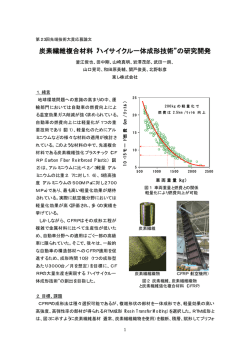
博士学位論文 RTM 成形システムのハイサイクル化および FRP 製品の寸法安定性に関する研究 指導教員 宮野 靖 教授 2015 年 3 月 金沢工業大学大学院工学研究科 高信頼ものづくり専攻 堀 正芳 目 次 第1章 緒 論 1-1 繊維強化プラスチック製品の特徴と成形法 --------- ( 2 ) 1-2 RTM 成形法の歴史 --------- ( 5 ) 1-3 本研究の目的 --------- ( 8 ) 1-4 論文の構成 --------- ( 9 ) 参考文献 --------- ( 9 ) 第2章 樹脂型による RTM 成形システムのハイサイクル化 2-1 はじめに --------- ( 27 ) 2-2 問題点とその解決法 --------- ( 27 ) 2-2-1 問題点 1:初期生産型投資コストが高いこと --------- ( 27 ) 2-2-2 問題点 2:プリフォーム製造機(プリフォームマシーン) の投資コストが高いこと --------- ( 28 ) 2-2-3 問題点 3:製造上の労務コストが高いこと --------- ( 29 ) 2-3 まとめ --------- ( 30 ) 2-4 今後について --------- ( 30 ) 参考文献 --------- ( 30 ) 第3章 RTM 成形品の寸法精度に及ぼす成形型および成形条件の影響 3-1 はじめに --------- ( 53 ) 3-2 FRP 成形品の変形 --------- ( 53 ) 3-2-1 成形工程 --------- ( 53 ) I 3-2-2 収縮の発生機構 --------- ( 54 ) 3-3 試 験 --------- ( 54 ) 3-3-1 供試材料 --------- ( 54 ) 3-3-2 寸法測定方法 --------- ( 55 ) 3-3-3 反り測定方法 --------- ( 55 ) 3-4 結果および考察 --------- ( 55 ) 3-4-1 ボックス形状型の各工程における収縮量 --------- ( 55 ) 3-4-2 各工程における収縮量(ボックス形状型と平型の比較) --------- ( 56 ) 3-4-3 各工程における反り量 --------- ( 56 ) 3-5 おわりに --------- ( 57 ) 参考文献 --------- ( 57 ) 第4章 RTM 成形法による FRP 製品の経時変形の発生と対策 4-1 はじめに --------- ( 78 ) 4-2 FRP 成形品の反りの発生機構 --------- ( 78 ) 4-2-1 成形品の反りの発生現象 --------- ( 78 ) 4-2-2 高温促進試験によって発生する反りの発生機構 --------- ( 79 ) 4-3 各種非対称積層成形品の反りの予測 --------- ( 81 ) 4-4 各種非対称積層板の反りの実際 --------- ( 81 ) 4-5 フェノール樹脂 FRP 層とゲルコート層により構成される 積層板の反り --------- ( 82 ) 4-6 反りの発生機構の纏めとその対策 --------- ( 83 ) 4-7 おわりに --------- ( 83 ) 参考文献 --------- ( 83 ) II 第5章 結 論 --------- ( 95 ) 謝 辞 --------- ( 98 ) III 第1章 緒 論 1 1-1 繊維強化プラスチック製品の特徴と成形法 繊維強化プラスチック(Fiber Reinforced Plastics:以下 FRP と略称)は 1942 年に米国に おいてガラス繊維と不飽和ポリエステル樹脂の組み合わせで誕生した 1).誕生当時から「鉄よ り強く,アルミより軽く,腐食しない」というキャッチフレーズとともに将来の構造材料とし て期待された.その後,素材であるガラス繊維や樹脂の改良・開発,機械的・熱的特性の解明, さらには様々な成形方法の考案により,生産量と用途を増やし,工業材料としての市民権を確 実に得るまでに成長した 2). FRP 製品の用途は,最先端の航空宇宙の分野から,日常手に触れることのできる家庭用品, レジャー用品などの汎用品まで多岐にわたるが,国内の大半の FRP 製品製造業者は,著者と 同様に汎用の FRP 製品のみの製造を行っているのがほとんどである.その汎用 FRP 製品の例 として「家庭用浴室ユニット」 「水上バイクのデッキ」 「50 ㏄のミニカーのボデイ」 「FRP 和船」 をそれぞれ図 1-1 から図 1-4 に写真で示す.これらの汎用の FRP 製品の特徴は, 1) 構成が, 「ゲルコート層」と呼ばれる着色不飽和ポリエステル樹脂のみの層と「FRP 層」と の二層構造になっていること. (一部製造法の違いにより, 「ゲルコート層」が存在しない「FRP 層」の単層構造有り. ) 2) 形状全体が,肉厚が 3mm から 10mm 程度までの薄い殻形状になっていること. (この薄い 殻形状を「三次元シェル構造」と呼ぶ. ) が挙げられる. 1)について,FRP 製品の中で「ゲルコート層」と「FRP 層」から成るなるものを,本論文 では, 「FRP 多層構造体(板) 」と定義し,以下この名称を使用する.図 1-5 に肉厚が 3mm と 5mm の「FRP 多層構造体」の一般的な構成を示す. 「ゲルコート層」を必要とするのは, 「FRP 層」が,ガラス基材の浮き出し等で表面がきれいでないため,見栄えをよくするための化粧面 としての役割のためだけである.そのため,この FRP 多層構造体の肉厚に関係無く,ゲルコ ート層の厚みは 0.5mm 一定で,残りの FRP 層の肉厚がそれぞれ 2.5mm,4.5mm となる.同 じ図 1-5 に FRP 多層構造体である機械カバーの「ゲルコート層」側(表面側)と「FRP 層」 側(裏面側)の外観写真を示す. 「FRP 層」側が,多数の色が混在しており,きれいでないの がはっきりわかる.逆に,FRP 製品として美観の必要でないものや「FRP 層」に着色剤を添 加したもので,十分美観が得られるものは, 「FRP 単層構造体」となることが分かる. 2)について,FRP 製品の中で「三次元シェル構造」を有するもののほとんどは,成形型から の反転により製造される.その製造法は,以下の 4 つの方法に大別される. ハンドレイアップ法 HLU 法 スプレ-アップ法 SU 法 シートモーデイングコンパウンド法 SMC 法 レジントランスファーモールディング法 RTM 法 2 それぞれの成形工程の流れと特徴を図 1-6 から図 1-9 までに示す. 図 1-6 に HLU 法を示すが 6),この成形法の特徴は下記の通りである. ・ゲルコート塗布作業が有ること ・生産型は樹脂型を使用し,表面型だけのオープン成形であること 以下に,生産型,樹脂型および表面型の説明を簡単に記す. (詳細は 3 章に示す) 生産型とは,FRP 製品を製作するための型であり,大半の FRP 製品は生産型からの反転成 形により得られる.そのため生産型の表面形状は製品形状とオス・メスが逆転している.樹脂 型とは,FRP 構成の殻の部分を鉄骨等で補強したもので,FRP 型とも呼ばれる.表面型とは, FRP 製品の表面側を製作するための型の意味であり,逆が裏面型である.作業者がガラスマ ットに樹脂を含浸させ,それをまた作業者がロ-ラ-で脱泡するなど,すべての作業を人手で 行う積層作業が有ること.したがって作業環境は悪く,作業熟練度も必要となり,生産性は多 品種少量生産向き,設備投資額は小さいといった特徴を有する. 図 1-7 に SU 法を示すが 7),この成形法の特徴は下記の通りである. ・ゲルコート塗布作業が有ること ・上記 HLU 法と同様に生産型は樹脂型を使用し,表面型だけのオープン成形であること ・同じく HLU 法の樹脂を含浸させる作業が,ガラスロービングと樹脂の吹き付けに替わった だけで,かなりの作業を人手で行う積層作業が有ること したがって作業環境は悪く,作業熟練度も必要となり,生産性は多品種少量生産向き,設備 投資額は小さいといった特徴を有する. 図 1-8 に SMC 法を示すが 8),この成形法の特徴は下記の通りである. ・他の成形法と違いゲルコート塗布作業が無いこと ・生産型は金型を使用し,表面型と裏面型の両方を使用するクローズド成形であること ・ 「シート材」と呼ばれるガラスロービング,樹脂,硬化剤,着色剤等を混合し,シート状に したものを予め製作しておき,この「シート材」を高温高圧の条件のもとでプレス成形するこ とで製品を作り出す成形法のため,人手で行う積層作業が無いこと したがって作業環境は良く,作業熟練度も不要となり,生産性は少品種大量生産向き,設備 投資額は大きい特徴を有する. 図 1-9 に RTM 法を示すが 9),この成形法の特徴は下記の通りである. ・ゲルコート塗布作業が有ること ・生産型は樹脂型を使用し,表面型と裏面型の両方を使用するクローズド成形であること ・ 「プリフォーム」と呼ばれるガラス基材(ロービング,ガラスマット等)を予め製品形状に 成形しておき,この「プリフォーム」を生産型内に設置し,両方の生産型のクランプ後,樹脂 注入を行い硬化後製品を取り出す成形法のため,人手で行う積層作業が無いこと したがって,作業環境は比較的良く,作業熟練度もそれほど必要とせず,生産性は中量中品 種生産向き,設備投資額は比較的小さい特徴を有する. 3 これら 4 つの成形法の日本における発展に関する歴史を,著者の FRP 成形法に関する歴史 と合わせて表 1-1 に年表で示す.なお各成形法の国内における普及度合いをグラフの幅の広が りで示す. この表より日本における FRP の試作は,米国より不飽和ポリエステル樹脂が導入された翌 年の 1953 年であり,これが我が国の FRP 産業の出発点と言える.その後,1955 年には,FRP 産業の拠点となる「強化プラスチック技術協会」が設立され,産・学・官が協力してこの業界 を推進する基盤が整備された 3).またこの年に FRP 成形加工技術の牽引車の役割を果たすこ とになる日東紡績株式会社の「FRP 研究所(以下 P 研と略称) 」も開設されている 4), 5).当時 の FRP 成形法は HLU 法であり,この成形法で数多くの FRP 製品の試作や量産が行われた. この成形法の特徴は図 1-6 で説明したが,もう一つ仕事を始める時の利点として, 1) 工場として使用可能な建屋があれば十分であった. 2) 大きな投資を要する機械設備の必要がなく,刷毛・ローラー・硬化炉と生産型あれば十分 であった. 3) 高度な技術は必要としなかった. などがあった.この利点が,農閑期の冬の雪のため屋外の仕事が少なく,また東北地方や北 海道と違い,最低気温が氷点下となることが少ない石川県,富山県の農家にとって打ってつけ であった.そして,農機具倉庫の一部をそのまま作業場にしてこの仕事を始められた.1965 年頃からこの地域に家族中心の小さな FRP 成形モルダ-が多数誕生し,浴槽, 水タンク等の 水回り製品が製造され,1975 年頃これら FRP 製の需要拡大期の生産対応に貢献し,一部はそ の後大きな FRP 成形モルダーへと成長を遂げている.数少ない現存する農機具倉庫をそのま ま作業場とした工場の全景を図 1-10 に示す.1970 年代このような FRP 成形工場が石川県, 富山県に多く存在した. 1970 年代に入って SU 法が普及してきた. この成形法の特徴は図 1-7 で説明した通り, HLU 法と同じオープン成形であって臭気対策は難しく,ガラス繊維の積層作業に熟練を要すること にも変わりは無い. 世の中で求められる構造体のもっとも一般的な形状は,平板か二次元および三次元の薄いシ ェル構造であり,汎用の FRP 製品がこの構造であることは前述した通りである.HLU 法およ びSU 法はこの構造の成形法として優れた方法であるが, 大量生産には向かない成形法である. これに対して,大量生産に適した成形法として SMC 法がある.この成形法は 1965 年頃に開 発された.図 1-8 で説明した通り,臭気対策も容易で,積層の熟練も必要としないが,大型の プレス機やその周辺機器の高額な設備投資によってのみ可能な成形法であり,使用する金型も また高額なことから,1975 年から 1980 年頃のこの成形法による 1 製品当たりの月産最低必 要数量は 500 個以上の大量であり,この成形法で生産される FRP 製品はごく一部に限られて いた. 多品種少量生産に適する HLU 法や SU 法と少品種大量生産に適する SMC 法の間を埋める 4 中品種中量生産に適する成形法として 1980 年代に RTM 法が普及してきた.この成形法が, 我が国に最初に紹介されたのは,1972 年のことであるが,当時はヨーロッパで呼ばれていた レジンインジェクション法(Resin Injection Method:以下 RI 法と略称)が一般的な呼び方 であった.しかしその後米国の技術が導入されて,米国で呼ばれていた RTM 法に統一され今 日に至っている. RTM 法の特徴は,図 1-9 に示した通り,安価な樹脂型を使用し,この樹脂型によるオス型 とメス型の隙間にガラス繊維をセットして樹脂の注入を行い,硬化後に成形品を取り出す方法 である.高額な設備投資の必要性も無く,また臭気対策も容易であり,積層の熟練も必要とし ない等,画期的な成形法である.この成形法の我が国における歴史について次節で詳しく述べ る. 1-2 RTM 成形法の歴史 1972 年に我が国に紹介された RTM 法は, 1976 年度に中小企業庁の開発事業に採択された. この開発委員会では,2 年間にわたって RTM 成形システムの設計研究と試作研究を行い,そ の成果を日東紡績の P 研がまとめている 10). この実績が我が国の RTM 法の国内への普及の出 発点になった 11). 当時の中小零細企業による主な FRP 製品の製造方法は HLU 法および SU 法であり,前節 で述べたように積層作業が手作業であるために製品の品質が作業者の技能に依存することと, オープン成形であるため臭気が強く作業環境が劣悪であることの 2 点が製造現場で改善すべ き深刻な問題になっていた 12)-17). この 2 点を根本的に解決する成形法として当時期待されたのが RTM 法である.1977 年度 に RTM 法による水タンクが商品化されたのを皮切りに,1980 年代前半には数多くの FRP 成 形モルダーがこの成形方法を採用し始めた.この当時の FRP 協会が提唱した RTM 法の HLU 法,SU 法に対するメリットは, 1) 熟練工がいらない. 2) 作業環境が良く,労働者を集めやすい. 3) 大きな設備投資がいらない. の 3 点で,これが大いに謳われ,その後全国に RTM 製造ラインが数多く作られる様になり, RTM 法は洗い場付浴槽等の水回り用の FRP 製品の中量生産システムとしての地位を確立し, 1985 年から 1990 年頃にかけて大きな発展をとげた. 著者は RTM 法の黎明期の 1980 年 4 月に総和レジン工業㈱へ入社し,FRP 製品の成形加工 に初めて携わった.RTM 法の技術導入のために日東紡績㈱の P 研に出向し,FRP 成形の基礎 から始まり RTM 法に使う型の製作方法から成形加工までの高度な技術の研修を受けた.総和 レジン工業では RTM 法の立ち上げにプロジェクトリーダーとして取り組み,この年の 11 月 5 に試作品を完成させた.この当時の FRP の主力製品は洗い場付浴槽で,1982 年には最大月産 600 台生産した.この実績を基に,1983 年 2 月に米国ヒューストンでの第 38 回「The Society of the Plastics Industry,Inc. 」において“Resin Injection Process-Its Productivity and Cost Effectiveness”のテーマで,日東紡績㈱P 研と共同発表した.この年の 11 月に洗い場付浴槽 の生産規模を拡大し,月産 1800 台までの増産体制を確立させ,1987 年までの 3 年間この数 量が継続された.RTM 法による製品は,1988 年には水上バイクのデッキ,1991 年には大型 防水パン,1994 年には分割式の浴槽,洗い場まで品種を増やすことができた. 1992 年頃から SMC 法に使用される金型の生産が海外,特に中国への移行が始まった.こ れに伴い金型費の大幅コストダウンが進み,償却コストも安くなった.そのため FRP 製品の 月産 200 個程度の償却も SMC 成形で可能となり,RTM 成形法の中量生産システムとしての 存在域が脅かされるようになった.さらに追い打ちをかけたのが生産拠点の海外移転であり, 1995 年頃からの中小の FRP 成形モルダーの海外生産が本格化したことである.著者は FRP 成形技術の海外流出と FRP 成形モルダーの海外移転を何とか食い止めようと,1993 年 1 月に 強化プラスチック協会主催の第 27 回 FRP ビジネスセミナー「興味ある最新 FRP 技術情報紹 介」において, 「小規模モルダーのための RTM 生産設備の実用化」のテーマで講演を行い, 国内での RTM 成形法の存続を訴えた 18).これに対して強化プラスチック協会より技術奨励賞 を,同じ内容の発表に対して日本複合材料学会より技術賞を受けた 19).さらにこの英文論文が 1997 年に Advanced Composite Material に掲載された 20). HLU 法や SU 法において国内では問題となった, ① 手作業のため,製品の性能は作業者の技能に依存する. ② 臭気が強く作業環境が悪いため,労働者を集めにくい.また公害の一つになる. について,作業環境があまり問題にならない海外において,作業者の技能レベルの向上が進め ば,HLU 法や SU 法による FRP 製品の海外生産が国内の RTM 法による生産を圧迫するよう になり,その結果,1995 年~2000 年頃には国内に数多くあった RTM 成形ラインもほとんど 撤去され,浴槽, 防水パン等の水回りを中心とした FRP 製品の中量生産システムとしての RTM 法はその使命を終えると同時に,数多くの中小零細の FRP 成形モルダ-も国内から姿を 消した. 著者は,この国内における RTM 法衰退の原因を,前述の RTM 法の HLU 法,SU 法に対 する 3 つのメリットについての提唱にあったと分析する. 1) 「熟練工がいらない」 「労働者を集めやすい」と,人手不足のためだけのメリットにこだわ り,RTM 法の真の成形上のメリットがまったく謳われていないため,安い労働力が中国で手 に入れば,RTM 法を日本で採用する必要性が無いと考えるのは経営者として当然のことであ る. 2) 「大きな設備投資がいらない」は,何に対してか?に疑問が残る.RTM 法の特徴でも説明 したが,この FRP 製品のガラス基材は,プリフォームが基本である.当然このプリフォーム 6 を製造するための機械,プリフォームマシーン(プリフォーマーとも呼ぶ)が必要であり,そ の価格が 2000 万円から 2500 万円であったことからも RTM を国内で採用するよりも,安い 労働力の中国で HLU 法と考えるのは経営者として当然のことである. 以上の分析より,世界を相手に RTM 法の採用が可能な FRP 製品としては, “SMC 法によ る製品形状と精度が要求され,しかも多品種少量で金型投資が困難なもの”が対象になる.ま た,改良しなければならない RTM 技術としては, “安価な設備でのプリフォーム製造技術の 開発”にターゲットが絞り込まれて検討にはいったのが 1999 年頃である. このうち“安価な設備でのプリフォーム製造技術の開発”については,2001 年に従来の巨 大なプリフォームマシーンが必要なダイレクトプリフォーム製造法に替る製法として,ドレイ バブルプリフォーム製造法を考案した.この方法は,HLU 法用のガラスマットを基材に使用 し,これに独自改良のバインダーを塗布後,硬化させプリフォームを製造する方法であるが, この製造法により,従来のダイレクトプリフォームでは成形が不可能であった,均一厚みで肉 厚 1mm のプリフォームの成形も可能となり,展開が大きく開けた.なお,ドレイバブルプリ フォームについては, 第 2 章で詳しく説明する. この当時の,著者が提唱した RTM 法の SMC 法に対するメリットは, 1) 安価な樹脂型で同等品ができる. 2) 薄肉(1.5mm)の製品の成形が可能. 3) ほんとうの意味での大きな設備投資がいらない. の 3 点であった. その 2 年後の 2003 年に,RTM 法が航空機用内装材の FRP 製品製造法に適しているとして 注目された.しかしそれは発注サイドの大手航空機内装材メ-カ-の,下記の 2 つの要因によ る消去法による選択に他ならなかった. ① 対象製品が航空機用内装材のパーツ部品のため,製品の種類が 25 種類程度と多く,また 1 製品当たりの月産数量は 10 個から 100 個前後と非常に少ない.そのため型投資等のコスト 面から,金型を使用する SMC 法は採用できない. ② 製品が組み合わせ部品のため,求められる寸法精度は 500mm に対して 0.5mm,製品重 量範囲は 1kg に対して 50gと厳しく,品質面からオープン成形の HLU 法や SU 法は採用で きない. しかし,消去法であれ,著者が提唱した RTM 法の SMC 法に対するメリットそのものの製 品であり, 「RTM 法による航空機内装材の製造」に取り組んだ.ところが,この寸法精度と製 品重量範囲は,著者が想定していた以上に厳しく,従来の RTM 法で成形されていた洗い場付 浴槽等の水回り製品のそれとは比べものにならない公差であった.この公差を実現するために, RTM 法では木型(木製のオス形状またはメス形状のモデル型) ,マスター型(FRP 製のオス 形状またはメス形状またはメスのモデル型)から,生産型と進む反転成形時の収縮および反り の管理と製品成形後の収縮および反りの経時変化の管理が必要となった. 7 ところが,これら木型から反転成形で生産型成形に至るまでの収縮,反りを扱っている日本 の文献としては,後藤の「わかりやすい実践 FRP 成形」21)などに一例として示されている. 海外においては,RTM 法の生産型は大半が金型であり,樹脂型を使用した RTM 法に関する 文献は存在しない.RTM 法の型生産技術に関する文献は次の 1 件のみで,Chang Li ,et al, “Mold manufacturing technology for resin transfer molding”22)である.しかしこれも生産 型の注入口と樹脂の排出口をどう設けるかを論じているもので,実際に木型から反転成形で生 産型成形に至るまでの収縮,反りを扱っている海外の文献は存在しない. したがって,木型から反転成形で生産型成形を行うのは,職人の技能レベルが高い日本独自 の方法である.それは,1990 年頃から日本の中小 FRP 成形業者が,HLU 法で中国生産を開 始した時も,新商品については中国国内では木型の製作が出来ないため,そのほとんどを日本 国内で製作し,中国へ送りこんでいた事実からも裏付けられる. この日本だけの方法も FRP 製品製造業者間の技術交流がほとんどないため,データ的なも のがまとまっておらず,著者の様な技術担当者が「独自の経験と勘をたよりに,度胸で決定す る」の頭文字を取った「KKD 方式」により対応せざるを得なかった.結果としては,幸運に も航空機内装品で RTM 法の復活を果たした.現在生産しているパーツ部品の写真を図 1-11 から図 1-17 に示し,図 1-18 にこれらのパーツ製品の組み立て完成のラバトリー写真を掲載す る.それぞれのパーツ部品の特徴は,両面平滑,リブ,ボス成形,ナットインサートが可能等, SMC 同等製品が安価な樹脂型で得られることであるが,現実には製品が予測とは違う挙動を 示すことがしばしばあり,脱型後の矯正処理を行うことも少なくない現状にあり,技術上の課 題は山積している. 1-3 本研究の目的 多岐にわたる FRP 製品において,著者が経験してきた最も多い市場クレームは,製品の反 りや収縮等の寸法不良とそれらの経時的な変化であった.しかしながら,この問題に関しては 前述のようにわずかに経験的な示唆のみが散見されるだけで学術的な検討は一切行われてい ない.そのため,その対応策も技術的に統制が取れていないのが現状であり,このことが FRP 同士あるいは FRP と他の部材との組み合わせが必要な工業用品等へのFRP 製品の用途拡大を 阻んできた最大の原因と考えられる.とりわけ,木型からの反転成形により製作される樹脂型 から製品を成形する HLU 法,SU 法および RTM 法では製法の特徴からこの反りや収縮の発 生は必然的に大きくなる. 本研究では,航空機用内装材として採用されている FRP 製品の製造方法である「樹脂型を 使用した RTM 法」に着目し,先ずこの成形システムのハイサイクル化による製造コスト低減 のための条件の確立を図る.ついで,製品に発生する反りや収縮などが,木型の製作から始ま って,木型から樹脂型としてのマスター型,マスター型から生産型,生産型から製品と多くの 8 工程を経て成形される RTM 法の,どの段階においてどれだけ発生するかについて詳細に評価 し,その発生機構を考察する.さらに,RTM 成形により成形された FRP 製品はしばしば経時 的な反りが発生する.とくにこの現象は耐燃焼性に優れるフェノールをマトリックスとする FRP 製品に顕著である.この経時変形を評価して発生機構を明らかにする. このように RTM 成形における技術的な諸問題を解決して,この成形法による FRP 製品の 新分野への挑戦を可能にすることを目的とする. 1-4 論文の構成 本論文は,以下に示す 5 章から構成され,その概要を要約すると次の通りである. 第 1 章である本章では,本研究の背景および目的・意義について述べる. 第 2 章では,樹脂型による RTM 成形システムのハイサイクル化に挑戦した生産型と注入樹 脂の温度管理を徹底することにより,従来の RTM 法に較べて,成形サイクルの大幅な短縮を 図った.また形状や寸法等の僅かな違いによる数種類の生産型の統一化を図り,型投資コスト を低減し,その他の様々な工夫も加えて大幅な製造費のコストダウンを図った. 第 3 章では,木型の製作から始まる複雑な工程ごとの寸法変化つまり収縮と反りは最終製品 に至るまで積算されることになるが,最終製品に要求される寸法精度を確保するために,これ らの工程ごとの寸法変化を先ず詳細に測定した.その結果,木型がオス型かメス型かにより各 工程の反りと収縮は大きく異なることが判明し,その原因を究明し,これらを抑制する方策も 見出した. 第 4 章では,RTM 法で成形される最終 FRP 製品は使用するマトリックス樹脂の種類によ り寸法安定性つまり経時変形に大きな違いが生じることを見出した.FRP 製品はゲルコート 層と FRP 層の 2 層構造であるが,FRP 層のマトリックスとしてフェノール樹脂を用いた場合 には反りは経時的に増大し続けることが分かり,その発生機構と抑制法も見出した. 第 5 章では,各章で得られた研究結果の要約を統括し, 結論として取りまとめる. 参考文献 1) 林 毅, “複合材料工学” ,日科技連, (1971) 2) 森本尚夫, “FRP 成形の実際” ,高分子刊行会,p1 (1984) 3) 森本尚夫, “強化プラスチックの進歩” , 海青社,p54 (2008) 4) 強化プラスチック協会編, “FRP20 年の歩み” p66 (1972) 5) 強化プラスチック協会編, “FRP30 年の歩み” p73 (1984) 6) 森本尚夫, “FRP 成形の実際” , 高分子刊行会,p72 (1984) 7) 森本尚夫, “FRP 成形の実際” , 高分子刊行会,p90 (1984) 9 8) 森本尚夫, “FRP 成形の実際” , 高分子刊行会,p178 (1984) 9) 森本尚夫, “FRP 成形の実際” , 高分子刊行会,p141 (1984) 10) R/I 開発委員会編, “強化プラスチックス” , Vol.24 No.10,pp419-427 (1978) 11) Tabei, K., et al., “Resin injection process-its productivity and cost effectiveness” The Society of Plastics Industry, Inc. The 38th Annual Conference Preprint Session 4-B pp1-6 (1983) 12) 橘高弘和ら, “RTM 成形概論” ,強化プラスチックス Vol.38 No.10,pp362-370 (1992) 13) 野村 勲, “RTM 特集:応用:バスユニット” ,強化プラスチックス Vol.38 No.10, pp415-418 (1992) 14) 野村卓行, “小規模モルダーのための RTM 成形生産設備” ,強化プラスチックス Vol.39 No.8,pp331-335 (1993) 15) 堀 正芳,“RTM 成形について” ,第 6 回北陸複合材研究セミナ-講演集,pp1-4 (1992) 16) 堀 正芳, “複合材料活用辞典” ,産業調査会,pp468-471 (2001) 17) 堀 正芳, “新刊 複合材料・技術総覧” , 産業技術サ―ビスセンター,pp312-314 (2011) 18) 堀 正芳, “小規模モルダ―のための RTM 生産設備の実用化” ,第 27 回 FRP ビジネス セミナ―「興味ある最新 FRP 技術情報紹介」講演集,pp1-4 (1993) 19) 堀 正芳ら, “RTM 成形法の改良について” 日本複合材料学会誌 ,Vol.22 No.1, pp34-37 (1996) 20) Hori, M., et al, “Refinement of resin transfer molding (RTM) method” , Advanced Composite Materials, Vol.6 pp255-259 (1997) 21) 後藤卒土民, “わかりやすい実践 FRP 成形” ,工業調査会,pp167-192 (1997) 22)Chang ,Li,et al, “Mold manufacturing technology for resin transfer molding” , Fiber Reinforced Plastics / Composite,( 2005-04) 10 表 1-1 日本におけるFRP成形法の発展に関する歴史 年代 1950 日本におけるFRP成形法の発展に関する歴史 HLU SU SMC RTM 年代 著者のFRP成形法に関する歴史 52 日本に不飽和ポリエステル樹脂が初導入 53 HLU法による試作開始 55 『強化プラスチック協会』『日東紡績㈱P研』設立 57 日本にスプレーアップ機、初導入 1960 64 SMC法、特許登録される 67 スプレーアップ機の輸入拡大 1970 国産のスプレーアップ機が初登場 72 RTM法が日本に紹介される 76 RTM法が中小企業庁の開発事業に採用される 77 RTM法による水タンクの量産開始 1980 RTM法による洗場付浴槽の量産開始 1980 総和レジン工業㈱入社 RTM法による洗場付浴槽試作完成 82 上記洗場付浴槽、月産600台達成 83 日東紡績㈱とSPI共同発表 上記洗場付浴槽、月産1800台達成 〃 〃 〃 87 88 RTM法による水上バイクデッキ量産化 82 水回りFRP製品製造のRTM成形ライン全国展開 1990 1990 91 92 93 94 92 SMC法用金型の海外(中国)生産開始 RTM法による大型防水パン量産化 北陸複合材料研究会セミナー講演 FRPビジネスセミナー講演 分割式の洗場・浴槽量産化 95 中小のFRPモルダーの海外(中国)生産本格化 96 複合材料学会より技術賞受賞 97 ACMに著者の英文論文掲載 98 国内でRTM法の成形ライン撤去始まる 2000 国内のRTM法の成形ラインほぼ消滅 数多くの中小零細のFRPモルダー廃業 2000 01 複合材料活用事典に出筆 3 RTM法が航空機用内装材として再び注目される 5 RTM法による航空機用内装材FRP製品量産開始 08 RTM法による航空機用内装材、月産1000パーツ達成 2010 2010 11 新版 複合材料・技術総覧に出筆 13 VARTM法によるトラック部品量産開始 2020 年代 日本におけるFRP成形法の発展に関する歴史 HLU SU SMC RTM 11 年代 著者のFRP成形法に関する歴史 図 1-1 汎用 FRP 製品(家庭用浴室ユニット) 12 図 1-2 汎用 FRP 製品(水上バイクのデッキ) 13 図 1-3 汎用 FRP 製品(50cc のミニカーのボデー) 14 図 1-4 汎用 FRP 製品(FRP 和船) 15 Gel coat lay er (Colored u n satu rated poly ester resin ) 0 .5 mm 2.5 mm (4 .5 mm) FRP laye r Front surface Back surface 図 1-5 FRP 多層構造体(FRP 製品)の構成 16 3 .0 mm ( 5 .0 mm) 1.Gel coat spray 2.Lay u p of g lass mat an d impreg n atin g of resin 3.Cure resin glass mat 図 1-6 HLU 法の成形工程 17 4.De-moldin g 1.Gel coat spray 2.Spray up by glass roving yarn and resin 3.Cure resin glass rovin g 図 1-7 SU 法の成形工程 18 4.De-moldin g 1.Mo ld o pening 2.SMC shee t setting 3.Mold clamping 図 1-8 SMC 法の成形工程 19 4.Cure 5.De -mo lding 1.Ge l coat spray 2.Pre fo rm charge 3.Mo ld clamping 4.Re sin inje ction 5.Cure Preform 図 1-9 RTM 法の成形工程 20 6.De -mo lding 図 1-10 農機具倉庫の一部を使用した FRP 成形工場 21 図 1-11 実際の RTM 成形品(アメニティドア) 図 1-12 実際の RTM 成形品(シュラウド) 22 図 1-13 実際の RTM 成形品(ディスペンサー) 図 1-14 実際の RTM 成形品(サラウンド) 23 図 1-15 実際の RTM 成形品(アクセスドア) 図 1-16 実際の RTM 成形品(ティッシュドア) 24 図 1-17 実際の RTM 成形品(シンクデッキ) TISSUE DOOR DISPENSER CABINET AMENITY DOOR SINK DECK SHROUD SURROUND ACCESS DOOR 図 1-18 航空機ラバトリーに採用されている RTM 成形法による FRP 製品 25 第2章 樹脂型による RTM 成形システムのハイサイクル化 26 2-1 はじめに FRP の生産品目は,住宅機材(浴室ユニット,浄化槽,水タンク等)から,建設資材,工 業機械,船舶,車両,航空機部品等まで多岐にわたるため,その生産数も月産 1000 個以上の 大ロット製品から,月産 10 個~20 個程度の少ロット製品まで多種多様である. このうち,大ロット製品は大規模モルダーで機械化,システム化された SMC 法により,少 ロット製品は小規模モルダーで労働集約的 HLU 法および SU 法により,それぞれ生産される のが一般的であった.しかし 1975 年頃から HLU 法と SU 法は,劣悪な作業環境からの慢性 的な労働力不足と作業に熟練度が必要なための熟練工不足の問題抱え, また 1990 年頃からは, 新たに後継者不足の問題が深刻化している 1), 2). そこでこれら人手不足の問題を解決する成形法として,1970 年代後半から 1980 年代前半に かけて,RTM 法が提案され国内でも生産ラインが作られた.また 1980 年代後半から 1990 年 代前半にかけて, このRTM 法の改良バージョンとしてバキュームを併用するライトRTM 法, VARTM 法およびインフュージョン法などが提案され注目されてきた.しかし現実には,1990 年代後半に安い労働力を求めての HLU 法の海外(中国)への生産拠点の移行等により,2000 年頃に国内では, RTM 法は一度消滅したことは,第 1 章で述べた通りである. RTM 法の概要を図 2-1 に, それぞれの工程の実際の作業を写真で図 2-2 から図 2-8 に示す. RTM 法は,製品肉厚相当の隙間を有する表裏一対の生産型(一般的には樹脂型であるが,電 鋳型と金型の場合もある)を使用し,この隙間に強化材(インサートを含む)のみをあらかじ め設置し,クランプ後,適切な位置に設けた注入孔からマトリックス(不飽和ポリエステル樹 脂,ビニルエステル樹脂,エポキシ樹脂およびフェノール樹脂など)を注入し,強化材と一体 硬化させ,その後に型を開き脱型して成形品を得る方法である 1),3),4). 今一度, RTM 法の HLU 法, SU 法に比べてのコスト上のデメリットを再検証すると, 1) 初期生産型投資コスト 2) プリフォーム製造機(プリフォームマシーン)の投資コスト 3) 製造上の労務コスト が,それぞれ高いことである.以下,これらの問題点を個別に検討する. 2-2 問題点とその解決法 2-2-1 問題点 1:初期生産型投資コストが高いこと HLU 法や SU 法が,オープン成形と呼ばれる表面型のみを使用する成形法に対して,RTM 法は,クローズド成形と呼ばれる表面型と裏面型の両方が必要となり,単純に型数だけでも 2 倍のコストとなる.また注入圧力に耐えるために高剛性が必要となり,それぞれの型の製作費 は HLU 法や SU 法に比べ約 2 倍で,合計では約 4 倍のコストとなる. 27 この解決法は,生産裏型の稼働率アップと小さな形状違いに対する共有化による型数の削減 である.具体的には,図 2-1 に示すように RTM 法における「ゲルコート塗布」から「製品脱 型」までの 8 工程において,表型は全 8 工程に使用されるのに対して,裏型は使用されている のが「型合わせ・型締め」から「製品脱型」までの 5 工程のみで使用され, 「ゲルコート塗布」 から「ガラス基材チャージ」までの 3 工程では未使用である.この裏型の未使用工程時の稼働 率を向上させるために,裏型形状に以下の改良を加えた. すなわち,従来の RTM 成形法においては,各々の製品に対して表型と裏型をそれぞれ 1 型 (1 対)製作し対応していたが,今回の新規 RTM 成形システムでは図 2-10 に示すように一部 の形状と寸法の違いを除いて,全体形状がほぼ同一の 4 種類の製品について,インサート型の 着脱により裏型の共通化を図り,4 種類 4 型の表型に対し 1 種類 1 型の裏型の製作のみで対応 できるようにした.実際の裏型におけるインサート型の着脱を図 2-9に,裏型インサートよる 製品バリエーションを,またそれぞれの製品を図 2-11 に示した. 結果は表 2-1 に示し,そのグラフを図 2-12 に示す.コスト欄の数字はマスター型コストを 100 とした場合の比率指数である.従来の RTM 法では初期型投資コスト比率指数は, (100× 1+30×1)+(150×4+50×1)+(250×4)+(50×4)=1980 となる.一方,新規 RTM 成 形システムでは,4 種類の製品についてマスター型と裏型がそれぞれ 1 型と表型とスクリーン 型がそれぞれ 4 型必要であることから初期型投資コスト比率指数は, (100×1+30×1)+ (150×4+50×1)+(250×1+90×1)+(50×4)=1320 となる.このことより,新規 RTM 成形システムは従来の RTM 成形法の初期型投資コストを 67%にまで低減することができた. 2-2-2 問題点 2:プリフォーム製造機(プリフォームマシーン)の投資コストが高いこと 図 2-13 に一般的に RTM 法に使用されるダイレクトプリフォームの製造法を示す.この方 法は,ロービングをカットし,これをスクリーン型(穴あき型)に吹き付けると同時にバイン ダーを吹き付けた後,オーブンで加熱硬化させることによりプリフォームが生産される製法で ある.しかしながらこの方法では,下側の図に示すように巨大な工場スぺース(約 50 平方メ ートル)に高額なプリフォームマシーン(約 2000 万円から 2500 万円)の購入設置が不可欠 であり,製品の安定受注が確約されていない一般の中小零細の FRP 成形モルダーでは,この システム導入はかなり難しかった.図 2-14 は実際のダイレクトプリフォームの製造現場の写 真である.作業者からこのマシーンの大きさが理解できる.また品質的には,ガラスロービン グの吹き付け量のバラツキが大きくガラス繊維の分布が不均一のため,肉厚が 2.0 ㎜以下の製 品の量産化には適さない. 解決法として,著者はカットしたガラスロービングの吹き付けを行わず,ハンドレイアップ 成形用ガラス基材(チョップドストランドマット)に独自改良のバインダーを塗布し低温(約 50℃)で乾燥させるドレイバブルプリフォーム製造法(図 2-15)を考案した.図からわかる 様に,作業者の周辺に何の機械も存在しない.図 2-16 に実際のドレイバブルプリフォーム製 28 造工程を写真で示した.図 2-17 はプリフォームの乾燥後の写真である.これにより,ガラス 繊維が均一分布した薄肉(最低肉厚 1.0 ㎜)製品に適したプリフォームが低コストで得られる ようになった. 表 2-2 はドレイバブルプリフォームを使用する新規 RTM 法と,他のガラス基材を使用する ライト RTM 成形法のコスト比較をしたものである. グラフは図 2-18 に示す. 数字は新規 RTM 成形システムの注入樹脂コストを 100 とした場合の比較指数である.ライト RTM 法や VARTM 法の場合,低粘度注入樹脂とニット材料の使用により原材料コストが 1265 となるが, 新規 RTM 成形システムでは,ハンドレイアップ成形用の樹脂とチョプドストランドマットの 使用により,原材料コストが 1145 に抑えられ,約 10%のコストダウンが実現できた. 2-2-3 問題点 3:製造上の労務コストが高いこと 従来の RTM 法では,樹脂注入から製品脱型までの時間が,25 分から 35 分必要であったた め,この樹脂硬化時間中に行うプリフォームチャージの時間の 10 分との差に手待ち時間が発 生し,この間の適正な作業が存在せずロス時間となり,必要作業工数時間が増えた.そのため 生産コストも上がった.またライト RTM 法およびインフュージョン法では,樹脂注入から製 品脱型までの時間が従来 RTM 法の 25 分から 35 分のそれぞれ約 2 倍,約 3 倍の時間が必要で あり,さらにロス時間も大きくなり必要作業工数時間もさらに増えた. 新システムでの特徴は,裏型にヒーターを設置することにより,裏型表面温度を 50℃一定 とする(図 2-19 に樹脂注入後にヒーターを加熱させるために,電源を接続している写真を示 す.電源は一般家庭向けの 100 ボルト用である. )と同時に,注入樹脂温度も専用タンクで加 温し,こちらも 50℃一定とすることにより,注入から脱型までの所要時間が従来の RTM 法の 1/3 の 10 分まで大幅に短縮され,プリフォームチャージ時間とのバランスが取れるまでにな った. 実際の新規 RTM 成形システムの 1 日の生産工程の流れを図 2-20 に示した.生産ラインに は裏型 1 型に対して表型 4 型が投入され,成形サイクルは 1 サイクル 35 分で 1 日 12 台の製 品が生産されている.この成形ラインに従事している作業者は原則ゲルコート作業が中心の 1 名(点線)とプリフォームチャージと注入作業が中心の 1 名(実線)の合計 2 名である.製造 工程のうちプリフォームチャージ工程を図 2-21 に示した. 新規 RTM 成形システムと各種 RTM 法(ライト RTM 法,VARTM 法およびインフージョ ン法)との成形条件,裏型 1 型あたりの適正月次生産量,型構造およびリブボスインサート成 形の可否についての比較を表 2-3 に示した.この表より,新規 RTM 成形システムは,従来の 樹脂型を使用した RTM 法に比べ,裏型 1 型あたりの適正月次生産量が 2 倍の 240 個となって いるが,注入から脱型までの成形時間が約 1/3 に短縮していることからすれば,3 倍の 360 個 が妥当と考えられる.この差は,現行製品の形状の複雑さ(アンダーカット等)に伴うゲルコ ート作業工程と裏型清掃・準備工程の増加により,成形サイクルタイムが 35 分要しているた 29 めで,単純な製品形状の場合の成形サイクルタイムは 25 分が可能と考えられる.このことか らも,裏型 1 型あたりの適正月次生産量は 360 個と想定される 1). 2-3 まとめ 今回著者が開発した新規 RTM 成形システムの特徴は, ① 一部の形状と寸法の違いを除いて,全体形状がほぼ同一の 4 種類の製品のついては,イン サート型の着脱により裏型の共通化を図り,従来の RTM 法では 4 型必要であった裏型を 1 型 で対応可能としたことにより,初期型投資コストが 67%まで低減された. ② 独自改良の「ドレイバブルプリフォーム製造法」により,ガラス繊維が均一分布した薄肉 (最低肉厚 1.0mm)製品に適したプリフォームの量産が可能となった.またハンドレイアッ プ成形法用のガラス基材(チョプドストランドマット)がそのまま使用可能なため,他のガラ ス基材 (ニット材料やコンティニアスストランドマット) を使用したライト RTM 法や VARTM 法に比べ,注入樹脂の差額も含めて原材料コストが 10%削減できた. ③ 安価な樹脂型にヒーターを内蔵し,裏型表面温度と注入樹脂温度をそれぞれ 50℃一定に することにより,成形サイクルは電鋳型や金型と同等の 35 分となり,従来の RTM 法の 70 分 の 1/2 に短縮された.しかし今回の製品は,複雑形状(アンダーカット等)の箇所が存在する ためであり,さらに単純な形状の製品の場合,成形サイクル 25 分が想定され,約 1/3 にまで 短縮可能と考えられる. などが挙げられる. 2-4 今後について 図 2-22 に 1 ヶ月の生産数量に対する最適成形法の変遷を年代別に示した.第 1 章で述べた 通り,RTM 法は 1985 年から 1990 年に花開き,僅か 10 年で姿を消したが,2005 年から新し い航空機内装材の分野で復活し,さらに今回新規 RTM 成形システムの開発に伴い,図に示す ように 2015 年から 2020 年にかけて RTM 法が大きく飛躍することを期待する. 参考文献 1) 堀 正芳 , “小規模モルダーのための RTM 生産設備の実用化” ,第 27 回 FRP ビジネス セミナー「興味ある最新 FRP 技術情報紹介」講演集,pp1-4 (1993) 2) 堀 正芳 , “RTM 成形法” ,第 6 回北陸複合材研究セミナ―会講演集,pp1-4 (1992) 3) 後藤卒土民, “わかりやすい実践 FRP 成形” , 工業調査会, pp186-189 (1997) 4) 堀 正芳, “2011 新版 複合材料・技術総覧” ,産業技術サービスセンター, pp312-314 30 (2011) 5) 宮入裕夫,後藤卒土民, “強化プラスチック材料入門” ,日刊工業新聞社, pp76-78 (2007) 6) Hori, M., et al., “Refinement of resin transfer molding (RTM) method” ,Advanced Composite Materials,Vol. 6,pp255-259 (1997) 31 表 2-1 新規 RTM 成形システムと従来の RTM 成形法とのコスト比較(初期型投資コスト) New RTM method Mold number Cost RTM method Total ± Mold number Cost Total Master mold 100 1 100 100 1 100 0 Remodeling cost 30 1 30 30 1 30 0 Lower RTM mold 150 4 600 150 4 600 0 Remodeling cost 25 2 50 25 2 50 0 Upper RTM mold 250 1 250 250 4 1000 -750 Remodeling cost 90 1 90 0 90 Screen mold 50 4 200 200 0 0 0 1980 -660 Remodeling cost Total ― ― 0 1320 32 ― ― 50 ― 4 ― 表 2-2 新規 RTM 成形システムとライト RTM 成形法(VARTM)成形法との比較 (原材料コスト) New RTM method RTM method ± Cost Usage gel coat 400 resin 100 Total 2.0 2.5 Cost Usage 800 400 250 130 kniting mat 85 2.0 2.5 1.0 Total 800 0 325 -75 85 -45 glass mat 40 catalyst 150 solvent 20 Total 1.0 40 0.1 2.0 15 150 40 20 1145 33 0.1 2.0 15 0 40 0 1265 -120 表 2-3 新規 RTM 成形システムと各種 RTM 成形法との比較 6) New RTM method RTM method VARTM method or Light RTM method Infusion method High pressure High pressure Vacuum assiste Low pressure Vacuum assiste 0.3~0.8 0.3~0.8 0.1~0.3 0.07~0.1 Pressure at resin transfer (MPa) Upper: 50℃ Upper:room temperature Upper:room temperature Molding temperature Lower:room temperature Lower:room temperature Lower:room temperature Lower:room temperature Optimum product number per month Mold structure (FRP mold) 120~240~360 Upper:High structure 60~120~180 30~60~90 Upper:High structure Upper:Low structure Lower:High structure Lower:Low structure 10~20~30 (with thermostats) Lower:High structure Lower:Low structure Lib・Boss・Insert OK OK OK NG Product cycle (minutes) 35 70 140 210 34 ガラス基材 pre fo rm ge l co at ゲルコート 雄 wer 型 Lo 雄 型 Lower 雄 型 Lo wer 1.Gel coat spray 2.Cure 3.Preform charge resin 樹脂注入 Upp e r Uppe 雌 型r ク ラ ン プ ク ラ ン プ clamp 雄 型 Lower Lo we r 4.Mold clamping 5.Resin injection 6.Cure Uppe 雌 型r Upp er 雌 型 雄 wer 型 Lo FRP製品 Lowe 雄 型r Lo 雄 we 型r 7.De-molding 8.De-molding 図 2-1 RTM 成形法の原理 35 図 2-2 RTM 成形工程(ゲルコート塗布) プリフォーム 下型 図 2-3 RTM 成形工程(プリフォームチャージ) 36 上型 下型 図 2-4 RTM 成形工程(型合わせ・型締め) 図 2-5 RTM 成形工程(樹脂注入) 37 上型 上型 下型 図 2-6 RTM 成形工程(脱型) 図 2-7 RTM 成形工程(トリミング) 38 図 2-8 RTM 成形工程(仕上げ) Back 裏 mold 型 Insert インサート型 図 2-9 裏型におけるインサート型の着脱 39 Upper mold insert Lower mold ① ② ③ product 図 2-10 裏型インサート(青色)による製品バリエーション 40 ④ ①ショートタイプ(洗面ボウル無し) ②ショートタイプ(洗面ボウル有り) ③ロングタイプ(洗面ボウル無し) ④ロングタイプ(洗面ボウル有り) 図 2-11 実際の成形品 41 図 2-12 新 新規 RTM 成形システムと従来の の RTM 成形 形法とのコス スト比較(初 初期型投資コ コスト) 42 exhaust fan blower hose cutter glass roving screen mold turn table binder spray blower Preform curing chamber screen mold blower hose fan turn table 図 2-13 ダイレクトプリフォーム製造法 5) 43 図 2-14 ダイレクトプリフォーム製造写真 44 ガラスマット glass mat screen mold binder spray 図 2-15 ドレイバブルプリフォーム製造法 45 図 2-16 ドレイバブルプリフォームの製造工程(バインダー吹付) 図 2-17 ドレイバブルプリフォームの製造工程(乾燥後) 46 1500 1000 solvent catalyst glass mat resin 500 gel coat 0 RTM method New RTM method 図 2-18 新規 RTM 成形システムと各種 RTM 成形法との比較 6) 47 7:45 8:00 9:00 裏型 1 1 表型1 1 1 10:00 2 2 11:00 3 4 3 1 1 表型2 1 1 13:00 14:00 7 7 8 表型1 表型2 表型3 9 9 3 3 2 型 合 せ ・ 型 締 め 樹 脂 注 入 裏 型 脱 型 樹 脂 硬 化 1 裏型 10 3 3 11 3 3 12 3 3 11 12 清 掃 ・ 準 備 製 品 脱 型 ゲ ル コ ゲ ル コ ト 塗 布 ト 硬 化 チプ リ フ ジ ォー 裏 型 脱 型 ャー 樹 脂 硬 化 1 ー 樹 脂 注 入 ム 図 2-19 新規 RTM 成形システムの 1 日の生産工程の流れの現用 48 2 2 17:00 12 10 ー 型 合 わ せ ・ 型 締 め 11 製品生産個数 1 6 4 1 1 6 5 清 掃 ・ 準 備 裏型使用回数 表型使用回数 表型 1 8 2 2 16:00 10 7 2 表型4 2 9 6 2 1 15:00 8 5 3 表型4 12:45 12:00 5 2 1 表型3 裏型 4 図 2-20 樹脂注入条件 件管理による る樹脂硬化時間の短縮 縮 49 図 2-21 プリフォームチャージ工程 50 1975~ 1980 HLU・SU method 0 1985~ 1990 100 200 HLU・SU method 0 1995~ 2000 100 300 SMC method 400 500 200 300 400 500 300 400 500 HLU・SU 2005~ 2010 100 900 1000 set/month 600 700 800 900 1000 set/month 600 700 800 900 1000 set/month 800 900 1000 set/month 800 900 1000 set/month SMC method RTM 0 800 SMC method 200 100 700 SMC method RTM method HLU・SU method 0 600 200 300 400 500 600 700 Light RTM(VARTM) method Infusion method HLU・SU 2015~ 2020 RTM 0 100 New RTM method 200 300 SMC method 400 500 600 700 Light RTM(VARTM) method Infusion method 図 2-22 1ヶ月の生産数量に対する最適成形法の変遷 51 第3章 RTM 成形品の寸法精度に及ぼす成形型および成形条件の影響 52 3-1 はじめに 三次元形状を有する FRP 成形品の大部分は生産型からの反転成形によって製造されるが,その 製品には,クラックや残留気泡等の外観的欠陥が無く,図面要求通りの寸法と肉厚を有し,合わ せて反りやねじれの無い状態で量産されることが要求される.これらの項目の一つ一つに設定さ れた許容量内に,すべての製品が納まるように製造することが理想であるが,現実にはその通り にならない場合がほとんどである 1).特に航空機関係においては許容量そのものの範囲が極めて 狭く,そのすべての要求を満足する FRP 製品を作り出すことは「至難の業」であると言える. FRP 製品の製造方法の一つである RTM 法は,クローズド成形であるため,オープン成形の HLU 法 SU 法に比べて肉厚と重量の安定した製品が得られる特徴がある 2).近年この特徴を生か し RTM 成形法により製造された FRP 製品が,航空機用内装材に採用されている. しかしながら,RTM 法も一部を除いては,HLU 法や SU 法と同様に,木型,マスター型,生 産型の製造プロセスの後に FRP 製品が成形される方法である.そのため製品に要求される寸法精 度を保持するには,上記製造プロセスの各工程で生じる寸法精度の阻害要因を明確にし,その対 策を講じることが必要不可欠である.しかし今日まで HLU 成形法および SU 成形法を含め,FRP 成形品の寸法精度をこのような視点で考察した論文はほとんど見当たらない.本論文は木型,マ スター型,生産型の製造プロセスを経た後に FRP 製品が成形される RTM 法に注目し,製品に要 求される寸法精度を保持するために,製造プロセスの各工程で生じる寸法変化とそのメカニズム を明確にし,木型設計時の指針を明らかにすることを目的とする. 3-2 FRP 成形品の変形 3-2-1 成形工程 製品としての FRP 積層構造体は下記の工程を経て作られる. A) 木型から FRP 構造としてのマスター型が HLU 法により反転成形される. B) マスター型から FRP 構造としての生産型が HLU 法により反転成形される. C) 生産型から FRP 構造としての製品が RTM 法により反転成形される. これらの工程ごとに収縮が生じる.特に製品の成形においては収縮のみならず反りが生じる. さらにこれらの工程で使われる FRP 積層構造体の構成材料および成形条件のみならず,型形状が オス型かメス型かによって生じる収縮や反りは異なる. 図 3-1 は FRP 成形品の片面にゲルコート層を配し,そのゲルコート面すなわち表面がメス面に なる場合の実際の製作工程を示している.オス型の木型から始まり,メス型のマスター型,オス 53 型の生産表面型とそれと対をなす生産裏面型が製作される.この生産型を使って表面がメス面の 製品が成形される. 図 3-2 は FRP 成形品の片面にゲルコート層を配し,そのゲルコート面すなわち表面がオス面に なる場合の実際の製作工程を示している.メス型の木型から始まり,オス型のマスター型,メス 型の生産表面型とそれと対をなす生産裏面型が製作される.この生産型を使って表面がオス面の 製品が成形される. 3-2-2 収縮の発生機構 成形はいずれの場合も室温 Tr より高い温度 Th で行われる.図 3-3 に示すように,室温を基準 として下記の段階を経て収縮が生じる. ① 第 1 段階(Tr から Th に温度上昇する段階) 樹脂は液状であるので型の膨張(αⅠ)に倣って成形品は伸張する. ② 第 2 段階(Th に保持する段階) 樹脂の硬化によって収縮して液状から固体になり成形品は収縮する.ガラス転移温度 Tg は Th よ り一般に高いが,この段階における固体としての収縮は成形品の線膨張係数(αⅡ)と温度差 Tg-Th の積の分だけ収縮する. ③ 第 3 段階(Th から Tr に冷却する段階) 成形品の線膨張係数(αⅡ)と温度差 Th-Tr の積の分だけ成形品は収縮する.これらの 3 つの段 階を経て成形品はその型に比較して収縮するが,伸縮量は下記の式で表わされる. b = αⅠ(Th-Tr) + αⅡ(Tr-Tg) (3-1) この現象は厳密には成形品が第 2 段階と第 3 段階で型から拘束を受けない場合であり,拘束 を受ける場は,第 2 段階および第 3 段階において成形品の収縮は阻害される.また,収縮とと もに反りも発生する. 3-3 試験 3-3-1 供試材料 供試材料(1)としてボックス形状のオス型およびメス型の木型を製作し,この型から順に GFRP 層を主体とするマスター型,生産型と製品の FRP 成形品をそれぞれ 2 種類製作した. 図 3-4 にオス型の木型から始まるマスター型,生産型と製品を示し,図 3-5 にメス型の木型か 54 ら始まるマスター型,生産型と製品を示した.なおどちらの図の写真も上段に型の外側形状を 下段に内側形状をそれぞれ示している.供試材料(2)として平型形状のメス型の木型を製作 し,すべてこの型から GFRP 層を主体とするマスター型, 生産型と製品の FRP 成形品を製 作した.また表 3-1 に各々の型と製品のゲルコート,マトリックス,ガラス繊維の製品名称を, 表 3-2 に各々の型の厚み構成をそれぞれ示し,表 3-3 に各々の型と製品の構成材料の機械的お よび熱的特性を示す. 3-3-2 寸法測定方法 図 3-6 にボックス形状のオス型およびメス型の木型から順に始まる製造の各工程における寸 法測定位置を①から⑧で示す.なお測定は,外径寸法はノギスを,内径寸法は内径マイクロメ ーターを用いて行った.図 3-7 にマスター型,生産型,製品の平型における寸法測定位置を① から⑧に示すが,高さ方向の寸法は基本構成の差によりそれぞれ○ Y○ Z○ X とした.測定はす べてノギスを用いて行った. 3-3-3 反り測定方法 図 3-6 に示すように,ボックス形状のオス型およびメス型の木型から順に始まる製造の各工 程における反り測定位置は,天板の四隅から対角線(○ A -○ C ・○ B -○ D )とした.なお測定 は直尺と隙間ゲージを用いて行った. 3-4 結果および考察 3-4-1 ボックス形状型の各工程における収縮量 表 3-4 に各工程における寸法計測の結果を示す.この表の各工程の端部と中心部のそれぞれ 平均値と木型寸法の差つまり伸縮量をとると図 3-8 となる.これより,木型がオス型の場合 3 回の反転で収縮量が端部で 0.55mm,中心部で 0.50mm あるのに対して,木型がメス型の場合 3 回の反転で収縮量が端部で 2.73mm,中心部で 3.37mm と,両者の差は端部で 5.0 倍,中心 部で 6.7 倍と大きいことがわかる.この結果を考察すると,先ず木型がオス型の場合,木型か らマスター型へと生産型から製品への反転収縮がほとんど認められない.これに対して,木型 がメス型の場合,マスター型から生産型への反転収縮がほとんど認められない.そしてこの収 縮の発生がない 3 つの反転はすべてオス型からメス型への反転であることから,収縮の発生は そのほとんどがメス型からオス型への反転時のみに発生する現象であることが判明した.これ は,オス型からメス型反転時には,オス型が形状的にメス型の収縮方向を拘束しているためで あり,逆にメス型からオス型反転時には,オス型の収縮方向には拘束となるものが存在しない ため,収縮は自由に発生すると考えられる. また収縮量が大きいメス型からオス型への 3 つの反転成形のうち,マスター型から生産型へ 55 の反転収縮が,木型からマスター型および生産型から製品への反転収縮に比べて,小さいこと がわかる.これは各々の型と製品の厚み構成と補強鋼材の差によるもので,表 3-2 に示すよう に生産型の構成厚みが,エポキシ樹脂コンクリートを含み 29mm あるのに対して,マスター 型の構成厚みが,不飽和ポリエステル樹脂コアマットを含み 9mm,製品の構成厚みが,ビニ ルエステル樹脂 FRP のみで 3mm しかないため構成上の剛性に差があるためである.さらに 図 3-4 に示すように生産型がチャンネル構造の鋼材を使用しているのに対して,マスター型は 角パイプ構造の鋼材を使用し,製品については補強材が使用されていないための剛性差がさら に加わり,本来収縮の大きいメス型からオス型においてもマスター型から生産型への反転収縮 が他のそれよりも小さく抑えられたと考えられる. 3-4-2 各工程における収縮量(ボックス形状型と平型の比較) 表 3-5 にマスター型,生産型および製品のそれぞれの基本構成における平型の寸法計測の結 果を示す.この表のマスター型,生産型および製品のそれぞれの平均値と木型寸法の差つまり 伸縮量をとり,これを順に加算すると図 3-9 の赤色の線となる.これより,木型から 3 回の反 転での収縮量は 1.22mm と推定され, これが反転成形時に拘束を受けない基本的な収縮量と考 えられる.この値は木型がオス型の場合の 0.53mm に比べ 2.3 倍も大きいが,逆に言えば反転 成形時の拘束により収縮量が 43%に抑えられるものと判断できる 表 3-3 の各々の型と製品の構成材料の機械的および熱的特性のデータより,マスター型,生 産型および製品のそれぞれの理論収縮量を導きだし,その値を順に加算すると図 3-9 の緑色の 線となる.なお機械的特性は常温 25℃において測定し,熱的特性である線膨張係数とガラス 転移温度は 120℃で 1 時間加熱して硬化が完了したものの降温時に TMA 法 4)により求めたも のである.これより,木型から 3 回の反転での理論収縮量は 2.67mm となるが,この値は計 算上の温度差をガラス転移点と室温に設定したために,収縮量の極限値と考えられ,木型がメ ス型の場合 3 回の反転での収縮量 3.05mm に比較的近いことから,収縮量に反りの影響は少 ないと考えられる. 3-4-3 各工程における反り量 図 3-10 はオス型およびメス型からの反転における反りの発生機構を示す.また表 3-6 に木 型がオス型の場合の各工程における反り量の分布データを,表 3-7 に木型がメス型の場合の各 工程における反り量の分布データをそれぞれ示し,図 3-11 にそのグラフを示した.そして このグラフから中心部の各工程における反り量の変化を求めると図3-12 となる. この図より, 木型がオス型の場合 3 回の反転でも反り量がほとんどないのに対して,木型がメス型の場合 3 回の反転で 2.5mm と大きい.これは,収縮と同じ傾向を示していることから,オス型からメ ス型を反転成形する場合は形状的にオス型がメス型の反り方向を拘束し,反対にメス型からオ ス型を反転成形する場合はオス型の反り方向に拘束するものが存在しないため反りは自由に 56 発生すると考えられる.さらにその反り量は収縮量と同じく各々の型と製品の厚み構成と補強 剛性の差によるものであり,反転反りの発生量は,反転収縮の発生量に比例していると考えら れる. 3-5 おわりに FRP 製品の収縮および反りなどの寸法精度は直接的には生産型に影響されるが,木型から マスター型さらには生産型への反転の繰り返しにより,収縮と反りは必ず発生する.しかし, その発生はどの工程においてもオス型からメス型反転時ではほとんど発生せず,メス型からオ ス型反転時に限られている.そしてこのメス型からオス型反転に発生する収縮と反りの量は, 各々の型と製品の厚み構成と補強鋼材に影響され,必然的にどちらも剛性が高い方が優位であ る.したがってマスター型も生産型仕様の厚み構成と補強鋼材を使用すれば,技術上の問題は 解決すると考えられるが,マスター型制作コストが高くなると言う問題点が残る. 参考文献 1) 堀 正芳,森内重徳,宮野 靖,中田政之,“ RTM 成形法による FRP 製品の経時変形の発 生と対策” 強化プラスチックス,Vol.60 No.11 (2014) 2) 堀 正芳, “リキッドモールディング(RTM 成形)” 新版 複合材料・技術便覧, pp312-314 (2011) 3) 堀 正芳,森内重徳,宮野 靖,“樹脂型による RTM 成形システムのハイサイクル化” 強化 プラスチックス,Vol. 60 No.4 pp143-148 (2014) 4) JIS K 7197, “プラスチックの熱機械分析による線形膨張率試験方法” , (1991) 57 表 3-1 各々の型および製品のゲルコート,マトリックス,ガラス繊維の製品名称 Master mold Gel coat UP resin NC-72173ブラウン Matrix UP resin ポリホープG-157MB Production mold VE resin リポキシGM820ブルー (東罐マテリアル・テクノロジー㈱) (ジャパンコンポジット㈱) Chop strand mat MC230A-104SS ( 昭和電工(㈱)) (東罐マテリアル・テクノロジー㈱) EP resin EPICLON830 Glass mat (㈱モリコーエスエスピー) VE resin ネオポール8190 (デイーエイチマテリアル ㈱) Chop strand mat MC230A-104SS (㈱日東紡績) EMC450-1040-P02-J Product VE resin GCZグレー12607 (日本ユピカ㈱) Chop strand mat MC230A-104SS (㈱日東紡績) EMC450-1040-P02-J (㈱モリコーエスエスピー) (㈱日東紡績) EMC450-1040-P02-J (㈱モリコーエスエスピー) Rovinng cross RH600AN 1000 1NT W (㈱福井グラスファイバー) Glass contents 38% 30% 58 30% 表 3-2 各々の型の厚み構成 59 表 3-3 各々の型と製品の構成材料の機械的および熱的特性 60 表 3-4 各工程における寸法計測 61 表 3-5 平型の各工程における寸法計測 62 表 3-6 木型がオス型の場合の各工程における反り量の分布 63 表 3-7 木型がメス型の場合の各工程における反り量の分布 64 ①① ② ② 木型 木型 Production mold (完成) (完成) マスター型 マスター型 Master (完成)mold (完成) ハンドレイアップ成形 ハンドレイアップ成形 HLU 反転成形Ⅰ Ⅰ 反転成形Ⅰ ④④ ⑤⑤ ハンドレイアップ成形 ハンドレイアップ成形 反転成形Ⅱ Ⅱ HLU 反転成形Ⅱ 生産表面型 生産表面型 (完成) ⑥ ⑥ シートワックス張り付け シートワックス張り付け Sheet setting (完成) Lower mold ⑦⑦ ハンドレイアップ成形 ハンドレイアップ成形 HLU 反転成形Ⅲ Ⅲ 反転成形Ⅲ ③③ ⑨ ⑨ ⑦ ⑦ Upper mold 生産裏面型 生産裏面型 ⑨⑨ (完成) (完成) ⑧⑧ Sheet off シートワックス取り外し シートワックス取り外し 生産表面型 生産表面型 Lower mold (再完成) (再完成) ⑩⑩ RTM成形 RTM成形 反転成形Ⅳ 反転成形Ⅳ Ⅳ RTM 成形品 成形品 (完成) Product (完成) 図 3-1 実際の製作工程(木型がオス型の場合)3) 65 ①① ②② 木型 Production mold (完成) HLU HLU マスター型 Master (完成)mold ハンドレイアップ成形 反転成形Ⅰ Ⅰ ④④ ⑤⑤ Ⅱ ⑦⑦ HLU Ⅲ ⑥⑥ シートワックス張り付け Sheet setting 生産表面型 Lower mold (完成) ハンドレイアップ成形 反転成形Ⅱ ハンドレイアップ成形 反転成形Ⅲ ③③ ⑨ ⑨ ⑦ ⑦ 生産裏面型 Upper (完成)mold ⑨⑨ ⑧⑧ 生産表面型 Lower mold (再完成) Sheet off シートワックス取り外し ⑩⑩ RTM成形 RTM 反転成形Ⅳ Ⅳ 成形品 Product (完成) 図 3-2 実際の製作工程(木型がメス型の場合)3) 66 αⅠ Expansion Cure 0 Contraction αⅡ Th Tr temperatureT 図 3-3 成型品の収縮 67 図 3-4 木型がオス型の場合の各々の型と製品 68 図 3-5 木型がメス型の場合の各々の型と製品 69 図 3-6 ボックス型形状および寸法測定位値 70 図 3-7 平型形状および寸法測定位値 71 図 3-8 ボックス形状 状型各工程に における伸縮 縮量の変化 72 図 3-9 各工程における伸縮量の変化(ボックス型と平型の比較) 73 図 3-10 反りの発生機構 74 図 3-11 各工程における反り量の分布 75 図 3-12 各工程における反り量の変化 76 第4章 RTM 成形法による FRP 製品の経時変形の発生と対策 77 4-1 はじめに 著者は,1980 年代の初頭において国内でいち早く RTM 成形法を導入することにより,浴 室ユニットや水上バイク等の量産システムを完成させ,FRP 成形メーカーとして住宅設備な どの企業に多くの FRP 製品の納入実績を築き上げてきた 1).FRP 成形品に限らず構造部品は 強度の確保と並んで寸法安定性(寸法精度と経時変形)の確保が必要不可欠である.成形サイ クルの短縮がより要求される RTM 成形法では型内での成形品の熟成時間を十分に取れないこ とから,寸法安定性の具体的課題としての反りおよびひずみの発生は必然的に大きくなり,そ の対策に力を注がねばならなかった.しかしながら成形品の反り・ひずみに関する参考となる 文献は皆無であり, 「独自の経験と勘をたよりに,度胸で決定する」の頭文字を取った, 「KKD 方式」 (管理基準が明確でない職務管理のシステム)により対応してきた.そのため,FRP 成 形品が予測とは違う反り・ひずみを示すことも度々あり,脱型後の矯正処理を行うことにより, なんとか品質上の公差に収めることも少なくなかった. 2002 年からは,この RTM 成形法による FRP 製品が,航空機用内装材(ラバトリー用パー ツ部分)に採用されているが,反り・ひずみが大きい場合はパーツ部品としての組み立て作業 時に大きなロス時間等を発生させることから,近年ではより厳しい品質基準が求められるよう になり,従来の「KKD 方式」では対応が困難となってきた. 本論文は,RTM 成形法に注目し,成形後の時間の経過と共に増加する反りの発生機構を解 明し,その対策を考察することを目的とする. 4-2 FRP 成形品の反りの発生機構 4-2-1 成形品の反りの発生現象 RTM 法による片面ゲルコート層とフェノール FRP 層の 2 層からなる非対称積層品の実例を 図 4-1 に示す. この非対称積層品の構成は,ゲルコート層の不飽和ポリエステル樹脂と FRP 層のフェノー ル樹脂の密着性が悪いため,この間にビニルエステル樹脂を「プライマーゲルコート層」とし て介在させ,密着性能の向上を図った.したがってこの非対称積層品の樹脂構成は以下の様に なる. 片面ゲルコート層:不飽和ポリエステル樹脂+ビニルエステル樹脂 FRP 層 :レゾール型フェノール樹脂 成形直後は成形型に倣って反りは無いが,成形後約 1 年経過したものは平面部に大きな反り が発生している.図 4-2 に図 4-1 と同じ構成の非対称積層帯板材を恒温槽内で 100℃,30 分保 持したものと,その同じ帯板材のゲルコート層を剥がした後の反りの状態を示す.成形直後は 成形型の拘束によって反りは観察されないが,写真 A の通り高温に保持することにより積層帯 78 板には反りが発生する.この積層帯板のゲルコート層を剥がすと写真 B の通り反りは消滅する. 図 4-1 と図 4-2 の両者に発生する反りは,いずれも樹脂単体のため収縮量が大きいゲルコート 層と,ガラス繊維が強化材となるため収縮量が小さいフェノール FRP 層の収縮差により生じ たものであり,前者は 1 年間と言う時間の経過に伴う穏やかな化学変化によるゲルコート層の 収縮であり,後者は高温に曝すことで化学変化が加速され,その後室温までの冷却時に発生す るゲルコート層の熱収縮である.この化学変化による収縮と熱収縮は本質的には同じものであ ることから,RTM 成形法による汎用 FRP 製品(FRP 多層構造体)を高温に曝すことにより 反りは促進され,常温・長時間の反りの発生を予測することが可能となる 2). 4-2-2 高温促進試験によって発生する反りの発生機構 図 4-3 は硬化の進行に伴う樹脂の比容積 V と縦弾性係数 E の温度特性を示したものである. A 点は常温における未硬化状態を示す.常温における成形において,硬化は A 点から始まり, 硬化の進行に伴い比容積 V は減少して B 点でガラス状態になり,さらに硬化が進み C 点で成 形が完了するとする.この状態から長期間経過することで硬化反応が徐々に進むと比容積 V は さらに減少して H 点に達する.この体積の収縮が樹脂成形品の経時変形を引き起こす. C 点から H 点に向かう常温における時間の経過による緩やかな硬化反応の進行による比容 積 V の減少現象つまり硬化収縮は,C 点から E 点まで温度を上昇させ,E 点から F 点まで硬 化反応の進行を早め,その後 F 点から H 点まで冷却することによっても同様に生ずる.この 事実を利用することにより,高温促進試験によって常温における長時間の経時変形を予測でき る. なお,樹脂のガラス状態における縦弾性係数 Eg からゴム状態の縦弾性係数 Er に変化するガ ラス転移点 Tg はこの硬化反応の進行によって TgD から TgG に上昇することを付記する. 次に,樹脂の硬化収縮による非対称積層帯板の反りの問題に移る.図 4-4 は FRP 層(第 1 層)の上にゲルコート層(第 2 層)が積層された非対称積層帯板を高温 Th に曝した後に常温 Tr まで低下することにより反り w が発生することを示す. 反りは下記の条件の下に定量的に求められる. i 1. 層 1, 2 の長手方向の縦弾性係数, 線膨張係数, ガラス転移温度, 厚さを Ei, αi,Tgi, h(i=1,2) とする. 2. 層 2 のゲルコート層は Tg 以上では E =0 とできる.層 1 の FRP 層の E はガラス繊維で決 まることから,Tg 以上の温度においても E = E1 と一定とできる. 反りは式 4-1 に示すように層 2 の Tg 2 以下における層 1 と層 2 の線膨張係数αの差によって 発生する. ε 2 − ε 1 = (α 2 − α 1 )(Tg 2 − Tr ) (4-1) 79 この式は下記の手順で誘導される.図 4-4 に示す層 1 および層 2 に発生する応力は下記のよ うに表現できる. σ 1 ( x) = E1 (ε − x/r − ε 1 ) σ 2 ( x) = E 2 (ε − x/r − ε 2 ) (4-2) ここで x は層 1 と層 2 の境界を原点とする半径方向の位置を表し,εはその境界の位置での 長手方向のひずみ,ε1とε2は層 1 と層 2 のガラス転移温度から室温までの冷却時に発生する熱 収縮ひずみである.層 1 と層 2 を張り合わせた積層はりにおいて,長手方向の力の釣り合いと モーメントの釣り合いは下記の式で表現できる. ∫ h1 ∫ h1 0 0 σ 1 ( x)dx + ∫ 0 −h 2 σ 1 ( x) xdx + ∫ σ 2 ( x)dx = 0 0 −h 2 σ 2 ( x) xdx = 0 (4-3) これらの式より式(4-2)は導かれる. 積層帯板の反りを表現する曲率半径 r は長手方向の力とモーメントの釣り合いから式 4-とな る. E12 h14 + E1 E 2 (4h13 h2 + 6h12 h22 + 4h1 h23 ) + E 22 h24 r= 6 E1 E 2 h1 h2 (h1 + h2 )(ε 2 − ε 1 ) (4-4) 積層帯板の長さを L とすると帯板の反り w は式 4-5 により求められる. w = r (1 − cos L ) 2r (4-5) 常温硬化した樹脂を長期間放置することによるさらなる硬化収縮は,温度を上げることによ り現象を加速させて短時間に実現することと,このような樹脂をゲルコート層やプライマーゲ ルコート層に用い GFRP 層と組み合わせた非対称積層成形品の反りは構成材料の機械的およ 80 び熱的特性を知ることにより,定量的に評価することが出来ることを示した. 4-3 各種非対称積層成形品の反りの予測 実験に使用した非対称積層 FRP 成形品は表 4-1 に示す 3 種類である.それぞれ不飽和ポリ エステル樹脂のゲルコート層(G layer),ビニルエステル樹脂のプライマーゲルコート層 (Player layer) ,フェノール FRP 層(Phenol FRP layer) ,不飽和ポリエステル FRP 層 (Unsaturated polyester FRP layer:UP FRP 層)の各層の組み合わせであり,RTM 成形法 により作成した.成形方法は,初めに生産型に G 層または G+P 層を噴き付け硬化後,ガラス 繊維のチョップドストランドマット材を予備成形したもの(ドレイバブルプリフォーム 3)を設 置し,裏型をセット後,フェノール樹脂また不飽和ポリエステル樹脂を注入し,常温にて 1 昼 夜放置後脱型する手順である. 表 4-2 に実験に使用した非対称積層成形品の構成材料,機械的および熱的特性を示す.機械 的特性は常温 25℃において測定し,熱的特性である線膨張係数とガラス転移温度は 120℃で 1 時間加熱して硬化が完了したものの,降温時に TMA 法 4)により求めたものである. 表 4-1 の寸法および表 4-2 の特性を式(4-1)~(4-5)に代入して反りの予測を行った.得ら れた反りの予測値は次節で実験値と比較される. 4-4 各種非対称積層板の反りの実際 図 4-5 に表 4-1 に示した 3 種類の非対称積層板を 100℃の恒温槽に保持した後,常温まで徐 冷した時の反りと恒温槽内での保持時間の関係を示す.各積層板とも各 3 個の試験片を用意し, それぞれ所定の測定時間まで保持後,恒温槽から取り出し常温まで冷却後反り測定を行った. その後試験片を恒温槽に戻し,次の測定時間まで保持後再び反り測定を行う作業を繰り返した. 図の中の実線は前節で求めた予測値である.予測値の導出に当たっては,120℃で 1 時間恒温 槽内に曝した後の構成材料の機械的および熱的特性を用いているが,この状態ではゲルコート 層およびプライマーゲルコート層の硬化反応はほぼ終了し,硬化収縮やガラス転移温度は限界 値まで達している.したがって,これらの特性を用いて予測される反りは限界値を示している と言える.また,図から分かるようにいずれも反りの実験値は予測値に時間の経過と共に漸近 しており,実験的にも限界値に近付いていることが分かる.また,実験値と予測値の反りの順 位が G+P 層とフェノール樹脂 FRP 層,G+P 層と UP FRP 層,G 層と UP FRP 層と小さくな っている.G+P 層と UP FRP 層の層構成は現実には使われることは無いので,G+P 層とフェ ノール樹脂 FRP 層の層構成と G 層と UP FRP 層の層構成を較べると明らかに反りの発生は前 者が大きい. 81 4-5 フェノール樹脂 FRP 層とゲルコート層により構成される積層板の反り G 層と P 層からなるゲルコート層をフェノール樹脂 FRP 層の片側に配した非対称積層板に 発生する反りは不飽和ポリエステル樹脂 FRP 層のそれに較べて大きいことを前節において実 験と予測で示した.G+P 層とフェノール樹脂 FRP 層の積層板の反りは図 4-1 に示したように 常温において 1 年以上にわたって増え続ける現実がある.この長期にわたる現象を解明すべく, 積層板の重量減少に着目した.図 4-6 は 100℃における各種積層板の重量減少を示す.この図 より,G+P 層とフェノール樹脂 FRP 層の積層板の重量減少は他の積層板に較べて桁違いに大 きい.図 4-7 は 100℃における様々な被覆条件の下でのフェノール樹脂 FRP 層の重量減少で ある.この図より,重量減少はフェノール樹脂 FRP 層の重量に比例して発生する.つまりフ ェノール樹脂 FRP 層のみの重量減少であり,被覆の影響は無いことが判る.図 4-8 はフェノ ール樹脂 FRP 層の重量減少の温度特性を示す.この図より,重量減少は温度の上昇により加 速されることが判る. 重量減少は明らかとなったが,反りに直接的に影響するのは曲げ弾性率と板厚であることか ら,フェノール樹脂 FRP 層のこれら特性の変化を求めた.図 4-9 に 100℃におけるフェノー ル樹脂 FRP 層の曲げ弾性率と板厚の時間変化を示す.曲げ弾性率の僅かな上昇と板厚の僅か な減少は観察されるが,反りを大きく変化させるレベルには達していない.G+P 層とフェノ ール樹脂 FRP 層の積層板の長期における反り現象については,更なる機構の解明が必要であ る. G 層と P 層からなるゲルコート層をフェノール樹脂 FRP 層の片側に配した非対称積層板に 発生する反りは,不飽和ポリエステル樹脂 FRP 層のそれに較べて,予測される限界値を超え て増え続けることを前節で指摘した.この現象は図 4-1 でも示したように,フェノール樹脂を マトリックスとした FRP 層を用いた非対称積層板に認められる特徴的な現象である. 図 4-6 に本論文で取り上げた 3 種類の非対称積層板の 100℃における重量減少と時間の関係 を示す. FRP 層のマトリックスがフェノール樹脂の場合のみ,明らかな重量減少を示す.次に,図 4-7 にフェノール樹脂 FRP 層のみで構成された積層板,片側表面と両側表面にそれぞれ G+P 層を配置した 3 種類の積層板の 100℃における重量減少と時間の関係を示す.3 種類の積層板 の厚さは 3mm と共通であるが,フェノール樹脂 FRP 層の厚さはそれぞれ 3,2,1 mm であ り,重量減少はほぼこの厚さに比例する.このことから,積層板の重量減少はフェノール FRP 層の重量減少であり,表面のゲルコート層の有無により影響を受けないことが分かる. 図 4-1 は,RTM 成形法により製造された G+P 層を片側表面に配したフェノール樹脂 FRP 成形品を,常温で 1 年間放置した後の反り状態を写したものである.なおこの成形品の 1 年間 の重量減少は 4.6%であった. これらの事実から,非対称積層板において,ゲルコート層の硬化収縮の進行によって発生し 82 た反りがその限界値に達しても,FRP 層のマトリックスがフェノール樹脂の場合はさらに反 りが増加し続けることがわかる.この現象はフェノール樹脂 FRP 層の縮合重合の進行による 曲げ弾性率の上昇とは対応しない.また,FRP 層の板厚の減少も僅かにしか認められず,曲 げ剛性低下の発生の直接的原因が,現状でははっきりつかめていない. 4-6 反りの発生機構の纏めとその対策 RTM 成形法により製作された片面ゲルコート層と,FRP 層からなる非対称積層板の成形後 の反りの発生について,以下の事実が判明した. (1) 非対称積層板の反りは,ゲルコート層の硬化収縮により発生する.この反りは硬化収縮が 限界に達したところで反りも限界値に達する.この限界値は計算により求めることができるた め,生産型の形状設計時に予め反りを考慮した形状を織り込むことにより対応できる. (2) FRP 層のマトリックスがフェノール樹脂の場合のみ,フェノール樹脂の縮合重合の進行 により明らかな重量減少が長期にわたって発生し,これが長期にわたる反りを引き起こすと推 測するが,明確な発生機構については今後の検討課題である. これらのことから,RTM 法のマトリックスにフェノール樹脂を使用した場合,FRP 製品成 形後から,組み立て加工開始までの保管時間のバラツキにより,その反り量にもバラツキが生 じる.このことがパーツ部品組み立て作業時に発生するロスの最大の要因である. 逆に言えば,フェノール樹脂 FRP 製品の成形後から組み立て加工開始までの保管時間が一 定化され,時間厳守されれば,他の樹脂と同様に予め反りを考慮した形状を生産型に織り込む ことにより対応できると考えられる. 4-7 おわりに RTM 成形法による FRP 製品の大半を占める片面ゲルコート層と FRP 層からなる非対称積 層成形品の反りに注目し,その発生要因の解明と対策を体系的に見出した.また反りが時間経 過と共に増大するフェノール樹脂 FRP 成形品の反りの発生機構を検討し,その対策について も検討を加えた. 参考文献 1) 堀 正芳,“小規模モルダーのための RTM 生産設備の実用化” 第 27 回 FRP ビジネスセ ミナー「興味ある最新 FRP 技術情報紹介」講演集,p1-4 (1993) 2) 新保 實,宮野 靖,“熱粘弾性モデルを用いた硬化収縮による残留応力の発生機構の解 明” 材料システム,第 21 巻,pp63-68 (2003) 83 3) 堀 正芳,森内重徳,宮野 靖,“樹脂型に RTM 成形システムのハイサイクル化” 強化プ ラスチックス Vol. 60 No. 4,pp143-148 (2014) 4) JIS K 7197,“プラスチックの熱機械分析による線形膨張率試験方法”, (1991) 84 表 4-1 各種非対称積層成形品 表 4-2 構成材料の機械的および熱的特性 85 図 4-1 片面ゲルコート層/フェノール樹脂 FRP 層の RTM 成形法による FRP 多層構造体の反りの実例 86 A:100℃30 分保持後 B:ゲルコート層剥離後 図 4-2 片面ゲルコート層/フェノール FRP 層の RTM 成形法による 非対称積層帯板材の各段階での反り 87 図 4-3 硬化の進行に伴う樹脂の比容積 V と縦弾性係数 E の温度特性 88 図 4-4 高温保持し した非対称積 積層帯板を を常温までし した時の反りの発生 89 図 4-5 各種非対称積層板の反りの経時的な実測値と予測値 90 図 4-6 各種非対称積層板の重量減少の経時的な変化 91 図 4-7 フェノール樹脂 FRP 層を含む各種積層板の重量減少の経時的変化 92 図 4-8 フェノール樹脂 FRP 層の各温度における重量減少の経時的変化 93 図 4-9 フェノール樹脂 FRP 層の曲げ弾性率と板厚の経時的変化 94 第5章 結 論 95 本研究では,航空機用内装材として採用されている FRP 製品の製造方法である「樹脂型を 使用した RTM 法」に着目し,先ずこの成形システムのハイサイクル化による製造コスト低減 のための条件の確立を図った.ついで木型の製作から始まって樹脂型としてのマスター型・生 産型・製品と多くの工程を経て成形される RTM 法における製品に発生する反りや収縮を評価 し,その発生機構を考察した.さらに RTM 法により成形された FRP 製品にはしばしば経時 的な反りが発生するが,この経時変形を評価して発生機構を明らかにした.個々の技術課題の 成果は下記の通りである. 1. 樹脂型による RTM 成形システムのハイサイクル化においては,生産型と注入樹脂の温度 管理を徹底することにより,成形サイクルを従来の RTM 法に較べて大幅に短縮した.また形 状や寸法等の僅かな違いによる数種類の生産型の統一化を図り,型投資コストを低減した.そ の他の様々な工夫も加えて,大幅な製造費のコストダウンが図られた. 2. 木型の製作から始まる複雑な工程ごとの寸法変化つまり収縮と反りは最終製品に至るまで 積算されることになる.最終製品に要求される寸法精度を確保するために,これらの工程ごと の寸法変化を詳細に測定した.その結果,木型がオス型かメス型かにより,各工程の反りと収 縮は大きく異なることが判明し,その原因を究明し,これらを抑制する方策も見出すことがで きた. 3. RTM 法で成形される最終 FRP 製品は,使用するマトリックス樹脂の種類により寸法安定 性つまり経時変形に大きな違いが生じることが分かった.FRP 製品はゲルコート層と FRP 層 の 2 層構造であるが,FRP 層のマトリックスとしてフェノール樹脂を用いた場合には,反り は経時的に増大し続けることが分かり,その抑制法も見出すことができた. 著者は,1980 年代の初頭において国内でいち早く RTM 法を導入することにより,浴室ユ ニット等の量産システムを完成させ,FRP 成形メーカーとして住宅設備などの企業に多くの FRP 製品の納入実績を築き上げてきた.コストの上で成形サイクルの短縮がより一層要求さ れる RTM 法では,製品の反り・収縮の発生は必然的に大きくなり,その対策に力を注がねば ならなかった.しかし,参考となる木型からマスター型を経て生産型に至るまでの収縮および 反りに関する文献はほとんど無く, 「独自の経験と勘をたよりに,度胸で決定する」の頭文字 を取った「KKD 方式」により対応を余儀なくされた.そのため,製品が予測とは違う挙動を 示すことがあり,脱型後の矯正処理を行うことも少なくなかった. 今回の研究により,製品の寸法安定性つまり反りや収縮の発生機構の解明とその対策を講じ られたことは,少ロット製品対応として必要不可欠な樹脂型を使用する成形法である RTM 法 (HLU 法および SU 法も含む)において,問題となっていた寸法精度の保持を木型設計段階 から克服でき,より広い分野でのこの成形法の採用が可能となった.これにより, 「樹脂型に よる RTM 成形法」の今後の FRP 製品新分野への挑戦として,以下の 1),2)をそれぞれ検討 96 している. 1) 航空機および車両等に採用されている CFRP 構造体の中でも少ロット製品および大型製 品の成形システムの確立と量産化 2) より軽量化が求められる航空機内装材においては,フェノール樹脂等を用いた中空もしく は発泡 GFRP 製品の成形システムの開発設計 97 謝 辞 著者は,1980 年 4 月に入社した総和レジン工業株式会社においての 20 年間と 2000 年 1 月 に株式会社レテックス移ってからの 15 年間の合計 35 年間,FRP 製品の製造法の一つである レジントランスファーモールディング(RTM)法の量産化技術の合理化と,この成形法によ り生産される FRP 製品の品質に関する諸問題の解決に邁進してきました.その方法は独自の 経験と勘を頼りに度胸だけで決定する「KKD 方式」と言うものでした.この KKD 方式によ る技術開発の行き詰まりを感じていた矢先に,金沢工業大学の宮野靖教授から金沢工業大学大 学院高信頼ものづくり専攻の博士後期課程への社会人学生としての入学のお誘いをいただき, 3 年間在籍させていただきました.本論文は基礎的で系統的な実験と,結果に対する理論的考 察を行って,上記の諸問題の解決を計り学位論文として纏めたものです. はじめに,金沢工業大学大学院高信頼ものづくり専攻の宮野靖教授には,指導教授として熱 意のこもったご指導を賜りました.また,審査委員の主査として学位論文のご審査を賜りまし た.FRP 製造の現場しか知らず,機械的強度等の基礎的知識のほとんどない著者を快く博士 後期課程の大学院生として受け入れていただき,研究手法や理論の構築について懇切丁寧にご 教授を賜りました.著者が長年にわたって打ち込んできた RTM 技術の経験知を学術知まで転 換することは後に続く技術者のためであり,ひいては日本の将来のためでもあるとの先生の強 い信念の下,厳しくご指導を賜りました.ここに心から感謝の意を表します. 金沢工業大学大学院機械工学専攻の中田政之教授には,宮野教授と共に研究の指導者として, また審査委員の副査としてご指導を賜りました.修士課程や学部 4 年生の学生を指揮しながら 精密な基礎実験の遂行について実地でご指導を賜りました.得られた実験結果についての議論 にも積極的に参加して下さいました.心から感謝の意を表します. 金沢工業大学大学院高信頼ものづくり専攻の鵜澤潔教授と同専攻の遠藤和弘教授および独 立行政法人理化学研究所イノベーション推進センターの田島右副博士には審査委員の副査と して学位論文のご審査を賜りました.鵜澤教授にはプラスチック系複合材料の成形に関するご 専門のお立場から,遠藤教授には物性に関するご専門のお立場からご指導を賜りました.田島 博士には化学に関するご専門のお立場から樹脂の分子構造と物性を基盤とした貴重なご示唆 を賜りました.今後の新たな開発に対する目標が出来ました.心から感謝の意を表します. 顧みますと著者が FRP 業界に入ったのは上述の通り 1980 年の 4 月です.総和レジン工業 株式会社への入社早々「FRP の基礎から勉強して来い」と社長の野村勲氏におっしゃってい ただき,当時日本の FRP 成形技術の最先端であった日東紡績株式会社の FRP 研究所(略称 P 研)に半年間出向派遣させていただきました.その「P 研」で,所長の田部井清氏はじめ主任 研究員の後藤卒土民氏,研究員の橘高弘和氏より FRP の初歩から教えていただきました.さ らに「P 研」は,研究所内に RTM 法をはじめ SMC 法,SP 法などの生産設備が揃っているこ 98 とから,実際に FRP 製品の成形が経験でき,たいへん勉強になりました.その後,野村氏か ら日本で最初の RTM 法による「洗い場付浴槽」の量産システムのプロジェクトリーダーを任 せていただきました.最初の半年間はほとんど良品が作れず,不良品の山を築いている時も文 句ひとつ言わず, 「がんばれ」と励ましていただきました.1985 年に金沢工大のキャンパスで 開催された第 30 回 FRP Con-Ex を契機として,翌 1986 年に,野村氏は日立化成ユニット社 長の吉沢栄一氏や金沢工大の宮野教授とともに北陸複合材料研究会を設立しました.その活動 がその後 20 年間切れ目なく続き,北陸の地における FRP 成形に関する産学連携の中核となり ました.これが今回の学位取得に繋がったものと深く感謝する次第です. 残念ながら総和レジン工業株式会社は 2000 年の 11 月に倒産しましたが,関連会社の株式 会社レテックス会長の吉村征次郎氏と社長の森内重徳氏から「もう一度 RTM 成形をやらない か」との声をかけていただいたことが,その後の RTM 法による航空機内装材への参入に結び 付いたと信じる次第です.またこの 3 年間,休日ばかりでなく通常の出勤日にも大学へ行くこ とが度々必要になりましたが,これを森内氏は快く容認し後押ししていただきました.ここに 心より感謝申し上げます. 北陸複合材料研究会の活動を引き継いで,現在活発に活動しているほくりく先端複合材研究 会の勉強会等でお会いするたびに,いろいろと激励し,くださいました同会会長の金沢工業大 学の金原勲教授,同会事務局の金沢工業大学革新複合材料研究開発センターの金光学博士,石 川県工業試験場の笠森正人博士に感謝いたします. また金沢工業大学材料システム研究所事務の山下広子さんには,提出書類等で様々な便宜を 計っていただきました.有難うございました. 本研究を行う上で,宮野・中田研究室の学生諸君には,いろいろご協力をいただきました. 有難うございました. 直接実験にご協力いただいた2012 年度修士課程修了の保崎浩介君, 2013 年度学部卒業の伊藤竜佑君,2014 年度修士課程修了の山北裕紀君,2014 年度学部卒業の小宮 山英宜君に深く感謝の意を表します.特に山北裕紀君とは 2 年間年齢や立場の違いを越えて協 力し合いました.本当に有難うございました. 最後に,この 3 年間学費等の大きな経済的負担と,著者の仕事と勉強の両立のための不規則 な生活を支えてくれた妻広美に心から感謝します. 2015 年 3 月 99 堀 正芳
© Copyright 2026 Paperzz