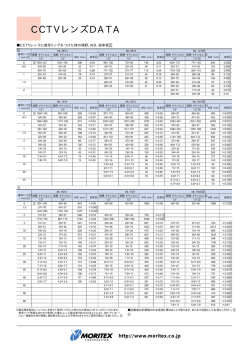
複合材料事業部門 「パラビーム3D」 (3次元連続中空構造ガラス織物)パラビーム社 「パラビーム3D」はParabeam bv(オランダ)が1988年に世界で初めて開発に成功し たGFRP用3次元連続中空構造ガラス織物です。 「超軽量・ 「高曲げ剛性」 ・ 「連続中空」 という特長を同時に満たすGFRP用コア材です。 「パラビーム3D」の概要 1、「パラビーム3D」GFRPの成形原理 パラビーム3Dに熱硬化性樹脂を含浸させると─── ガラス繊維のスプリングバック特性と、樹脂の毛細管現象の相互作用により、垂直 糸が1工程で復元し、3次元連続中空構造GFRPが自動的に形成されます。 2、原反織物構造 パラビーム3Dは、Eガラス100%で出来たGFRP用3次元中空構造ガラス織物です。 上下2層の高弾性変形平織布と46万本/㎡∼9万本/㎡のZ軸糸が、同時一体的に織り 上げられたせん断力に強いGFRP用ガラス織物です。 〈パラビーム3D織物を概念図化したものです〉 3、成形品(GFRP)構造 パラビーム3D成形体は23万本/㎡∼4.5万本/㎡のGFRPのZ軸柱を有し、超軽量・高曲 げ剛性・連続中空構造を同時に実現します。 〈パラビーム3D成形体を概念図化したものです〉 4、特長と用途例 ①超軽量+高曲げ剛性 ・内装材:航空機、高速鉄道車両、船舶、特殊車両(救急車・トラム・キャンピングカー) ・エアスポイラー:トラック、スポーツカー ・車両外板:ボンネット、バス、キャンピングカー、トレーラーハウス ・FRP船:ハル、バルクヘッド、デッキ、キャビン ・建材:大理石補強、外壁材、大型内装品 ・大型成形品:風力発電ブレイド、テーマパーク施設 ・補強材:バスステップ、FRP型、F1カー、簡易トイレ ・その他:大型ゲーム機基板、組立・移動式シャワー施設 ②超軽量+高曲げ剛性+連続中空構造 ・熱交換ジャケット:酒タンク、ワインタンク、ケミカルタンク ・ヒートジャケット:FRP型、床暖房システム ・漏洩検知システム:FF・SF二重殻タンク、産業排水液槽 ・コンクリート構造物:コンクリートヘアクラック補修 ③超軽量+高曲げ剛性+断熱性 ・車両外板:雪上車 ・焼却炉・廃熱:スクラバー ④超軽量+高曲げ剛性+断熱性+吸音性 ・機械カバー、キャンピングカー ⑤超軽量+高曲げ剛性+電波透過性 ・レドーム 5、パラビーム3D(織物)規格表 品番 項目 (単位) 厚み (mm) 幅 (mm) 目付け (g/㎡) 7、パラビーム3D GFRPの物性表 長さ (m) タイプ 品番 テスト方法 成形品厚み① (PG/3) (PG/5) 86052 86510 mm 3 5 8 10 単位 86050 86051 (PG/8) (PG/10) (PG/3) 3 1270 780 39.4 (PG/5) (内、片側表面層厚み) mm 5 1270 840 39.4 0.4 0.4 0.4 0.6 3D原反織物目付け ㎏/㎡ 0.78 0.84 0.93 0.78 ㎏/㎡ 1.64 1.76 1.95 1.43 86050 86051 (PG/8) 86052 (PG/10) 86510 8 1270 930 39.4 成形品重量② 10 1270 1430 39.4 熱伝導率 DIN52616 W/mk 0.06 0.06 0.06 3.01 熱 抵 抗 DIN52616 ㎡K/W 0.05 0.09 0.13 0.08 圧 縮 強 度 ASTM365 N/m㎡ 8.1 4.6 1.6 1.4 せん 断 強 度 ASTM273 N/m㎡ 1.8 1.6 0.7 0.6 せん 断 弾 性 率 ASTM273 MPa 12.2 11.1 8.7 9.8 曲 げ 剛 性 ASTM393 N㎡ 1.1 3.5 8.8 15.1 曲 げ 弾 性 率 ASTM393 GPa 11.4 14.8 19.0 21.9 6、パラビーム3D 適用樹脂 ・不飽和ポリエステル樹脂 ・ビニルエステル樹脂 ・フェノール樹脂 ・エポキシ樹脂 〈熱的特性〉 ※上記のデータはエポキシ樹脂を使用した場合です。 ①厚みはZ軸柱の立ち上がり角度が70º/80ºの場合。 ②パラグラス原反:エポキシ樹脂を1:1.1で計算しています。 ③上記の数値はパラビーム社の自社テストでの平均値です。 ④上記の数値はパラビーム社の測定値であり、保証値ではありません。 8、パラビーム3D 成形指針 事前に用意するもの A:最適樹脂:粘度300cps∼1300cps B:最適樹脂量:パラビーム3D基材重量の1.1∼1.5倍(慣れていない方は1.5倍をお奨めします) C:硬化剤の量:作業環境にもよりますが、25℃で最適樹脂量の約1.0∼1.5% (パラビーム3Dは必要使用樹脂が少ないので熱硬化性樹脂の発熱量が低くなります。硬化不良防止の為、通常の HLU成形法の場合の1.5倍の量を目安にして下さい) 成 形 1:「パラビーム3D」基材を所定の大きさにカットし、乾燥したスチールローラー等で内側から外側に向けて「シワ取り」 を行って下さい。 2:型の上に最適必要樹脂量の約40%を均等に塗布する。 (マット等の上にパラビームを積層する場合、基材に樹脂を40%塗布してから、マットの上に置き、含浸して下さい。) 3:パラビームを樹脂の上に置き、含浸ローラーで基材中心部から外側に向けてローラー掛けを行い、樹脂を基材の下面に 充分含浸させる。(ウールローラーに樹脂が持って行かれる分を考慮して、樹脂量をご用意下さい。) 4:残りの60%の樹脂を原反の上面に平均に塗布し、充分含浸させて下さい。 5:脱泡作業は不要です。樹脂がゲル化する前にローラー掛けを終えて下さい。 曲面追従性:パラビーム3Dは曲面に追従します。 PG3―――直径400mm以上 PG5―――直径600mm以上 PG8―――直径900mm以上 「パラビーム3D」同士のジョイント ①「パラビーム3D」同士をバットジョイント(突合せ)してください。決して重ね合わせないで下さい。 ②バットジョイント部の下面および上面にガラスクロスまたはガラスマットを10cm以上の幅でオーバーレイし、 ジョイント部を補強して下さい。 アドバイス A:平滑な面を作る為には、パラビーム基材表面のローラー掛けをソフトに行って下さい。 B:最大限の厚みを確保するには、Z軸糸が斜めに立ちあがっておりますので、Z軸糸が垂直になる方向にローラー掛けを 行って下さい。 C:パラビーム上にマット等の追加積層を行う場合、そのまま作業を行うことができます。 この場合、PG5(5mm厚)の場合で約2kg/㎡の材料(樹脂量込み)を載せてもZ軸糸は立ち上がります。 D:含浸樹脂量が多くなった場合、樹脂溜りが発生しますので、平均に塗布して下さい。 もし、樹脂溜りが発生した場合、基材繊維目に対してローラー掛けを行って下さい。多少ですが、解消されます。 E:しっかりと硬化させるために硬化炉やジェットヒーターの使用をお奨めします。
© Copyright 2026 Paperzz