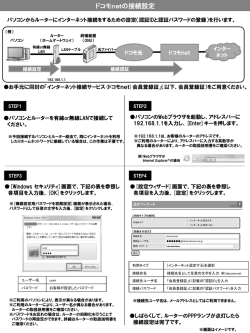
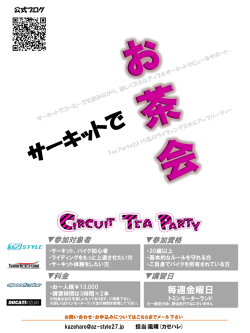
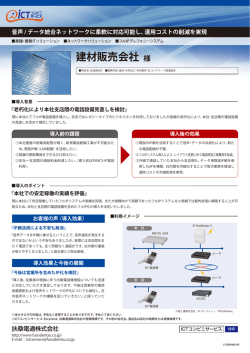
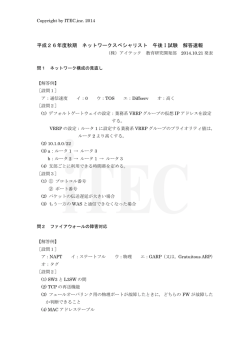
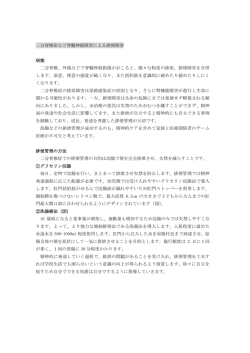
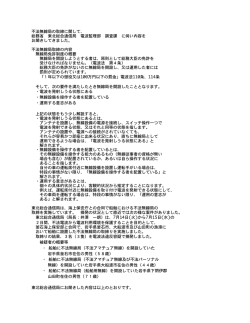
JAPAN ≠ EDI CTOFGOVERNMENT± I no r d e rt op r o mo t ep u b l i ce d u c a t i o na n dp u b l i cs a f e t y ,e q u a lj u s t i c ef o ra l l , ab e t t e ri n f o r me dc i t i z e n r y ,t h er u l eo fl a w,wo r l dt r a d ea n dwo r l dp e a c e , t h i sl e g a ld o c u me n ti sh e r e b yma d ea v a i l a b l eo nan o n c o mme r c i a lb a s i s ,a si t i st h er i g h to fa l lh u ma n st ok n o wa n ds p e a kt h el a wst h a tg o v e r nt h e m. JIS B 0114 (1997) (Japanese): Wood working machinery -- Vocabulary Th ec i t i z e n so fan a t i o nmu s t h o n o rt h el a wso ft h el a n d . Fu k u z a waYu k i c h i 日本工業規格 ¥ . 1 1 8 B0114:1997 木材加工機械-用語 Woodw o r k i n gmachinery-Vocabulary 1 . 適用範囲 2 . 用語の分類 との規格は,主として木材加工に用いる機械の名称に関する用語について規定する。 木材加工機械の名称に関する用語の分類は,次のとおりとする。 (1) 製材機械 (a) 調木機械 (b)帯のこ盤 (吋丸のこ盤 (d) その他ののこ機械 例木材乾燥機械 (町選別機械 (g) 運搬装置 (h) のこ仕上機械 (2) 集成材機械 (a) 継手加工機械 (b)接着剤塗布機械 (c) 集成機械 (d) その他の集成材機械 (3) 合板機械 (a) 単板製造機械 (b)単板乾燥機械 や)調板機械 (d) 接着機械 (吋合板仕上機械 (町合板工具研削機械 (4) パーティクルポード機械 (a) 原料処理機械 (b)小片製造機械 (吋小片乾燥機械 (d) 小片分級機械 (的成板機械 (のパーティクルボード仕上機械 2 B0114:1997 (5) ファイパボード機械 (a) 原料処理機械 (b)ファイパ製造機械 ( c ) ファイパ乾燥機械 (d) 成板機械 ( e ) ファイパボード仕上機械 的木工機械 (a) 木士のこ盤 (b)かんな盤 (c) 木工フライス盤 (d) ほぞ取り盤 (e) 木士せん孔盤 仰木士旋盤 (g) 組合せ木工機械 (h) サンダ 。 木士レーザ加工機械 G ) 木士接着機械 (k) 接合機械 ( 1 ) 複合機械 (m) 塗装機械 (n) 木士乾燥機械 (0) 木土工具仕上機械 3 . 用語・定義用語及び定義は,次による。 備考1. 用語欄で,用語の下の( )内の仮名轟きは読み方を示す。 2 . 参考として,機械の大きさの表し方,対応英語及び慣用語を示す。 3 . (1) 付園は,その木材加工機械の構造の一例を示す。 製材機械 (a) 調木機械 参考 定義 用語 番号 機防局大きさの表し方 1 1 0 0 調木機械 原木の玉切り,皮むきなどを行い,次工 1 1 1 0 チヱーンソ ガイドパーの外周を走行する鎖のこに ガイドパーの有効 一 よって,原木を主として横びき切断する 長さ 対応英語 慣用語 l o gp r e p a r i n g machine 程における加工をしやすくする機械。 c h a i nsaw のこ機械。 1 1 2 0 パーカ 原木の樹皮を取り除く機械。 1 1 2 1 リングパー 回転するリングに取り付けた数個の刃 加工できる原木の カ 物によって,動力送りされる原木の樹皮 最大直径 ヘッド 1\ー 回転する工具を原木の外側に押し付け, 加工できる原木の カ 原木を回して樹皮を取り除くパーカ(付 最大直径 b a r k e r r i n gb a r k e r を取り除くパーカ(付園1)ロ 1 1 2 2 園 2) 。 headb a r k e r カット ノミーカ 3 B0114:1997 番号 定義 用語 参考 欄脚次きさの表し方 1 1 2 3 チヱーンパ チェーン又はチェーンカッタを走行さ 加工できる原木の ーカ せて原木の外側に押し付け,原木を回し 最大直径 対応英語 慣用語 c h a i nb a r k e r て樹皮を取り除くパーカ。 1 1 2 4 ジヱツト 1\ 原木を回してジェット水流によって樹 加工できる原木の ーカ 皮を取り除くパーカ。 最大直径 j e tb a r k e r 水圧パ ーカ (b)帯のこ盤 番号 参考 定義 用語 欄脚次きさの表し方 1 2 0 0 帯のこ盤 対応英語 b a n ds a wm a c h i n e フレームに取り付けられた 2 個ののこ 車に,エンドレスの帯のこを掛けて緊張 慣用語 パンド ソー させ,一方ののこ車によって駆動し,テ ープル上又は送材装置で工作物を送っ て,主として縦びき切断する機械。 1 2 1 0 テーブル帯 帯のこ盤にテーブルを取り付けたもの のこ盤 で,工作物をテーブルに載せ,主として t a b l eb a n dr e s a w 縦ぴき切断する帯のこ盤。 1 2 1 1 テープ ルパン ドソー 手押テープ 工作物をテーブルに載せ,手動によって のこ車の直径及び ル帯のこ盤 送り,主として縦びき切断するテーブノレ 定規の聞き h a n df e e dt a b l eb a n d r e s a w 帯のこ盤(付園 3) 。 1 2 1 2 1 2 1 3 1 2 1 4 1 2 2 0 1 2 2 1 a u t o r o l l e rt a b l e b a n d r e s a w 自動ローラ 1 個の送りローラ及びその駆動装置によ のこ車の直径及び 送りテープ って,テープル上で工作物を送って,縦 定規の聞き ル帯のこ盤 ぴき切断するテーブノレ帯のこ盤。 複合自動口 2 個以上の送りローラ及びその駆動装置 のこ車の直径及び ーラ送り子 によって,テープル上又は下受けローラ 定規の聞き ーブル帯の で工作物を送って,縦びき切断するテー c o m p o s i t ea u t o r o l l e rt a b l eb a n d r e s a w こ盤 プル帯のこ盤(付園 4) ロ t a b l eb a n dr e s a w ローフ パンド ソー 履帯送り子 工作物をテーブノレ上の履帯装置で送り, のこ車の直径及び ーブル帯の 縦ぴき切断するテーブノレ帯のこ盤(付園 定規の聞き こ盤 5) 。 送材車付き 工作物を送材車に載せて送り,縦ぴき切 帯のこ盤 断する帯のこ盤。 wi出 creeping 自動送材車 工作物を送材車に載せ,手動操作又は遠 のこ車の直径及び s l a t b e d b a n ds a wm a c h i n e wi仕1 c a r r i a g e b a n ds a wm a c h i n e 付き帯のこ 隔操作の駆動装置によって送材車を往 ヘッドブロックの wi仕1 auto・ feed 盤 復させて工作物を縦びき切断する送材 有効聞き c a m a g e 車付き帯のこ盤(付園 6) 。 1 2 3 0 横形帯のこ フレームに取り付けられた左右 2 個の 盤 のこ車に,エンドレスの帯のこを掛けて h o r i z o n t a lb a n d r e s a w 緊張させ,一方ののこ車によって駆動 し,工作物を送材装置で送って,縦びき 切断する帯のこ盤。 1 2 3 1 h o r i z o n t a lb a n d 自動ローラ 2 個以上の送りローラ及びその駆動装置 送り横形帯 によって,テーブル上で工作物を送っ resawwi出 au加ー て,縦びき切断する横形帯のこ盤(付園 f e e dr o l l e r のこ盤 のこ車の直径 7) 。 1 2 3 2 履帯送り横 工作物を履帯装置に載せて送り,縦びき 形帯のこ盤 切断する横形帯のこ盤。 のこ車の直径 h o r i z o n t a lb a n d r e s a w w i t h c r e e p i n gs l a t b e d 横パン ドソー 4 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 1 2 3 3 自動送材車 工作物を送材車に載せ,手動操作又は遠 のこ車の直径 対応英語 慣用語 h o r i z o n t a lbandsaw 付き横形帯 隔操作の駆動装置によって送材車を往 machinewi出 のこ盤 復させて,工作物を縦びき切断する横形 a u t o f e e dc a r r i a g e ツイン帯の 左右勝手違いの 2 台の帯のこ盤をそれ こ盤 ぞれ工作物の送り方向に直角に移動す 帯のこ盤。 1 2 4 0 t w i nbandsaw m a c h i n e ツイン パンド るように向かい合わせに設置し,主とし て動力送りされる工作物を同時に 2 か 所縦びき切断する帯のこ盤。 1 2 4 1 台車式ツイ 工作物を載せた台車式送材装置を往復 のこ車の直径及び ン帯のこ盤 させて,縦びき切断するツイン帯のこ盤 両帯のこ盤聞の有 テーブルツ 工作物をテープル上のローラ,履帯など のこ車の直径及び イン帯のこ で送り,縦びき切断するツイン帯のこ盤 両帯のこ盤間の有 (付園 8) 。 1 2 4 2 盤 1 2 5 0 c a r r i a g et y p etwin bandsawm a c h i n e 効聞き (付園 9) 。 table 旬pe 同in b and sawmachine 効聞き タンデム帯 同一勝手の 2 台以上の帯のこ盤のそれ のこ車の直径及び のこ盤 ぞれ又はそのうちの 1 台以外を,工作物 帯のこ聞の有効開 の送り方向と直角に移動できるように き tandembandsaw m a c h i n e 縦列に設置し,動力送りされる工作物を 同時に 2 か所以上縦びき切断する帯の こ盤。 1 2 6 0 帯のこ盤用 f e e d i n ge q u i p m e n t 工作物を帯のこ盤に送り込む装置。 送材装置 1 2 6 1 自動送材車 f o r b a n dsaw m a c h i n e 工作物を載せ,手動操作又は遠隔操作に ヘッドブロックの よって保持し,帯のこ盤に送り込む装置 有効聞き a u t o f e e dc a r r i a g e (付園 10) 。 1 2 6 2 1 2 6 3 自動ローラ ローラによって工作物を帯のこ盤に送 送材装置 り込む装置。 履帯送り送 履帯によって工作物を帯のこ盤に送り 材装置 込む装置。 定規の聞き a u t o r o l l e rf e e d i n g de吋ce f o r b a n d sawmachine 定規の聞き c r e e p i n gs l a t b e d f e e d i n gd e v i c ef o r bandsawm a c h i n e (c) 丸のこ盤 定義 参考 番号 用語 1 3 0 0 丸のこ盤 丸のこによって主として工作物を縦ぴ 1 3 1 0 テーブル丸 テープル,定規などを備え,工作物をテ 使用できる丸のこ のこ盤 ーブル上に載せ,主として縦びき切断す の最大直径 ツイン丸の 1 本又は 2 本の主軸に 2 枚の丸のこを取 欄阪次きさの表し方 対応英語 c i r c u 1 a rsawmachine き又は横びき切断する機械。 c i r c u 1 a rsawb e n c h る丸のこ盤。 1 3 2 0 こ盤 t w i ncircul訂 saw り付け,工作物を同時に 2 か所縦びき切 m a c h i n e 断する丸のこ盤。 1 3 2 1 台車式ツイ 工作物を載せた台車式送材装置を往復 使用できる丸のこ ン丸のこ盤 させて,主として工作物を縦びき切断す の最大直径及び両 るツイン丸のこ盤(付園 11) 。 丸のこ聞の有効開 き c a r r i a g et y p etwin c i r c u 1 a rsaw m a c h i n e 慣用語 5 B0114:1997 番号 1 3 2 2 定義 用語 自動ローラ 工作物をローラ装置によって送り,縦ぴ 送りテープ き切断するツイン丸のこ盤。 欄脚次きさの表し方 対応英語 使用できる丸のこ r o l l e rtable 旬petwin c i r c u l a rsaw machine の最大直径及び両 丸のこ聞の有効開 ルツイン丸 のこ盤 1 3 2 3 参考 慣用語 き 履帯送り子 工作物を履帯装置によって送り,縦びき 使用できる丸のこ ーブルツイ 切断するツイン丸のこ盤。 の最大直径及び両 ン丸のこ盤 丸のこ聞の有効開 c r e e p i n gslatbed 旬pe t w i nc i r c u l a rsaw machine き 1 3 3 0 エジャ 1 本又は 2 本の主軸に丸のこを取り付 e d g e r け,工作物を下受けロール又はテーブノレ 上で動力送りして,縦びきし,耳すり, 幅決め,分割する丸のこ盤。 1 3 3 1 シングルエ 1 本の主軸に 1 枚の丸のとを取り付け 加工できる工作物 ジャ て,工作物の片側を縦びき切断するエジ の最大幅及び最大 ヤ。 厚さ並びに使用で s i n g l ee d g e r きる丸のこの最大 直径並びに丸のこ と定規の最大聞き 1 3 3 2 1 3 3 3 ダブルエジ 1 本又は 2 本の主軸に 2 枚の丸のとを取 使用できる丸のと ヤ り付け,丸のこの間隔を可変とし,工作 の最大直径及び両 物を動力送りして両端を縦びき切断す 丸のこ聞の有効開 るエジャ(付園 12) 。 き マルチプル 1 本又は 2 本以上の主軸に 3 枚以上の丸 加工できる工作物 エジャ のとを取り付け,その間隔を可変とし, の最大幅及び最大 工作物を動力送りして両端を含む数箇 厚さ並びに使用で 所を縦びき切断するエジャ。 d o u b l ee d g e r m u l t i p l ee d g e r きる丸のこの最大 直径並びに丸のこ の数 1 3 4 0 トリマ 工作物を横送りし,複数の丸のとで所定 t r i m m e r の長さに横びき分割する丸のと盤。 1 3 4 1 単軸トリマ 1 本の主軸に位置可変の 2 枚以上の丸の 加工できる工作物 s i n g l es p i n d l e こを取り付け,工作物を主としてチェー の最大長さ,使用で t r i m m e r ンによって動力送りして横びきするト きる丸のこの最大 直径及び丸のとの リマ。 数 1 3 4 2 多軸トリマ それぞれに主軸をもっ多数の丸のこを 加工できる工作物 並列に並べ,工作物を主としてチェーン の最大長さ,使用で によって動力送りして,選択的に数枚の きる丸のこの最大 丸のとを同時に作動させて横びきする トリマ(付園 13) 。 (d) 番号 t r i m m e r 直径及び丸のとの 数 その他ののこ機械 参考 定義 用語 欄脚次きさの表し方 1 4 1 0 m u l t i p l es p i n d l e おさのこ盤 数枚の長のこをのこ枠に取り付けて緊 加工できる工作物 張させ,垂直に上下運動させて,工作物 の最大幅及び最大 を動力送りし,縦びき切断するのこ機 高さ並びに長のこ 械。 の長さ及び行程 対応英語 企ame saw 慣用語 立のこ 盤 6 B0114:1997 (e) 木材乾燥機械 参考 定義 用語 番号 機防局大きさの表し方 1 5 0 0 1 5 1 0 木材乾燥機 帯のこ盤,丸のこ盤などで加工された工 械 作物を乾燥する装置。 熱気乾燥機 対応英語 慣用語 woodd r y e r 乾燥室内に工作物を桟積みし,その聞に 収容できる工作物 蒸気加熱管,電気加熱器などで加熱した の大きさ h e a t e droomd r y e r 空気又は燃焼ガスを循環させて乾燥さ せる装置。 1 5 2 0 減圧乾燥機 鉄製の缶体内に工作物を収容し,蒸気, 収容できる工作物 熱風,熱板,高周波などによって加熱し, の大きさ vacuumd r y e r その後缶体内を減圧して乾燥させる装 置。 1 5 3 0 除湿乾燥機 乾燥室内に工作物を桟積みし,除湿機に 収容できる工作物 よって湿度を低下させた空気を循環さ の大きさ d e h u m i d i f i c a t i o n d r y e r せて乾燥させる装置。 (の遇別機械 番号 用語 1 6 0 0 選別機械 1 6 1 0 外観選別機 定義 参考 欄府次きさの表し方 対応英語 慣用語 s o r t i n gm a c h i n e 工作物をその外観又は品質によって選 別する装置。 s o r t i n g m a c h i n e s仕ess g r a d i n g m a c h i n e 工作物を寸法,欠点などによって選別す appe紅ance る装置。 1 6 2 0 強度等級区 分機 工作物の強度推定に役立つヤング率な どを非破壊的に測定し,自動的に強度等 級を区分する装置。 1 6 3 0 保証荷重試 所定の荷重を負荷して,工作物が設定し 験機 た強度をもっているかどうかを検査す p r o o fl o a d e r る装置。 (g) 運搬装置 番号 用語 1 7 0 0 運搬装置 1 7 1 0 搬送装置 参考 定義 機防局大きさの表し方 対応英語 慣用語 t r a n s p o r te q u i p m e n t 工作物の搬送,積載及び転送を行う装 置。 c o n v e y m g e q u i p m e n t l o a d i n ge q u i p m e n t 工作物をベルト,チェーン,ローラなど によって搬送する装置。 1 7 2 0 積載装置 工作物を積込み,積下し又は転勤する装 1 7 3 0 転送装置 搬送中の工作物の送り方向を変える装 置。 t r a n s f e re q u i p m e n t 置。 (h) のこ仕上機械 参考 定義 用語 番号 欄脚次きさの表し方 1 8 0 0 のこ仕上機 械 帯のこ,丸のこ,長のとなどを加工して, ひき材に使用できる状態に仕上げる機 械。 対応英語 s a wd o c t o r i n g m a c h i n e 慣用語 7 B0114:1997 番号 1 8 1 1 定義 用語 帯のこ歯研 回転するといし車によって,帯のこの歯 削盤 形を整形仕上げする研削盤(付園 14) 。 参考 欄脚次きさの表し方 対応英語 慣用語 のこ受けの有効開 b a n ds a ws h a r p e n e r 帯のこ き及び研削できる 目立機 のこ歯の最大ピッ チ 1 8 1 2 帯のこ歯側 面研削盤 帯のこののこ歯側面を仕上げる研削盤 加工できる帯のこ の最大幅(のこ受け (付園 15) 。 saw...:旬。也 side d r e s s e r の有効聞き) 1 8 2 1 丸のこ歯研 回転するといし車によって,丸のこの歯 研削できる丸のこ 削盤 形を整形仕上げする研削盤。 の最大直径及びの u 1 a rs a w c i r c s h a r p e n e r 丸のこ 目立機 こ歯の最大ピッチ 1 8 3 1 長のこ歯研 回転するといし車によって,長のこの歯 研削できる長のこ 削盤 形を整形仕上げする研削盤。 の最大長さ及びの 企arne s a ws h a r p e n e r 長のこ 目立機 こ歯の最大ピッチ 1 8 4 1 帯のこ口一 一対のロールによって,帯のこを長手方 加工できる帯のこ ル機 向に圧延し,整形,腰入れ,背盛りなど の最大幅 b a n ds a ws仕etcher ストレ ッチャ の仕上加工をする機械(付園 16) 。 1 8 4 2 帯のこ加熱 腰入機 火口,定盤,保護板,案内装置などから 加工できる帯のこ なり,火炎によって帯のこを長手方向に の最大幅 加熱し,局部的に熱ひずみを与えて腰入 heatt怠nsioning e q u i p m e n tf o r b a n ds a w れ,背盛りなどの仕上加工をする機械。 1 8 5 1 ぱち形あさ 帯のこの歯先を動力によってプレスし 加工できる帯のこ り整形機 て,ばち形あさり出しと整形を行う機械 の最大幅及び最大 s w a g ese仕mg e q u i p m e n t オート セッタ 厚さ並びにのこ歯 (付園 17) 。 の最大ピッチ 1 8 5 2 のこ歯目打 動力によって打撃を与え,のこ歯に振り 振り目をすること saw...:加o也印刷ng 機 目を出す機械。 ができる帯のこ,丸 e q u i p m e n t 備考帯のこ,丸のこ,長のこ用が ある。 1 8 6 1 目振り 機 のこ,長のこの最大 寸法 帯のこ歯溶 歯先強化材料を帯のこの歯先に溶着す 加工できる帯のこ saw-too也 tipping 着機 る機械。 の最大幅及び最大 e q u i p m e n t 備考帯のこの送りが水平方向の ものと垂直方向のものとが 厚さ並びにのこ歯 の最大ピッチ ある(付園 18) 。 1 8 7 1 帯のこ切断 帯のこをせん断によって,切断する機 切断できる帯のこ 機 械。 の最大幅及び最大 b a n ds a ws h e a r 台切 厚さ (2) 集成材機械 (a) 継手加工機械 番号 2 1 0 0 2 1 1 1 定義 用語 参考 欄脚次きさの表し方 対応英語 c o u p l i n gp r o c e s s i n g m a c h i n e j o i n t e r s c a r f 継手加工機 工作物を縦継ぎするために木口面を切 械 削して継手を造る機械。 スカーフジ 主軸にフライスカッタ,かんな胴,丸の 加工できる工作物 こなどを取り付け,工作物の木口端面を の最大寸法(幅×厚 スカーブ状に切削加工する継手加工機 さ)及び傾斜角度 ョインタ 械。 慣用語 8 B0114:1997 番号 定義 用語 参考 欄脚次きさの表し方 2 1 1 2 フィンガジ カッタなどで工作物の木口面をフィン 加工できる工作物 ヨインタ が状に切削加工する継手加工機械。 の最大寸法(幅×厚 備考フィンガ面に接着剤を塗布 さ×長さ)並びに移 できるものもある(付園 19) 。 動テーブノレの幅及 対応英語 慣用語 f i n g e rjoint怠r び長さ (b)接着剤塗布機械 番号 参考 定義 用語 欄脚次きさの表し方 2200 接着剤塗布 機械 対応英語 慣用語 g l u ea p p l i c a t o r スカーフ面,フィンガ面,ラミナ面など に接着剤を一定量塗布又は転写する機 械。 備考ローラによるもの,噴射によ るものなどがある。 (c) 集成機械 番号 参考 定義 用語 機働材にきさの表し方 2300 集成機械 接着剤を塗布した工作物を油圧などに 対応英語 a民ç-egating m a c h i n e よって,圧縮する機械。 2 3 1 1 縦継ぎプレ 継手面に接着剤が塗布された工作物を 縦継ぎできる工作 ス 油圧などによって縦継ぎする機械。 物の最大幅及び総 備考 1. ロールの回転差によって f i n g e rj o i n tp r e s s 圧締力 プレスするもの又は工作 物の端面から加圧するも のもある。 2 . 縦継ぎ後,定尺切断する機 能をもつものがある(付図 20) 。 2 3 2 1 横はぎプレ 板材の表面又は側面を平面状に並べて, 製造できる製品の ス 板材の片側から圧力を加えて集成板を 最大寸法(長さ×幅 造る機械。 ×厚さ)及び総圧締 備考加圧と同時に加熱するもの h o r i z o n t a lp a t c h i n g p r e s s 力 もある。 2 3 3 1 スカーフジ スカーフ状に加工された継手面に接着 定盤の大きさ(幅× ョイントプ 剤を塗布した工作物を定盤の聞にスカ 長さ),定盤の最大 レス ーフを合わせてーないし数組み挿入し, 聞き及び総圧締力 s c a r f j o i n tp r e s s 可動定盤を作動させ圧締する機械。 備考加圧と同時に加熱するもの もある。 2 3 4 1 積層プレス 接着剤を塗布した集成板又はひき板を 製造できる製品の 積み重ねて定盤の聞に挿入し,可動定盤 最大寸法(長さ×幅 を油圧などによって作動させ圧締集成 ×厚さ)及び総圧締 する機械。 力 備考加圧と同時に加熱するもの もある。 acωmulating p r e s s 慣用語 9 B0114:1997 (d) その他の集成材機械 参考 定義 用語 番号 機働材にきさの表し方 2 9 1 0 対応英語 連続ラミナ 継手加工機械,接着剤塗布機械,縦継 製造できる製品の 製造装置 ぎプレスなどを搬送装置によってライ 最大寸法(長さ× ン化し,工作物を自動送りしてラミナ 幅×厚さ) a g g r e g a t e dwood m a n u f a c t u r i n g e q u i p m e n t 工作物の最大幅 lamina白 edge 慣用語 を連続製造する装置。 2 9 2 1 集成材自動 回転する左右立軸を複数個備え,工作 耳取り盤 物を自動送りしながら,工作物端面を t r i m m e r 切削加工する機械。 備考主軸の位置決めを数値制御 するものもある。 2 9 3 0 強度等級区 工作物の強度推定に役立つヤング率な 分機 どを非破壊的に測定し,自動的に強度 g r a d i n g m a c h i n e s仕ess 等級を区分する装置 (1620 参照)。 (3) 合板機械 (a) 単板製造機械 参考 定義 用語 番号 欄府次きさの表し方 3 1 0 0 単板製造機 単板を製造するための機械。 械 3 1 1 1 3 1 2 1 ログパーカ 刃物又はカッタによって原木の樹皮,異 加工できる原木の 物を取り除き表面を整形する機械(付園 最大直径及び最大 2 1)。 長さ レースチャ 単板製造上の最適中心とベニヤレース 取り付けることが ージャ の主軸の中心とが一致するように,原木 できる原木の最大 を自動的に送り込む機械。 長さ及び最大直径 対応英語 慣用語 v e n e e r m a n u f a c t u r i n g m a c h i n e l o gb a r k e r l a t h ec h a r g e r 備考原木の断面形状を自動計測 し,コンピュータ処理して, 最適な中心を決定する機械 もある(付園 22) 。 3 1 3 1 v e n e e rl a t h e ベニヤレー 原木を回転させ,自動送りされるかんな 刃物取付面の長さ ス 台に取り付けられた刃物によって切削 及び加工できる原 リレー し,所定の厚さの単板を連続的に製造す 木の最大直径 ス ロータ る機械(付園 23) 。 3 1 4 1 ハーフラウ 原木又はフリッチを回転させ,自動送り 刃物取付面の長さ ンドベニヤ されるかんな台に取り付けられた刃物 及び主軸中心から レース h a l f r o u n dv e n e e r l a t h e によって切削し,所定の厚さの単板を断 刃先までの最大距 リレー 離 ス 加工などによって作られる 長方形断面をもっ厚い板材。 角に多少丸みがあってもよ し、。 スライサ ロータ 続的に製造する機械。 備考フリッチとは,ひき(挽)材 3 1 5 1 ハーフ 刃物又はフリッチを往復運動させて切 刃物取付面の長さ, 削し,所定の厚さの単板を製造する機械 切削できるフリッ で,水平方向に往復運動させる横形スラ チの最大厚さ及び イサと,垂直方向に往復運動させる縦形 最大行程 スライサがある。 v e n e e rs l i c e r 1 0 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 3 1 6 1 単板巻取り ベニヤレースで切削された単板を,自動 巻戻し機械 的にリーノレに巻き取り,集積し,これを 対応英語 リーノレの有効長さ v e n e e rr e e l i n ga n d u n r e e l i n gm a c h i n e リーノレの有効長さ v e n e e rr e e l i n g m a c h i n e r e e l e dv e n e e rt r a y 慣用語 自動的に巻き戻して,次の工程に供給す る一連の機械(付園 24) 。 3 1 6 2 31ω 3 1 6 4 単板巻取り ベニヤレースで切削された単板を,自動 機械 的にリーノレに巻き取る機械。 巻玉ストツ 単板巻取り機械で巻き取った単板を集 集積できる棚の幅 ク棚 積する棚。 及び長さ 単板巻戻し リーノレに巻き取って集積した単板を自 リーノレの有効長さ 機械 動的に巻き戻して,次の工程に供給する v e n e e ru n r e e l i n g m a c h i n e a u t o m a t i cs t a c k e r 機械。 3 1 7 1 レース直結 ベニヤレースの後に直結したクリッパ 処理できる単板の スタッキン によって単板を定尺に切断し,仕分けと 最大寸法(幅×長 たい(堆)積を自動的に行う装置(付園 さ)及びたい積数 グ装置 25) 。 3 1 8 1 クリッパ 刃物の上下運動,揺動運動又は水平回転 裁断できる単板の 体に取り付けられた刃物によって,単板 最大裁断幅 v e n e e rc l i p p e r 単板切 断機 を自動的に切断する機械。 備考調板機械としても用いられ る(付園 26) 。 (b)単板乾燥機械 参考 定義 用語 番号 機働材にきさの表し方 3 2 0 0 単板乾燥機 自動送りされる単板色熱風によって乾 械 燥する機械。 対応英語 veneer 世yer 慣用語 ドライ ヤ 備考熱風は,主として単板の送り 方向と平行又は直角方向に 強制循環させる。 3 2 1 1 ローラ乾燥 単板を一対のローラの聞に挟んで連続 ローラの長さ及び 機 的に送り,乾燥する機械(付園 27) 。 段数並びに加熱セ r o l l e rd r y e r ドライ クシヨン数 3 2 2 1 3 2 3 1 連続乾燥機 熱板乾燥機 単板をネット(金網),ワイヤなどによ ネットの幅及び段 って連続的に送り,乾燥する機械(付園 数並びに加熱セク 28) 。 ション数 単板を熱板の間に差し入れ,圧締・解除 熱板の大きさ(幅× を繰り返して乾燥する機械。 長さ)及び段数 ロープ ヤ c o n t i n u o u sd r y e r パンド ドライ ヤ h o tplat怠 dryer 備考熱板は多段,水平のものが多 し、。 3 2 4 1 w i c k e td r y e r ウィケット 機内を循環するウィケット(単板棚)の 単板棚の大きさ(幅 乾燥機 聞に単板を差し入れ,乾燥する機械。 ×長さ),単板棚枚 ットド 数及び加熱セクシ ライヤ ウィケ ョン数 3 2 5 1 単板乾燥機 単板乾燥機に単板を自動的に差し入れ 処理できる単板の フィーダ る機械。 最大寸法(幅×長 a u t o m a t i cf e e d e rf o r veneer 世yer さ) 3 2 6 1 単板乾燥機 単板乾燥機から出てくる単板を自動的 処理できる単板の アンローダ に取り出す機械。 最大寸法(幅×長 さ) オート フィー ダ u n l o a d e rf o rv e n e e r d r y e r ドライ ヤアン ローダ 1 1 B0 1 1 4:1 9 9 7 番号 3 2 7 1 定義 用語 参考 欄脚次きさの表し方 対応英語 乾燥機直結 単板乾燥機の搬出側に設置され,乾燥単 処理できる単板の コンペヤ 板を自動的に次の工程の機械(単板横は 最大寸法(幅×長 ぎ機,単板選別積込装置など)へ搬送す さ) c o n v e y m gsys白m d i r e c t 1 yc o n n e c t e d w i t hv e n e e rd r y e r v e n e e rs t a c k e r 慣用語 るコンベヤシステム。 3 2 8 1 (c) ベニヤスタ 選別された単板を所定の位置にたい積 処理できる単板の ッカ する機械(付園 29) 。 最大寸法(幅×長 ョンス さ) タッカ 調板機械 参考 定義 用語 番号 機防局大きさの表し方 3 3 0 0 3 3 1 1 3 3 2 1 サクシ 対応英語 慣用語 v e n e e rprep 訂mg m a c h i n e 調板機械 単板の切断,接合,補修などを行う機械。 テンダライ 単板のねじれ,反りなどの変形を抑制す 加工できる単板の ザ る機械(付園 30) 。 最大幅 ベニヤジョ 多数の単板を重ねて押さえ,その端縁を テープルから単板 インタ 切断する機械。 押さえ装置までの t怠nderizer テンダ v e n e e rj o i n t e r ギロチ ン 最大高さ及び切断 できる単板の最大 長さ 3 3 2 2 スカーフマ 単板の端部にスカーフ加工をする機械。 3 3 3 0 3 3 3 1 単板接合機 単板の接合面を突き合わせて,テープ, 接合できる単板接 接着剤などによって接合する機械。 合面の最大長さ ベニヤテー 2 枚の単板の接合面を突き合わせて,テ 接合面の最大長さ ピングマシ 一プによって連続的に接合する機械。 及びコラムから接 3 3 3 3 s c a r fm a c h i n e v e n e e rJommg m a c h i n e v e n e e rt a p i n g m a c h i n e 合位置までの距離 J ‘ 3 3 3 2 加工できる単板の 最大幅 シン ベニヤスプ 2 枚の単板接合面に接着剤を塗布し,繊 接合面の最大長さ ライサ 維方向に自動送りして熱圧接着する機 及びコラムから接 v e n e e rs p l i c e r 械。 合位置までの距離 単板横はぎ 単板を繊維と直角方向に搬送しつつ前 接合面の最大長さ 機 縁・後縁を平行に切断し,接合する機械 v e n e e re d g eg l u i n g m a c h i n e 単板縦継ぎ 単板を繊維方向に搬送しつつ前端・後端 接合面の最大長さ 機 を切断し,接合する機械。 パッチング 単板の不良箇所を打抜きによって除去 加工できる単板の マシン し,更にその箇所に埋木をする機械。 最大幅及び打抜き v e n e e re n dg l u i n g m a c h i n e v e n e e rp a t c h i n g m a c h i n e (付園 31) 。 3 3 3 4 3 3 4 1 パッチ マシン できる最大寸法 3 3 5 1 単板仕組装 接着前の工程において,あらかじめ単板 処理できる単板の 置 の組合せを行う装置(付園 32) 。 最大寸法(幅×長 v e n e e ra s s e m b l y e q u i p m e n t ベニヤ セッタ さ)及び単板組合せ 数 (d) 接着機械 番号 定義 用語 参考 欄脚次きさの表し方 3 4 0 0 接着機械 対応英語 慣用語 g l u i n gm a c h i n e 接着剤の調合,被接着材に対する塗布及 ぴ圧締を行う機械。 3 4 1 1 グルーミキ 接着剤及び添加物をかくはん(撞枠)し, かくはんできる最 サ 混合する機械。 大容量 g l u em i x e r ミキサ 1 2 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 3 4 2 1 グルースプ 単板,板材などの接着面に,回転するロ レッダ ーラによって一定量の接着剤を塗布す ローラの長さ 対応英語 g l u es p r e a d e r 慣用語 スプレ ッダ る機械(付園 33) 。 3 4 3 1 レイアップ 単板への接着剤塗布,重ね合わせ,たい 処理できる単板の 装置 積などの作業を自動的に行う装置(付園 最大寸法(幅×長 l a y u pe q u i p m e n t さ)及び単板の組合 34) 。 せ数 3 4 3 2 単板積層 単板に接着剤を塗布し,そのスカーブ面 処理できる単板の 材・単板積層 を合わせながら設定された積層数に重 最大寸法(幅×長 板用レイア ね合わせていく装置。 ップ装置 l a y u pe q u i p m e n tf o r l出世na白 d v e n e e r さ)及び単板組合せ lumber 姐d 数 l出世na白 d v e n e e r b o a r d 3 4 4 1 3 4 5 1 コールドプ 接着剤を塗布した単板,板材などを定盤 定盤の大きさ(幅× レス の聞に挿入し,可動定盤を油圧などによ 長さ),定盤間の最 って作動させて常温で圧締する機械(付 大聞き及び総圧締 園 35) 。 力 高周波プレ ス 接着剤を塗布し,積層された単板を圧締 処理できる単板の しながら高周波加熱して接着する機械。 最大寸法(幅×長 c o l dp r e s s high 企equency p r e s s さ)及び積層高さ 3 4 6 1 ホットプレ 接着剤を塗布した単板,板材などを熱板 熱板の大きさ(幅× ス の聞に挿入し,可動定盤を油圧などによ 長さ) ,熱板の数及 って作動させて加熱圧締する機械。 ぴ総圧締力 h o tp r e s s 備考縦形及び横形がある(付園 36) 。 3 4 6 2 単板積層 接着剤を塗布した積層単板を固定熱板 熱板の大きさ(幅× 材・単板積層 上で可動熱板を開閉させ,積層単板をそ 長さ)及び最大聞き 板用ホット の動きに合わせて移送しながら加熱圧 並びに総圧締力 プレス 締する機械。 h o tp r e s sf o r l出世na白 d v e n e e r lumber 姐d lar由nated v e n e e r b o a r d 3 4 7 1 ローダアン ホットプレスの段数に応じた棚をもち, 棚の有効寸法及び ローダ 単板,板材などを各段同時にホットプレ 段数 a u t o m a t i cl o a d e rand u n l o a d e r スに挿入し,圧締後に取り出す装置。 (e) 合板仕上機械 参考 定義 用語 番号 機働材にきさの表し方 3 5 0 0 合板仕上機 合板を所定の寸法に切断する機械及び 械 表面を切削,研削,塗装などによって仕 対応英語 plywoodf i n i s h i n g machine 上げる機械。 3 5 1 1 ダブルサイ 合板などを自動送りし,主として 2 枚の 切断できる工作物 ザ 丸のこによって,所定の寸法に切断する の最大幅 機械。 備考 2 台組み合わせて所定の縦・ 横の寸法に切断する場合が 多い(付園 37) 。 d o u b l es i z e r 慣用語 1 3 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 3 5 2 1 ワイドベル 回転する 2 本以上のドラムに掛けられ トサンダ た 1 枚のエンドレス研磨布紙によって, の最大幅及び研削 自動送りされる合板などの表面を研削 ヘッドの数 研削できる工作物 対応英語 慣用語 wideb e l ts a n d e r する機械。 備考研削ヘッドを二組以上組み 合わせたものもある。 3 5 3 1 ドラムサン 回転するドラムの外周面に巻き付けた 研削できる工作物 ダ 研磨布紙によって,自動送りされる合板 の最大幅及びドラ などの表面を研削する機械。 ムの数 備考 drums a n d e r ドラムは 2 本以上のものが多 し、 3 5 4 1 スタッカ 選別仕上加工された合板,板材などを所 処理できる工作物 定の位置に積載する機械(付園 38) 。 の最大寸法(幅×長 s t a c k e r スタッ さ)及び選別数 3 5 5 1 ローラプレ 紙,布,単板などを一対のローラによっ ゲート カ ローラの長さ r o l l e rp r e s s ローラの長さ r o l l e rc o a t e r て連続的に合板,板材などの表面に積層 ス 接着する機械。 3 5 6 1 ローラコー 回転する一対のローラによって合板な タ どの表面に一定量の塗料を塗布する機 械。 3 5 6 2 フローコー ベルトコンベアなどによって送られる 塗布できる工作物 タ 合板などの表面に一定量の塗料を注流 の最大幅 f l o wcoater, curt血n c o a t e r s p r a ycoat怠r 装置によって塗布する機械。 3 5 6 3 スプレコー ベルトコンベアなどによって送られる 塗布できる工作物 タ 合板などの表面に一定量の塗料を噴霧 の最大幅 装置によって塗布する機械。 3 5 7 1 グルーパ 主として合板などの表面に溝付け加工 加工できる工作物 をする機械。 の最大幅 g r o o v i n gmachine 溝削り 機 (町合板工具研削機械 番号 定義 用語 参考 欄脚次きさの表し方 3 8 0 0 3 8 1 1 合板工具研 回転するといし車によって,主として各 削機械 種の合板用工具を研削する機械。 ベニヤナイ 刃物を刃物取付台に固定し,刃先の全長 フ研削盤 にわたり回転するといし車を往復運動 させて研削仕上げする機械。 備考主として,ベニヤレース用, スライサ用及びクリッパ用 刃物の研削に使用する(付園 39) 。 対応英語 慣用語 g r i n d i n gmachineof t o o l sf o rplywood m a n u f a c t u r i n g m a c h i n e r y 刃物取付面の長さ ナイフ v e n e e rk n i f e g r i n d i n gmachine グライ ンダ 1 4 B0 1 1 4:1 9 9 7 (4) パーティクルボード機械 (a) 原料処理機械 参考 定義 用語 番号 機防局大きさの表し方 4 1 0 0 原料処理機 パーティクルボード用小片の製造のた 械 めの前処理を行う機械。 パーカ 原木の樹皮を取り除く機械 (1120 参照)。 対応英語 慣用語 r a wm a t e r i a l p r e p a r i n gm a c h i n e forp虹ticlebo紅d 4 1 1 0 4 1 1 1 ヘッド 1\ー 回転する工具を原木の外側に押し付け, 加工できる原木の カ 原木を回して樹皮を取り除くパーカ 最大直径 b a r k e r h e a db a r k e r カット ノミーカ (1122 参照)。 4 1 1 2 ドラムパー 回転ドラムの一端から原木を連続的に ドラムの長さ及び カ 投入し,摩擦作用によってはく皮し,他 内径 drumb a r k e r 端からはく皮された材を取り出す機械。 4 1 1 3 4 1 2 1 ジヱツト 1\ 原木を回してジェット水流によって樹 加工できる原木の ーカ 皮を取り除くパーカ 最大直径 シュレッダ 原材料をスイング‘ハンマによって破砕 ハンマの回転直径, し,カッテイング‘パーによってせん断 重量・個数,投入口 し,更にスイングハンマ及びグレードパ の大きさ (1124 参照)。 j e tb a r k e r 水圧パ ーカ s h r e d d e r ーによる衝撃,擦りつぶし,圧縮効果で, 後の処理に適した大きさに調整する機 械。 4 1 3 1 2 軸せん断破 互いに内向きに回転している 2 軸のカ カッタの直径,長 砕機 ッタ輸によって原材料を内側に引き込 さ,投入口の大きさ paddle 旬pe s h r e d d e r み,カッタの外周エッジのせん断力によ って連続的に破砕する機械。 4 1 4 1 クロスペル ベルトコンベア上を流れる木片中に混 上部ベルト及び電 ト形磁気選 入している金属片を,その上部に交差し 磁石の幅 別機 て走行するコンベアをつり下げ,コンベ c r o s sbelt 旬pe m a g n e t i c sep訂a加r アの内側に電磁石によって,連続的に吸 引除去する機械。 4 1 4 2 ドラム形磁 回転するドラムに電磁石を組み込み,コ 気選別機 ンベア上を流れる木片中に混入してい チップ金属 電磁気現象を利用して木片中に混入し 検知器 ている金属片を検知し,除去装置を稼動 ドラムの直径及び 長さ 世田n 旬pe m a g n e t i c sep訂a加r る金属片を吸引除去する機械。 4 1 4 3 検知幅 m e t a ld e t e c t o r sf o r c h i p コンベア幅 c h i pw a s h e r させる機械。 4 1 4 4 チップ水洗 コンベア上でチップを水中に通し,洗浄 機 及び異物の除去を行う機械。 (b)小片製造機械 参考 定義 用語 番号 機防局大きさの表し方 4 2 0 0 4 2 1 0 小片製造機 パーティクルボード用小片を製造する 械 機械。 粗砕機 原料木材を切削又は破砕して小木片に する機械。 対応英語 P紅tic1e manufac回出19 m a c h i n e co訂se r e d u c t i o n m a c h i n e 慣用語 15 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 4 2 1 1 ディスクチ ツJ、 円盤面に取り付けられたナイフに対し ディスクの直径及 て,原料木材を繊維方向に斜めに送り込 ぴナイフ数 対応英語 慣用語 d i s kc h i p p e r み,特定の繊維長の小木片を製造する機 械。 4 2 1 2 ドラムチツ J 、 回転するシリンダ外周面に取り付けら シリンダの直径及 れたナイフに対して,原料木材を送り込 ぴ幅,ナイフ数 drumc h i p p e r ホッグ マシン み,打撃と切削とを同時に行い,小木片 を製造する機械。 4 2 2 0 削片製造機 f l a k e r 原料木材又は小木片を切削して削片に する機械。 4 2 2 1 ディスクフ 円盤面に取り付けられたナイフに対し ディスクの直径及 レーカ て,繊維方向を円盤面と平行にして原料 びナイフ数 d i s kf l a k e r 木材を送り込み,削片を製造する機械。 4 2 2 2 ドラムフレ ーカ シリンダ外周面に取り付けられたナイ シリンダの直径及 フに対して,長尺の原料木材を繊維に平 ぴ長さ d r u m f l a k e r 行に押し付け,平面に近い削片を製造す る機械。 4 2 2 3 リングフレ 内部の回転翼の遠心力によってはね飛 ナイフ輸の直径及 ーカ ばされた小木片を,外側で逆回転してい ぴ幅 k n i f er i n gf l a k e r るナイフ輸によって切削し,削片を製造 する機械。 4 2 3 0 精砕機 小木片又は削片を再破砕又は磨砕して 細分し,形状をそろえる機械。 4 2 3 1 クラッシャ ロータに取り付けられたハンマが遠心 回転部直径及び幅 p r e c i s er e d u c t i o n m a c h i n e c r u s h i n gm a c h i n e 的に高速回転し,外周内面の磨砕部及び ハンマ ミノレ スクリーンによって,小片の形を整える 機械。 4 2 3 2 ディスクリ 回転する磨砕デ、イスクによって,微細片 ファイナ を造る機械。 ディスクの直径 d i s k r e f m e r c y l i n d e rr e f i n e r 備考シングルデ司イスクタイプと ダブルディスクタイプとが ある。 4 2 3 3 シリンダリ スクリーン輸とその内側の打撃翼輪(イ スクリーン輸の直 ファイナ ンベラ)とが,互いに反対方向に高速回 径及び幅 転し,微細片を造る機械。 4 2 3 4 (c) 生材小片供 生材小片を貯蔵し,連続して定量供給す 給装置 る装置。 容量 用語 参考 定義 欄脚次きさの表し方 4 3 1 1 小片乾燥機 自動送りされる小片を熱風によって均 械 等に乾燥する機械。 対応英語 ロータリド 回転する横形円筒内壁の翼によって供 円筒の直径及び長 ライヤ 給された小片が,落下運動によって熱風 さ 口一子ーシ 横形円筒内部で回転するコイル状の蒸 円筒の直径及び長 ョンドライ 気パイプに小片を接触加熱すると同時 さ ヤ に,コイル外周の翼によって小片をかき 上げ前進させて乾燥する機械。 慣用語 p a r t i c l ed r y e r r o t a r yd r y e r トロン メノレド にさらされ,乾燥される機械。 4 3 1 2 ウェット サイロ 小片乾燥機械 番号 4 3 0 0 w e tp a r t i c l e c o n v e y o r s i l o ライヤ n a 1d r y e r r o t a t i o 16 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 対応英語 欄脚次きさの表し方 4 3 1 3 ジヱツトド 横形円筒炉の全長にわたり下方から熱 円筒の直径及び長 ライヤ 風を円筒の内面に沿って接線方向に吹 さ 慣用語 j e td r y e r き上げ,小片を長軸方向に移動させなが ら乾燥する機械。 4 3 1 4 4 3 1 5 (d) フラッシュ 小片をパイプで熱風によって送り,乾燥 パイプの直径及び ドライヤ する機械。 長さ 監燥小片供 乾燥小片を貯蔵し,連続して定量供給す 容量 給装置 る装置。 f l u s ht u b ed r y e r 世y p a r t i c l e c o n v e y o rs i l o 定義 用語 参考 対応英語 欄脚次きさの表し方 4 4 1 1 4 4 1 2 4 4 1 3 (e) ボード製造に必要な大きさの小片を得 械 るために小片の仕分けをする機械。 気流分級機 下から吹き上げる空気で,小片の仕分け 円筒の直径及び高 をする機械。 さ 振動ふるい 大小 2 種類のメッシュのふるいを振動 ふるいの大きさ(縦 分級機 させて,小片の仕分けをする機械。 ×横) 揺動ふるい 大小 2 種類のメッシュの円形のふるいを揺 ふるいの直径 分級機 動させて,小片の仕分けをする機械。 a i rs i f t e r v i b r a t i o ns c r e e n u 1 a ra n dgyra加ry c i r c s c r e e n 成板機械 定義 用語 参考 対応英語 欄脚次きさの表し方 成板機械 p a r t i c l e b o a r d m a n u f a c t u r i n g m a c h i n e g l u em i x e r 小片に接着剤を塗布して成形熱圧し,所 定の寸法のボードにする工程の諸機械。 4 5 1 0 4 5 2 0 グルーミキ 液状接着剤を所定濃度にすると同時に, サ 必要な添加剤を混合する機械。 グループレ 小片に接着剤を連続的に塗布する機械。 g l u eb l e n d e r 移動する当て板上で小片を所定のマッ s p r e a d i n gm a c h i n e ンダ 4 5 3 0 フオーミン グマシン トの幅及び厚さに,連続的にマット状に たい積させる機械。 4 5 3 1 4 5 3 2 4 5 4 0 4 5 5 0 風力分級フ 落下する小片に横気流を与え,小片形状 オーミング を分級しながら連続的にたい積させる マシン 機械。 重力分級フ 落下する小片を機械的に跳ね飛ばし,小 オーミング 片形状を分級しながら連続的にたい積 s h i : f ts p r e a d i n g m a c h i n e たい積幅 国r たい積幅 g r a v i t ys h i f t s p r e a d i n g m a c h i n e matwei出ing u n i t マシン させる機械。 マットひょ 熱圧前のコンベア上で小片マットを 1 コンベアの長さ及 う量機 枚ごとにひょう(秤)量する機械。 ぴ幅 J\ ーティク 小片マットを加熱圧締する機械。 h o tp r e s sf o r p a r t i c l e b o a r d ルボード用 ホットプレ ス 4 5 5 1 慣用語 p a r t i c l ec l a s s i f i e r 小片分級機 番号 4 5 0 0 サイロ 小片分級機械 番号 4 4 0 0 ドライ パーティク 小片マットを熱板の間に挿入し,可動定 熱板の大きさ(長さ ルボード用 盤を油圧などによって作動させて加熱 ×幅) ,段数及び総 パッチ式ホ 圧締する機械。 圧締力 ツトプレス 備考多段のものと 1 段のものとが batch 旬pe h o tp r e s s f o rp a r t i c l e b o a r d 慣用語 1 7 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 対応英語 慣用語 ある。 4 5 5 2 連続プレス 帯状の小片連続マットを,スチールベル トの聞に送入し,加熱圧締して,エンド プレスの長さ及び c o n t i n u o u sp r e s s 中冨 レスのボードを造る機械。 4 5 5 3 カレンダプ 薄くたい積された小片連続マットを,大 スチールベルトの レス 径の熱ローラとスチールベルトとの間 幅及び熱ローラの に送入し,加熱圧締してエンドレスの薄 直径 c a l e n d e rp r e s s いボードを造る機械。 4 5 5 4 蒸気噴射プ 上下の熱盤から小片マットの中に高温 レス 高圧の水蒸気を噴射して,熱盤による加 熱盤の大きさ steam 明 ectíon p r e s s 熱と併用して圧締する機械。 4 5 6 1 4 5 6 2 s i m u l t a n e o u sc l o s i n g 同時圧締装 多段ホットプレスにおいて,各熱板を同 置 時に閉鎖させる装置。 ローダアン ホットプレスの段数に応じた棚をもち, 棚の有効寸法及び マットを各段同時にホットプレスに挿 段数 ローダ de吋ce a u t o m a t i cl o a d e ra n d u n l o a d e r 入し,圧締後に取り出す装置 (3471 参 照)。 (町 パーティクルポード仕上機械 番号 定義 用語 参考 欄席次きさの表し方 4 6 0 0 4 6 1 1 J\ ーティク パーティクルボードを所定の寸法に切 ルボード仕 断する機械及び表面を研削して仕上げ 上機械 る機械。 ワイドベル 回転する 2 本以上のドラムに掛けられ 研削できる工作物 トサンダ た 1 枚のエンドレス研磨布紙によって, の最大幅及び研削 自動送りされるパーティクルボードな ヘッドの数 対応英語 慣用語 particlebo訂d f i n i s h i n gm a c h i n e w i d eb e l ts a n d e r どの表面を研削する機械。 備考研削ヘッドを二組以上組み 合わせたものもある (3521 参 照)ロ 4 6 2 1 ドラムサン 回転するドラムの外周面に巻き付けた 研削できる工作物 ダ 研磨布紙によって,自動送りされるパー の最大幅及びドラ ティクルボードなどの表面を研削する ムの数 drums a n d e r 機械。 備考 ドラムは 2 本以上のものが多 い (3531 参照)。 4 6 3 1 マルチプル パーティクノレボードを自動送りし,主と 切断できるボード サイザ して 2 枚以上の丸のこで,所定の寸法に の最大寸法(長さ× 切断する機械。 m u l t i p l es i z e r マルチ サイザ 幅) 備考のこ軸が移動できる機械も ある。 4 6 4 1 スタッカ 処理できる工作物 ドなどを所定の位置に積載する機械 の最大寸法(幅×長 スタッ さ)及び選別数 カ (3541 参照)。 4 6 5 1 s t a c k e r 選別仕上加工されたパーティクノレボー オ -J(ーレ パーティクルボードの表面に樹脂含浸 熱盤の大きさ(長さ イ用ホット 紙などを熱圧によっては(貼)り合わせ ×幅) プレス る機械。 備考 1 段のものと多段のものとが ある。 o v e r l a y i n gh o tp r e s s ゲート 18 B0 1 1 4:1 9 9 7 (5) ファイパボード機械 (a) 原料処理機械 参考 定義 用語 番号 機防局大きさの表し方 5 1 0 0 5 1 1 0 5 1 1 1 原料処理機 繊維板用原料の製造のための前処理を 械 行う機械。 パーカ 原木の樹皮を取り除く機械 (1120 参照)。 ヘッド 1\ー 回転する工具を原木の外側に押し付け, 加工できる原木の カ 原木を回して樹皮を取り除くパーカ 最大直径 対応英語 r a wm a t e r i a l p r e p a r i n gm a c h i n e f o rf i b e r b o a r d b a r k e r h e a db a r k e r 慣用語 カット ノ〈ーカ (1122 参照)。 5 1 1 2 ドラムパー 回転ドラムの一端から原木を連続的に ドラムの長さ及び カ 投入し,摩擦作用によってはく皮し,他 内径 drumb a r k e r 端からはく皮された材を取り出す機械 (4112 参照)。 5 1 1 3 5 1 2 0 5 1 2 1 ジヱツト 1\ 原木を回してジェット水流によって樹 加工できる原木の ーカ 皮を取り除くパーカ 最大直径 チップ選別 蒸煮処理に必要な大きさの小木片を得 機 るためにその仕分けをする機械。 撮動ふるい 大小 2 種類のメッシュのふるいを振動 ふるいの大きさ(縦 分級機 させて,小木片の仕分けをする機械 ×横) (1124 参照)。 j e tb a r k e r 水圧パ ーカ c h i ps c r e e n i n g m a c h i n e v i b r a t i o ns c r e e n (4412 参照)。 5 1 2 2 揺動ふるい 大小 2 種類のメッシュの円形のふるい 分級機 を揺動させて,小木片の仕分けをする機 ふるいの直径 c i r c u l a ra n dgyra加ry s c r e e n 械 (4413 参照)。 (b)ファイパ製造機械 参考 定義 用語 番号 欄脚次きさの表し方 5 2 0 0 ファイパ製 日ber m a n u f a c t u r i n g ロータリパノレブを介して供給されたチ m a c h i n e c o n t i n u o u sd i g e s t e r 造機械 5 2 1 0 連続蒸煮装 置 対応英語 繊維板用ファイパを製造する機械。 慣用語 ップをスクリューで送りながら,高圧蒸 気によって連続的に蒸煮,軟化する装 置。 5 2 2 0 蒸煮解繊装 チップを蒸煮した後,解繊デ、イスクに投 置 入して磨砕によって繊維板用ファイパ ディスクリ 蒸煮され軟化したチップを磨砕してフ ファイナ ァイパを製造する機械。 d e f i b r a t i n gm a c h i n e を製造する装置。 5 2 2 1 ディスクの直径 d i s kt y p er e f m e r ディスクの直径 c o n t i n u o u s p r e s s u r i z e dd i s k r e f m e r 備考シング)レディスクタイプと ダブノレデ、イスクタイプとが ある。 5 2 2 2 連続蒸煮高 蒸煮装置と加圧形リファイナとを一体 圧解繊装置 化したシステムで,ファイパを連続的に 製造する装置。 備考シングノレディスクタイプ σSDR) とダブノレディスクタ イプ σDDR) とがある。 解織機 1 9 B0 1 1 4:1 9 9 7 ( c ) ファイパ乾燥機械 参考 定義 用語 番号 機防局大きさの表し方 5 3 0 0 5 3 1 1 ファイパ乾 対応英語 慣用語 : t i b e rd r y e r 乾式繊維板を製造するためのファイパ 燥機械 を連続的に乾燥する機械。 ジヱツトド 横形円筒炉の全長にわたり下方から熱 円筒の直径及び長 ライヤ 風を円筒の内面に沿って接線方向に吹 さ j e td r y e r き上げ,ファイパを長軸方向に移動させ ながら乾燥する機械 (4313 参照。) 5 3 1 2 フラッシュ ファイパをパイプで熱風によって送り, パイプの直径及び ドライヤ 乾燥する機械 (4314 参照)。 長さ f l u s ht u b ed r y e r (d) 成板機械 番号 定義 用語 参考 欄脚次きさの表し方 5 4 0 0 5 4 1 0 成板機械 温式抄造機 対応英語 ファイパを成形熱圧して,所定の寸法の : t i b e r b o a r d ボードにする機械。 m a n u f a c t u r i n g m a c h i n e w e tf o r m i n g m a c h i n e 一定濃度に調整されたパルプから所定 の幅及び厚さの高含水率(ウェット)の 慣用語 ファイパマットを造る機械。 5 4 1 1 ためすき機 箱形の抄造機で,すき出されたファイパ マットの寸法 を加圧脱水し,さらに減圧脱水して,フ k 1 ebox 旬pe d e c f o r m e r ァイパマットを造る機械。 5 4 1 2 円網式抄造 水平回転軸をもっ円筒形の円網装置内 機(まるあみ 部の減圧装置によって,円網の回転とと しきしよう もにパルプを網上で脱水抄造し,さらに ぞうき) 円網頂部のローラで圧締脱水して,ウェ パッチ 式抄造 機 f o r m e r 円網の直径及び幅 cylinder 旬pe 機械の長さ及び幅 f o u r d r i n i e rt y p e f o r m e r ットファイパマットを連続して成形す る機械。 5 4 1 3 長網式抄造 走行する長網上にパルプ液を流し込み, 機 減圧部,プレス部を経て,ウェットファ イパマットを連続して造る機械。 5 4 2 0 乾式抄造機 d r yf o r m i n gm a c h i n e 乾燥された接着剤を添加したファイパ を所定の幅及び厚さのファイパマット にする機械。 5 4 2 1 エアフヱル 接着剤が添加された乾燥ファイパを風 タ 送して,マット形成セクションに降雪状 マットの幅 a i rf e l t i n gm a c h i n e に飛散させ,底部からの吸引によって連 続的に一定厚さのマットにたい積させ る機械。 5 4 3 0 ファイ 1\ マ ウェットファイパマットをローラで自 乾燥室の長さ及び ット乾燥機 動送りし,熱風で乾燥する機械。 中面 : t i b e rm a td r y e r 備考インシュレーションボード 製造に使用され,一般に多段 式が多い。 5 4 4 0 予備プレス (1) 湿式法で熱圧前に機械的にウエツ トマットを脱水させるプレス。 。)乾式法でファイパマットの厚さを あらかじめ薄くするプレス。 乾式成 形機 定盤の大きさ(長さ ×幅) p r e p r e s s 20 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 5 4 5 0 ファイパポ 対応英語 慣用語 h o tp r e s sf o r : t i b e r b o a r d ファイパマットを加熱圧締する機械。 ード用ホッ トプレス 5 4 5 1 ファイパポ ファイパマットを熱板の間に挿入し,可 熱板の大きさ(長さ batch 旬pe h o tp r e s s パッチ ード用パッ 動定盤を油圧などによって作動させて ×幅) ,段数及び総 f o rt i b e r b o a r d 式プレ チ式ホット 加熱圧締する機械。 圧締力 プレス 5 4 5 2 連続プレス ス 備考多段プレスが一般的である。 ファイパマットを,スチールベルトの間 プレスの長さ及び に送入し,加熱圧締して,エンドレスの 中面 c o n t i n u o u sp r e s s ボードを造る機械 (4552 参照)。 5 4 6 1 5 4 6 2 同時圧締装 多段ホットプレスにおいて,各熱板を同 置 時に閉鎖させる装置 (4561 参照)。 ローダアン ホットプレスの段数に応じた棚をもち, 棚の有効寸法及び ローダ マットを各段同時にホットプレスに挿 段数 s i m u l t a n e o u sc l o s i n g d e v i c e autorr凶ic l o a d e ra n d u n l o a d e r 入し,圧締後に取り出す装置 (3471 参 照)。 ( e ) ファイパボード仕上機械 参考 定義 用語 番号 機防局大きさの表し方 5 5 0 0 ファイパポ ード仕上機 る機械,及び表面を研削して仕上げる機 械 械。 対応英語 慣用語 : t i b e r b o a r df m i s h i n g ファイパボードを所定の寸法に切断す m a c h i n e 備考品質向上のための処理装置 を含む。 5 5 1 1 ワイドベル 回転する 2 本以上のドラムに掛けられ 研削できる工作物 トサンダ た 1 枚のエンドレス研磨布紙によって, の最大幅及び研削 自動送りされるファイパボードなどの ヘッドの数 w i d eb e l ts a n d e r 表面を研削する機械。 備考研削ヘッドを二組以上組み 合わせたものもある (3521 参 照)。 5 5 2 1 マルチプル ファイパボードを自動送りし,主として 切断できるボード サイザ 2 枚以上の丸のこで,所定の寸法に切断 の最大寸法(長さ× する機械。 幅) m u l t i p l es i z e r マルチ サイザ 備考のこ軸が移動できる機械も ある 5 5 3 1 5 5 4 1 スタッカ オイルテン パ装置 (4631 参照)。 選別仕上加工されたファイパボードな 処理できる工作物 どを所定の位置に積載する機械 (3541 の最大寸法(幅×長 参照)。 さ)及び選別数 ハードボードの強度及び耐水性を向上 チャンパの大きさ させるため,熱圧直後にハードボードに (長さ×幅) 乾性油を塗布した後,処理室(チャンパ) の中で熱処理する装置。 5 5 4 2 増温処理装 ファイパボードの変形を防止するため 置 に,チャンパ内で加湿する装置。 チャンパの大きさ (長さ×幅) s t a c k e r ゲート スタッ カ h e a tt r e a t i n g chamber, o i lt e m p e r i n g c h a m b e r : t i e r h u m i d i 21 B0 1 1 4:1 9 9 7 仰木工機械 (a) 木工のこ盤 番号 参考 定義 用語 機防局大きさの表し方 6 1 0 0 木工のこ盤 6 1 1 1 昇降丸のこ テーブノレ又は丸のこ軸を昇降させる装 使用できる丸のこ 盤 置を備え,工作物を手動で送り,切断, の最大直径及びテ 溝削りなどの加工をする木工のこ盤。 ーブノレの大きさ 帯のと,丸のとなどを使用し,工作物を 対応英語 慣用語 woods a w i n g machine 切削切断する木工機械。 c i r c u l a rsawbench 昇降盤 c i r c u l a rsaww i t h t i l t i n gt a b l e 傾斜盤 備考補助の移動テープノレを備え たものもある。 6 1 1 2 テーブル傾 テーブノレを昇降及び傾斜させる装置と 使用できる丸のこ 斜丸のこ盤 丸のこ軸とを備え,工作物を手動で送 の最大直径及びテ り,切断,溝削りなどの加工をする木工 ーブノレの大きさ のこ盤。 備考補助の移動テープノレを備え たもの,及び丸のこ軸の両端 に丸のこを付けテーブノレを 二つ備えたものもある。 6 1 1 3 6 1 2 1 6 1 2 2 軸傾斜丸の 丸のこ軸を,傾斜及び昇降させる装置を 使用できる丸のこ こ盤 備え,工作物を手動で送り,切断,溝削 の最大直径及びテ りなどの加工をする木工のこ盤。 ーブソレの大きさ テーブル移 丸のこ軸と移動テーブノレとからなり,工 使用できる丸のこ 動丸のこ盤 作物をテーブノレとともに手動で移動さ の最大直径及びテ c i r c u l a rsaww i t h t i l t i n ga r b o r c i r c u l a rsaww i t h s l i d i n gt a b l ef o r nppmg せ,縦びき加工をする木工のこ盤。 ーブノレの移動距離 テーブル移 丸のこ軸と移動テーブノレとからなり,工 使用できる丸のこ 動横切丸の 作物をテーブノレとともに手動で移動さ の最大直径及びテ こ盤 せ,横切り加工をする木工のこ盤(付園 ーブノレの移動距離 c i r c u l a rsaww i t h s l i d i n gt a b l ef o r c r o s scu仕mg t r a v e l l i n gc r o s sc u t 40) 。 6 1 3 1 のこ軸移動 丸のこ軸を,水平又は垂直方向に送って 使用できる丸のこ 横切丸のこ 工作物を横切り加工する木工のこ盤。 の最大直径 盤 saw 備考送りは,自動のものと手動の クロス カット ソー ものとがあり,切断箇所,切 断寸法又は切断本数などを 自動制御するものもある(付 園 41) 。 6 1 3 2 走行丸のこ 動力による往復移動装置に固定された 使用できる丸のこ r u n r u n gsaw, ランニ 盤 丸のこ軸とテーブノレとからなり,丸のこ の最大直径及びの p a n e lsaw ングソ 軸を移動させて大きな板状の工作物を こ軸の移動距離 一, パネノレ 切断加工する木工のこ盤。 備考位置決めを数値制御するも ソー のもある(付園 42) 。 6 1 3 3 ラジアル丸 旋回できるアームにつるされた,旋回, 使用できる丸のこ のこ盤 移動,傾斜自在な丸のこ軸とテーブノレと の最大直径 からなり,工作物の種々の角度での切 断,溝削りなどをする木工のこ盤。 備考丸のこ軸には,カッタ , Jレー タピットを取り付けること ができる。 r a d i a lsaw ラジア ノレソー 2 2 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 6 1 4 1 リツ 1\ 水平丸のこ軸と自動送り用の履帯を備 使用できる丸のこ え,工作物に縦びき加工をする木工のこ の最大直径及びの 盤。 こ取付フランジ面 備考 ローノレによって自動送りす るものもある(付園 43) 。 6 1 4 2 対応英語 nps a w 慣用語 リップ ソー からコラム面まで の距離 ツインリッ 任意の間隔で 2 枚の丸のこを取り付け 使用できる丸のこ J 、 ることができる水平丸のこ軸と自動送 の最大直径及び最 り用の履帯とを備え,工作物に 2 か所で 大丸のこ間隔 t w i n r i ps a w 縦ぴき加工をする木工のこ盤。 備考 ローノレによって自動送りす るものもある。 また,位置決めを数値制御 するものがある。 6 1 4 3 gangnps a w ギャングリ 任意の間隔で多数の丸のこを取り付け 使用できる丸のこ ツ I~ ることができる水平丸のこ軸と自動送 の最大直径及び丸 グリッ り用の履帯とを備え,工作物を同時に数 のこ軸の有効長さ プソー ギャン 箇所で縦びき加工する木工のこ盤。 備考ロールによって自動送りす るものもある(付園 44) 。 6 1 5 1 6 1 5 2 ダブルソー 間隔を調整できる二つの丸のこと手動 使用できる丸のこ 送り装置とからなり工作物の両端を同 の最大直径及び最 時に切断加工する木工のこ盤。 大丸のこ間隔 木工ダブル 工作物を自動送りし,間隔を調整できる 使用できる丸のこ サイザ 2 枚の丸のこによって,所定の幅に切断 の最大直径及び切 する木工のこ盤。 d o u b l es a w d o u b l es i z e r 断できる工作物の 最大幅 6 1 5 3 m u l t i p l es i z e r 木工マルチ 水平な 1 本の丸のこ軸に取り付けた位 使用できる丸のこ プルサイザ 置可変の多数の丸のこによって,工作物 の最大直径及び丸 プルソ を同時に数箇所で切断加工する木工の のこ軸の有効長さ 一 こ盤。 備考 1 枚の丸のこを取り付けた多 数の軸によるものもある。 また,丸のこの位置決めを 数値制御するものもあるロ 6 1 5 4 トリミング 水平な 1 本の丸のこ軸に取り付けた位 使用できる丸のこ ソー 置可変の多数の丸のこと水平に移動し の最大直径,丸のこ て横切りする丸のことからなり,数箇所 の数,及び加工でき で工作物の縦と横の切断加工をする木 る工作物の最大幅 工のこ盤。 備考縦びきが, 1 枚の丸のこを取 り付けた多数の軸によるも のもある。 また,位置決めを数値制御 するものもある(付園 45) 。 t r i m m i n gs a w マノレチ 23 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 6 1 6 1 対応英語 慣用語 木工帯のこ フレームに取り付けた上下 2 個ののこ 盤 車に帯のこを掛けて緊張させ,一方のの ンドソ こ車によって駆動し,テーブノレ上で工作 一 のこ車の直径 bands c r o l lsaw 木工パ 物を主としてひき回し加工をする木工 のこ盤。 備考テープノレは傾斜できるもの が多い。 また,数値制御方式のもの もある(付園 46) 。 6 1 7 1 糸のこ盤 上下に緊張した糸のこを垂直に往復運 糸のこからコラム 動させて,工作物にひき回しなどの加工 面までの距離 J l gsaw ミシン のこ をする木工のこ盤。 (b)かんな盤 番号 定義 用語 参考 欄脚次きさの表し方 6 2 0 0 かんな盤 工作物を手動又は自動で主として直線 対応英語 慣用語 p l a n i n ga n dm o u l d i n g 送りし,回転するかんな刃によって平削 machine り,溝削り,形削りなどの加工をする木 工機械。 備考正面フライス方式のものもあ る。 また,かんな刃がテープノレ に固定されたものもあるロ 6 2 1 1 手押かんな 回転するかんな胴と昇降できる一対の 有効切削幅 盤 テーブノレとからなり,工作物を手動送り handfeedpl姐er し主として基準面を作るかんな盤(付園 47) 。 6 2 2 1 むら取りか 回転するかんな胴とむら取り用送り装 有効切削幅 んな盤 置を備え,工作物のむらを取り,基準面 l e v e l l i n gp l a n e r を作るかんな盤。 6 2 2 2 むら取り 2 面 回転する 2 本のかんな胴とむら取り用送 有効切削幅及び加 かんな盤 り装置を備え,工作物の基準面作りと厚 工できる工作物の さ決め加工とをするかんな盤。 l e v e l l i n gand t h i c k n e s s i n gpl姐er 最大厚さ 備考かんな刃研削装置の付いたも のもある(付園 48) 。 6 2 2 3 むら取り直 回転する立,横かんな胴とむら取り用送 有効切削幅及び加 l e v e l l i n gand 角 2 面かんな り装置を備え,工作物の下面と側面とを 盤 同時に切削し,直角基準面を作るかんな 最大厚さ 工できる工作物の t h i c k n e s s i n gpl姐er wi出 right a n g l e 盤。 6 2 2 4 むら取り 4 面 むら取り 2 面かんな盤に 2 本の立かんな 有効切削幅及び加 levelling, かんな盤 胴を備え,工作物の基準面作りを含め 4 工できる工作物の 面を加工することができるかんな盤。 最大厚さ t h i c k n e s s i n ga n d m o u l d i n gp l a n e r 備考かんな刃研削装置が付いたも のもある。 6 2 3 1 こば取り盤 工作物を自動送りし,回転するかんな胴 加工できる工作物 g l u ej o i n t e r 自動こば によって,主としてはぎ面を加工するか の最大厚さ 取り盤, んな盤。 自動そば 取り盤 24 B0 1 1 4 :1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 6 2 4 1 自動 1 面かん 回転する横かんな胴,昇降できるテープ 有効切削幅及び加 な盤 対応英語 s i n g l es u r f a c epl a n e r ル及び送り装置からなり,工作物の基準 工できる工作物の 面をテーブルに当てて自動送りし,他の 最大厚さ 1 面を切削することによって主として厚 さを決めるかんな盤。 備考テーブルが固定され,かんな 胴が昇降できるものもある (付園 49) 。 6 2 4 2 自動 2 面かん 回転する上下 2 本の平行な横かんな胴, 有効切削幅及び加 な盤 昇降できるテープル及び送り装置から 工できる工作物の なり,工作物の上下面を同時に切削し, 最大厚さ d o u b l es u r f a c ep l a n e r 主として厚さを決めるかんな盤。 備考テーブルが固定され,かんな 胴が昇降できるものもある (付園 50) 。 6 2 4 3 自動直角 2 面 回転する立,横かんな胴と昇降できるテ 有効切削幅及び加 かんな盤 ーブノレ及び送り装置からなり,主として 工できる工作物の 工作物の下面と側面とを同時に切削し, 最大厚さ d o u b l es u r f a c ep l a n e r wi出 right a n g l e 直角基準面を作るかんな盤。 備考テープ、ルが固定され,かんな 胴が昇降できるものもある 。 6 2 4 4 自動 3 面かん 回転する横かんな胴,昇降できるテープ 有効切削幅及び加 な盤 t h r e es i d epl a n e r ルに取り付けられた左右の立かんな胴 工できる工作物の 及び送り装置からなり,主として工作物 最大厚さ の上面及び両側面を同時に切削するか んな盤。 備考テープ、ノレが固定され,各かん な胴が昇降できるものもあ る。 6 2 4 5 自動 4 面かん 回転する上下 2 本以上の横かんな胴,昇 有効切削幅,加工で な盤 f o u rs i d epl姐er 降できるテーブルに取り付けられた 2 本 きる工作物の最大 以上の立かんな胴及び送り装置からな 厚さ及びかんな胴 り,主として工作物の 4 面を同時に切削 の数 するかんな盤。 備考テープルが固定され,各かん な胴が昇降できるものもある (付園 51) 。 6 2 5 1 モルダ 回転する複数の横軸,立軸及び送り装置 有効切削幅及び加 m o u l d e r からなり,主テーブルを固定し,軸の左 工軸 右上下移動ができ,各軸にかんな胴又は 成形カッタを取り付け,工作物の 2 面以 上を主として形削り加工するかんな盤。 備考一部の軸を傾斜できるもの, 軸の位置決めを数値制御する ものもある(付園 52) 。 6 2 6 1 円盤かんな 回転する円盤に刃物を放射状に取り付 円盤の直径及び刃 盤 け,工作物を円盤面に押し付けて切削す 物の長さ るかんな盤。 d i s cp l a n e r 慣用語 25 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 6 2 7 1 仕上かんな 盤 対応英語 慣用語 かんな刃をテーブルに固定するか,かん 有効切削幅及び加 m achinep l a n i n g スーパサ な刃を固定したかんな台をテーブルに 工できる工作物の 一ブェ 取り付け,工作物を自動送りして,その 最大厚さ サ, 表面を仕上削りするかんな盤(付園 53) 。 超仕上か んな盤 6 2 8 1 縦突きスラ ブリッチを繊維方向と平行に送り込み, 有効切削幅及び加 l e n g t h w i s es l i c e r イサ 所定の厚さの単板を切削する機械。 工できるフリッチ の最大厚さ (c) 木工フライス盤 番号 参考 定義 用語 機防局大きさの表し方 6 3 0 0 対応英語 木工フライ 主軸に木工フライスカッタ又はかんな woodm i l l i n g ス盤 胴を取り付け,主として工作物に成形切 machine 削をする木工機械。 6 3 1 1 木工縦フラ 垂直な主軸,コラム,ニー,前後,左右, テーブルの大きさ, イス盤 上下に可動のテーブルなどからなり,工 テーブルの移動距 作物をテーブルに取り付けて加工する 離(前後×左右×上 木工フライス盤。 備考主軸頭を昇降できるものも ある。 6 3 1 2 木工横フラ 主軸が水平な木工フライス盤。 イス盤 v e r t i c a lwood m i l l i n gmachine 下)及び主軸端から テープル面までの 最大距離 テーブルの大きさ, テープ、ルの移動距 h o r i z o n t a lwood m i l l i n gmachine 離(前後×左右×上 下)及び主軸中心線 からテーブル面ま での最大距離 6 3 1 3 木工万能フ 主軸を垂直及び水平にすることができ テーブルの大きさ, ライス盤 る木工フライス盤。 テープ、ルの移動距 u n i v e r s a lwood m i l l i n gmachine 離(前後×左右×上 下)及び主軸端から テーブル面までの 最大距離 6 3 2 1 単軸面取り 回転する 1 本の垂直主軸とテープルと テープルの大きさ 盤 からなり,主として工作物の側面を成形 及び有効切削高さ s i n g l es p i n d l es h a p e r 切削する木工フライス盤。 備考主軸が昇降するものとテー ブルが昇降するものとがあ る(付園 54) 。 6 3 2 2 6 3 2 3 複軸面取り それぞれ異なる回転方向をもっ 2 本の 主軸センタ間の距 盤 昇降できる垂直主軸とテープルとから 離,テープルの大き なり,主として工作物の側面を成形切削 さ及び有効切削高 d o u b l es p i n d l e s h a p e r する木工フライス盤。 さ 直線送りな 自動送りテーブル, 1 本又は 2 本の主軸, 加工できる工作物 s p i n d l es h a p e rw i t h らい面取り ならい装置などからなり,主としてテー の最大長さ,最大幅 記mplate con位。l 盤 プル上の工作物の片側又は両側をなら 及び最大厚さ い切削する木工フライス盤。 慣用語 26 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄席次きさの表し方 6 3 2 4 回転ならい 面取り盤 回転するテーブル. 1 本又は 2 本の主軸, テーブルの大きさ ならい装置などからなり,主としてテー 及び有効切削高さ 対応英語 慣用語 c o p y i n gs h a p e r ブノレ上の工作物の周縁をならい切削す る木工フライス盤。 6 3 3 1 ルータ 高速回転する垂直主軸,コラム,昇降で 主軸下端からテー きるテーブルなどからなり,主としてテ ブノレ面までの最大 ーブルの中心に取り付けられたセンタ 距離及びコラム表 ピンを案内とし,型板などを利用して工 面から主軸中心線 作物に手動送りで彫刻,面取り,切抜き までの距離 r o u t e r などの加工をする木工フライス盤。 備考主軸も昇降するものがある (付園 55) 。 6 3 3 2 自動ならい 移動自在なアームの先端に設置した主 主軸の上下ストロ ルータ 軸,ならい装置,ならい型からなり,ロ ーク及びテープ、ル ーノレによって主軸をならい型に沿って の大きさ cop戸ng r o u t e r 移動し,工作物に自動ならいで彫刻,面 取り,切抜きなどの加工をする木工フラ イス盤。 6 3 3 3 光電ならい テーブル,主軸の移動を光電ならい制御 加工できる工作物 ルータ によって行い,工作物に彫刻,面取り, の最大幅及び最大 切抜きなどの加工をする木工フライス 厚さ l i n et r a c i n grout怠r 盤。 備考主軸が 2 軸以上のものもあ る。 6 3 4 1 NC ルータ テーブル,主軸の移動を数値制御によっ 主軸の数,各制御軸 て行い,工作物に彫刻,面取り,切抜き のストローク及び などの加工をする木工フライス盤。 テーブルの大きさ n u m e r i c a lc o n t r o l r o u t e r 備考主軸が 2 軸以上のものは,並 列式・ターレット式があり, 自動選択機能を備える。 また,ルータ軸のほか丸の こ,回転かんな,きりなど多 種類の主軸ヘッドをもつも の,工具自動交換装置,主軸 自動交換装置をもつもの,テ ープルを 2 台備えたものなど がある(付園 56) 。 6 3 4 2 ユニパーサ テーブル及び主軸の移動並びに主軸の 各制御軸のストロ ルヘッド NC 旋回及び傾斜を 5 軸の数値制御によっ ーク及びテーブノレ ルータ て行い,自動又は手動で選択した工具に の大きさ よって工作物を加工する NC ルータ(付 園 57) 。 u n i v e r s a lhead 旬pe n u m e r i c a lcor由。 l r o u t e r 5 軸 NC ノレータ 27 B0 1 1 4:1 9 9 7 番号 用語 定義 6 3 4 3 ガントリ NC 工作物を取り付けたテープ、ルを固定し, 主軸の数及び種類, ルータ 主軸の移動を数値制御によって行い,特 各制御軸のストロ に長尺の工作物を加工する NC ルータ。 ーク及び加工でき 参考 欄脚万三きさの表し方 備考主軸が 2 軸以上のものは,並 列式・ターレット式があり, 対応英語 慣用語 思皿住y 旬pe n u m e r i c a lc o n t r o l r o u t e r る工作物の最大寸 法(長さ×幅) 自動選択機能を備える。 また,ルータ軸のほか丸の こ,回転かんな,きりなど多 種類の主軸ヘッドを備え,工 作物自動送り装置をもつも のもある(付園 58) 。 6 3 5 1 木工彫刻盤 多数の主軸及びならい装置を備え,同時 主軸の数 c a r v i n gm a c h i n e 刻盤, 工フライス盤。 複軸彫 備考主軸が l 軸のものもある。 6 3 6 1 単軸彫 に数個の工作物にならい彫刻をする木 刻盤 ダブテール 多数の主軸及びならい装置を備え,あり 加工できる工作物 マシン 形カッタによって一対のあり組手を加 の最大幅及び主軸 工する木工フライス盤。 の数 d o v e t a i lm a c h i n e 備考主軸が l 軸のものもある(付 園 59) 。 6 3 7 1 (d) 番号 V 溝成形機 加工できる工作物 の最大幅及び最大 トマシ 60) 。 長さ ン V カッ ほぞ取り盤 定義 用語 参考 槻政次きさの表し方 6 4 0 0 V c u ts h a p e r カッタ又は丸のとによって工作物に V 形の溝を成形する木工フライス盤(付園 ほぞ取り盤 対応英語 慣用語 t e n o n i n gm a c h i n e 主軸にかんな胴,木工フライスカッタ, 丸のこなどを取り付け,主としてほぞな どを加工する木工機械。 6 4 1 1 立軸ほぞ取 1 本の垂直主軸と移動テープルとからな 加工できるほぞの り盤 り,木工フライスカッタによって加工す 最大長さ a 1s p i n d l e v e r t i c t e n o n e r 2 本の水平主軸と移動テープルとからな 加工できるほぞの t e n o n e r り,かんな刃などによって加工するほぞ 最大長さ及び軸間 取り盤。 距離 るほぞ取り盤。 備考丸のこ軸を備えたものもあ る(付園 61) 。 6 4 1 2 横軸ほぞ取 り盤 ほぞ取 り盤 備考丸のこ軸を備えたものもあ る。 6 4 1 3 多軸ほぞ取 3 本以上の主軸に取り付けられた各種の 加工できるほぞの り盤 刃物によって加工するほぞ取り盤。 最大長さ,最大かん 備考主軸の位置決めを数値制御 するものもある。 6 4 1 4 m u l t i h e a dt e n o n e r な軸間距離及び主 軸の数 d o u b l ee n dt e n o n e r 両端ほぞ取 間隔を調整できる左右のほぞ取り装置, 加工できるほぞの り盤 ベッド及び左右一対の送り装置からな 最大長さ及び主軸 エンド り,工作物の両端を同時に加工するほぞ の数 テノー 取り盤。 ダブル ナ 備考数値制御方式のものもある (付園 62) 。 28 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 6 4 2 1 建築材ほぞ 取り盤 水平又は垂直に移動する主軸と工作物 加工できる工作物 対応英語 t怠noner 慣用語 f o r 固定装置とを備え,主に木造建築用構造 の最大幅及び最大 c o n s t r u c t 卲 n 材の柱材のほぞ及び横架材の胴差しほ 高さ m a t e r i a l ぞを加工するほぞ取り盤。 6 4 2 2 継手仕口加 カッタやビットを取り付けて移動する 加工できる工作物 工盤 主軸と工作物固定装置を備え,木造建築 の最大幅及び最大 f o rc o n s t r u c t i o n 用構造材の木口や側面に,主にかま(鎌) 高さ m a t e r i a l c o u p l i n gp r o c e s s o r 継手,大入れあり掛けなどの継手仕口を 加工するほぞ取り盤。 6 4 2 3 継手加工盤 カッタなどを取り付けて移動する主軸 加工できる工作物 j o i n tp r o c e s s o rf o r と工作物固定装置とを備え,木造建築用 の最大幅及び最大 c o n s t r u c t 卲 n 構造材の木口に継手加工するほぞ取り 高さ m a t e r i a l 盤。 備考加工する継手の名称によっ て機種を区別する。 6 4 2 4 仕口加工盤 カッタやビットを取り付けて移動する 加工できる工作物 connect卲np r o c e s s o r 主軸と工作物固定装置を備え,木造建築 の最大幅及び最大 f o rc o n s t r u c t i o n 用構造材の側面・上下面に溝,欠き,掘 高さ m a t e r i a l りなどの仕口を加工するほぞ取り盤。 備考被加工部分の名称,機械の構 造によって機種を区別する。 6 4 3 1 エンドマツ フローリングなどの両木口を凹形,凸形 加工できる工作物 チャ に加工するほぞ取り盤。 の最大幅及び最大 コーナロッ 水平な主軸に取り付けた組合せカッタ 加工できる工作物 キングマシ によって主としてあられ組手を加工す の最大幅 J ‘ るほぞ取り盤(付園 63) 。 endmatcher 厚さ 6 4 4 1 (e) 参考 定義 用語 欄脚次きさの表し方 木工せん孔 工作物に穴あけ加工をする木工機械。 対応英語 慣用語 woodb o r i n g 盤 6 5 1 1 machine 木工せん孔盤 番号 6 5 0 0 comerlocking machine 木工ポール コラム,主軸頭,テープ、ルなどからなり, 振り及び主軸端か 盤 主軸が垂直な丸穴用の木工せん孔盤。 らテーブル面まで 木工多軸ポ 間隔を調整できる 2 本以上の垂直主軸 主軸数及び主軸端 ール盤 を備え,同時に 2 個以上の丸穴あけがで からテーブル面ま きる縦形の木工せん孔盤。 での最大距離 woodb o r e r の最大距離 6 5 1 2 m u l t i s p i n d l ewood b o r e r 備考主軸の位置決めを数値制御 するものもある(付園 64) 。 6 5 1 3 6 5 1 4 木工横多軸 間隔を調整できる 2 本以上の水平主軸 主軸数及び主軸中 ポール盤 を備え,同時に 2 個以上の丸穴あけがで 心線とテーブル面 s p i n d l ewood きる横形の木工せん孔盤。 との最大距離 b o r e r 2 個以上の主軸頭を取り付けた丸穴用木 主軸頭数及び加工 工せん孔盤。 できる工作物の最 木工多頭ポ ール盤 備考立,横主軸頭を結合したも の,主軸頭が旋回及び傾斜で きるもの, 1 個の主軸頭に 2 本以上の主軸をもつものな 大寸法(幅×長さ× 厚さ) h o r i z o n t a lm u l t i - m u l t i h e a dwood b o r e r だぼ穴ボ ーリング マシン, ボデーボ ーリング マシン 29 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 欄脚次きさの表し方 対応英語 慣用語 どがある。主軸頭の位置決め を数値制御するものもある。 6 5 1 5 NC ポーリン テープル及び主軸の移動を数値制御で 主軸の数,最大ドリ グマシン 行い,工作物の表面及び側面に丸穴あけ ル寸法及び加工で 加工を行う木工せん孔盤。 備考主軸の構成には,単軸,多軸 及び多頭式がある。 6 5 2 1 角のみ盤 コラム,主軸頭,移動テープルなどから きる工作物の最大 n u m e r i c a lc o n t r o l woodb o r i n g m a c h i n e 寸法(幅×長さ×厚 さ) 最大角のみ寸法 h o l l o w c h i s e l m o r t 﨎 e r なり,角のみを上下運動させ,角ほぞ穴 を加工する木工せん孔盤(付園 65) 。 備考角のみの上下運動が自動の ものもある。 6 5 2 2 多頭角のみ コラム, 2 個以上の主軸頭,移動テープ 主軸頭数及び最大 盤 ルなどからなり,角のみを上下運動さ 角のみ寸法 m u l t i h e a d h o l l o w c h i s e l m o r t 﨎 e r チェーンの最大幅 c h a i nm o r t i s e r せ,角ほぞ穴を加工する木工せん孔盤。 備考テーブルの上下運動が自動 のものもある。 6 5 3 1 チェーンせ チェーン状刃物によって,主として角ほ ん孔盤 ぞ孔を加工する木工せん孔盤。 建築材せん 角のみ,チェーンのみ又はきりを取り付 チェー ンのみ 盤 6 5 4 1 孔盤 加工できる工作物 け,垂直又は水平に移動する主軸と工作 の最大幅及び最大 物固定装置を備え木造建築用構造材の 高さ woodb o r e rf o r c o n s t r u c t 卲 n m a t e r i a l ほぞ穴,貫穴,ボルト穴などを加工する 木工せん孔盤。 仰木工旋盤 番号 用語 6 6 0 0 木工旋盤 定義 参考 欄脚次きさの表し方 対応英語 慣用語 woodl a t h em a c h i n e 主としてバイト又は回転刃物によって 工作物を旋削加工する木工機械。 備考工作物は主として主軸とと もに回転し,送り運動は主と して工具に与えるが工作物 にも与えるものがある。 また,工具を回転させ,工 作物を送るものもあるロ 6 6 1 1 木工普通旋 ベッド,主軸台,心押し台及び往復台を ベッド上の振り,往 盤 備えた木工旋盤。 復台上の振り及び 備考往復台の送りが手動のもの, 刃物が案内によって動くも ordinary 旬pewood l a t h e 両センタ聞の最大 距離 のなどがある。 6 6 1 2 6 6 2 1 木工正面旋 大きな面板を備え,これに固定された工 ベッド上の振り,面 盤 作物を主として正面から加工する木工 板から往復台まで 旋盤。 の最大距離 木工多刃旋 数個の刃物台に取り付けた多数の工具 刃物台の数,ベッド 盤 によって同時に切削できる木工旋盤。 上の振り,往復台上 の振り及び両セン タ聞の最大距離 woodf a c el a t h e woodm u l t i c u tl a t h e 木管仕 上旋盤 30 B0 1 1 4:1 9 9 7 番号 6 6 3 1 定義 用語 参考 欄脚次きさの表し方 対応英語 主軸の数,加工でき woodc o p y i n gl a t h e 木工ならい ならい装置を備え,回転刃物によって, 旋盤 型にならって, 1 個又は数個を同時に加 る工作物の最大直 工することができる木工旋盤。 径及び両センタ間 木工カッタ 回転刃物軸,前後に移動する主軸台及び 加工できる工作物 旋盤 心押し台などからなる木工旋盤。 の最大直径及び両 慣用語 の最大距離 6 6 3 2 woods h a p i n gl a t h e センタ聞の最大距 離 6 6 4 1 自動丸棒削 自動送り込み装置を備え,回転する中空 加工できる丸棒の り盤 かんな胴の内側に向かつて取り付けた 最大直径 r o u n db a rm a k i n g m a c h i n e 刃物によって丸棒を削りだす木工旋盤。 (g) 組合せ木工機械 参考 定義 用語 番号 欄脚次きさの表し方 6 7 0 0 組合せ木工 機械 対応英語 慣用語 手押かんな盤,自動 1 面かんな盤,丸の こ盤及び木工ボール盤などの装置を三 つ以上組み合わせた木工機械。 6 7 1 1 万能木工機 手押かんな盤,自動 1 面かんな盤,丸の それぞれの機械の こ盤を組み合わせた機械(付園 66) 。 大きさ c o r n b i n e d w o o d w o r k i n g m a c h i n e (h) サンダ 番号 参考 定義 用語 欄脚次きさの表し方 6 8 0 0 サンダ 対応英語 慣用語 s a n d i n gr n a c h i n e 研磨布紙などによって,工作物を研削加 工する木工機械。 6 8 1 1 ベルトサン エンドレス研磨布紙を 2 個以上のプー 使用できるベルト ダ リに掛けて駆動し,工作物をベルトの水 の最大幅及び主要 平面で研削するサンダ(付園 67) 。 b e l ts a n d e r プーリの軸間の最 大距離 6 8 1 2 ストローク エンドレス研磨布紙を 2 個以上のプー 使用できるベルト ベルトサン リに掛けて駆動し,ベルト押さえが自動 の最大幅及びベル ダ 的に左右運動をして研削するサンダ。 h a n ds t r o k es a n d e r ト押さえの最大行 程 6 8 1 3 オートマチ 走行する 2 本以上のエンドレスの研磨 研削できる工作物 ックベルト 布紙を,自動的に工作物の表面に圧着 の最大幅 a u t o r n a t i cb e l t s a n d e r サンダ し,工作物を自動送りして研削するサン エッジベル エンドレス研磨布紙を 2 個以上の垂直 使用できるベルト e d g eb e 1 ts a n d e r トサンダ なプーリに掛けて駆動し,主として工作 の最大幅及びプー ダ。 6 8 1 4 物の端面を研削するサンダ。 備考プーリを軸方向に往復運動 させるものもある。 また,研削装置を二組備 え,両端面を同時に研削する ものもある。 リの軸聞の最大距 離 オート サンダ 3 1 B0 1 1 4:1 9 9 7 番号 定義 用語 参考 機防局大きさの表し方 6 8 1 5 木工ワイド 回転する 2 本以上のドラムに,掛けられ 研削できる工作物 ベルトサン た 1 枚のエンドレス研磨布紙によって, の最大幅及び研削 ダ 自動送りされる工作物の表面を研削す ヘッドの数 対応英語 慣用語 woodw i d eb e l t s a n d e r るサンダ。 備考研削ヘッドを二組以上組み 合わせたものもある。 また, ドラムの位置決めを 数値制御するものもある(付 園 68) 。 6 8 2 1 木工ドラム 回転するドラムの外周面に研磨布紙を 研削できる工作物 サンダ 取り付け,自動送りされる工作物の表面 の最大幅及びドラ を研削するサンダ。 ムの数 備考 wooddrums a n d e r ドラム サンダ ドラムが 1 本のものと 2 本以 上のものとがある。 6 8 3 1 6 8 4 1 ターニング 自転する工作物をドラムによって回転 研削できる工作物 サンダ 移動させ,研磨布紙に接触させて研削す の最大長さ及び最 るサンダ。 大直径 スピンドル 回転する円筒の外周面に取り付けた研 円筒の直径及び長 サンダ 磨布紙によって研削するサンダ。 さ t u r n i n gs a n d e r s p 絜 d l es a n d e r 備考円筒を軸方向に往復運動さ せるものもある。 6 8 5 1 6 8 6 1 円板の直径 d i s ks a n d e r 筒状のブラシ又は不織布ホイノレなどを 研削できる工作物 回転させ,自動送りされる工作物の表面 の最大幅及び最大 w h e e lp o l i s h i n g s a n d e r を研削するサンダ。 厚さ ディスクサ 回転する円盤の表面に取り付けた研磨 ンダ 布紙によって研削するサンダ。 ホイルサン ダ 備考研削ヘッドを二組以上組み 合わせたものが多い。 6 8 7 1 プロフィー 研磨布紙などによって工作物の曲面を ルサンダ 研削するサンダ(付園 69) 。 の最大厚さ 6 8 8 1 NC サンダ 研削ヘッド及びテープノレの移動を数値 研削できる工作物 研削できる工作物 制御によって行い工作物を研削するサ の最大幅及び最大 ンダ。 長さ p r o f i l es a n d e r 曲面サ ンダ n u m e r i c a lc o n t r o l s a n d e r 備考研削ヘッドは通常複数個備 える(付園 70) 。 ( i ) 木工レーザ加工機械 番号 参考 定義 用語 欄脚次きさの表し方 6 9 0 0 木工レーザ レーザ発振装置,加工ヘッド,テーブノレ レーザ発振機の出 加工機械 などからなり,工作物をレーザ光によっ 力,加工できる最大 て加工する木工機械。 幅及び長さ 備考加工ヘッド及びテープノレの 動きを自動制御するものも ある。 対応英語 l a s e rp r o c e s s i n g m a c h i n ef o r woodwork絜g 慣用語 レーザ マシン 3 2 B0 1 1 4:1 9 9 7 。) 木工接着機械 参考 定義 用語 番号 機防局大きさの表し方 7 1 0 0 7 1 1 1 7 1 2 1 木工接着機 接着剤の調合,塗布,被接着材の圧締な 械 どを行う木工機械。 木工グルー 工作物の被接着面に,回転ロールによっ スプレッダ て一定量の接着剤を塗布する機械。 木工コール 接着剤を塗布した工作物を定盤の聞に 定盤の大きさ(幅× 挿入し,可動定盤を油圧などによって作 長さ) ,定盤間の最 動させて常温で圧締する機械。 大聞き及び総圧締 木工ホット 接着剤を塗布した工作物を熱板の聞に 熱板の大きさ(幅× プレス 挿入し,可動定盤を油圧などによって作 長さ) ,熱板の数及 ドプレス ローノレの長さ 対応英語 慣用語 g l u i n gm a c h i n ef o r w o o d w o r k i n g g l u es p r e a d e rf o r w o o d w o r k i n g c o l dp r e s sf o r w o o d w o r k i n g 力 7 1 2 2 7 1 2 3 動させて加熱圧縮する機械。 び総圧締力 木工単板口 集成材,合板などの基材に接着剤を塗布 基材の最大,最小 ーラプレス し,化粧単板を自動的には(貼)り合わ 幅,厚さ h o tp r e s sf o r w o o d w o r k i n g v e n e e rr o l l e rp r e s s f o rw o o d w o r k i n g せ,ローラによる加圧と,加熱とによっ て接着する機械。 7 1 2 4 木工成形プ 接着剤を塗布した工作物を成形定盤の レス 聞に挿入し,可動定盤を油圧などによっ 総圧締力 m o u l d i n gp r e s sf o r w o o d w o r k i n g 最大接着幅 mit怠r j o i n tm a c h i n e 最大接着幅 a s s e m b l i n g m a c h i n e e d g eb a n d i n g m a c h i n e て作動させて所定の形状に加熱圧締す る機械。 備考減圧圧締する方法もある。 7 1 3 1 留め接着機 2 枚の留め加工された工作物の被接着面 に接着剤を塗布し,自動加圧,接着する 機械。 7 1 3 2 枠組接着機 接着剤の塗布された工作物を自動加圧 接着して,枠・箱を組み立てる機械。 7 1 4 1 縁は(貼)り 工作物か縁材のどちらか,又は両方に接 最大縁は(貼)り厚 機 着剤を塗布し,工作物の側面に縁材を加 み 企ame 圧接着する機械。 備考側面形状には,直線,曲線, 曲面があり,加圧接着した 後,縁材のトリミング,エン ドカットなどの補正加工を 行うものもある(付園 71) 。 7 1 4 2 プロフィル 自動送りされた工作物に,接着剤を塗布 ラミネータ した表面材を多数のロールによって,工 作物の形状に合わせて加圧接着する機 械。 備考平面,曲面,凹凸面などの形 状をもっ工作物に対応する 機能をもっ。 最大表面材(シー ト)幅 p r o f i l ew r a p p i n g m a c h i n e コ二ッ下シ パンダ 33 B0 1 1 4:1 9 9 7 (k) 接合機械 参考 定義 番号 用語 7 2 0 0 接合機械 7 2 1 1 自動くぎ打 くぎ送給装置からくぎを 1 本ずつ供給 くぎ供給箇所の数 機 し,自動的に工作物の所定位置へくぎ打 並びにくぎ打ちで 機働材にきさの表し方 くぎ,だぼなどによって工作物を接合す 対応英語 慣用語 j o i n i n gmachine る木工機械。 ちする機械(付園 72) 。 n a i l i n gmachine きる工作物の最大 長さ,最大幅及び最 大厚さ 7 2 2 1 だぼ打機 片側又は両側左右対称にグ)レー噴射装 だぽ打ちできる工 置,だぼ供給打込み装置を配置し,工作 作物の最大長さ,最 物の所定位置に移送しつつ,その端部に 大幅及び最大厚さ 自動的にだぼを打ち込む機械。 並びに一度に打ち dowelg l u i n gand d r i v i n gmachine 込みできるだぽの 数及び大きさ 。) 複合機械 番号 用語 7 3 0 0 複合機械 参考 定義 欄脚次きさの表し方 数種類の加工機能をもち,工作物を自動 送りして複合加工する木工機械又はシ machine 2 面かんなギ 回転する上下 2 本の平行な横かんな胴 ヤングリツ 及びそれらに平行で多数の丸のこを取 きる工作物の最大 planerwi血 g担g り付けることができる丸のこ軸をもち, 厚さ及び使用でき npper 自動送材によって工作物の上下面切削 る丸のこの最大直 及び縦びき加工を同時に行う木工機械 径 J~ 慣用語 processmg ステム。 7 3 1 1 対応英語 m u l t i p l ef u n c t i o n 有効切削幅,加工で d o u b l es u r f a c e (付園 73) 。 7 3 2 1 サイジング 左右対称に配置された丸のこ軸及びき 加工できる工作物 ポーラ り軸,ベッド上左右一対の送り装置から の最大長さ,最大幅 なり,工作物の両端部を同時に切断及び 及び最大厚さ並び 穴あけ加工をする機械。 s i z i n gb o r e r にきりの間隔及び 軸の数 7 3 3 1 カットポー フライス軸及びきり軸を備え,工作物を 加工できる工作物 リングマシ 自動送りして,接合面を丸のこ,カッタ の最大幅及び最大 によって成形し,更にだぽ穴あけをする 厚さ ン 印仕ing andb o r i n g machine 機械。 7 3 4 1 ポーリング 左右対称にきり軸,接着剤噴霧装置,だ 打ち込むことがで だぼ打ち機 ぼ供給打込み装置を配置し,工作物を所 きるだぼの最大寸 定位置に移送しつつ,工作物の端部に穴 法並びに工作物の あけだぽ打ち加工する機械。 最大幅,最大長さ及 建築用構造 丸のこ,角のみ,カッタ , Jレータ,きり 加工できる工作物 材加工機 などの刃物を備えた多数の主軸,工作物 の最大幅,最大厚さ 固定装置,コンベアなどで構成され,数 及び最大長さ b o r i n ganddowel d r i v i n gmachine び最大厚さ 7 3 5 1 c o n s t r u c t i o nm a t e r i a l CAD/CA processmg M machine プレカ 値制御によって木造建築用構造材の各 ットシ 種継手及び仕口を連続的に自動加工す ステム る機械。 備考加工データは, CAD/CAM に よる(付園 74) 。 34 B0 1 1 4:1 9 9 7 (m) 塗装機械 番号 用語 7 4 0 0 7 4 1 1 塗装機械 参考 定義 機防局大きさの表し方 自動送りされる工作物を塗装する機械。 1 塗装できる工作物 スプレー塗 工作物をコンベアなどで自動送りし, 装機 個以上のスプレーガンによって塗装す の最大幅,最大長さ る機械。 及び最大高さ並び 備考スプレーガンは固定式のも のと走行,回転するものとが 対応英語 慣用語 c o a t i n gm a c h i n e s p r a ycoat怠r にスプレーガンの 数 ある。 また,スプレーガンの動き を数値制御するものもある (付園 75) ロ 7 4 2 1 ロポット塗 1 個以上のスプレーガンをロボット装置 塗装できる工作物 装機 に装備し,数値制御などによって自動走 の最大幅,最大長さ 行させ,工作物の表面に一定量の塗料を 及び最大高さ並び 塗布する機械。 r o b o t i cs p r a ycoat怠r にスプレーガンの 数 (n) 木工乾燥機械 番号 定義 用語 参考 欄脚次きさの表し方 7 5 0 0 7 5 1 1 木工乾燥機 対応英語 主として塗装された工作物を自動送り 械 しつつ乾燥する機械。 塗装乾燥機 塗料が塗布された工作物をコンベアな 乾燥できる工作物 どによって自動送りし,加熱乾燥する機 の最大幅 c o a t i n gd r y e r 械。 7 5 2 1 7 5 3 1 uv 塗装乾燥 uv(紫外線)硬化塗料が塗布された工 塗装できる工作物 機 作物をコンベアなどで自動送りし,乾燥 の最大幅及び最大 機内に設置された UV ランプによって 厚さ並びに UV ラ 静電塗装機 乾燥する機械(付園 76) 。 ンプの数 工作物を自動送りし,噴霧装置によって 塗装できる工作物 霧化した塗料に,静電気を荷電して塗装 の最大長さ及び最 する機械。 大幅並びにスプレ UVc o a t i n gd r y e r e l e c t r o s t a t i cs p r a y c o a t e r ーガンの数 7 5 4 1 木工フロー 注流装置によって塗料を膜状に流下さ スリットの最大長 コータ せ,主としてベルトコンベアによって送 さ及び数 f l o wc o a t e rf o r w o o d w o r k i n g られる工作物の表面に一定量の塗料を 塗布する機械。 7 5 5 1 木工ローラ 回転する一組以上のローラによって,工 ローラの長さ及び コータ 作物の表面に一定量の塗料を塗布する 組数 機械。 r o l l e rc o a t e rf o r w o o d w o r k i n g 慣用語 3 5 B0114:1997 (0) 番号 木工工具仕上機械 参考 定義 用語 欄市次きさの表し方 7800 木工工具仕 回転するといし車などによって,各種の 上機械 木工用工具の仕上げを行う機械。 木工丸のこ 木工丸のこ及びといし車を手動又は自 歯研南11盤 動操作して,刃先を研削する機械。 対応英語 慣用語 1 0 0 1mainten組問 e q u i p m e n tf o r woodwork絜g 7 8 1 1 備考刃先形状によって専用機が ある。 7812 研削できる木工丸 のこの最大直径及 ぴのこ歯のピッチ の範囲 木工帯のこ 木工帯のこ及びといし車を手動又は自 研削できる木工帯 歯研南11盤 動操作して,刃先を研削する機械。 のこの最大寸法 備考帯のこ歯と丸のこ歯との両 方を研削できるものもある。 c i r c u l a rsaw s h a r p e n e rf o r woodworking bandsaws h a r p e n e r f o rwoodworking (幅,厚さ及び長 さ)及びのこ歯のピ ッチの範囲 7813 超硬丸のこ 超硬丸のこ歯を回転するダイヤモンド 研削できる超硬丸 c a r b i d et i p p e d 歯研削盤 といし車によって研削する研削盤で手 のこの最大直径及 動,自動のものがある。 ぴのこ歯のピッチ c i r c u l a rsaw s h a r p e n e r かんな刃研 かんな刃取付台を手動で往復運動し,回 研削できる工具(刃 削盤 転するといし車によってかんな刃を研 物)の最大寸法(幅 削する研削盤。 及び長さ) の範囲 7821 handf e e dk n i f e g r i n d e r 備考粗研削用,仕上げ研削用の両 といしヘッドをもつものが ある。 7822 自動かんな 主として油圧装置によって,かんな刃取 研削できる工具(刃 刃研削盤 付台又はといしヘッドが自動的に往復 物)の最大寸法(幅 運動し,かんな刃を研削する研削盤。 及び長さ) a u t o f e e dk n i f e g r i n d e r 備考粗研削から仕上げ研削まで を自動的に行うものもある (付園 77) 。 7831 木工万能工 といしヘッド,工作物取付台の旋回及び 振り,研削できる工 具研削盤 上下運動などができる構造で,各種木工 具の最大幅,テープ 工具の研削に使用する研削盤。 ルの大きさ(長さ× 幅) , u n i v e r s a 1 1 0 0 1 g r i n d e rf o r woodworking といし車下面 とテープル面の最 大距離及びといし 車の大きさ(直径× 幅) 7832 木工超硬工 主としてダイヤモンドホイールによっ 具研削盤 て木工用の超硬工具を研削する研削盤 (付園 78) 。 といし車の直径 c e m e n t e dc a r b i d e 1 0 0 1g r i n d e rf o r woodworking チップ ソー研 削盤 36 B0 1 1 4:1 9 9 7 付図 1 リングパーカ 付図 2 ヘッドパーカ 37 B0 1 1 4:1 9 9 7 付図 3 付図 4 手押テーブル帯のこ盤 複合自動ローラ送りテーブル帯のこ盤 38 B0 1 1 4:1 9 9 7 付園 5 付園 6 履帯送りテーブル帯のこ盤 自動送材車付き帯のこ盤 39 B0 1 1 4:1 9 9 7 付園 7 自動ローラ送り横形帯のこ盤 4 0 B0 1 1 4:1 9 9 7 付園 9 テーブルツイン帯のこ盤 付図 10 自動送材車 4 1 B0 1 1 4 :1 9 9 7 付図 11 台車式ツイン丸のこ盤 付図 12 ダフルエジヤ 付図 13 多軸トリマ 42 B0 1 1 4:1 9 9 7 付園 14 付園 16 付図 19 帯のこ歯研削盤 帯の ζ ロール機 フィンガジョインタ 付園 15 付図 17 付図 18 帯のこ歯側面研削盤 ぱち形あさり整形機 帯のこ歯漕着機 43 B0 1 1 4:1 9 9 7 付図 20 付図 21 ち が‘一 縦継ぎプレス ログパーカ 4 4 B0 1 1 4:1 9 9 7 付図 22 付図 23 レースチャージャ ベニヤレース 45 B0 1 1 4:1 9 9 7 付図 24 単板巻取り巻戻し機械 付図 26 クリッパ 46 B0 1 1 4:1 9 9 7 付図 27 付園 25 ローラ乾燥機 レース直結スタッキング装置 4 7 B0 1 1 4:1 9 9 7 付図 28 付図 29 連続乾燥機 ペ=ヤスタッカ A. 加 、 、 、 ‘ ‘ 4 . ,畠 ‘ ‘ ••• rw、 -‘‘ •‘ . jtiE ‘ , m‘ 8 4 7 9 9 80114:1 ザ 付図 30 テンダライ 縫 付圃 31 単板摘はぎ 4 9 B0 1 1 4:1 9 9 7 付図 32 付園 33 付図 34 単板仕組装置 グルースプレッダ レイアップ装置 50 B0 1 1 4:1 9 9 7 付図 36 コールドプレス 付図 39 付図 35 ベニヤナイフ研削盤 ホットプレス 51 B0 1 1 4:1 9 9 7 付図 37 付図 38 付図 40 ダフルサイザ スタッ力 テーブル移動横切丸のこ盤 52 B0 1 1 4:1 9 9 7 付図 41 のこ軸移動横切丸のこ盤 付図 42 走行丸のこ盤 付園 43 リッパ 5 3 B0 1 1 4:1 9 9 7 付図 44 ギャングリッパ 唱に議 付図 45 付園 46 木工帯の己盤 トリミングソー 付園 47 手押かんな盤 54 B0 1 1 4:1 9 9 7 付園 48 付園 49 自動 1 面かんな盤 付図 51 むら取り 2 面かんな盤 付図 50 自動 4 面かんな盤 自動 2 面かんな盤 5 5 B0 1 1 4:1 9 9 7 付図 52 付図 53 付園 54 単軸面取り盤 モルダ 仕上かんな盤 付園 55 ルータ 56 B0 1 1 4:1 9 9 7 付図 56 付園 57 ユニバーサルヘッド NC ルータ 付図 59 NC ルータ 付図 58 ダブテールマシン ガント 1) NC ルータ 57 B0 1 1 4:1 9 9 7 付図 60 V 溝成形機 付園 61 立軸ほぞ取り盤 付園 62 両端ほぞ取り盤 58 B0 1 1 4:1 9 9 7 付図 63 コーナロッキングマシン 付園 64 木工多軸ボール盤 59 B0 1 1 4:1 9 9 7 付固 65 付図 67 角のみ盤 付園 66 ベルトサンダ 付園 69 付園 68 プロフィールサンダ 万能木工機 木工ワイドベルトサンダ 60 B0 1 1 4:1 9 9 7 付図 70 付図 71 NC サンダ 緑は(貼)り機 虻ヂ 可コ' 付園 72 自動くぎ打横 6 1 B0 1 1 4 :1 9 9 7 付図 73 ‘ 2 面かんなギャングリッパ L 付園 74 付園 75 建築用構造材加工機 スプレー塗装槍 62 B0 1 1 4:1 9 9 7 付園 76 uv 塗装乾燥機 付園 77 木工超硬工具研削盤 付図 78 自動かんな刃研削盤 63 B0 1 1 4:1 9 9 7 敏吉二政静 林 政 永田 幸 児玉 幸 佐久間 農林水産省林野庁森林総合研究所 東京農工大学農学部 財団法人日本規格協会 社団法人全国木材組合連合会 日本合板士業組合連合会 日本繊維板士業会 社団法人全国家具士業連合会 株式会社富士製作所 株式会社ウロコ製作所 株式会社平安コーポレーション 社団法人全国木工機械工業会 杜団法人全国木工機械工業会 村上 (事務局) 農林水産省林野庁森林総合研究所 日本集成材工業共同組合 敏幸弘夫勝雄 (委員) 所属 名古屋大学名誉教授 通商産業省機械情報産業局 通商産業省工業技術院標準部 飯田工業株式会社 E 行勝雄 E 原勝 AAZ 英一禎 尚夫蔵幸敏繁男則孝睦久正証郎幸 達修紋勝 氏名 藤 構成表 全国建具組合連合会 章 (委員長) 員 委 本 AAZ 製材機械小委員会 員名 (2) 委氏 (事務局) 械井野村下原釦山員山下藤川子本友島上畑 原 劇福藤山木藤喜加細秋岩佐相金井林大川村佐 Ed QU 名 (委員) 称 係 関 械 機 工 加 材 木 (委員長) ns 原案作成委員会 所属 農林水産省林野庁森林総合研究所 株式会社富士製作所 株式会社菊川鉄工所 株式会社シーケイエス・チューキ 社団法人全国木工機械工業会 章 社団法人全国木工機械工業会 ( 3 ) 合板機械小委員会 (委員) 岩下 大友 高井 竹屋 金森 佐久間 所属 農林水産省林野庁森林総合研究所 日本繊維板工業会 株式会社イワクラ 株式会社ウロコ製作所 株式会社太平製作所 北川精機株式会社 南機械株式会社 社団法人全国木士機械工業会 村上 (事務局) E 弘郎保勝雄 藤原 邦静正司長 木下鉄 幸睦彦 氏名 (委員長) 章 社団法人全国木士機械工業会 6 4 B0 1 1 4:1 9 9 7 仰木工機械小委員会 氏名 所属 (委員長) 喜多山 (委員) 川島正行 岡嶋 繁 博 株式会社平安コーポレーション アミテック株式会社 中村義明 飯田工業株式会社 永田幸広 株式会社菊川鉄工所 谷野八郎 庄田鉄工株式会社 上神谷 良B 株式会社太平製作所 坂井 日告 株式会社丸仲鍛工所 名取平一 宮川土機株式会社 勝 社団法人全国木工機械工業会 佐久間章雄 社団法人全国木工機械工業会 村上 (事務局) 東京農工大学農学部
© Copyright 2026 Paperzz