表現のために、ここ ではISO513のカラーコーディング分類を使用しました。 DCX6 50 最適化を追求していくことで工具性能の一層の向上を望むこと ができます。 DCC 500 / D S C 500 ユニークなアプリケーションが多く存在するため、ここでは一 般的な推奨条件のみを紹介しています。 DCN 4 50 / D SN 4 50 推 奨グレード 15 0 .1 - 5 - 0 .4 25 0.2 10 1. 6 20 5 - 0 .4 - 0 .1 - 35 0.2 15 1. 6 25 0 .1 10 0 .4 - - - - 35 0.2 30 3.2 25 0 .1 10 0 .4 35 - 30 3.2 0.2 –– 刃先形状 (S, T, E, など) - –– 面取り幅,bγ,1/100mm単位 –– 面取り角度, γb ° - S 面取りとホーニン グ: ネズミ鋳鉄 - K0 1 0 .1 ネズミ鋳鉄 - K 10 ( 1 2 ) 600 鋳 鉄 ( 1, 2 ) ネズミ鋳鉄 - K 2 0 ( 1 2 ) 15 - 2 5 0 . 2 - 1. 0 - 20 - 3.2 2 0.5 5 500 15 0 500 15 0 500 15 - 0 .1 - 200 400 200 400 200 400 25 0.3 15 0 350 0 .1 1 0.2 2 白 鋳 鉄 と ク ロ ム 鋼 - K 10 50 80 0 .1 0.5 0.2 2 20 - 0.2 - 20 - 白鋳鉄とクロム鋼 - K20-K30 50 10 0 0.2 2 1 3 30 1. 0 30 > 9.0 - 350 0 .1 0.5 - 1. 0 0 - 20 -0.2 -15 -1. 6 - 250 0 .1 0.3 - 1. 0 15 - 3 5 -0.2 -30 -1. 6 10 30 0 .1 0.2 0 20 NA - 1. 6 15 25 0 .1 0.2 10 30 NA - 1. 6 0 - 20 0 - 0.3 A DI ( 9 ) - K0 1 15 0 A DI - K 2 0 - K 3 0 鉄系パウダーメタル ( V S R 13を 除 く ) < < > > 350 350 350 350 H V: H V: H V: H V: ( 10, 11) < 300 HV < 750 HV プランジ 旋削 プランジ 旋削 Niベース: S 10 Niベース: S 2 0 - S 3 0 C o ベ ー ス : S 10 Coベース: S20 - S30 ( 14, 15) 50 15 0 0.02 0.05 NA NA 50 18 0 0.05 0.2 0 .1 0.5 50 15 0 0.02 0.05 NA NA 50 18 0 0.05 0.2 0 .1 0.5 15 0 400 0.5 10 0 15 0 1. 0 50 200 50 10 0 - 0.3 - 0.5 1. 0 10 - 20 ADIに同じ 0 - 0.3 面取り T- L AND: T-landの幅と角度が大 きくなるほど抵抗値も 高くなる。 1. 鋳鉄ロールの加工にはAMB90とAMK90などのソリッドグレードの方がより経済的です。またDBW85と DBS900は優れた仕上げ面と刃先強度に優れています。例えばポジのインサートや重断続加工などがあり ます。 2. ネズミ鋳鉄の加工パフォーマンスは鋳造品の品質やエージングの程度により変わります。 3. 表面粗さの要件程度によりノーズRと送りが決まります。 4. 切り込み深さは一般的に、部品の焼入れ前の取り代により決定されます。 5. 密な最低送り量や切り込み深さがなかったとしても、過度に低い値では(例<0.02mm)機械の振動特 厳 性に悪影響が出ます。 6. ノーズRが大きいとエッジの強度が出ますが、過度に大きいと機械の振動特性に悪影響が出ます。 7. ウ付けチップ工具はセグメントの面積が (mm2)単位で > 100*f*a pになるようにすれば切削負荷に耐え ロ ることができます。 8. ここに記されている焼入れ鋼の切削速度は主に肌焼鋼向けのものです。高合金鋼の場合、工具寿命を満 たすために切削速度を抑える必要があります。 9. ADI: オーステンパーダクタイル鋳鉄 1. 6 1. 6 - T 10. CGI: コンパクト黒鉛鋳鉄 (またはバーミキュラ鋳鉄) 11. コンパクト黒鉛鋳鉄の加工を PCDで行うこともできます。推奨グレードはCTM302です。 PCDで切削を行 う場合、速度は200 +/- 50 m/min程度です。 12. ネズミ鋳鉄のミリングは一般的に示されている速度レンジの高い方で行われます。 20 - 40 0 - 20 0.8 - エッジホーニ ング: T-landより高い強度–高 耐熱合金の加工 硬度材旋削の第一候 に多く用いられる 補。 が、面取りよりホー ニングの方がサイ ホーニングのサイズより ズの管理が難しく も送りを大きくするこ なる。 と。 2 0.2 球状黒鉛鋳鉄,CGI バルブ シートリ ング: 0 .1 2500 ネズミ鋳鉄 - K 3 0 A DI - K 10 超合金: 1 E 1. 6 - 3 . 2 13. VSR: バルブシートリング 14. 超合金または耐熱合金(HRSA) –様々な組成と特性を備えている金属で、そのため加工特性が全く異なり ます。 15. 耐熱合金の加工には回転工具を推奨します。また、チャンファーなしのホーニング付き工具使用を検討す ることをお勧めします。 プレシジョンマシニング プレシジョンマシニング 14 15 より高性能なソリッドPCBNへの切 り替えを支援 実 績のある性能 エレメントシックスの低含有ソリッドPCBNグレード製品の DSN450とDSC500には、超硬裏付きPCBN同等品をはる かにしのぐ利点があります。同様な構造の自立体であるた め、工具寿命を大幅に延ばし、工具メーカーが画期的な 工具設計を行って技術的、商業的に優位性を持つことを 可能にします。 ラボベースの実験では、60時間の焼入れ鋼の連続旋削の アプリケーション試験では、ソリッドPCBNは、工具の平均 寿命を大幅に延長することが示されました。 –– DSN450の場合、最大40%向上 –– DSN500の場合、最大35%向上 ソリッドDSN 450 D CN 450( 超 硬 裏付き) ソリッドDS C 50 0 D CC 50 0( 超 硬 裏付き) 工具寿命の向上により高い性能とコスト削減をエンドユー ザーにもたらします。 HRC60の焼 入れ 鋼連 続 切削試 験における 加工 距離(SAE8620、JIS SNCM相当) ソリッドPCBNによる競 争上のメリット ソリッドP CB N(DSN 450) VS . 超 硬 裏付き P CB N(D CN 450) 同様の構造を持つので、超硬裏付きPCBNからの切り替え は非常に簡単です。 弊社のソリッド低含有PCBNグレード製品のDSN450およ びDSC500には以下のメリットがあります。 DSN450 –– 非常に使いやすく導電性を保有 DCN450 –– ディスクをワイヤー放電加工機(EDM)で切り出し、さま ざまな形状に成形できるので、非常に柔軟な設計が可 能になり製品ラインの差別化が実現可能 1000 0 2000 3000 4000 5000 6000 7000 8000 距 離 (m) –– 活性ロウ付けの進歩で、工具の基板上に直接ロウ付け 可能になったため、製品コストの低減が可能 最小 –– バイメタルストレスがなく、ロウ付け中のクラック、チッピ ングを低減 平均 最大 ソリッドP CB N(DS C 50 0) VS . 超 硬 裏付き P CB N(D CC 50 0) –– 1.0mmから10.0mmの間の必要な厚みで販売可能 DSC500 DCC500 0 200 400 600 800 1000 距 離 (m) 最小 平均 最大 試験条件 SAE8620 プレシジョンマシニング 16 切 削速 度: 20 0 m /分 送り率: 0.1mm /rev 切り込 み深さ: 0.15mm 寿 命基 準:エッジのチッピング フルフェイスインサートへの切り替えに よるダウンタイムの削減と生産性の向上 競合他社やエンドユーザーからの高まる要望に押され、 工具メーカーは常に製造プロセスの簡素化、生産性の向 上、コスト削減の方法を検討しています。ロウ付けインサ ートからセンターロックのフルフェイスインサートへの切 り替えは、この課題への解決となりえます。 センターロックのフルフェイスインサート を使 用するメリット –– ポケット形成とロウ付けの工程削減 –– ロウ付けによる問題をなくし、精度向上が可能 高性能部品 –– 工程数の削減 センターロックのフルフェイスPCBNインサートは、 マルチ コーナー工具の製造を容易にし、多くのメリットを提供し ます。 –– コーナー当たりの全体的な生産コストの削減 –– 高温でのコーティングが可能 –– 以下が不要となるため、製造工程が短縮可能: –– 従来のロウ付け工具に比べ、1つの部品としてより高い 堅牢性を実現 –– 超硬の準備 –– セグメントのクリーニング –– 断続切削アプリケーションでの高い信頼性 –– ロウ付け –– ロウ付けによる接合部がなくなり、より高温でのコーテ ィングが適用可能 –– ロウ付け後のクリーニング –– インサートの不良品リスクが減少し、生産効率が向上 –– アプリケーションでの生産性の向上を実現させる長い カッティングエッジをつけることが可能。つまり大きい 切り込み深さ、またはプランジ加工のような作業を可 能にします。 –– 高含有CBNと低含有CBNともに提供可能 プレシジョンマシニング 17 標準PCBN製品群 逃げ角記号 公差等級(1) みぞ穴形状 記号 最終内接円径 記号 (2) インサート 厚み コーナーR 記号 インサート形状 インサート形 状記号 (その 他のサイズと形 状についてはご相談ください) C N M W 06 - 6.35 02 - 2.38 02 r IC IC 80° r 55° 80⁰ D r IC 80° r 80° IC 55° N M W 07 - 6.35 02 - 2.38 02 11 - 9.52 T3 - 3.97 02 06 - 6.35 02 - 2.38 02 09 - 9.52 T3 - 3.97 02 09 - 5.56 02 - 2.38 02 11 - 6.35 02 - 2.38 02 06 - 6.35 03 - 3.18 00 07 - 7.94 03 - 3.18 00 06 - 9.52 03 - 3.18 02 r r IC 55⁰ r IC 55° IC 80° 02 r r IC T3 - 3.97 IC IC r IC 09 - 9.52 IC IC 80°IC 55° IC 80° IC 80° IC r r r IC IC 90⁰ IC IC r 80° M W r IC T r r IC M W IC IC r 60⁰ r 80° r r IC IC r N IC IC r r 55° IC r N IC IC 80° S r r r R r IC IC r r W 360⁰ 55° r IC M r IC 80° 80° N IC IC IC r IC W N M W 80⁰ IC IC - 内接円 r 1) 全体厚みの公差±0.05、内接円直径公差±0.10mm。 2) 研削代あり、研削代0.3mmで加工した場合、上記の内接円径を満たす。 IC 3) 単位はmm。 r 提 供可能なPCBNグレード エンドユーザーにとってのメリット センターロックのフルフェイスPCBNインサートは、すべて の超硬裏付きPCBNグレードで提供できます。 機械のオペレータや技術者にとって、ロウ付けインサートよ りも、フルフェイスインサートの方にメリットがあります。例 えば、インサートを調整してコーナーから別のコーナーへ と加工を継続できるので、生産性を維持できます。また、 長い切れ刃によりプランジ加工が可能になり、生産性を向 上させ、ダウンタイムとコストを低減することが可能になり ます。 プレシジョンマシニング 18 エレメントシックス エレメントシックスは、合成ダイヤモンド超素材の製造販 売会社で、デビアスグループカンパニーの一員です。 世界各地で合成ダイヤモンド超素材の開発および製造を 行っており、本社登記がルクセンブルグ、主要製造施設を 中国、ドイツ、アイルランド、南アフリカ、米国、英国に有し ています。 エレメントシックスの超素材によるソリューションは、切 削、研削、穴あけ加工、剪断、研磨などのアプリケーション で使用されています。また硬度以外にも他に類を見ない合 成ダイヤモンドの極めて優れた特性は、光学、水処理、半 導体、センサーなどのさまざまな分野において新たなアプ リケーションの可能性を追求しています。 詳細 詳細については、お近くのオフィスまでご連絡いただく か、www.e6.comをご覧ください。 グローバル エレメントシックス カスタマーサービス 電話:+353 61 460146 メール:[email protected] アメリカ 電話:+1 212 869 5155 メール:[email protected] アジア太平洋 中国 電話:+86 (0)21 6359 5999 メール:[email protected] 日本 電話:+81 (0)3 3523 9311 メール:[email protected] 欧州、中東、アフリカ、インド 電話:+ 49 (0)69 47 88 46 90 メール:[email protected] www.e6.com © Element Six 2016. 11/16
© Copyright 2026 Paperzz