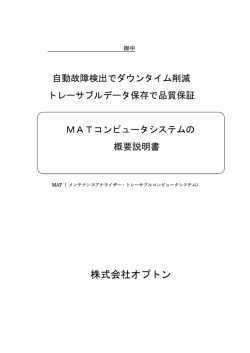
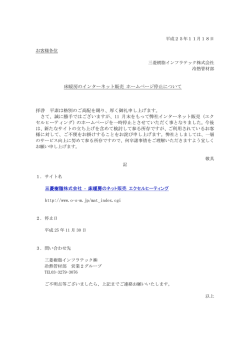
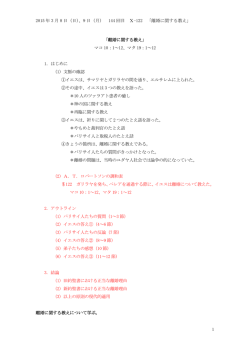
2007年6月15日 超硬金型ラップ・マグネ超深絞り・ 最適生産管理 長岡技大 田辺研 長岡技術科学大学 機械系 教授 田辺 郁男 1 超硬金型ラップ φ6.3 応用例,適用事例,その結果,技術背景, 技術内容の紹介 レシプロユニットへ 装着 レシプロユニット シャフト 負荷調整シム ロックナット 90 スプリング ラッピング工具 アダプター ラッピングヘッド φ9.5 ラッピングヘッド 2 Surface roughness Rz μm 超硬金型ラップ 2.5 2 #400-500 1.5 #1200 #2500 1 0.5 0 0 0.06 3 6 Time t min 3 超硬金型ラップ •従来技術と問題点:ハンドラッピング → 生産時間とコスト,段階の世代問題,面たれ. 電子ビーム → 最終仕上げの精度に至らない. 自動ラップ盤 → フレキシビリティーに欠ける.最終仕上げの精度に至らない. •新技術の特徴・従来技術との比較: ・生産時間とコストの問題解決(□20mmの超硬V10をRz0.06まで15min). ・従来の加工機で加工可能. ・操作はきわめて容易でド素人でもできる(段階の世代問題なし) ・面たれがない. ・前加工のNCプログラムを利用して複雑三次元形状ラッピングを容易に行うことが可能. ・超硬のように硬くて難削材料から,マグネシウム合金のように軟らかくて難削材料まで,高精度 な鏡面加工が可能 •想定される用途と業界:工業製品の高付加価値と高機能化,装置産業 •実用化に向けた課題:ない(即利用可能) •企業への期待:加工技術のみならず,加工装置を製作・販売してほしい. •本技術に関する知的財産権:金型のラップ処理方法とラップ用工具(特願2005-241606) ラップ工具とラップ加工システム(特願2007-034364) •お問い合わせ先:長岡技大 総務部 産学・地域連携課 知的財産係 0258-47-9279 藤崎 4 マグネ超深絞り 応用例,適用事例,その結果,技術背景, 技術内容の紹介 側壁部直接水冷装置 Water Water Blank holder Drain pipe Blank holder Punch Blank holder Die Die Electric heater シミュレーションで計算した Die 最適ラインに水面を維持 Electric Electric heater heater Electric heater 冷却能力向上→降伏応力向上 冷却速度向上→加工速度向上 5 マグネ超深絞り フランジ部誘導加熱装置 Punch Blank holder Blank Coil High frequency Power source Die 加熱・冷却 速度が速い Temp. ℃ Induction heater Electric heater 300 250 Sec Min~hour 6 マグネ超深絞り 実験結果 Punch speed 2.5mm/s DR3.0 DR3.4 DR3.6 Indirect cooling Induction heating Direct cooling DR4.0 Direct cooling+IH 7 マグネ超深絞り •従来技術と問題点:従来の温間プレス → 実用レベルの限界絞り比LDR値が3.0~3.2. パンチ速度をきわめて遅くする → 限界絞り比LDR値は上がるが実用生産 レベルにはならない. •新技術の特徴・従来技術との比較: ・実用レベルの限界絞り比LDR値が4.0(きわめて) ・製品の板厚管理ができる. ・パンチ速度を上げて,生産性向上 ・想定される用途と業界:工業製品の高付加価値と高機能化,装置産業 •実用化に向けた課題:ない(即利用可能) •企業への期待:加工技術のみならず,深絞り装置を製作・販売してほしい. •本技術に関する知的財産権:プレス成形方法及びプレス用金型(特願2005-241605) 深絞り加工装置(特願2007-007695) •お問い合わせ先:長岡技大 総務部 産学・地域連携課 知的財産係 0258-47-9279 藤崎 8 最適生産管理 応用例,適用事例,その結果,技術背景, 技術内容の紹介 実験にばらつきの影響を積極的に取り入れることにより、使用環境などのばらつきに 影響を受けにくい最適条件を効率的に求める手法 例:切削面あらさと最適切削条件 実験条件 a: 工具材質 b: 切削速度(m/min) c: 切り込み量(mm) d: 切削油剤 1 A 100 0.2 D 2 B 200 0.5 E 品質工学 L9直行表による割付 L1 L2 L3 L4 L5 L6 L7 L8 L9 a: b: c: 工具材質 切削速度 切り込み 1 1 1 1 2 2 1 3 3 2 1 2 2 2 3 2 3 1 3 1 3 3 2 1 3 3 2 3 C 300 1.0 F d: 切削液 1 2 3 3 1 2 2 3 1 誤差因子 制御し難いばらつき + 被削材の材料特性 設定値からのずれ 工具の摩耗 室温の変化 など = SN比 感 度 9 最適生産管理 最適条件の考え方 品質工学→ばらつきを抑える→最高のレベルで加工ができる条件とは限らない 実際の生産では、ばらつきが小さいことが有利でない場合もある? 許容値 頻度 加工条件A 良品率99% 加工条件B 良品率60% 一般的な最適条件 加工条件A > 加工条件B 生産数 (個/時) あらさ 生産数 60個/時 80 生産数 120個/時 60 生産性を考慮すると 40 20 加工条件A < 加工条件B 0 加工条件A 加工条件B となる場合もある10 Start 最適生産 管理 制御因子とその水準、誤差因子 とその水準の入力 実験計画法(L9,L12,L18直交表等) に制御因子の各水準を割付け実 験パラメータの圧縮を行う 直交表のパラメータについて、バ ラツキのファクターであるSN比 と平均値のファクターである感度 を計算 加減法によって全ての制御因子に ついて、全ての水準の組み合わせ の場合のSN比と感度を計算する 有限要素法シミュレーション 等 直交表のパラメータに従って CAEを行い、そこで得られた 特性(望目特性)を品質工学 のソフトウエアーに返す 品質工学の ソフトウエアー 全ての制御因子について、全ての 水準の組み合わせの場合の平均 値μと標準偏差σを計算する 本システムのフロー 全ての制御因子、全ての水準の 組み合わせの場合について、望目 特性の度数分布を計算する 生産マネージメントに必要なデータベースの入力 ・受注条件:製品仕様、望目特性の許容値、納期、受注個数等 ・生産条件:材料費、加工費、機械のランニングコスト、工賃、廃棄単価、原価償却費等 ・希望の条件:精度、生産コスト、生産速度、歩留まり、良品率 生産マネージメント要因の計算 ・良品率 =望目特性の度数分布とその許容値から計算 ・総生産個数 =受注個数/良品率 ・加工時間 =1/加工速度 ・総生産時間=総生産数×加工時間 ・生産コスト=(材料費+消耗費)×総生産数+廃棄単価×廃棄数+工賃×総加工時間 全ての制御因子、全ての水準の組み合わせの場合について、上記の生産マネージメント要因 を計算した後、生産マネージメントに必要なベータベース内の希望条件(精度、生産コスト、生 産速度、歩留まり、良品率)に最適な制御因子の水準の組合せの順序付けをして、出力する End 11 最適生産管理 プレス成型と加工条件 板押さえ 板押さえ力 電気ヒータ ダイス 試験片 パンチ スプリングバック試験装置 (JIS H 7702) 制 御 因 子 水準 張力 (MPa) 水準 加工速度 (mm/min) 加工温度 (℃) 潤滑剤 材料 ダイス肩半径 (mm) クリアランス (mm) 1 10 2 50 1 150 150 Teflon Mat. M 6 5 3 4 5 6 90 130 170 210 2 3 300 500 200 250 Lub. C Lub. D Mat. O Mat. Ob 8 10 10 15 小←スプリングバック→大 マグネシウム合金の温間プレス成型によるスプリングバック成形精度 r’ Punch radius r スプリングバック量 = | r’- r | / r’ 0(精度良)~1(精度悪) 12 優先条件ごとの最適加工条件 優先条件 張力 (Mpa) 加工速度 (mm/min) 加工温度 (℃) 潤滑剤 材料 ダイス肩半径 (mm) クリアランス (mm) 精度 170 300 200 Teflon Mat. O 10 5 生産コスト 170 300 200 Lub. D Mat. O 10 5 生産時間 170 500 200 Teflon Mat. O 10 15 170 300 200 Teflon Mat. O 10 15 平均スプリングバック量 0.0039 0.0091 0.0071 0.0042 生 生産コスト (10000yen) 産 性 生産時間 (hour) 24.6 22.6 25.7 24.6 9.0 5.0 7.8 87 93 100 加 工 条 件 良品率 (%) 7.8 100 -8% -36% 良品率 13 材料のばらつきの影響 加 工 条 件 優先条件 張力 (Mpa) 加工速度 (mm/min) 加工温度 (℃) 潤滑剤 材料 ダイス肩半径 (mm) クリアランス (mm) 10 5 生産コスト 生産時間 170 170 300 500 200 200 Lub. D Teflon Mat. O → Mat.Ob 10 10 5 15 0.01 良品率 170 300 200 Teflon 10 15 良品率優先 生産時間優先 生産コスト優先 精度優先 14 2500 100 500 0.002 Mat.O Mat.Ob 10 8 6 40 20 2 0 Mat.O 60 4 0 0 80 良品率(%) 1000 ク0.00 9 0.004 1500 ク ゙バッ 0.006 スフ ゚ リ ン 生産コスト(万円) 2000 生産時間(時) 1→0. 015 12 0.008 平均スプリングバック量 精度 170 300 200 Teflon Mat.Ob 0 Mat.O Mat.Ob Mat.O Mat.Ob 14 材料のばらつきが大きかった場合の改善方法 加 工 条 件 結 果 優先条件 張力 (MPa) 加工速度 (mm/min) 加工温度 (℃) 潤滑剤 材料 ダイス肩半径 (mm) クリアランス (mm) 平均スプリングバック量 良品率 (%) 精度 170 300 200 Teflon 10 5 --- 生産コスト 生産時間 170 170 300 500→300 200 200 Lub. D → Teflon Teflon Mat.Ob (固定) 10 10 5 → 15 15 0.015 → 0.007 0.011 → 0.007 1 → 87 39 → 87 良品率 170 300 200 Teflon 10 15 --- 生産時間優先 生産コスト優先 Mat.O+25% Mat.O Lub.D 0.053yen (時) 60 50 40 30 20 10 0 生産時間 生産コスト (万円) 2172 Teflon 50yen 14 12 10 8 6 4 2 0 Mat.O+78% Mat.O 500 mm/min 300 mm/min 15 最適生産管理 •従来技術と問題点:品質工学 → 熟練が必要.コストや製作時間の検討が後回し. 従来の開発 → 時間とコストがかかる.最適な設計にならない場合が多い •新技術の特徴・従来技術との比較: ・設計段階で,誤差因子の影響まで考慮しながら最適設計が可能. ・極めて短時間,極低コストで,最も所望の製品を設計できる. ・操作はきわめて容易でド素人でもできる(段階の世代問題なし) ・設計者によってことなる最適の定義(優先順位)に対応できる. ・優先順位の複数定義が可能で,最も所望の最適条件が求められる. ・まさに「GOD HAND!」の錯覚をおぼえる開発ツール •想定される用途と業界:設計段階で最適な工業製品を開発する. •実用化に向けた課題:ない(即利用可能) •企業への期待:ソフトを販売して欲しい. •本技術に関する知的財産権:工業製品の生産支援方法およびプログラム(特願2006-230052) •お問い合わせ先:長岡技大 総務部 産学・地域連携課 知的財産係 0258-47-9279 田村、藤崎 16 17
© Copyright 2026 Paperzz