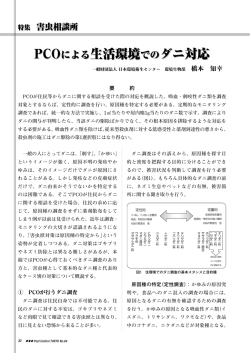
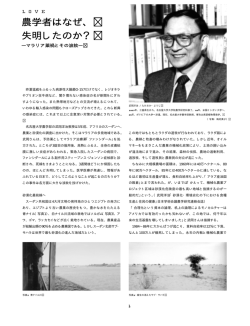
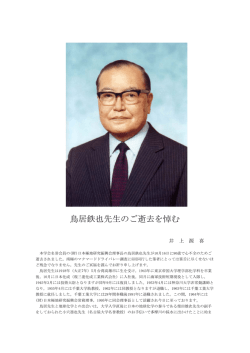
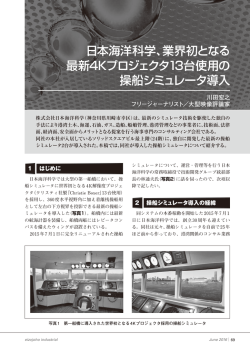
News JIKEN CENTER 自研センターニュース 9 July 2004 平成16年9月15日発行 毎月1回15日発行(通巻348号) 昭和51年5月27日 第三種郵便物認可 C O N T E N T S テクノセミナー:トラック・バス超扁平シングルタイヤ 「GREATEC」について ・・・・・・2 自動車リサイクル事情:日産自動車(株)使用済み自動車リサイクル 実証研究委託工場を見学 ・・・・・4 リペアリポート:プジョー307のドア取替作業の特徴について ・・・6 輸入車インフォメーション:プジョー307(T5RFN)の合成樹脂部品の 補給形態 ・・・・・・・・・・・9 リペアインフォメーションS:BMWミニクーパーの修理事例 ・・・10 「構造調査シリーズ」新刊のご案内 ・・・・・・・・11 調査・研究報告:接着式ガラスの脱着作業に ついての手順<3> ・・・・・・・12 指数テーブルマニュアル作業項目の解説_ 56 _ ・・・・17 海外情報の紹介:これからの挑戦 新しい車両技術と、それが修理 業界に与える影響<3>[最終回]・・・・18 お客様相談室レポート:コスモシルバー(No.1F1)について・・・21 第17回自研センター「一般提案」結果報告 ・・・・・22 リサーチングスケルトンズ休載のお知らせ・・・・・23 自研センター来訪者/編集後記 ・・・・・・・・23 別冊 新型車情報:qホンダエディックス 1 ∼□ 8 (CBA-BE1・ABA-BE2・DBA-BE3・ABA-BE4型) ・・・□ 別冊 新型車情報:wマツダ ベリーサ 1 ∼□ 12 (DBA-DC5W・DC5R)・・・・・・・・・・・□ TECHNO SEMINAR テクノセミナー トラック・バス超偏平シングルタイヤ 「GREATEC」について 1.はじめに このたび、ブリヂストンより国内向けにトラック・バ ス超偏平シングルタイヤ『GREATEC(グレイテック)』 が発売されましたので紹介します。 この『GREATEC』は、ダイムラー・クライスラー社 とブリヂストン社の共同開発によるもので、車両の軽量 化と燃費低減に寄与するとされ、また、パンクの場合現 行のダブルタイヤと同等の安全性を確保する緊急時走行 システム「エアーセプト(Air cept)」(ベンツ・アクト ロスに採用)を同時に開発されました。 国内装着車では、三菱ふそうより発売されたハイブリ 装着であったリヤタイヤをシングル(一軸片側1本×2= 2本)装着にすることを可能としています。これにより、 ットシステムを搭載した路線バス「エアロノンステップ タイヤとホイールの重量軽減を実現し、新長期排ガス規 HEV」 (2004年2月発売)に標準装着され、さらに、日野 制対応に伴う車両切替時に軽量化の一役を担う事ができ 自動車の超低PM排出ディーゼル車認定制度で四ッ星を ます。また、バスにおいては車両のワイドフロア化によ 取得している「日野プロフィア」(2003年11月発売)に るノンステップエリアの拡大にもつながり、さらには、 04年4月より設定されるオプション装着タイヤとして設 使用済タイヤの廃棄量削減による、省資源化など環境配 定されています。いずれの車両もトラック及びバス分野 慮型社会への対応を図ることができます。 において、国内初の装着となります。 3.「新ウェーブド・ベルト構造」 ・ 「ワインドビード構造」 2.概要 大型車タイヤのタイヤサイズを低偏平率にした場合、 「GREATEC」は、超偏平シングルタイヤ開発における 技術問題となっていた、ベルト及びビード部の耐久性を 空気ボリュウムに対する負荷能力(ベルト部とビード部 の耐久)を維持するのは難しいといわれていました。 「新ウェーブド・ベルト構造」や「ワインドビード構造」 そこで、タイヤのベルト部に「新ウェーブド・ベル の採用で確保し、従来、ダブル(一軸片側2本×2=4本) ト」(図1−q)、ビード部には「ワインドビード」(図 図1 「新ウェーブド・ベルト構造」 ・ 「ワインドビード構造」 新ウェーブド・ベルト構造 図1−q ワインドビード構造 図1−w 2 自研センターニュース 2004年9月号 1−w)という新しい構造を採用することで、技術的な 課題をクリアしています。 4.シングルタイヤ化(2本→1本)によるメリット 2本の複輪タイヤを1本にできるメリットで、タイヤと ホイールのトータルセット重量が軽くなり、車両の燃費 a.新ウェーブド・ベルト構造 向上、積載量のアップや使用済みタイヤの廃棄量削減が 一般ベルトでは、スチールコードの「端」部分に歪み が発生し、ベルトセパレーション等が起きるケースがあ りました。 できます。 さらに、トータルのタイヤ幅も狭くなることから、省 スペース化を図ることが可能となり、バスにおいては後 しかしながら、新ウェーブド・ベルト構造(図2)で 部通路が広くなるなどのメリットがあります。 は主ベルトを波型のベルト層を主構造として、従来のス チールコード層を補強層とした構造で、これにより、ベ ルト部分にかかる負荷(高張力・たわみ)が低減され、 偏平化によって生じる摩擦や歪みを抑制できます。 図2 新ウェーブド・ベルト構造 一般ベルト構造 新ウェーブド・ベルト構造 従来複輪タイヤ 315/70R22.5×2 超偏平シングルタイヤ 495/45R22.5 (GREATEC) (外径 1,035mm) 重量低減(リム付) 45kg タイヤ横幅低減 175mm 廃材ゴム量低減 25% 転がり抵抗低減 12%以上 (トラック用) 5.緊急走行システム『AIRCEPT』 安全装置『AIRCEPT』は、超偏平シングルタイヤ b.ワインドビード構造 『GREATEC』とリムの間にセットされ、何らかの要因で 一般タイヤのスチール製タイヤプライコードでは、通 常ビードコアで折り返されています。 タイヤ内の空気が急激に低下すると、 『AIRCEPT』が膨 らみタイヤ内の急激な空気圧低下を抑え車両を安全に停 しかし、この構造では、偏平率が大きくなるとタイヤ 止させることができます。 面積の割合に対してサイドの幅が短くなり、結果的にト 具体的には、タイヤ内の空気圧が1.5バール(1.53kgf/ レッドの入力がビード部に伝わってくるため、歪みを受 f)以下になるとシステムが起動してタイヤ内の安全チ けやすくなります。そこでプライコードをビードコアに ューブを膨らませ、荷重変動を抑えて走行の安全性を確 巻きつけるワインドビード構造(図―3)を採用したこ 保します。 とで歪み発生部のターンを減少させクラックに対する改 善を図ることができます。 これによって通常走行の場合、速度60km/hで約25km の走行を可能にします。 なお、このシステムはメルセデス・ベンツ アクトロ スの後輪駆動輪にオプションとして採用されており、国 図3 ワインドビード構造 産車については未装着です。 ワインド・ビード ※AIRCEPT:Assistant Inner Ring Interceptorの略 一般ビード構造 ワインド・ビード構造 ビードコアに プライコードを 巻き付ける 図4 緊急走行システム『AIRCEPT』 GREATEC + AIRCEPT AIRCEPT 歪発生部 自研センターニュース 2004年9月号 3 TECHNO SEMINAR (1)AIRCEPTの原理 b.タイヤの空気圧が著しく低下した場合、AIRCEPTは、 a.AIRCEPTはタイヤの中にセットされ、空気を充填す エアーバックのように瞬時に拡張し、ある空気圧を ることで適切な形状を保持します。 保ち、タイヤにかかる荷重を支えます。 また、タイヤがパンクなどの外傷を受けた場合にも c.一本のバルブで、タイヤ、AIRCEPTの双方に充填が AIRCEPT自体に影響を受けない場所にキープしてい 可能な特殊専用バルブを採用することで、空気充填 ます。 を容易にしています。 図5 通常時 (1)AIRCEPTセット位置 AIRCEPTの原理 急激な空気漏れ時 AIRCEPT拡張後 (3)バルブ位置 (2)AIRCEPTの拡張状況 〈参考〉モータービークル BS・ 「GREATEC」について 自 動 車 リ サ イ ク ル 事 情 日産自動車(株)使用済み自動車リサイクル 実証研究委託工場を見学 現在、自研センターでは自動車リサイク法施行に合せ、 使用済み自動車のリサイクル問題について様々な分野で 調査研究をおこなっております。 (株)啓愛社リサイクル工場での実際の解体工程を見学 することができました。 このたび、その活動の一環として日産自動車㈱使用済 同工場の処理能力は、最大1,500台/月とのことで、主 み自動車リサイクル実証研究委託工場である「 (株)啓愛 に神奈川県内の日産系ディーラーからの使用済み車両が 社リサイクル工場」 (写真1、2)を見学してまいりました。 入庫するとのことですが、他のメーカー系ディーラーな 当日は、日産自動車(株)リサイクル推進室 上級技師 らびに一般工場からの入庫も増えてきているとのことで 吉田信昭様より日産自動車(株)での使用済み自動車リ 写真1 (株)啓愛社リサイクル工場 4 サイクルへの取組状況についてご説明を頂いたうえで 自研センターニュース 2004年9月号 した。 写真2 リサイクルされた部品の数々 写真3 使用済み車両の入庫 写真4 燃料の抜き取り作業 写真5 タイヤの取り外し 写真6 実際の工程は、 処理されたエアバック q「使用済み車両の入庫」 (写真3) w「適正処理1(燃料・タイヤ・バッテリー外し)」(写真 4、5) e「適正処理2(廃油・廃液抜き取り) 」(写真7) r「中古部品取り作業」(写真8、9) t「ニブラ工程((写真10)(金属材料リサイクル・非金 属材料リサイクル)」 y「ハードプレス」となっています。 写真7 写真10 廃油・廃液の抜き取り 車が解体されるニブラ工程 写真8 取り外された中古部品の数々 写真9 取り外された中古ドア 写真11 写真12 解体される車 特に我々の目を引いたのは、ニブラという重機を使っ 最終処分されるシュレダーダスト が進んでいることが窺えました。 ておこなう有価物の選別で、ニブラの先端部分が、配 現在、日本国内で1年間に発生する使用済み自動車に 線・モーター・足回り・マフラー・触媒等を車体から取 ついては約500万台とも言われ、中古車として輸出され り外し素材ごとに分類していく様はまるで猛禽類の嘴を る100万台を除いた400万台が大小さまざまな解体工場で 見るような感じを持ちました。 (写真11) リサイクルを前提とした処理がされています。 それらの部品を取り外された車体(ボデーガラ)はハー 来年1月には自動車リサイクル法が施行されることか ドプレス機で圧縮し電炉メーカーへ供給されているとの ら、これまでの不法投棄や不適正処理は減少することが ことでした。 期待されますが、最終処分(写真12)場の処理能力の問 今回訪問した(株)啓愛社リサイクル工場は規模も大 きく設備も充実した工場で、整斉と使用済み車両の処理 題や輸出された国産自動車の廃棄の問題等、環境を考え る上での問題は山積されています。 自研センターニュース 2004年9月号 5 REPAIR REPORT リペア リポート プジョー307のドア取替作業の特徴について 今回は、プジョー307(T5RFN)のフロントドアおよびリヤドアの取替作業の特徴について紹介します。 フロントおよびリヤドアの構成部品は写真1∼8のとおりです。補給部品の特徴として、アドヘシブ(ブラックアウト テープ)はフロントドア用とリヤドア用がセットで補給、樹脂部品のドアミラー(カップ)、ドアハンドル、ドアプロ テクタが未塗装で補給されます。 【フロントドア構成部品】 写真1 ドアロック ドアハンドル ハンドルホルダ 写真2 フロントドアグラス ドアミラー フィクスウインドウ ウインドウ チャンネル アウタウェザストリップ アドヘシブセット (ブラックアウトテープ) ドアストップ ドアプロテクタ ドアヒンジ インナウェザストリップ ウインドウチャンネル モータ ウインドウメカ 写真3 ブランキング プレート リテーニングクリップ ハンドルモールディング 写真4 リモートコントロール コントロールケーブル ドライバーズロック ドアロック ブラケット シーリングシート ドライバハーネス アップホルスタパネル(ドアトリム) ドアショックアブソーバ 【リヤドア構成部品】 写真5 ドアハンドル 写真6 アドヘシブセット (ブラックアウトテープ) ウインドウチャネル インナウェザストリップ ハンドルホルダ ドアヒンジ ドアガイド ドアストップ ドアプロテクタ リヤドアグラス 6 自研センターニュース 2004年9月号 ウインドウリフタ REPAIR REPORT 写真7 写真8 コントロールケーブル リモートコントロール ドアウェザストリップ プロテクタ ハンドルモールディング アップホルスタパネル (ドアトリム) ドアロック ブラケット シーリングシート ドアハーネス 写真9 1.ドア外側の部品の脱着性について ドア外側のドアプロテクタおよびアウタウエザストリ ップは、ドアアップホルスタ(ドアトリム)を取外さず に脱着が可能です。(写真9) アウタウエザストリップは、写真10のように引き上げ てドアパネルから取外します。フロントドアの場合、ド アウタウェザストリップ アミラーの取外しも不要です。 ドアプロテクタは、写真11、12のようにフロントは 後方に、リヤは前方にスライドさせて取外します。 ドアプロテクタ 写真10 アウタウエザストリップ取外し 写真11 フロントドアプロテクタ取外し :スライド方向 写真12 リヤドアプロテクタ取外し :スライド方向 アウタウェザストリップ フロントドア リヤドア 写真13 約100mm 2.ドア脱着時の注意点 ドアを取替える場合、脱着の際にドアグラスの位置に 注意が必要です。これは、ドアグラスがウインドウリフ タ(レギュレータ)に取付いているボルトを外すサービ スホールの位置まで下げておくための作業です。 (5.ド アグラス取外し参照) フロントドアは最下まで、リヤドアは写真13のように 約100mm下げておきます。 自研センターニュース 2004年9月号 7 REPAIR REPORT 3.ドアシーリングシート取外し ドアシーリングシートを取外す際、ブラケットの取外しが必要となります。ブラケットはリベットで取付いています。 写真14、15はドアシーリングシートを取外した状態です。構成部品の取付けにはリベットが多く使用されています。 写真14 写真15 ウインドウリフタ ドライバハーネス ウインドウメカ ドアハーネス ドアショックアブソーバ :リベット位置 :リベット位置 4.ドアハンドル取外し 写真16 ドアハンドルは、ドアパネル内側でハンドルホルダに 取付いています。ドアハンドルを手前に引きながら、ハ ドアロック ンドルホルダのレバー部をスライドさせて取外します。 (写真16、17) ドアロック (キーシリンダ) また、ハンドルホルダはドアパネルにリベットで取付 いています。 写真17 :スライド方向 ハンドルホルダ ドアハンドル レバー部が外れた状態 5.ドアグラス取外し フロントおよびリヤドアグラスは、サービスホールよりボルト2本を外してウインドウリフタ(レギュレータ)と縁 切り、ドアパネルから取外します。(写真18、19) ただし、リヤドアの場合はウインドウチャンネル、インナウエザストリップ、ウインドウリフタ、ドアロックを先に 取外してリヤドアグラスを引き抜くスペースを確保する必要があります。 (写真20) 写真18 写真19 フロントドア リヤドア 写真20 リヤドアグラス取外し :ボルト取外し箇所 8 自研センターニュース 2004年9月号 :ボルト取外し箇所 輸入車インフォメーション プジョー307(T5RFN)の 合成樹脂部品の補給形態 今回はプジョー307(T5RFN)のプラスチック部品の材料と補給形態情報をお知らせします。 なお、2004年9月発行予定の「No.J-378構造調査シリーズ」プジョー307にも他の情報と共に掲載されていますので是非ご利 用ください。 3.ドアミラー(ミラーカップ) (外板色) 4. ドアハンドル(外板色) 5. ドアプロテクタ (外板色) 2. バンパラバーブーツ (外板色) 8. フィラフラップ(外板色) 1. フロントバンパ(外板色) 7. リヤバンパ(外板色) 6.バンパラバーブーツ (外板色) 番号 部品名 材料記号 材料 補給形態 1 フロントバンパ P/E プロピレン/エチレン 未塗装 2 バンパラバーブーツ P/E プロピレン/エチレン 未塗装 3 ドアミラー(ミラーカップ) ABS ABS樹脂 未塗装 4 ドアハンドル ポリアミド/ガラス繊維 未塗装 5 ドアプロテクタ P/E プロピレン/エチレン 未塗装 6 バンパラバーブーツ P/E プロピレン/エチレン 未塗装 7 リヤバンパ P/E プロピレン/エチレン 未塗装 8 フィラフラップ ポリフェレンエーテル/ポリアミド 未塗装 PA6-GF30 PPE/PA 自研センターニュース 2004年9月号 9 REPAIR Information S リペア インフォメーション S BMWミニクーパーの修理事例 写真1 ある新聞の土曜版で、専門家が選ぶ女性にお薦めの輸 入車No1としてBMW ミニクーパーが選ばれたことをご 存知でしょうか。小粋なスタイルと軽い走りが、若い女 性にうってつけというのがその理由だそうです。 今回はその走りやスタイルではなく、フロントサイド メンバ(この車両ではフロントエンジンキャリヤといい ます)の半裁修理作業についてご紹介したいと思います。 調査対象車種にはBMW ミニクーパー(型式:GHRA16) を取り上げました。 (写真1) 今回の作業では右フロントエンジンキャリヤ側でご紹 介しますが、左右共通の作業内容となります。なおこの 作業方法は指定の修理書に基づき作業致しました。 つまり一般的には半裁修理に関連する分割部品を個々 に取り寄せ、組み付けて半裁用の部品を作成し修理を行 なうこととなりますが、この車種にはフロントホイール <作業手順> ハウス(Assy) (写真3)ではない、フロントエンジンキャ 1)フロントエンジンキャリヤのインナ側及びアウタ側 中央部にある穴の真ん中でカットします。 (写真2) 注)新品部品が合うように真っすぐ切り落とすこと が大切です。 リヤ(サブAssy) (インナエンジンキャリヤ、アウタエン ジンキャリヤ、クロスビームホルダの3部品で構成して います) (写真4)と言う補給形態があります。 このフロントエンジンキャリヤ(サブAssy)を利用す ると部品価格が¥21,100に対し、分割部品の合計価格が 半裁修理の際の補給部品について この車種には半裁専用の補給部品設定がなされておら ず、通常の補給部品を使って作業を行なうこととなります。 ¥23,350となり部品価格が安くなります。さらに分割部 品の場合は組み付け時の溶接点数が増加することによる 作業時間増にも繋がります。 フロントホイールAssy 写真2 写真3 インナエンジンキャリア側 フロントエンジンキャリアサブAssy 穴 クロスビームホルダー インナエンジンキャリア Fr アウタエンジンキャリア側 10 自研センターニュース 2004年9月号 アウタエンジンキャリア 写真4 REPAIR Information S 従って半裁修理の場合にはフロントエンジンキャリヤ 5)新品部品フロントエンジンキャリヤのカット部とボ デー側のカット部を合わせ、連続溶接します。また (サブAssy)を使用されることをお薦めします。 ¡フロントホイールハウスAssy パッチと新品部品をプラグ溶接します。 (写真7) ¥34,200(写真3) ¡フロントエンジンキャリヤサブAssy 注)プラグ溶接はボデー側、補給部品側合わせて ¥21,100(写真4) ¡アウタエンジンキャリヤ ¥9,750 ¡インナエンジンキャリヤ ¥10,700 12点でした。 ¥23,350 写真6 パッチ取付け前 ¡クロスビームホルダ ¥2,900 (参考価格) 2)フロントエンジンキャリヤ(サブAssy)の補給部品 をボデー側と同じ位置でカットします。 (写真5) 3)カット部裏側には補強のためパッチを入れます。パ ッチ(幅40mm)は補給部品の残部を使用し4枚切り 出します。 パッチ パッチ 4)切り出したパッチはプラグ溶接で取り付けます。 パッチ (写真6) パッチ 注)インナエンジンキャリヤ及びアウタエンジンキャ リヤの穴を避けてパッチを取り付けます。 パッチ取付け後 写真5 写真7 Fr プラグ溶接 連続溶接 「構造調査シリーズ」新刊のご案内 自研センターでは新型車について、損傷した場合の復元修理 No. 車 名 型 式 の立場から見た車両構造、部品の補修形態、指数項目とその 作業範囲、ボデー寸法図など諸データを掲載した「構造調査シ リーズ」を発刊しておりますが、今月は右記新刊をご案内しま J-376 トヨタ パッソ 10系 J-377 ダイハツ ブーン M300・M310系 J-378 プジョー 307 T5RFN すので、ぜひご利用ください。定価は1,120円(税込み、送料 別)。ただし、J-378は2,160円です(税込み、送料別) 。 お申し込みは自研センター総務企画部までお願いします。 尚、9月から既刊の構造調査シリーズに訂正が発生した場合 TEL 047-328-9111 FAX 047-327-6737 は、その内容についてホームページ(JKC既刊書籍に関する 追加情報コーナー) に随時掲載することになりました。ご参照 頂ければ幸甚です。 自研センターニュース 2004年9月号 11 調査・研究報告 接着式ガラスの脱着作業についての手順<3> 今回は前月号に引き続き、「リヤウィンドウガラス」の脱着作業の手順についてご紹介を致します。 リヤウィンドウガラス脱着作業 リヤウィンドウガラス脱作業 1.ガラス周辺付属品の取外し(写真1) 2.配線の縁切り(写真2) 作業上、必要な部品を取外します。 ガラスに取付いている配線を縁切りします。 例)(車種により異なります) 例) (車種により異なります) ¡Rrシート類 ¡デフロスター ¡クオータトリム ¡アンテナ……etc ¡パッケージトレイトリム ¡トランクパネル ¡センタストップランプ……etc 写真1 12 自研センターニュース 2004年9月号 写真2 調査・研究報告 などでモールディング切断の際は、ガラスを傷付けない 3.ガラスモールディングの取外し ように注意します。 (写真4) (1)接着式・再使用不可の場合 モールディング端部(写真3)からプライヤー等を使 用し、車両上方に引き上げるようにして取り外します。 (2)脱着式・再使用可能な場合 接着式のモールディングは、ガラス取付けの接着剤と スクリューやクリップ等で取付けられたガラスモール 同時にボデーに取付いているため、無理に引き上げると ディング(写真5)は破損させずに取外せるので再使用 ガラスを破損させる可能性があります。また、カッター が可能です。 写真3 写真4 写真5 モールディング 写真6 4.ウィンドウシールドカッター(L型カッター)による 接着剤の切断(写真6) 強化ガラスを採用しているリヤウィンドウガラスの接 着剤切断作業は、ウィンドウシールドカッターを使用 し、写真(赤矢印)方向に接着剤を切断します。 作業方向はこれに限定せず、カッターを差込む隙間 (ボデー=ガラス間)の広い場所から切断を始めます。 ☆ウィンドウシールドカッターの使用方法☆ て接着剤を切断していきます、この時、カッターの刃を ガラス内側表面に沿わせるように後方へ(進行方向とは ガラス表面に対して90° (垂直) になるようにグリップ部分 をセットします。 (写真7) 切断作業はもう一方のグリップを手前に引くようにし 写真7 逆)傾けます(写真8) 。極端に傾けすぎたり、切断中に こじるとガラスに局部的な負荷によって破損させる可能 性があるので注意します。 写真8 進行方向 後方へ 傾ける 90° 自研センターニュース 2004年9月号 13 調査・研究報告 写真9 5.ピアノ線による接着剤の切断 ウィンドウシールドカッターで切断できない部分(刃が届 かない部分)については、フロントウィンドウ同様ピアノ線 (写真9) またはカッターを使用して切断します。 車種によってはウィンドウシールドカッターのみで取 外せる場合もあります。 ピアノ線 以上でリヤウィンドウガラスの脱作業は完了です。 リヤウィンドウガラス着作業 1.ガラス側 接着剤の清掃 写真10 カッター等を使用してガラス側に残った接着剤を除去 し、清掃します。(写真10) ガラスにプリントされているセラミック部を傷付けな いように注意します。 脱作業時にクリップが破損した場合取替ますが、取替 位置が不明にならないように、事前に位置をマーキング しておくと(写真11)作業効率が向上します。 また、メーカー修理書にも位置情報は掲載されていま す。 (図1) 写真11 図1 セラミック切欠き 8mm 40mm 40mm 14 自研センターニュース 2004年9月号 調査・研究報告 写真12 2.ボデー側 接着剤の清掃 カッター等を使用してボデー側に残った接着剤を切り ガラスシーランド 取ります。(写真12) 塗膜面が露出しない程度に接着剤を1∼2mm程度残し、 平滑に切り取ります。(塗膜露出の場合はプライマー処 理が必要となります) 3.位置あわせ 写真13 接着剤の清掃後、取付け作業効率を向上させるために 位置あわせをおこないます。 ガラス取付け位置をあらかじめ決めておくために、取 付け作業前に仮付けをおこない、ボデーとガラスにマー キングしておきます。(写真13) 4.クリップの取付け(写真14) 【ガラス側】 写真14 クリップ 「1.ガラス側 接着剤の清掃」作業においてマーキン グした位置(メーカー修理書記載の基準位置)にクリッ プを貼り付けます。 【ボデー側】 車種により様々な構造、形状があるため、メーカー修 理書を参考にして作業をおこないます。 ガラス用プライマー 塗面用プライマー 写真15 5.プライマーの塗布(写真15) 接着剤の密着性を向上させるため、ボデー側、ガラス 側それぞれ専用のプライマーを塗布します。旧接着剤が 均一に残っている場合、プライマーの塗布は必要ありま せん。 写真16 6.ダムの貼り付け 接着剤が室内側にはみ出さないように、ボデー側にダ ムを貼り付けます。(写真16) 通常(新車では)ガラス側にダムが取付いているが、 着作業時にはガラス側貼り付けによる、位置ズレを防止 するためあらかじめボデー側に貼り付けます。 ダム 自研センターニュース 2004年9月号 15 調査・研究報告 写真17 7.ガラスモールディングの取付け ガラスにモールディングをはめ込みます。(写真17) ガラスモールディング 車種によっては、ガラスをボデーに取付けてから、モー ルディングはめ込むタイプもあるのでメーカー修理書な どを参考にして作業をおこないます。 8.接着剤の塗布 接着剤をボデー側に塗布します。(写真18) 接着剤の塗布方法は、ガラス側に塗布する方法と、ボ 写真18 デー側に塗布する方法がありますが、ガラス側に塗布し た場合、取付け時にズレが発生した際ヘッドライニング 等を汚してしまう恐れがあります。よってこの手順書の リヤウインドウ取付け作業ではボデー側に接着剤を塗布 して作業を行ないます。 接着剤の塗布は、その継ぎ目から雨漏れする危険性を 避けるため、ボデー側のガラス取付け部下面から全周に かけて一気に塗布します。 写真19 シーラーガンノズルは修理書などを参考にして先端を カットしておくこと(写真19)で、接着剤の高さ、幅を 一定に塗布することが可能です。 9.ガラスの取付け 吸着盤を使用して、ガラスを取付けます。 (写真20) 「3.位置あわせ」でおこなったマーキング位置に合わ 加工前 加工後 せながら確実にクリップをボデー側にはめ込みます。 (2 人作業) 写真20 ボデーに乗せてから左右上下の隙間を確認し、均一に します。 10.雨漏れ検査 接着剤の硬化時間(メーカー指定 約半日∼一日)以 後、雨漏れ検査をします。(写真21) 写真21 雨漏れがないことを確認の後、ガラス周辺部品を取付け リヤウィンドウガラスの取付け作業が完了となります。 次号は「バックドアガラス」の脱着作業の手順につい てご紹介致します。 16 自研センターニュース 2004年9月号 指数テーブル マニュアル作業項目の解説 −56− 今回は指数テーブルマニュアル(2003年10月発行) 前提条件で説明している構造以外にヒンジがピン式 を基本に、ボデー系の作業項目『B210 フロントドア でドアの脱着が可能なものは、ヒンジピンを抜きドア またはリヤドア取替』について解説します。 (図1) を取外す作業としている。このような車種はその旨当 該車種指数テーブルに表示している。 1.前提条件作業および作業内容 *フロントドア取替では、フロントフェンダが取付け 状態または取外し状態で行う2通りの作業。 *ドアパネルの取替ではドアAssyを分解し、付属品の 取替えを行う作業。 2.指数に含まれる主な作業 *(フロントドア:フロントフェンダ取外し状態)ド アヒンジの脱着または取替 *(リヤドア)ドアヒンジの脱着または取替 ¡フロント、リヤ共にヒンジがドアに取付いた状態で *立付調整とは他の外板パネルおよび骨格部位が正規 の寸法位置に復元されている状態で隣接パネルとの チリ(隙間、段差等)を合わせる作業 *ドアの取替において、ドアのアウタパネルをカット しないとドアが外せない場合 パネルカット作業については指数に含まれていない。 *ディーラーオプションのドアバイザが取付いている 車種があるが、この部品の脱着または取替について は指数に含まれていない。 図1 取外す(但し、車種別編指数が設定されている車種 については、ヒンジをピラー側に残して取外す) *ドアに取付く付属品の脱着または取替 B210 フロントまたはリヤドア取替 1枚 (サッシュ付きドア) 主な付属品 ¡ドアミラー ¡ドアチェック (ディビジョンバー付き) ¡モール ¡ドアトリム ¡ウェザストリップ ¡ドアガラス ¡レギュレータ ¡ドアスピーカ ¡ドアロック *ドアサッシュテープ貼り付け(必要な車種) *ドア取替に伴う必要範囲の付属品の脱着または取替 前提条件および作業内容 *フロントドア取替では、フロントフェンダ取付け状態または 取外し状態で行う2通りの作業 *ドアパネルの取替ではドアAssyを分解し、付属品の組替えを 行う作業 (必要な車種) *立付調整 *水密テスト 除く作業 *ストライプテープの取付け作業 *シーラ塗布 *(フロントドア:フロントフェンダ取付け状態)ド アヒンジの脱着または取替 補足 指数に含まれる主な作業 *(フロントドア:フロントフェンダ取外し状態)ドアヒンジ の脱着または取替 *(リヤドア) ドアヒンジの脱着または取替 (P138 Q&A Q15参照) 主な付属品 ・ドアミラー ・ドアチェック ・モール ・ドアトリム ・ウェザストリップ ・ドアガラス ・レギュレータ ・ドアスピーカ ・ドアロック *ドアサッシュテープ貼り付け(必要な車種) *ドア取替に伴う必要範囲の付属品の脱着または取替(必要な車種) *立付調整 *水密テスト 除く作業 *ストライプテープの取付け作業 *シーラ塗布 *(フロントドア:フロントフェンダ取付け状態) ドアヒンジの脱着または取替 *接着式モールは取付け作業のみ含まれる *フロントドア・リヤドアの脱着取替指数における、 ドアヒンジの取扱いについて 補 足 *接着式モールは取付け作業のみ含まれる *シーラ塗布に関してはP.12〈留意事項〉 (4) シーラ塗布を参照 自研センターニュース 2004年9月号 17 海外情報の紹介 これからの挑戦 新しい車両技術と、それが修理業界に与える影響 <3>[最終回] RCARニュースレター2004年3月号に掲載された、英国のMIRRC(サッチャム)の戦略的開発 担当取締役 Kenneth Roberts氏による題記論文を紹介します。 Kenneth Roberts氏プロフィール 現在、イギリスの自動車保険修理研究センター (サッチャム)の戦略的開発担当取締役。 ヨーロッパ保険業界技術委員会におけるイギリス のメンバーで、ここ10年間はRCAR運営委員会の議 長を務めている。 2004年10月にサッチャムを引退の予定。 −将来の電子システム− 遥かに高効率なアンプやアンプの不要化など、革新 的な電子装置の設計が可能となります。 42ボルト電気システム より高い電圧によって消費電力と重量を低減する 革新的で独創的な様々な将来の構想が検討されて ことができ、そのために燃料消費が改善できます。こ いますが、その内のいくつかはボディー修理に対し のシステムによって、一般的には車内環境制御およ て大きな影響があるでしょう。自動車産業における び人間工学面のインテリジェント化によってドライ 全ての新機軸の内、その90%くらいについて自動車 バーはより快適かつ便利になります。またドライブ・ メーカーは電子技術を検討し考慮しています。この バイ・ワイヤを組み込んだ先進システムの採用が可 傾向は現代の車の進化に従来よりも大きな影響があ 能となります。 り、また現代のボディー修理業者により大きな影響 があることは明らかでしょう。 現時点においてエンジンおよびトランスミション に続く最も重くかつ値段の高い部品がワイヤリング・ 42V電気システムは今後数年のうちにアメリカで実 ハーネスであることを考えれば、自動車メーカーが 用化されるでしょう。ヨーロッパ車がこの効率的な 42Vシステムから得られる重量軽減とコスト低減の効 電力供給システムに移行し始めるのは2010年頃とな 果を利用することに熱心な理由が理解できます。 り、2020年までには世界で生産される殆ど全ての車 が42Vシステム構成となると予想されています。 完全な42Vシステムが標準となる前に、14Vと42V 現代の車両に搭載される多数のコンピュータに対 のハイブリッドシステムの車が生産されると思われ する多重通信ワイヤリングとバスコントロールの採 ます。42Vシステムによって、軽量、低生産コストあ 用が現在進んでいます。 (写真1) るいは現在の12Vシステムやコンポーネントに対して 18 多重通信 自研センターニュース 2004年9月号 特に14V/42Vハイブリッドシステムや純粋42Vシ 写真1 ステムの導入と共に、今後数年に渡ってこの傾向は ではないと思われます。 (泥棒は以前より大胆なって 拡大すると思われます。 きており誘拐や手足切断からドライバーを守ること 自動車メーカーが重量低減と電気効率の向上を目 は非常に重要です。 )しかし修理業者にとっては難し 指していることを再度強調しておきます。 さが増すことになります。 トータルセキュリティシステム ドライブ・バイ・ワイヤ 42Vシステム導入とは別の動きとして、車両のセキ ュリティはキーレスエントリーシステムと装置のコ ード化の方向に急速に動いています。 最後となりますが、ステア・バイ・ワイヤおよび ブレーキ・バイ・ワイヤという発想があります。 これらにおいてはステアリング・ハンドルと操舵 装置のコード化というのは、現代の車両に搭載さ 車輪あるいはブレーキ・ペダルと車輪のブレーキ・ れる高価な装置の主要なものをその車に対して電子 キャリパーの間には機械的な接続はありません。こ 的にコード化し、その装置を代用したり交換したり れらのシステムは現在実用化されており、また今日 するとシステムが検知するものです。車両と装置の ではアクセル・バイ・ワイヤが多くのファミリー・ 組み合わせが正しくないと、車載のセキュリティコ カーに標準装備されています。 ンピュータはその装置が機能しないようにします。 自動車メーカーにとっての問題は、一般ユーザー ボディー修理業者はこのような車両については、修 に受け入れられるかということと、効率と信頼性を 理作業を始める前にそのシステムが搭載されている 確保するために多くの電力が必要となることだけで ことに気が付いて、新しく取付けた部品を確実に車 す。しかし、3年∼5年以内にはバイ・ワイヤのステ 両と電子的に適合させるようにセキュリティシステ アリングシステム(写真2)やブレーキシステム(写 ムと正しく結び付けけることが必要となるでしょう。 真3)の採用が進むと予想されています。 この傾向が進むと非オリジナル部品や海賊部品は 写真2 排除され、ドゥー・イット・ヨーセルフ修理は終焉 を迎える方向となるでしょう。 エントリーシステムについては、指紋、皮膚感度 あるいは虹彩パターンなど運転操作をする人に特有 な生物学的なデータ利用の開発が進められています。 従って、盗難とハイジャックを完全に防止するシ ステムが車に標準装備されるのはそれほど先のこと 自研センターニュース 2004年9月号 19 写真3 いうことではいけません。書物というのは勿論ワ ークショップ・マニュアルのCD−ROM版を見たり あるいは第三者あるいはイントラネットやインタ ーネット経由で自動車メーカーのデータに直接ア クセスするということです。修理業者の長年の習 慣とは違い情報源を調べることは弱点や無知を示 すものではありません。それとは全く逆です。 ¡完全なボディー修理のためには、事故損傷後の車 両の修復に関係する全ての人達は「全てやってみ て上手く行かなかったら、指示書を見よう。 」とい う主義は捨てなければなりません。現代の車両修 −要約− 一見したところではパネル交換や車両の塗装には 影響がないようなこれら全ての技術が、実際にはボ ディー修理にどんな影響を与えるのでしょうか? 理業界では、もはやこんなことは許されません。 以上述べたことは、今日すでに実用化されている あるいは近々実用化される新しい技術について簡単 に眺めてみただけです。テレマチックス、より小さ くより強力なコンピュータやECU、あるいは現在あ ¡将来において、完璧なボディー修理のためにはボ ディー修理技能の外に新しい技術に関する高水準 な知識が必要となるでしょう。そしてこのことを 実現するには、継続的かつ適切な訓練を行うこと しかありません。 ¡完璧なボディー修理のためには車両技術、特に電 子システムの進歩に追いついて行かなければなり ません。そしてこのことも継続的かつ適切な訓練 によってのみ達成することができます。 ¡完璧なボディー修理のためには自動車メーカーが 指示する、先進的な車両の構造修理に関する全て の基準を守ることが必要となるでしょう。基準を 逸脱して間違いを犯すことは許されないでしょう。 そしてこのことは、継続的かつ適切な訓練によっ て個々の車両を詳しく勉強することが必要となる ことを意味しています。 ¡発生する可能性のある全ての機能不全を検出する ための品質管理手順に従って確実な修理を行うに は、先進システムを搭載した車両に対しては再組 立てやロード・テストの段階において従来以上の 注意を払うことが必要となるでしょう。 ¡完全なボディー修理のためにはインフォメーショ ン・テクノロジーを取り込まなければなりません。 修理業者は「敢えて書物を調べる勇気がない」と 20 自研センターニュース 2004年9月号 るいは将来実用化される数多くの新構造材料によっ て、数多くの技術的な可能性が自動車メーカーにも たらされることは考慮していません。 このような新しい技術の採用が進む結果として、車 両を安全で本来の機能を持ったものに修理すること に対する修理業者や修理作業提供者(保険業者)の 責任が大きくなって行くことは明らかです。 修理技術者の役割、またそれより若干少ないかも 知れませんが、保険評価人の役割は変わるでしょう。 適当な時期にそのことを認識して、その変化に従う べきでしょう。 すべてのレベル人達の訓練を精力的に行わなけれ ばなりません。そして高齢化した労働力を若返らせ、 交代させるために、若くて教育の行き届いた人達が 修理業界に入ることを促進しなければなりません。 世界中で慢性的となっている技能の不足が車両修 理業界の生き残りに対する現実の脅威となっている ことは既によく知られています。 車両は、ますます複雑になって来るため将来の車 両修理業界において成功し利益を出すことができる のは、非常に高度に訓練され、技能が高く、前向き な発想を持ち、そして理解の早い修理業者と保険業 者だけとなるでしょう。 Customer Relations Department REPORT お客様相談室レポート コスモシルバー(No.1F1)について 最近の相談室へ、トヨタソアラ(UZZ4#系)に採用 されているコスモシルバーの特徴についての質問があり グの一種)を使用しています。 この色は黒のカラーベースの上にメタリックベースを のせ、さらにクリヤ層がのるいわば3コートの構成にな ました。 新車ラインでは8コート6ベーク(8C6B)で塗装され っています。アルミ顔料の金属感とアルミ顔料の隙間か ています。基本的にはシルバーメタリックですが、アル ら見えるカラーベースの色の組み合わせによる深みのあ ミ顔料にはより配向性を高めた蒸着アルミ(コーティン る色合いが特徴です。 図1 コスモシルバーの基本構成 クリア層 メタリックベース層 カラーベース層 以下に主な国産塗料メーカーの塗料配合を参考例とし て載せました(順不同)。 ③イサム塗料(3コート)……ミラノ2K カラーベース: ピッチブラック メタリックベース:(TC)プラチナカラー ピッチブラック ①関西ペイント(下色を使用した2コート)……PG2K 下色: ミキシングクリヤ ディープブラック カラーベース:パラディコスモシルバー ④ロックペイント(3コート)……プロタッチ ディープブラック カラーベース: ファインホワイト メタリックベース:メタリックベース T.ブラック サイレントブルー ブラック ②日本ペイント(2コート)……アドミラ カラーベース:コスモシルバーベース スーパーブラック ブラック なお、メーカーにより塗膜構成などが異なりますの で、詳しい補修要領については、使用する塗料メーカー にご確認ください。 自研センターニュース 2004年9月号 21 第17回自研センター 第17回の自研センター「一般提案」には、皆様から239件 結果報告 に相応しい提案に【メーカー改善提案賞】 」を授与させてい ただくことに致しました。 の応募をいただき誠に有難うございました。 社内提案委員会におきまして、これまで以上に現場アジ 厳正な審査の結果、残念ながら一位入選はありませんで ャスターの視点に重きを置き、慎重に審査を行いました。特 したが、下記の14提案が入賞並びにその他各賞に選ばれ に今回は入賞提案に加え、これまでの佳作にかえ「優れた ました。 着想に基づく提案に【アイデア賞】 」を、 「真摯な努力に基づ 次回以降も引き続き 「一般提案」の募集を致しますので く提案に【努力賞】 」を、そして自動車メーカーへの改善提案 奮ってご応募いただけますよう宜しくお願い申し上げます。 入 選 第2位 傷のルーペ観察・撮影方法と道具別にみる線傷の考察 日本興亜損害調査(株) 四ツ車修二殿 大塚喜一郎殿 梅田 衛殿 窪田一則殿 第2位 スケールとOHPフィルムを使った衝突再現方法 ニッセイ同和損害保険調査(株) 第3位 斎藤 功殿 コンベックス(スケール)の設置方法について 三井住友海上損害調査(株) 三堀良和殿 第3位 外板板金 測定・検証シート(Excel版) 日本興亜損害調査(株) 第3位 青木純也殿 携帯レーザー計測器による「フレーム・サスペンション」の損傷診断 三井住友海上損害調査(株) 第3位 Frガラス取替工賃の早見表を使い写真見積を適正迅速に処理する方法 東京海上損害調査(株) その他各賞 アイデア賞 菅原義行殿 松本 等殿 青木幸雄殿 アジャスター立会用マナーグッズ(ドアエッジ) 日本興亜損害調査(株) アイデア賞 粕川英雄殿 フロント骨格損傷の確認のため簡易トラッキングゲージの作成 三井住友海上損害調査(株) 斉藤 明殿 努 力 賞 サスペンション種類に関係なくキャンバの狂いを計測できるツール 努 力 賞 ステアリングナックル点検治具開発提案 東京海上損害調査(株) 小川奈須夫殿 東京海上損害調査(株) 駒谷 修殿 今泉和雄殿 メーカー改善提案賞 (スバルレガシィ)ワイヤーハーネスのコネクター部品について (株)損保ジャパン調査サービス 当田 学殿 メーカー改善提案賞 (トヨタ)エアスポイラ−補給形態について 東京海上損害調査(株) 城南調査オフィス一同殿 メーカー改善提案賞 (三菱コルト)ステアリングギアのタイロッドについて (株)損保ジャパン調査サービス 岡村和幸殿 メーカー改善提案賞 (三菱コルト)ステアリングギアのタイロッドについて 東京海上損害調査(株) 22 自研センターニュース 2004年9月号 伊藤利博殿 自研センター来訪者一覧 7月16日(金) (株) あいおい保険自動車研究所 小林社長 20日(火) (有)雷神 福島代表取締役 他4名 22日(木) (株) 日刊自動車新聞社 首都圏版編集部 篠原記者 他1名 22日(木) あいおい損害保険(株) 首都圏ディーラ営業本部 中野氏 23日(金) 全国技術アジャスター協会 長堀専務 26日(月) (株)石田大成社 阿部副社長 他2名 27日(火) 三重アウダ会 馬場会長 他19名 27日(火) (株)損保ジャパン調査サービス 能力開発第一部 荒川課長代理 28日(水) 損保ジャパン印刷 山下社長 他2名 8月2日(月) 本田技研工業(株)カスタマーフィールドサービス部新機種サービスブロック 平澤技術主任 4日(水) マツダ(株) ボデー開発部 小川氏 他6名 4日(水) 共栄火災損害調査(株) 事業推進部 松下部長 5日(木) (株)ファルテック 管理部 高塚氏 他3名 12日(木) (有)日本ジャーナル社 井上社長 他1名 ●編集室から …………………「リサーチング ザ スケルトンズ」は、今月号は休載します。 ●編集後記● 9月に入っても世の中の熱気がなかなか冷めないのは、どうも今年の熱い夏の所為ばかりでは無いようです。 8月にギリシャのアテネで開催されたオリンピックが一層加熱させたのではないでしょうか。特に日本の活躍は 目覚しく柔道、水泳、体操、女子フリースタイルレスリング等々と期待を上廻る大活躍は記憶に新しいところで す。 「超気持ちいい!」と北島康介選手の100M、200M平泳ぎ2冠、 「大変なことをやってしまった」800M自由型 の柴田亜衣選手、 「前人未踏」柔道3連覇の野村忠宏選手と枚挙にいとまがありません。 この力は何処から来るのだろうか、如何したらこの様な素晴らしい結果を得ることが出来るのか。この感動 の源泉は何だろう。一つの答えらしきものを、読売新聞のコラム欄に見つけました。読まれた読者もおられると 思いますが少し引用させて頂きます。 <<鎌倉時代の説話「沙石集」に歌がある。 「言ハザルト見ザルト聞カザル世ニハアリ思ハザルヲバイマダ見 ヌカナ」。つまり言わない、見ない、聞かないは、口と目を閉じ、耳を塞げばできる。 「思わない」のは至難の業 だ。無心になれば余計な力が抜けて好ましい結果が出る。世の万般に通じる極意とは分かっていても、歌に あるように言うべくして難しい。 「考えるな」と言われて考え込み、 「力を抜け」と言われて力み返った経験は誰 しもあるだろう。指揮者の岩城宏之さんは、 「力を抜くには、あり余る力がなくてはならない」と随筆に書いてい る (文芸春秋「指揮のおけいこ」)。 「思ワザル」無心の境地も、あり余る力を蓄えた人だけが到達できる高みで あるのかも知れない。>> 人一倍の努力に努力を重ねた力と無心の境地。並の人間には到底縁のない境地を、スポーツを通じて見せ てくれるとろに感動も生まれるのであろうか。 自研センターニュース 2004年9月号 23 http://jikencenter.co.jp/ 自研センターニュース 2004.9(通巻348号)平成16年9月15日発行 昭和51年5月27日 第三種郵便物認可 定価336円(消費税込み、送料別途) C 発行所/株式会社自研センター 〒272-0001 千葉県市川市二俣678-28 Tel(047)328-9111(代表) Fax(047)327-6737 発行人/鈴木 稔 編集人/八束重宣 ⃝ ※乱丁、落丁の場合はお取り替えいたします。 本誌の一部あるいは全部を無断で複写、複製、あるいは転載することは、法律で認められた場合を除き、著作者の権利の侵害となりますので、その場合に は予め、発行人あて、書面で許諾を求めてください。
© Copyright 2026 Paperzz