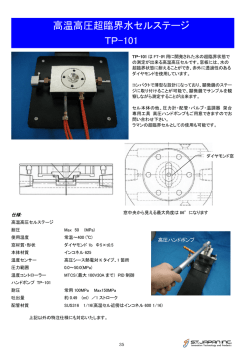
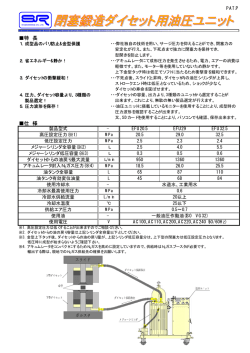
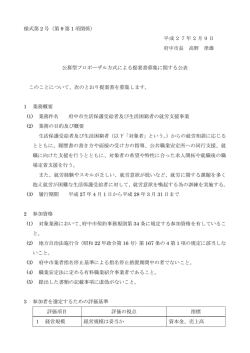
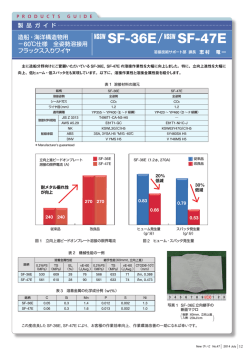
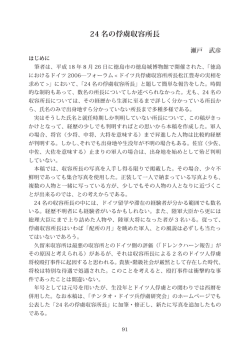
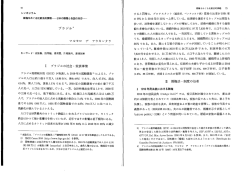
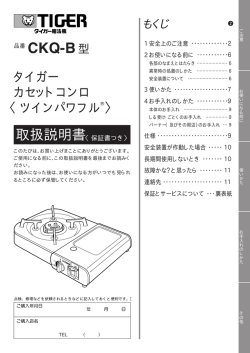
禁転写転載 ガスタンクミニ (切断・溶接) 作業マニュアル 目 次 1.切 断 ・溶 接 に必 要 な器 具 と部 材 ■ガスタンク本 体 各 部 名 称 ・・・・・・・ 1 頁 ■付 属 部 品 及 び切 断 器 名 称 ・・・・・・ 1 頁 2.切 断 器 としての使 用 手 順 ■ 作 業 下 準 備 1・・・・・・・・・・・・・・・・・2 頁 (切 断 器 ・溶 接 器 の組 替 、取 付 け方 法 ) ■作 業 下 準 備 2・・・・・・・・・・・・・・ ・・・3 頁 (各 調 整 器 の調 整 設 定 ) ■点 火 及 び火 炎 の調 整 ・・・・・・・・・・・4 頁 ■火 炎 (適 正 炎 )について・・・・・・・・・ 5 頁 ■切 断 ・・・・・・・・・・・・・・・・・・・・・ 5 頁 ■切 断 終 了 後 ・・・・・・・・・・・・・・・・・・ 6 頁 ■切 断 作 業 終 了 後 (ガスの後 始 末 )・ 6 頁 3.溶 接 器 としての使 用 手 順 ■作 業 下 準 備 1〜溶 接 作 業 終 了 後 ・7 頁 1. 切断・溶接に必要な器具と部材 ガ ス タ ン ク 本 体 各 部 名 称 φ5 ツインゴムホース 細径(標準 5m) 青色−酸素/赤色−アセチレン 台車 酸素調整器 (一次側、二次側の圧力計付) アセチレン調整器 (一次側、二次側の圧力計付) 酸素用 (ボンベ・ゲージ)連結管 アセチレン逆火防止器 工具箱 アセチレン用 (ボンベ・ゲージ)連結管 酸素ガス (500ℓ、1,500ℓ、2,000ℓ) アセチレンゲージ枠 溶接用竿パイプ アセチレン(0.5kg 入、2.0kg 入) 又はプロパンガス 車輪 付 属 部 品 及 び 切 断 器 名 称 火口掃除針 溶接用火口(#200,#450) 切断用火口(#1・#2) 溶接用竿パイプ 中型切断器(本体)又は 大型切断器(本体) 点火用スパークライター (万能ガスライター又は ピストル型ライター) コック、スパナハンドル アセチレン用バルブ 酸素用低圧バルブ 酸素高圧バルブ ガス溶接用保護眼鏡 上記以外に必要な動具 総皮手袋 石 筆 −1− モンキースパナ 2. 切断器としての使用手順 作 業 下 準 備 1 (切断器・溶接器の組替、取付け方法) A B 図1 A 切断用バーナー B B 両用器本体 溶接用竿パイプ 必ず緩めて使う 切断器完成 溶接(加熱)器完成 1.切断器から溶接器にする方法 ① 切断用バーナーの A と B のナットを緩め、両用器本体から切断用バーナーを取外す。 ② 溶接用竿パイプの B のナットを両用器本体の B へ、ねじ込みながら取付け、先端に溶接用火口を取付 ければ完成。 2.溶接器から切断器にする方法 上記の①・②項目の手順を逆に行い、両用器本体に切断用バーナーを取付け、先端に切断用火口を 取付ければ完成。 1 2 切断器(本体)に切断火口を取付ける。 スパナで締める 切断火口取り付け完成写真 ボンベ、調整器、細径(φ5)ゴムホース、切断器(本体)が完全にセットされて いるか確認する。 −2− 作 業 下 準 備 2 (各調整器の調整設定) 3 4 5 ※酸素調整器の調圧ハンドルを 緩めておく 酸素容器のバルブを静かに開く。 酸素調整器(一次側圧力計)が 15 Mpa を指す。 6 7 8 酸素調整器 (二次側 〃 )の 調圧ハンドルを右に廻し 0.3 Mpa で調整する。 ※アセチレン調整器の調圧ハン ドルを緩めておく アセチレン容器のバルブを コックハンドル(H型又はT型)で開く。 9 10 4 切断の板厚により 二次側圧力は調整設定する アセチレン調整器(一次側圧力計) が 0.15Mpa を指す。 ! ※各調整器の調圧ハンドルを 緩めてから、容器の元弁を静 かに開くこと。高い圧力のまま 元弁を開くと調整器を破損する 恐れがあるので要注意。 切断の板厚により 二次側圧力は調整設定する アセチレン調整器(二次側圧力計) の調圧ハンドルを右に廻し 0.02 Mpa で調整する。 ガス溶断のガス圧、板厚、火口との関係 切断器 器種 火口№ 切断板厚 m/m 02Mpa C2H2 Mpa 中型切断器 1 2 3 3〜10 5〜15 15〜30 0.3 0.02 大型 A 号切断器 1 2 3 5〜10 10〜30 30〜50 0.5 0.03 −3− 点 火 及 び 火 炎 の 調 整 11 12 切断器(本体)のアセチレンガスバルブを 1/2 回転程度開き、ライターで点火。 切断器(本体)の加熱酸素(低圧酸素) バルブを 1/3 回転程度開く。 赤口火炎状態 炎が青白い色に変化 13 中性炎(標準炎)の状態 交互に開く 中性炎(標準炎)にするため、切断器 ( 本体)のアセチレンガスバルブ、加 熱 酸素(低圧酸素)バルブを交互に 開き、適正な中性炎(標準炎)になる まで火炎状態を調整する。 火口の先端の白芯が平らになって いるのが良好状態 −4− 火炎(適正炎)について 多 酸素過剰炎 少 少 ①バルブを開き 多 アセチレン 点火 標準炎 アセチレン過剰炎 酸素 ②酸素を送り込む 散炎 赤黒い炎 白芯部 最高熱火炎部 青白色の輝度の 高い明瞭な部分 =適量な長さを保つ =白色錐の先端より 15m/m 位離れた部分 通常この部分で切断・溶接を行う 標準炎の容積比=≪アセチレン : 酸素 = 1 : 1.1≫ 切 14 断 15 毌材と火口の間隔を 約 15m/m 程度あける 15m/m 加熱後、毌材(ワーク材)が赤くなりだしたら 切断器(本体)の高圧酸素(切断酸素)バルブを 1/2 回転以上開くと、切断酸素が噴出し切断 が始まる。 毌材(ワーク材)に対し垂直に加熱する。 16 切断中 100m/m 切断中、手の振れが無い様両手で切断器 (本体)をしっかり持つ。 切断酸素は、火炎の 気流が 100m/m 以上 延びるのが理想! −5− 切 断 終 了 後 18 17 19 低圧酸素(加熱酸素)バルブを 切断器を切断位置から外し、 閉める。 高圧酸素(切断酸素)バルブを 閉める。 ! 必ず酸素バルブより閉じること! アセチレンガスバルブを閉じて 切断作業は終了。 切 断 作 業 終 了 後 (酸素、アセチレンガスの後始末) 20 21 22 酸素の元弁を閉める。 アセチレンガスの元弁を閉める。 一次側・二次側の圧力計が指示 しているので、酸素調整器の調 圧ハンドルを右に廻し一次側・二 次側の残ガスを放出させる。 23 24 25 切断器(本体)の切断酸素バル ブ、加熱酸素バルブを開き、ホ ース内の残ガスを放出後、各バ ルブを閉める。 一次側・二次側の圧力計が指 示しているので、アセチレン調 整器の調圧ハンドルを右に廻し 一次側・二 次側の 残ガスを放 出させる。 切断器(本体)のアセチレンバル ブを開き、ホース内の残ガスを放 出後、バルブを閉める −6− 3. 溶接器としての使用手順 作 業 下 準 備 1(切断器・溶接器の組替、取付け方法) ① 中型切断器(本体)の切断用バーナーのナットをゆるめて取り外し、代わりに溶接用 竿パイプを取り付ける。P2 の図 1 を参照。 ② 溶接板厚に合った火口を竿パイプの先端部に取付ける。(P2 の№1・2 を参照) ! 酸素圧力バルブは必ずいっぱいに締めて使う。 ③ 溶接板厚に合ったガス溶接棒を準備し、セットする。 作 業 下 準 備 2 (各調整器の調整設定) ④P3 の№3〜10 を参照。 *溶接の板厚により二次側圧力を調整設定する。 ガス溶接のガス圧、板厚、火口との関係 溶接器 器種 火 口 № 板厚 m/m 02 Mpa C2H2 Mpa 小型溶接器 50 70 100 140 200 ― ― 0.5〜2.5 0.15〜0.25 0.02〜0.03 仏式中型溶接器 200 225 250 315 400 450 500 2.0〜5.0 0.15〜0.30 0.02〜0.03 仏式1号溶接器 250 315 400 500 630 800 1000 2.5〜10.0 0.20〜0.35 0.02〜0.03 点 火 及 び 火 炎 の 調 整 ⑤アセチレンガスバルブを開き点火する。(切断酸素は不要) (P4 の№11 を参照) ⑥加熱酸素(低圧酸素)バルブを開き、交互のバルブで調整しながら適正な中性炎 (標準炎)にする。 (P6 の№12・13 を参照) ! 酸素圧力バルブは締め付けたままで使用しない! 火炎の調整時に、白芯部が溶接火口の長さ以上に、先端が細く延びるのが良好な状態。 溶 接 ⑦毌材(ワーク材)に対し、溶接棒を溶接進行方向に傾け、溶接棒の先端に火炎を当て、溶接 を開始する。 溶 接 終 了 後 ⑧溶接器の低圧酸素 (加熱酸素)バルブを閉める。 (P6 の№18 を参照) ⑨アセチレンガスバルブを閉じて溶接作業は終了。 (P6 の№19 を参照) 溶 接 作 業 終 了 後 (酸素、アセチレンガスの後始末) ⑩溶接器の場合、切断酸素バルブが無いが、工程は切断時と同様。 −7− (P6 の№20〜25 を参照) 本社営業所 〒251-0055 神奈川県藤沢市南藤沢 17-15 三井住友海上藤沢ビル 3F TEL:0466(27)2666 FAX:0466(27)1055 茨城営業所 〒315-0002 茨城県石岡市大字柏原 17-1 TEL:0299(23)6221 FAX:0299(23)6885 大阪営業所 〒569-0817 大阪府高槻市桜ヶ丘北町 34-8 TEL:072(695)4815 FAX:072(693)9815 福岡出張所 〒816-0844 福岡県春日市大字上白水 375-3 パルクス 375 1F TEL:092(571)2591 FAX:092(571)2592 2004.3.1
© Copyright 2026 Paperzz