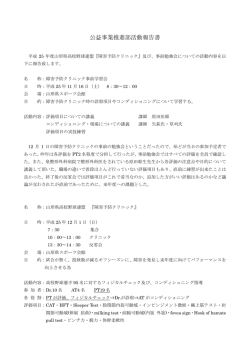
電子情報技術産業協会規格 Standard of Japan Electronics and Information Technology Industries Association JEITA ED-4702B 表面実装半導体デバイスの機械的強度試験方法 Mechanical stress test methods for semiconductor surface mounting devices 1992 年 10 月制定 2009 年 7 月改正 作 成 半導体技術委員会/半導体実装・製品技術専門委員会 Semiconductor Technology Committee/Semiconductor Product Technology Committee of Japan 半導体信頼性技術小委員会 Technical Committee on Semiconductor Reliability 発 行 社団法人 電子情報技術産業協会 Japan Electronics and Information Technology Industries Association JEITA ED-4702B 目 次 ページ 1 適用範囲 ······················································································································································ 2 2 用語の定義 ·················································································································································· 2 3 関連規格 ······················································································································································ 4 4 規格体系 ······················································································································································ 6 5 一般的配慮 ·················································································································································· 6 6 附属書 1 ······················································································································································· 8 7 附属書 2 ····················································································································································· 16 8 附属書 3 ····················································································································································· 22 9 試験方法 ···················································································································································· 32 試験方法 001 実装後の温度サイクル試験 試験方法 002 実装強度試験 試験方法 003 実装後の基板曲げ試験 試験方法 004 実装後の基板繰返し曲げ試験 試験方法 005A 解説 ····························································································· 32 ···················································································································· 48 ···································································································· 62 ························································································· 72 ·································································································· 82 実装後の落下試験方法 ································································································································································ (0) (2) 108 2 1 JEITA ED-4702B 電子情報技術産業協会規格 表面実装半導体デバイスの機械的強度試験方法 Mechanical stress test methods for semiconductor surface mounting devices 1 適用範囲 この規格は,主として一般産業用及び民生用の電子機器に用いる表面実装半導体デバイス(以下,SMD という。)の実装基板への実装工程中又は実装後に受ける機械的ストレス及び熱応力ストレスに対する耐 性を評価するための方法について規定する。 備考 1 本規定の試験は,実装方法,実装条件,プリント配線板,はんだ材料などを総合した複合的な 試験であり,半導体デバイス単体の耐性を評価するものではない。 備考 2 本規定の試験は,実装条件,プリント配線板,はんだ材料などにより試験結果が大きく影響を 受ける。したがって,本規定の試験は,半導体デバイスの基板実装信頼性を保証する試験では ない。 備考 3 実使用や基板実装後の取扱いで,各試験方法で想定しているストレス(機械的等)が印加され ることがない場合は,該当する試験の実施は不要である。 2 用語の定義 本規格及び個別規格で用いる用語の定義は EIAJ ED-4701 及び次による。 (1) 供試品 試験に供される,実装した SMD。 試験に供される,SMD 単体。 (2) SMD Surface Mounting Device の略。プリント配線板への実装方法が表面実装用に作られた半導体デバイ ス。 (3) 表面実装 部品をプリント配線板の表面に搭載,接合を行う方法。 (4) 落下衝撃強度 任意の高さから試験基板を保持したジグを落下させ,供試品とプリント配線板とのはんだ接合部が 破断するまでの繰返し落下回数で表す強度。 (5) ひずみ(基板表面ひずみ) 試験基板表面に貼り付けたひずみゲージから読み取る値で,試験基板の変形時の伸縮を無次元量で 表した数値。 (6) 最大ひずみ 測定したひずみ波形の引張り方向(+)のひずみの最大値。 4 2 JEITA ED-4702B (7) パルス幅 パルス幅はひずみ波形が最初に最大ひずみの 10 % に達してから,最初に最大ひずみの 10 % に立ち 下がるまでの時間で定義する。 (8) 瞬断検出器 デイジーチェーン回路に極短時間に発生する電気的導通の破断(瞬断)を検出する装置。 (9) 本規格の対象パッケージについて CSP はパッケージの大きさが内蔵されるチップと同等あるいはわずかに大きいパッケージの総称 であって,パッケージ外形を表す言葉ではない。しかしながら,この規格では,パッケージの外形を 簡単に,明確に示すため用いた。この規格における CSP/BGA の定義は以下による。 (a) EIAJ ED-7300(半導体パッケージの外形規格作成に関する基本事項)において Form D で分類され るパッケージのうち,ボール端子タイプのボールグリッドアレイ(BGA)及び,N 端子タイプのラン ドグリッドアレイ(LGA)として分類されるパッケージ全般。 (b) EIAJ ED-7300 において,Form A で分類されるパッケージのうち,N 端子タイプの QFN として分類 されるパッケ-ジ全般。 (c) EIAJ ED-7300 において,Form B で分類されるパッケージのうち,N 端子タイプの SON として分類 されるパッケージ全般。 (10) 3 その他用語は EIAJ ED-4701「半導体デバイスの環境及び耐久性試験方法」に準拠する。 関連規格 EIAJ ED-4701 「半導体デバイスの環境及び耐久性試験方法」 EIAJ ED-7300 「半導体パッケージの外形規格作成に関する基本事項」 EIAJ ED-7311-5 「集積回路パッケージ個別規格(SRAM/Flash 用 FBGA)」 EIAJ EDR-7315 「集積回路パッケージデザインガイドボールグリッドアレイ(BGA)」 EIAJ EDR-7316 「集積回路パッケージデザインガイドファインピッチ・ボールグリッドアレイ/ ファインピッチ・ランドグリッドアレイ(FBGA/FLGA)」 EIAJ ET-7407 「CSP・BGA パッケージの実装状態における環境及び耐久性試験方法」 JIS Z 3282 「はんだ」 JIS Z 3284 「ソルダペースト」 JIS C 5012 「プリント配線板試験方法」 JIS C 5016 「フレキシブルプリント配線板試験方法」 JPCA-BU01 「ビルドアップ配線板」 半導体デバイス単体の試験規格は,半導体デバイスの環境及び耐久性試験方法(EIAJ ED-4701)に規定 されている。今回制定の規格は,基板実装状態においてのみ想定される不具合項目に対し,評価すること を目的としている。 6 3 JEITA ED-4702B 4 (1) 規格体系 試験前準備 附属書 1:基板デザインガイド 附属書 2:標準実装プロセス 附属書 3:ひずみゲージの取付け方法の一例 本附属書は,試験前準備として,実装信頼性評価を行うために用いる,実装基板,実装材料,実装 方法及びひずみゲージを用いた基板実装後の信頼性試験方法に用いるひずみゲージの取付け方法の 一例を規定する。 (2) 機械環境試験方法 試験方法 001:実装後の温度サイクル試験 試験方法 002:はんだ接続強度試験 方法 1:引きはがし強度試験 方法 2:実装後のリード引張り強度試験 方法 3:固着性強度試験 試験方法 003:実装後の基板曲げ試験 試験方法 004:実装後の基板繰返し曲げ試験 試験方法 005A:実装後の落下試験方法 本試験方法は SMD の実装基板への実装工程中又は実装後に受けるストレスに対する耐性を評価す るための方法について規定する。 5 (1) 一般的配慮 この規定の実装後の試験方法は,主に SMD のはんだ接合部を実装後に実装状態で試験する方法であ るが,この場合の試験結果は実装時の実装方法,実装条件,材料,プリント配線板などに強く依存す ることから,期待すべき試験結果が得られなかった場合は,不具合箇所の解析をよく行い,表面実装 パッケージ自体に原因があるのか否かを見極めなければならない。表面実装パッケージ自体に原因が ない場合は,実装方法,実装条件,材料,プリント配線板などを見直した後,再度試験を行う必要が ある。 (2) この規定の試験結果は,実装状態での機械的ストレス耐性及び熱応力ストレス耐性を試験する方法で あり,実使用条件との相関を充分考慮すること。 4 8 JEITA ED-4702B 附属書 1 評価基板デザインガイド Test board design guideline この附属書は,試験方法 001~005 の実装信頼性評価に用いるプリント基板のデザインガイドに関連した 事柄を規定する。 1 デザインガイド 評価基板のデザインガイドとして,下記項目を推奨する。 (1) 基板仕様分類 基板厚,層数,銅パターン厚 (2) 基板材質 (3) ランド形状,寸法 1.1 基板仕様分類 BGA,LGA,SON などパッケージの実装評価基板は,評価デバイスの用途に応じて表 1 から選択して, 基板材厚,層数を決定する。 表 1―評価基板 基板仕様分類 Type A Type B Type C Type D 携帯電話・ ビデオカム コーダ等 ノート PC 等 一般据置機器 ワーク ステーション 等 0.6 mmt-1.0 mmt 1.0 mmt-1.2 mmt 1.6 mmt 2.4 mmt 4 層以上 4 層以上 4 層以上 6 層以上 1.27 ◎ ◎ ◎ 1.00 ◎ ◎ ◎ ◎ ○ 用途例 評価基板厚 基板層数 端子ピッチ 単位(mm) 標準銅パターン厚 (外層/内層)(1) 仕様分類 0.80 ◎ ◎ 0.75 ◎ ◎ 0.65 ◎ ○ 0.50 ◎ ○ 0.40 以下 ◎ 18 μm/12 μm ○ 35 μm/18 μm ◎ 注(1) 数値は呼び寸法を示す。 ○ 10 5 JEITA ED-4702B 備考 1 基板デザインは,搭載する部品の端子ピッチによって大きく左右される。このため,端子ピッ チと採用アプリケーション例を示した。◎が現在主に用いられていることを意味し,○は今後 用いられると予測されることを意味する。 また,銅パターン厚も搭載される部品の端子ピッチによって大きく左右され,基板工法によっ ても大きく変わるため,Type B では二つのパターンを併記している。 備考 2 一般的に,基板厚が厚くなると温度サイクル試験時のはんだ接合寿命が低下する方向にある。 また,機械的強度については,基板厚が厚くなるとはんだ接合部のストレスは軽減される傾向 にあるので,アプリケーションごとに,品質要求を考慮し基板仕様を選定することを推奨する。 1.2 基板材質 NEMA 規格(NEMA Standard NO.LI 1-1998)の FR-4 を標準とする。 1.3 基板層構成 基板層構成は,表 2 に示す構成を標準とする。 表 2―価基板標準層構成 Type A,B,C 第1層 信号線層 第2層 プレーン層又はメッシュ層 第3層 プレーン層又はメッシュ層 第4層 信号線層 Type D 第1層 信号線層 第2層 プレーン層又はメッシュ層 第3層 プレーン層又はメッシュ層 第4層 プレーン層又はメッシュ層 第5層 プレーン層又はメッシュ層 第6層 信号線層 備考 信号線が第 1 層及び第 4 層(第 6 層)で引き回せない場合,内層プレーン層 を利用するか,又は層数を増やして対応する。 1.4 ランド形状 図 1 に示すランド形状を標準とする。 ソルダレジスト ランド 図 1―評価基板標準ランド形状 ランド表面処理は銅めっきに耐熱プリフラックス処理を標準とする。 1.5 ランド寸法について エリアアレイ端子形状パッケージ(BGA/FBGA/LGA/FLGA)のランドサイズはパッケージ側のランドサ イズに合わせることが望ましい。 ペリフェラル端子形状パッケージ(SON,QFN)については,図 2 に示すランド形状をデザインガイド として記載する。 12 6 JEITA ED-4702B パッケージ 端子 ランド 基板-パッケージ断面図 基板 基板-パッケージ上面図 単位 l パッケージリード長さ b パッケージリード幅 L ランド長さ SON QFN デザインガイドに従う デザインガイドに従う ・・+L1+L2 L1 0.25±0.05 0.30±0.05 L2 0.00 0.20±0.05 b±0.05 b±0.05 W ランド幅 mm 図 2―ペリフェラル端子形状パッケージ(SON/QFN)のランドデザインガイド 2 個別規格に規定すべき事項 (1) 取付け基板タイプ (2) 取付け基板サイズ (3) 取付け基板厚み(規定以外の場合) [1.1 参照] (4) 取付け基板層数(規定以外の場合) [1.1 参照] (5) 取付け基板層構成(規定以外の場合) [1.3 参照] (6) 銅パターン厚み(規定以外の場合) [1.1 参照] (7) 取付け基板材料(規定以外の場合) [1.2 参照] (8) ランド形状(規定以外の場合) [1.4 参照] (9) ランド表面処理(規定以外の場合) [1.4 参照] (10) ランドサイズ(規定以外の場合) [1.5 参照] [1.1 参照] 14 7 JEITA ED-4702B 参考 1 評価基板デザインガイドに関する補足事項 制定の趣旨 この検討をするに当り,実装評価基板として用いる基板デザインについて,各社委員にアンケート調査 を行った。この調査結果から EIAJ ET-7407 に準拠していることが確認されたため,EIAJ ET-7407 を参考 に評価基板デザインガイドを制定した。 参考表 1―アンケート調査結果 項目 基板仕様分類 Type A Type B 携帯電話等 ノートPC等 用途例 基板層数 基板層構成 (外層) 基板層構成 (内層) 銅パターン厚 (外層/内層) ランド形状 Type D ワークステ ーション等 0.6-0.8mm 1.0-1.2mm 1.6mm 2.4mm 6層以上 4層以上 信号線層 プレーン層又はメッシュ層 18μm/12μm 35μm/18μm ソルダレジスト ソルダーレジスト ランド ソルダレジスト ソルダーレジスト 銅めっきに耐熱プリフラックス処理 ランド寸法 EIAJ EDR-7315又はEIAJ EDR-7316に準拠 (1) FR-4(typeA-D:8社) ALIVH(typeA:2社) 0.8mm(typeA:4社) 1.0mm(typeB:1社) 1.27mm(type?:1社) 1.6mm(typeC:1社) 2.5mm(typeD:1社) 2層:4社 4層:7社 6層:2社 8層:1社 信号線層:7社 ランド表面処理 注 2 Type C 一般据置 機器 FR-4 基板材質 評価基板厚 1 審議内容 (1) ) 審議内容( アンケート調査結果 EIAJ EIAJ ET-4707 ET-7407 決議 ET-7407に準拠 ET-7407に準拠 ET-7407に準拠 プレーン層:5社 メッシュ層:2社 35μm/18μm:3社 35μm/35μm:1社 6社 2社 耐熱プリフラックス:2社 Auめっき:1社 - ET-7407に準拠 ET-7407に準拠 ET-7407に準拠 EIAJ ET-7407 の評価基板仕様分類に基づき,各社委員に意見調査を行い審議した。 デバイスの基板実装方法について デバイスの基板実装方法については,各社アンケートの結果,基板両面実装が 2 社,基板片面実装が 8 社となった。ただし,基板両面実装はカスタマー要求ということもあり,本規格では,PG 委員全員の合意 の下,片面実装を基本とすることと決定した。 3 基板について この規定では,一般的な基板の条件を提示した。規定と異なる場合,試験結果に影響を与えることがあ るので,個別規定に明記することを推奨する。 8 16 JEITA ED-4702B 附属書 2 SMD の標準実装プロセス Standard mounting process for smd 1 適用範囲 この仕様は,標準の実装プロセスについて記載する。 2 評価基板 評価用基板は,附属書 1 に記載した基板を用いる。 3 実装装置 実装装置は,赤外リフロー炉,エアーリフロー炉のリフロー装置,フローはんだ槽又ははんだ浴を用い る。 4 試験手順 4.1 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 4.2 実装方法 個別仕様に規定された実装方法を用いて評価用基板に搭載する。規定されていなければ,方法 1 及び 方法 2 を用いて実装を行う。この場合,搭載されるサンプルの接合温度は制限され,図 1 及び図 2 に示す 方法で測定しなければならない。その際,サンプルの表面温度は,個々のサンプルの耐熱温度を超えない ように設定する。 パッケージ チップ 接着剤など 熱電対 樹脂 基板 図 1―熱電対による供試品の温度測定方法 はんだボール パッケージ 接着剤など 熱電対 基板 図 2―熱電対による供試品の温度測定方法 18 9 JEITA ED-4702B 方法 1(赤外リフロー炉,エアーリフロー炉) 赤外リフロー炉やエアーリフロー炉を使用する場合は,以下の工程に従う。 (a) 準備 1 クリームはんだを評価基板に 100 μm~150 μm の厚さで塗布する。もし,実装後にはんだブリッ ヂが発生した場合は,塗布厚を変更する。 (b) 準備 2 評価サンプルを評価基板に載せる。 (c) 実装 個別規格に規定がないかぎり,表 1 に示すリフロープロファイルのどちらかの条件を用いて実装 する。条件 1 は Sn-Pb 共晶はんだ,条件 2 は Sn-Ag-Cu はんだに対する条件を示す。 (d) フラックス除去 洗浄してフラックスを除去する。 表 1―リフロー時の実装温度条件 注1 ピーク温度 予備加熱温度 条件 1 215 °C~235 °C 140 °C~160 °C 条件 2 235 °C~260 °C 160 °C~190 °C リフロー炉の温度は,接合部の温度で設定する。パッケージの表面 温度が保証温度を超えないように注意する。 注2 実装後の接合部の濡れを確認し,接合状態に問題がないことを確認 する。問題がある場合は,条件を見直す。 注3 実装後の接続性の評価のために実装行う場合は,適正なリフロー炉 の温度及びクリームはんだ量で行う必要がある。リフロー温度が低 すぎる場合は接合不良となり,リフロー温度が高すぎると,実装基 板へのダメージや合金成長の進みすぎで接合部の強度低下が起きる。 また,クリームはんだ量は接合信頼性寿命に影響を与える。 20 10 JEITA ED-4702B 方法 2(フローはんだ,はんだ DIP) フローはんだやはんだディップを使用する場合は,以下の工程に従う。 (a) 準備 評価サンプルを評価基板に接着剤を用いて固定する。 (b) フラックス塗布 評価サンプルの端子部にフラックスを塗布する。 (c) はんだ表面の洗浄 はんだディップを用いて実装する場合は,ステンレスのへら,又は,同様な治具を用いて,はん だ槽の表面をきれいにする。 (d) 本加熱 表 2 に示すどちらかの条件を選択する。実装の間,評価サンプルの表面温度が規定の温度を超え ないように注意する。 (e) フラックス除去 洗浄してフラックスを除去する。 表 2―フローはんだ,はんだディップ時の実装温度条件 5 はんだ温度 実装時間 240 °C±5 °C 5 s±1 s 260 °C±5 °C 5 s±1 s 材料 実装に用いる材料は,個別仕様に規定される。もし,規定がなければ,以下のものを用いる。 (1) はんだ はんだは,JIS C 3282(はんだ)の,又は,IEC 規格 68-2-20 の附属書 B の H63A,H60A と H60S 又は,それと同等のものを用いる。又は,鉛フリー化に伴い,鉛フリーはんだ(Sn-Ag-Cu 系など) を用いる。 (2) フラックス フラックスは,松脂(JIS K 5902 又は IEC 規格 68-2-20 の附属書 C)をイソプロピルアルコール(JIS K 8839,JIS K 1152 又は IEC 規格 68-2-20 の附属書 C)で溶かしたもの,又は,それと同等のもの。 松脂は重量比で 10 %~35 % のものを用いる。規定のない限り,25 % のものを用いる。 (3) クリームはんだ はんだの粒径は 200 メッシュ以下。材料は,上記(1)に規定した材料,又は,それ以上の品質のもの。 フラックスは,上記(2)に規定した材料,又は非活性ロジン。 (4) 洗浄剤 洗浄に用いる洗浄剤は,個別仕様に規定される。もし,規定がなければ,洗浄剤は,イソプロピル アルコール(JIS K 8839 に規定)又はエタノール(JIS K 8101 に規定)を用いる。 11 22 JEITA ED-4702B 附属書 3(参照) ひずみゲージの取付け方法の一例 An example of strain gauge attachment procedure 1 適用範囲 この附属書は,ひずみゲージの貼付け方法の一例を示すものであり,実装後の信頼性試験時に供試品が 受けるひずみ量を正確に測定することを目的としている。なお,この附属書はひずみゲージを用いて実施 される,実装後の信頼性試験方法(落下試験など)に用いられるひずみゲージの貼付けに適用される。 2 ひずみゲージの貼付けに必要なアイテム ひずみゲージの貼付けに必要なアイテムを図 1 に示す。ひずみゲージの貼付けには接着剤が必要である が,接着剤の選定については,ひずみゲージにあった接着剤の選定が望ましい。 ひずみゲージ (ポリイミドテープ付) ひずみゲージの接着剤 (Cyanoacrylate type) セルロースのパッド エタノール セロファンテープ 試験基板 図 1―ひずみゲージ貼付けに必要なアイテム 24 12 JEITA ED-4702B 3 ひずみゲージ貼付けのためのガイドマーク ひずみゲージを基板に正確に貼り付けるためには,基板上にガイドマークを形成する必要がある。個別 規格に規定がない限り,コーナボールのランド中央から,ひずみゲージの中央までの距離を規定し 3.25 mm を推奨する。図 2 にガイドマークの設置例を示す。 試験基板上の 3 箇所のガイドマーク 2.00 mm 0.70 mm ひずみゲージ上 0.75 mm の 3 箇所の ガイドマーク 図 2―ガイドマーク設置の一例 1.80 mm 3.25 mm 13 26 JEITA ED-4702B 4 ひずみゲージの貼付け方法 ひずみゲージの貼付け方法を図 3A 及び図 3B に示す。 Step 1 基板の分割 ルータ等を用いて,基板にストレスを与えることなく, 基板分割を行う。 Step 2 基板表面の洗浄 ひずみゲージの貼り付けを確実にするため,エタノールを 染み込ませたセルロースパッドにて,ひずみゲージを貼り 付ける基板表面部分を拭く。 [注意] 基板にダメージを与えないこと。 Step 3 セロファンテープを用いたひずみゲージの仮接着 ひずみゲージの貼り付け位置を確実にするため,セロ ファンテープを用いて,ひずみゲージを基板に仮貼り付け する。 [注意] 接着力の高いテープを使用しないほうがよい。 Step 4 セロファンテープの引きはがし ひずみゲージの接着位置が調整できたら,ひずみゲージの 裏面が見える程度に,セロファンテープを引きはがす。 図 3A―ひずみゲージの接着方法 1 14 28 JEITA ED-4702B Step 5 接着剤の塗布 ひずみゲージの裏面に接着剤を塗布する。 [注意] 接着剤を多く塗りすぎると,接着時に,接着剤がサンプル に付着するので注意すること。 Step 6 ひずみゲージの接着 ひずみゲージを基板に接着し,指の先で 10 秒以上,しっかり と押さえる。 [注意] 接着剤がサンプルに掛からないように注意すること。 Step 7 接着剤の硬化 1 分以上放置した後,セロファンテープをゆっくりと引き はがす。その後,室温に 1 時間以上放置して,接着剤を 完全に硬化させる。使用する接着剤の硬化時間を確認する こと。 [注意] セロファンテープを引きはがすときに,ひずみゲージの リード線にダメージを与えないように注意する。 図 3B―ひずみゲージの貼付け方法 2 5 ひずみ量の補正 それぞれのひずみゲージに固有のゲージ率がある。正しいひずみ量はゲージ率により,実際の読み取り 値を補正する必要がある。以下に,補正方法の一例を示す。 ひずみ量 = 2.00 ひずみゲージのゲージ率 図 4―ひずみ量の補正 × 読み取り値 30 15 JEITA ED-4702B 解説 1 ひずみゲージの取付け方法の一例 制定の目的 ひずみゲージを用いた実装後の落下試験方法の規格制定に当り(2009 年) ,試験基板へのひずみゲージの 貼付け方法を明確にすることが必要になった。そのため,附属書 3 として,ひずみゲージの取付け方法の 一例を制定した。 2 適用範囲 ひずみゲージを用いた実装後の信頼性試験方法については,2009 年の JEITA ED-4702B の改定で落下試 験方法の一部として採用した。実装後の基板曲げ試験等,その他の試験方法への適用は,今後の検討課題 である。 3 ひずみゲージの取付け方法について 本附属書はひずみゲージの取付け方法の一例を示すものであって,使用するひずみゲージやその取付け 方法を規定するものではない。要求される特性が得られるのであれば,その他の方法を採用してもよい。 32 16 JEITA ED-4702B 試験方法 001 実装後の温度サイクル試験 Temperature cycle after mounting 1 適用範囲 この規格は,SMD パッケージ基板実装状態で実使用時に予想される温度変化によるデバイス及び基板接 合部寿命の加速試験方法について規定する。 2 試験装置 2.1 温度サイクル試験槽 3.5.3 にて規定する温度サイクルプロファイルが可能な気相式温度サイクル試験装置。 3 試験手順 3.1 供試品 SMD のリードフレーム上や BGA,LGA,SON などのキャリアであるサブストレート基板上でデイジー 結線された基板デイジー又は実デバイスを用いる。 3.2 前処理 前処理を必要とする場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 初期測定 個別規格に規定の項目及び条件で行う。 3.5 3.5.1 試験 試験方法 供試品は,槽内の空気が吹抜け,かつ,供試品の周囲を十分流れるような位置に置く。 3.5.2 試験中測定方法 試験中測定は,定時抜取りにより常温測定を行う。測定条件としては,個別規格に規定の項目及び条件 で行う。連続的な測定が可能な場合は,試験中,連続的に最高保存温度,最低保存温度での電気抵抗を測 定することを推奨する。 3.5.3 試験条件 1 サイクルは図 1 のように定義し,供試品を表 1 の条件で低温側から試験を行う。試験装置の設定は, 供試品の温度が表 1 に規定する温度になるように設定する。なお,保持時間は,はんだのクリープを考慮 し,最低 7 分と設定しているが,鉛フリーはんだの場合,最低保持時間は 15 分以上が望ましい。 17 34 JEITA ED-4702B 表 1―温度サイクル試験条件 段階 試験条件 A 試験条件 B 試験条件 C 試験条件 D 試験条件 E 最低保存温度 (Tstg min) -30 °C (+0/-10 °C) -25 °C (+0/-10 °C) -40 °C (+0/-10 °C) -65 °C (+0/-10 °C) Topmin °C (+0/-10 °C) 最高保存温度 (Tstg max) +80 °C (+10/-0 °C) +125 °C (+15/-0 °C) +125 °C (+15/-0 °C) +125 °C (+15/-0 °C) Topmax °C (+10/-0 °C) 最低 7 分 保持時間 備考 Top min ;最低動作温度 Top max ;最高動作温度 保持時間は,供試品が規定の温度に達してからの時間を示す。 最高保存温度 (Tstg max) 常温 (TN) 最低保存温度 (Tstg min) 保持時間 t 保持時間 t 1 サイクル 図 1―サイクルの構成 3.6 後処理 試験終了後,必要な場合は,個別規格に規定の条件で後処理を行う。 3.7 最終測定 個別規格に規定の項目及び条件で行う。この試験は基板材料,はんだ付け性,SMD などが複雑に影響を 及ぼすことがあるので,不具合が発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 36 18 JEITA ED-4702B 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 初期測定の項目及び条件 [3.4 参照] (5) 試験条件 [3.5.3 参照] (6) 高温状態,低温状態の放置時間及び常温放置時間(規定条件以外の場合) [3.5.3 参照] (7) 連続電気抵抗モニタの実施有無 [3.5.2 参照] (8) 繰返しのサイクル数 [3.5.3 参照] (9) 後処理(規定以外の場合) [3.6 参照] (10) 最終測定の項目と条件 [3.7 参照] (11) 判定基準 [3.7 参照] 19 38 JEITA ED-4702B 解説 1 はんだ接合部温度サイクル試験 改正の経緯 この解説は,SMD パッケージ基板実装状態でデバイス動作時に予想される温度上昇によって,デバイス 及び基板接合部寿命の加速試験方法に関連した事柄を解説するためで,規格の一部ではない。 なお,この解説の一部は,EIAJ ET-7407「CSP・BGA パッケージの実装状態での環境及び耐久性試験方 法」より引用している。EIAJ ET-7407 附属書 2(参考)「はんだ接合部温度サイクル試験解説」の内容を 審議した結果,本解説内容に適合していたことから,引用することとした。 2009 年の改定に当り, 2 温度サイクル試験加速性ついて 試験方法 001 の温度サイクル試験は,主に部品と基板間のはんだ接合部の温度サイクル寿命を求めるこ とを目的としている。 このはんだ接合部の熱疲労寿命を議論するとき Coffin-Manson の式(1)がよく用いられる。(1)式からはん だ寿命は,熱疲労ひずみ振幅の-n 乗に比例する。 N ∝(⊿ε)-n ···························································································································· (1) ここに, N :破断寿命 ⊿ε :熱疲労ひずみ振幅 n :材料で決まる定数(ストレスパラメータ) 試験方法 001 に規定する温度サイクル加速試験の場合,最高・最低温度,ON/OFF サイクル数を実動作 環境より厳しい環境を与え評価を行っている。これらが熱疲労寿命に与える影響を求める必要がある。本 来ならば(1)式を用いるべきであるが,既に提案されている Coffin-Manson 修正式を用いると(2)式のよう に,はんだ接合部の熱疲労寿命は便宜的に表すことができる。 ⎛ H N = C×f m×(⊿ε)-n×exp⎜⎜ ⎝ kTmax ⎞ ⎟ ⎟ ⎠ ··················································································· (2) ここに, C:定数 f:ON/OFF 周波数 m:周波数パラメータ(通常 1/3 が用いられる) k:ボルツマン定数 H:活性化エネルギー Tmax:最高試験温度 また,修正式では熱疲労ひずみ振幅⊿ε は,以下のとおりとなる。 ⎡ V ⎤ ⊿ε = α×λ×⊿T× ⎢ 2 1+ β ⎥ ⎣ πr h ⎦ 1 β ·························································································· (3) 40 20 JEITA ED-4702B ここに, α :熱膨張係数 λ :DNP(ストレスの中心点からの距離) ⊿T :温度サイクルの温度幅 V :接合部のはんだ体積 r :バンプの半径 h :バンプの高さ β :定数(せん断ひずみ ε とせん断応力 τ でτ = k×ε β で近似,k:定数) (1),(2)及び(3)式から,温度サイクル 2 条件の加速性 AF は,以下のとおりとなる。 −n m ⎡H ⎛ 1 ⎡ f f ⎤ ⎡ ⊿T f ⎤ 1 AF = ⎢ ⎥ × ⎢ − ⎥ × exp ⎢ × ⎜⎜ ⎢⎣ K ⎝ Tmax − f Tmax −t ⎣ f t ⎦ ⎣ ⊿Tt ⎦ ⎞⎤ ⎟⎥ ⎟⎥ ⎠⎦ ····························································· (4) ここに, ff,ft :それぞれフィールドとテスト条件での ON/OFF サイクル数 ⊿Tf ,⊿Tt :それぞれフィールドとテスト条件での温度幅 Tmax-f ,Tmax-t :それぞれフィールドとテスト条件での最高温度 H :はんだの活性化エネルギー(eV) K :ボルツマン定数 m,n :加速係数 Pb-Sn はんだを用いた BGA パッケージの場合,活性化エネルギーで 0.123 eV,m は 1/3,n は 1.9 で与え られる。実際に取得したデータがある場合は,そのパラメータ値を用いる。 (4)式の市場との加速性の妥当性について議論されている。 審議の中でも加速式との妥当性について議論されたが,表 1 で示す温度サイクル試験条件では,市場想 定条件との相関があるとの意見が大勢を占めたので本加速式を採用することとした。 3 試験条件について 試験条件の選定については,審議の中で種々の意見が出された。 試験方法 001 に規定した条件の制定理由として, - SMD 評価基板は有機基板を用いることが多く,最高保存温度をアメリカ規格 FR-4 の Tg を大き く超えない温度に制定する。 - 市場想定条件と不良モードが再現できる温度サイクル試験条件を採用する。 - 市場条件と直線的な加速性が得られる温度サイクル条件を採用する。 - 従来規格と類似し相関のとれる試験条件を採用する。 - 試験時間を短縮できる温度サイクル条件を採用する。 以上の内容を中心に議論された。 自動車メーカなどで用いられている最高保存温度 80 °C,最低保存温度-30 °C を試験条件 A として規定 した。 21 42 JEITA ED-4702B また,審議の中で,最低温度-30 °C~-40 °C 付近から直線的な加速性が損なわれる例について報告さ れ,最低保存温度を-25 °C に設定した。最高温度を基板の Tg に近く,従来から最高保存温度として用い られている 125 °C を採用し,試験条件 B を規定した。 平成 10 年に実施された社団法人 日本電子工業振興協会による「環境調和型実装技術調査研究報告」に よる接続信頼性評価基準の標準化に関するアンケート結果から,機器メーカで最も一般的に採用されてお り,JIS C 0025 で規定されている最高保存温度 125 °C,最低保存温度-40 °C を試験条件 C として規定し た。 試験時間を短縮するために ⊿T の大きくとれる条件として,最低保存温度を一般的に採用されている -65 °C と設定した。試験最高温度を基板の Tg に近く,従来から最高保存温度として用いられている 125 °C を採用し,試験条件 D を規定した。ただし,最低温度-30 °C~-40 °C 付近から直線的な加速性が 損なわれる例について報告されているため,加速性や故障モードに十分留意する必要がある。 その他の市場環境を考慮して試験条件 E として市場での最高動作温度 Topmax と Topmin についても規定し た。 特に市場との加速性に疑義が生じない場合には,試験条件 B を用いることが好ましい。 保持時間についても種々の提案がなされたが,経験的に最低 7 分間,最高保存温度又は最低保存温度に 維持されれば試験結果に疑義が生じないという意見が審議の中で大半を占め,最低 7 分と規定した。試験 時間については,市場の使用条件・保証条件が多種多様であり,市場の保持時間を規定できなかったこと もあり,試験時間は規定しなかった。市場との加速性は(4)式を用いて算出することができる。解説表 1 に Pb-Sn はんだを用いた BGA パッケージの場合の各試験条件と代表的な市場条件との加速性計算結果を参 考として示す。 解説表 1―試験条件と加速倍率及び試験時間の関係 加 速 条 件 試験条件 最高保存温度 Tstg max 最低保存温度 Tstg min ⊿T 条件 A 80 °C -30 °C 110 °C 条件 B 125 °C -25 °C 150 °C 条件 C 125 °C -40 °C 165 °C 条件 D 125 °C -65 °C 190 °C 市場条件 70 °C 25 °C 45 °C On/Off 周波数 72cyc/day 1cyc/day 加速 倍率 試験サイクル数 市場 5 年相当 市場 10 年相当 1.5 1,217 cycle 2,433 cycle 4.2 435 cycle 869 cycle 5.0 365 cycle 730 cycle 6.6 277 cycle 553 cycle 1.0 1,825 cycle (市場 5 年) 3,650 cycle (市場 10 年) 備考 最高保存温度及び最高保存温度での保持時間を 7 分,最低(高)保存温度から最高(低)保存温 度に移行する時間を 1.5 分として計算した。 44 22 JEITA ED-4702B 試験データの解析には,ワイブル分布で統計処理することが望ましい。 はんだ接合部寿命加速性については,この解説で採用した(4)式を用いるのではなく,シミュレーション によって接合部の熱疲労ひずみを計算して算出する方法も提案されている。しかし,シミュレーションに は有限要素解析法を用い,膨大な計算を行わなければならず,現在の段階では一般的ではないと判断し, この解説では(4)式を用いた加速式を採用することとした。 4 審議中提案された温度サイクル試験条件について 温度サイクル試験における試験条件は,審議の中で種々提案された。解説表 2 に審議中に出された試験 条件を示す。 解説表 2―審議中に出された温度サイクル試験条件 試 験 条 件 最低温度 5 最高温度 アンケート調査結果 ⊿T 保持時間 180 °C 20 min 1社 165 °C 7 min~30 min 3社 150 °C 7 min~10 min 4社 125 °C 10 min 1社 1 -55 °C 2 -40 °C 3 -25 °C 4 0 °C 5 -10 °C +110 °C 120 °C - 1社 6 -35 °C +105 °C 140 °C - 1社 7 -40 °C + 85 °C 125 °C 30 min 2社 +125 °C 測定方法について 測定方法は抜取り方法及び連続電気抵抗モニタシステムが審議され,抜取り方法では主に実デバイス, 連続電気抵抗モニタシステムでは主にデイジーチェーンサンプルに分けて測定している。連続電気抵抗モ ニタシステムは試験環境等の整備が必要であり,現状では一般的ではないため,抜取り方法で実施するこ とで一致した。ただし,高温時で電気抵抗値はオープン不良になるのに対し,常温では,電気抵抗値が回 復する現象が報告されている。抜取り方法による測定の場合,供試品を高温にしての測定が有効である。 6 はんだ接合部寿命に影響する因子について 基板実装状態のはんだ接合部の温度サイクル寿命は基板の板厚・層構成のほかに基板の実装密度に大き く影響を受ける。特に,基板両面同一箇所にエリア端子形状のパッケージを実装した場合,はんだ接合寿 命は,半分程度に低下することが知られている。評価するパッケージが両面実装を実施する基板に搭載さ れる可能性がある場合は,両面実装状態での,はんだ接合寿命を評価することを推奨する。 46 23 JEITA ED-4702B 7 供試品について 供試品については,基板デイジー,チップデイジー,実デバイスが審議された。審議の結果,チップデ イジーの場合,チップ作製のコストがかかることもあり,供試品としては,基板デイジー又は実デバイス とした。 8 判定方法について 判定方法については,審議の中で種々の意見が出された。 解説表 3 に審議中に出された判定方法を示す。審議の結果,各社ではさまざまな条件で判定を行ってい るが,判定方法は個別規格とした。 解説表 3―審議された判定方法 判定条件 判 定 基 準 測 定 条 件 アンケート調査結果 1 初期値に対し 10 % 以上変動 連続モニタ 2社 2 初期値に対し 10 % 以上変動 常温のみ。抜取り 4社 3 初期値に対し 10 % 以上変動 連続/常温のみ。抜取り 1社 4 初期値に対し 50 % 以上変動 連続/常温のみ。抜取り 1社 5 初期値に対し 100 % 以上変動 常温測定。変動ある場合,高温 測定追加 1社 議論の結果,各社,様々な条件の下でいろいろな判断を個別規定の中で規定している。 9 用語の説明 基板デイジー SMD のリードフレームや BGA,LGA,SON などのキャリアであるサブストレート基板と実装基板でデ イジーチェーンが形成されるように,リードフレームやサブストレート基板上で結線されたサンプル チップデイジー チップと SMD のリードフレームや BGA,LGA,SON などのキャリアであるサブストレート基板と実装 基板でデイジーチェーンが形成されるように,チップ上で結線されたサンプル 24 48 JEITA ED-4702B 試験方法 002 実装強度試験 Strength tests for soldering joint 方法 1 実装後の引きはがし強度試験 Peel strength test for soldering joint 1 適用範囲 この規格は,SMD パッケージの基板実装状態で,SMD が他の外力によって受けるストレスの内,垂直 方向からの外力に対して SMD とプリント配線板との引きはがしに対する耐性を評価する試験方法につい て規定する。 なお,適用の可否は個別規格に規定する。 備考 この試験は以下のような実使用時の状況に対応したものである。 (1) デバイス表面に貼ったテープをはがす場合。 (2) 表面実装型コネクタのように基本的に外力を受けることを前提とした構造の場合。 (3) SMD を実装したプリント配線板の取扱い中にヒートシンク付き SMD のように背の高い SMD の中で外力を受けると判断できる場合。 2 試験装置 この試験で使用する装置及び治工具は 3.5 の規定を満足するものとする。 3 試験手順 3.1 供試品 試験基板に実装されたデバイス。 3.2 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 初期測定 個別規格に規定の項目及び条件で行う。 3.5 試験 引きはがし荷重は次の方法によって行う。供試品を固定し,図 1 に示すように供試 SMD 本体を掴むか 又は供試 SMD の表面中央部に引張り用の治具を接着固定する。ただし,ヒートシンク付きの場合は必ず ヒートシンク部を掴む。規定がなければ 5 N の荷重を 10 秒±1 秒間加える。荷重軸は垂直に対して 5 ° 以 内とする。 25 50 JEITA ED-4702B 供試品 基板 接着剤 ヒートシンク 引っ張り用治具 5N 5N 5N 5N 図 1―引きはがし荷重の方法 3.6 後処理 試験終了後,必要な場合は,個別規格に規定の条件で後処理を行う。 3.7 最終測定 個別規格に規定の項目及び条件で行う。この試験は基板材料,はんだ付け性,SMD などが複雑に影響を 及ぼすことがあるので,不具合が発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 初期測定の項目及び条件 [3.4 参照] (5) 荷重条件(規定以外の場合) [3.5 参照] (6) 後処理(規定以外の場合) [3.6 参照] (7) 最終測定の項目と条件 [3.7 参照] (8) 判定基準 [3.7 参照] (9) その他必要事項 5 参考 この試験は本来,実使用時の条件で実施すべきものであるため,できるだけ実際の表面実装状況下にお ける代替方法として提示した。 リードレス部品の試験の様に評価基板の穴を通して裏側から荷重する方法もあるが,SMD の場合は,実 際的ではなく,また,外形に応じた専用の評価基板が必要になるので採用しないことにした。さらにリー ドのある SMD の引きはがし強度試験の様に片側のリードをダイヤモンドカッターで切断し,SMD がプ リント配線板に対して垂直になるようにリードを変形させて試験する方法もあるが実際的ではないため採 用しないことにした。 26 52 JEITA ED-4702B 方法 2 実装後のリード引張り強度試験 Pull strength test for soldering joint 1 適用範囲 この規格は,SMD パッケージの基板実装状態で,デバイス及び基板接続部の接続強度を評価する試験方 法について規定する。 なお,適用の可否は個別規格で規定する。 2 試験装置 3.4 に規定する引張り強度が測定可能な装置及び固定可能な治工具。 3 試験手順 3.1 供試品 試験基板に実装されたデバイス。 3.2 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 3.4.1 測定方法 供試品固定 供試品を図 1 に示すように,45 ° の傾きで固定できる治具にねじ止めにより固定する。 3.4.2 測定準備 供試 SMD の端子に図 1 に示すように,ワイヤーを取り付ける。ただし,供試 SMD が極端に小さい等の 理由により,供試 SMD の端子にワイヤーが取り付けられない場合には,固着性試験により評価する。 45 ° 図 1―供試品固定及び試験方法 45 ° 54 27 JEITA ED-4702B 3.4.3 測定 ワイヤーを 5 mm/min~30 mm/min の速度で図 1 に示す矢印の方向へ引き上げ,はんだ接合部が破断又は 破壊した値を測定する。 注 端子を端から順にワイヤーで引張っていくと,図 2 に示すようにパッケージ全体が徐々に浮き上が り,破断値データに差異が生じてしまう。このため,評価結果が有効か否かについては,充分に吟 味する必要がある。 図 2―端子引張り注意事項 3.5 後処理 試験終了後,必要な場合は,個別規格の条件で後処理を行う。 3.6 最終測定 個別規格に規定の項目及び条件で行う。規定がない限り,判定は,リード 1 本の強度 > 5 N の荷重/パッ ケージの端子数とする。この試験は基板材料,はんだ付け性,SMD などが複雑に影響を及ぼすことがある ので,不具合が発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 測定条件(規定以外の場合) [3.4 参照] (5) 後処理(規定以外の場合) [3.5 参照] (6) 最終測定の項目と条件 [3.6 参照] (7) 判定基準 [3.6 参照] (8) その他必要事項 28 56 JEITA ED-4702B 方法 3 固着性強度試験 Push strength test for soldering joint 1 適用範囲 この規格は,SMD パッケージの基板実装状態で,SMD が他の外力によって受けるストレスの内,横方 向からの外力に対して SMD とプリント配線板との固着性に対する耐性を評価する試験方法について規定 する。 なお,適用の可否は個別規格に規定する。 備考 この試験は以下のような実使用時の状況に対応したものである。 (1) 表面実装型コネクタのように基本的に外力を受けることを前提とした構造の場合。 (2) SMD を実装したプリント配線板の取扱い中にヒートシンク付き SMD のように背の高い SMD の中で外力を受けると判断できる場合。 2 試験装置 この試験で使用する装置及び治工具は 3.5 の規定を満足するものとする。 3 試験手順 3.1 供試品 試験基板に実装されたデバイス。 3.2 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 初期測定 個別規格に規定の項目及び条件で行う。 3.5 試験 供試品を固定し,図 1 及び図 2 に示すような供試 SMD の最も高い部分に対して供試品のプリント配線 板の水平方向に加圧治具で圧力を徐々に加える。規定がない限り,加圧力は 5 N とし,保持時間は 10 秒± 1 秒間とする。また,加圧は図 2 に示すように SOP 等の 2 方向に端子がある場合は端子のない側面中央部 に加圧し,QFP 等の 4 方向に端子がある場合は同じ方向とならない 2 側面の中央部に加圧する。 29 58 JEITA ED-4702B (先端 R 0.5 mm) 加圧方向 供試品 加圧治具 基板 図 1―加圧方法(横から) ヒートシンクなど 加圧方向 1 加圧方向 加圧方向 2 (a) (b) 図 2―加圧方法(上から) 3.6 後処理 試験終了後,必要な場合は,個別規格に規定の条件で後処理を行う。 3.7 最終測定 個別規格に規定の項目及び条件で行う。この試験は基板材料,はんだ付け性,SMD などが複雑に影響を 及ぼすことがあるので,不具合が発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 60 30 JEITA ED-4702B 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 初期測定の項目及び条件 [3.4 参照] (5) 加圧の条件(規定以外の場合) [3.5 参照] (6) 加圧治具の形状(規定以外の場合) [3.5 参照] (7) 後処理(規定以外の場合) [3.6 参照] (8) 最終測定の項目と条件 [3.7 参照] (9) 判定基準 [3.7 参照] (10) その他必要事項 62 31 JEITA ED-4702B 試験方法 003 実装後の基板曲げ試験 Bending test for surface mount devices on the board 1 適用範囲 この試験は,実装された基板に工程内で起こる単発の曲げストレスが加わったとき,デバイスとその接 合部にかかるストレスに対する耐性を評価するために用いられる。主に BGA,LGA,SON などに適用さ れる。 2 試験装置 3.6 に規定する基板曲げスピード,押込み量,支持方法,支持スパン等が可能な基板曲げ試験装置。 3 試験手順 3.1 供試品 SMD のリードフレーム上や BGA,LGA,SON などのキャリアであるサブストレート基板上でデイジー 結線された基板デイジー又は実デバイスを用いる。 3.2 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 初期測定 個別規格に規定の項目及び条件で行う。 3.5 取付け 図 1 に示すように基板を試験装置の支持部の上に設置する。曲げる際の圧力に耐える平らな硬い試験装 置の上に支持部は固定されている。 デバイス 基板 支持 (3 mm φ ~6 mm φ ) 試料台 45 mm 45 mm 図 1―取付け 32 64 JEITA ED-4702B 3.6 試験条件 図 2 に示す曲げ治具を用いる。基板を図 3 に示すように試料台の上に設置する。試料台の支持部は曲げ 試験時に変形しないものを用いる。押込み量は,1.0 mm±0.5 mm,2.0 mm±0.5 mm,3.0 mm±0.5 mm, 4.0 mm±0.5 mm とする。押込み量は参考値とする。1.0 mm/s のスピードで規定された押込み量まで押し込 み,同じスピードで最初の位置まで戻す。サイクルは,1 回とする。方向は X 方向のみ実施する。 (1) 曲げスピード;1.0 mm/s (2) 押込み量;1.0 mm±0.5 mm,2.0 mm±0.5 mm,3.0 mm±0.5 mm,4.0 mm±0.5 mm(参考値) (3) 支持方法;円筒(3 mm φ ~6 mm φ ) (4) 支持スパン;90 mm±3 mm (5) 曲げ方向;供試品実装面の裏から (6) 押込み治具形状寸法;個別規格に規定がない限り,R5 を推奨する。 備考 大きな SMD を搭載した基板を曲げるとき,SMD の底面が基板に当り,SMD に異常な力が加わり, その結果,接合部を破断することがある。実際に使用される場合は,このような現象は,発生し ない。その際は,押込み量を見直す。 W R5 図 2―治具 押込み量 図 3―試験方法 66 33 JEITA ED-4702B 3.7 後処理 試験終了後,必要な場合は,個別規格に規定の条件で後処理を行う。 3.8 最終測定 個別規格に規定の項目及び条件で行う。電気的特性は,規定された押込み量で 5 秒±1 秒保持した状態で測 定する。この試験は基板材料,はんだ付け性,SMD などが複雑に影響を及ぼすことがあるので,不具合が 発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 初期測定の項目及び条件 [3.4 参照] (5) 試験条件 [3.6 参照] (6) 押込み量(規定条件以外の場合) [3.6 参照] (7) 連続電気抵抗モニタの実施有無 [3.6 参照] (8) 後処理(規定以外の場合) [3.7 参照] (9) 最終測定の項目と条件 [3.8 参照] (10) 判定基準 (11) その他の要求事項 [3.8 参照] 68 34 JEITA ED-4702B 解説 1 実装後の基板曲げ試験 制定の経緯 最近の技術動向・市場動向として携帯電話やモバイル機器等の小型化が進み,いろいろなパッケージが 使用されている。キータッチ等の使用状況においてパッケージと基板との接合部に基板曲げストレスが加 わることが考えられる。この規格は,基板実装状態での信頼性試験方法規格制定の一環として基板の曲げ によるパッケージと基板との接合部にかかるストレスを考慮した信頼性試験方法について規定する。 2 各社の状況 試験方法・試験条件・判定基準等々について,審議の中で種々の意見が出された。下記に審議中に出さ れた各社アンケート結果を示す。 「審議中に出された基板曲げ試験条件」 (1) 社内規格の有無:あり(3 社),なし(6 社) (2) 試験実施有無:あり(6 社),なし(3 社) (3) 基板デザイン:温度サイクル試験と共用(2 社) (4) 曲げスピード:8 mm/分(1 社),1 mm/分(1 社),5 mm/分(2 社) (5) 押込み量:破壊まで(4 社),1 mm~3 mm(限界)(1 社) (6) 支持方法:円筒(5 社) (7) 支持スパン:90 mm(3 社) ,50 mm(1 社),45 mm(1 社) (8) 曲げ方向:実装の裏(5 社),表(1 社) (9) モニタ方法:連続(4 社) ,抜取り(1 社) (10) 押込み治具:表 1 個所(3 社),裏 1 個所(3 社),裏 2 個所(2 社) (11) 判定基準:10 % 以上の変動(4 社),2 倍以上の変動(1 社) 3 測定方法について 測定方法は抜取り方法及び連続電気抵抗モニタシステムが審議され,抜取り方法では主に実デバイス, 連続電気抵抗モニタシステムでは主にデイジーチェーンサンプルに分けて測定している。連続電気抵抗モ ニタシステムは試験環境等の整備が必要であり,現状では一般的ではないため,抜取り方法で実施するこ とで一致した。抜取りの際の測定において,基板を曲げた状態で測定することを推奨する。また,押込み 量は,1.0 mm,2.0 mm,3.0 mm,4.0 mm と 4 段階の試験方法を採用した。実際に工程で基板に加わる押込 み量が明確にならなかったため,参考値とした。また,押込み量の限界を調査する方法として,押込み量 を変化させて,電気的に不良となる押込み量を求める方法も議論された。 70 35 JEITA ED-4702B 4 補足 支持治具の支持スパンを 50 mm とした場合,同じ押込み量でも,基板の弧の半径が異なるため,基板に 実装されたパッケージの接合部にかかるストレスは異なると考えられる。支持スパン 90 mm の場合とスト レスを比較するため,基板の弧の半径が同じになるように押込み量を設定する必要がある。弧の半径の求 め方は,式(1)を参照のこと。 R = (L2+4H2)/8H ·················································································································· (1) ここに, L :支持スパン H :押込み量 R :弧の半径 解説表 1―スパン 90 mm の押込み量とスパン 50 mm の押込み量の比較 押込み量 5 スパン 90 mm スパン 50 mm 1 mm 0.3 mm 2 mm 0.6 mm 3 mm 0.9 mm 4 mm 1.2 mm ひずみゲージを用いた実装後の試験方法について 2009 年の改定に当り導入した,ひずみゲージを用いた実装後の信頼性試験方法については本規格の解説 を参照すること。 72 36 JEITA ED-4702B 試験方法 004 実装後の基板繰返し曲げ試験 Reiterative bending test for surface mount devices on the board 1 適用範囲 この試験は,パッケージを基板に実装した後,実使用時に予想されるキータッチ等の繰返し行われる実 装基板にかかる曲げストレスを想定し,デバイスと基板接合部への影響を評価する方法について規定す る。また,携帯電話及び PDA などの用途に用いられる,BGA,LGA,SON などに適用される。 2 試験装置 3.6 に規定する基板曲げスピード,押込み量,支持方法,支持スパン等が可能な基板曲げ試験装置。 3 試験手順 3.1 供試品 SMD のリードフレーム上や BGA,LGA,SON などのキャリアであるサブストレート基板上でデイジー 結線された基板デイジー又は実デバイスを用いる。 3.2 前処理 前処理が必要な場合は,個別規格に規定の条件で行う。 3.3 サンプル作成 評価前に附属書 1 に規定された基板に,3.1 で規定された供試品を附属書 2 に規定された実装条件で実装 を行う。 3.4 初期測定 個別規格に規定の項目及び条件で行う。 3.5 取付け 図 1 に示すように基板を試験装置の支持部の上に設置する。曲げる際の圧力に耐える平らな硬い試験装 置の上に支持部は固定されている。 デバイス 基板 支持 (3 mm φ ~6 mm φ ) 試料台 45 mm 45 mm 図 1―取付け 37 74 JEITA ED-4702B 3.6 試験条件 図 2 に示す曲げ治具を用いる。基板を図 3 に示すように試料台の上に設置する。試料台の支持部は曲げ 試験時に変形しないものを用いる。押込み量は,1.0 mm±0.5 mm,2.0 mm±0.5 mm から一つを選択する。 押込み量は参考値とする。1.0 mm/s のスピードで規定された押込み量まで押込み,同じスピードで最初の 位置まで戻す。個別規定に規定された回数を繰返し実施する。方向は X 方向のみ実施する。 (1) 曲げスピード;1.0 mm/s (2) 押込み量;1.0 mm±0.5 mm,2.0 mm±0.5 mm (3) 支持方法;円筒(3 mm φ ~6 mm φ ) (4) 支持スパン;90 mm±3 mm (5) 曲げ方向;供試品実装面の裏から (6) 押込み治具形状寸法;個別規格に規定がない限り,R5 を推奨する 備考 1 用途に応じて適切な繰返し回数を決めること。 備考 2 大きな SMD を搭載した基板を曲げるとき,SMD の底面が基板に当り,SMD に異常な力が加わ り,その結果,接合部を破断することがある。実際に使用される場合は,このような現象は, 発生しない。その際は,押込み量を見直す。 W R5 図 2―治具 押込み量 図 3―曲げ試験方法 76 38 JEITA ED-4702B 3.7 後処理 個別に規定された場合,規定された処置を行う。 3.8 最終測定 個別規定に規定された項目を確認する。電気的特性は,試験中測定されることが望ましい。この試験は 基板材料,はんだ付け性,SMD などが複雑に影響を及ぼすことがあるので,不具合が発生した場合は SMD 自体に原因があるのか否か見極めて対処する。 4 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [3.2 参照] (2) 評価基板仕様(規定以外の場合) [3.3 参照] (3) 実装条件(規定以外の場合) [3.3 参照] (4) 初期測定の項目及び条件 [3.4 参照] (5) 試験条件 [3.6 参照] (6) 押込み量(規定条件以外の場合) [3.6 参照] (7) 連続電気抵抗モニタの実施有無 [3.6 参照] (8) サイクル数 [3.6 参照] (9) 後処理(規定以外の場合) [3.7 参照] (10) 最終測定の項目と条件 [3.8 参照] (11) 判定基準 [3.8 参照] (12) その他の要求事項 78 39 JEITA ED-4702B 解説 1 実装後の基板繰返し曲げ試験 制定の経緯 最近の技術動向・市場動向として携帯電話やモバイル機器等の小型化が進み,いろいろなパッケージが 使用されている。キータッチ等の使用状況においてパッケージと基板との接合部に基板曲げストレスが加 わることが考えられる。この規格は,基板実装状態での信頼性試験方法規格制定の一環として基板の曲げ によるパッケージと基板との接合部にかかるストレスを考慮した信頼性試験方法について規定する。 2 各社の状況 試験方法・試験条件・判定基準等について,審議の中で種々の意見が出された。下記に審議中に出され た各社アンケート結果を示す。 「審議中に出された基板曲げ試験条件」 (1) 社内規格の有無:あり(3 社),なし(6 社) (2) 試験実施有無:あり(7 社),なし(2 社) (3) 基板デザイン:温度サイクル試験と共用(2 社) (4) 曲げスピード:1 秒/サイクル(240 mm/分)(1 社) ,80 mm/分(2 社),50 mm/分(1 社), 40 mm/分(1 社) (5) 押込み量:2 mm(1 社) ,1 mm(2 社) ,0.5 mm~2.0 mm(1 社) ,1.5 mm,3.0 mm,4.5 mm(1 社) (6) 支持方法:円筒(5 社) (7) 支持スパン:90 mm(2 社) ,50 mm(2 社),45 mm(1 社) (8) 曲げ方向:実装の裏(4 社),表と裏(2 社) (9) モニタ方法:連続(3 社) ,各サイクルごと(2 社) (10) 押込み治具:表 2 個所(3 社),裏 1 個所(3 社),裏 2 個所(2 社) (11) 判定基準:10 % 以上の変動(4 社),2 倍以上の変動(1 社) 3 測定方法について 測定方法は抜取り方法及び連続電気抵抗モニタシステムが審議され,抜取り方法では主に実デバイス, 連続電気抵抗モニタシステムでは主にデイジーチェーンサンプルに分けて測定している。連続電気抵抗モ ニタシステムは試験環境等の整備が必要であり,現状では一般的ではないため,抜取り方法で実施するこ とで一致した。抜取りの際の測定において,基板を曲げた状態で測定することを推奨する。 また,押込み量は,1.0 mm,2.0 mm の試験方法を採用した。実際に工程で基板に加わる押込み量が明確 にならなかったため,参考値とした。 80 40 JEITA ED-4702B 4 補足 支持治具の支持スパンを 50 mm とした場合,同じ押込み量でも,基板の弧の半径が異なるため,基板に 実装されたパッケージの接合部にかかるストレスは異なると考えられる。支持スパン 90 mm の場合とスト レスを比較するため,基板の弧の半径が同じになるように押込み量を設定する必要がある。弧の半径の求 め方は,式(1)を参照のこと。 R = (L2+4 H2)/8 H ··············································································································· (1) ここに, L :支持スパン H :押込み量 R :弧の半径 解説表 1―スパン 90 mm の押込み量とスパン 50 mm の押込み量の比較 押込み量 5 スパン 90 mm スパン 50 mm 1 mm 0.3 mm 2 mm 0.6 mm 3 mm 0.9 mm 4 mm 1.2 mm ひずみゲージを用いた実装後の試験方法について 2009 年の改定に当り導入した,ひずみゲージを用いた実装後の信頼性試験方法については本規格の解説 を参照すること。 82 41 JEITA ED-4702B 試験方法 005A 実装後の落下試験方法 Board level drop test method of SMDs 1 適用範囲 この規格は,携帯電話等の携帯機器等に用いられる表面実装デバイスに適用される。また,基板実装状 態において,実使用時に予想される落下衝撃ストレスを再現し,主に,デバイスと基板との接合部に与え る影響を評価する方法について規定する。 2 用語の定義 この試験方法で用いる用語の定義は,本規格の用語の定義を参照すること。 3 試験装置 5 項及び 6 項に規定する試験条件を満足する試験装置。 4 試験手順 落下試験の手順を以下に示す。 4.1 供試品 製品規格に規定がない場合には,供試品は,導通確認が可能な構造とする。また,実部品と同等の仕様 であること。表面実装デバイスのリードフレーム上や BGA,LGA,SON などのキャリアであるサブスト レート基板上でデイジー結線された基板デイジーまたは実デバイスを用いる。 備考 デイジーチェーンの結線については,基板の配線パターンの断線が発生しないように注意が必要 である。例えば,試験基板の長手方向に配線パターンを引き出さずに,短手方向から引き出す等 の配慮が必要。 4.2 試験基板 試験基板は,実際の電子機器に合せて作成し,個別規格に規定する。特に規定がない限り,BGA のラン ドについては,ランドにレジストが被ったタイプ,QFP はレジストがかぶらないタイプが望ましい。また, BGA の場合は,試験基板のランドサイズをパッケージのランドサイズに合わせるのが望ましい。 4.3 ソルダペースト ソルダペーストは,実際の電子機器に合せて選択し,個別規格に規定する。 4.4 供試品の取付け 供試品の基板への取付けは,個別規格に規定する。ただし,供試品は試験基板の中央に一個搭載する。 4.5 前処理 処理を必要とする場合は,個別規格に規定の条件に従って行う。 84 42 JEITA ED-4702B 4.6 初期測定 個別規格に規定の項目及び条件に従って行う。 4.7 試験方法 本試験規格では,試験基板に設置したひずみゲージにより落下高さを規定し落下試験を実施する方法 と,落下高さを規定し,落下試験を実施する方法を規定。5 項 試験方法 A 及び 6 項 試験方法 B のいずれ かを実施。なお,可能であれば試験方法 A を用いるのが望ましい。 4.8 中間測定 試験における中間測定は,試験回数ごとに測定することが望ましく,個別規格に規定の項目及び条件で 実施する。 備考 落下試験を実施した後に,故障判定をする場合は,断線箇所の接触のため,良品判定をする場合 がある。したがって,故障を判定する際に,デイジーチェーン信号線を瞬断検出器等を用いて判 定する方法が最適である。この場合,瞬断検出器の分解能は,100 μs の瞬断を検出できるものが 望ましい。 4.9 最終測定 個別規格に規定の項目及び条件で行う。この試験は基板材料,はんだ付け性,共試品などが複雑に影響 を及ぼすことがあるので,不具合が発生した場合は供試品自体に原因があるのか否か見極めて対処する。 5 試験方法 A 落下試験時の基板ひずみを規定した落下試験 5 項の試験方法 A は,ひずみゲージを用いた実装後の落下試験方法を規定している。ひずみゲージを用 いない,試験方法については 6 項で規定している。 5.1 目的 本試験方法は試験基板に設置したひずみゲージにより,落下高さを規定し,落下試験を実施する試験方 法を規定する。 備考 この試験方法は,試験機,基板固定ジグ及びひずみ測定装置によって構成される。 本試験方法は,基板表面ひずみを用いて校正されるため,試験機・ジグに試験結果は依存しない。 このため,本規格では試験機,ジグの構造,形状を規定する必要はない。ひずみ量にて定量化す るため,部品メーカの試験結果と,機器の結果の相関を取りやすくなる。ただし,この方法の場 合,部品メーカ及び機器メーカにて,本試験方法を行うための環境が整っている必要がある。ま た,ひずみゲージの貼付け方法で試験結果が異なる。主に,支点間距離の影響等でひずみ波形の 幅が異なると,寿命に差が生じるため注意を要する。 5.2 試験装置 試験機については,一定の高さより,自然落下又はそれに近い状態で衝撃を与える機構を有する装置。 また,供試品に対して,落下中及び落下衝突時において姿勢保持が可能な手段を講じる。 43 86 JEITA ED-4702B ネジ アーム 吊り下げ糸 基板固定治具 基板 部品 衝突部 衝突面 衝突面 試験機 基板保持具の参考例 図 1―試験方法 A による落下衝撃試験装置及び基板保持具の参考例 5.3 基板保持具 基板保持具については,特に規定がない限り,試験基板をボルトによって固定できる構造とし,はんだ 接合部に落下衝撃を与えるものとする。試験基板の基板保持具への取付けは,供試品が基板保持具の中央 となるように固定すること。特に規定がない限り,ひずみの再現性を得るために,基板保持具の底面には, 図 1 に示す半球状の突起を設ける。ただし,ひずみの再現性が得られればその他のものでもよい。 5.4 支点間距離 支点間距離は個別規格に規定の項目及び条件で実施する。支点間距離により,パルス幅が変わるため, 同じ最大ひずみでも,落下試験寿命に影響を及ぼす。そのため,実際の電子機器のパルス幅にできるだけ 近いほうが望ましい。特に規定がない限り,携帯機器を想定した場合,パルス幅 1.0 ms+0.5 ms-0.5 ms を推奨する。また,パルス幅を 1.0 ms±0.5 ms にするためには,0.8 mm 厚みの FR4 基板の場合,支点間距 離は 50 mm~80 mm を推奨する(5.9.4 を参照)。 5.5 落下床面 落下床面は平坦なコンクリート面又は鋼板とする。ただし,衝突を繰り返すことによってコンクリート の破壊,鋼鈑の変形等が生じるため試験ごとに落下床面の表面状態を確認するのが望ましい。また,鋼鈑 の場合は,衝突の繰返しによる変形を防止するため,焼入れ品を推奨する。 5.6 ひずみゲージ ゲージ長は,1 mm~2 mm とする。ひずみゲージの種類は,箔ゲージとする。軸仕様は,単軸とする。 44 88 JEITA ED-4702B 5.7 ひずみゲージ貼付け ひずみゲージ貼付け位置は,図 2 に示すパッケージコーナ部のランド中心の延長上とする。また,コー ナボールのランド中央から,ひずみゲージの中央までの距離で規定する。個別規格に規定がない場合は 3.25 mm を推奨する。配線上への貼付けは極力避ける。避けられない場合は,紙やすり等を用いて平坦化 を行う必要がある。また,ひずみゲージ貼付け方法は,落下試験で亀裂,はがれが発生しないように, 接着剤にて貼付けを行う。接着剤は薄く塗布するほうがよい。ひずみゲージの貼付け方法については, 附属書 3 を参照すること。 ひずみゲージ ボール配置 実装基板 3.25 mm 固定治具 パッケージ外形 図 2―ひずみゲージ貼付け位置 5.8 ひずみ測定装置 ひずみ測定装置については次による。落下衝撃試験中のひずみ測定が可能な装置で,150 kHz 以上のサン プリングレートを有する装置とする。ただし,測定結果に疑義が生じなければ 150 kHz 以下のサンプリン グレートでもよい。装置のサンプリングレートが低い場合は,測定したひずみ値及びひずみ波形が正しく 表されず,最大ひずみのピーク値をサンプリングできたり,できなかったりと値と波形がばらつく。この ため 150 kHz 以上のサンプルリングレートを有する装置が好ましい。落下衝撃試験装置及び結線の例を 図 3 に,ひずみ波形とデイジーチェーンの断線波形例を図 4 に示す。 結線の例 デイジーチェーン 瞬断検出器 ブリッジ回路 SMD ひずみアンプ 試験基板 ひずみゲージ゙ オシロスコープ 図 3―試験方法 A による落下衝撃試験装置及び結線の例 90 45 JEITA ED-4702B デイジーチェーン信号線 +ひずみ(引張り) 瞬断した様子(電圧降下) ひずみ波形 0με -ひずみ(圧縮) 20msec/div 図 4―ひずみ波形とデイジーチェーンの断線波形例 5.9 5.9.1 試験条件 落下試験方法 試験条件は,個別規格に規定の項目及び条件で実施する。 5.9.2 落下方法 落下方法は自然落下又はそれに近い状態とする。落下試験を実施するに当り,5.9.4 に規定する方法に て,供試品に接着したひずみゲージを用いて落下高さを調整する必要がある場合は,予備試験を実施後, 試験サンプルを基板固定ジグに取付け落下試験を実施する。 5.9.3 落下高さ 落下高さは,試験基板に取り付けられたひずみゲージの示すひずみ量によって決定する。 5.9.4 a) 落下高さの調整方法 試験基板にひずみゲージを貼り付ける。貼付け位置 5.7 で規定された位置とする。 b) 基板固定ジグに試験基板を取り付ける。ジグに取り付ける際,供試品が下になるように取り付ける こと。 c) 予備試験サンプルを用いて,目的の基板表面ひずみとなるように,基板保持具に供試品を取り付け た際の支点間距離及び落下高さを調整する。試験水準については,個別規格に規定された最大ひず み量で試験を実施する。個別規格に規定する最大ひずみ量は,実際の機器にて測定した値に合せる 必要がある。各種試験サンプルがある場合は,それぞれの試験サンプルで測定を実施し落下高さを 決定する。ただし,同一試験サンプルである場合そのすべてにおいて測定する必要はなく,その中 の任意の試験サンプルでのみ測定する。最大ひずみ量の試験範囲については,携帯機器を想定した 場合,1000 με ~5000 με を推奨する。 46 92 JEITA ED-4702B d) パルス幅の設定 パルス幅は,落下試験寿命に影響するため,できるだけ実際の機器に合わせる必要がある。図 5 及び図 6 に示すように,パルス幅は,支点間距離に関係している。したがって,パルス幅を設定す るためには,支点間距離を調整することが望ましい。特に規定がない限り,携帯機器を想定した場 合,パルス幅は 1.0 ms±0.5 ms,パルス幅を設定するための支点間距離 50 mm~80 mm を推奨する。 e) 上記 a)~c)のひずみ測定のための予備試験後,試験基板を取り付けた基板固定ジグを c)で調整した 高さから繰返し落下させる。なお,落下試験については 2 水準以上を実施。ひずみ量と故障までの 落下試験回数との相関を確認することが望ましい(図 7 参照)。 図 5―落下試験寿命とパルス幅の関係 図 6―パルス幅と支点間距離の関係 備考 1 本試験に規定のひずみ量と落下試験による故障回数には相関があり,任意の複数のひずみ量に 対する,落下試験による故障までの落下試験回数を測定することによって,任意のひずみ量に 対する故障回数を推定することができる。図 7 に実施例を示す。 +最大ひずみ (με) 94 47 JEITA ED-4702B ■ :落 下 試 験 に よ る デ ー タ 任意の歪量に対する 故障までの落下試験回数 故 障 ま で の 落 下 試 験 回 数 (回 ) 図 7―最大ひずみと故障までの落下試験回数 備考 2 目的の基板表面ひずみを与える方法として,試験ロッド又は鉄球を,供試品に落下させる方法 をがある。附属書 A にその方法を示す。 5.9.5 落下試験方向 落下方向は図 8 に示すように,実装面を下向けにした方向とする。 試験基板 供試品 図 8―落下試験の方向 5.9.6 落下回数 個別規格に規定されない限り,破壊が発生するまで落下試験を実施する。ただし,最大でも 20 回を超え ない。 6 試験方法 B 落下高さを規定した落下試験 6 項の試験方法 B は,ひずみゲージを用いない実装後の落下試験方法を規定している。ひずみゲージを 用いる試験方法については 5 項で規定している。 6.1 目的 本試験方法は落下高さにより,落下衝撃強度を規定し,落下試験を実施する試験方法を規定する 備考 試験方法 B の場合,基板の固定治具への固定方法及び基板の支点間距離は試験結果に大きな影響 を及ぼすため,本試験による試験結果と実際の機器間の結果に疑義が生じる。このような場合は, 基板の固定治具への固定方法及び基板の支点間距離が実際の機器と違いがないか見直す必要があ る。 48 96 JEITA ED-4702B また,前述のように,保持治具,基板サイズ及び落下高さ等により,2 次実装接合部にかかる ひずみ量は異なるため,デバイス供給側及び使用側双方で,ひずみ量の測定が可能な場合は試験 方法 A における試験環境下で試料に加わるひずみ量を測定し,実際の機器でのひずみ量との相関 を確認することが望ましい。ひずみ量の測定は,6 項を参照のこと。 6.2 試験装置 試験機については,一定の高さより,自然落下又はそれに近い状態で衝撃を与える機構を有する装置。 また,供試品に対して,落下中及び落下衝突時において姿勢保持が可能な手段を講じる。試験方法 B によ る試験の実施例を図 9 に示す。 ネジ ネジ アーム 吊り下げ糸 基板固定ジグ 基板 基板 部品 部品 衝突部 衝突部 衝突面 衝突面 衝突面 試験機 基板保持具の参考例 図 9―試験方法 B による試験実施例 6.3 基板保持具 基板保持具については,特に規定がない限り,試験基板をボルトによって固定できる構造とし,はんだ 接合部に落下衝撃を与えるものとする。特に規定がない限り,試験の再現性を得るために,基板保持具の 底面には,図 9 に示す半球状の突起を設ける。ただし,ひずみ再現性が得られればその他のものでもよい。 6.4 支点間距離 個別規格に規定の項目及び条件で実施する。支点間距離により,落下試験寿命に影響するため,できる だけ実際の機器に合わせる必要がある。特に規定がない限り,携帯機器を想定した場合,50 mm~80 mm を推奨する。支点間距離は落下高さを規定した試験の場合,支点間距離が実際の電子機器の支点間距離に 合せないと著しく試験結果が異なる場合があり,実際の電子機器の支点間距離に比べ,試験ボードの支点 間距離が大きい場合,試験結果の寿命が小さくなる(6.9.3 参照) 。 6.5 落下床面 落下床面は平坦なコンクリート面又は鋼板とする。ただし,衝突を繰り返すことによってコンクリート の破壊,鋼鈑の変形等が生じるため試験ごとに落下床面の表面状態を確認するのが望ましい。また,鋼鈑 の場合は,衝突の繰返しによる変形を防止するため,焼入れ品を推奨する。 98 49 JEITA ED-4702B 6.6 試験条件 6.6.1 落下試験試験条件 試験条件は,個別規格に規定の項目及び条件で実施する。 6.6.2 落下方法 落下方法は自然落下又はそれに近い状態とする。 6.6.3 落下高さ 落下高さは 1.5 mm とする。なお,落下高さとは落下床面から最も近い基板保持具の部分までの高さで ある。それ以外の高さの試験条件については,個別規格に規定されている場合実施する。 6.6.4 落下試験方向 落下方向は図 10 に示すように,実装面を下向けにした方向とする。 試験基板 供試品 図 10―落下試験の方向 6.6.5 落下回数 個別規格に規定されない限り,破壊が発生するまで落下試験を実施する。ただし,最大でも 20 回を超え ない。 7 試験結果の報告 試験結果報告書が必要な場合には,次の項目を報告事項として受渡当事者間の協定によって選択し記載 する。 a) 試験年月日 b) 試験機関名 c) 電子部品の名称,種類,及び寸法 d) 電子部品のリードの母材,並びにめっきの有無及びめっきの材質 e) 試験基板の材質,寸法,及び層構成 f) 基板上のランド寸法及び表面処理の材質 g) はんだの種類とソルダペーストの種類 h) リフロープロファイルとはんだ付け雰囲気(窒素雰囲気の場合はそのときの酸素濃度) i) 落下衝撃試験装置(試験機仕様,基板固定ジグの寸法・材質,測定器の仕様) j) ひずみと破断回数との関係グラフ 試験方法 1,高さ規定の場合は破断までの回数。 k) 落下回数 l) 破壊モード(写真等) m) ひずみゲージの型式名 n) ひずみゲージの貼付け位置 100 50 JEITA ED-4702B 8 個別規格に規定すべき条件 (1) 前処理条件(必要がある場合) [参照] (2) 評価基板仕様(規定以外の場合) [参照] (3) 実装条件(規定以外の場合) [参照] (4) 初期測定の項目及び条件 [参照] (5) 試験条件 [参照] (6) 繰返し落下回数(規定条件以外の場合) [参照] (7) 試験中間測定の項目と条件 [参照] (8) 最終測定の項目と条件 [参照] (9) 判定基準 [参照] (10) その他の要求事項 102 51 JEITA ED-4702B 附属書 A ロッドを用いた落下強度を規定する方法 Method to determine drop strength using test rod 1 試験装置 試験機については,実装された部品が下向きになるように基板固定ジグに固定し,自然落下又はそれに 近い状態でロッド(例えば,金属の棒)を基板裏面に落下させることにより衝撃を与える機構を有する装 置であり,次による。 a) 基板固定ジグを用いた機構。 b) ロッド落下衝撃時の基板表面ひずみ測定が行える機構。 c) ロッド落下位置を安定させることができる機構。 d) ロッドの 2 度落ちを防止させることができる機構。 備考 動かないようにしっかり固定された状態を推奨する。 2 基板固定ジグ 基板固定ジグについては,試験基板をボルトもしくはその他の方法によって固定できるものであり,次 による。 a) 支点間距離 ひずみのパルス間隔を調整するために可変とする。 b) 試験基板の固定方法 ボルト固定(直接基板固定またはプレートを用いての間接固定)もしくはひずみ再現性が得られ る他の方法。 c) ロッドの先端形状 ロッドの先端形状は個別に規定する。ロッドの先端は試験基板がたわんだときにロッドの先端の 角が衝突しないように半球状に加工した形状(例えば,R 3 mm)が望ましい。 ロッド 基板 部品 図 1―基板固定ジグのイメージ図(参考例) 52 104 JEITA ED-4702B 3 試験条件 試験条件は,個別規格に規定の項目及び条件で実施する。 3.1 落下方法 ロッドの落下方法は自然落下とする。3.3 に規定のひずみ測定をする予備試験後,試験サンプルを基板 固定ジグに取付け試験を実施する。 3.2 落下高さ 落下高さは,試験基板に取り付けられたひずみゲージによって決定する。 3.3 a) ロッドの落下高さの調整方法 試験基板にひずみゲージを貼り付ける。5.7 項図 2 で規定された位置とする。 b) 基板固定ジグに試験基板を取り付ける。ジグに取り付ける際,試験用部品が下になるように取り付 けること。 c) 予備サンプルを用いて,目的の基板表面ひずみ,ひずみ波形のパルス間隔となる試験ロッドの落下 高さ及び基板固定間距離を調整する。試験水準については,個別規格に規定されたひずみ量で試験 を実施する。個別規格に規定するひずみ量は,実際の機器にて測定した値に合せる必要がある。な お,ひずみ波形のパルス間隔は最初に最大ひずみの 10 % に達してから,最初に最大ひずみの 10 % に立ち下がるまでの時間で定義する。パルス間隔は携帯電話の場合 1.0 ms±0.5 ms で試験を行うこ とが望ましい。 各種試験サンプルがある場合は,それぞれの試験サンプルで測定を実施し落下高さを決定する。た だし,同一試験サンプルである場合そのすべてにおいて測定する必要なく,その中の任意の試験サ ンプルでのみ測定する。 d) 上記 a)~c)のひずみ測定のための予備試験後,試験ロッドを c)で調整した高さから繰返し落下させ る。 0.6 基板ひずみ 導通電圧 0.4 4 瞬断した様子(電圧降下) 0.2 2 0.0 0 -ひずみ(圧縮) -0.2 -2 0 2 4 6 時間 (ms) 8 図 2―ひずみ波形等(参考例) 10 -2 導通電圧 (V) 基板表面ひずみ (%) +ひずみ(引張り) 106 53 JEITA ED-4702B 解説 1 基板実装後の落下試験 制定の経緯 最近の技術動向・市場動向として携帯電話やモバイル機器等の小型化が進み,いろいろなパッケージが 使用されている。携帯型電子機器の使用状況において,電子機器の落下により,パッケージと基板との接 合部にストレスが加わることが考えられる。この規格は,基板実装状態での信頼性試験方法規格制定の一 環として携帯型電子機器の落下によるパッケージと基板との接合部にかかるストレスを考慮した信頼性試 験方法について規定する。 2 改定の経緯 2009 年の改定に当り,基板実装後の落下試験方法の一部として,ひずみゲージを用いた基板実装後の落 下試験方法を規定した。改訂の理由については本規格の解説を参照すること。 落下試験方法については,ひずみゲージを用いた試験方法の導入に当り,試験方法 B(従来の試験方法) についても見直しを行った。 (1) 落下高さと落下回数の改定 本規格では,実使用時に予想される落下衝撃ストレスを再現し,主に,デバイスと基板との接合部 に与える影響を評価する方法であり,接合部に与えるストレスは落下高さにより大きく異なる。上記 理由より,従来の落下高さの低い試験方法は,落下高さの高い試験方法に集約されるため,落下高さ を 150 cm に統一した。 解説表 1―従来の落下高さ及び落下回数 (2) 落下高さ 落下回数 30 cm 200 回 100 cm,150 cm 10 回,20 回 落下方向の改定 従来の試験方法では,落下方法については 3 方向を規定していたが,垂直方向についてはデバイス と基板との接合部に加わるストレスが極めて小さく,接合部の劣化は水平方向の落下で発生すること から,落下試験の方向は水平方向のみとした。 垂直方向 垂直方向 水平方向 (短辺が衝突辺) (長辺が衝突辺) (実装面が下側) 解説図 1―従来の落下方向 3 ひずみゲージを用いた実装後の試験方法について 2009 年の改定に当り,基板実装後の落下試験方法の一部として,ひずみゲージを用いた方法を規定し た。実装後の信頼性試験方法については本規格の解説を参照すること。 (社)電子情報技術産業協会が発行している規格類は,工業所有権(特許,実用新 案など)に関する抵触の有無に関係なく制定されています。 (社)電子情報技術産業協会は,この規格類の内容に関する工業所有権に係る確認 について,責任はもちません。 JEITA ED-4702B 2009 年 7 月発行 発 行 (社)電子情報技術産業協会 電子デバイス部 〒101-0065 東京都千代田区西神田 3-2-1 TEL 03-5275-7258 FAX 03-5212-8121 印 刷 (株)オガタ印刷 〒 102-0072 東京都千代田区飯田橋 1-5-6 TEL 03-3264-3456 この規格類の全部又は一部を転載しようとする場合 は,発行者の許可を得て下さい。 Standard of Japan Electronics and Information Technology Industries Association JEITA ED-4702B Mechanical stress test methods for semiconductor surface mounting devices Established in October, 1992 Revised in July, 2009 Prepared by Semiconductor Technology Committee Semiconductor Product Technology Committee of Japan Technical Committee on Semiconductor Reliability Published by Japan Electronics and Information Technology Industries Association Chiyoda First Bldg. South Wing, 2-1, Nishikanda 3-chome, Chiyoda-ku, Tokyo, 101-0065, Japan Printed in Japan In case of a disagreement between the translation and the original version of the standard or technical report in Japanese, the original version will prevail. Ⓒ JEITA :2009 - Copyright - all reserved No part of this publication may be reproduced or utilized in any form or by any means without permission in writing from the publisher. JEITA ED-4702B CONTENTS page 1 Scope ················································································································································ 2 Definition of terms ··························································································································· 3 Normative references 4 Classification 1 1 ······················································································································ 3 ··································································································································· 5 5 General consideration ···················································································································· 5 6 Appendix 1 ······································································································································· 7 7 Appendix 2 ····································································································································· 15 8 Appendix 3 ····································································································································· 21 ································································································································· 31 9 Test methods Test method 001 Temperature cycle after mounting ································································· 31 Test method 002 Strength tests for soldering joint ··································································· 47 Test method 003 Bending test for surface mount devices on the board ································ Test method 004 Reiterative bending test for surface mount devices on the board Test method 005A Drop test after mounting Explanatory notes 61 ············· 71 ·············································································· 81 ····························································································································· (0) (1) 107 1 JEITA ED-4702B Standard of Japan Electronics and Information Technology Industries Association Mechanical stress test methods for semiconductor surface mounting devices 1 Scope This standard prescribes the evaluation method of durability against the mechanical stresses or thermal stresses, received during or after the mount process of surface mounting devices (hereafter referred to as SMD) used mainly for industrial and consumer use equipment. Remarks 1 The test method prescribed in this standard is an integrated test that examine the mounting methods, mounting conditions, printed wiring boards and soldering materials in combination, and it dose not prescribe the evaluation method of the durability of an individual semiconductor device. Remarks 2 Mounting conditions, printed wiring boards, soldering materials significantly affect the result of the test. Therefore, the test prescribed in this standard is not intended to guarantee the mounting reliability of semiconductor devices. Remarks 3 It is not necessary to conduct these tests, if the stresses (mechanical and others) considered in these methods are not applicable in the actual use or in the handling of mounted device. 2 Definition of Terms Terms used in this standard and individual standards are defined in EIAJ ED-4701 and as defined below. (1) Sample Mounted SMD to be tested Individual SMD to be tested (2) SMD Abbreviation for surface mounting device. A semiconductor device designed to be surface mounted on a printed wiring board. (3) Surface mounting Method of mounting or jointing a component on the surface of a printed wiring board (4) Drop impact strength Strength of the test substrate held by a jig that is dropped from an arbitrary height, as represented by the number of cyclic drops that finally cause fracture on the solder joint between a device and a printed wiring board. (5) Strain (strain of substrate surface) The reading on the strain gauge attached to the surface of the test substrate. It is a numeric dimensionless quantity representing the degree of stretching observed when the test substrate is distorted. (6) Maximum strain The maximum strain means the tensile side (+) of the strain waveform 3 2 JEITA ED-4702B (7) Pulse duration The pulse duration is the time interval between the instant when the acceleration first reaches 10 % of its specified peak level and the instant when the acceleration first returns to 10 % of the specified peak level after having reached that peak level. (8) Momentary interruption detector The equipment that detects extremely short electrical discontinuity (momentary interruptions) in a daisy-chain circuit. (9) The package defined in this standard CSP (Chip Scale Package) is a generic term to denote packages whose size is equivalent to or slightly larger than that of the chip that it contains and it dose not denote the package outline. However, in this standard, the term is used to simply and clearly describe the package outline. Definition of “CSP/BGA” in this standard is stated below. (a) Ball grid arrays (BGA) of ball pin type and land grid arrays (LGA) of N-lead type packages among those packages categorized as Form D packages in EIAJ ED-7300 “Basic Items for Specifications of Outline of Semiconductor Packages.” (b) Quad flat non-leaded packages (QFN) of N-lead type among those packages categorized as Form A packages in EIAJ ED-7300. (c) Small outline non-leaded packages (SON) of N-lead type among those packages categorized as Form B packages in EIAJ ED-7300. (10) Other terms comply with the EIAJ ED-4701 “Environmental and Endurance Test Methods for Semiconductor Devices”. 3 Normative references EIAJ ED-4701 “Environmental and endurance test methods for semiconductor devices” EIAJ ED-7300 “Basic items for specifications of outline of semiconductor packages” EIAJ ED-7311-5 “Standard of integrated circuits package (SRAM/Flash FBGA)” EIAJ EDR-7315 “Design guideline of integrated circuit for Ball Grid Array (BGA)” EIAJ EDR-7316 “Design guideline of integrated circuit for Fine-Pitch Ball Grid Array and Fine-Pitch Land Grid Array (FBGA/FLGA)” EIAJ ET-7407 “Environmental and endurance test methods for CSP, BGA package on mounting condition” JIS Z 3282 “Solder” JIS Z 3284 “Solder paste” JIS Z 5012 “Test method for printed wiring board” JIS Z 5016 “Test method for flexible printed wiring board” JPCA-BU01 “Build-up wiring board” The test methods applicable to an individual semiconductor device are specified in EIAJ ED-4701 “Environmental and endurance test methods for semiconductor devices”. The objective of establishing this standard is to evaluate defects expected exclusively in mounted condition. 5 3 JEITA ED-4702B 4 Classification (1) Test preparation Appendix 1: Test board design guideline Appendix 2: Standard mounting process for SMD Appendix 3: An example of strain gauge attachment procedure These appendices prescribe the mount boards, the mount materials, and the mount methods to be used to evaluate the mount reliability as pre-test preparation and an example of attaching the strain gauge used in the reliability test of mounted board with strain gauge. (2) Mechanical environmental test methods Test method 001: Temperature cycle after mounting Test method 002: Strength tests for soldering joint Method 1: Peel strength test for soldering joint Method 2: Pull strength test for soldering joint Method 3: Push strength test for soldering joint Test method 003: Bending test for surface mount devices on the board Test method 004: Reiterative bending test for surface mount device on the board Test method 005A: Drop test after mounting These tests prescribe the methods for evaluating durability against the stresses applicable to SMD mount boards during or after the mount process. 5 General consideration (1) The test method specified in this standard is mainly applicable to the test of the soldered joints of SMD packages being mounted on the board. The soldering strength in this case depends very much on the mount methods, the mount conditions, the used materials and the printed wiring boards. Therefore, if the desired results cannot be attained, the defects should be thoroughly analyzed to determine the cause of defect, whether it may or may not be attributed to the surface mounting package itself. If no faults on the SMD package to cause defect can be found, it is necessary to carry out the test again, after checking the mount methods, the mount conditions, the used materials and the printed wiring boards. (2) As this standard prescribes the method of testing the durability against mechanical and thermal stresses of devices in mounted condition, the results should be fully considered in correlation with the conditions of actual use. 4 7 JEITA ED-4702B Appendix 1 Test board design guideline Appendix 1 prescribes issues pertaining to the design guide for test boards used in evaluation of mount reliability under Test method 001 to 005. 1 Design guide The items listed below are subject to consideration for the design standard of the mount reliability test board. (1) Classification of board specification Board thickness, the number of layers, and copper foil thickness (2) Material of the board (3) Land shape and land size 1.1 Classification of board specification Both the board thickness and the number of layers of the mount reliability test board that is applicable to BGA, LGA or SON packages are to be determined by selecting from the appropriate type in Table 1, according to the usage of the semiconductor device subject to the test. Table 1 – Types of mount reliability test board Type Type A Type B Type C Type D Example of application Cellular phones, Video Camera recorders, etc. Notebook type PCs Floor/rack type equipment Workstations, etc. Board thickness 0.6 mmt-1.0 mmt 1.0 mmt-1.2 mmt 1.6 mmt 2.4 mmt 4 layers or more 4 layers or more 6 layers or more 1.27 ◎ ◎ ◎ 1.00 ◎ ◎ ◎ ◎ ○ 4 layers or more Number of layers Terminal pitch (mm) 0.80 ◎ ◎ 0.75 ◎ ◎ 0.65 ◎ ○ 0.50 ◎ ○ 0.40 or less ◎ Standard copper 18 μm/12 μm wiring thickness (outer layer/inner 35 μm/18 μm layer) (1) Note (1) nominal dimensions ○ ◎ ○ 9 5 JEITA ED-4702B Notes 1 The board design largely depends on the terminal pitch of the mounted component. Therefore, the table shows the example of applications, and the terminal pitch, which corresponds to the application. The double circles indicate the major current applications while the single circles indicate the assumed future applications. The copper wiring thickness, also largely depends on the terminal pitch of the mounted component. It also largely depends on the method of board process. Therefore, there are two kinds of the copper wiring thickness of type B in the table. Notes 2 In general, thicker the board is, shorter the life of the soldering joint in the temperature cycling test becomes. In view of mechanical strength, the stress of the soldering joint tends to be decreased with the board thickness increased. Therefore, it is recommended to select the appropriate board type per application, considering the requirements for test quality. 1.2 Material of the board The standard material is FR-4 (NEMA Standard NO.LI 1-1998). 1.3 Board layer configuration Table 2 shows the standard board layer configuration. Table 2 – Standard mount reliability test board layer configuration Types A, B, and C Type D 1st layer Signal path layer 1st layer Signal path layer 2nd layer Plane layer or mesh layer 2nd layer Plane layer or mesh layer 3rd layer Plane layer or mesh layer 3rd layer Plane layer or mesh layer 4th layer Plane layer or mesh layer 5th layer Plane layer or mesh layer 4th layer Signal path layer 6th layer Signal path layer Note If a signal path cannot be made in the 1st, 4th and/or 6th layers; use the internal plane layer or increase the number of layers. 1.4 Land shape Figure 1 shows the standard land shape. Solder resist Land Figure 1 – Standard land shape of the mount reliability test board The standard surface treatment of the land shall be copper plating covered with heat-resistance preflux. 1.5 Land size The land size of area array type packages (BGA, FBGA, LGA and FLGA) shall be same as for the land size of the packages. The design standard specifies the land shape of the packages of peripheral pin type (SON and QFN), as shown in Figure 2. 11 6 JEITA ED-4702B Package Pin Land Board Board-to-package crosssectional view Board-to-package top view Unit: mm l Lead length of package b Lead width of package L Land length SON QFN Refer to the design guide Refer to the design guide ・ ・ + L1 + L2 L1 0.25 ± 0.05 0.30 ± 0.05 L2 0.00 0.20 ± 0.05 b ± 0.05 b ± 0.05 W Land width Figure 2 – Design standard for the land shape of the packages of peripheral pin type (SON and QFN) 2 Information to be given in the detail specification (1) Board type (2) Board size (3) Board thickness (when not specified) [Refer to 1.1] (4) Number of board layers (when not specified) [Refer to 1.1] (5) Board layer configuration (when not specified) [Refer to 1.3] (6) Copper wiring thickness (when not specified) [Refer to 1.1] (7) Board material (when not specified) [Refer to 1.2] (8) Land shape (when not specified) [Refer to 1.4] (9) Surface treatment of land (when not specified) [Refer to 1.4] (10) Land size (when not specified) [Refer to 1.1] [Refer to 1.5] 13 7 JEITA ED-4702B Reference Supplementary information on the test method 1 Purpose of establishment In discussing this matter, a questionnaire on test board design was sent to each corporate committee members. The results indicated that the designs were in compliance to EIAJ ET-7407, and hence the Test Board Design Guide was established based on EIAJ ET-7407. Reference table 1 – Results of questionnaire survey (Examples of test board design items) Item Board type Example of application Type A Cellular phones,etc Type B Type C Type D Notebook type PCs Floor/rack type equipment Workstations ,etc Board material Board thickness Deliberation contents( Deliberation contents 1(1) ) questionnaire survey resolution EIAJ ET-7407 FR-4 0.6-0.8mm Number of board layers 2.4mm 1.6mm 1.0-1.2mm 6 layers or more 4 layers or more Board layer configuration Signal path layer (outer layer) Board layer configuration Plane layer or mesh layer (inner layer) Copper wiring thickness 18μm/12μm (outer layer/inner layer) 35μm/18μm Solder resist Land shape Land Solder resist Surface treatment of land Copper plating covered with heat-resistance preflux Land size Conformance to EIAJ EDR-7315 or EIAJ EDR-7316 FR-4(typeA-D:8 companies) ALIVH(typeA:2 companies) 0.8mm(typeA:4 companies) 1.0mm(typeB:1 company) 1.27mm(type?:1 company) 1.6mm(typeC:1 company) 2.5mm(typeD:1 company) 2 layers:4 companies 4 layers:7 companies 6 layers:2 companies 8 layers:1 company Signal path layer:7 companies Conformance to EIAJ ET-7407 Conformance to EIAJ ET-7407 Conformance to EIAJ ET-7407 Plane layer:5 companies mesh layer:2 companies 35μm/18μm:3 companies 35μm/35μm:1 company 6 companies 2 companies heat-resistance preflux :2 companies Au plating:1 company - Conformance to EIAJ ET-7407 Conformance to EIAJ ET-7407 Conformance to EIAJ ET-7407 Note (1) Questionnaires were sent to each corporate committee members regarding their evaluation of EIAJ ET-7407 and the results were deliberated. 2 Mounting method of the device Questionnaire on the device mounting method sent to corporate members revealed that 2 companies used the double-sided mounting, while 8 used single-sided mounting. Since the use of double-sided mounting was in response to customer request, PG Committee unanimously agreed to use single-sided mounting as the basic mounting method in this standard. 3 Printed circuit board This specification indicates the conditions for general printed circuit board. Since deviation from the specification may influence the test results, it is recommended that an individual specification is clearly stated. 15 8 JEITA ED-4702B Appendix 2 Standard mounting process for SMD 1 Scope This standard describes the test method for standard mounting process. 2 Test board Use the test board as specified in Appendix 1 for evaluation. 3 Mounting equipment As mounting equipment, reflow soldering equipment, such as infrared reflow furnace or hot air reflow furnace, a flow soldering chamber or solder bath are to be used. 4 Procedure 4.1 Pre-treatment The sample SMD shall be subjected to pre-treatment if it is specified in the detail specification. 4.2 Mounting method The sample SMD shall be mounted on the printed circuit board as specified in the detail specification. If a mounting method is not specified, the sample SMD shall be mounted using methods 1 and 2. In this case, the soldering temperature for mounting sample shall be limited and it the temperature should be measured using one of the methods, illustrated in Figure 1 and Figure 2. Surface temperature of sample should be set so as not to exceed the individual sample's maximum durable temperature. Package Chip Thermocouples Adhesive Substrate Figure 1 – Temperature measurement of the sample using thermocouples Solder Ball Package Adhesive Thermocouples Substrate Figure 2 – Temperature measurement of the sample using thermocouples 17 9 JEITA ED-4702B Method 1 (Infrared reflow furnace, air reflow furnace) When mounting a sample SMD with the reflow soldering equipment such as an infrared reflow furnace, follow the procedure specified below. (a) Preparation 1 Apply solder paste to the mounting area on the printed circuit board by thickness of 100 μm-150 μm. If a solder bridge is formed after soldering, change the cream solder thickness. (b) Preparation 2 Mount a sample SMD on a printed circuit board. (c) Mounting Unless detailed specifications are otherwise specified, mounting shall be carried out under either one of the reflow profile conditions given in Table 1. Condition 1 is for Sn-Pb eutectic solder and condition 2 is for Sn-Ag-Cu solder. (d) Flux removal Remove the flux from sample by cleaning. Table 1 – Heating conditions in reflow soldering Peak temperature Pre-heated temperature Condition 1 215 °C~ 235 °C 140 °C ~ 160 °C Condition 2 235 °C ~ 260 °C 160 °C ~ 190 °C Notes 1 The temperature for reflow furnace is determined by the temperature of solder joint. It is necessary to take notice so that the surface temperature of package will not exceed the maximum temperature guaranteed for durability. Does not exceed guaranteed temperature for mounting. Notes 2 After mounting, the wetness of solder joint should be checked so there are no problems. If a problem is found, the testing condition should be reconsidered. Notes 3 In case that a solder joint after mounting is evaluated, if a temperature of reflow furnace is lower than usual, or, if a solder paste is less than usual, it may be gotten a worst result than usual. If mounting is carried out for connectivity evaluation, particular attention must be given to the appropriate temperature of the reflow furnace and the amount of solder paste applied. Particularly, furnace low temperature causes a poor connection while a high temperature causes damage to the PC substrate, as well as, a loss of strength at the connection point due to excess alloy growth. The amount of solder paste applied affects the reliability life duration of joints. 19 10 JEITA ED-4702B Method 2 (a flow soldering, solder dipping) When mounting a sample SMD with a reflow soldering equipment such as a flow soldering unit, solder bath, follow the procedure specified below. (a) Preparation Bond sample SMD with adhesive to a printed circuit board. (b) Flux dipping Apply flux to the leads of the sample SMD. (c) Cleaning the solder surface when mounting the sample SMD by solder dipping, clean the solder bath surface with a stainless steel spatula or another similar tool. (d) Heating Select either heating condition from Table 2. Take care so that the surface temperature of the sample SMD does not exceed the specified temperature during mounting. (e) Flux removal Remove the flux from sample by cleaning. Table 2 – Heating conditions in flow soldering or solder dipping Soldering temperature Soldering time 240 °C ± 5 °C 5s±1s 260 °C ± 5 °C 5s±1s 5 Material Materials used to mount a sample SMD on printed circuit board is specified in the detail specification. If not specified, the following description shall be applied. (1) Solder Solder shall be the one specified in H63A, H60A and H60S in JIS C 3282 (solder) or appendix B of IEC publ. 68-2-20 or an equivalent. Or along with the popularization of lead free, solder shall be lead-free solder (such as Sn-Ag-Cu solder). (2) Flux Flux shall be 2-propanol (isopropyl alcohol in JIS K 8839, JIS K 1152, or appendix C of IEC publ. 68-2-20) solution of rosin (in JIS K 5902 or appendix C of IEC publ. 68-2-20) or an equivalent. The concentration of the rosin shall be 10 % to 35 % by weight. Unless otherwise specified, the concentration shall be 25 %. (3) Cream solder The solder grain size shall be 200 meshes or less. The material shall be as specified in (1) above, or shall provide a higher quality. Flux shall be as specified in (2) above, or shall be non-active rosin (RMA specified in Federal standard QQ-S-571 or an equivalent). (4) Cleaning liquid Cleaning liquid is specified in the detail specification. If not specified, the following description shall be applied. Cleaning liquid shall be 2-propanol (isopropyl alcohol) specified in JIS K 8839 or ethanol (ethyl alcohol) specified JIS K 8101. 11 21 JEITA ED-4702B Appendix 3 (Reference) An example of strain gauge attachment procedure 1 Scope Appendix 3 provides an example of strain gauge attachment to ensure the correct measurement of the value of the strain that is applied to the sample when the reliability is tested after the device is mounted. Appendix 3 applies to strain gauges attached to mounted device subject to reliability test (such as drop impact test) that uses the strain gauge. 2 Items required for strain gauge attachment The items required for strain gauge attachment are shown in Figure 1. The adhesive must be used to attach the strain gauge. And the adhesive should be selected based on compatibility with the strain gauge used. Strain gauge (Polyimide carrier foil gauge) Adhesive dedicated to the strain gauge (Cyanoacrylate type) Cellulose pads Ethanol Cellophane Tape Test substrate Figure 1 – Items required for attaching the strain gauge 12 23 JEITA ED-4702B 3 Strain gauge guide marks Attach a strain gauge to the side on which the component under test is mounted. The position at which it is attached shall be 3.25 mm from the center of the land at a package corner. To ensure attachment position precision, it is recommended that strain gauge guide marks be placed. Figure 2 below shows an example of attaching the strain gauge. For reference, the dimensions of the guide marks are given. 3 guide marks on test substrate 2.00 mm 3 center marks on strain gauge 0.70 mm 1.80 mm 3.25 mm 0.75 mm Figure 2 – Example of Attaching Strain Gauge and Guide Mark Dimensions 25 13 JEITA ED-4702B 4 Strain gauge attachment procedure The strain gauge attachment procedure is described below in Figure 3A and 3B. Step 1 Dividing the substrate Using a router, divide the substrate into sections whilst ensuring minimum stress to the substrate. Step 2 Cleaning the board surface Using the cellulose pads moistened with ethanol, clean the location where the strain gauge is to be attached (on the side where mounting takes place) ensuring no stress is applied to the attachment location. Step 3 Temporary attachment of strain gauge using cellophane tape Attach a strain gauge to cellophane tape, then position and attach the strain gauge onto the substrate temporarily, ensuring that the tape is not too ‘sticky’ so as to prevent its removal. Don’t use too sticky tapes. Step 4 Stripping the cellophane tape Once the position of attaching the strain gauge is confirmed, tear back the cellophane tape until the back of the strain gauge is visible. Figure 3A – Strain gauge attachment procedure 1 27 14 JEITA ED-4702B Step 5 Application of adhesive Apply the recommended adhesive to the back of the strain gauge. [Caution] When too much adhesive is applied, the agent will be pasted onto the sample, at the time of attachment. So special caution is necessary. Step 6 Attaching the strain gauge Attach the strain gauge, squeezing the adhesive between the gauge and the substrate with the index finger; then, still holding it, nip the tape and continue to hold the substrate for 10 seconds or more. [Caution] Make sure that no adhesive flows onto the sample. Step 7 Hardening of adhesive When one minute or more has elapsed, tear off the cellophane tape slowly. Leave the substrate at room temperature for one hour or more for the adhesive to harden completely. Depending on the adhesive used, time required for hardening need to be confirmed. [Caution] Be careful to not damage the connection of the lead wire to the gauge. Figure 3B – Strain gauge attachment procedure 2 5 Correction of strain value Each strain gauge has its specific gauge factor. A true strain value can be obtained by compensating the reading with the gauge factor. Usually, a strain value can be compensated by entering the gauge factor into the measuring instrument. The following is the compensation expression: True strain value = 2.00 Gauge factor of the strain Figure 4 – Gauge factor correction × Reading 29 15 JEITA ED-4702B Explanatory notes on the strain gauge attachment procedure 1 Purpose of establishment It became necessary to specify the method that a strain gauge is attached to the test board when establishing the standard for the drop test method for mounted device (in 2009). To this end, an example of the strain gauge attachment procedure is specified in Appendix 3. 2 Scope As part of the drop test method, during revision of JEITA ED-4702B in 2009, the reliability test method with a strain gauge after mounting has been adopted. Other test methods, including the bending test after mounting, remain a future task. 3 Strain gauge attachment procedure This appendix presents an example of the strain gauge attachment procedure, and does not define the strain gauge use or its attachment method. Other procedures may be adopted if the required characteristics are attained. 31 16 JEITA ED-4702B Test method 001 Temperature cycle after mounting 1 Scope This standard provides for the accelerated test methods to evaluate the life expectancy of the semiconductor devices and of the soldering joint on the board, by taking into consideration the assumed temperature increase when the SMD packages mounted on the board is in use. 2 Test Equipment 2.1 Temperature cycling test oven The temperature cycling test oven shall be air type, which meets the test conditions of the temperature cycle profile specified under section 3.5.3. 3 Procedure 3.1 Sample Test package, which is formed daisy chain connection on SMD lead-frame and BGA, LGA or SON substrate or an actual device in use. 3.2 Pre-treatment When required, the pre-treatment shall be carried out according to the conditions specified in the detail specifications. 3.3 Sample preparation Before carrying out the evaluation test, the sample specified under section 3.1, shall be mounted according to the standard mount conditions specified in Appendix 2 on the standard mount quality test board specified in Appendix 1. 3.4 Initial measurement Carry out the initial measurements in conformity with the items and conditions specified in the detail specifications. 3.5 Test 3.5.1 Test methods Place the sample in the oven where the good airflow is obtained, and where the sufficient airflow is also obtained around the sample. 3.5.2 Measurement method Measure by sampling at the room temperature. The measurement condition shall be carried out for the items and under the conditions, those specified in the detail specifications. It is recommended that, as much as possible, the electrical resistance of the sample at maximum and minimum storage temperature to be measured continuously during the test. 3.5.3 Test conditions Figure 1 defines the test of one cycle. According to Table 1, the sample shall be tested starting at low temperature. The test equipment shall be set so that the temperature of the sample is set to the values specified in Table 1. 33 17 JEITA ED-4702B Table 1 – Temperature cycling test conditions Step Test condition A Test condition B Test condition C Test condition D Test condition E Minimum storage temperature (Tstg min) -30 °C (+0/-10 °C) -25 °C (+0/-10 °C) -40 °C (+0/-10 °C) -65 °C (+0/-10 °C) Topmin °C (+0/-10 °C) Maximum storage temperature (Tstg max) +80 °C (+10/-0 °C) +125 °C (+15/-0 °C) +125 °C (+15/-0 °C) +125 °C (+15/-0 °C) Topmax °C (+10/-0 °C) Hold time At least 7 minutes Notes Topmin: Minimum operating temperature Topmax: Maximum operating temperature The hold time starts when the temperature of the sample reaches the specified value. Maximum storage temperature (Tstg max) Normal temperature (TN) Minimum storage temperature (Tstg min) Hold time t Hold time t One cycle period Figure 1 – Configuration of one cycle period 3.6 Post treatment After finishing the test, if necessary, the sample should be left under the standard conditions for the time specified in the detail specifications. 3.7 End-point measurements Carry out the end-point measurements in conformity with the items and conditions specified in the detail specifications. In this test, the printed circuit board, solder ability, and the SMD may cause complex effects. If a failure occurs, check whether it is caused by the SMD itself and take appropriate action. 35 18 JEITA ED-4702B 4 Information to be given in the detail specification (1) Preliminary treatment(when required) [Refer to section 3.2] (2) Specification of mount quality test board (when not specified) [Refer to section 3.3] (3) Mount conditions (when not specified) [Refer to section 3.3] (4) Items and conditions of initial measurement [Refer to section 3.4] (5) Test conditions [Refer to section 3.5.3] (6) Time to leave the sample at normal temperature and at low and high temperature (when conditions are not specified) [Refer to section 3.5.3] (7) Whether or not to continuously monitor the electrical resistance [Refer to section 3.5.2] (8) Number of repetition cycles [Refer to section 3.5.3] (9) Post treatment (when not specified) [Refer to section 3.6] (10) Item and conditions of the end-point measurement [Refer to section 3.7] (11) Criterion [Refer to section 3.7] 19 37 JEITA ED-4702B Explanatory notes on temperature cycling test for soldering joint 1 Account of revision These explanatory notes give a supplemental explanation to the temperature cycling test for soldering joint for the life of the semiconductor devices and the joint on the board affected by the temperature rise expected when the semiconductor devices as SMD packages being mounted on the board are working, but it shall not be considered as part of the specification in the standard. A part of these comments is quoted from EIAJ ET-7407 “Environmental and endurance test methods for CSP/BGA package on mounting condition”. As a result of the discussion, the part was quoted from EIAJ ET-7407 Appendix 2 (reference) “Temperature Cycling Test for Soldering Joint (Explanation)” as the content was applicable to this explanation. Incomplete sentence here 2 Acceleration of the temperature cycling test The temperature cycling test specified in Test method 001 is mainly applied when obtaining the temperature cycle life at the soldering joint between the component and the board. The Manson-Coffin’s law (1) is often used to obtain the heat fatigue life of the soldering joint. N ∝(Δ ε)-n ························································································································ (1) Where: N is breaking life, Δ ε is heat fatigue strain amplitude and n is a constant (stress parameter) determined by the material. For the Test method 001 on accelerated temperature cycle test specified in the standard, the evaluation is made under more severe conditions than actual operating conditions regarding the maximum and minimum temperatures and the number of ON/OFF cycles. It is necessary to measure the effect of these factors on the heat fatigue life. Properly speaking, equation (1) shall be used. However, using the modified Manson-Coffin's law already proposed, the heat fatigue life at the soldering joint can be conveniently expressed as shown in equation (2). ⎞ ⎛ H ⎟ N = C × f m × (Δ ε)-n × exp ⎜⎜ ⎟ ⎝ kT max ⎠ ···················································································· (2) Where: C is a constant, f is On/Off frequency, m is a frequency parameter which is normally 1/3, k is a Boltzmann’s constant, H is activation energy and Tmax is the maximum test temperature. In the modified equation, the heat fatigue strain amplitude Δ ε can be approximated and be expressed as follows: ⎡ V ⎤ Δ ε = α × λ × ΔT × ⎢ 2 1+ β ⎥ ⎣ πr h ⎦ 1 β ······················································································ (3) 20 39 JEITA ED-4702B Where: α is the linear expansion coefficient, λ is DNP (the distance to neutral point), ΔT is the temperature variation in the temperature cycle, V is the solder volume at the soldering joint, r is the radius of the bump, h is the height of the bump and β is the shear strain and shear stress which is expressed τ = k × ε β. According to equations (1), (2), and (3), acceleration factor AF of the two different conditions is given as follows: m −n ⎡H ⎛ 1 ⎡ f ⎤ ⎡ ΔT ⎤ 1 AF = ⎢ f ⎥ × ⎢ f ⎥ × exp⎢ × ⎜⎜ − f Δ T K T T max −t ⎝ max −f ⎣t⎦ ⎣ t⎦ ⎣⎢ ⎞⎤ ⎟⎟⎥ ⎠⎦⎥ ···························································· (4) Where: ff,and ft are the number of On/Off cycles in the field and under test conditions, respectively, ΔTf, and ΔTt are temperature variation in the field test and under test conditions, respectively, Tmax-f and Tmax-t are the maximum temperatures in the field test and under test conditions, respectively, H is the activation energy of the solder which is 0.123 eV, K is a Boltzmanns constant, m, n are the coefficients of acceleration. For BGA package using Pb-Sn solder, activation energy of 0.123eV where m is 1/3 and n is 1.9 is given. Where there are actually obtained data, the parameters available were used. Propriety of acceleration characteristic of equation (4) in the market was discussed. During development stage of the standard, propriety of acceleration equation was also discussed. Under the temperature cycling test conditions shown in Table 1, a majority said that there was correlation with the assumed conditions in the market; therefore, the acceleration equation was employed. 3 Test conditions There were several proposals made during discussion for selection of the test conditions. The list below shows why the test conditions described in Test method 001 were so specified. The temperature cycling test conditions are: - to be set so that the maximum storage temperature does not significantly exceed the Tg of the American standard FR-4 board because an organic board is often used as the mount reliability test board for SMD packages. - to be set so that the assumed conditions on the market and the failure modes can be simulated. - to be set so that the acceleration characteristic which is proportional to that on the market can be simulated. - to be set so that they are correlated to and considerably similar to existing standards of the same scope. - to be set so that the time required for the test can be made shorter. As test condition A, the maximum storage temperature of 80 °C and the minimum storage temperature of -30 °C, commonly used by the automotive industries were specified. 21 41 JEITA ED-4702B As test condition B, the maximum storage temperature of 125 °C and the minimum storage temperature of -30 °C were specified. A temperature of 125 °C is close to Tg of the board and is conventionally used as the maximum storage temperature. A temperature of -25 °C was specified because it was reported as an example that the linear acceleration characteristic became faulty with the minimum temperature set around -30 to -40 °C. As test condition C, the maximum storage temperature of 125 °C and the minimum storage temperature of -40 °C were specified. These temperatures were specified in JIS C 0025, and were widely adopted by the equipment manufacturers, as it was shown, as the outcome of the sent-out questionnaire regarding standardization of connection reliability evaluation, in “Environmentally harmonized mount technology survey and research report” published in 1998 by Japan Electronic Industry Development Association (JEIDA). As test condition D, the maximum storage temperature of 125 °C and the minimum storage temperature of -65 °C were specified to where wide ΔT variance can be attained, and to shorten the time required for testing. A temperature of 125 °C is close to Tg of the board and is conventionally used as the maximum storage temperature. However, it is necessary to note enough acceleration and failure mode because it was reported as an example that the linear acceleration characteristic became faulty with the minimum temperature set around -30 °C to -40 °C. As test condition E, the maximum operating temperature Topmax and the minimum operating temperature Topmin were specified by considering the actual environment on the market. In particular, it is preferable to use test condition B if there is no doubt of the acceleration characteristic of the simulated condition with respect to the actual condition on the market. A variety of proposals were also made on the hold time. The majority of the committee members said that it was learnt by experience that there is no doubt of the test result when stored at the maximum or minimum temperature for 7 minutes. Then, the hold time was specified as 7 minutes at least. The time required for the test was not specified because it was impossible to specify the hold time with number of operating conditions and of to-be-guaranteed conditions, existing on the market. The acceleration characteristic on the market can be calculated using equation (4). As a reference, Table 1 shows the result of the calculation of the acceleration characteristic of both the test conditions and the typical conditions on the market for BGA package using Pb-Sn soldering. Explanatory note table 1 – Relation between the test condition and the time for the test of the acceleration characteristics Test condition Acceleration test condition Max. storage Min. storage temperature temperature ΔT Tstg max Tstg max Condition A Condition B Condition C Condition D 80 °C 125 °C 125 °C 125 °C -30 °C -25 °C -40 °C -65 °C Condition on the market 70 °C 25 °C On/Off frequency 110 °C 150 °C 72 cyc/day 165 °C 190 °C 45 °C 1 cyc/day Acceleration factor 1.5 4.2 5.0 6.6 1.0 The number of test cycles Equivalent Equivalent to 5 years to 10 years on the market on the market 1,217 cycle 2,433 cycle 435 cycle 869 cycle 365 cycle 730 cycle 277 cycle 553 cycle 1,825 cycle 3,650 cycle (5 years (10 years on the market) on the market) Note Calculation was made assuming the hold time at maximum and minimum storage temperatures set to 7 minutes, and the exchange time from maximum storage temperature to minimum storage temperature and vice versa set to 1.5 minutes. 43 22 JEITA ED-4702B For analysis of the test data, it is desirable to carry out the statistical process in Weibull distribution. Regarding the accelerated characteristic of the life of the soldering joint, it is proposed that calculation shall be made as a simulation by calculating the heat fatigue strain at the soldering joint, not by using equation (4) adopted by the standard. However, it is necessary for the simulation to be carried out with huge calculation using the finite element solution method. At present, this is not practical. So, the standard has adopted equation (4) for the accelerated characteristic. 4 Test condition proposal during discussion There were several proposals made during discussion for selection of the test conditions. Table 2 shows the test conditions proposed. Explanatory notes table 2 – Temperature cycling test conditions proposed during discussion Test condition Minimum storage temperature Maximum storage temperature ΔT Hold time questionnaire survey 180 °C 20 min 1 company 165 °C 7 min ~ 30 min 3 companies 150 °C 7 min ~ 10 min 4 companies 125 °C 10 min 1 company 1 -55 °C 2 -40 °C 3 -25 °C 4 0 °C 5 -10 °C +110 °C 120 °C - 1 company 6 -35 °C +105 °C 140 °C - 1 company 7 -40 °C + 85 °C 125 °C 30 min 2 companies +125 °C 5 Measurement method As for the measurement method, the sampling method and the continuous electric resistance monitoring system were discussed. In the case of the sampling method, actual device is mainly measured. In the case of continuous electric resistance monitoring system, daisy chain sample is mainly measured. Since the improvement of test environment is required to implement continuous electric resistance monitoring system, and the method is not generally used, the committee agreed on measurements by the sampling method. However, a failure occurred at high temperatures as “Open” indicated by infinite electrical resistance but it recovered as normal state at normal temperatures. For the sampling method, measuring the heated sample is effective. 6 Factors affecting the life of the solder joints Of the board, the thickness and the layer configuration, as well as the mount congestion on the board, largely affect the temperature cycle life of the soldering joint with the component being mounted on the board. It is well known that the life of soldering becomes about a half when in particular the packages of area pin type are mounted on the same area of both sides of the board (3), (4). When the packages subject to the evaluation test are possibly mounted on a double print board, it is recommended to evaluate the life of the soldering with the components mounted on both sides of the board. 45 23 JEITA ED-4702B 7 Sample As for the sample, substrate daisy chain, chip daisy chain and actual device were discussed. As a result of the discussion, actual device or substrate daisy chain was selected in consideration of saving the sample production cost. 8 Evaluation method A variety of proposals on evaluation method were made during discussion. Table 3 shows the evaluation methods proposed. As a result of deliberation, it was revealed that each company conducts evaluation under varying conditions. It was decided that the evaluataion method is to be specified in detail specification. Explanatory notes table 3 – Judgment method proposed Judgment condition Criteria Measurement condition Questionnaire survey 1 10 % change or more Continuous monitoring from initial value 2 companies 2 10 % change or more Sampling at the room temperature from initial value 4 companies 3 10 % change or more Continuous monitoring or sampling at the room from initial value temperature 1 company 4 50 % change or more Continuous monitoring or sampling at the room from initial value temperature 1 company 5 Sampling at the room temperature. 100 % change or more The measurement at high temperature is added from initial value when the electric resistance changes. 1 company As a result of the discussion, each company specifies evaluation under varying conditions in detail specification. 9 Definition of terms Substrate daisy chain A test sample connected to a lead frame or substrate that results in a daisy chain being formed on the lead frame of the SMD or on the mounted substrate and on the substrate that is the carrier of BGA, LGA, SON, etc. Chip daisy chain A test sample connected to the chip that results in a daisy chain being formed on the chip and the lead frame of the SMD or on the mounted substrate and substrate that is the carrier of BGA, LGA, SON, etc. 47 24 JEITA ED-4702B Test method 002 Strength tests for soldering joint Method 1 Peel strength test for soldering joint 1 Scope This standard provides for endurance test methods to evaluate the endurance of peel strength between SMD and printed wiring board against mechanical stress is applied from vertical direction in some external mechanical stress. The applicability of this test method is specified in the detail specifications. Note This test method considers the following situation in field use. (1) In case that the tape attached on device surface was peeled off. (2) In case of the structure, like a surface mount type connector, basically premised on receiving external mechanical stress. (3) In case that a tall SMD, such as heat sink attached SMD, was applied external mechanical stress under handling of SMD mounted board. 2 Test equipment The equipment and tools in this test shall meet the test conditions specified under section 3.5. 3 Procedure 3.1 Sample Device mounted on a test substrate. 3.2 Pre-treatment When required, the pre-treatment shall be carried out according to the conditions specified in the detail specifications. 3.3 Sample preparation Before carrying out this endurance test, the sample specified under section 3.1, shall be mounted according to the standard mount conditions specified in Appendix 2, on the standard mount quality test board specified in Appendix 1. 3.4 Initial measurement Carry out the initial measurements in conformity with the items and conditions specified in the detail specifications. 3.5 Test Peel load of this test shall be applied by the following method. The sample shall be fixed, and sample SMD or the attached pull tool on sample SMD surface shall be caught, in Figure 1. However, in case of heat sink attached SMD, heat sink shall be caught. When required, 5 N of peel load shall be applied during 10 +/- 1 second. The axis of peel load shall be within 5 degree against vertical direction. 49 25 JEITA ED-4702B Specimen SMD (Actual device or test package) Test board Adhesion Heat sink Pull tool 5N 5N 5N 5N Figure 1 – Method of peel load 3.6 Post treatment After finishing the test, if necessary, the post treatment of the sample should be carried out according to the conditions specified in the detail specifications. 3.7 End-point measurements Carry out the end-point measurements in conformity with the items and conditions specified in the detail specifications. Because this test might be affected by complex cause of substrate material, solderability, SMD, and so on, the failure shall be conformed whether SMD has root cause or not, when failure occurred. 4 Information to be given in the detail specification (1) Pre-treatment condition (when required) [Refer to section 3.2] (2) Specification of mount quality test board (when not specified) [Refer to section 3.3] (3) Mount conditions (when not specified) [Refer to section 3.3] (4) Items and conditions of initial measurement [Refer to section 3.4] (5) Loading conditions (when not specified) [Refer to section 3.5] (6) Post treatment condition (when not specified) [Refer to section 3.6] (7) Item and conditions of the end-point measurement [Refer to section 3.7] (8) Failure criteria [Refer to section 3.7] (9) The other required items 5 Reference Because this test shall be performed under actual use condition essentially, this standard provides the endurance test method as an alternative, to test under a condition as similar as possible to actual use condition. As an other test method for lead-less components, there is the test method that applies load from back through the hole of test board. However, because the test method is not realistic and it required the test board meeting the package dimension for SMD, this method was not adopted in this standard. Also, this standard did not provide the test method that cut leads of one side of SMD and deform the cut leads to vertical direction against printed wiring board, because this test is not realistic. 51 26 JEITA ED-4702B Method 2 Pull strength test for soldering joint 1 Scope This standard provides for endurance test methods to evaluate the endurance of pull strength for soldering joint between SMD and printed wiring board at SMD mounted board. The application of this test method is specified in the detail specifications. 2 Test Equipment The equipment and tools in this test shall meet the test conditions specified under section 3.4. 3 Procedure 3.1 Sample Device mounted on a test substrate. 3.2 Pre-treatment When required, the pre-treatment shall be carried out according to the conditions specified in the detail specifications. 3.3 Sample preparation Before carrying out this endurance test, the sample specified under section 3.1, shall be mounted according to the standard mount conditions specified in Appendix 2, on the standard mount quality test board specified in Appendix 1. 3.4 Test method 3.4.1 Sample fixture The sample shall be fixed at slope to 45 degrees, as illustrated in Figure 1. 3.4.2 Measurement preparation The lead of sample shall be hooked with the wire for pull, as in Figure 1. However, if the wire cannot be hooked when the lead of sample is very small, the strength of soldering joint shall be evaluated by push strength test for soldering joint. 45 ° Figure 1 – Sample fixture and test method 45 ° 53 27 JEITA ED-4702B 3.4.3 Measurement The wire shall be pulled up at speed of 5 through 30 mm/min, in the direction of arrow as indicated in Figure 1. When soldering joint break, the strength shall be measured. Note In Figure 2, the leads are pulled up by turns and this operation may cause the whole package to be raised. This phenomenon might affect the breaking strength data. The viability of the data from this respect should be considered carefully. Figure 2 – Attention for pull test method 3.5 Post treatment After finishing the test, if necessary, the post treatment of the sample should be carried out according to the conditions specified in the detail specifications. 3.6 End-point measurements Carry out the end-point measurements in conformity with the items and conditions specified in the detail specifications. When not required, the criteria of pull strength for a lead shall be more than 5 N (pull load)/lead counts of the package. Because this test might be affected by complex cause of substrate material, solderability, SMD, and so on, the failure shall be conformed whether SMD has root cause or not, when failure occurred. 4 Information to be given in the detail specification (1) Pre-treatment condition (when required) [Refer to section 3.2] (2) Specification of mount quality test board (when not specified) [Refer to section 3.3] (3) Mount conditions (when not specified) [Refer to section 3.3] (4) Test conditions (when not specified) [Refer to section 3.4] (5) Post treatment condition (when required) [Refer to section 3.5] (6) Item and conditions of the end-point measurement [Refer to section 3.6] (7) Failure criteria [Refer to section 3.6] (8) The other required items 55 28 JEITA ED-4702B Method 3 Push strength test for soldering joint 1 Scope This standard provides for endurance test methods to evaluate the endurance of push strength between SMD and printed wiring board at SMD mounted board against some form of external mechanical stress applied from lateral direction. The application of this test method is specified in the detail specifications. Note This test method considers the following situation in field use. (1) For the structure, such as the surface mount connector, basically premised on receiving external mechanical tress. (2) For a tall SMD, such as heat-sink attached SMD, that are deemed to receive external mechanical stress under handling of SMD mounted board. 2 Test equipment The equipment and tools in this test shall meet the test conditions specified under section 3.5. 3 Procedure 3.1 Sample A device mounted on a test board. 3.2 Pre-treatment When required, the pre-treatment shall be carried out according to the conditions specified in the detail specifications. 3.3 Sample preparation Before carrying out this endurance test, the sample specified under section 3.1, shall be mounted according to the standard mount conditions specified in Appendix 2, on the standard mount quality test board specified in Appendix 1. 3.4 Initial measurement Carry out the initial measurements in conformity with the items and conditions specified in the detail specifications. 3.5 Test The sample shall be fixed, and the push load shall be applied to the highest portion of sample SMD from horizontal direction against printed wiring board of sample by push tool, as shown in Figure 1 and 2. When not required, push load shall be 5 N and hold time shall be 10 +/- 1 second. In the case of dual lead package such SOP and others, the push load shall be applied to the center of side with no lead, as in Figure 2. In the case of quad lead package such QFP and others, the push load shall be applied to the center of two sides from different directions. 57 29 JEITA ED-4702B (R 0.5 mm) Package Direction for push Push tool Substrate Figure 1 – Push direction (side view) Heat sink Direction 1 Direction Direction 2 (a) (b) Figure 2 – Push direction (top view) 3.6 Post treatment After finishing the test, if necessary, the post treatment of the sample should be carried out according to the conditions specified in the detail specifications. 3.7 End-point measurements Carry out the end-point measurements in conformity with the items and conditions specified in the detail specifications. Because this test might be affected by complex cause of substrate material, solderability, SMD, and so on, the failure shall be conformed whether SMD has root cause or not, when failure occurred. 59 30 JEITA ED-4702B 4 Information to be given in the detail specification (1) Pre-treatment condition (when required) [Refer to section 3.2] (2) Specification of mount quality test board (when not specified) [Refer to section 3.3] (3) Mount conditions (when not specified) [Refer to section 3.3] (4) Items and conditions of initial measurement (when required) [Refer to section 3.4] (5) Test conditions (when not specified) [Refer to section 3.5] (6) Test tool (when not specified) [Refer to section 3.5] (7) Post treatment condition (when required) [Refer to section 3.6] (8) Item and conditions of the end-point measurement [Refer to section 3.7] (9) Failure criteria [Refer to section 3.7] (10) The other required items 61 31 JEITA ED-4702B Test method 003 Bending test for surface mount devices on the board 1 Scope The test shall specify a procedure for evaluating the resistance of surface mount device (SMD) and soldered joints against bending stress applied to mounted printed circuit board in production process. This test is mainly applied to BGA, LGA, SON type packages and so on. 2 Test equipment, tools and jigs The equipment and tools used for bending test that enable control of speed and amount of deflection, consisting of a support system and a support span as prescribed in 3.6. 3 Test procedure 3.1 Test samples Test sample is a device or a daisy chained package. A daisy chained package are composed of a wired lead frame or a package applied to BGA, LGA, SON, and so on soldering on a printed circuit board. 3.2 Pre-treatment Perform pre-treatment for the sample SMD as specified in the detail specifications, if necessary. 3.3 Preparation of a sample Mount an SMD on a printed circuit board as specified in Appendix 1 and Appendix 2. 3.4 Initial measurement Carry out the initial measurements in conformity with the items and conditions specified in the detail specifications. 3.5 Placement Place the printed circuit board mounted sample SMD on a support as shown in Figure 1. The support must be on a flat and rigid test table so that is not affected by an applied pressure. SMD PCB Support (3 mm φ ~ 6 mm φ ) Test table 45 mm 45 mm Figure 1 – Placement 32 63 JEITA ED-4702B 3.6 Test condition Use the bending jig shown in Figure 2. Place the test board on the sample table as illustrated in Figure 3. The material of the support must have no deformation under pressure. The amount of deflection is 1.0 mm ± 0.5 mm, 2.0 mm ± 0.5 mm, 3.0 mm ± 0.5 mm or 4.0 mm ± 0.5 mm. These values are for reference only. Press the tool with deflection speed of 1 mm/sec., until the specified deflection is reached. Release back to the initial position in the same speed. Unless otherwise specified, perform this test only once. The deflection made should be only in the direction X. (1) Deflection speed: 1.0 mm/sec (2) Amount of deflection: 1.0 mm ± 0.5 mm, 2.0 mm ± 0.5 mm, 3.0 mm ± 0.5 mm, 4.0 mm ± 0.5 mm (For reference) (3) Material and shape of the support cylinder: 3 mm φ ~ 6 mm φ (4) Span: 90 mm ± 3 mm (5) Direction for deflection: from the bottom of PCB (6) Dimension of bending jig: R5 unless specified in the detail specification. Remarks When a printed circuit board mounted with a large SMD is bent, the surface of the printed circuit board presses the backside of the SMD, causing an excessive force to be applied to the SMD, resulting in failure of soldered portions. This will never occur in actual use. If this happens, the amount of deflection need to be reconsidered. W R5 Figure 2 – Tools Deflection Figure 3 – Pressuring 33 65 JEITA ED-4702B 3.7 Post-treatment Perform post-treatment for sample SMD as specified in the detail specification, if necessary. 3.8 Final measurement Check the electrical and/or mechanical characteristics specified in the detail specification. Electrical characteristics should be checked holing the specified deflection for 5 sec ± 1 sec. If a failure occurs, check whether it is caused by the SMD itself and deal with appropriate action. 4 Information to be given in the detail specifications (1) Pre-treatment (when it is required) [refer to 3.2] (2) Printed circuit board for mounting SMD (when not specified) [refer to 3.3] (3) Soldering condition (when not specified) [refer to 3.3] (4) Items and conditions in initial measurements [refer to 3.4] (5) Test conditions [refer to 3.6] (6) Amount of deflection (when not specified as specified conditions) [refer to 3.6] (7) Monitoring of continuous electric resistance [refer to 3.6] (8) Post-treatment (when not specified) [refer to 3.7] (9) Items and conditions in final measurements [refer to 3.8] (10) Criteria for evaluation (11) Other required items [refer to 3.8] 67 34 JEITA ED-4702B Explanatory notes on bending test for surface mount devices on the board 1 History of deliberation Recently there are many downsized packages for cellular phones and mobile devices as technology trends and market trends. A bending stress may occur to a solder joint on the printed circuit board when key on the keyboard is pressed. This standard is specified of a bending stress of a solder joint on a printed circuit board as a part of standard of a reliability test method. 2 Answers in response to questionnaires During discussion, many opinions about the test method were expressed regarding the test condition and the criteria. Answers in response to questionnaires addressed by the CSP/FC PG are summarized below. “Test condition of a bending test for the surface mounted devices on the printed circuit board during discussion” (1) Company standard: established (3), unestablished (6) (2) Experiences: Yes (6), No (3) (3) Board design: the same board for temperature cycling (2) (4) Bending speed: 8 mm/min (1), 1 mm/min (1), 5 mm/min (2) (5) Amount of deflections: lead to breakdown (4), 1 mm ~ 3 mm (limit) (1) (6) The shape of the support: cylinder (5) (7) Span: 90 mm (3), 50 mm (1), 45 mm (1) (8) A bending direction: bottom of mounted side (5), mounted side (1) (9) Measurement: continuous monitoring (4), sampling (1) (10) Numbers of points to press: two points at component side (3), one point at solder side (3), two points at solder side (2) (11) Criteria: 10 % and above (4), 100 % and above (1) 3 Measurement The methods of measurement were deliberated regarding the measurement based on sampling and the continuous monitoring of electrical resistance. In the actual devices sampling method of measurement are used. While daisy chained package as a test sample is measured by continuous monitoring. Because continuous monitoring requires the construction of testing environment, it is not generally implemented. The members of this PG agreed that the sampling measurement during bending cycles be adopted. It is recommended that the measurements to be made while the sample is held in state of specified deflection. The amount of deflections in steps, from 1.0 mm, 2.0 mm, 3.0 mm, and 4.0 mm were adopted. But their values are not specified, because the stress incurred is unknown in the actual fabrication process. To explore the limit of deflection, the means to detect electrical failure at varying amount of deflection was also discussed. 69 35 JEITA ED-4702B 4 Supplementary notes At support span of 50 mm, even the same specified amount of deflection cause different stress on joint because of the radius of curvature of PCB is not the same. To compare the stresses occurred in comparison to the case of 90 mm span, the amount of deflection applied need to be adjusted so the to the same radius of curvature be attained. Equation (1) below will give the radius of curvature of PCB as follows: R = (L2 + 4H2) / 8H ··············································································································· (1) Where: L (mm) is span of support, H (mm) is amount of deflection, R is the radius of curvature. Explanatory note table 1 – A comparison of an amount of deflection in the case of span 90mm and in the case of span 50mm Span 90 mm Span 50 mm 1 mm 0.3 mm 2 mm 0.6 mm 3 mm 0.9 mm 4 mm 1.2 mm Deflection 5 Test procedure when using a strain gauge after mounting With regards to the reliability test procedure using a strain gauge after mounting under the revision of 2009, refer to the explanatory notes of this standard. 36 71 JEITA ED-4702B Test method 004 Reiterative bending test for surface mount devices on the board 1 Scope The test shall specify a procedure for evaluating the resistance of the surface mounts device (SMD) and soldered joints to the bending stress applied repeatedly as such caused by a key touch. This test is mainly applied to BGA, LGA, SON type packages and so on for cellular phone and PDA. 2 Test equipment, tools and jigs The equipment and tools used for bending test that enable control of speed and amount of deflection, consisting of a support system and a support span as prescribed in 3.6. 3 Test procedure 3.1 Test samples Test sample is a device or a daisy chained package. A daisy chained package is composed of a wired lead frame or a package applied to BGA, LGA, SON, and so on soldering on a printed circuit board. 3.2 Pre-treatment Perform pre-treatment for the sample SMD as specified in the detail specifications, if necessary. 3.3 Preparation of a sample Mount an SMD on a printed circuit board as specified in Appendix 1 and Appendix 2. 3.4 Initial measurement Carry out the initial measurements in conformity with the items and conditions specified in the detail specifications. 3.5 Placement Place the printed circuit board mounted sample SMD on a support as shown in Figure 1. The support must be on a flat and rigid test table so that is not affected by an applied pressure. SMD PCB Support (3 mm φ ~ 6 mm φ ) Test table 45 mm 45 mm Figure 1 – Placement 37 73 JEITA ED-4702B 3.6 Test condition Use the bending jig shown in Figure 2. Place the test board on the test table as illustrated in Figure 3. The material of the support must have no deformation under pressure. The amount of deflection is 1.0 mm ± 0.5 mm, 2.0 mm ± 0.5 mm, 3.0 mm ± 0.5 mm or 4.0 mm ± 0.5 mm. These values are for reference only. Press the tool with deflection speed of 1.0 mm/sec., until the specified deflection is reached. Release back to the initial position in the same speed. Perform this test repeatedly for the number of cycle counts as specified. The deflection made should be only in the direction X. (1) Deflection speed: 1.0 mm/sec (2) Amount of deflection: 1.0 mm ± 0.5 mm, 2.0 mm ± 0.5 mm (3) Shape of the support: 36 mm φ ~ 6 mm φ (4) Span: 90 mm ± 3 mm (5) Direction for test: from the bottom of PCB (6) Configuration and dimension of bending jig: R5 Remarks 1 Adequately select a number of cycles in consideration of usage. Remarks 2 When a printed circuit board mounted with a large SMD is bent, the surface of the printed circuit board presses the backside of the SMD, causing an excessive force to be applied to the SMD, resulting in failure of soldered portions. This will never occur in actual use. If this happens, the amount of deflection needs to be reconsidered. W R5 Figure 2 – Tool Deflection Figure 3 – Pressuring 75 38 JEITA ED-4702B 3.7 Post-treatment Perform post-treatment for samples SMD as specified in the detail specification, if necessary. 3.8 Final measurement Check the electrical and/or mechanical characteristics specified in the detail specification. Electrical characteristics should be checked while testing. If a failure occurs, check whether it is caused by the SMD itself and deal with appropriate action. 4 Information to be given in the detail specifications (1) Pre-treatment (when required) [Refer to 3.2] (2) Printed circuit board for mounting SMD (when not specified) [Refer to 3.3] (3) Soldering condition (when not specified) [Refer to 3.3] (4) Items and conditions in initial measurements [Refer to 3.4] (5) Test conditions [Refer to 3.6] (6) Amount of deflection (when different from the specified) [Refer to 3.6] (7) Monitoring [Refer to 3.6] (8) A number of cycle [Refer to 3.6] (9) Post-treatment (when not specified) [Refer to 3.7] (10) Items and conditions in final measurements [Refer to 3.8] (11) Criteria [Refer to 3.8] (12) Other required items 77 39 JEITA ED-4702B Explanatory notes on reiterative bending test for surface mount devices on the board 1 History of deliberation Recently there are many downsized packages for cellular phones and mobile devices as technology trends and market trends. A bending stress may occur to a solder joint on the printed circuit board when key on the keyboard is pressed. This standard is specified of a bend stress of a solder joint on a printed circuit board as a part of standard of a reliability test method. 2 Answers in response to questionnaire During discussion, many opinions about the test method were expressed regarding the test condition and the criteria. Answers in response to questionnaires addressed by the CSP/FC PG are summarized below. “Test condition of a bending test for the surface mounted devices on the printed circuit board during discussion” (1) Company standard: established (3), unestablished (6) (2) Experiences: Yes (7), No (2) (3) Board design: the same board for temperature cycling (2) (4) Bending speed: 1 sec/cycle (240 mm/min) (1), 80 mm/min (2), 50 mm/min (1), 40 mm/min (1) (5) Amount of deflections: 2 mm (1), 1 mm (2), 0.5 mm ~2.0 mm (1), 1.5 mm/3.0 mm/4.5 mm (1) (6) The shape of the support: cylinder (5) (7) Span: 90 mm (2), 50 mm (2), 45 mm (1) (8) A bending direction: bottom of mounted side (4), both side (2) (9) Measurement: continuous monitoring (3), interval (2) (10) Bending jig used: two points at component side (3), one point at solder side (3), two points at solder side (2) (11) Criteria: 10 % and above (4), 100 % and above (1) 3 Measurement The methods of measurement were deliberated regarding the measurement based on sampling and the continuous monitoring of electrical resistance. In the actual devices sampling method of measurement are used. While daisy chained package as a test sample is measured by continuous monitoring. Because continuous monitoring requires the construction of testing environment, it is not generally implemented. The members of this PG agreed that the sampling measurement during bending cycles be adopted. It is recommended that the measurements to be made while the sample is held in state of specified deflection. The amount of deflections in steps, from 1.0 mm, 2.0 mm, 3.0 mm, and 4.0 mm were adopted. But their values are not specified, because the stress incurred is unknown in the actual fabrication process. 79 40 JEITA ED-4702B 4 Supplementary notes At support span of 50 mm, even the same specified amount of deflection cause different stress on joint because of the radius of curvature of PCB is not the same. To compare the stresses occurred in comparison to the case of 90 mm span, the amount of deflection applied need to be adjusted so the to the same radius of curvature be attained. Equation (1) below will give the radius of curvature of PCB as follows: R = (L2 + 4H2) / 8H ············································································································· (1) Where: L (mm) is span of support, H (mm) is amount of deflection, R (mm) is a radius of an arc. Explanatory note table 1 – A comparison of an amount of deflection in the case of span 90mm and in the case of span 50 mm Span 90 mm Span 50 mm 1 mm 0.3 mm 2 mm 0.6 mm 3 mm 0.9 mm 4 mm 1.2 mm Deflection 5 Test procedure when using a strain gauge after mounting With regards to the reliability test procedure using a strain gauge after mounting under the revision of 2009, refer to the explanatory notes of this standard. 81 41 JEITA ED-4702B Test method 005A Drop test after mounting 1 Scope This standard is applied to the CSP, BGA and leadless package used for notebook PC and the portable devices such as a cellular phone etc. This standard provides a board level evaluation method of dropping impact against solder joint by means of duplicating the dropping impact stress in the field use condition. 2 Definition of terms For the definition of the terms used in this test method, refer to the terminology definition section of this standard. 3 Test equipment, tools and jigs The equipment and tools meeting the requirements as prescribed in 5 and 6. 4 Testing procedure Procedure of drop test is indicated below. 4.1 Test sample Unless otherwise specified, sample devices shall be of a structure that allows continuous monitoring (e.g., daisy chain). They shall be of a design based on the same specifications as devices in actual use. The test samples shall be on a daisy-chained substrate on the lead frame of a surface mounted device or on a substrate that is a carrier of a BGA, LGA, or SON, or the actual device shall be used. Note When using daisy-chain connections, care should be taken not to cause any failure in wiring patterns on the test substrate. For example, the wiring patterns should be drawn in a crosswise direction on the test substrate, not in a longitudinal direction. 4.2 Test substrate The test substrate shall be prepared in accordance with the relevant specification, preferably using a substrate of the same structures an actual electrical device. Unless otherwise specified, a solder mask defined (SMD) land is desirable for a BGA and a non solder mask defined (NSMD) land for a QFP. For a BGA, it is desirable to match the land size of the test substrate with the land size of the package. 4.3 Solder paste The solder paste shall be prepared in accordance with the relevant specification. 4.4 Mounting method The mounting method shall prepared in accordance with he relevant specification. However, one test sample shall be mounted in the center of a test substrate 4.5 Pre-conditionings When specified in the relevant specification, carry out moisture soaking and soldering heat stress testing before the board level drop test. 83 42 JEITA ED-4702B 4.6 Initial measurements The initial measurement shall be carried out in accordance with the relevant specification. 4.7 Test method This test standard specifies the drop height using a strain gauge attached to the test substrate sample, as well as, the drop test procedure. Either Article 5: Test method A or Article 6: Test method B is to be carried out, although Test method A is preferable. 4.8 Intermediate measurement Intermediate measurement shall be carried out in accordance with the relevant specification. Note When determining failure after a drop test, a failure may wrongly be considered as acceptable because of electrical contact of a disconnect joint. Therefore, when determining failure, checking the daisy-chain signal lines with a momentary interruption detector or other similar equipment is advised. When using this technique, the resolution of the momentary interruption detector shall be capable of detecting 100 μs of momentary discontinuity. 4.9 Final measurement The final measurement shall be carried in accordance with the relevant specification. A sufficient number of failures from the test lot shall be subjected to failure analysis to determine the root cause and to identify the failure mechanism. Each failure site shall be clearly identified as “device failure”, “interconnect failure”, or “board failure”. 5 Test method A: Drop test that specifies substrate strain Article 5 of Test method A specifies the drop test method using a strain gauge after mounting. Article 6 specifies the drop test method without a strain gauge being attached. 5.1 Purpose of test method This test method specifies the drop test conducted with the fall height based on measured strain using a strain gauge set on the test substrate. Note This test method uses drop test equipment, a substrate-securing jig and a strain measurement instrument. Because the test equipment is verified using the value of strain measured by a strain gauge attached to the surface of the test substrate, the test result does not depend on the drop test equipment or the substrate-securing jig. Accordingly, this standard does not prescribe the drop test equipment, the structure of the jig, or its form. Since the test results are quantified in terms of the strain values, correlation of a test result with the device and equipment type is straightforward. However, in the case of this method, environment to perform this test method in the device maker and the equipment maker has to be set. In addition, test results are different by attachment method of a strain gauge. Under influence of distance between the supporting points, width of a waveform of strain needs attention so that a difference goes for life if different. 5.2 Example of drop test equipment The drop test equipment is provided with mechanism cause natural fall from a specified height or capable of applying stress comparable to the fall. Measures should be provided to enable the sample tested to retain its posture during the fall and at the point of impact. 85 43 JEITA ED-4702B Arm Hanging wire Base plate Screw Test substrate Component Substratesecuring jig Base plate Collision part Strike surface Strike surface Example of test equipment Example of substrate securing jig Figure 1 – Example of drop test equipment and substrate securing jig 5.3 Example of substrate-securing jig Unless otherwise specified, the substrate-securing jig shall be constructed to allow the attachment of the test substrate with screws, and give a drop impact to the solder joints. The test substrate is fixed so that the device is in the centre of the substrate-securing jig. Unless otherwise specified, the colliding interface shall be a hemispherical protrusion as shown in Figure 1 in order to obtain the reproducibility of strain. However, this is not mandatory if appropriate strain repeatability can be obtained. 5.4 Example of distance between supporting points The distance between the supporting points shall be in accordance with the relevant specification. Variation in distance between the supporting points change the pulse duration, hence the same largest strain may have different impact on drop durability test. Therefore it is desirable to achieve pulse duration similar to those of electronics equipment. Unless specified, the recommended pulse duration is 1.0 ms + 0.5 ms - 0.5 ms, for the use in mobile phone application. In order to attain pulse duration of 1.0 ms ± 0.5 ms, for FR4 substrate of 0.8 mm thickness, the recommended distance between supporting points is 50 mm to 80 mm (refer to 5.9.4). 5.5 Example of impacting surface Unless otherwise specified, the drop test shall be performed on a flat concrete or steel plate floor. Since destruction of the concrete or deformation of the steel plate might be caused by repetitive impacts, it is desirable to check the surface of floor at each test. When a steel plate floor is used, hardened-steel plate is recommended in order to prevent deformation due to impacts. 5.6 Strain gauge Unless otherwise specified, the strain gauge shall satisfy following: the gauge length shall be from 1 mm to 2 mm. the strain gauge shall be a foil-type gauge. the strain gauge shall be of a single-axis type. 87 44 JEITA ED-4702B 5.7 Strain gauge attachment Attach the strain gauge to the test substrate as shown in Figure 2. The strain gauge is attached to the extension of a corner land central line in the vicinity of the device, taking care not to stick the gauge on the substrate wiring. Unless specified, the recommended distance is 3.25 mm. Avoid attaching the gauge to the wiring as much as possible. If it cannot be avoided, use sandpaper to flatten the surface. Use an adhesive to attach strain gauge should so that a crack or peeling will not occur from drop test. A thin coat of adhesive should be applied. Refer to Appendix 3 regarding the attachment method of strain gauge. Test substrate Ball grid alignment Strain gauge Substratesecuring jig Packageouter shape Figure 2 – Position of strain gauge attachment 5.8 Strain measurement instrument The strain measurement instrument used during the drop test shall have sampling rate that is higher than 150 kHz. However, a sampling rate that is lower than 150 kHz is acceptable if a measuring result is assured. When the sampling rate of an instrument is low, strain values and strain wave patterns are not shown correctly because the peak value of the maximum strain sometimes cannot be picked up. Therefore, an instrument that has higher sampling rate than 150 kHz is desirable. Figure 3 shows a sample diagram of drop test equipment and wiring and Figure 4 indicates waveform of strain and electrical conductivity of daisy chain. Daisy chain Device Momentary interruption detector Bridge circuit Strain amplifier Test substrate Strain gauge Oscilloscope Figure 3 – Strain measurement instrument 89 45 JEITA ED-4702B Signal of Daisy chain + ひ ず+みStrain (引張り) Extrem ely子short discontinuity 瞬 断した様 ( 電 圧electrical 降下) Waveform of strain - ひ ず-み (圧縮) Strain 20m ms/div sec/ div 20 Figure 4 – Waveform of strain and electrical conductivity of daisy chain 5.9 Test condition 5.9.1 Drop test conditions The method and conditions of the drop test shall be specified in the relevant specification. 5.9.2 Drop method The drop test shall be a natural fall or a fall close to that condition. If the drop height needs to be adjusted in accordance with the method specified in 5.9.4, the strain gauge is to be attached to the test sample, and after the preliminary test, with the test sample attached to the substrate-securing jig, the drop test is to be carried out. 5.9.3 Drop height The drop height shall be decided by the amount of strain of a strain gauge set on the test substrate. 5.9.4 Pre-test characterization a) Strain gauge attachment Attach the strain gauge to the test substrate as prescribed in 5.7. b) The test substrate shall be attached to the substrate-securing jig with its device side facing downward. c) The substrate-securing jig shall then be raised to the height specified in the relevant specification and dropped on to the strike surface while measuring the strain level and pulse duration. Multiple drops maybe required while adjusting the drop height to achieve the specified strain level and pulse duration. The amount of strain level specified in the relevant specification shall be consistent with the value measured by the actual application. If there are several kinds of test sample, a drop height is determined by measuring each test sample. However, if the test samples are the same, it is not necessary to measure all samples. The peak value of pull-strain recommended for testing with mobile phone application is 1000 με to 5000 με. 91 46 JEITA ED-4702B d) Adjustment of pulse duration There is a correlation between the drop test life time and the pulse duration of the strain as shown in Figure 5. There is also a correlation between the distance between the supporting points and the pulse duration of the strain as shown in Figure 6. It is therefore necessary to adjust the pulse duration to be consistent with such correlation, and to that of an actual electronic device pulse duration. The pulse duration of a mobile phone is seen to be 0.5 ms to 1.7 ms. Therefore the recommended pulse duration is set to 1.0 ms ± 0.5 ms for a mobile phone. It is also desirable to adjust the pulse duration so that the distance between supporting points is 50 mm to 80 mm. e) After the preliminary test for a) to c) above strain measurement, the test substrate attached to the substrate-securing jig is to be dropped from the height adjusted in c). Regarding the drop test, more than 2 standards are to be checked. It is recommended to confirm the correlation between the maximum strain and the number of drops tests before failure (see Figure 7). Figure 5 – Correlation between drop test life time and pulse duration Figure 6 – Correlation between pulse duration and distance between supporting points Notes 1 There is a correlation between the number of times drop to failure and the maximum strain. The number to of times to failure can be presumed to be the arbitrary maximum strain (Figure 7). 93 47 JEITA ED-4702B Arbitrary maximum strain Number of drops of presumed failure Figure 7 – Correlation between the number of times of failure and the maximum strain Notes 2 As an alternative method of deriving strain, the method shown in Appendix A, for dropping a test rod may be used. 5.9.5 Direction The test substrate shall be attached to the substrate-securing jig with its device side facing downwards as shown in Figure 8. Test substrate Device Figure 8 – Direction of dropping 5.9.6 Number of drops Unless specified, the board shall be dropped to destruction. However the maximum number of drops should not exceed 20 times. 6 Test method B: Drop test that specifies drop height Article 6 of Test method B specifies the drop test method after mounting without the strain gauge being attached. Article 5 specifies the test method with a strain gauge being attached. 6.1 Purpose This test method specifies the drop test method to define the drop impact strength by drop height. Note With regards to Test method B, the method of attachment of the substrate-securing jig and distance between supporting point have a significant effect on the test result, and therefore it may be doubted that the result of this test differs from the result that may be gained from the actual device. In such a case, it is necessary to re-examine if there is a difference between the test substrate and the actual device with regard to manner of attachment to the substrate-securing jig and the distance between supporting point. 95 48 JEITA ED-4702B Also, as mentioned above, as the strain value in the joint of a secondary mounting varies according to the holding jig, substrate size and drop height, etc., on both the device provider and device user sides, if possible it is advisable to measure the strain value to the specimen under the conditions of Test method A and to confirm the correlation to the strain value gained from the actual device. Regarding strain volume measurement, see Article 6. 6.2 Test equipment The drop test equipment is equipped with a mechanism that can drop a substrate-securing jig from a certain height and from a natural free fall or similar condition. The position of the test specimen can be maintained when falling and colliding with the surface strike. Figure 9 shows an example of the implementation of Test method B. Arm Hanging wire Base plate Test substrate Screw Component Base plate Collision part Substratesecuring jig Strike surface Strike surface Example of test equipment Example of substrate securing jig Figure 9 – Implementation of Test method B: an example 6.3 Substrate securing jig Unless otherwise specified, the substrate-securing jig should be part of the structure that can fix the test substrate with flat-end screws, and give a drop impact to the solder joints. Unless otherwise specified, the colliding part should be a hemisphere-shaped protrusion as shown in Figure 9 in order to obtain the reproducibility of strain. However, this is not mandatory if reproducibility of strain can be obtained. 6.4 Distance between the supporting points The distance between the supporting points should be set according to the items and conditions specified in the relevant specification. The distance between the supporting points has an effect on life duration, and therefore the distance shall be matched to the actual device to the extent possible. Unless otherwise specified, assuming a hand-held product, the distance of 50 mm to 80 mm is recommended. In the case of a test that specifies drop height, the test result may be very different if the distance between the supporting points does not match the actual device, and if the interval of test substrate is larger than that of actual electronic device, the test result will show a shorter life duration (see 6.9.3). 6.5 Drop floor Drop test should be performed on a flat concrete or steel plate floor. Since destruction of concrete or deformation of the steel plate might be caused by repetitive drop impacts, it is desirable to check the surface of the floor after each test. When a steel plate floor is used, hardened-steel plate is recommended in order to prevent deformation due to impacts. 97 49 JEITA ED-4702B 6.6 Test conditions 6.6.1 Drop test conditions The test is to be carried out under the items and conditions specified in the relevant specification. 6.6.2 Drop method The drop test shall be natural free fall or close to that condition. 6.6.3 Drop height The height shall be 1.5 mm. Drop height shall be the height from the drop floor to the nearest part of the substrate-securing jig. Other test height conditions may be used if specified in the relevant specification. 6.6.4 Direction of drop test The drop direction of the mounted surface, as shown in Figure 10, shall face downward. Test substrate Device Figure 10 – Dropping Direction 6.6.5 Number of drops Unless specified, the board shall be dropped to destruction. However the maximum number of drops should not exceed 20 times. 7 Report of test result If a test result report is required, some of the following items are to be selected and included through discussion with all of the parties concerned with product delivery. a) Test date b) Test organization c) Name, type and size of electronic part d) Base lead wire material of the electronic parts, whether the wire is plated or not, and if plated, the plating material e) Material, size and layer structure of the test substrate f) Land size and surface material of substrate g) Type of solder and solder paste h) Reflow profile and soldering atmosphere (if nitrogen atmosphere, its oxygen concentration) i) Test equipment for drop impact (specification of test equipment, size/material of substrate-securing jig and specification of the measurement equipment) j) Relationship graph between the strain and number of fractures; if test method 1 and height definition are used, the number before fracture k) Number of drops l) Failure mode m) Name of the strain gauge type n) Position of strain gauge attached 99 50 JEITA ED-4702B 8 Conditions to be specified in the relevant specification (1) Pretreatment conditions (when required) [Refer to] (2) Mount quality test substrate specimen specification (when not specified) [Refer to] (3) Mount conditions (when not specified) [Refer to] (4) Items and conditions of the initial measurement [Refer to] (5) Test conditions [Refer to] (6) Number of repeated drops (when not specified) [Refer to] (7) Items and conditions of the interim measurement [Refer to] (8) Items and conditions of the end-point measurement [Refer to] (9) Criterion [Refer to] (10) Other needful items [Refer to] 101 51 JEITA ED-4702B Appendix A Method to determine drop strength using test rod 1 Test equipment The test equipment shall be equipped to hold mounted parts with jigs, that allows the surface of the mounted parts to face downward, and that ensures an impact on the bottom of the substrate sample by the dropped rod (such as a metal rod) and under the condition of a natural free fall or close to that condition. Composition of the test equipment is as follows: a) a substrate-securing jig is used b) a mechanism in which the substrate surface strain measurement at the time of a rod drop and collides with the surface can be carried out c) a mechanism that steadily ensures the rod dropping point on the surface d) a mechanism that prevents the rod to collide with the surface twice Remarks It is recommended that the mounted device is be securely attached to the jig. 2 Substrate-securing jig The jig shall allow a test substrate to be fixed with bolts or in any other suitable manner. Details are as follows: a) Distance between supporting points The distance between the supporting points shall be variable in order to adjust the strain pulse duration. b) Manner to attach to the test substrate The test substrate shall be attached with bolts (direct substrate attachment or indirect using plates), or in any other suitable method that assures the strain will be reproduced. c) Tip form of the rod The shape of the rod shall be specified in each case. It is advisable to shape the tip hemispherically (for example, R 3 mm) so that the angle of rod tip does not collide, when a test substrate deflects. Collision by drop Test substrate Rod Component Figure 1 – Substrate-securing jig (example) Substratesecuring jig 103 52 JEITA ED-4702B 3 Test conditions Tests are to be carried out under the items and conditions as specified in the relevant specification. 3.1 Drop method The rod shall be dropped in natural free fall. After the preliminary test measures the strain as specified in 3.3, a test with the test sample attached to the jig, is to be carried out. 3.2 Drop height Fall height shall be determined with a strain gauge attached to the test substrate. 3.3 a) Adjustment method for rod drop height Attach a strain gauge to the test substrate. The position shall be as shown in Figure 2 in 5.7. b) Attach the test substrate to the substrate-securing jig, with the test specimen’s side facing downward. c) Using samples adjust the targeted substrate surface strain; drop height of test rod, which is reflected in the pulse duration of the strain waveform, and the fixed substrate distance. Regarding test standards, tests shall be carried out considering the strain magnitude as specified in the relevant specification. The strain value must match the value measured by actual products. The pulse duration of the strain waveform is specified as the time interval between the instant when the acceleration first reached 10 % of its specified peak level and the instant when the acceleration first returns to 10 % of the specified peak level after having reached that peak level. When testing a handheld electronic phone, it is advisable to test with the pulse duration under the condition of 1.0 ms ± 0.5 ms. If various test samples are available, the drop height shall be determined by the measurement of each test sample. However, if samples are identical, it is not required to measure the entire lot, but rather arbitrary chose some for testing. d) After completing the preliminary strain measurement test of a) to c) above, the test rod is to be dropped from the height that is adjusted by c). 0.6 Strain 基 板 ひ ずみ Conductivity 導通電圧 4 Momentary 瞬 断 した様 子 (電 圧 降下 ) interruptions 0.2 2 0.0 0 -ひ ずみ (圧 Strain (-)縮 ) -0.2 -2 0 2 4 6 時 間(ms) (ms) Time 8 Figure 2 – Strain Waveform (example) 10 -2 導 通 電 圧 (V) 0.4 Conductivity (%) ) Conductivity (% Strain (%) Strain (%) 基 板 表 面 ひ ず み ( %) + ひStrain ずみ (引(+) 張り) 105 53 JEITA ED-4702B Explanatory notes on drop test after substrate mounting 1 Evolution of guideline setting As a trend of technology and the market, mobile phones and other handheld electronic products are continually shrinking in size, and various casing are used. When using handheld electronic products, it is assumed that stress is applied to the joints between the casing and the substrate when the devices are inadvertently dropped. To set part of the device standard for the reliability test method for these types of mounted substrates, this standard specifies the reliability test method by considering the stress on the joints between the casing and the substrate that has been caused by inadvertently dropping the handheld electronic product. 2 Evolution of the standard revision Within the revision of the standards of 2009, as one of the drop test methods after substrate mounting, the test method with a strain gauge has been specified. Regarding the reason for the revision, see the explanatory notes on this standard. With regards to the drop test method, when introducing the method with a strain gauge, Test method B (the former test method) has also been reviewed. (1) Revision of drop height and number of drops This standard reproduces the stress of a drop impact estimated under actual use conditions, and mainly evaluating the effect on the joints between the device’s casing and the substrate. The stress sustained to the joints varies depending on the drop height. Accordingly, the former test method that used the low drop height is consolidated into the method that uses the high drop height; the drop height is unified to 150 cm. Explanatory note table 1 – Former drop height and number of drops (2) Drop Height No. of Drops 30 cm 100 cm, 150 cm 200 times 10 times, 20 times Revision of drop direction The former test method specified a three-drop direction test, but regarding vertical direction, the stress added to the joints between the device and the substrate is insignificant, while the drop in the horizontal direction causes the aging of joints. Therefore test direction is limited to horizontal. Vertical Direction (Shorter edge to collide) Vertical Direction (Longer edge to collide) Horizontal Direction (Mounting surface faces downward) Explanatory note figure 1 – Former drop directions 3 Testing method using a strain gauge after mounting Under the standard revision of 2009, as a part of drop test method after mounting to the substrate the strain gauge attached method has been specified. As for the reliability test method after mounting, see the explanatory notes on this standard.
© Copyright 2026 Paperzz