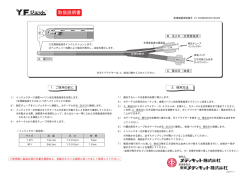
ノンクラスプ システム シングル・ジェット ツイン・ジェット (機種別) 対応:<アクリ:トーン,バイオ:トーン,バイオ・プラスト> 各商品別色調一覧表 色調 種 類 用 途 品名 熱可塑性 アクリルレジン #0 #1 #2 クリアー クリアー ピンク ライト ピンク #3 ピンク #7 #7α ライブピンク リアルピンク #OR #10 オリジナル スタンダードピンク (赤色センイ入) (毛細血管模様) (毛細血管模様) (毛細血管模様) アクリ:トーン 中程度のアンダー カットに適す 〇 〇 〇 〇 〇 〇 - - バイオ:トーン 深いアンダーカッ トに適す 〇 - - - - 〇 〇 - バイオ・プラスト 深く大きいアンダ ーカットに適す - - - - - 〇 - 〇 〇 〇 〇 〇 〇 〇 〇 - 〇 〇 〇 〇 〇 〇 - - 熱可塑性 ポリアミド樹脂 ポリ:ファスト 即時重合 補修材 レジン イソ:ファスト 1.無分割埋没法により操作簡単。 2.操作時間が早い。 3.無分割によりクラスプ、バー、人工歯などの位置ズレ皆無。 4.「ツイン・キュア」「だつろう君」により脱ロウ操作が簡単。 ※ 説明文中の「 」印はデンケン・ハイデンタル㈱の商品です。 W3020500-2 1.ノンクラスプデンチャーについて ノンクラスプデンチャーの特徴 ① 金属クラスプがなく、自然な美しい口元に。 ② 残存歯への負担を軽減。 ③ 機能性と審美性を合わせ持ち、薄く・軽く・舌感良好な義歯です。 《アクリ:トーンの場合》 ・リライニングもアクリル床と同様の方法で可能です。 ・修理も即時重合レジンでOK! 《バイオ:トーン,バイオ・プラスト(ポリアミド樹脂)の場合》 ・「スーパープライマー」(ポリアミド用接着剤)を、義歯床の補修面に塗布し、再射出成形する ことで、新しく射出成形した(ポリアミド樹脂)が接着します。 〔※義歯修理・・・23頁参照〕 1 2.臨床にあたって 《印象採得について》 ◆印象は鉤歯だけでなく、残存歯の歯頸部から歯肉部まで全体的に印象を採ってください。 ◆石膏模型:低膨張硬石膏を使用してください。 《口蓋部の肉厚について》 (1) 口蓋部を 1.4mm に形成することにより、発音障害や異物感などが 緩和されます。但し床後縁部は厚くしてください。 ※1.4mm→パラフィンワックス1枚 《禁忌症例》 ・ 対合歯が床部に強く噛み込むケース ・ 片側処理4歯以上の遊離端のケース 《クリアランスについて》 ◆人工歯に離脱防止の溝を付与しますので、人工歯の耐久性も考慮すると最低でも5mm以上の クリアランスは必要です。 ◆クリアランスが取れない場合は、人工歯を使わず床で咬合させることは可能です。 2 3.設計 [※「ザ・サベアー」使用] アーム上縁 サベアーライン ガイドライン 斜線部は ブロックアウトする アンダーライン 維持部 ① サベアーライン(最大豊隆線)描記後 サベアーの支柱を傾斜させてアンダーラインを描く。 ② アーム上縁の設計 アンダーライン部をアーム上縁とする。 4 及び 5 近心側アンダーライン下部を維持部とする。 (トライアングルゾーン) ③ ブロックアウト 5 サベアーライン・遠心下部はワックスでブロックアウトする。 3 ~ 排列 3.設計 ① ① ~ 排列 「ザ・サベアー」 ■ 症例に応じた維持力を持つノンクラスプデンチャーの 設計ができます。 ■ もちろん従来の鋳造床・義歯の設計にも威力を発揮しま す。 寸法:φ208.5×H305.5(㎜) 重量:8kg(雲台を含む) ②③ ② サベアーで計測後、床外形線を記入してください。 ②③ ④ サベアーライン ④ 鉤歯にサベアーライン(最大豊隆線)を描記してください。 ⑤ ⑤ アンダーラインを描記してください。 アンダーライン 4 3.設計 ⑥ ⑥ 排列 鉤歯遠心部をブロックアウトしてくださ い。(斜線部) ガイドライン ⑦ ⑧ ~ サベアーライン アーム上縁 ⑦ 遠心隣接面はブロックアウトしない。 ⑧ アンダーライン部をアーム上縁とする。 鉤歯近心部アーム上縁の下部を、アーム維 持部とする。 維持部 ⑨ 維持部 ⑨ 作業用模型の作製 「ハイシリコーンⅡ」で複印象して、 「スルホンストーン-H」(膨張率0.4%)を 注入してください。 ⑩-(A) ⑩ 人工歯基底面に維持を附与してください。 アクリ:トーンの場合 人工歯基底部を左図のように溝及び 穴状の維持を付与してください。 5 3.設計 ⑩-(B) ~ 排列 バイオ:トーン,バイオ・プラストの場合 レジン歯の近遠方向に貫通孔を付与してください。(横穴) ⑪ レジン歯の基底部から維持孔を歯冠方向に付与してください。(縦穴) デンケン・ハイデンタル H33 フィッシャーバー&H1 ラウンドバー 上顎 ⑪ 下顎 横穴(近遠心) 縦穴(基底部) 前歯 H33-012 H1-016 小臼歯 H33-016 H1-021 大臼歯 H33-016 H1-023 前歯 H33-010 H1-014 小臼歯 H33-016 H1-016 大臼歯 H33-016 H1-023 ※孔付レジン歯の場合であっても、図のように孔を拡大して充分 な維持を付与してください。 ⑪ 床外形線上にハイデンタル 「コルベンワックスφ2.2 ㎜」を貼り付けてください。 ⑫ ※「コルベンワックス」 前歯部 φ2.0 ㎜ 臼歯部 φ2.2 ㎜ ⑫ レジン歯排列後、試適してください。 ⑬ ⑬ レストの作製 ⑭ ⑭ 本症例のようにアームが2歯にわたる場合は、アー ム先端が開きすぎる為、写真⑭の 印部分の厚さ を50%UP(1.65mm)してください。 シートワックス 0.6mm x 3 枚 = 1.8mm 6 3.設計 ⑮ ⑮ ~ 排列 レストの作製 レストの脚部の赤丸部にラウンドバーで穴をあけ てください。(レストのワックスパターンの脚部に ポスト状の維持を附与してください。 ⑯ ⑯ レスト部及び脚部のポスト部を、瞬間接着剤でしっ かり固定してください。 ⑰ ⑰ ⑱ 義歯完成 <注意事項> ⑱ 写真(B)のようなレストの脚部のワックスパターン の設計では、義歯の破損の恐れがありますので、写真 (A)のような設計にしてください。 (A) ⑲ (B) ⑲ 写真のようなレストの脚部では、黒点の箇所にクラ ックが入る恐れがあります。 (B) 7 4.補強線について <アクリ:トーンの場合> 多数歯にわたる遊離端欠損などの症例で、咬合圧による荷重が原因で樹脂がたわみ、部分的に 応力が集中し、破断する可能性があります。 この様な症例や床の幅の小さいケースは、補強線を付与するか、バー又は鋳造床にしてください。 ※補強線の固定方法 作業用模型の補強線を固定する位置にラウンドバーで 穴を掘って、 「ポリ:ファスト」又は「イソ:ファスト」 で固定してください。 ポリ:ファスト ※ 補強線は、デンケン・ハイデンタル㈱の 「補強芯」(網状)を使用してください。 又はイソ:ファスト で固定 (半円線の補強線では、クラックが入る場合があります。) ※ バイオ:トーン,バイオ・プラストに補強線は不要です。 8 ろう義歯埋没 無分割法(クローズド法) 1 -(1)(2)(3) 1 一次埋没(模型固定) (1)フラスコと石膏の分離に「フラスコセップ」をスプレーし てください。 (2) 「スルホンストーン(S)」(耐圧石膏)を練和して少量注入し てください。 (3)ろう義歯模型を出来るだけ前方に固定してください。 無分割法ですので一次埋没石膏をロウ義歯の床縁ライン に合わす必要はありません。又レスト/バー等を上リン に取ったり下リンに残したりする方法ではありませんの で前処理は一切必要ありません。 2 -(1) 2 人工歯脱落防止 (1)「ブロックアウト(主剤)」を人工歯に玉状に附与する。 (2)「ブロック・アウト硬化液」を噴霧する。 (2) 3 -(1)(2) 3 スプルーワックス(φ7.5、φ5.5、φ3.0)設置 (1)スプルーワックスφ5.5 の屈曲部には湾曲を持たせ 歯槽部肉厚部に設置し、樹脂が肉厚部から肉薄部へ 流入するようにします。 (2)床後縁部が肉薄の場合、スプルーワックスφ5.5 を 床後縁部のエッジに植立すると樹脂の流れが悪くな り湯流れ不良になります。必ず床後縁部から 10mm 延長してください。 10mm φ5.5 3 -(3) (3)スプルーワックスφ7.5 とφ5.5 をワックスで焼付けます。 (4) 焼き付ける (4)φ7.5 とφ5.5 のウラ側も ワックスで焼き付けてくだ さい。 ウラ側も 焼き付ける φ7.5 9 (5) 中央部にスプルーワックスφ7.5 を設置してください。 3 -(5) φ7.5 φ3.0 (6)スプルーワックスφ5.5・φ7.5 をワックス義歯へ 3 -(6) 焼き付け、スプルーワックスφ3.0(エアベント)を 焼き付ける 樹脂の流れの最終点及び「アーム先端部」に設け、 完全にキャビティ内の脱気を図るようにしてくださ い。 4 コーティング 4 -(1)~(3) (1)「ワックスクリーナー」をワックス表面及び石膏面に噴霧 してください。(ワックスの表面処理と石膏の分離の目的) (2)「スルホンストーン-H」(耐圧硬石膏)を真空練和し 気泡が入らないように注意して石膏泥をろう義歯全面に塗 布する。(厚さ約 5mm) (3)コーティング石膏面に「プラスターセップ」を塗布。 (義歯床の取り出しが容易になります。) (4)フラスコ下リンに上リンを重ねボルトナットで均等にしっ かり締めます。 5 -(1) 6 5 埋没 (1)「スルホンストーン(S)」(耐圧石膏)を練和して注入する。 6 脱ろう (1)加圧脱ロウ機「だつろう君」を使用して、無分割脱ロウを行 ってください。 (2)加熱重合レジン(イソレジンQ,H)の場合は、フラスコが 熱いうちに「レジンセップ」の塗布を行い、20~30 分ほど自然 乾燥させてください。 10 ろう義歯埋没 分 7 -(2) 割 法 7 1 次埋没 (1)フラスコと石膏の分離に「フラスコセップ」をスプレーしてく ださい。 (2)一次埋没は通常通り埋没してください。 (3)スプルーの植立(9~10 頁を参考にしてください。) (4)石膏面全体に「プラスターセップ」(石膏と石膏の分離材) をスプレーしてください。 8 コーティング 8 -(1) 9 -(1) (1) 「ワックスクリーナー」をワックス面及び石膏面に噴霧してく ださい。(ワックスの表面処理と石膏の分離の目的) (2) 「スルホンストーン-H」(耐圧硬石膏)を真空練和し、気泡が入 らないように注意して石膏泥をろう義歯全面に塗布する。 (厚さ約 5mm) 9 2 次埋没 (1)コーティング石膏面に「プラスターセップ」を塗布。 (義歯床の取り出しが容易になる) (2)フラスコ下リンに上リンを重ねボルトナットで均等にしっ かり締めます。 (3)「スルホンストーン(S)」(耐圧石膏)を練和して注入する。 9 -(3) 10 10 脱ろう (1)加圧脱ロウ機「ツイン・キュア」「だつろう君」を使用し て、無分割脱ロウを行ってください。 (2)加熱重合レジン(イソレジンQ,H)の場合は、フラスコ が熱いうちに「レジンセップ」の塗布を行い、20~30 分ほど 自然乾燥させてください。 11 11 レジンプライマー(人工歯接着剤)塗布 (1)フラスコ脱ろう後、人工歯基底部に「レジンプライマー」 を筆で塗布してください。 (レジン歯と樹脂が強固に接着します。) 11 12 -(1) 12 〈樹脂別乾燥条件〉 【使用樹脂商品名】 アクリ:トーン バイオ:トーン バイオ・プラスト 樹脂の乾燥 (1)使用する樹脂により、乾燥温度・時間が異なります。左記 のとおり乾燥を行ってください。 【乾燥条件】 (温度/時間) 85℃/炉内温度(±5℃) 4~20時間 100℃/炉内温度(±5℃) 6~20時間 100℃/炉内温度(±5℃) 3~20時間 ※樹脂の長時間乾燥は、変色の恐れがあります。 乾燥は、出来るだけ使用する量を乾燥してください。 (2)乾燥には必ず付属のアルミトレーで行ってください。 ※下段のあみ棚は、下から 2 段目のフックに取り付けてくださ い。 ※「ジェットオーブン」上面の空気孔は必ず開放した状態で乾 燥してください。 乾燥温度・時間は樹脂によって異なります 〈樹脂の熔解方法〉 【樹脂名】 アクリ:トーン 【樹脂の熔解方法】 【ショット】 13,14,15貢 バイオ:トーン 18,19貢 16,17貢 バイオ・プラスト 〈樹脂別・最大溶解量について〉 アクリトーン アルミケースを使用する場合 33g バイオ・トーン バイオプラスト 30g (13 項・14 項) (16 項・17 項) 41g アルミケースを使用しない場合 (15 項) 12 - ア ク リ : ト ー ン アルミケース使用の場合 13 樹脂の溶解準備 〈樹脂別溶解条件〉 【使用樹脂商品名】 溶解温度 溶解時間 アクリ:トーン 260℃ 25分 (1)「ジェットメルト6」又は「ジェットメルト2」の POWER を ON にして、設定温度にセットしてください。 (2) ジェットシリンダー(底なし、アルミケース用)に 「シリンダ-セップ」を噴霧してファーネスに挿入し、 260℃まで昇温させてください。 注意:ジェットシリンダーの1本ラインを上方にしてファ ーネスに挿入してください。 フラスコ 温度 室温 【投入する樹脂量の目安】 ジェット・7000 シリンダー (底なし、アルミケース) 大 中 小 上・下顎 11 歯以上 35g 30g 25g 上・下顎 10 歯以下 30g 25g 25g 1 本ライン (3) アルミケースに乾燥した樹脂を入れてください。 (4) アルミキャップを押し込んでください。 アルミケース アルミキャップ 13 -(4) ※アルミケース上端部は折り曲げないでください。 14 -(1) 14 樹脂の溶解 (1) 設定温度まで昇温したジェットシリンダーにアルミケー スを挿入して、アルミキャップ部分を樹脂まで押し込んで ください。 ※2フラスコ以上射出成形する場合、各ジェットシリンダー への樹脂投入は2分以上間隔をあけて入れてください。 13 ア ク リ : ト ー ン 14 -(2) (2)「加圧棒」でアルミキャップを押し込んでください。 (約 5 分間隔で押し込んでください。) ※義歯床内部への気泡混入を防止する為、アルミ ケース内の空気を押し出してください。 14 -(3) (3) 溶解時間に達したらスルホンパッキンを1枚ずつ2枚を 加圧棒で押し込んでください。 14 -(4) 14 -(4) ジェットプレスプレート (底なし、アルミケース用) (4) ジェットプレスプレート(底なし、アルミケース用) を挿入してください。 スルホンパッキンM型 (注)ジェットプレスプレートの1本ラインを確認して ください。 スルホンパッキンM型 ジェットシリンダー (底なし、アルミケース用) アルミケース ※ジェットシリンダーをフラスコにセットする時の確認事項 ① アルミケース下部とジェットシリンダーの下部面が同一面 であることを確認してください。 ② 下部面に異物等の付着がない事を確認して、フラスコにセ ットしてください。 ※射出成形・・・18・19貢参照 14 ア ク リ : ト ー ン アルミケースを使用しない場合 15 〈樹脂別乾燥条件〉 15 樹脂の溶解準備 【使用樹脂商品名】 溶解温度 溶解時間 フラスコ 温度 アクリ:トーン 260℃ 25分 室温 (1)「ジェットメルト6」又は「ジェットメルト2」の POWER を ON にして設定温度をセットしてください。 (2)「ジェットシリンダー (底あり)」に 「シリンダーセップ」を軽く噴霧してください。 15 -(2) 15 -(1) 注意! 多量の噴霧は避けてください。 (義歯の表面荒れ、及びクラック発生の原因になります。) (3)「ジェットシリンダー」に 「ジェットアルミ板 7000 用」を挿入して、 「ファーネス」にセットしてください。 ※ジェットアルミ板は 「ジェット・アルミ板 7000 用」をご使用ください。 【投入する樹脂量の目安】 大 中 小 35g 30g 25g 30g 25g 25g 上・下顎 16 樹脂の溶解方法 (1)溶解温度に到達していることを確認してください。 11 歯以上 上・下顎 (2)「ファーネス」内の「ジェットシリンダー」に乾燥した樹 脂を投入して「スルホン加圧棒」で軽く加圧してください。 10 歯以下 (3)2 フラスコ以上射出成形する場合、各シリンダーへの樹脂 投入は2分以上間隔をあけてください。 【溶解の目安】 アクリ:トーン (260℃/25 分) (4)「加圧棒」で、5分毎に軽く樹脂を押してください。 (5)溶解時間に達したら、「加圧棒」で「スルホンパッキン M 型」1 枚を樹脂表面まで押し込んでください。 (6) 「スルホンパッキン M 型」をもう 1 枚シリンダーに挿入し、 次に「ジェットプレスプレート (底あり)」を挿入してくだ さい。 16 -(5)(6) ジェット・70000 プレスプレート (底あり) ※ スルホンパッキンM型 スルホンパッキンM型 ジェット・70000 シリンダー (底あり) 樹脂 15 射出成形・・・18・19貢参照 17 -(1) バイオ:トーン,バイオ・プラスト 〈樹脂別溶解条件〉 【使用樹脂商品名】 溶解温度 溶解時間 バイオ:トーン 必ずアルミケースを使用してください 17 樹脂の溶解準備 フラスコ 温度 300℃ 20分 55℃ バイオ・プラスト 230℃ 15分 室温 (1)「ジェットメルト6」又は「ジェットメルト2」の POWER を ON にしてください。 使用する樹脂により、溶解温度が異なります。 左記のとおり設定してください。 フラスコの加温55℃は「冷却用アルミ袋(20 枚入り)」 にフラスコを入れて、沸騰した鍋に封を開けた状態で、 5~8分浸してください。 ※フラスコの注入口に温度計を差し込んで測定してくださ い。 (2)「ジェットシリンダー」(底なし、アルミケース用)に「シ リンダーセップ」を噴霧してファーネスに挿入してくださ い。 注意:ジェットシリンダー(底なし、アルミケース用)の 1本ラインを上方にしてファーネスに挿入してください。 ジェットシリンダー (底なし、アルミケース) (3)アルミケースに樹脂を入れてください。 1 本ライン アルミケース アルミキャップ 17 -(3) 17 -(4) (4)アルミキャップを押し込んでください。 ※アルミケース上端部は折り曲げないでください。 18 18 -(1) 樹脂の溶解 (1)溶解温度まで昇温したジェットシリンダーに、アルミケー スを挿入して、アルミキャップ部分を樹脂まで押し込んで ください。 ※2フラスコ以上射出成形する場合、各ジェットシ リンダーへの樹脂投入は、2分以上間隔をあけて 入れてください。 16 (2)「加圧棒」でアルミキャップを押し込んでください。 (約5分間隔で押し込んでください。) ※義歯床内部への気泡混入を防止するため、 アルミケース内の空気を押し出してください。 (3)溶解時間に達したら、スルホンパッキンを1枚ずつ2枚を 加圧棒で押し込んでください。 ジェットプレスプレート (底なし、アルミケース用) (4)ジェットプレスプレート(底なし、アルミケース用)を挿入 してください。 スルホンパッキンM型 (注)ジェットプレスプレートの1本ラインを確認して ください。 スルホンパッキンM型 ジェットシリンダー (底なし、アルミケース用) アルミケース ※ジェットシリンダーをフラスコにセットする時の確認事項 ①アルミケース下部とジェットシリンダーの下部面が、同一面で あることを確認してください。 ②下部面に異物等の付着がない事を確認して、フラスコにセット してください。 ※射出成形・・・・18・19貢参照 17 19 -(1) 19 樹脂の高速射出成形 <窒素(N2)ガス使用の場合> (1)窒素(N2)ガスの「ボンベ元栓」を開いて圧力調整バルブ を調整し、圧力を調整してください。 ※<コンプレッサー使用の場合> 定格出力・・・750W 以上 制御圧力・・・7kgf/cm(0.69MPa)以上 吐出量・・・・85L/分 タンク容量・・・25L ※上記能力以上のコンプレッサーをご使用ください。 (注意) 射出成形時は決して他の用途にエアーを使用しないでくださ い。圧力がドロップして失敗する場合があります。 但し「エアー補助タンク(増圧弁付) 」を接続した場合は他の用 途に使用してもOKです。 【射出圧力の設定】 使用樹脂商品名 アクリ:トーン バイオ:トーン バイオ・プラスト 19 -(2) 窒素(N2) 仕 様 7 ㎏/㎠ 0.7 MPa 7 ㎏/㎠ 0.7 MPa 7 ㎏/㎠ 0.7 MPa -(3) エアー 仕 様 7 ㎏/㎠ 0.7 MPa 7 ㎏/㎠ 0.7 MPa 7 ㎏/㎠ 0.7 MPa (2)「シングル・ジェット」「ツイン・ジェット」にフラスコを セットしてください。 (3)ジェットシリンダーをフラスコにセットし、「シングル・ ジェット」「ツイン・ジェット」の一番奥までフラスコを押込 んでください。 18 -(5) (4) 「FAST」をONにしてください。 (5) プレス棒が下降して樹脂が射出されます。 (6) ジェットシリンダーをプライヤーで保持し、ねじっ てフラスコから切り離してください。 ジェットシリンダーは水中で急冷してください。 -(6) (7) フラスコは 30 分間放冷し、30 分水冷後に義歯の取り出し を行ってください。 20 20 プレス棒 シリンダーの清掃 <アルミケース使用の場合> (1)「シングル・ジェット」「ツイン・ジェット」に撤去プレート と撤去台を置き、フラスコから切り離したジェットシリン ダーを逆さ方向にセットしてください。 ジェットシリンダー (底なし、アルミケース用) (2)射出成形と同じ要領でプレス棒を下降させて、ジェットシ リンダー内の残樹脂を撤去してください。 撤去台 撤去プレート 20 木槌で 叩き押す <アルミケースを使用しない場合> プラスドライバー (1)フラスコから切り離したジェットシリンダーは水中で急冷 してください。 ジェットシリンダー (底あり) ジェットプレスプレート (底あり) (2)「撤去台」にシリンダーを逆方向に立て、プラスドライバ ーと木槌を使って、シリンダー内のジェットプレスプレー トと残樹脂を撤去してください。 スルホン撤去台 19 21 成形品の取り出し 21 -(3) (1)六角レンチを使用しボルトナットをはずします。 (2)木槌を使用し、フラスコより石膏塊を取り出します。 (3)石膏鉗子及びエアーカッター等を使用し通法により義歯床 成形品を取り出します。 (4)スプール線及びベントを「スーパージスク#2」で切断し てください。 (5)「ハイ・ブレイク」に浸漬して付着した石膏を除去してく ださい。 21 -(5) 20 ア ダングステンバー AX79F -045 AX79F -060 ク リ : ト ー ン 22 研磨 AX72F -060 (1)「タングステンバーAX79-F」又は「AX72F」でスプルー、 床辺縁部を修正研削してください。 (2)「スルホンパットハード」又は「ハイデンタルパット・ ハード」で低速回転で荒研磨してください。 (3)鼓形空隙等の細部を「ラバーポイントブルー」で研磨して ください。 (4)「スルホンパットソフト」又は「ハイデンタルパット・ ソフト」を用い中速回転で仕上げ研磨してください。 ハイデンタルパット (5) 「ニュースルホンダイヤブラシ」を使って「スルホン-ポリ サンド(P)」でレーズ研磨してください。 ニュースルホン ダイヤブラシ スルホン ポリサンド(P) (6)「スリム・ブラシ」と「スルホン・ポリサンド(P)」で、 レーズ研磨してください。 (※「スリム・ブラシ」で研磨することにより艶出し研磨 作業時間が大幅に短縮され、滑沢な表面が得られます。) ホワイト ルージュ スリムブラシ (7)「ハイピッカー」(湿式艶出し材)又は「ホワイト・ルージ ュ」を、「チャモイスホイール」又は「布バフ・ホイール」 につけて艶出し研磨してください。 ドリーム シャイン ※「バイオ:トーン、バイオ・プラスト」の場合は、「ドリー ムシャイン」を「チャモイスホイール」又は「布バフ・ホイ ール」につけて最終艶出し研磨をしてください。 ハイピッカー 21 22 <アクリ:トーン> 義歯の修理 アーム部の修理 弾性が必要なアーム部と床部との移行部が破折した場合、即時重合レジンで修復しても再度破折す る場合があります。 この場合は下記の様に、アーム部の再成形を行います。 ① 左上4のアームの破折 ② 写真のように深く削り 取ってください。 ④ ③ WAX パターンを取リ 抜き取ってください。 ピックアップワックスパターン又は、副模型で「アーム」 だけを射出成形してください。 ⑤ 旧義歯と新しいアーム部との境目に即時重合レジン「ポリ ファスト」「イソファスト」で固定修理してください。 ※ <脱ロウ工程を伴う修理法は、脱ロウ時に70℃以上になる為できません。> 増歯・床部の修理 ■ アクリル床と同じように修理してください。 ■ 床部の破折はアクリル床と同じ様に即時重合レジンで修理が可能です。 ※ 補強線を入れる場合は網状の補強線をお勧めします。 リライニング ■ アクリル床と同じように、各メーカーの指示に従ってリライニングをしてください。 ■ リライニング材はアクリル系・シリコーン系を問わず使用できますが、軟質系のリライ ニング材をご使用ください。 ※ 硬質系のリライニング材でのリライニングは床の“たわみ”により硬質系のリライニン グ材にクラックや割れが発生する場合があります。 ※ アーム内面へのリライニングは着脱不良になりますので避けてください。 23 〈 取 扱 説 明 書 〉 スーパープライマー 〈スーパープライマーの特徴〉 ■ スーパープライマーは補修用ポリアミド義歯床の補修面に塗布し、再射出成形することで補修面と新し く射出成形したポリアミド樹脂を接着させることが出来ます。 ■ 補修用ポリアミド義歯床の補修面には、本品を塗布する前に維持孔を付与してください。 ■ 人工歯・即時重合レジン・リライニング材の接着プライマーとしての効果はありません。 〈警告!〉 ■ 本品は口腔内での直接法用ではありません。口腔内では直接使用はしないでください。 〈使用上の注意〉 ■ 本品は刺激性があるため、換気装置・保護眼鏡・保護手袋・マスクを使用すること。 ■ 本品は揮発性の為、使用後は容器を密閉すること。漏れや飛散などみだりに気化させないこと。 ■ 使用後は手指や顔をよく洗い、うがいをすること。 ■ その他詳しくは添付文書の【使用上の注意】をよく読み、注意事項を守ること。 増歯・アーム部の延長修理 増歯及び樹脂アームの修理は、再射出成形することで可能です。 維持孔 ①このケースでは、左上 5 の ②“たわみ”が生じない部分 ③“軸”に維持孔を付与して ください。 ④左上3のアームの設計を行 い左上 5 の増歯(要維持孔) 増歯と左上3へのアーム まで旧義歯を削り込みます。 延長を行います。 頬側面と粘膜面側から削り とアーム部のワックスアッ 込み維持部として“軸”を作 プを行った後、スプルーイン ります。 グ・埋没・脱ロウを行います。 ⑤脱ロウ後フラスコを開き、ス ⑥再射出成形を行い、フラスコ ーパープライマーを補修面 から割り出して義歯を取り と移行部に塗布します。塗布 出します。 ⑦スプルーをカットし、研磨を 行います。 後5分~1 時間以内に樹脂の 射出成形を行います。 24 ⑧左上 5 の増歯とアーム部の 再成形の完成。 関 連 器 材 用途:可動・回転式サベアー ■ 症例に応じた維持力を持つノンクラスプデンチャーの設計ができます。 ■ もちろん従来の鋳造床・義歯の設計にも威力を発揮します。 寸法:φ208.5×H305.5(mm) 重量:8kg(雲台を含む) 包装:1 台 付属品:雲台×1 台、ペンシル×2 本 用途: ドリームフラスコの脱鑞 ■フラスコをセットしてお湯を沸かすだけで簡単、確実に脱鑞ができます。 ■圧力蒸気がフラスコキャビティ内の隅々までいきわたり、完全な脱鑞が できます。 ■開リン法でも無開リン法でも脱鑞ができます。(「ドリームフラスコ」使用) ■ワックスは全て回収可能。(室内を汚しません。) 外寸:W425mm(取手含む),φ310mm(胴部)×H410mm 重量:約 10kg 包装:1 台 用途: 熱可塑性樹脂の溶解用ファーネス ■2 穴タイプの樹脂溶解用ファーネスです。 ■ジェットシリンダーを同時に 2 本装填可能です。 対応シリンダー: ジェットシリンダー(底あり) ジェットシリンダー(底なし) 外寸:W200mm×D170mm×H250mm 電源:AC100V 500VA 重量:6.8kg 包装:1 台 用途: 熱可塑性樹脂の溶解用ファーネス ■6 穴タイプの樹脂溶解用ファーネスです。 ■ジェットシリンダーを同時に 6 本装填可能です。 ■2 系統の温度管理が可能です(3 本 2 列)。 対応シリンダー: ジェットシリンダー(底あり) ジェットシリンダー(底なし) 外寸:W200mm×D170mm×H350mm 電源:AC100V 1000VA 重量:10.4kg 包装:1 台 25 用途: エアー圧力増圧機能付補助タンク ■コンプレッサーからのエアー圧を増圧弁により 2 倍(最大 1.0MPa)まで増圧 します。 ■増圧したエアーは補助タンク内で保担され、射出成形時のエアーを安定して 供給します。 外寸:W360mm×D210mm×H370mm 重量:約 8kg 最大圧力:1.0MPa(約 10kg/c ㎡) 包装:1 台 用途:床射出成形用耐圧フラスコ ■使用する石膏の量が節約できる内面構造です。 ■2ピース構造(上輪・下輪)により、埋没操作が容易です。 外寸:W126.5mm×D68.5mm×H100mm 種類:L 型 包装:1 個 歯科用フラスコ 一般医療機器 用途: 熱可塑性樹脂の溶解用シリンダー 対応機種:シングル・ジェット,ツイン・ジェット 包装: ジェットシリンダー(底あり) 1本 ジェットプレスプレート(底あり)1 個 ジェットシリンダー(底あり)+プレスプレート 1 セット 用途: 熱可塑性樹脂の溶解用シリンダー ■「アルミケース(キャップ付)」を挿入して使用する樹脂溶解用 シリンダーです。 対応機種:シングル・ジェット,ツイン・ジェット 包装: ジェットシリンダー(底なし) 1本 ジェットプレスプレート(底なし) 1 個 ジェットシリンダー(底なし)+プレスプレート 26 1 セット 用途: 熱可塑性樹脂の溶解用アルミ筒 ■ 「ジェットシリンダー(底なし)」に挿入して使用する樹脂溶解用 アルミ筒です 対応シリンダー:ジェットシリンダー(底なし) 包装:100 本(キャップ付) 用途: 射出成形時の樹脂の逆流防止 ■射出成形時に溶解用シリンダーに挿入して樹脂の逆流を防ぎます。 ※ご注文の際は M 型をご指定下さい。 包装: 100 枚入 300 枚入 用途: 溶解シリンダーの底板 ■溶解シリンダーの底部に置き、樹脂の漏れと射出タイミングの調整に使用 します。 27 用途: 溶解用シリンダーと熱可塑性樹脂の分離材 使用方法:シリンダー内面に軽く(約 1 秒)噴霧してください。 ※噴霧量が多過ぎると皮膜が樹脂に混入する場合があります。 対応機種:ジェット 5000・7000 スルホンジェット 2600MK-Ⅱ、MK-Ⅲ スルホンジェット 2600 ドリーム 21 包装:220mL(スプレー式) 用途: 石膏とフラスコ等の分離剤 ■石膏埋没時、フラスコに塗布すると、割り出し時に容易に石膏が取り 出せます。 ■咬合器のマウンティングプレートと石膏の分離にも有効です。 1. 義歯床フラスコと埋没石膏の分離 2. 咬合器のマウンティングプレートと石膏の分離 3. アルギン印象材と網トレーの分離 4. マウスガード等製作時のジスクと石膏の分離 包 装:220mL(スプレー式) 用途: 石膏と石膏の分離剤 ■分離効果が良く石膏の面荒れがありませんので、石膏どうしの分離剤 として効果を発揮します。 ■ スプレータイプのため手軽に使えます。 包 装:220mL(スプレー式) 用途: ワックスパターンの表面処理剤 ■ ワックスパターンにスプレーすることによりワックス表面の油脂質を 除去し、埋没時の気泡の介入を防ぎ微細な鋳造面が得られます。 包 装:220cc(スプレー式) 28 アクリ:トーン 用途:ノンクラスプデンチャー用熱可塑性アクリルレジン ■アクリル系樹脂のため即重修理、リベースが対応可能です。 ■従来のノンクラスプ用樹脂に比べ、研磨が非常に簡単です。 ■残留モノマーが極めて少なく、生体安全性が高い。 ■破折に強い。 包装:1kg 義歯床用熱可塑性レジン 管理医療機器 226ACBZX00031000 バイオ:トーン 用途: ノンクラスプデンチャー用ポリアミド樹脂 ■ポリアミド樹脂特有の高い柔軟性(ハードタイプ)、強度を有し アンダーカットの深い症例に適します。 ■リライニング及び即時重合レジンによる修理はできません。 包装:1kg 義歯床用熱可塑性レジン 管理医療機器 226ACBZX00030000 バイオ・プラスト 用途: ノンクラスプデンチャー用ポリアミド樹脂 ■ポリアミド樹脂特有の高い柔軟性(ソフトタイプ)、強度を有し アンダーカットの深い症例に適します。 ■リライニング及び即時重合レジンによる修理はできません。 包装:1kg 義歯床用熱可塑性レジン 管理医療機器 スーパープライマー 用途:「バイオ:トーン」及び「バイオ・プラスト」の修理用接着剤 間接法用(口腔内直接法用ではありません。) ■本剤をポリアミド義歯床の補修面に塗布し再射出成形することで 新しく射出成形したポリアミド樹脂が接着します。 ■弊社、ノンクラスプデンチャー用熱可塑性樹脂「バイオ:トーン」 ・「バイオ・プラスト」 に対応。ポリアミド樹脂ノンクラスプデン チャーの(修理)及び(増歯)作業に対し幅広い対応が可能になり ました。 包装:30mℓ 義歯床用接着材料 管理医療機器 29 イソ:ファスト 用途: アクリル床の修理用即時重合レジン ■「イソレジン-Q」「イソレジン H」の色調に合致した即時重合レジンで 修理箇所が目立ちにくくなります。 ■筆積法、圧接法、ふりかけ法、いずれの方法でも使用できます。 包装: 100g(粉末) 50cc(液) 歯科汎用アクリル系レジン 管理医療機器 ポリ:ファスト 用途: ポリカーボネート床の修理用即時重合レジン ■「ハイポリカーボネート樹脂」「バイオ・カーボ・樹脂」の補修にも ノンクラスプデンチャー専用樹脂「ジェット・カーボ・樹脂」「ジェット カーボ-S」の補修にもご使用いただけます。 包装: 100g(粉末) 50CC(液) 歯科汎用アクリル系レジン 管理医療機器 用途: 義歯床の補強線 ■ステンレス鋼線に特殊加工を施した"ねじり線"です。 ■義歯床との結合をより緊密にできる扁平形態です。 ■後鑞着は「スーパーフラックス」を使用して市販 14K 鑞で容易に流鑞できます。 成分分量 歯科用ステンレス合金 管理医療機器 ニッケル………8~10% クロム…………18~20% 鉄………………68~74% マンガン………0~2% 形状・サイズ 厚さ(mm) 幅(mm) 質量(g) 大 1.0 2.8 14.0 中 0.85 2.3 10.0 小 0.8 2.0 8.0 包 装 : 3 本入 30 長さ(cm) 31 用途: 瞬間硬化性模型修復剤 ■粘着性のベースと硬化剤から成ります。 ブロックアウトする部分や気泡修正部分に滴下し、その表面に硬化剤を スプレーすると瞬時に硬化します。 特に石膏模型の修復に非常に便利です。 適用例 (クラウン) ① 咬合面や切端の破損修理に。 ② 気泡の修復に。 ③ アンダーカットの修正に。 ④ ダウエルピンの植立に。 (床) A. アンダーカットの修正に。 B. 骨隆起のリリーフに。 その他 脱鑞時の人工歯脱落防止に。 包 装:1 セット (本剤 20g、硬化液 220cc、スプレー式) 単品(硬化液 220cc) 用途:レジン歯とポリカーボネート床との接着及びポリカーボネート床 破折修理の接着補助 ■人工歯の基底面、破折した義歯の破断面に機械的維持をつけた後、塗布 することで接着を補います。 包装:50cc(筆付) 筆のみ(5 本入) 義歯床用接着材料 管理医療機器 用途: 石膏溶解液 ■石膏や石膏系埋没材をすみやかに溶解します。 ■義歯に付着した石膏の溶解除去。 ■石膏埋没材の溶解除去。 ■ダウエルピンに付着した石膏の除去。 包 装:2L 31 用途: 補綴物に付着した艶出し用ルージュの除去液 ■原液を水で約 10 倍に希釈してご使用ください。但し原液に近い方が効果 が高くなります。 ■表面溶解分散タイプですので従来品に比べルージュ除去時間が大幅に短 縮できます。 ■頬面あるいは溝に関係なくルージュ除去速度が変わらないため均一に除 去できます。 包 装:2L 用途: 熱可塑性樹脂床、加熱重合アクリル床の研磨 ■ハード 荒研磨用 ■ソフト 仕上研磨用 ■ナイロン不織布に高純度酸化アルミ研磨粒を接着した研磨ホイールです。 ■特にポリカーボネート床、アクリル床、ポリアミド床の表面が均一に 滑らかに仕上がります。 サイズ:φ25mm×t7mm 包 装:50 枚(マンドレール付) 歯科用研磨器材 一般医療機器 用途: 熱可塑性樹脂床、加熱重合アクリル床の研磨 ■ハード 荒研磨用 ■ソフト 仕上研磨用 ■上記「スルホンパット」に特殊研磨材を浸透させることにより研磨能率を さらに向上させたホイールです。 ■熱可塑性樹脂床、加熱重合アクリル床に至るまであらゆる研磨作業に適し ます。 ■消耗が少なく経済的です。 歯科用研磨器材 一般医療機器 サイズ:φ25mm×t5mm 包 装: 12 枚(マンドレール付) 60 枚(マンドレール付 用途:ポリカーボネート床、ポリアミド床、アクリル床のレーズ砂研磨用 ■特殊樹脂と研磨粒を配合成型した化学繊維ブラシです。 ■ 研磨性に優れ研磨面も滑沢に仕上がります。 ※「スルホン・ポリサンド(P)」と併用してください 直径 歯科用研磨器材 一般医療機器 1列 2列 3列 φ48mm φ70mm φ70mm 包 装: 1 列(3 個入) 2 列(3 個入) 3 列(3 個入) 32 用途:ポリカーボネート床、ポリアミド床、アクリル床の最終仕上研磨用 ■特殊研磨粒を配合した界面活性剤入りの研磨材です。 包 装:3kg 歯科用研磨器材 一般医療機器 用途:金属、ポリカーボネート床、ポリアミド床、アクリル床の艶出し材 ■微粒アルミナ質の研磨材ですので美麗な艶が容易に得られます。 包 装:100g 入(ペーストタイプ) 600g 入(ペーストタイプ 歯科用研磨器材 一般医療機器 用途:金属、ポリカーボネート床、ポリアミド床、アクリル床の艶出し材 ■青ルージュのように技工机、手指等が青黒く汚れません。 ■美しい光沢が短時間に得られます。 (バフ又はブラシにホワイトルージュをつけて研磨艶出ししてください。) 包 装:350g(固形タイプ) 歯科用研磨器材 一般医療機器 33 用途:歯科用金属及びポリカーボネート床、ポリアミド床、アクリル床の 艶出し用 ■しなやかな鹿皮を重ね合わせたレーズ用艶出しホイールです。 ※「ホワイトルージュ」又は「ハイピッカー」又は「ドリームシャイ ン」 を併用してください。 サイズ:φ65mm×10mm 包 装:1 個入 歯科用研磨器材 一般医療機器 用途:歯科用金属及びポリカーボネート床、ポリアミド床、アクリル床の 艶出し用 ■しなやかな鹿皮を重ね合わせたハンドピース用艶出しシャンク付ホイ ールです。 ■細部研磨に適しています。 ※「ホワイトルージュ」又は 「ハイピッカー」又は「ドリームシャイ ン」 を併用してください。 サイズ:φ20mm×5mm(軸付) 歯科用研磨器材 一般医療機器 包 装:12 本入 用途:歯科用金属及びポリカーボネート床、ポリアミ ド床、アクリル床の 艶出し用 ■布製レーズ用バフで耐久性に富みます。 ※「ホワイトルージュ」又は「ハイピッカー」と併用してください。 サイズ:φ80mm×10mm 包 装:1 個入 歯科用研磨器材 一般医療機器 用途: 金属、熱可塑性義歯床、レジン床の艶出し材 ■メタルやアクリルレジン、ポリカーボネート樹脂はもちろん、艶出しが 難しいポリアミド系樹脂の艶出しも楽に行えます。 包 装:1 個(145g) 歯科用研磨器材 一般医療機器 34 35
© Copyright 2026 Paperzz