腐食センターニュース
No. 041
2007 年 3 月 1 日
―コンクリートの環境劣化(3)―鉄筋の腐食速度(2)
コンクリート中の鉄筋からFe2+イオンの溶出による腐食生成物の形成とその結果鉄筋周囲に誘起
される引張応力によりコンクリートが割れ発生する機構について前号で述べた.その際,Fe2+イオン
は不動態保持電流または活性溶解電流(実際にはpH:13 付近の正常なコンクリート中では前者と
ほぼ同じ電流値)として溶出すると仮定していた.実環境における鉄筋の腐食によるコンクリート構造
物の劣化(例:壁面の剥離)はCl-イオンにより誘起される孔食に起因すると推定される(前号図1参
照).本号では前号に続いて孔食起因のコンクリート構造物の劣化について述べる.
pore溶液含有量(mass ppm)
Q:鉄筋に孔食を発生する限界Cl-イオン量
鉄筋は細孔(この場合,capillarypore)内の溶液と接触する部位に孔食を発生する.コンクリート環
境で鉄筋に孔食を発生させるCl-イオンは,通常は外部環境からセメントペースト内部に形成されて
いる細孔内の溶液を経路として拡散する(Short Note 1).また,セメント,骨材等の構成材料に
含有されコンクリート打設時から存在する場合もある.いずれの場合においても細孔内に存在するC
l-イオン量は,従って 孔食を発生する細孔溶液に溶解している限界Cl -イオン量も,管壁の構成
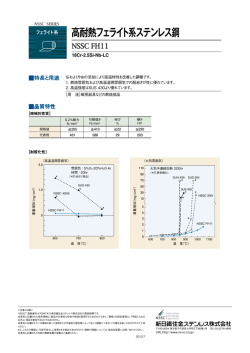
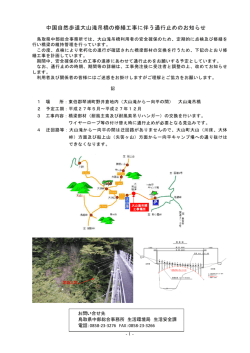
物質の含有量(細孔内面のセメントペーストに含有されるCl-イオン量)と平衡している1)2).図1はそ
の一例で,モルタルのセメントペースト凝固時に混入させたCl-イオン量と 28 日間養生後の細孔溶
液のCl-イオン量の関係を示している2).また,図2は外部環境から拡散したCl-イオンの細孔溶液
濃度とセメントぺーストに固着されている濃度との関係を示している1).Cl-イオンは管壁を構成する
セメントペーストに固着(例えば,
Friedel 塩 : 3CaO ・ Al2O3 ・ CaCl2 ・
16000
10H2O として)されているが,固着
生成物の安定性はpH依存性があ
14000
り,細孔溶液のpHが低下すると溶
12000
解する.Friedel 塩の場合では,
10000
pHが 10-12 で溶解する2)3).その
結果,細孔溶液中のCl - イオン量
8000
は増加する.このことから孔食発生
6000
限界Cl-イオン量をセメントペース
トの含有量から定量する場合と細
4000
孔溶液(例:アンビルで抽出した溶
2000
液)の分析に基づいて評価する場
0
合とでは異なった評価値になるこ
0
0.5
1
1.5
とは容易に推定されることである 1).
ペースト含有量(mass%)
孔食発生限界Cl - イオン量のpH
依存性もこのような視点から考察
図1 セメントペーストと平衡して細孔溶液に含有さ
することが必要である.コンクリート
れるCl-イオン量(文献2から作図)
1
腐食センターニュース
No. 041
環境で孔食を発生するCl - の限
界含有量は,試験方法,評価対
象とする試験材料,評価法(特に
Cl-イオンの抽出方法),さらにコ
ンクリートの施工条件にも対応し
ていて一様ではないが,報告さ
れているデータは 0.17-2.5(対
セメントmass%)である 1)4).コン
クリート構造物を構成するセメント
ペーストの微細構造は,セメント
の種類,混和材・混和剤,コンク
リートの練成条件等の影響を受
け変化する.その結果,細孔,空
孔(void,コンクリート練成時に形
成されるair,bubbleで径:数 10
μm-数mm)の体積とセメント
ペースト中の占有体積率が変化
する.孔食発生限界Cl - イオン
量は鉄筋表面近傍の空孔の存
在量とも関係がある.その一例が
図3で,鉄筋表面近傍の空孔占
有体積率に依存することが報告
されている1).図3は孔食発生限
界Cl-イオン量が使用されたセメ
ントの種類,鉄筋の表面性状に
は関わらず成立することを示して
いる.また,孔食発生限界Cl -イ
オン量にはpH依存性(限界Cl -
イオン量の対数と環境溶液のpH
2007 年 3 月 1 日
図2
外部環境から侵入したCl-イオンの細孔
溶液濃度とセメントペースト濃度の関係
図3 鉄筋近傍の空孔体積と孔食発生限界Cl-イオン量
の関係
に linear 関係が成立する)があることは,コンクリート工学のテキストでしばしば引用される Cairo 大学
の Gouda の古典的なデータ5)のみでなく,確立された関係となっている1)6).この関係は高pH環境
で不動態が破壊される過程におけるOH-イオンの Inhibitive 効果によると考えられている5).
Q:孔食の成長を維持するカソード面積
コンクリート構造物中の鉄筋表面で安定成長過程にある孔食の平均腐食電流密度(アノード電流
密度)は≧0.2μA/cm2と推定されている7)(平均腐食速度は,大気暴露の場合,外部環境の湿度の
影響が大きく,RH:40-50%では<2μm/y,RH:95%では 1mm/y8)).鉄筋の孔食の成長はカソ
ード反応としてのO2還元反応によって補償される.O2還元電流密度はコンクリートが湿潤状態にあ
る場合はかぶり厚に対応して,0.02-0. 2μA/cm2であるから,孔食が成長するカソード電流は補償
される.孔食の成長とともに孔食周辺部にカソードは拡大して後に述べるように腐食生成物によって
2
腐食センターニュース
No. 041
2007 年 3 月 1 日
鉄筋周辺のモルタルに割れが形成されると割れ部分のアノード(実際にはカソードも形成される)の
腐食電流を周辺の健全部分の鉄筋がカソードとして補償する.カソードの広がりはアノード電流とコ
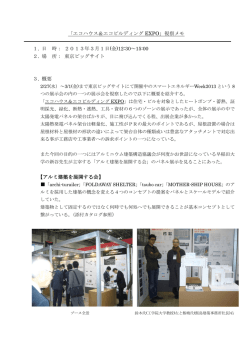
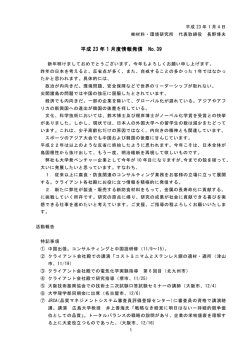
ンクリートの抵抗率によって決定される.図4は鉄筋を埋設して,中心部分に割れを形成したコンクリ
ート試験材において,割れ部(アノード)の腐食電流を補償するカソード電流の分布を示している9).
孔食の成長過程も同様のアノード-カソード電流分布が鉄筋上に形成されている.
図4 コンクリート試験材に設置された鉄筋の割れ形成部分(アノード)
と埋設部分(カソード) の間に流れる電流分布
Q:実験室シミュレーション実験による割れ誘起
鉄筋の腐食生成物が形成する応力により鉄筋周囲のモルタルに割れが誘起されることの定式化
を前号で述べた.定式の有効性は鉄筋に孔食を発生させて割れを誘起する実験室モデルの評価
実験によって示すことができる.前号に述べた割れを誘起する限界腐食生成物厚さ△D は次式で
定義され,
ΔD = 2 f ( L )δ pp
D
ここに,f:コンクリートの引張り強さ(N/mm2),L:かぶり厚(mm)
D:鉄筋の直径(mm),δpp:コンクリートの有効弾性定数[1/(N/mm3)]
上式は,鉄筋の周囲に形成された腐食生成物によって,周囲のモルタルに割れが形成される腐食
生成物の限界厚さを示している.従って,上式から算定される△D と実験的に割れを発生する腐食
生成物厚さを比較することによって先に述べた有効性を確認することができる.以下に述べる実験
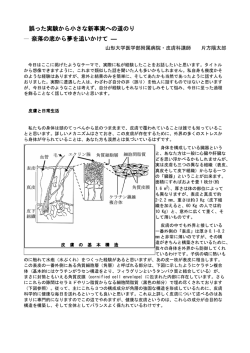
では腐食生成物厚さを測定される腐食電流値から求めた電荷量に基づいて算出した10).図5は評
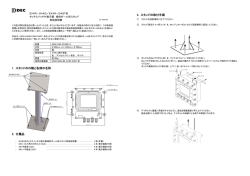
価実験に用いた試験片で,モルタルの中にアノード(径:5 mm の純Fe棒.アノード電極長さ:
20mm)とカソード(径:3 mm のSUS316L棒.カソード電極長さ:40 mm)が分離して設置され,腐食
電流はアノードとカソード間に流れる電流として測定される.図5の試験片の場合,上式において,
鉄筋径 D:5(mm),かぶり厚 L(鉄筋とカソードのSUS316 間の距離):8.5(mm) f: 3.9(N/mm2),
δpp:1.07x10-3{mm/(N/mm2)}である.従って,割れ発生限界厚:△D は 9.3(μm)である.
3
腐食センターニュース
No. 041
2007 年 3 月 1 日
50
11 3 8.5 5
15
25
11
25
8.5
50
60 70
40
アノード
モルタル
カソード
図5
単位:mm
試験片の模式図
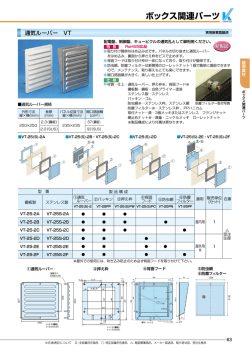
モルタル試験片の屋外暴露による模擬鉄筋腐食試験における腐食電流 10)
(Cl―イオンは対セメント mass%を示す)
図5の試験片を湿度(RH):80%,温度:333K(60℃)および 353K(80℃)の恒温恒湿槽と屋外に
暴露し,図5のアノード-カソード間に流れる腐食電流を測定した.測定結果の一例(屋外暴露)を
図6に示した.図5の試験片には,恒温恒湿槽の場合は,2, 3, 7(対セメントmass%),屋外暴露の
場合は 1, 2, 4(対セメントmass%)のCl-イオンが添加されている.暴露により割れを発生した試験
片のCl-イオン含有量は,恒温恒湿槽の場合:3%および 7%,屋外暴露の場合:4%であった(Sho
rt Note 3).図6に観察されるように,屋外暴露の場合は,割れ形成後の降雨時には電流の立ち
上がりが認められる(図4参照).図5の試験片における 4 本のカソード上の屋外暴露におけるカソー
ド電流(全O2還元電流)は 12(μA)で図6の腐食電流を補償できる.割れ発生までに流れた腐食電
流による電荷量は,恒温恒湿槽暴露を含めて割れを発生した全ての試験片でCl -イオン量に関わ
らずほぼ 1(C)である(Short Note 3).腐食生成物を Fe(OH)2 と仮定し,腐食生成物が腐食発生
部位で析出・固着しているとすると腐食生成物の厚さは 11(μm)であり(Short Note 3),計算
値:9.3(μm) にほぼ対応している.
図6
4
No. 041
腐食センターニュース
2007 年 3 月 1 日
Short Note 1:Cl-イオンの外部環境からの拡散
外部環境から侵入するCl-イオンの量は式(1)の拡散方程式を解くことによって求めることができ
る.拡散は表面からの 1 次元解で近似できる.
コンクリート表面からの距離:x,位置 x における濃度:C,時間:t,表面における境界条件は一定とし
てよいので,表面における濃度:Csとすれば,
∂C ( x, t )
∂ 2 C ( x, t )
=D
∂t
∂x 2
(1)
式(1)を初期条件,
x=0,t>0,C=Cs
x>0,t=0,C=0
において解くと,式(2)の解が得られる.
(2)
C ( x , t ) = Cs {1 − erf ( Z )}, Z = x / 2 Dt
-
erf(Z)は誤差関数であり,D はCl イオンのセメントペースト(細孔溶液)中の拡散係数である.
式(1)は D を定数として定式化している.拡散係数は,通常一定値として C(x,t)を求めるが,セメ
ントペーストとコンクリートの構成・構造,成分,製造法,構造物の状態,環境条件によって変動する.
報告されているCl-イオンの拡散係数は 10-7-10-9(cm2/sec)11)(12)(13)である.拡散係数は実用
構造物から採取された試料に含有されるCl-イオン量の表面からの分布を分析することによっても求
めることができる12).また,Cl-イオンが孔食を発生する限界量に到達するまでの時間は,式(2)に
従って,拡散係数の値に対応して求めることができる11)13).
ところで,上記の解を求める上でCl-イオンの表面濃度値:Csはどのように選択すべきであろうか.
海水環境の場合,海水のCl-イオン濃度を選択することは誤りである.Csは表面直下のセメントペー
ストに含有されるCl-イオン濃度で,先に述べたように細孔管壁にはCl-イオンが固着されているの
でコンクリート構造物表面のセメントペースト中の含有量を選択すべきである.この値は環境(海中構
造物,塩化物を散布する道路等),構造物の形状,セメントの種類等によって変動するが,最大値は
3-5(対セメントmass%)14)である.図 7 はコンクリート構造物内部のCl-イオンの濃度分布の実測
値と式(2)を用いた計算値を示している.
(a)
(b)
-
図7 コンクリート内部における Cl イオンの濃度分布 (a)実測値(文献 12) (b)計算値(文献 11)
5
腐食センターニュース
No. 041
2007 年 3 月 1 日
Short Note 2:フリーデル塩の溶解による細孔溶液中のCl-イオンの増加
細孔管壁の構成物質に含有されるフリーデル塩(3CaO・Al2O3・CaCl2・10H2O)は外部環境から
侵入するCO2と反応して分解する.
3CaO・Al2O3・CaCl2・10H2O+3CO2→3CaCO3+Al2O3+CaCl2+10H2O
CaCl2→Ca2++2Cl-
この結果,細孔溶液のCl-イオン量が増加する.CaCO3は管壁を構成するCa(OH)2とCO2の反応
でも生成する.細孔溶液のpHはCaCO3により決定されるので,CaCO3の生成に伴って,正常なセ
メントペーストの初期値:12.5-13.5 から平衡値である 8.5 に向かって低減する.
実環境において外部環境から侵入してセメントペーストに固着しているCl-イオンがフリーデル塩と
してX線回折によって結晶学的に同定されるが,Cl-イオンはC3A(3CaO・Al2O3) の水和物に吸着
していると理解すべきである.
Short Note 3:腐食生成物厚さの算出
図5の試験片においてアノードとカソード間に流れた腐食電流の積分値を Q(C)はアノードの溶出
(電荷)量に相当する.アノードの腐食量△W(mol)は,
n:アノード溶出反応の価数, F:Faraday定数
アノードの溶出反応は,
Fe→Fe2++2e-
であるから,反応の価数は 2 である.割れ限界腐食量に対応する溶出電荷量は下図に示すように,
Cl-イオン量に関わらずほぼ1(C)であった.従って,上式から△W=5.18x10-6(mol)である.
暴露温度 ■:333K ◆:353K ▲:屋外
図8 モルタル試験片に割れを誘起する限界電荷量とCl-イオン含有量の関係 10)
6
腐食センターニュース
No. 041
2007 年 3 月 1 日
腐食生成物の体積を Vcorr,mol体積を M,とすると,
Vcorr=M△W
腐食生成物をFe(OH)2とするとFe(OH)2のmol 体積 M は 26.43(cm3/mol)(前号参照)であるか
ら,Vcorrは 136.91x10-6(cm3)である.
モルタルに埋設されたFeアノードの孔食はステンレス鋼に観察される針穴状ではなくすり鉢状の
形態を示しており,本実験の結果ではほぼ半径:0.2 cmであった.従って,腐食生成物の占める面
積は 0.126(cm2)である.この測定結果と Vcorrから腐食生成物の厚さはほぼ 11(μm)である.
文献
1. L. Bertolini, B. Elsener, P. Pedeferri, and R. Ploder: “Corrosion of Steel in Concrete”, Wiley-VCH,
p. 94, (2004).
2. S. Diamond : Cement, Concrete and Aggregates, 8(2), p. 97, (1986).
3. P.K. Mehta, P. Schiessl, and M. Raupach: “Performance and durability of concrete systems”,
Proceedings, 9th International Congress on the Chemistry of Cement, Vol.1, p. 571, New Delhi,
(1992).
4. G.K. Glass and N.R. Buenfeld: Corrosion Science, 39(5), p. 1001, (1997).
5. V.K. Gauda: British Corrosion J., 5(Sept), p. 198, (1970).
6. A. Bentur, S. Diamond and N.S .Berke: “Steel Corrosion in Concrete”, Chapman & Hall, p. 41,
(1997).
7. 文献 1, p. 93.
8. 文献 1, p. 104.
9. M. Raupach: ed.C.L..Page, P.B. Bamforth, J.W. Figg “Corrosion of Reinforcement in Concrete”,
The Royal Society of Chemistry, p. 13, (1996).
10. 小川洋之,鳥本勲: 材料と環境 2006 講演集, C103, 腐食防食協会, (2006).
11. 文献 6, p. 39.
12. 長瀧重義監修:“コンクリートの長期耐久性 小樽港百年耐久性に学ぶ”, 技報堂出版, p. 207,
(1995).
13. 文献 1, p. 98.
14. 文献 1, p. 100.
(小川洋之/腐食センター)
7
腐食センターニュース
No. 041
2007 年 3 月 1 日
さびは世につれ(1)
田尻勝紀
2007 年 2 月 6 日に古巣の(社)日本防錆技術協会の創立 50 周年記念の行事があった.
丁度協会が誕生する昭和 31 年頃,私は日本大学の山本洋一教授の主宰する金属化学研究会
に所属していたので,防錆協会設立に奔走される関係の方々がしばしば山本研究室に相談に見
えたのを覚えている.
僕らは主にRGYテスターを用いて金属腐食の傾向を迅速に測定することを試みていた(注:R
=理化学研究所,G=学術振興会,Y=山本.
)
.当時江東地区では地下水の汲み上げによる地盤沈
下が深刻な問題で,そのため下水処理場からの処理水の利用案が浮上したが,装置材料に対する腐
食性が懸念されていた.隅田川沿いの下水処理場のほか都市ガス,製鋼,製紙,石鹸等々各種の工
場に赴き,工業用水のサンプル水採取を兼ねて見学させて頂いたが,様々な製造工程を学べたこと
は,後に大変役立った.
昭和 32 年 4 月 8 日に通商産業省より認可を受けて,社団法人日本防錆技術協会が発足する
と,山本先生は技術顧問の一人として就任され,間もなく協会の試験機が研究室に所狭ましと
搬入された.2 年後,私が卒業した昭和 34 年に協会の試験機は通産省の電気試験所の一室に引
越すことになり,同時に私もキャベツの青虫のように試験機にくっ付いて 9 月に就職した.
防錆協会の目的は防錆技術の向上と普及にあったので,やるべきことは山ほどあった.
私が「アレもやりたい,コレもやりたい」とギャアギャア言うので上司から「○○○のついた猫
みたいだ」と五月蝿がられた.それを聞くとも無く聞いている菅野専務理事は,何日かして忘れた
頃に「オイこの間のプランを進めてみたらどうか」などと突然言う.どうも,その何日かの間に顧
問の先生方に「若い者がこんな事を言っているが,どう思うか?」と意見を聞いて回っていたらし
い.その考えを十分検討したうえで,時期尚早のものは没とし,有効なものには GO サインを出し
たらしい.私自身は鵜飼の鵜であり,菅野さんという良い鵜匠に恵まれたと自覚している. その
話をしたら,村田朋美さんは「岡本 剛先生は綱を付けない立派な鵜匠だった」と懐かしがられた,
同感だ.
防錆学校はこうして GO サインが出て,基礎科目には学振 97 委員会,防錆包装科について
は通産省の産業工芸試験所・日本包装技術協会,防錆塗装科は日本塗装工業会・日本塗料工業
会,防錆めっき科は金属表面技術協会等の先生方の協力を得て昭和34年に無事スタートした.
学校案が出る前に 4 日間のショートセミナーが 3 回実施された.協会顧問でもあった久松敬
弘先生は,
「腐食の問題は部分的な知識では反って危険な場合がある」といって“群盲撫象”
を例に,まず腐食の全体像を把する事の重要性を説かれた.そこで昭和 36 年に夏休みの高校
を借りて 32 科目・120 時間の授業が約 1 ヶ月行われた.主な科目は金属化学・発錆理論(山
本洋一)
,金属材料(伊藤伍郎)
,有機腐食抑制剤(藤井晴一)
,電気防食(重野隼太)で包装,
塗装,めっきの各論と研究所・工場見学も含まれていた.
これは夏休み時期の行事として芝学園・正則学園・工学院大学と会場を変えて 4 年続いたが,
受講生が減少したので上層部では廃止ムードが濃厚であったが,通信教育方式を提案し,ここ
でも GO サインの英断を得た.昭和 40 年の第 5 回からは通信教育方式として,各コース共通
の基礎課程のあと4専攻コース(防錆包装・防錆塗装・防錆めっき・施設防食)が最初は 57
講師による 79 科目として発足した.3 つのコースは既成概念でカリキュラムが出来たが,
“重
厚長大”の産業界の動きを先取りはしていたが確たる予測も無く駄目なら廃止する覚悟で新設
した“施設防食コース”はやがて成長株となっている.
発案した者の特権とはいえ入社 2 年目で防錆の基礎から応用まで,第一線の先生方の講義を
8
腐食センターニュース
No. 041
2007 年 3 月 1 日
約 1 ヶ月無料で聴けるのだから役得以上の幸運である.当初は研究所や工場見学を設け,その
受け入れが難しくなると産業映画会にするなど,その後も時代の要求に応じてカリキュラムの
改善を重ねて継続している.
優秀な卒業生に与えられる称号は本人の励みであり,更に教育訓練給付制度や人材投資促進
税制度は企業側の恩典になっている.卒業生の集まりである「防錆管理士会」は,昭和 39 年
に 4 回生が 1~3 回の OB にも呼びかけて富士製鉄㈱中央研究所見学と修善寺温泉国鉄寮宿泊
の“修学旅行”を実施した際に発案されたもので,現在も卒業後の親睦と技術研修に役立って
いる.
防錆協会の設立の端緒となったのは,輸出金属製品(ミシン・カメラ・自転車など)の錆発
生クレーム対策であった.協会附属研究所では防錆油・包装資材の性能試験に,協会事務局で
は JIS の原案作りに夫々追われ,その合間に各種の技術相談が飛び込んできた.
現在と違い参考図書は限られており,上野の国会図書館別館も開架式ではないため不便で,
防蝕・防錆・表面の 3 技術便覧と「防蝕技術」
,
「防錆管理」
,
「表面技術」が頼りだった.海外
の事情は更に疎く,INCO ジャパンの藤原唯義さんには大変お世話になった.
輸出金属製品の防錆包装について実験したかったが,独自で海上輸送の実験を行う財政基盤は無
かった,苦肉の策として相乗りを考えての交渉が成功した.輸出振興のため,昭和 32 年 12 月 18
日から昭和 33 年 3 月 8 日までの期間,船内に日本商品の展示場を設けた日昌丸が輸出先の東南ア
ジアを巡航し港々に横付けして見本市を開催する事に目を付け,試験片の便乗を頼み込んだ.主催
者のご理解を得て実現するまでの経過は,
「巡航見本市船あとらす丸による洋上防錆試験報告」の序
)
説(山本洋一)1 に記述されているが,見本市委員会事務局の直江友嗣さん,大阪府立工業奨励館
の安富 茂技師とのご縁を幸運と思う.錆と航海気象を気象研究所の神山恵三さん,防錆包装試
験を通産省産業工芸試験所の高橋教司さんが中心となって準備し,各種の防錆処理を施した試
験片を船に積み込み,巡航を終え帰港後に試験片の錆発生の程度を測定・解析する実験が実現
した.
見本市船名とコースはⅠ.あとらす丸:
(昭和 33 年 12 月 8 日から昭和 34 年 5 月 4 日)北米西
海岸~中南米~南米西海岸~南米東海岸,Ⅱ.安芸丸:
(昭和 35 年 10 月 31 日から昭和 36 年 2 月
18 日)東南アジア, Ⅲ.さくら丸:
(昭和 37 年 11 月 12 日から昭和 38 年 3 月 6 日)アフリカ東
海岸~地中海沿岸, Ⅳ.さくら丸:
(昭和 39 年 5 月 3 日から昭和 39 年 8 月 30 日)地中海~ヨ
ーロッパ西海岸~北欧.
航海中は気象データが記録され,特にⅢさくら丸でのアフリカ~地中海航路には協会職員篠原貫
寿が乗船し,区間毎の錆発生の調査が出来た.この実験から得られたデータは金属製品の防錆包装
方法の確立と,JIS 制定に当たり防錆剤の品質規定を定めるのに大いに役立った.
1) 山本洋一:防錆管理,4,No. 1,p. 5 (1960).
(次号につづく)
9
腐食センターニュース
No. 041
2007 年 3 月 1 日
ステンレス鋼の応力腐食割れ(SCC)への対応策
Q1:クロム酸,硫酸,塩酸,硝酸などの溶液を使用するめっき設備のケースについて相談し
たい.
・ 現在,設備にオーステナイト系ステンレス鋼 (SUS 202 相当) を使用している箇所がある
が,IGSCC(粒界割れ)が散発している.代替材料を検討しているが,SUS304 では SCC
は防げないと聞いており,また,SUS 430 では SCC は防げるとのことであるが 耐食性
不足が心配である.Mo を添加したフェライト系ステンレス鋼が有効と聞いているが,特
殊で入手が容易でない.
・ 適切な材料,使い方があればご教授願いたい.
A:ステンレス鋼の SCC 事例における割れ形態は大部分は粒内割れで,塩化物を不純分とし
て含む中性環境で,50℃以上で起きるケースが有名だが,粒界割れは,一般に粒界鋭敏化さ
れた状態のステンレス鋼において,中性塩化物水溶液,高温純水,酸などで起きることがあ
る.
酸環境としては,石油精製プラントの脱硫装置などに起こるポリチオン酸(H2SxO6)による
粒界 SCC が有名であるが,オーステナイト系ステンレス鋼の粒界腐食試験液である硫酸・
硫酸銅水溶液においても,鋭敏化された材料は引張応力下で粒界型 SCC を発生する.C.H.
Samans1)は,ポリチオン酸における SUS 304 鋼の粒界割れ範囲に及ぼす鋭敏化条件(温度
―時間)の影響を,硫酸・硫酸銅腐食試験による粒界腐食範囲と比較し,両条件の鋭敏化範
囲は概ね一致していることを認めている.1)また,引張応力をかけて硫酸・硫酸銅腐食試験
液に曝すと,割れ範囲は応力のない場合の粒界腐食発生範囲よりかなり短時間側にシフトす
る.図12)に 650℃x2 hr の鋭敏化熱処理を施した SUS 304 について,無負荷の試験片と 200
N/mm2 の引張応力をかけた試験片を 100℃の硫酸・硫酸銅腐食試験液に浸漬した後の表面付
近の光学顕微鏡組織写真を示す.応力をかけない場合はごく表面が粒界腐食されているのに
対し,応力下では粒界割れが発生している.
x400
(1)応力付与試験片
(2)無負荷試験片
(粒界割れ)
(割れなし)
図1 650℃x2hr の鋭敏化処理を施した SUS 304 試験片の硫酸・硫酸銅試験液(100℃)
における腐食形態に及ぼす応力の影響(断面光学顕微鏡組織写真)
本件は,上記,硫酸・硫酸銅試験液やポリチオン酸と同様の酸環境における粒界型 SCC
10
腐食センターニュース
No. 041
2007 年 3 月 1 日
であると推定される.SUS 202(C≦0.15%)は SUS 304(C≦0.08%)に比べても炭素含有量
が多いと推定されるので,溶接等の熱影響により粒界に Cr 炭化物を生成しやすく,
(Cr 欠乏
により)粒界鋭敏化しやすい材料と思われる.部材に引張応力が残留していたり,使用中に
引張応力がかかっていると,溶接の熱影響部に粒界型 SCC が発生しやすく,また,溶接部
でなくても,厚物は熱処理時の冷却速度が遅いので,鋭敏化しやすく,したがって粒界割れ
も生じやすくなる.
対策としては,鋭敏化されにくいオーステナイトステンレス鋼(たとえば SUS 304 L,C
≦0.030%)を推奨する.ただし,SUS 202(耐力≧275 N/mm2)に比べて強度が低い(耐力
≧175 N/mm2)ので,強度を重視するならば厚みを増すか,SUS 304 LN(耐力≧245 N/mm2)
などを用いる.
(もっと高強度を望むならば SUS 304 N1(耐力≧275 N/mm2)でも耐えられるか
も知れない.ただし C 含有量の低めの市場品を選ぶ必要がある.
)
(K.O. Q&A in 福岡,11.14.’06 よ
り)
文献 1)C.H. Samans: Corrosion, 20, 141 (1964).
2)日本冶金工業資料
福岡:
「腐食防食セミナーと公開相談会」
(材料評価技術講習会)報告
表記の講演会・相談会は平成18年11月14日(火) (社)九州機械工業振興会(北九州市)を
会場として開催された.12: 30 の定刻にはほぼ満席で始まり,定刻の16:30をオーバーし
て17時過ぎまで続いた.参加者 94名の名簿をみると福岡県ばかりでなく,山口,佐賀,
大分,熊本,長崎,宮崎の各県から来訪されていた.企画立案から開催まで短時間であ
ったにもかかわらず,多数の熱心な聴講者に恵まれたことは,主催・後援者側(福岡県
工業技術センター 機械電子研究所,(社)九州機械工業振興会,
(社)腐食防食協会 腐食
センター,
(社)日本非破壊検査協会 九州支部)
,また,わが腐食防食協会の九州支部長
井上政春氏(日鉄環境エンジニアリング)のおかげと感謝します.
講演は「金属の腐食・変色・耐食」と題し腐食基礎の話を辻川副委員長,
「ステンレス
鋼の上手な使い方」と題して遅沢腐食センター長が,相談会では 9 の質問に対して回答者
が解説した後,質問者との間で質疑応答をする形で進められた.本号は 9 問のうち 4 問
について収録した.本号に収録できなかった Q の題は,
「環境と腐食の関係」
,
「空調用
ダンパー,吹出口,屋外フード等の材質と防食」
,
「海外調達部品を錆から守る手段」
,
「ハ
ロゲン化水素(HF,HCl,HBr)水溶液に対する耐食性」
「SS400 製配管の排水による腐
食原因」等多彩であった.回答は上記講演者のほか,高谷泰之(兵庫県立工業技術セン
ター)
,齊藤明夫(腐食防食技術研究所),佐々木英次(腐食センター)が当たった.
とりわけ,Q の取りまとめ等すべてにわたって土山明美さん(福岡県工業技術センター
機械電子研究所)のお世話になった.ここに深く感謝します.
腐食センターでは公設試との共催でこのような会を毎年数回実施している.いままで
の実績は(http://www.corrosion-center.jp/koshukai/sodankai.html)に示してある通りで 2006
年までで 19 回を数える.開催のご希望があれば事務局([email protected])までお
問い合わせ下さい.
11
腐食センターニュース
No. 041
2007 年 3 月 1 日
ステンレス鋼の腐食によるピンホール発生
Q6:従来から使用中の火力発電用
重油ボイラからの煙道に,別系統
の燃焼ガスを通すため,SUS 304 L
製のダクトを接続し,ダンパーを
開いて燃焼排ガスを導入したのち
6ヶ月程度使用したらダンパーの
下方のダクトにピンホールが発生
して,漏れを生じた.原因を知り
たい.
A:別系統の燃焼排ガスをダンパーを開いて導入する前は,ピンホール発生部分に電気集塵機
を通る前の(重油ボイラからの)排ガスがくる可能性があると考えられるで,この部分は重油
燃焼排ガスに起因する SO3 や少量の HCl が存在し,硫酸露点腐食により全面腐食を生じ,SUS
304 L であると,かなり減肉すると推定される.表 1(文献1)の表から抜粋)に重油ボイラか
らの煙道(ダクト)における腐食性成分の分析例を示す.新たに別系統の燃焼排ガスが入って,
もし全面腐食が抑制されると,表面に存在していた塩化物により孔食が発生する可能性がある.
図 12)は,SUS 304 相当鋼の 4%NaCl (90℃) における腐食量に及ぼす pH の影響を示したもの
であるが,腐食形態としては,pH 約 3 以下では全面腐食で,それ以上では孔食が発生する可
能性がある.
この環境では最低でも Mo 含有ステンレス鋼が必要で,硫酸露点腐食も防ぐには Mo, Cu を複
合添加し Ni を高めた鋼種も適用される.
表 1 重油ボイラからの煙道内の
腐食性成分分析例(ppm)
CSO42CClCFe
位置
その他
1,760 16,310
ダクト 12,880 440
2,380
5,010
ダクト 99,650 910
図 1 90℃の 4%NaCl における 18-8 鋼の腐食
の pH 依存性
(K.O. Q&A in 福岡,11.14.’06 より)
文献
1)松橋 亮, 佐藤栄次, 安保秀雄, 江原隆一郎, 松本竹二: 第 36 回腐食防食討論会予講集, p. 359
(1989).
2)H.H. Uhlig: Corrosion Handbook, John Wiley & Sons, p. 169 (1948).
12
腐食センターニュース
No. 041
2007 年 3 月 1 日
鉄製品の防錆包装法
Q2:海外との部品の輸入出が多くなり,船便などで輸送する場合の鉄製品の錆発生を防止する方法,
部品(生材)を低コストで錆から守る方法,特に梱包の仕方の工夫などを教えてほしい.
A:金属部品や製品の輸送時の防錆方法は,日本工業規格に制定されているさび止め包装が参考に
なります.防錆包装は,物品が出荷,納入後保管され,その後使用に供するまでの輸送および保管
の期間において周囲から受ける影響による物品の劣化を防ぐことを目的としています.
金属のさび止め包装は,第2次大戦中米軍が海上輸送で高温多湿な南方へ兵器や軍需品を運ぶ際
に想像し得なかった厳しいさびが発生し,その防食対策に関する研究成果から生まれました.これ
に関する米軍規格 MIL-P-116 が基礎となって 1957 年に日本工業規格 JIS Z 0303 が制定されまし
た.その「さび止め包装方法通則」の体系を表1に整理してみました.その方法には,防水,防湿
を中心に環境の腐食性に対する各段階的な包装方法が記述されています.
表1 さび止め包装方法通則(JIS Z0303-1985)
種 類
さび止
基本方 細別 記号 め材 乾燥剤
法 方法
方法A
A
方法B
B
バリヤー材
耐油性
防水性
防湿
可剥性プラ
ワックス
スチィック
容器
密閉
ー
ー
積極的なさび止め処置はせず、製品のさび発生に留意する。
○
ー
△
ー
ー
ー
ー
金属製品を、直接またはアルミニウムはくで包んだうえ、可はく性プラスチックで被覆する方法
方
包
法
装
C
防
水 方
包 法
装 D
法
1
C-1
ー
ー
ー
ー
ー
○浸漬型
ー
ー
ー
2
C-2
ー
ー
ー
ー
ー
○浸漬型
ー
ー
ー
3
C-3
ー
ー
ー
ー
ー
○塗装型
ー
ー
ー
金属製品にさび止め材を適用した後、防水バリヤー材で包装する方法
1
D-1
○
ー
ー
ー
ー
ー
ー
○防水バリヤー材内張
ー
2
D-2
○
ー
3
D-3
○
ー
○
ー
ー
ー
ー
○防水性紙製
○
ー
○ブリスター
ー
ー
ー
ー
ー
4
D-4
○
ー
ー
○スキン
ー
ー
ー
ー
ー
金属製品にさび止め材を適用した後、防湿バリヤー材で包み密封し、大気中の湿気の浸入を防ぐ方法
防
湿 方
包 法
装 E
法
防
湿 方
包 法
装 F
法
1
E-1
○
ー
○
ー
ー
ー
ー
○防湿袋
○
2
E-2
○
ー
○
ー
ー
ー
ー
○金属剛性体
○
3
E-3
○
ー
○
ー
ー
ー
ー
○金属以外の剛性体
○
4
E-4 ○浸漬
ー
○
ー
ー
ー
ー
○剛性体
ー
5
E-5
○
ー
○
ー
ー
ー
○
ー
ー
6
E-6
○
ー
○
ー
ー
ー
○
○紙箱
ー
特に湿気に対して厳重な保護を要する金属製品の保管・輸送に適しており、防湿バリヤー材で包み、内部に乾
燥剤を入れて密封する方法
1
F-1
ー
○
ー
ー
ー
ー
ー
○防湿袋
○
2
F-2
ー
○
ー
ー
ー
ー
ー
○金属剛性体
○
3
F-3
ー
○
ー
ー
ー
ー
ー
○金属以外の剛性体
○
ー
○浮かし
バリヤー法
ー
ー
○Alラミネート製袋
○
4
F-4
ー
○
ー
使用される防錆剤として気化性さび止め剤(JIS Z 1519)や気化性さび止め紙(JIS Z 1535)が
制定されています.それらの性能については日本工業規格を参照ください.包装内のような密閉空
間に気化性さび止め剤の蒸気が充満するには一定時間かかります.この期間内にさびが発生しない
ように注意します.また,気化性さび止め剤は気化によってガスが消耗することを防ぐために必ず
密閉包装を使用します.
13
腐食センターニュース
No. 041
2007 年 3 月 1 日
防錆方法も,その包装方法のみでなく包装する前や輸送後の部品の後処理を考慮する必要があり
ます.注意点を表2に示します.これらも,日本工業規格で解説されています.
•
•
•
•
•
•
•
•
•
•
•
•
表2 さび止め包装方法の注意点(共通事項)
さび止め包装の作業は連続した一連の操作が望ましい
できるだけ低い湿度環境で行う
素手で触れないようにする
複雑組み立て品は組み立てる場合に清浄し,必要最小限にとどめる
予備実験を行って,原則としてさび止め材を使用する
加熱金属製品は放冷後さび止め材を使用する
包装紙材はできるだけ中性(pH6.0~8.0)
,乾燥したもの
耐油性バリヤー材は,異物などの付着物がない,清浄なものとする
製品の突起および鋭角端部は緩衝材などで包装材の損傷防止を施す
緩衝材などは pH=5.5~9.0 の範囲で,乾燥したものを用いる
質量および体積をできるだけ小さくする
原則として開包後,さび止め材は除去する
このように,金属部材の防錆では,工程を増やさない―めっきや塗装など表面処理を行うとそれ
だけ腐食性因子を持ち込むことになります―こと,素手で製品に触れないことが基本です.逆に,
搬送時のさび発生の利点は,製品を事前にチェックできることです.顧客に対して迷惑をかけなく
てすむことになります.
半製品の場合には,後工程で問題にならない防錆法を採用することで,たとえば鉄鋼部材はアル
カリ性(pH を 10 以上にする)にしておくとよいのですが,めっきなどの後工程で困ることになり
ます.
防錆剤の使用においては,鉄に対して防錆効果があっても,他の金属に対して腐食性がある防錆
剤があります.使用前に必ず試験を行い,確認することが大切です.特に,異種金属が組み合わさ
った製品において不可欠なことです.
木材を使って金属製品を梱包すると,木材から発生する水
分はもちろん酢酸,蟻酸などでさびが発生します.木材と接
触した亜鉛引き鋼板を腐食試験した結果を図1に示します.
木材は切子状の木粉にし,
その中に亜鉛引き鋼板を半浸漬し,
湿潤状態の密閉容器内で 50℃と室温を繰り返し 1 週間経過
後のさび発生を観察しました.湿潤状態中 (b)での亜鉛引き
鋼板にはさびの発生は認められませんが,木粉に埋設した亜
鉛引き鋼板(a)は大気部表面にさびが発生しています.
参考資料
間宮富士雄:腐食抑制剤ガイドブック,幸書房 p. 123 (1989)
(Y.T., Q&A in 福岡, 11. 14 '06 より)
14
(b)
浸漬部
まとめ
防錆包装について日本工業規格を中心に説明しましたが,
製品を不必要に汚さないこと,水分を十分に除去すること,
包装材の腐食性を吟味することがもっとも最良の防食方法と
いえます.
(a)
図1 亜鉛引き鋼板の腐食試験
(a)木粉埋設,湿潤状態
(b)湿潤状態
腐食センターニュース
No. 041
2007 年 3 月 1 日
工業用クロムめっき(硬質クロムめっき)
Q8:油圧シリンダーのロッドに施工されるクロムめっきにおいて,めっき浴( ヒーフ浴とサージ
ェント浴)の違い,被めっき材の面粗度,めっき後の面粗度,洗浄度などによって耐食性に差がで
るのか?
クロムめっきには装飾用と硬質用があり,それらに本質的な違いはありません.使用目的が装飾
用以外のもので比較的厚い皮膜を工業用クロムめっきといいます.
工業用クロムめっきは耐摩耗性,
耐食性に優れ,めっき厚さは5μm以上のものが日本工業規格で制定されています.素地に直接に
密着性のある厚い皮膜を均一に施すことが基本的な条件となっています.
1.工業用クロムめっき浴の種類
表1 クロムめっきの浴とめっき皮膜の性質
めっき浴には表1に示すものがあ
ります.ケイフッ化物添加浴の利点
特 性
HEEF25
フッ化浴
サージェント浴
は,(1) 電流効率がよい,(2) つきま
電流効率(%)
わりがよい,(3) 作業範囲が広い,
20~26
20~26
12~16
(4) 均一電着性がよい,(5) 電流中断
外観
光沢
光沢
半光沢~光沢
が可能,(6) 不働態ニッケル上にめ
っきが可能,(7) 高電流密度部のク
無めっき部のエッチング
無
有
無
ラックが少ないなどです.
めっき直後
900~1000 950~1050
800~900
また,欠点は,(1) 液の腐食性が大
硬度
(HV100g)
きい(タンク,アノード,部品)
,(2)
500℃熱処理後 750~850
600~700
600~700
極低電流密度部のニッケルがエッチ
クラック数(C/cm)
ングされる,(3) 不純物と錯体を作
400~1200 200~800
50~300
り,
触媒根のバランスを崩しやすい,
C/cm:1cm の直線上に交差するクラック数
(4) SO42-の添加量が少なくなり管理
が難しい,(5) F および F-化合物の
分析管理が困難,(6) 加熱設備にタンタル以外に良好なものがないなどです.
ヒーフ浴(HEEF25)は,電流効率が最高 26%(サージェント浴の 30~50%向上)
,めっき速
度がサージェント浴の 50% 以上,無めっき部がエッチングされないという特徴があるようです(表
1参照)
.しかし,すべてのめっき浴でめっきには割れ(き裂)が生じています.
2.工業用クロムめっきの特徴
○めっき層は比較的優れた耐食性と耐摩
耗性をもつ.
○めっき層が薄いとピンホ-ルが生じ,厚
いと図1のように割れ
(き裂)
が発生する.
○均一電着性に乏しく,被めっき物の鋭角
部には厚くつき,隅部にはつき難いので,
素地の調整が大切である.
○めっきのままでは腐食性環境で長期間使
用することは困難な時がある.
○めっき後加熱すると,熱膨張の差により
亀甲状の割れが多数開口する.
0.1mm
図1 工業用クロムめっきの表面
15
腐食センターニュース
No. 041
2007 年 3 月 1 日
3.工業用クロムめっきの改善
腐食性の環境で使用する場合,めっき厚さを 100μm に以上し,めっき後に一度常用温度+20℃
に加熱した後,めっき面を研磨して表面の割れやピンホールを潰して使用する.表面欠陥(割れや
ピンホール)の検査方法は,電解液(CuSO4200g/l+H2SO475g/l,室温)中の腐食電位から 75mV
アノード分極して,5分間保持後流れる電流(密度)を測定します.割れが少ないほど低い電流密
度を示します.
4.被めっき材(素材)の材質選定
めっきの容易な素材は,炭素鋼(低炭素鋼は最良)
,クロム鋼,ニッケル鋼,ニッケル・クロム鋼,
普通鋳鉄,ニッケル,銅・銅合金,亜鉛合金です.特殊な前処理を必要とする素材は,ステンレス
鋼,タングステン鋼,窒化鋼,アルミニウム合金です.めっき不適な素材は,タングステンやマン
ガンを多量に含む鋼種です.
また,クロムめっきによって素材の水素脆性が生じることが知られていますが,一般的に硬い素
材ほどその影響は大となります.したがって,素材を単純に硬くすることは避けるべきで,クロム
めっきを施す場合は,通常用いられている最適硬さより,ロックウェル硬度(HRc)で3~4低く
し,60 くらいを限度にする.めっき後のベーキング処理は素材硬度が HRc40 以上の場合に行われ
ることが望ましいとされています.
5.クロムめっきの腐食損傷事例
クロムめっきシリンダー表面に発生しためっき層の膨れを図2に示します.めっき表面から観察
する(a)と黒く斑点が見られ,き裂が亀甲状に生じています.そのめっき層断面(b)には,球状黒
鉛粒子に接するめっき層と鉄素材の間にさびが詰まっています.さびの元素分析を行っても腐食性
因子は確認できません.腐食発生が先か,き裂発生が先かが議論になるところですが,図1に示さ
れますように工業用クロムめっきにはめっき上がりですでにき裂が存在するため,めっき層のき裂
から浸入した水分が鉄素材を腐食させたといえます.また,球状黒鉛粒子が鋼表面に露出して接触
しているクロムめっき層では密着性もよくないことが理解できます.
(a)
(b)
0.1mm
図2 球状黒鉛鋳鉄上のクロムめっき製品の局部腐食
(a) めっき層表面の腐食部外観,
(b) 腐食箇所のクロムめっき層断面
6.工業用クロムめっきの代替品
近年,Cr6+イオンの有害性からそれに代わる表面処理が開発されています.その一例を紹介しま
,硬化処理法:
すと,タングステン合金めっきの電解 Ni-30~50 wt%W(硬さ:HV 600~800)
HV 1300,無電解 Ni-W-B めっき,溶射法による WC 炭化物系サーメットなどがあります.
参考資料 日本プラントメンテナンス協会編:実践保全技術シリーズ
「防錆・防食技術」
p. 239 (1992).
(Y.T., Q&A in 福岡, 11. 14 '06 より)
16
腐食センターニュース
No. 041
2007 年 3 月 1 日
Al のカソード腐食
Q: 普通鋼の電気防食は,鋼の電位を電位-pH 図中の immunity 域(金属 Fe が安定で熱力学的に
腐食しない電位域)に保つことからもっとも安心な防食法と聞いている.Al にも同じ方法が適用で
きるか.
A: pH 緩衝性の脱気 3%NaCl 水溶液(20℃)
中で5086Al 合金に試験した結果を図11)に示す.
カソード電流によって電位を下げていったとこ
ろ,防食できたのははじめの狭い電位域に限ら
れ,まもなく孔食状腐食,さらに低い電位では
激しい均一腐食に変わった.
この均一腐食は約 1mA/cm2 からはじまり,
0.1mm/103min (5mm/y) と大きかった.また
100 ~ 1000 μ A/cm2 で 50 日 間 の 実 験 は
“disastrous corrosion”に至った(Lennox and
ab
Peterson)
,腐食減量Δm=A・i t (A:定数,i:
電流密度,t:時間,指数 a,b は約 1,Cerny)
.
という他報告を紹介し,このようなカソード腐
食(cathodic corrosion)が局所的なアルカリ性
化によることが以前から広く認められてきたこ
とをのべている.ただし,この実験では
immunity 域まで電位をさげることは実施され
なかった.10mA/cm2 以上のカソード電流を要し
て激しい水分解が正常な中性水の範疇を逸脱せ
しめるため断念したとみられる.
結局のところ,図 1 にも示されるように,表
面の酸化物被膜が安定なpH 範囲が4.0~8.5 と,
とくにアルカリ性側に余裕がない Al 合金におい 図 1.20℃の脱気 3%NaCl 水溶液で作成した 5086Al 合
(pH<4 および pH>9 は外挿
ては,上記のカソード腐食を避けるための電位 金の実験的電位-pH 図.
)
.
-1.12Vvs.SCE よりは高く,すきま腐食臨界電 による.一点鎖線は熱力学的電位-pH 図の境界.
-
位(海水程度の Cl 濃度では-0. 90 Vvs. SCE)
より低い-0. 92 V 以下に保つ 2).ただし、このように狭い管理範囲は 10V 超の電圧が存在する電子回
路系では容易にやぶられるおそれがある.
電々公社が大気環境中で使用する黄銅製端子で経験した腐食はアルカリ腐食として報告された 3).(+)
端子より(-) 端子におこり易い特徴は上記カソード腐食と共通する.相対湿度が高くダストが多く付着
している状況下に増大するリーク電流によって,(-) 端子にアルカリが蓄積され,このアルカリが Na+
または K+系の場合に吸湿量をさらに大きくして腐食を促進する,としている.
1.
2.
3.
Ph. Gimenez, J.J. Rameau, M.C. Reboul : Corrosion, 37, 673 (1981).
(社)腐食防食協会編:材料環境学入門,丸善,p. 98(1993)
.
久松春樹,市村雅弘,高沢壽佳:’78 春期学術講演大会講演予稿集,p. 202(1978)
.
(S.T., Q&A in 兵庫, 11. 16 '06 より)
17
腐食センターニュース
No. 041
2007 年 3 月 1 日
カソードではアルカリ化,アノードでは酸性化?
Q: カソード反応がおこっている電極(カソード)の近くでは液はアルカリ性に,アノード反応がお
こっている電極(アノード)の近くでは液は酸性になる.
大多数の反応は題意のとおりである.
代表的なカソード反応である溶存酸素の還元反応は
O2 + 4 H+ + 4e → 2H2O
(1)
(1)´
または O2 + 2H2O + 4e → 4OH
のように表せる.カソード反応の進行にともない,(1) 式では反応系の H+が減り,(1)´式では生成系に
OH-が増える.これらはいずれも pH が高くなるアルカリ化を意味する.(1),(1)´式の矢印を逆向きに
すると反応はアノード反応になり,pH が低下する酸性化がおこる.
反応 (1) および (1)´の平衡電位は,図 1a に示すように高 pH ほど低いという右下がりの直線で表さ
れる.平衡電位線上の点 P から上方 A´へのアノード分極は同じ電位での平衡条件 A(低 pH)へ向い,
同様にカソード分極は C´を経て C(高 pH)へ向う,と考えると題意を理解できる.
ところで,図 1b のように,平衡電位線が逆の右上がりになる反応も少数ではあるが存在する.これ
らを,
(左上安定種)
(右下安定種)
/
で示すと,AuO2/HAuO32-,Fe3O4/HFeO2-,Mn3O4/HMnO2-,Ni3O4/HNiO2-,
2+
Pb3O4/HPbO2 ,および Ce(OH)2 /Ce2O3,Cu2+/Cu2O,UO22+/U3O8,などである.
M→Mz+ + ze のアノード反応は平衡電位線が電位-pH 図において水平(pH 軸に平行)であるが,酸性
化する例としてステンレス鋼などの局部腐食の理解に重要である.この場合に酸性化は局所における溶
存酸素などのカソード反応種の涸渇後の上記アノード反応への一本化を待って開始し、加水分解反応
(Mn+ + nH2O→M(OH)n + nH+)で生成する H+と,Mn+・H+の正イオンを中和するため泳動してくる Cl-と,
から構成される(HCl + 高濃度 MCln)水溶液のもつ大きな H+活量係数によるものと理解されている 1).
[A:おおよそ正しいが,例外もある].
1)高橋正雄:防食技術,23,625(1974)
.
目次
No. 041 2007年3月1日
1 発行者:(社)腐食防食協会 腐食センター
コンクリート構造物の環境劣化(3)-鉄筋の腐食速度(2)
8 〒113-0033 東京都文京区本郷1-33-3
さびは世につれ(1)
10 電話: 03-3815-1302 Fax: 03-3815-1303
ステンレス鋼の応力腐食割れ(SCC)への対応策
12 email: [email protected]
ステンレス鋼の腐食によるピンホール発生
13 URL: http://www.corrosion-center.jp/
鉄製品の防錆包装法
15 「腐食センターニュース」の創刊号以来の
工業用クロムめっき(硬質クロムめっき)
17 バックナンバーは腐食センターの上記ホー
Al のカソード腐食
カソードではアルカリ化,アノードでは酸性化?
18 ムページで閲覧できます.
ここに掲載された文章および図表の無断使用,転載を禁じます. ©腐食防食協会
18
© Copyright 2026 Paperzz