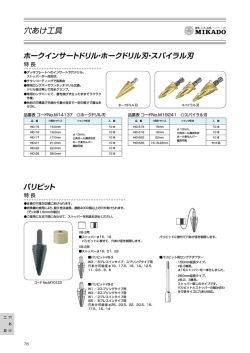
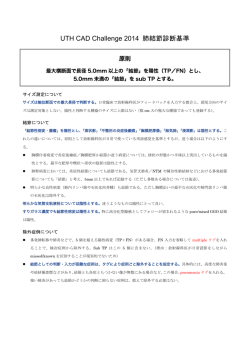
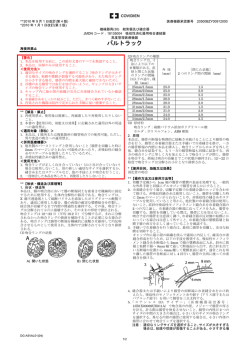
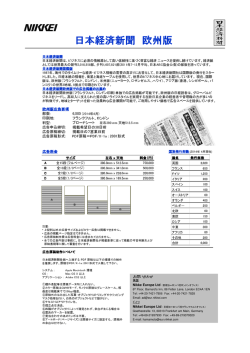
交流パルスMIG溶接機のステンレスへの応用試験 田宮 宏 一 * 鈴木 正幸* 石川 淳* ApplicationofACpulseMIGweldingtechnologytostainlesssteel TAMIYA Kouiti, SUZUKI Masayuki and ISHIKAWA Atsushi 抄 録 交流パルスMIG溶接機を用いて、ステンレス薄板(1∼3mm)の溶接試験を行った。ビードオン溶 接 、突 き 合 わ せ 溶 接 試 験 に よ り 溶 接 条 件 の 把 握 を 行 い 、応 用 試 験 と し て 重 ね ス ミ 肉 溶 接 試 験 を 行 っ た 結 果 、 2mmのギャップまでの溶接が可能な条件が得られた。 1.緒言 流の一部をマイナスに切り替え、さらにプラス部 世界的な環境問題対策の一環として、自動車産 業を中心に各種構造物や部品の軽量化が進んでい 分とマイナス部分の面積比を変化させることによ り、母材への溶け込み量を制御できる。 る。ステンレス製の鉄道車両においても軽量化の また、溶接装置は図2に示すように溶接トーチ ための薄板化が図られている。しかし、溶接組立 部分を自走式台車に固定し、溶接加工状態が一定 を基本とする車両製作においては薄板化に伴い、 となるようにした。 ひずみや熱影響の問題が大きくなり、溶接品質の 確保、維持が重要となってきている。 自走式台車 そこで母材への溶け込みを制御でき、溶接の溶 け落ち防止や大ギャップへの対応可能という点で アルミニウムの薄板溶接で使用されている交流パ 溶接トーチ ルスMIG溶接について、ステンレス薄板に対す る適応性の評価と加工データの収集を行った。 溶接方向 2.使用溶接機 本実験で使用した溶接機は㈱ダイヘン製パルス 試験片 M I G 溶 接 機( デ ジ タ ル A C ウ ェ ー ブ 2 0 0) で あ る 。 特徴として、図1に示すようにパルス状の溶接電 図2 溶接装置外観 溶接電流 (+ ) 3.溶接実験 供 試 材 と し て は SUS 304と SUS 3 0 1 L-LT を 用 い た。板厚は1.0、1.5、3.0mm と し た 。 溶 接 実 験 は (- ) ビードオン溶接、突き合わせ溶接、重ねスミ肉溶 時間 図1 溶接電流波形 接を行なった。 3.1 ビードオン溶接試験 表1に示すとおり溶接電流ならびに溶け込み条 件を変化させて溶接試験を行い、溶け込み状態、 *下越技術支援センター ビード形状の観察を行い、各供試材に対する最適 表1 ビードオン溶接試験条件 試験片 板 厚 mm 溶接電流 溶け込み条件 溶 接 速 度 cm/min チップー母材間距離 mm トーチ角度 ワイヤ 3.2.1 SUS304 / SUS301L-LT (250×50) 1.0 1.5 3.0 4 0 ∼ 80 70∼110 120∼160 浅い 標準 深い 75 60 10 15 75°・ 90° WEL MIG 308L 1.0φソリッドワイヤ 引張試験、曲げ試験 突き合わせ溶接試験片から引張試験片を作成し、 250 kN オ ー ト グ ラ フ に て 引 張 試 験 を 行 っ た 。 図4に試験結果を示した。なお、破断位置は全て 溶接金属部であった。この結果より、溶接試験片 は素材の強度より低いが、ワイヤ強度と同等もし くはそれ以上の強度を有しており、強度的には問 な溶接条件の選定を行った。なお、溶け込み条件 題ないと言える。 の設定については溶接機本体のスイッチの切り替 えることにより、溶接電流波形を変化させ、制御 突き合わせ溶接引張り強度(SUS304) を行っている。 溶接ワイヤ 図3に溶け込み条件を変えた場合の溶接電流波 け込み条件を浅くすると溶接電流波形のマイナス 側の面積割合が大きくなり、深くすると波形がプ ラス側にシフトしているのがわかる。 (浅い) 0.01 0.02 200 3.0mm 溶接ワイヤ 素材1.0mm 素材1.5mm 素材3.0mm 100 1000 0 -100 -200 0.00 0.01 0.02 0.03 1.2mm 時間 sec 400 300 200 100 0 -100 -200 0.00 0.01 0.02 0.03 時間 sec 1.5mm SUS304 t3.0 溶 接 電 流 150A 図3 溶接電流波形と溶け込み深さ 800 600 400 200 0 1.0mm 3.2 1.5mm 突き合わせ溶接引張り強度(SUS301L-LT) 300 200 引張り強さ(N/mm2) A 電流 400 1.0mm 1.0mm 0.03 時間 sec 電流 A 600 試験片 0.00 (深 い ) 素材3.0mm 800 400 300 200 100 0 -100 -200 400 (標 準 ) 素材1.5mm 0 溶け込み深さ 電流波形 電流 A 溶け込み条件 引張り強さ(N/mm2) 形ならびに溶け込み状態の観察写真を示した。溶 素材1.0mm 1000 3.0mm 試験片 突き合わせ溶接試験 表2に示す条件にて、突き合わせ溶接を行い、 1.5mm 図4 突き合わせ溶接 引張試験結果 試験片に裏波ビードが出る完全溶け込みの試験片 を作成し、引張試験、曲げ試験、組織観察、硬さ 測定を行い、溶接状態の評価を行った。 なお、曲げ試験についても全ての試験片で表・ 裏曲げともに欠陥は見られず、良好な溶接である ことが確認できた。 表2 試験片 板 厚 mm 溶接条件 溶 接 速 度 cm/min チップー母材間距離 mm トーチ角度 ワイヤ ガ ス (混合ガス) 突き合わせ溶接試験条件 SUS304 (150×250) SUS304 (150×250) 1.0 1.5 3.0 1.0 1.5 3.0 60−5 100−5 150−5 60−5 100−5 150−5 55 50 40 50 45 40 10 15 10 15 75°・ 90° WEL MIG 308L 1.0φソリッドワイヤ Ar 98% O2 2% 流量 15ι/min 3.2.2 組織観察 溶接部の金属組織観察を行った。その一例を図 5 に 示 す 。 通 常 SUS 304、 SUS 301 L-LT の 溶 接 に お いてはフェライト・オーステナイト凝固形態とな る。図5に示した組織はフェライト・オーステナ イト凝固組織といえ、正常な金属組織であった。 3.3 重ねスミ肉溶接試験 鉄道のステンレス車両の屋根溶接への適用を想 定して重ねスミ肉溶接試験を行った。図7に示す よ う に 鉄 道 車 両 屋 根 板 は 、 1 . 5mm の 下 板 に 0 . 6mm SUS304 の屋根波板を重ねて、全長にわたり溶接を行って SUS301L -LT いる。しかし屋根波板は折り返しがついて板厚が 変化しているため、現在は2回に分けて溶接を行 っ て い る 。 こ れ を 交 流 パ ル ス MIG 溶 接 に よ り 1 回 の溶接で行うことにより、ひずみや熱影響を減少 させ、品質の向上を図ることを目標としている。 t1.5 図5 突き合わせ溶接試験片の金属組織 重ねスミ肉 溶 接 3.2.3 硬さ試験 溶接試験片を樹脂埋め込み後研磨して、板厚中 現 状 肉0.6mm 重ねスミ 溶接 央部をマイクロビッカース硬度計にて硬さ試験を 行った。図6に溶接ビード中央部からの硬さ分布 1.5mm 2回 に 分 け て 溶 接 し て い る 交流パルスMI G溶接 測 定 を 行 っ た 結 果 を 示 す 。 SUS 3 0 4 に つ い て は バ ラ ツ キ の 範 囲 で 傾 向 は 見 ら れ な い が 、 SUS 301 L-LT に 大きなギャップに対応できる 1回で溶接を行いたい ついては溶接金属部が低い値となっている。これ は SUS 3 0 1 L-LT 材 が 元 々 熱 処 理 後 さ ら に 冷 間 圧 延 溶接ひずみ・熱影響の減少 して強度を高めている調質材のため、溶接時に母 品質の向上 材が溶融されることにより強度が低下したためと ビッカース硬さ(Hv) 考えられる。 図7 240.0 230.0 220.0 210.0 200.0 190.0 180.0 170.0 160.0 150.0 1.0mm -2.5 -2.0 -1.5 -1.0 -0.5 0 0.5 1.0 1.5 2.0 2.5 1.5mm 実験は1.5mm の 下 板 に 0 . 5mm の 上 板 を 任 意 の ギ 3.0mm ャップ量で設置して表3に示す条件にて重ねスミ 平均 (t1.0) 肉 溶 接 を 行 っ た 。 ギ ャ ッ プ 量 を 0 mm から0.5mm づ 平均 (t1.5) 平均 (t3.0) つ増加させて溶接を行ったところ、図8に示すと ビード中央部からの距離( mm) お り ギ ャ ッ プ 量 2 . 0mm ま で 溶 接 可 能 で あ っ た 。 溶接状態の確認は引張試験、組織観察、硬さ試験 SUS 304 ビッカース硬さ(Hv) 実作業への適用の概念図 を行った。 240.0 230.0 220.0 210.0 200.0 190.0 180.0 170.0 160.0 150.0 1.0mm 表3 スミ肉溶接条件 1.5mm 3.0mm -2.5 -2.0 -1.5 -1.0 -0.5 0 0.5 1.0 1.5 2.0 2.5 ビード中央部からの距離( mm) SUS 301 L-LT 図6 突き合わせ溶接 硬さ試験 平均 (t1.0) 平均 (t1.5) 平均 (t3.0) 試験片 SUS 304(240×50 t0.5、1.5) ワイヤ WELMIG 308L 1.0φソリッドワイヤ 溶接条件 65−2 溶接速度 15 mm / min ガス Ar 98% 、 O2 2 % 流量15 L/min 溶け込み調整 浅い ギャップ 0.5mm ギャップ 1.0mm ギャップ 0mm ギャップ2.0mm ギャップ 0mm ギャップ 1.5mm ギャップ 2.0mm 図10 図8 重ねスミ肉溶接 金属組織観察 重ねスミ肉溶接結果 図9に引張試験結果を示した。引張試験は上板 0 と下板をそれぞれチャックでつかみ、溶接線と垂 直方向に引張を行った。結果は縦軸に引張強さ、 横軸に上板と下板のすきま(ギャップ量)をとっ 重ねスミ肉溶接硬さ 下していることがわかる。 210.0 ビッカース硬さ(Hv) た。これよりギャップ量が増えると若干強度が低 200.0 190.0 180.0 0.0mm 170.0 0.5mm 160.0 1.0mm 1.5mm 150.0 引張り強さ(N / m m ) 重ねスミ肉溶接引張り強度 350 試験片 素材0.5mm -1.25 -1.0 -0.75 -0.5 -0.25 0 0.25 0.5 0.75 1.0 1.25 測定位置(mm) 2.0mm 平均(t0.5) 300 図11 250 重ねスミ肉溶接 硬さ試験 200 150 100 4.まとめ 50 (1)突き合わせ溶接においては、各板とも良好 0 0mm 図9 0.5mm 1.0mm 1.5mm 上板と下板のすきま 重ねスミ肉溶接 2.0mm 引張試験結果 な試験結果が得られ、溶接条件を確立することが できた。 ( 2 ) 重 ね ス ミ 肉 溶 接 に お い て は 、 2 mm の ギ ャ ップまで溶接可能であった。しかし、実ワーク対 図 1 0 に ギ ャ ッ プ な し ( 0mm ) と ギ ャ ッ プ 2 mm の 場合の溶接金属組織の観察結果を示す。図からわ かるとおりギャップ量の変化による組織の違いは 見られなかった。 また、図11に各ギャップ量における溶接部付近 の硬さ測定を行った結果を示した。バラツキはあ るもののギャップ量による硬さの違いは見られな かった。 応に向けては、溶接長さ、ワーク形状への対応な どの課題がある。
© Copyright 2026 Paperzz